JP2008200780A - Mixed abrasive grain grinding wheel - Google Patents
Mixed abrasive grain grinding wheel Download PDFInfo
- Publication number
- JP2008200780A JP2008200780A JP2007037129A JP2007037129A JP2008200780A JP 2008200780 A JP2008200780 A JP 2008200780A JP 2007037129 A JP2007037129 A JP 2007037129A JP 2007037129 A JP2007037129 A JP 2007037129A JP 2008200780 A JP2008200780 A JP 2008200780A
- Authority
- JP
- Japan
- Prior art keywords
- abrasive grains
- abrasive
- diamond
- grindstone
- mixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
Description
本発明は、立方晶窒化ホウ素砥粒及びダイヤモンド砥粒を含む砥粒層を備えた混合砥粒砥石に関する。 The present invention relates to a mixed abrasive grindstone provided with an abrasive layer containing cubic boron nitride abrasive grains and diamond abrasive grains.
ダイヤモンド砥粒は、鉄、コバルト、ニッケルなどの元素と研削中に化学反応することから、一般的には鉄系材料を研削するには不向きである。そこでそのような研削用途には、ダイヤモンド砥粒に代えて立方晶窒化ホウ素砥粒が用いられている。立方晶窒化ホウ素砥粒からなる切れ刃は、研削中に砥粒が微小破砕することにより鋭利な切れ刃が生成し、切れ味が向上した状態が比較的長期間持続する。 Since diamond abrasive grains chemically react with elements such as iron, cobalt, and nickel during grinding, they are generally unsuitable for grinding ferrous materials. Therefore, cubic boron nitride abrasive grains are used for such grinding applications instead of diamond abrasive grains. With a cutting edge made of cubic boron nitride abrasive grains, sharp cutting edges are generated by fine crushing of the abrasive grains during grinding, and the state in which the sharpness is improved lasts for a relatively long period of time.
立方晶窒化ホウ素砥粒及びダイヤモンド砥粒を種々の混合比率で含む砥粒層を備えた砥石が知られている。例えば両者の混合比をダイヤモンド砥粒:立方晶窒化ホウ素砥粒=70:30〜40:60とした砥石(特許文献1及び2参照)や、ダイヤモンド砥粒:立方晶窒化ホウ素砥粒=8.5:1.5〜9.5:0.5とした砥石(特許文献3参照)が提案されている。これらの特許文献においては、主として、相対的に少量の立方晶窒化ホウ素砥粒を、相対的に多量のダイヤモンド砥粒と組み合わせて用いることが一般的であった。 A grindstone having an abrasive grain layer containing cubic boron nitride abrasive grains and diamond abrasive grains in various mixing ratios is known. For example, a grindstone (see Patent Documents 1 and 2) in which the mixing ratio of both is diamond abrasive grains: cubic boron nitride abrasive grains = 70: 30 to 40:60, or diamond abrasive grains: cubic boron nitride abrasive grains = 8. A grindstone (see Patent Document 3) having a ratio of 5: 1.5 to 9.5: 0.5 has been proposed. In these patent documents, it has been common to use a relatively small amount of cubic boron nitride abrasive grains in combination with a relatively large amount of diamond abrasive grains.
一方、相対的に多量の立方晶窒化ホウ素砥粒を、相対的に少量のダイヤモンド砥粒と組み合わせて用いる技術も提案されている。例えば立方晶窒化ホウ素砥粒とダイヤモンド砥粒との混合比を50:50〜90:10の範囲とした砥石が提案されている(特許文献4参照)。しかし、特許文献4には、立方晶窒化ホウ素砥粒とダイヤモンド砥粒との混合比を前記の範囲内とすることで、研削比が向上し、また表面粗さが長期間維持され、更に長寿命化が達成されることは記載されていない。 On the other hand, a technique using a relatively large amount of cubic boron nitride abrasive grains in combination with a relatively small amount of diamond abrasive grains has also been proposed. For example, a grindstone having a mixing ratio of cubic boron nitride abrasive grains and diamond abrasive grains in the range of 50:50 to 90:10 has been proposed (see Patent Document 4). However, Patent Document 4 discloses that the mixing ratio of cubic boron nitride abrasive grains and diamond abrasive grains is within the above range, whereby the grinding ratio is improved and the surface roughness is maintained for a long period of time. It is not described that lifetime is achieved.
本発明の目的は、更なる研削比の向上と、長期間にわたる表面粗さの維持と、長寿命化を達成し得る砥石を提供することにある。 An object of the present invention is to provide a grindstone capable of further improving the grinding ratio, maintaining the surface roughness for a long period of time, and extending the service life.
本発明者らは鋭意検討した結果、立方晶窒化ホウ素砥粒及びダイヤモンド砥粒を含む砥石において、従来技術と異なり、立方晶窒化ホウ素砥粒の量を、ダイヤモンド砥粒の量よりも相対的に多くし、且つ両者の使用量を特定の範囲内とすることにより前記の目的が達成され得ることを知見した。 As a result of intensive studies, the inventors of the present invention, in a grindstone containing cubic boron nitride abrasive grains and diamond abrasive grains, unlike the prior art, the amount of cubic boron nitride abrasive grains is relatively larger than the amount of diamond abrasive grains. It has been found that the above-mentioned object can be achieved by increasing the amount of both of them to be within a specific range.
本発明は前記知見に基づきなされたもので、立方晶窒化ホウ素砥粒とダイヤモンド砥粒が結合相内に分散固定されてなる砥粒層を有する混合砥粒砥石において、
立方晶窒化ホウ素砥粒とダイヤモンド砥粒が80:20〜97:3の体積比で混合されており、前記砥粒の集中度が100〜200であり、前記砥粒層の気孔率が20〜40%である混合砥粒砥石を提供することにより前記目的を達成したものである。
The present invention was made on the basis of the above knowledge, and in the mixed abrasive grindstone having an abrasive layer in which cubic boron nitride abrasive grains and diamond abrasive grains are dispersed and fixed in a binder phase,
Cubic boron nitride abrasive grains and diamond abrasive grains are mixed in a volume ratio of 80:20 to 97: 3, the degree of concentration of the abrasive grains is 100 to 200, and the porosity of the abrasive grain layer is 20 to 20 The object is achieved by providing a mixed abrasive wheel that is 40%.
本発明の混合砥粒砥石によれば、従来の砥石に比較して、研削比が向上すると共に砥石の長寿命化が図られる。更に長期間にわたり表面粗さが維持される。 According to the mixed abrasive grindstone of the present invention, the grinding ratio is improved and the life of the grindstone is extended as compared with the conventional grindstone. Furthermore, the surface roughness is maintained for a long time.
以下本発明を、その好ましい実施形態に基づき説明する。本発明の混合砥粒砥石(以下、単に砥石ともいう)は、一般に、ホイール状、カップ状等の従来公知の形状を有する台金の砥粒層形成面に砥粒層が形成されてなるものである。砥粒層は、結合相内に砥粒が分散固定されて構成されている。 Hereinafter, the present invention will be described based on preferred embodiments thereof. The mixed abrasive grindstone of the present invention (hereinafter also simply referred to as a grindstone) is generally formed by forming an abrasive layer on an abrasive layer-forming surface of a base metal having a conventionally known shape such as a wheel shape or a cup shape. It is. The abrasive layer is configured by dispersing and fixing abrasive grains in a binder phase.
本実施形態においては、砥粒として立方晶窒化ホウ素砥粒及びダイヤモンド砥粒からなる混合砥粒が用いられる。以下の説明においては立方晶窒化ホウ素をcBNと表すこととする。本実施形態の砥石は、これら二者の砥粒の混合比率に特徴の一つを有する。詳細には、cBN砥粒とダイヤモンド砥粒が80:20〜97:3の体積比で混合されており、好ましくは85:15〜95:5、更に好ましくは90:10〜93:7の体積比で混合されている。このように本実施形態においては、ダイヤモンド砥粒の使用量に対してcBN砥粒の使用量を相対的に多くしている。先に述べたとおり、ダイヤモンド砥粒は鉄系材料を研削する用途には不向きである。しかし、ダイヤモンド砥粒を相対的に多量のcBNと併用し、且つ砥粒の集中度を特定の範囲に設定すると共に砥粒層の気孔率を特定の範囲に設定することで、鉄系材料を研削した場合であっても研削比が向上すると共に砥石の長寿命化が図られることを本発明者らは知見した。この理由は次のとおりである。 In the present embodiment, mixed abrasive grains made of cubic boron nitride abrasive grains and diamond abrasive grains are used as the abrasive grains. In the following description, cubic boron nitride is represented as cBN. The grindstone of this embodiment has one of the characteristics in the mixing ratio of these two abrasive grains. Specifically, cBN abrasive grains and diamond abrasive grains are mixed at a volume ratio of 80:20 to 97: 3, preferably 85:15 to 95: 5, more preferably 90:10 to 93: 7. Is mixed in a ratio. Thus, in this embodiment, the usage amount of cBN abrasive grains is relatively increased with respect to the usage amount of diamond abrasive grains. As described above, diamond abrasive grains are not suitable for use in grinding ferrous materials. However, by using diamond abrasive grains in combination with a relatively large amount of cBN, setting the concentration of abrasive grains in a specific range, and setting the porosity of the abrasive layer in a specific range, The present inventors have found that the grinding ratio is improved and the life of the grindstone is extended even when grinding. The reason for this is as follows.
研削の進行に伴う砥石の摩耗には初期摩耗及び定常摩耗がある。初期摩耗は、ドレッシング後に研削を開始し、定常状態に至るまでの砥石の摩耗である。ドレッシングとは、切れ味の鈍化した砥石作業面の砥粒を削り落とし、新しい切れ刃を形成して切れ味を回復させる作業のことをいう。初期摩耗では、ドレッシングでダメージを受けた砥粒が、破砕・脱落し摩耗する。それに加えて、ダイヤモンド砥粒においては、ドレッシング直後の鋭利な砥粒切れ刃が、鉄などの被削材と反応し摩滅摩耗が起こる。このことから、ダイヤモンド砥粒100%の砥石は初期摩耗が大きい。逆にcBN砥粒100%の砥石は、鉄などの被削材と反応し、摩滅摩耗を起こさないので、ダイヤモンド100%の砥石と比べて初期摩耗が小さい。ダイヤモンド砥粒とcBN砥粒との混合砥石の場合には、混合比率に応じて初期摩耗の大きさは直線的に変化する。この状態を図1に示す。 There are initial wear and steady wear in the wear of the grinding wheel as the grinding proceeds. The initial wear is the wear of the grindstone until grinding starts after dressing and reaches a steady state. Dressing refers to the work of scraping off the abrasive grains on the grindstone work surface that has become dull and forming a new cutting edge to restore the sharpness. In the initial wear, the abrasive grains damaged by the dressing are crushed and dropped and wear. In addition, in diamond abrasive grains, a sharp abrasive cutting edge immediately after dressing reacts with a work material such as iron to cause wear. For this reason, a grindstone having 100% diamond abrasive grains has a large initial wear. Conversely, a grindstone with 100% cBN abrasive grains reacts with a work material such as iron and does not cause wear and wear, so initial wear is small compared to a grindstone with 100% diamond. In the case of a mixed grindstone of diamond abrasive grains and cBN abrasive grains, the magnitude of initial wear varies linearly according to the mixing ratio. This state is shown in FIG.
初期摩耗段階が終了し、研削の進行に応じて徐々に砥石が摩耗する現象を定常摩耗という。ダイヤモンド砥粒の場合、ドレッシング直後の切れ刃が鋭利な状態では摩滅摩耗が進行するが、切れ刃先端が丸まり、砥粒切れ刃の平坦部面積がある程度大きくなったら、そこから摩滅摩耗は進行しなくなる。そのため、ダイヤモンド砥粒100%の砥石は初期摩耗は大きいものの定常摩耗は小さい(しかしながら、研削抵抗は大きくなり研削異常を発生しやすい)。一方cBN砥粒の場合、切れ刃が微小破砕しながら研削が進行するので定常摩耗が大きい。そのためcBN砥粒100%の砥石は、初期摩耗は小さいものの定常摩耗は大きい。ダイヤモンド砥粒とcBN砥粒との混合砥石の場合には、混合比率に応じて定常摩耗は直線的に変化するが、意外にもcBN砥粒とダイヤモンド砥粒の体積比が上述の範囲の場合には、砥石の定常摩耗の進行が極端に低下することが判明した。この状態を図1に示す。 The phenomenon in which the initial wear stage ends and the grindstone gradually wears as the grinding progresses is called steady wear. In the case of diamond abrasive grains, abrasion wear progresses when the cutting edge immediately after dressing is sharp, but abrasion wear proceeds when the tip of the cutting edge is rounded and the flat area of the abrasive grain cutting edge increases to some extent. Disappear. For this reason, a diamond wheel having 100% diamond abrasive grains has a large initial wear but a small steady wear (however, the grinding resistance increases and a grinding abnormality tends to occur). On the other hand, in the case of cBN abrasive grains, grinding progresses while the cutting edge is finely crushed, so steady wear is large. Therefore, a cBN abrasive grain 100% grindstone has a small initial wear but a large steady wear. In the case of a mixed grindstone of diamond abrasive grains and cBN abrasive grains, the steady wear varies linearly depending on the mixing ratio, but unexpectedly, when the volume ratio of cBN abrasive grains to diamond abrasive grains is in the above range. On the other hand, it was found that the progress of steady wear of the grindstone is extremely reduced. This state is shown in FIG.
このように、砥石摩耗=初期摩耗+定常摩耗であるので、総合的に考えて、cBN砥粒とダイヤモンド砥粒を80:20〜97:3の体積比で混合することで、初期摩耗及び定常摩耗の何れの段階においても砥石の摩耗の進行を抑制することができる。これに対してダイヤモンド砥粒の割合が多い砥石は、定常摩耗段階に移行し、しばらくすると研削異常が発生し、著しく砥石寿命が短くなる。 Thus, since grinding wheel wear = initial wear + steady wear, it is considered comprehensively, and by mixing cBN abrasive grains and diamond abrasive grains in a volume ratio of 80:20 to 97: 3, initial wear and steady wear. It is possible to suppress the progress of wear of the grindstone at any stage of wear. On the other hand, a grindstone with a large proportion of diamond abrasive grains moves to a steady wear stage, and after a while, grinding abnormality occurs and the grindstone life is remarkably shortened.
また、被削材の仕上げ面粗さに注目すると、cBN砥粒100%の砥石は、砥粒切れ刃の微小破砕が起こるため、その分のキズが仕上げ面に発生する。一方、cBN砥粒とダイヤモンド砥粒を80:20〜97:3の体積比で混合すると、摩滅摩耗したダイヤモンド砥粒が、仕上げ面を平坦化させるので、cBN砥粒100%の砥石よりも良好な仕上げ面が得られる。 Further, when paying attention to the finished surface roughness of the work material, a crushing wheel with 100% cBN abrasive grains causes minute crushing of the abrasive grain cutting edge, so that scratches are generated on the finished surface. On the other hand, when cBN abrasive grains and diamond abrasive grains are mixed at a volume ratio of 80:20 to 97: 3, the worn diamond abrasive grains flatten the finished surface, which is better than 100% cBN abrasive grains. A smooth surface can be obtained.
本実施形態に用いられるcBN砥粒及びダイヤモンド砥粒の粒度は、JIS B4130に規定される粒度が#80/100〜#230/270、特に#120/140〜#170/200であることが好ましい。この場合、cBN砥粒及びダイヤモンド砥粒の粒度は同じでもよく、或いは異なっていてもよい。 As for the particle size of the cBN abrasive and the diamond abrasive used in the present embodiment, the particle size specified in JIS B4130 is preferably # 80/100 to # 230/270, particularly # 120/140 to # 170/200. . In this case, the particle sizes of the cBN abrasive grains and the diamond abrasive grains may be the same or different.
cBN砥粒及びダイヤモンド砥粒の混合砥粒が結合相内に分散固定されてなる砥粒層においては、その集中度(コンセントレーション)が、1cm3中に砥粒を880mg(4.4カラット)含む場合を100としたときに、100〜200であり、好ましくは150〜200、更に好ましくは180〜200である。砥粒層の集中度が100に満たないと、研削に寄与する砥粒の数が少なくなり研削比を向上させることができない。また、被削材仕上げ面の平坦化を担うダイヤモンド砥粒の量が少なくなってしまい、研削中の仕上げ面平坦化の効果が得られなくなる。なお、集中度を100未満に設定にしても、cBN砥粒とダイヤモンド砥粒の混合比率を変更すれば、砥粒層の表面に現れるダイヤモンド砥粒の数を同一にすることはできる。しかし、その場合にはcBN砥粒とダイヤモンド砥粒の混合比率が大きく変化してしまい、前述した範囲を満たさなくなり、本発明の効果が奏されなくなってしまう。一方、砥粒層の集中度が200を超えると、気孔を形成することが困難となり、研削異常が発生しやすくなる。 In the abrasive grain layer in which the mixed abrasive grains of cBN abrasive grains and diamond abrasive grains are dispersed and fixed in the binder phase, the degree of concentration (concentration) is 880 mg (4.4 carats) of abrasive grains in 1 cm 3. When 100 is included, it is 100 to 200, preferably 150 to 200, and more preferably 180 to 200. If the concentration of the abrasive layer is less than 100, the number of abrasive grains contributing to grinding is reduced, and the grinding ratio cannot be improved. Further, the amount of diamond abrasive grains responsible for flattening the work material finish surface is reduced, and the effect of flattening the finish surface during grinding cannot be obtained. Even if the degree of concentration is set to less than 100, the number of diamond abrasive grains appearing on the surface of the abrasive grain layer can be made the same by changing the mixing ratio of cBN abrasive grains and diamond abrasive grains. However, in that case, the mixing ratio of the cBN abrasive grains and the diamond abrasive grains changes greatly, so that the above-mentioned range is not satisfied, and the effect of the present invention is not achieved. On the other hand, if the concentration of the abrasive layer exceeds 200, it becomes difficult to form pores, and grinding abnormalities are likely to occur.
cBN砥粒及びダイヤモンド砥粒の混合砥粒は、結合相内に分散固定される。本実施形態の砥石においては、結合相として例えばビトリファイドボンドが用いられる。ビトリファイドボンドは一般に主成分としてSiO2、Al2O3及びB2O3を含んでいる。本実施形態において用いられるビトリファイドボンドは、特に以下の組成を有するものであることが、研削比の向上及び砥石の長寿命化を図る点から好ましい。
・SiO2:35〜55重量%
・Al2O3:10〜30重量%
・B2O3:10〜30重量%
・その他の酸化物:1〜10重量%
The mixed abrasive grains of cBN abrasive grains and diamond abrasive grains are dispersed and fixed in the binder phase. In the grindstone of this embodiment, for example, vitrified bond is used as the binder phase. Vitrified bonds generally contain SiO 2 , Al 2 O 3 and B 2 O 3 as main components. The vitrified bond used in the present embodiment preferably has the following composition in view of improving the grinding ratio and extending the life of the grindstone.
· SiO 2: 35~55 weight%
· Al 2 O 3: 10~30 wt%
· B 2 O 3: 10~30 wt%
Other oxides: 1 to 10% by weight
結合相としては上述のビトリファイドボンドに代えてレジノイドボンドを用いることもできる。尤もレジノイドボンドは一般的に砥粒保持力が低く、研削中に砥粒が抜け落ちやすい傾向にある。また、剛性が低いため高精度の加工が望めない。これに対して、cBN砥粒及びダイヤモンド砥粒を特定の比率で混合させ且つこれらの砥粒を特定の組成を有するビトリファイドボンドで分散固定した本実施形態の砥石はこのような欠点を有さず、安定した研削をすることが可能となる。 As the binder phase, a resinoid bond can be used instead of the above-described vitrified bond. However, resinoid bonds generally have a low abrasive grain retention and tend to fall off easily during grinding. Moreover, since the rigidity is low, high-precision machining cannot be expected. On the other hand, the grindstone of this embodiment in which cBN abrasive grains and diamond abrasive grains are mixed at a specific ratio and these abrasive grains are dispersed and fixed by vitrified bonds having a specific composition does not have such a defect. It becomes possible to perform stable grinding.
砥粒層には多数の気孔が形成されており、本実施形態においてはその気孔率が20〜40%、好ましくは25〜35%、更に好ましくは28〜32%に設定されている。気孔率は、砥粒層における気孔の体積の総和を砥粒層の見掛けの体積で除し、これに100を乗じた値である。気孔率が20%に満たない場合には、研削抵抗が増加し、研削異常が発生する。一方、気孔率が40%超になると、砥粒を保持するボンドの量が少なく、砥粒の脱落が多くなり、砥石摩耗が大きくなる。砥粒層の気孔率は、JIS R2205によって測定される。 A large number of pores are formed in the abrasive layer, and in this embodiment, the porosity is set to 20 to 40%, preferably 25 to 35%, and more preferably 28 to 32%. The porosity is a value obtained by dividing the total volume of pores in the abrasive layer by the apparent volume of the abrasive layer and multiplying this by 100. When the porosity is less than 20%, grinding resistance increases and grinding abnormality occurs. On the other hand, when the porosity exceeds 40%, the amount of bonds holding the abrasive grains is small, the abrasive grains fall off, and the grinding wheel wear increases. The porosity of the abrasive layer is measured according to JIS R2205.
気孔率とは砥粒層に含まれる気孔の体積分率(%)のことである。従って気孔率と砥粒率と結合相率とを合計すると100%になる。砥粒層の気孔率は、砥粒層の形成時の条件によって制御できる。例えば、砥粒層を形成するための型に所定量の砥粒及び結合相を投入して加圧し所定の形状に成形する場合に、型内に投入する砥粒及び結合相の量を制御することで、気孔率を制御できる。 The porosity is a volume fraction (%) of pores contained in the abrasive layer. Accordingly, the sum of the porosity, the abrasive grain ratio, and the binder phase ratio is 100%. The porosity of the abrasive layer can be controlled by the conditions during the formation of the abrasive layer. For example, when a predetermined amount of abrasive grains and a binder phase are put into a mold for forming an abrasive layer and pressed into a predetermined shape, the amount of the abrasive grains and the binder phase put into the mold is controlled. Thus, the porosity can be controlled.
また、砥粒層の気孔率を前記の範囲内とするためには、砥粒の粒径に比較して結合相であるビトリファイドボンドの最大粒径が1/5以下、特に1/10以下であることも好ましい。 Further, in order to make the porosity of the abrasive layer within the above range, the maximum particle size of vitrified bond as a binder phase is 1/5 or less, particularly 1/10 or less, compared to the particle size of the abrasive particles. It is also preferable that there is.
砥粒層の形成においては、砥粒の表面に均一に結合相を被覆することが好ましい。被覆の方法としては、当該技術分野において通常用いられている方法と同様の方法を採用することができる。特に、本出願人の先の出願に係る特開2002−294221号公報に記載の方法を用いることが好適である。具体的には、結合相を溶媒に懸濁させたスラリーを砥粒に噴霧し、乾燥させて該結合相を砥粒に被覆した後、該砥粒を焼成する。 In forming the abrasive layer, it is preferable to uniformly coat the binder phase on the surface of the abrasive. As a coating method, a method similar to a method usually used in the technical field can be employed. In particular, it is preferable to use the method described in Japanese Patent Application Laid-Open No. 2002-294221 relating to the earlier application of the present applicant. Specifically, a slurry in which the binder phase is suspended in a solvent is sprayed on the abrasive grains, dried and the abrasive grains are coated with the binder phase, and then the abrasive grains are fired.
前記の被覆方法においては、砥粒を転動させつつ結合相をコーティングする方法を採用することが好ましい。この目的のために、例えば遠心転動造粒コーティング装置を用いることができる。この場合、あらかじめ砥粒表面をバインダーで濡らし、結合相であるビトリファイドボンドを吹きかける方法や、溶媒にバインダーを溶かし、更に結合相であるビトリファイドボンドを懸濁させたスラリーを砥粒に噴霧する方法を用いることができる。砥粒の表面を均一に且つ砥粒どうしが凝集していない均一なコーティングを施すためには、転動造粒コーティング装置等を用いて、結合相であるビトリファイドボンドを懸濁させたスラリーを砥粒に噴霧する方法を採用することが好ましい。 In the coating method, it is preferable to employ a method of coating the binder phase while rolling the abrasive grains. For this purpose, for example, a centrifugal rolling granulation coating device can be used. In this case, a method in which the abrasive grain surface is previously wetted with a binder and a vitrified bond that is a binder phase is sprayed, or a method in which a binder is dissolved in a solvent and a slurry in which the binder phase that is a vitrified bond is suspended is sprayed onto the abrasive grains. Can be used. In order to provide a uniform coating on the surface of the abrasive grains and with the abrasive grains not agglomerated, the slurry in which the vitrified bond as the binder phase is suspended is ground using a rolling granulation coating apparatus or the like. It is preferable to employ a method of spraying the grains.
以上の方法で結合相によって被覆された砥粒は、プレスによって所定の形状に成形され、次いで焼成されることによって目的とする砥粒層が形成される。 The abrasive grains coated with the binder phase by the above method are formed into a predetermined shape by a press and then fired to form a target abrasive layer.
本実施形態において用いられるダイヤモンド砥粒は、その平均圧壊荷重が30〜120N、特に40〜60Nであることが好ましい。この範囲の平均圧壊荷重を有するダイヤモンド砥粒を用いることで、適度に摩滅摩耗がおこり、定常研削時の砥石摩耗を抑制するという効果が奏される。平均圧壊荷重は、精密引張試験機を用いて、砥粒に圧縮応力を負荷し、破壊した時の応力を測定することで得られる。 The diamond abrasive grains used in this embodiment preferably have an average crushing load of 30 to 120 N, particularly 40 to 60 N. By using diamond abrasive grains having an average crushing load in this range, wear and wear are moderately produced, and the effect of suppressing grinding wheel wear during steady grinding is exhibited. The average crushing load can be obtained by applying a compressive stress to the abrasive grains using a precision tensile tester and measuring the stress at the time of fracture.
また、本実施形態において用いられるダイヤモンド砥粒は、その引張破壊応力が2.4〜8GPa、特に2.8〜4GPaであることが好ましい。この範囲の引張破壊応力を有するダイヤモンド砥粒を用いることで、適度に摩滅摩耗がおこり、定常研削時の砥石摩耗を抑制するという効果が奏される。引張破壊応力σは、走査型電子顕微鏡像から砥粒の平均投影断面積A(m2)を測定し、また平均圧壊荷重W(N)を用いて、σ(Pa)=W(N)/0.32A(m2)、Pa=N/m2から算出される。 Moreover, it is preferable that the diamond abrasive grain used in this embodiment has a tensile fracture stress of 2.4 to 8 GPa, particularly 2.8 to 4 GPa. By using diamond abrasive grains having a tensile fracture stress in this range, wear and wear are moderately produced, and the effect of suppressing grinding wheel wear during steady grinding is exhibited. The tensile fracture stress σ is determined by measuring the average projected cross-sectional area A (m 2 ) of the abrasive grains from the scanning electron microscope image, and using the average crushing load W (N), σ (Pa) = W (N) / It is calculated from 0.32 A (m 2 ) and Pa = N / m 2 .
ダイヤモンド砥粒の平均圧壊荷重及び引張破壊応力は、該ダイヤモンド砥粒と併用されるcBN砥粒の平均圧壊荷重及び引張破壊応力と関係している。具体的には、cBN砥粒の平均圧壊荷重を1としたときのダイヤモンド砥粒の平均圧壊荷重が1.1〜7、特に2.5〜5であることが、上述した理由と同様の理由により好ましい。また、cBN砥粒の引張破壊応力を1としたときのダイヤモンド砥粒の引張破壊応力が1.1〜7、特に2.5〜5であることが、cBN砥粒に加わる負荷とダイヤモンド砥粒に加わる負荷をバランスさせる観点から好ましい。これらの数値範囲外では、どちらか一種類の砥粒が破壊・脱落し、砥石表面にあらわれる砥粒切れ刃の数のバランスがくずれやすい。その場合には、cBN砥粒の微小破壊とダイヤモンド砥粒の摩滅摩耗が同時に起こらず、本発明の特徴を生かしづらくなってしまう。 The average crushing load and tensile fracture stress of the diamond abrasive grains are related to the average crushing load and tensile fracture stress of the cBN abrasive grains used in combination with the diamond abrasive grains. Specifically, when the average crushing load of cBN abrasive grains is 1, the average crushing load of diamond abrasive grains is 1.1 to 7, particularly 2.5 to 5, for the same reason as described above. Is more preferable. Further, the load applied to the cBN abrasive grains and the diamond abrasive grains are such that the tensile fracture stress of the diamond abrasive grains is 1.1 to 7, particularly 2.5 to 5, when the tensile fracture stress of the cBN abrasive grains is 1. It is preferable from the viewpoint of balancing the load applied to the. Outside these numerical ranges, any one type of abrasive grains breaks or falls off, and the balance of the number of abrasive cutting edges appearing on the grindstone surface tends to be lost. In that case, the micro destruction of the cBN abrasive grains and the abrasion wear of the diamond abrasive grains do not occur at the same time, making it difficult to take advantage of the features of the present invention.
cBN砥粒の平均圧壊荷重や引張破壊応力に対するダイヤモンド砥粒の平均圧壊荷重や引張破壊応力の比率は上述のとおりであるところ、cBN砥粒の平均圧壊荷重は4.3〜109N、特に8〜24Nであることが好ましい。またcBNの引張破壊応力は0.3〜7.3GPa、特に0.6〜1.6GPaであることが好ましい。 The ratio of the average crushing load and tensile fracture stress of diamond abrasive grains to the average crushing load and tensile fracture stress of cBN abrasive grains is as described above, and the average crushing load of cBN abrasive grains is 4.3 to 109 N, particularly 8 to 24N is preferred. The tensile fracture stress of cBN is preferably 0.3 to 7.3 GPa, particularly preferably 0.6 to 1.6 GPa.
平均圧壊荷重及び引張破壊応力が上述の範囲を満たすcBN砥粒及びダイヤモンド砥粒は商業的に入手可能である。 CBN abrasive grains and diamond abrasive grains whose average crushing load and tensile fracture stress satisfy the above-mentioned ranges are commercially available.
本実施形態の砥石は、例えばSCなどの炭素鋼、SUJなどの軸受鋼、SCM、SCR、SNCなどの合金鋼、SK、SKH、SKS、SKD、SKTなどの工具鋼、SUSなどのステンレス鋼といった各種鋼材の研削に特に適したものである。このような鋼材を研削対象として、本実施形態の砥石は例えば内面研削盤、心なし研削盤、カム研削盤、円筒研削盤、クランクピン研削盤、クランク軸研削盤、平面研削盤、歯車研削盤、工具研削盤、ロール研削盤、ならい研削盤等に使用されることが特に好適である。 The grindstone of this embodiment is, for example, carbon steel such as SC, bearing steel such as SUJ, alloy steel such as SCM, SCR, and SNC, tool steel such as SK, SKH, SKS, SKD, and SKT, and stainless steel such as SUS. It is particularly suitable for grinding various steel materials. For such steel materials, the grindstone of this embodiment is, for example, an internal grinder, a centerless grinder, a cam grinder, a cylindrical grinder, a crankpin grinder, a crankshaft grinder, a surface grinder, a gear grinder It is particularly suitable to be used for a tool grinder, a roll grinder, a profile grinder and the like.
以下、実施例により本発明を更に詳細に説明する。しかしながら本発明の範囲はかかる実施例に制限されない。特に断らない限り「%」は「体積%」を意味する。 Hereinafter, the present invention will be described in more detail with reference to examples. However, the scope of the present invention is not limited to such examples. Unless otherwise specified, “%” means “volume%”.
〔実施例1〕
(1)使用した砥粒
・cBN砥粒:粒度#120/140番、平均圧壊荷重19N、引張破壊応力1.2GPa
・ダイヤモンド砥粒:粒度#120/140番、平均圧壊荷重53N、引張破壊応力3.2GPa
[Example 1]
(1) Abrasive grains and cBN abrasive grains used: grain size # 120/140, average crush load 19 N, tensile fracture stress 1.2 GPa
Diamond diamond: particle size # 120/140, average crushing load 53N, tensile fracture stress 3.2 GPa
(2)砥石の作製方法
まずcBN砥粒及びダイヤモンド砥粒を、作製する砥石の体積に対して45%及び5%になるように混合する(砥粒体積比で90:10)。混合した砥粒に液状フェノール樹脂等の湿潤剤を加えて攪拌し、十分に砥粒表面を湿らせる。その後、結合材として平均粒径3μm(最大粒径7μm)のビトリファイドボンド粉末を、作製する砥石に対して20%になるように加えて攪拌し、砥粒表面にビトリファイドボンド粉末を付着させて配合物を得る。この配合物をふるいに通した後、所定の形状に成型した。さらに乾燥後、窒素雰囲気中690℃で焼成し、ストレート型cBN/ダイヤモンドビトリファイド砥石(形状:長さ305mm、幅16mm、高さ127mm、厚さ3.5mm)を作製した。得られた砥石の集中度は200、気孔率は30%であった。ビトリファイドボンドの組成は以下のとおりであった。
・SiO2:55重量%
・Al2O3:30重量%
・B2O3:10重量%
・その他の酸化物:5重量%
(2) Method for producing a grindstone First, cBN abrasive grains and diamond abrasive grains are mixed so as to be 45% and 5% with respect to the volume of the grindstone to be produced (90:10 in terms of abrasive volume ratio). A wetting agent such as a liquid phenol resin is added to the mixed abrasive and stirred to sufficiently wet the abrasive surface. After that, a vitrified bond powder with an average particle size of 3 μm (maximum particle size of 7 μm) is added as a binder so as to be 20% with respect to the grindstone to be produced, and stirred to adhere the vitrified bond powder to the surface of the abrasive grains. Get things. The blend was passed through a sieve and then molded into a predetermined shape. Further, after drying, firing was performed at 690 ° C. in a nitrogen atmosphere to produce a straight cBN / diamond vitrified grinding wheel (shape: length 305 mm, width 16 mm, height 127 mm, thickness 3.5 mm). The concentration of the obtained grindstone was 200, and the porosity was 30%. The composition of the vitrified bond was as follows.
・ SiO 2 : 55% by weight
・ Al 2 O 3 : 30% by weight
・ B 2 O 3 : 10% by weight
・ Other oxides: 5% by weight
〔比較例1〕
cBN砥粒とダイヤモンド砥粒の体積比を70:30とする以外は実施例1と同様にして砥石を得た。得られた砥石の集中度は200、気孔率は30%であった。
[Comparative Example 1]
A grindstone was obtained in the same manner as in Example 1 except that the volume ratio of cBN abrasive grains to diamond abrasive grains was set to 70:30. The concentration of the obtained grindstone was 200, and the porosity was 30%.
〔比較例2〕
ダイヤモンド砥粒を用いずcBN砥粒のみを用いた以外は実施例1と同様にして砥石を得た。得られた砥石の集中度は200、気孔率は30%であった。
[Comparative Example 2]
A grindstone was obtained in the same manner as in Example 1 except that only cBN abrasive grains were used without using diamond abrasive grains. The concentration of the obtained grindstone was 200, and the porosity was 30%.
〔評価〕
実施例及び比較例で得られた砥石を用いて、円筒プランジ研削試験(上向き研削)を行った。被削材はSKH51(焼き入れ、硬さHRC65、形状:80D×5T)を用いた。研削条件は、砥石周速度60m/s、工作物速度0.67〜0.52m/s(161rpm)、プランジ速度8.94μm/s、湿式研削方式であった。砥石のドレスは、AEセンサ付きロータリードレッサ(ドレッサホイール:SD40Q75M)を用いて、砥石周速度60m/s、ドレッサ周速度30m/s、周速度比0.5、送り速度0.1mm/rev、切り込み量2.5μm×4回(スパークアウト20回)の条件で行った。以上の条件で加工したときの研削比、工作物仕上げ面粗さ(最大高さ粗さRz)を測定した。また、研削異常が発生する(異音が発生するまでの研削量、又は研削仕上げ面粗さが所定量Rz=2μmをこえるまでの研削量)までの寿命を評価した。これらの結果を表1に示す。
[Evaluation]
A cylindrical plunge grinding test (upward grinding) was performed using the grindstones obtained in the examples and comparative examples. As the work material, SKH51 (quenched, hardness HRC65, shape: 80D × 5T) was used. The grinding conditions were a grinding wheel peripheral speed of 60 m / s, a workpiece speed of 0.67 to 0.52 m / s (161 rpm), a plunge speed of 8.94 μm / s, and a wet grinding method. The grindstone dress is a rotary dresser with an AE sensor (dresser wheel: SD40Q75M). The measurement was performed under the condition of an amount of 2.5 μm × 4 times (spark out 20 times). The grinding ratio and workpiece finish surface roughness (maximum height roughness Rz) when processed under the above conditions were measured. Further, the life until the occurrence of abnormal grinding (the amount of grinding until abnormal noise occurs or the amount of grinding until the finished surface roughness exceeds a predetermined amount Rz = 2 μm) was evaluated. These results are shown in Table 1.
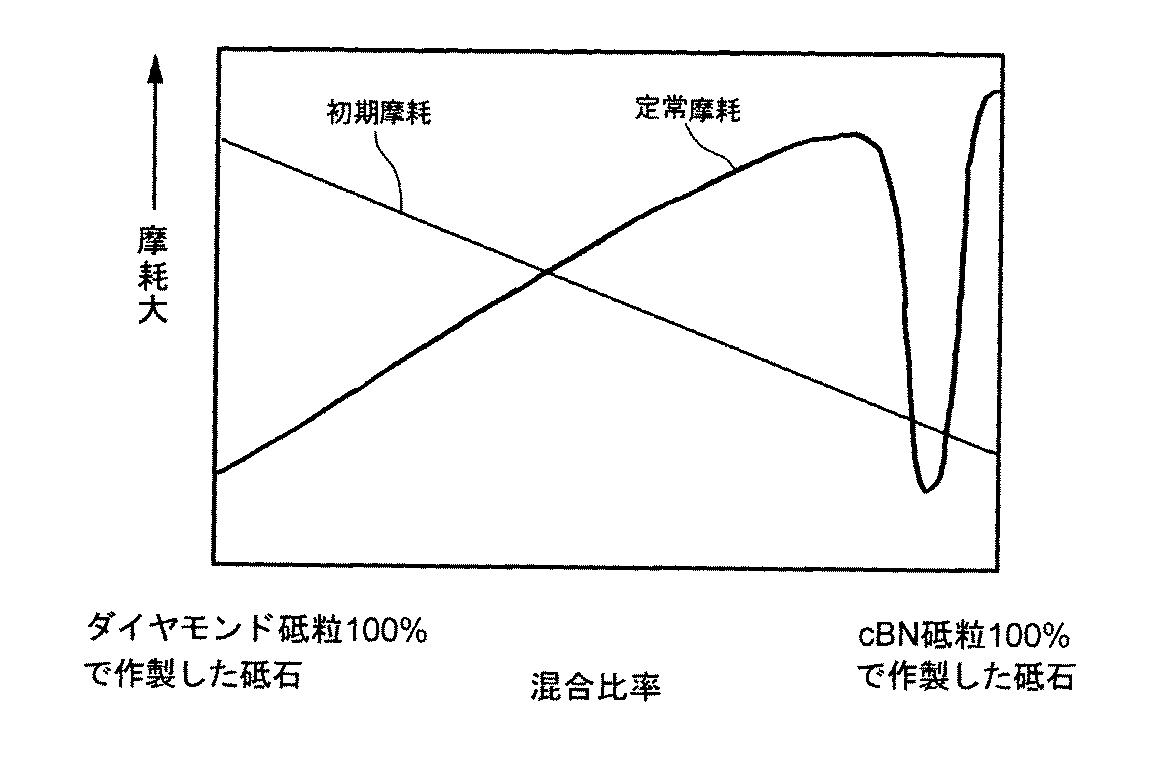
表1に示す結果から明らかなように、実施例の砥石は、比較例の砥石に比べて研削比が高く、仕上げ面粗さが低く、また長寿命であることが判る。 As is apparent from the results shown in Table 1, it can be seen that the grindstone of the example has a higher grinding ratio, lower finished surface roughness, and longer life compared to the grindstone of the comparative example.
Claims (7)
立方晶窒化ホウ素砥粒とダイヤモンド砥粒が80:20〜97:3の体積比で混合されており、前記砥粒の集中度が100〜200であり、前記砥粒層の気孔率が20〜40%である混合砥粒砥石。 In a mixed abrasive grindstone having an abrasive layer in which cubic boron nitride abrasive grains and diamond abrasive grains are dispersed and fixed in a binder phase,
Cubic boron nitride abrasive grains and diamond abrasive grains are mixed in a volume ratio of 80:20 to 97: 3, the degree of concentration of the abrasive grains is 100 to 200, and the porosity of the abrasive grain layer is 20 to 20 40% mixed abrasive grindstone.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007037129A JP2008200780A (en) | 2007-02-16 | 2007-02-16 | Mixed abrasive grain grinding wheel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007037129A JP2008200780A (en) | 2007-02-16 | 2007-02-16 | Mixed abrasive grain grinding wheel |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008200780A true JP2008200780A (en) | 2008-09-04 |
Family
ID=39778790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007037129A Pending JP2008200780A (en) | 2007-02-16 | 2007-02-16 | Mixed abrasive grain grinding wheel |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008200780A (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010184325A (en) * | 2009-02-12 | 2010-08-26 | Hitachi Koki Co Ltd | Porous vitrified bond grindstone and method for manufacturing the same |
| US9149912B2 (en) | 2010-09-27 | 2015-10-06 | Jtekt Corporation | Cubic boron nitride grinding wheel |
| US9168637B2 (en) | 2012-01-18 | 2015-10-27 | Noritake Co., Limited | Vitrified super-abrasive-grain grindstone |
| US10875152B2 (en) | 2016-03-24 | 2020-12-29 | A.L.M.T. Corp. | Super-abrasive grinding wheel |
| US11123841B2 (en) | 2016-05-27 | 2021-09-21 | A.L.M.T. Corp. | Super-abrasive grinding wheel |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5976772A (en) * | 1982-10-26 | 1984-05-01 | Taiheiyo Randamu Kk | Aggregated abrasive grain for sandcloth and sandpaper |
| JPS62148159A (en) * | 1985-12-20 | 1987-07-02 | Nippon Seiko Kk | Super finishing grindstone having super abrasive grain |
| JPH05261667A (en) * | 1991-01-25 | 1993-10-12 | Riken Daiyamondo Kogyo Kk | Diamond tool |
| JPH06184526A (en) * | 1992-12-15 | 1994-07-05 | Ishizuka Kenkyusho:Kk | High-strength superabrasive grain and its production |
| JP2005329518A (en) * | 2004-05-21 | 2005-12-02 | Kurenooton Kk | Polishing method and grinding tool for polishing |
-
2007
- 2007-02-16 JP JP2007037129A patent/JP2008200780A/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5976772A (en) * | 1982-10-26 | 1984-05-01 | Taiheiyo Randamu Kk | Aggregated abrasive grain for sandcloth and sandpaper |
| JPS62148159A (en) * | 1985-12-20 | 1987-07-02 | Nippon Seiko Kk | Super finishing grindstone having super abrasive grain |
| JPH05261667A (en) * | 1991-01-25 | 1993-10-12 | Riken Daiyamondo Kogyo Kk | Diamond tool |
| JPH06184526A (en) * | 1992-12-15 | 1994-07-05 | Ishizuka Kenkyusho:Kk | High-strength superabrasive grain and its production |
| JP2005329518A (en) * | 2004-05-21 | 2005-12-02 | Kurenooton Kk | Polishing method and grinding tool for polishing |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010184325A (en) * | 2009-02-12 | 2010-08-26 | Hitachi Koki Co Ltd | Porous vitrified bond grindstone and method for manufacturing the same |
| US9149912B2 (en) | 2010-09-27 | 2015-10-06 | Jtekt Corporation | Cubic boron nitride grinding wheel |
| US9168637B2 (en) | 2012-01-18 | 2015-10-27 | Noritake Co., Limited | Vitrified super-abrasive-grain grindstone |
| US10875152B2 (en) | 2016-03-24 | 2020-12-29 | A.L.M.T. Corp. | Super-abrasive grinding wheel |
| US11123841B2 (en) | 2016-05-27 | 2021-09-21 | A.L.M.T. Corp. | Super-abrasive grinding wheel |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10377017B2 (en) | Bonded abrasive article and method of forming | |
| US20120066982A1 (en) | Bonded abrasive articles, method of forming such articles, and grinding performance of such articles | |
| JP2008200780A (en) | Mixed abrasive grain grinding wheel | |
| CN103648719B (en) | Microstoning emery wheel, the superfine processing method using this emery wheel and ball bearing | |
| JP2017170554A (en) | Vitrified grindstone for low pressure lapping for lapping machine and polishing method using the same | |
| JP2010076094A (en) | Metal bond diamond grinding wheel and method of manufacturing the same | |
| CN113329846B (en) | Metal bond grindstone for high-hardness brittle material | |
| JP2002273661A (en) | Porous metal grinding wheel | |
| JP7126965B2 (en) | Glass filler containing metal bond grindstone | |
| Azarhoushang | Abrasive tools | |
| JP4215525B2 (en) | Super Abrasive Metal Bond Wheel | |
| Muratov et al. | Influence of diamond paste on abrasive finishing | |
| JP2022136788A (en) | Metal bond grindstone and method for manufacturing same | |
| Eleková et al. | Comparison of conventional and structured abrasives | |
| JP2002294221A (en) | Method for coating abrasive grain | |
| JPS62264867A (en) | Metal sintered dressing stick | |
| JP2003127066A (en) | Metal bond diamond grinding wheel and its manufacturing method | |
| JP2004291152A (en) | Grinding wheel dressing method of on-line roll grinding device | |
| JP2004050354A (en) | Resin bonded grinding wheel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091216 |
|
| A977 | Report on retrieval |
Effective date: 20120119 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120124 |
|
| A521 | Written amendment |
Effective date: 20120322 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20121002 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Effective date: 20130305 Free format text: JAPANESE INTERMEDIATE CODE: A02 |