JP2007277740A - Felt for paper making and method for producing the same - Google Patents
Felt for paper making and method for producing the same Download PDFInfo
- Publication number
- JP2007277740A JP2007277740A JP2006102823A JP2006102823A JP2007277740A JP 2007277740 A JP2007277740 A JP 2007277740A JP 2006102823 A JP2006102823 A JP 2006102823A JP 2006102823 A JP2006102823 A JP 2006102823A JP 2007277740 A JP2007277740 A JP 2007277740A
- Authority
- JP
- Japan
- Prior art keywords
- joining
- felt
- base fabric
- woven fabric
- length direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Landscapes
- Paper (AREA)
Abstract
Description
本発明は、有端の織物の端部を相互に接合してなる基布を有する製紙用フェルト及びその製造方法、及び丈方向の端部での経糸の折り返しにより、当該フェルトを無端状に接合するための接合ループが形成された基布を有する製紙用フェルト及びその製造方法に関するものである。 The present invention relates to a papermaking felt having a base fabric formed by mutually joining ends of end fabrics, a method for manufacturing the same, and the endless joining of the felt by folding back warp yarns at the lengthwise ends. The present invention relates to a papermaking felt having a base fabric on which a joining loop for forming the same is formed and a method for manufacturing the same.
抄紙機への掛け入れ作業性を向上させるため、有端のフェルトをフェルトランに引き込んだ上でその両端部を互いに接合して無端とする、いわゆるシーム付きフェルトが知られている。 A so-called seam felt is known in which, in order to improve workability into a paper machine, a felt with end ends is drawn into a felt run and both ends thereof are joined to each other to be endless.
この種のシーム付きフェルトでは、基布を構成する経糸の折り返しにより丈方向の両端部に形成されたループをかみ合わせてできた共通孔に芯線を通すことで、両端部を接合するようにしており、製造するにあたっては、抄紙機上の緯糸を織機上で経糸(整経糸)とし、抄紙機上の経糸を織機上で打込み糸として織り上げることで、基布の両端部にループを形成する方式の他に、有端の織布を折り畳むことで両端部に形成された折曲部での経糸の折り返しによりループを形成する方式が知られている(特許文献1・2参照)。
しかるに、前記の折り畳み方式によるシーム付きフェルトは、有端の織物を用いることができることから、小型や高速の織機を用いて低コストに製造することができ、また織布を適当な寸法に裁断することで多様な丈寸法の基布を容易に製造することができる利点を有しているが、その反面、溶着や縫合などにより織布の端部を相互に接合する必要があり、この端部の接合にあたっては、織物が幅広であるために簡素で一般的な構成の接合装置では作業性が悪く、製造コストが嵩む難点があり、また織物の大きさに対応する大掛かりで複雑な構成の接合装置を導入するにしても製造コストが嵩むことに変わりがない。この織布の端部の接合に関する問題は、有端の織物から無端の基布を製作してエンドレスフェルトとする場合も同様である。 However, since the felt with a seam by the folding method described above can use a woven fabric with ends, it can be manufactured at a low cost using a small or high-speed loom, and the woven fabric is cut into an appropriate size. However, it is necessary to join the ends of the woven fabric to each other by welding or stitching. In joining the fabric, since the fabric is wide, the joining device having a simple and general configuration has poor workability and has a difficulty in increasing the manufacturing cost, and also has a large and complicated configuration corresponding to the size of the fabric. Even if the apparatus is introduced, the manufacturing cost is still increased. The problem relating to the joining of the end portions of the woven fabric is the same when an endless base fabric is manufactured from an end fabric and used as an endless felt.
また、シーム付きフェルトでは、接合ループの形状が、接合ループのかみ合わせ及び芯線の挿通の作業性に影響を及ぼすことから、接合ループとなる経糸の屈曲部を適正なループ形状に予め成形しておくことが望ましく、この場合、所要の成形装置を用いることで作業の効率化及び成形品質の向上を図ることが望ましいが、これには、前記の接合の場合と同様に基布の大きさに対応する大掛かりで複雑な構成の成形装置が必要となり、製造コストが嵩む不都合が生じる。 Further, in the felt with seam, since the shape of the joining loop affects the workability of the joining loop meshing and the core wire insertion, the warped yarn bending portion to be the joining loop is formed in advance into an appropriate loop shape. In this case, it is desirable to improve the work efficiency and the molding quality by using a required molding device, but this corresponds to the size of the base fabric as in the case of the above-mentioned joining. Therefore, a large and complicated molding apparatus is required, resulting in a disadvantage that the manufacturing cost increases.
また、前記のように織布の端部を相互に接合して基布を製作する場合、織布の接合部が地部より脆弱となることから、運転中に作用する種々の外力の影響で、織布の接合部に沿って発生する幅方向の切れ目でフェルトが切断される、いわゆる胴切れが生じることが予測されるため、フェルトの強度を高める観点から、接合部での基布の切断をできるだけ抑制することができる構成が望まれる。 In addition, when the base fabric is manufactured by joining the end portions of the woven fabric to each other as described above, the joint portion of the woven fabric becomes weaker than the ground portion, so that it is affected by various external forces acting during operation. In order to increase the strength of the felt, it is possible to cut the base fabric at the joint because the felt is cut at the widthwise cut along the joint of the woven fabric. It is desirable to have a configuration that can suppress as much as possible.
本発明は、このような従来技術の問題点を解消するべく案出されたものであり、その主な目的は、基布となる織布の端部の接合や基布に設けられた接合ループの成形の作業を、簡素な構成の装置で効率良く実施し得るようにして製造コストを削減することができるように構成された製紙用フェルト及びその製造方法を提供することにある。また、本発明は、織布の接合部に沿って基布が切断されることを抑制して強度を高めることができるように構成された製紙用フェルト及びその製造方法を提供することも目的としている。 The present invention has been devised to solve such problems of the prior art, and its main purpose is to join the ends of the woven fabric as the base fabric and the joint loop provided in the base fabric. It is an object of the present invention to provide a papermaking felt and a method of manufacturing the same so that the forming operation can be efficiently performed with an apparatus having a simple configuration and manufacturing costs can be reduced. Another object of the present invention is to provide a papermaking felt and a method of manufacturing the same, which are configured to suppress the cutting of the base fabric along the joint portion of the woven fabric and increase the strength. Yes.
このような課題を解決するために、本発明においては、請求項1に示すとおり、有端の織布の端部を相互に接合してなる基布を有する製紙用フェルトにおいて、前記織布の端部が、所定の間隔をおいて複数形成された丈方向の切れ込みにより幅方向に複数の接合片に分割され、この複数の接合片により前記織布の端部が相互に接合されたものとした。
In order to solve such a problem, according to the present invention, as shown in
これによると、縫合や溶着などによる接合作業を接合片ごとに分けて段階的に行うことができるため、大掛かりで複雑な構成の接合装置を用いることなく、一般的で簡素な構成の接合装置で効率良く作業を進めることができ、製造設備のコスト削減及び省スペース化を図ることができる。しかも、一度に接合する幅が小さくなるため、大きな歪みが発生することを避けることができる。 According to this, since joining work such as stitching and welding can be performed step by step for each joining piece, a joining device with a general and simple configuration can be used without using a joining device with a large and complicated configuration. Work can be carried out efficiently, and cost reduction and space saving of manufacturing equipment can be achieved. Moreover, since the width of bonding at a time is reduced, it is possible to avoid the occurrence of large distortion.
この場合、接合片は、互いに接合される一対の端部の一方にのみ設けることも可能であるが、両方に設けることが作業性を高める上で有効である。 In this case, the joining piece can be provided only on one of the pair of end portions joined to each other. However, providing the joining piece on both is effective in improving workability.
また本発明においては、請求項2に示すとおり、有端の織布の端部を相互に接合してなる基布を有する製紙用フェルトにおいて、前記織布の端部が凹凸形状に形成されて、その先端の接合端縁同士の接合部が丈方向にずらして配置されたものとした。
Further, in the present invention, as shown in
これによると、外力に対して地部より強度の落ちる接合部が、幅方向に分断され且つ丈方向にずれているため、接合部に沿って発生する幅方向の切れ目でフェルトが切断される胴切れを抑制して高い強度を実現することができる。 According to this, since the joint part whose strength is lower than the ground part with respect to the external force is divided in the width direction and shifted in the length direction, the body in which the felt is cut at the width direction cut generated along the joint part. High strength can be realized by suppressing cutting.
なお、前記の各構成では、接合片の側縁部、あるいは凹凸形状に形成するこで生じる丈方向の側縁部に製造途中で生じる解れを防止するために予め溶着や接着剤の塗布を行うようにすると良い。また、抄紙機内を走行中に基布に幅方向の大きな外力は作用しないため、丈方向の切れ込みを修復する、すなわち向かい合う側縁部を相互に接合する必要は特にないが、適宜な糸で縫い合わせるようにしても良い。 In each of the above-described configurations, welding or applying an adhesive is performed in advance on the side edges of the joining pieces, or on the side edges in the length direction generated by forming the concavo-convex shape, in order to prevent the unraveling that occurs during the manufacturing process. It is good to do so. In addition, since a large external force in the width direction does not act on the base fabric while running in the paper machine, it is not particularly necessary to repair the cut in the length direction, that is, to join the opposite side edges to each other, but sew with an appropriate thread. You may do it.
また本発明においては、請求項3に示すとおり、丈方向の端部での経糸の折り返しにより、当該フェルトを無端状に接合するための接合ループが形成された基布を有する製紙用フェルトにおいて、前記接合ループが形成される基布の端部が、所定の間隔をおいて複数形成された丈方向の切れ込みにより幅方向に複数の接合片に分割されたものとした。
Further, in the present invention, as shown in
これによると、接合ループの成形作業を接合片ごとに分けて段階的に行うことができるため、大掛かりで複雑な構成の成形装置を用いることなく、小型で簡素な構成の成形装置で効率良く作業を進めることができ、製造設備のコスト削減及び省スペース化を図ることができる。 According to this, since the forming operation of the joining loop can be performed step by step for each joining piece, the work can be efficiently performed with a compact and simple forming device without using a large and complicated forming device. As a result, the cost of manufacturing equipment can be reduced and the space can be saved.
前記製紙用フェルトにおいては、請求項4に示すとおり、前記切れ込みが、接合相手となる端部に設けられた前記切れ込みに対して幅方向にずらして設けられた構成とすることができる。これによると、一方の端部に切れ込みがある位置で端部をめくるように折り曲げることで成形装置との干渉を避けるようにすれば良く、切れ込みの幅方向間隔を大きくすることができるため、作業性を大きく低下させることなく切れ込みの配設数を削減することができる。
In the felt for papermaking, as shown in
前記製紙用フェルトにおいては、請求項5に示すとおり、製紙面側から樹脂材料が含浸又は塗布された構成とすることができる。これによると、基布の接合部と地部との構造上の違いに起因する紙へのマークの発生を低減することができる。基布の接合部では、不織繊維層によりかなりのマーク低減効果が得られるが、樹脂材料の含浸・塗布による樹脂加工によりマークをより一層低減することができる。さらに、樹脂加工を施すことにより、厚さ保持性、搾水性、表面の平滑性、耐久性などの向上を図ることができる。 In the papermaking felt, as shown in claim 5, a resin material can be impregnated or applied from the papermaking surface side. According to this, generation | occurrence | production of the mark on the paper resulting from the structural difference of the junction part of a base fabric and a ground part can be reduced. In the joint portion of the base fabric, a considerable mark reduction effect can be obtained by the non-woven fiber layer, but the mark can be further reduced by resin processing by impregnation / application of a resin material. Furthermore, by carrying out resin processing, it is possible to improve thickness retention, water squeezing, surface smoothness, durability and the like.
前記製紙用フェルトにおいては、請求項6に示すとおり、前記基布が、前記織布を複数枚重ね合わせて構成され、この複数枚の織布ごとに端部を接合した各接合部が丈方向にずらして配置された構成とすることができる。これによると、織布の接合部が別の織布の地部と重なり合って補強されるため、高い強度を得ることができる。
In the papermaking felt, as shown in
また本発明においては、請求項7に示すとおり、有端の織布の端部を相互に接合してなる基布を有する製紙用フェルトの製造方法において、前記織布の端部に、丈方向の切れ込みを所定の間隔をおいて複数形成し、これにより幅方向に分割された複数の接合片ごとに分けて端部の接合作業を段階的に行うものとした。
Further, in the present invention, as shown in
これによると、一度に接合する部分の幅が小さくなるため、大掛かりで複雑な構成の接合装置を用いることなく、一般的で簡素な構成の接合装置で効率良く作業を進めることができ、製造設備のコスト削減及び省スペース化を図ることができる。 According to this, since the width of the portion to be joined at a time is reduced, it is possible to efficiently work with a joining device having a general and simple configuration without using a joining device having a large and complicated configuration, and manufacturing equipment. Cost reduction and space saving.
また本発明においては、請求項8に示すとおり、丈方向の端部での経糸の折り返しにより、当該フェルトを無端状に接合するための接合ループが形成された基布を有する製紙用フェルトの製造方法において、前記接合ループが形成される基布の端部に、丈方向の切れ込みを所定の間隔をおいて複数形成し、これにより幅方向に分割された複数の接合片ごとに分けて接合ループの成形作業を段階的に行うものとした。
Further, in the present invention, as shown in
これによると、一度に成形する部分の幅が小さくなるため、大掛かりで複雑な構成の成形装置を用いることなく、小型で簡素な構成の成形装置で効率良く作業を進めることができ、製造設備のコスト削減及び省スペース化を図ることができる。 According to this, since the width of the part to be molded at a time is reduced, it is possible to efficiently work with a molding apparatus having a small and simple configuration without using a large and complicated molding apparatus. Cost reduction and space saving can be achieved.
このように本発明によれば、縫合や溶着などによる接合作業を接合片ごとに分けて段階的に行うことができるため、大掛かりで複雑な構成の接合装置を用いることなく、一般的で簡素な構成の接合装置で効率良く作業を進めることができ、また接合ループの成形作業を接合片ごとに分けて段階的に行うことができるため、大掛かりで複雑な構成の成形装置を用いることなく、小型で簡素な構成の成形装置で効率良く作業を進めることができ、これにより製造設備のコスト削減及び省スペース化を図ることができるため、製造コストを削減する上で大きな効果が得られる。また、外力に対して地部より強度の落ちる接合部が、幅方向に分断され且つ丈方向にずれているため、接合部に沿って発生する幅方向の切れ目でフェルトが切断される胴切れを抑制することができ、強度を向上させる上で大きな効果が得られる。 As described above, according to the present invention, since the joining work such as stitching or welding can be performed step by step for each joining piece, it is possible to perform a general and simple operation without using a joining device having a large and complicated structure. Work can be carried out efficiently with the joining device of the configuration, and the molding work of the joining loop can be performed step by step for each joining piece, so there is no need to use a molding device with a large and complicated construction. Thus, the work can be carried out efficiently with a molding apparatus having a simple configuration, which can reduce the cost of the manufacturing equipment and save space, so that a great effect can be obtained in reducing the manufacturing cost. In addition, the joint where the strength is lower than that of the ground with respect to the external force is divided in the width direction and shifted in the length direction, so that the felt is cut at the width direction cut along the joint. It can be suppressed, and a great effect is obtained in improving the strength.
以下、本発明の実施の形態を、図面を参照しながら説明する。 Hereinafter, embodiments of the present invention will be described with reference to the drawings.
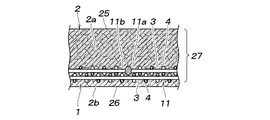
図1は、本発明によるフェルトの一例を示す断面図である。このフェルトは、基布1に不織繊維層2をニードリングにより積層一体化してなるものであり、基布1は、経糸3に緯糸4を絡合させた織物を2層重ね合わせた二重構造をなしている。
FIG. 1 is a cross-sectional view showing an example of a felt according to the present invention. This felt is formed by laminating and integrating a
基布1には、丈方向の端部1a・1bでの経糸3の折り返しにより接合ループ6・7が形成されており、この接合ループ6・7を互いの中心孔が整合するように交互にかみ合わせて形成された共通孔に芯線8を挿通することで、本フェルトが無端状に接合される。
Joining
図2は、図1に示した基布の製造過程を段階的に示す模式的な断面図である。基布1は、端部11a・11bを相互に接合してリング状にした1枚の有端の織布11を潰すように折り畳んで製作され、丈方向の両端にそれぞれ形成される折曲部11c・11dにて接合ループ6・7が形成され、この2つの折曲部11c・11dを境界にして第1〜第3の部分11e〜11gに区画される。
FIG. 2 is a schematic cross-sectional view showing the manufacturing process of the base fabric shown in FIG. 1 step by step. The
織布11から基布1を製作するにあたっては、まず図2(A)に示すように、折曲部11c・11dとなる部分の緯糸4を、接合ループ6・7の大きさに応じて所要の本数抜き取り、また図2(B)に示すように、縫合や溶着などにより織布11の端部11a・11bを相互に接合してリング状にする。
In producing the
次に図2(C)に示すように、第1〜第3の部分11e〜11gを互いに重ね合わせる。そして図2(D)に示すように、両端部の接合ループ6・7をかみ合わせて芯線21を通すことにより、折り畳まれた状態の織布11をエンドレスに接合して、形状を安定させるための熱セットを行う。このとき、後述するように、接合ループ6・7の加熱成形が行われる。
Next, as shown in FIG. 2C, the first to
このようにして基布1が製作され、接合ループ6・7を噛み合わせて芯線21を通してエンドレスに接合した状態で、不織繊維層2を形成するためのバットを重ねてニードリングを行うことにより、図1に示したシーム付きフェルトが得られる。
In this way, the
図3は、図1に示した基布における織布端部の模式的な上面図であり、(A)には接合前の状態を示し、(B)には接合後の状態を示している。基布1となる織布11の端部11a・11bはそれぞれ、所定の間隔をおいて複数形成された丈方向の切れ込み31・32により幅方向に複数の接合片33・34に分割され、この接合片33・34が、その先端縁33a・34aを相互に突き合わせた状態で縫合や溶着などにより接合される。
FIG. 3 is a schematic top view of the woven fabric end portion of the base fabric shown in FIG. 1, (A) shows a state before joining, and (B) shows a state after joining. . The ends 11a and 11b of the woven
接合片33・34は、隣り合うもの同士で先端縁33a・34aが互いに丈方向にずれるように形成されている。特にここでは、接合片33・34の先端縁33a・34aが隣り合うものに対して凸となる位置と凹となる位置とが交互に繰り返されて接合片33・34の外形輪郭が凹凸形状をなしている。
The joining
これにより接合部35が幅方向に分断され且つ丈方向にずれた状態で形成される。この接合部35は、外力に対して地部より強度が低い脆弱部となるが、この接合部35が丈方向にずれて丈方向の複数箇所に分散配置された状態となっているため、高い強度を得ることができる。しかも、接合部35が幅方向に分断されているため、接合時に生じる歪みが累積して大きな歪みが生じることを避けることができる。
Thereby, the joining
接合片33・34の側縁部33b・34bは、隣り合うものと特に接合されていないが、製造途中での解れを防止するために、側縁部33b・34bに予め溶着や接着剤の塗布が行われる。なお、隣り合う接合片33・34の側縁部33b・34b同士を適宜な糸で縫い合わせるようにしても良い。
The
切れ込み31・32の丈方向長は、使用される接合装置の大きさ、織布11の曲げ特性などに応じて適宜に設定すれば良い。
The length in the length direction of the
図4は、図3に示した織布端部の接合作業状況を示す斜視図である。接合作業は接合片33・34ごとに分けて段階的に行われ、具体的には、超音波ウェルダー41のホーン41aとアンビル42bとの間に、接合片33・34の先端縁33a・34aを互いに突き合わせた状態で配置して、接合片33・34の先端縁33a・34aを溶着により相互に接合する。このとき、(A)及び(B)に示すような方法がある。
FIG. 4 is a perspective view illustrating a joining operation state of the woven fabric end portion illustrated in FIG. 3. The joining operation is performed in stages for each of the joining
図4(A)に示す方法では、超音波ウェルダー41の手前側に作業者が位置するため、作業を行い易い。他方、図4(B)に示す方法では、超音波ウェルダー41の背面側に作業者が位置するため、作業を行い難く、特に超音波ウェルダー41の本体41cが邪魔になって、接合片33・34の先端縁33a・34aの突き合わせ状態を保持することが難しく、何らかの押さえ具が必要となる。
In the method shown in FIG. 4A, since the operator is positioned on the front side of the
ここで、従来構成の基布で図4(A)に示す方法を採用しようとすると、ホーン41aとアンビル42bとを一体化するようにコ字形状をなす本体41cの内側に、織布の一方の端部を全てを引き込む必要があるため、一般的な構成の超音波ウェルダーではスペース的に不可能であり、ホーン41a側の部材とアンビル42b側の部材とをそれぞれ建物の壁面や床面に固定するなどして、織物の大きさに対応する大きな引き込みスペースを確保する工夫が必要となり、大掛かりで複雑な構成となる。
Here, if it is going to employ | adopt the method shown to FIG. 4 (A) with the base fabric of a conventional structure, one side of a woven fabric will be carried out inside the
これに対して、本フェルトでは、織布11の端部が丈方向の切れ込み31・32により幅方向に複数の接合片33・34に分割されており、超音波ウェルダー41の本体41cの内側に引き込む織布部分が、接合作業中の接合片33・34の一方だけで済むため、図4(A)に示す方法を採用することに何ら支障はなく、ごく一般的な構成の超音波ウェルダー41で効率良く作業を進めることができる。
On the other hand, in this felt, the end portion of the woven
なお、接合装置は、接合片33・34の先端縁33a・34aを縫合により接合するミシンなども可能であり、この場合も、本フェルトでは、図4(A)に示す方法により、ごく一般的な構成の装置で効率良く作業を進めることができる。
The joining device can be a sewing machine that joins the tip edges 33a and 34a of the joining
図5は、本発明における基布の別の例を示す織布端部の上面図であり、(A)には接合前の状態を示し、(B)には接合後の状態を示している。ここでは、前記の例と同様に、織布11の端部11a・11bがそれぞれ、所定の間隔をおいて複数形成された丈方向の切れ込み51・52により幅方向に複数の接合片53・54に分割され、さらに接合片53・54が、隣り合うもの同士で先端縁53a・54aが互いに丈方向にずれるように形成されているが、前記の例とは異なり、幅方向に並んだ複数の接合片53・54の先端縁53a・54aが同一方向に段階的にずれて接合片53・54の外形輪郭が階段状をなしている。
FIG. 5 is a top view of a woven fabric end portion showing another example of the base fabric in the present invention, (A) shows a state before joining, and (B) shows a state after joining. . Here, as in the above example, the
この構成でも、前記の例と同様に、接合作業が接合片53・54ごとに分けて段階的に行われ、一般的で簡素な構成の接合装置で効率良く作業を進めることができる。
Even in this configuration, as in the above example, the joining operation is performed in stages for each of the joining
図6は、本発明における基布の別の例を示す織布端部の上面図であり、(A)には接合前の状態を示し、(B)には接合後の状態を示している。ここでは、前記の例と同様に、織布11の端部11a・11bがそれぞれ、所定の間隔をおいて複数形成された丈方向の切れ込み61・62により幅方向に複数の接合片63・64に分割されているが、前記の例とは異なり、接合片63・64は、先端縁63a・64aが丈方向にずれることなく1直線状をなすように設けられている。
FIG. 6 is a top view of a woven fabric end portion showing another example of the base fabric in the present invention, (A) shows a state before joining, and (B) shows a state after joining. . Here, as in the above example, the
この構成でも、前記の例と同様に、接合作業が接合片63・64ごとに分けて段階的に行われ、一般的で簡素な構成の接合装置で効率良く作業を進めることができる。
Even in this configuration, as in the above example, the joining operation is performed in stages for each of the joining
なお、この例では、接合片63・64の先端縁63a・64aが幅方向に形成されているが、先端縁が幅方向に対して傾斜した態様で接合片を設けることも可能である。
In this example, the tip edges 63a and 64a of the joining
図7は、本発明における基布の別の例を示す織布端部の上面図であり、(A)には接合前の状態を示し、(B)には接合後の状態を示している。ここでは、前記の例と同様に、織布11の端部11a・11bがそれぞれ、所定の間隔をおいて複数形成された丈方向の切れ込み71・72により幅方向に複数の接合片73・74に分割され、さらに接合片73・74が、隣り合うもの同士で先端縁73a・74aが互いに丈方向にずれるように形成されているが、特にここでは、幅方向の両側の耳部の接合片73・74が他の接合片73・74より幅狭に形成されている。この耳部の接合片73・74の幅は例えば5〜20cm程度とすれば良い。
FIG. 7 is a top view of a woven fabric end portion showing another example of the base fabric in the present invention, (A) shows a state before joining, and (B) shows a state after joining. . Here, as in the above example, the
この構成では、織布11に生じた切れ目を両側の耳部の狭い範囲に限定することができる。フェルトの胴切れは、耳部を起点に発生した切れ目が幅方向に成長することで生じることが多いが、接合片73・74の接合部75が丈方向にずれているため、仮に耳部の接合部75で切断が発生した場合でも、それ以上に切断が進行することが阻止され、このとき、耳部の接合片73・74が幅狭に形成されているため、切断部位は、使用に格段の支障を与えない耳部の狭い範囲に限定される。
In this structure, the cut | interruption which arose in the woven
図8は、本発明における基布の別の例を示す織布端部の上面図であり、(A)には接合前の状態を示し、(B)には接合後の状態を示している。ここでは、前記の例と同様に、織布11の端部11a・11bがそれぞれ、所定の間隔をおいて複数形成された丈方向の切れ込み81・82により幅方向に複数の接合片83・84に分割され、さらに接合片83・84が、隣り合うもの同士で先端縁83a・84aが互いに丈方向にずれるように形成されているが、特にここでは、接合片83・84の接合部85同士の丈方向の離間距離が大きく設定されている。
FIG. 8 is a top view of a woven fabric end portion showing another example of the base fabric in the present invention, (A) shows a state before joining, and (B) shows a state after joining. . Here, as in the above example, the
この構成では、接合部85が丈方向に大きくずれているため、仮にいずれかの接合部75で切断が発生した場合でも、その切断の影響が他の接合部75に及び難くなることから、フェルトの胴切れを抑制する効果を高めることができる。
In this configuration, since the
図9は、本発明における基布の別の例を示す織布端部の上面図であり、(A)には接合前の状態を示し、(B)には接合後の状態を示している。ここでは、織布11の端部11a・11bがそれぞれ、相互補完的な凹凸形状に形成されて、その先端の接合端縁91・92同士の接合部93が丈方向にずらして配置されている。
FIG. 9 is a top view of a woven fabric end portion showing another example of the base fabric in the present invention, (A) shows a state before joining, and (B) shows a state after joining. . Here, the
この構成では、前記の各例のような丈方向の切れ込みがないため、接合作業の効率化を図ることは難しいが、接合端縁91・92の接合部93が丈方向に大きくずれているため、仮にいずれかの接合部93で切断が発生した場合でも、その切断の影響が他の接合部93に及び難くなることから、フェルトの胴切れを抑制する効果を高めることができる。
In this configuration, since there is no cut in the length direction as in each of the above examples, it is difficult to improve the efficiency of the joining operation, but the joining
なおこの構成でも、前記の各例の接合片の側縁部と同様に、丈方向に延びた側縁部94が、隣り合うものと特に接合されていないが、製造途中での解れを防止するために、側縁部94に予め溶着や接着剤の塗布が行われる。なお、側縁部94同士を適宜な糸で縫い合わせるようにしても良い。
In this configuration as well, the
図10は、図1に示した基布における接合ループが設けられた端部の上面図である。接合ループ6・7が形成された基布1の端部1a・1bは、複数の丈方向の切れ込み101・102により幅方向に複数の接合片103・104に分割されている。特にここでは、接合片103・104を区画する切れ込み101・102が、接合相手となる端部1a・1bに設けられた切れ込み101・102に対して幅方向にずらして設けられている。
FIG. 10 is a top view of the end of the base fabric shown in FIG. The ends 1a and 1b of the
切れ込み101・102の丈方向長は、使用されるループ成形装置の大きさ、織布11の曲げ特性などに応じて適宜に設定すれば良い。
The length in the length direction of the
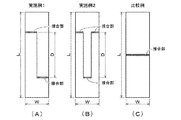
図11は、図10に示した基布端部の接合ループの加熱成形に用いられるループ成形装置の概略を示す模式図であり、(A)に側面を、(B)に上面をそれぞれ示している。このループ成形装置は、接合ループ6・7となる経糸3の屈曲部を交互にかみ合わせ、これにより形成された共通孔に加熱線111を挿通して、経糸3の屈曲部を内側から加熱するものであり、加熱線111の他に、織布11に丈方向の張力を付与する張力制御ロール112と、織布11を厚さ方向に挟み込んで押圧する上下の押さえ板113・114とを有している。
FIG. 11 is a schematic diagram showing an outline of a loop forming apparatus used for thermoforming the joining loop at the base fabric end shown in FIG. 10, with (A) showing a side surface and (B) showing an upper surface. Yes. This loop forming apparatus alternately engages the bent portions of the
加熱線111は、一対の支持部材119間に緊張状態で直線状に張設されている。張力制御ロール112は、図示しないばねにより回転付勢され、磁力により張力制御ロール112に固着する止め具116により張力制御ロール112に巻き掛けられた織布11の部分を係止して、織布11に丈方向の張力を付与する。下側の押さえ板113はテーブル117上に固定され、上側の押さえ板114は、図示しない支持機構により降下して、図示しないねじの締め付け力により所要の荷重で下側の押さえ板113との間に織布11を挟み込むようになっている。
The
接合ループ6・7の加熱成形は、張力制御ロール112により織布11に丈方向の張力を付与しながら加熱線111により加熱して接合ループ6・7となる経糸3をU字形状に成形する加熱引張工程と、経糸3の屈曲部に挿通された加熱線111を中心にした織布11の所要の範囲を一対の押さえ板113・114で挟み込んで厚さ方向に押圧しながら経糸3を加熱して基部がくびれたナス形状に成形する加熱押圧工程と、冷却工程との3つの工程からなる。
The heat forming of the joining
加熱線111は電熱線からなり、この加熱線111に給電するコントローラ118により温度が制御される。加熱引張工程では、加熱線111の温度を最終温度まで所定の速度で徐々に上昇させる。加熱押圧工程は、加熱線111が所定の最終温度付近に到達したところで開始され、所定時間継続される。冷却工程では、加熱線111への通電が停止され、放熱によって経糸3が急冷されて所定形状に熱固定される。
The
なお、加熱線111は、電熱線の他に、オイルなどの高温の熱媒体が内部を流通する伝熱パイプや、筒体の中に発熱体が封入された、いわゆるケーブルヒータも可能である。
In addition to the heating wire, the
図12は、図11に示したループ成形装置による接合ループの成形作業状況を示す斜視図である。接合ループの成形作業は、接合片103・104ごとに分けて段階的に行われ、具体的には、端部1a・1bの各切れ込み101・102のうち、互いに近接する一対の切れ込み101・102により幅方向の両端位置を規定された領域で、接合片103・104の各経糸3をかみ合わせて加熱線111により一度に加熱成形され、この作業が幅方向にずらしながら順次実施される。このとき、切れ込み101・102を開いたり、周囲の接合片103・104を適宜に折り曲げたりすることで、成形装置と干渉することなく、作業を円滑に進めることができる。
FIG. 12 is a perspective view showing a joining loop forming operation status by the loop forming apparatus shown in FIG. The forming operation of the joining loop is performed in stages for each of the joining
なお、基布1の端部1a・1bにそれぞれ設けられた切れ込み101・102は、前記図6の例と同様に、幅方向にずれることなく、同一の幅方向位置に設けることも可能である。このようにすると、作業性がより一層向上するが、図10の例のように、端部1a・1bの各切れ込み101・102を幅方向にずらした構成では、切れ込みの幅方向間隔を大きくすることができ、作業性を大きく低下させることなく切れ込みの配設数を削減することができる。
In addition, the
図13は、本発明によるフェルトの別の例を示す断面図である。このフェルトは、前記図1の例と同様に、基布131に不織繊維層132をニードリングにより積層一体化してなるものであるが、ここでは、基布131が、1枚の有端の織布133の端部133a・133bを相互に接合することで無端状をなし、前記の例のような接合ループを備えていない。織布133の端部133a・133bは、前記図3〜図9に示した例と同様の要領で相互に接合される。
FIG. 13 is a cross-sectional view showing another example of the felt according to the present invention. As in the example of FIG. 1, this felt is formed by laminating and integrating a
図14は、本発明によるフェルトの別の例を示す断面図である。このフェルトは、前記の例と同様に、エンドレスフェルトであるが、この基布141は、2枚の有端の織布142・143を重ね合わせた2層構造をなしている。織布142は、端部142a・142bを前記図3〜図9に示した例と同様の要領で相互に接合して無端状をなし、同様に織布143も、端部143a・143bを前記の要領で相互に接合して無端状をなし、これらの端部142a・142b及び端部143a・143bの各接合部が丈方向にずらして配置されている。
FIG. 14 is a cross-sectional view showing another example of the felt according to the present invention. The felt is an endless felt as in the above example, but the
この構成では、織布142・143の一方の接合部が他方の地部と重なり合って補強されるため、強度を高めることができる。
In this structure, since one joining part of the woven
この他、前記の要領で端部が接合される有端の織布を、無端状に織り上げられた織布に重ね合わせて多層構造をなす基布とすることも可能である。またこのような多層構造のエンドレス基布や、図13に示した1層構造のエンドレス基布では、図8・図9に示したように接合部の丈方向のずれ量を大きく設定した構成を採用すると、強度を高める上で有効である。 In addition, it is also possible to make a base fabric having a multi-layer structure by overlapping the end woven fabric whose end portions are joined in the above-described manner on the endless woven fabric. Further, in such an endless base fabric having a multi-layer structure or an endless base fabric having a single-layer structure shown in FIG. 13, a configuration in which the amount of deviation in the length direction of the joint portion is set large as shown in FIGS. Employment is effective in increasing strength.
図15は、図1に示したフェルトの樹脂含浸部を示す断面図である。本フェルトでは、製紙面25側から樹脂材料を含浸して形成された樹脂含浸部27を有している。ここでは、樹脂含浸部27が、走行面26側の不織繊維層部分2bを除く、製紙面25側の不織繊維層部分2a及び基布1の領域に形成されている。またこの樹脂含浸部27は、未硬化の樹脂材料の浸漬などの適宜な含浸処理により、僅かな通水性を有するように形成される。
15 is a cross-sectional view showing a resin-impregnated portion of the felt shown in FIG. This felt has a resin-impregnated
樹脂含浸部27を形成する樹脂材料は、不織繊維層2の柔軟性を阻害しない適度な弾性を有するエラストマー材料、例えばポリウレタンなどが好適である。また樹脂材料の含浸量は、用途に応じて要求される通水性などの特性に基づいて適宜に設定すれば良いが、例えば製紙用ベルトとしての用途では、通水性を有しないように形成する構成も可能である。
The resin material forming the resin impregnated
このように樹脂材料の含浸による樹脂加工を施すと、基布1における織布11の端部11a・11b同士の接合部と地部との構造上の違いに起因する紙へのマークの発生を低減することができ、さらに、厚さ保持性、搾水性、表面の平滑性、耐久性などの向上を図ることができる。
When the resin processing is performed by impregnating the resin material in this way, marks are generated on the paper due to the structural difference between the joint portion between the
なお本発明は、前記の樹脂含浸部27のような形態に限定されるものではなく、製紙面25側から樹脂材料を塗布して樹脂塗布層を形成し、製紙面25側の不織繊維層部分2aにおける表面部分のみに樹脂材料が存在する形態も可能である。また、走行面26側の不織繊維層部分2bを含めてフェルトの全層を覆うように樹脂含浸部を形成する形態も可能であり、用途に応じて適宜な形態を採用すれば良い。
The present invention is not limited to the form of the resin impregnated
なお、本発明による織布端部の接合構造は、前記のように折り畳み方式の基布を製作する際に1枚の有端の織布の端部を接合したり、1枚の有端の織布の端部を接合してエンドレスの基布を製作する他、複数の有端の織物から端部を接合して基布に仕上げる際にも適用することができる。 In addition, the joining structure of the woven fabric end portion according to the present invention is such that when the folding-type base fabric is manufactured as described above, the end portion of one end woven fabric is joined, In addition to manufacturing the endless base fabric by joining the ends of the woven fabric, the present invention can also be applied to finishing the base fabric by joining the ends from a plurality of end fabrics.
また、本発明による基布端部の接合構造は、前記のように折り畳み方式で製作された基布に限定されるものではなく、抄紙機上の緯糸を織機上で経糸(整経糸)とし、抄紙機上の経糸を織機上で打込み糸として織り上げることで、基布の両端部にループを形成する方式で製作された基布にも同様に適用することができる。 In addition, the joining structure of the base fabric end portion according to the present invention is not limited to the base fabric manufactured by the folding method as described above, and the weft on the paper machine is a warp (warp yarn) on the loom, The present invention can be similarly applied to a base fabric manufactured by forming a loop at both ends of the base fabric by weaving the warp on the paper machine as a driven yarn on the loom.
図16は、本発明による強度向上の効果を確認するためのテストピースを示す上面図である。ここで、(A)に示す実施例1は、接合部が幅方向に2つに分断され、それらの接合部を丈方向にずらして配置したものである。(B)に示す実施例2は、接合部が幅方向に3つに分断され、両側の接合部に対して中間の接合部を丈方向にずらして配置したものである。(C)に示す比較例は、接合部を全幅に渡って同一の丈方向位置に真直に形成した従来構成のものである。 FIG. 16 is a top view showing a test piece for confirming the effect of improving the strength according to the present invention. Here, Example 1 shown to (A) divides | segments a junction part into two in the width direction, and has shifted and arrange | positioned those junction parts in the length direction. In Example 2 shown in (B), the joint portion is divided into three in the width direction, and an intermediate joint portion is shifted in the length direction with respect to the joint portions on both sides. The comparative example shown in (C) has a conventional configuration in which the joint portion is formed straight at the same height direction position over the entire width.
テストピースは、丈方向長L=30cm、幅W=5cmの寸法であり、接合部の丈方向の離間距離D=20cmとした。基布には、ポリアミドからなる太さ0.4mmの糸を経糸及び緯糸に用いて、経糸及び緯糸ともに糸本数密度20本/inで織り上げられた織布を使用した。不織繊維層には、ポリアミドからなる17dtexの繊維を用い、表側に400g/m2、裏側に200g/m2の割合でウェッブを配置して、マルチバーブ針によりニードリング密度500本/cm2でニードリングを行った。 The test piece had a length L length of 30 cm and a width W of 5 cm, and a separation distance D in the length direction of the joint was D = 20 cm. As the base fabric, a yarn made of polyamide having a thickness of 0.4 mm was used for the warp and the weft, and both the warp and the weft were woven at a yarn density of 20 / in. The non-woven fibrous layer, the fibers of 17dtex of polyamide, 400 g / m 2 on the front side, by placing the web at a rate of 200 g / m 2 on the back side, the multi-barb needle needling density 500 / cm 2 I did needling.
溶着に用いた超音波ウェルダは、周波数35kHz、溶着時間1sec、加圧力1.25MPaでホーンを駆動させ、また太さ3mm、幅50mmの寸法のアンビルを備えたものである。 The ultrasonic welder used for welding has a frequency of 35 kHz, a welding time of 1 sec, a horn driven at a pressure of 1.25 MPa, and an anvil having dimensions of 3 mm thickness and 50 mm width.
強度試験では、引張試験機のチャックにテストピースの丈方向の両端部を把持させ、引張速度200cm/minで引張して、基布切断時の荷重を測定した。 In the strength test, both ends in the length direction of the test piece were gripped by a chuck of a tensile tester and pulled at a pulling speed of 200 cm / min, and the load at the time of cutting the base fabric was measured.
図17は、図16に示したテストピースによる強度試験の結果を示している。実施例1・2では、比較例に比較して大幅な強度の向上を示しており、本発明の有効性が実証された。また比較例では、接合部の切断時で最大荷重を示し、その後は顕著の伸長を示すのに対して、実施例では、接合部で切断した後にも荷重の上昇が認められ、切断後の伸長も緩慢であり、優れた特性を示している。 FIG. 17 shows the result of the strength test using the test piece shown in FIG. Examples 1 and 2 showed a significant improvement in strength compared to the comparative example, demonstrating the effectiveness of the present invention. Further, in the comparative example, the maximum load is shown at the time of cutting the joint portion, and thereafter, the elongation is remarkable, whereas in the example, an increase in the load is recognized even after cutting at the joint portion, and the elongation after cutting is shown. Is also slow and shows excellent properties.
本発明にかかる製紙用フェルト及びその製造方法は、織布の端部の接合や接合ループの成形の作業を小型で簡素な構成の装置で実施し得るようにして製造コストを削減することができる効果を有し、抄紙機のプレスパート(圧搾部)で用いられるプレスフェルトや、ドライパート(乾燥部)で用いられるドライヤーフェルトなどとして有用である。 The papermaking felt and the method for manufacturing the same according to the present invention can reduce the manufacturing cost by performing the operation of joining the ends of the woven fabric and forming the joining loop with an apparatus having a small and simple configuration. It has an effect and is useful as a press felt used in a press part (pressing part) of a paper machine, a dryer felt used in a dry part (drying part), and the like.
1・131・141 基布
3 経糸
4 緯糸
6・7 接合ループ
11・133・142・143 織布
31・32・51・52・61・62・71・72・81・82 切れ込み
33・34・53・54・63・64・73・74・83・84 接合片
35・55・65・75・85・93 接合部
91・92 接合端縁
41 接合装置
101・102 切れ込み
103・104 接合片
111 加熱線
1 · 131 · 141
Claims (8)
前記織布の端部が、所定の間隔をおいて複数形成された丈方向の切れ込みにより幅方向に複数の接合片に分割され、この複数の接合片により前記織布の端部が相互に接合されたことを特徴とする製紙用フェルト。 A papermaking felt having a base fabric formed by joining ends of a woven fabric with ends,
The ends of the woven fabric are divided into a plurality of joining pieces in the width direction by a plurality of cuts in the length direction formed at predetermined intervals, and the ends of the woven fabric are joined to each other by the plurality of joining pieces. A felt for papermaking.
前記織布の端部が凹凸形状に形成されて、その先端の接合端縁同士の接合部が丈方向にずらして配置されたことを特徴とする製紙用フェルト。 A papermaking felt having a base fabric formed by joining ends of a woven fabric with ends,
An end of the woven fabric is formed in a concavo-convex shape, and the joint between the joining edges at the tip is arranged shifted in the length direction.
前記接合ループが形成される基布の端部が、所定の間隔をおいて複数形成された丈方向の切れ込みにより幅方向に複数の接合片に分割されたことを特徴とする製紙用フェルト。 A papermaking felt having a base fabric in which a joining loop for joining the felt endlessly is formed by folding back a warp yarn at an end in a length direction,
A papermaking felt, wherein an end portion of a base fabric on which the joining loop is formed is divided into a plurality of joining pieces in a width direction by a plurality of cuts in a length direction formed at predetermined intervals.
前記織布の端部に、丈方向の切れ込みを所定の間隔をおいて複数形成し、これにより幅方向に分割された複数の接合片ごとに分けて端部の接合作業を段階的に行うことを特徴とする製紙用フェルトの製造方法。 A method for producing a papermaking felt having a base fabric formed by joining ends of a woven fabric with ends,
A plurality of cuts in the length direction are formed at predetermined intervals in the end portion of the woven fabric, thereby dividing the end portions in a stepwise manner for each of the plurality of joining pieces divided in the width direction. A method for producing felt for papermaking.
前記接合ループが形成される基布の端部に、丈方向の切れ込みを所定の間隔をおいて複数形成し、これにより幅方向に分割された複数の接合片ごとに分けて接合ループの成形作業を段階的に行うことを特徴とする製紙用フェルトの製造方法。 A method for producing a papermaking felt having a base fabric on which a joining loop for joining the felt endlessly is formed by folding back a warp yarn at an end in a length direction,
Forming a plurality of cuts in the length direction at predetermined intervals at the end of the base fabric where the joining loop is formed, and dividing the plurality of joining pieces divided in the width direction thereby, forming the joining loop A process for producing a felt for papermaking, characterized in that the step is performed stepwise.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006102823A JP4755523B2 (en) | 2006-04-04 | 2006-04-04 | Papermaking felt and method for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006102823A JP4755523B2 (en) | 2006-04-04 | 2006-04-04 | Papermaking felt and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007277740A true JP2007277740A (en) | 2007-10-25 |
| JP4755523B2 JP4755523B2 (en) | 2011-08-24 |
Family
ID=38679465
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006102823A Expired - Fee Related JP4755523B2 (en) | 2006-04-04 | 2006-04-04 | Papermaking felt and method for producing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4755523B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008050732A (en) * | 2006-08-28 | 2008-03-06 | Nippon Felt Co Ltd | Felt for papermaking and method for producing the same |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4215163Y1 (en) * | 1964-05-09 | 1967-08-30 | ||
| JPS4416321Y1 (en) * | 1966-01-26 | 1969-07-15 | ||
| JPS4624642Y1 (en) * | 1966-08-03 | 1971-08-25 | ||
| JPS485426Y1 (en) * | 1969-04-23 | 1973-02-10 | ||
| JPH01239188A (en) * | 1988-03-11 | 1989-09-25 | Ichikawa Keori Kk | Needle felt for paper making |
-
2006
- 2006-04-04 JP JP2006102823A patent/JP4755523B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4215163Y1 (en) * | 1964-05-09 | 1967-08-30 | ||
| JPS4416321Y1 (en) * | 1966-01-26 | 1969-07-15 | ||
| JPS4624642Y1 (en) * | 1966-08-03 | 1971-08-25 | ||
| JPS485426Y1 (en) * | 1969-04-23 | 1973-02-10 | ||
| JPH01239188A (en) * | 1988-03-11 | 1989-09-25 | Ichikawa Keori Kk | Needle felt for paper making |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008050732A (en) * | 2006-08-28 | 2008-03-06 | Nippon Felt Co Ltd | Felt for papermaking and method for producing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4755523B2 (en) | 2011-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101664120B1 (en) | Method of forming a fabric seam by ultrasonic gap welding of a flat woven fabric | |
| RU2638516C2 (en) | Technical fabric and welding method of seam area, using ultrasonic welding | |
| RU2466233C2 (en) | Omni-measured across width fabric obtained by flat weaving and made with ability of stitching when placed | |
| US11280048B2 (en) | Fabric | |
| KR101514199B1 (en) | Multilayer fabric and manufacturing method thereof | |
| US10526751B2 (en) | Base fabric for a papermaking felt having seam loops and a method of producing the same | |
| JP4755523B2 (en) | Papermaking felt and method for producing the same | |
| KR20040004155A (en) | Papermaking press felt | |
| JP3870289B2 (en) | Ended base member for press felt for papermaking and press felt for papermaking | |
| WO2009106184A1 (en) | Multilayered laminated fabric with single seam | |
| JP5227738B2 (en) | Method for producing felt for papermaking | |
| JP6890433B2 (en) | Felt base cloth for papermaking and its manufacturing method | |
| JP5148401B2 (en) | Papermaking felt and method for producing the same | |
| JP4917388B2 (en) | Papermaking felt | |
| JP4193931B2 (en) | Felt for papermaking | |
| JP4832197B2 (en) | Felt with seam for papermaking | |
| RU2352702C2 (en) | New stitching methods | |
| JP4648221B2 (en) | Felt with seam for papermaking and method for producing the same | |
| EP3411524B1 (en) | Base fabric, press felt and method of forming base fabric with seam | |
| JP6433229B2 (en) | Seam felt for papermaking and method for producing the same | |
| JP6837396B2 (en) | Seam felt base cloth for papermaking | |
| JP2007277741A (en) | Felt for paper making and method for producing the same | |
| JP2004036020A (en) | Seamed felt for making paper and method for producing the same | |
| JP2006083504A (en) | Method for joining pressing felt for papermaking | |
| JP2008297637A (en) | Felt with seam for papermaking |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110118 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110318 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110517 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110527 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140603 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |