JP2007245720A - 熱可塑性樹脂を押出す押出し設備の操作方法 - Google Patents
熱可塑性樹脂を押出す押出し設備の操作方法 Download PDFInfo
- Publication number
- JP2007245720A JP2007245720A JP2007066804A JP2007066804A JP2007245720A JP 2007245720 A JP2007245720 A JP 2007245720A JP 2007066804 A JP2007066804 A JP 2007066804A JP 2007066804 A JP2007066804 A JP 2007066804A JP 2007245720 A JP2007245720 A JP 2007245720A
- Authority
- JP
- Japan
- Prior art keywords
- die
- lip
- temperature
- delivery
- zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling of flat articles, e.g. using specially adapted supporting means cooling drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/31—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections
- B29C48/313—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections by positioning the die lips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/86—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the nozzle zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/86—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the nozzle zone
- B29C48/865—Heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92114—Dimensions
- B29C2948/92152—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92209—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92314—Particular value claimed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92323—Location or phase of measurement
- B29C2948/92361—Extrusion unit
- B29C2948/9238—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92323—Location or phase of measurement
- B29C2948/92361—Extrusion unit
- B29C2948/92409—Die; Nozzle zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92647—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92904—Die; Nozzle zone
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】押出し機の後方に接続したT−ダイを用いた熱可塑性樹脂を押出す装置の操作方法を提供する。
【解決手段】樹脂溶融物の厚さを調整するためにT−ダイ(1)の送出域(5)のそれぞれの区域を選択的に、前記ダイの全幅に渉って温度調節するようにしたことを特徴とする方法。
【選択図】図4
【解決手段】樹脂溶融物の厚さを調整するためにT−ダイ(1)の送出域(5)のそれぞれの区域を選択的に、前記ダイの全幅に渉って温度調節するようにしたことを特徴とする方法。
【選択図】図4
Description
本発明は、押出し設備を用いてその後方に接続したT−ダイから熱可塑性樹脂を押出す押出し設備の操作方法並びにT−ダイに関する。
種々の形態において実施されているそのような方法並びにT−ダイが知られている。樹脂材料は押出しプレスにより押出され、加熱可能なT−ダイを介して送出され、押出された流動性の樹脂溶融物は後続加工のためにポリシング機構へ供給されることが多い。
板状ノズル、フィルム状ノズルはT−ダイと解釈され、ダイは溝を備え且つ送出域には、調製する装置を備えた固定的又は柔軟なリップが形成されている。ここでは、全ての様式のリップを含む。
板を製造する際には、T−ダイが用いられ、そこでは溶融物がダイ幅に渉るように、モータによりチョークバーが制御される。溶融物の流れの厚さは、稼働中に並びに無駄な又は静止時間中に手動で実行される。
フィルムの製造には、厚さが0.1mm〜1.0mmのT−ダイが用いられる。この場合、調整素子、特に調整ボルトにより所望の位置においてダイの出口空隙が変更されて、溶融物の流れは局所的に送り出されることにより局部的に変更される。局所的なダイ空隙の自動的、純機械的な調整は、厚さ測定装置又は膨らみ測定装置を連結して実行される。
ここでは、稼動中の厚さの調整の際に対応時間が長いと無駄な時間が多くなる問題がある。従って、この技術は薄い板に限定され、温度上昇が大きいので周辺において溶融物の厚さに著しく影響し、稼動中に押出された溶融物の厚さが変動する。
本発明は、押出し設備を用いてその後方に接続したT−ダイから熱可塑性樹脂を押出す押出し設備の操作方法並びにその方法を実行するT−ダイを提供することを課題とし、簡単で且つコストの掛からない方法により、全幅に渉って所望の位置の樹脂溶融物の厚さを稼働中に自動的に変更可能とすることにある。そのため、稼働中の制御速度を高め且つ装置の費用を最小とする必要がある。そのため、製造コスト、生産コストを下げ、無駄な時間を出来るだけ少なくすることにより生産速度が極限まで高められる。
請求項1及び請求項10に記載の特徴により課題が解決される。具体的には以下の(1)〜(21)の構成により本発明の課題が解決される。
(1)押出し機の後方に接続したT−ダイを用いた熱可塑性樹脂を押出す押出し設備の操作方法であって、樹脂溶融物の厚さを変更するために、前記T−ダイの送出域は前記ダイの幅に渉って、選択された区域が温度調節されることを特徴とする操作方法。
(2)所定の区域において稼働中に送出される樹脂溶融物の厚さを制御可能に変更するために、少なくとも1つのリップは個別又は区域に分割して、前記T−ダイの全幅に渉って温度調節されることを特徴とする前記(1)に記載の操作方法。
(3)前記T−ダイの1つ又は複数の区域はそれぞれに制御可能に温度調節されることを特徴とする前記(1)又は(2)に記載の操作方法。
(4)送出される樹脂溶融物の厚さを変更するために、一方及び/又は他方の前記リップの前記送出域(5)を単独か又は区域として全幅に渉って、温度調節、特に温度の変更、特に前記T−ダイの前記送出域が直接に加熱されることを特徴とする前記(1)ないし(3)のいずれか1項に記載の操作方法。
(5)前記T−ダイの一方及び/又は他方の前記リップの前記送出域の温度調節は、備えられた加熱素子により片側及び/又は両側から行なわれることを特徴とする前記(1)ないし(4)のいずれか1項に記載の操作方法。
(6)送出される樹脂溶融物の厚さを変更するために、単独か又は区分化して前記T−ダイの出口の全幅に渉って、前記送出域の近辺における前記一方のリップ及び/又は他方のリップの温度調節が行なわれることを特徴とする前記(1)ないし(5)のいずれか1項に記載の操作方法。
(7)前記リップ、特に前記送出域は、接続したポリシング機構の2つのロールの間のロール空隙の近辺に入れ込める形状に適合されることを特徴とする前記(1)ないし(6)のいずれか1項に記載の操作方法。
(8)前記T−ダイ、特にダイ空隙から100〜150mm幅の加熱域にある少なくとも1つの前記リップは全幅に渉って温度調節されることを特徴とする前記(1)ないし(7)のいずれか1項に記載の操作方法。
(9)前記送出域にある前記T−ダイの形状は前記ポリシング機構の隣接する前記2つのロールの形状にほぼ適合させることにより前記T−ダイの前記送出域は前記ポリシング機構の隣接する前記第1及び第2ロールの間の前記ロール空隙の近辺に入り込んで構成され、前記ポリシング機構への供給前又は前記ポリシング機構から送出された後に、送出された樹脂溶融物の厚さ又は膨らみを絶えず測定してその結果に応じて、稼動中に個々の前記加熱素子又は区分化されて括られた前記加熱素子は局所的に温度制御されることを特徴とする前記(1)ないし(8)のいずれか1項に記載の操作方法。
(10)樹脂溶融物は隣接したリップのダイ空隙から押出し可能で且つダイ本体を加熱可能に構成した押出し設備から熱可塑性樹脂を押出すためのT−ダイであって、前記送出域近辺において、少なくとも1つの前記リップは制御可能に温度調節されることを特徴とするT−ダイ。
(11)前記送出域、特に少なくとも1つの前記リップに全幅に渉って複数の加熱素子が配置されていることを特徴とする前記(10)に記載のT−ダイ。
(12)稼働中に個々の区域又は個々の区分並びに前記送出域の区域が制御可能に温度調整されるように、複数の前記加熱素子は個々か又は区分化されて制御可能であることを特徴とする前記(11)に記載のT−ダイ。
(13)前記送出域はその内部の片側及び/又は両側を全幅に渉って、小区域又は区分化された区域が温度調節されることを特徴とする前記(10)ないし(12)のいずれか1項に記載のT−ダイ。
(14)複数の前記加熱素子はカートリッジ形式であり、一方及び/又は他方の前記リップの前記送出域近辺に前記送出域の全幅に渉って交換可能に配置されていることを特徴とする前記(11)ないし(13)のいずれか1項に記載のT−ダイ。
(15)前記リップの前記送出域の近辺のダイ溝の個々の区域又は広い区域を温度調整するために、個々の前記加熱素子又は複数の互いに隣接して配置された前記加熱素子は区分化して制御可能であることを特徴とする前記(11)ないし(14)のいずれか1項に記載のT−ダイ。
(16)ダイ本体、特に前記リップの前記送出域の形状は、前記送出域に接しているポリシング機構の2つのロールの形状に適合可能であることを特徴とする前記(10)ないし(15)のいずれか1項に記載のT−ダイ。
(17)前記ダイ本体の前記リップの前記送出域の形状を適合させることにより、前記ポリシング機構の2つの前記ロールの間のロール空隙に深く入れ込み可能であることを特徴とする前記(10)ないし(16)のいずれか1項に記載のT−ダイ。
(18)前記加熱素子は電気的に操作及び制御可能な加熱カートリッジとして形成され且つ前記リップの前記送出域の前面に全幅に渉って互いに隣接して設置されていることを特徴とする前記(11)ないし(17)のいずれか1項に記載のT−ダイ。
(19)前記加熱素子は全幅に渉り一方及び/又は他方の前記リップに配置され、且つ送出される樹脂溶融物の厚さが変更されるように制御可能に温度調節されることを特徴とする前記(11)ないし(18)のいずれか1項に記載のT−ダイ。
(20)それぞれの前記リップに互いに隣接して複数の前記加熱素子を配置する際に、2つの前記リップの前記加熱素子は重って向き合うか又は2つの向き合った前記リップに互いにずれて配置されていることを特徴とする前記(11)ないし(19)のいずれか1項に記載のT−ダイ。
(21)前記ポリシング機構への供給前又は前記ポリシング機構から送出された後に、送出された樹脂溶融物の厚さ及び/又は膨らみを絶えず測定してその結果に応じて、稼動中に個々の前記加熱素子又は区分化されて括られた前記加熱素子は局所的に温度制御されることを特徴とする前記(10)ないし(20)のいずれか1項に記載のT−ダイ。
本発明により、T−ダイから熱可塑性樹脂を簡単且つ低コストで押出す押出し設備の操作方法並びにその方法を実行するT−ダイを提供することが可能となった。この方法により全幅に渉って所望の位置の樹脂溶融物の厚さを自動的に変更できるようになった。結果的には、無駄な時間が減少し、生産速度が極限まで高められ、生産コストが下げられるようになった。
本発明では、T−ダイの送出域の所望の位置を局所的に加熱することが利点であることが判明した。ダイ本体に付属する従来の加熱装置は、本発明では送出域に付加的に設置される加熱素子となる。この加熱素子は、一方及び/又は他方のリップ、特に送出域の近辺に、全幅に渉って僅かな間隔を隔てて配置されている。特に、加熱素子はリップに交換可能に設置されている。リップは固定的及び/又は柔軟な部材として形成可能である。ダイ空隙の幅を機械的に調整する迅速調整装置を備えてもよい。
個々の加熱素子は、所定の局所領域をT−ダイの全幅に渉ってそれぞれに加熱又は温度調節できるように、個別か又は集合的に区分化して制御、調整及び操作が可能であることが重要である。
リップの送出域における温度を直接に制御及び調整することにより、樹脂溶融物の厚さがそれぞれの領域において正確に、調節、調節及び制御される。
更に、リップの外形及び形状よりも狭い加熱素子をリップ内に設置することが可能なので、T−ダイの送出域の断面形状は、T−ダイの下流に接続したポリシング機構の最初の2つのロールの形状に合せることもできる。
このようにして、T−ダイの送出域はポリシング機構の隣接する2つのロールの空隙のより近くに入れ込むことができるので、T−ダイの送出域とポリシング機構の最初の2つのロールの中心との間隔が最小となる。このようにして、樹脂溶融物は雰囲気及び温度には強くは影響されず、ポリシング機構内部は外部からの温度には大きく影響されず、フィルム及び板が均一に加工される。
加熱素子として加熱カートリッジなど電気的に駆動される加熱素子を用いてもよい。
リップの幅に渉って個別に制御可能な領域に溝を通じて加熱した流体を流すことによって、T−ダイの全幅に渉るぞれぞれの領域を個別又は区分化して温度制御することも考えられる。これも又本発明の範囲である。
一方及び/又は他方のリップにおいて、加熱素子が互いに短い間隔で隔たって全幅に渉って配置されていることも本発明の利点であることが判明した。
ここでは、加熱素子は収納孔を介して取外し可能に且つ交換可能に、T−ダイの溝にできるだけ近く挿入される。
これによって、稼働中に均一な厚みの均質な樹脂溶融物が調整されるのみならず、フィルムの周辺部の収縮が確実に少なくなる。これによって、切れ込みの少ない有効な使用幅が保証される。
T−ダイの個々のリップをこのように設置することによって、曲がりが生じない。更に、高価な部品を用いずに、ダイ本体を簡単に形成できる。
このようにして、ダイ本体自身、特に送出域は自由に形成され、T−ダイの下流に接続したポリシング機構の2つのロールの形状に適合できる。
送出される樹脂溶融物の厚さが温度制御装置により調整又は調節されるように、一方及び/又は他方のリップの送出域において全幅に渉って温度を局所的にそれぞれに調節及び調整して、厚さ及び/又は膨らみを測定することにより個々の加熱素子の温度が稼働中に迅速に制御される。ここでは、従来の調整装置は不要となり、このことはT−ダイの曲がりに対しても有効である。
以下、図面を用いて、本発明の長所、特徴及び詳細を説明する。
図1に示すように、従来のT−ダイ1はダイ本体2を備え、そのダイ本体は押出し設備からの樹脂材料をダイ空隙から送り出すために、加熱装置3により加熱される。
ここでダイ本体2は、特に送出域5及び溝10において、リップ6、7に分割されており、そのリップは固定的及び/又は柔軟な部材として形成してもよい。
2つのリップ6、7又は一方のリップ6又は7は、不図示の高速空隙調節装置などのような厚さを調節する調節装置を備えている。この調節装置はダイの送出域の厚さを調整するのに使われる。
従来のT−ダイでは、押出される樹脂溶融物の厚さは孤立した領域内のダイ空隙4を単に機械的に調整することにより影響されるとの問題があった。
更に、樹脂溶融物は送出域5と図1では8で示すロール14、15を有するポリシング機構の間のロール空隙Swに導かれて冷却され、不満足ながら樹脂溶融物の温度変化が調整される。
ロール空隙Swの中心とT−ダイ1の送出域5の間に、間隔Aが形成され、従来、その大きさはT−ダイ1の形状により選択的に決まっていた。
しかし、大きく形成されたダイ本体2には、樹脂溶融物を加熱して流すための加熱装置3が備えることが必要であり、ダイ本体2の送出域5とロール空隙Swの中心の間に狭い間隔Aを設定することは不可能である。
従って、本発明では、図2の実施例で示されるように、T−ダイ1のダイ本体2の送出域5に、従来の加熱装置3に更に加熱素子9を加えることに利点があることが判明した。
加熱素子9はリップ6、7の前部域に備えられ、T−ダイ1の全幅に渉って、特にリップ6、7から僅かに隔てて配置されるか、リップに装着されることが好ましい。
加熱素子9は送出域5近辺のダイ空隙4の内部域を優先的に加熱する。
所定の温度に調節するために、加熱素子9は全体か区分化して制御される。
単一の加熱素子をリップ6のみ、リップ7のみ又は2つのリップ6、7、好ましくは送出域5に配置することも本発明の範囲内である。
加熱素子9の全体又は区分化して制御することにより、稼働中にT−ダイ1の幅を考慮して、送出域5において選択可能な幅全体をそれぞれに温度調節できる。
送出域5の樹脂溶融物をそれぞれに温度調節することにより、ダイの温度が区分的に変化して溶融物の流れに影響し、従って樹脂溶融物の厚さに影響する。
更に、送出域5の全幅に渉って、それぞれの領域又は区分における温度が最適なダイとなるように調節されることも本発明の利点である。
これによって、従来は可撓性のリップを用いて行なったように、操作中にリップ6及び/又は7に備えられた加熱素子9により、溶融物の流れは任意に十分に均一化されるように調節されるか又は変更される。
厚さ測定システム又は膨らみ測定システムに付属部品を付加することによって、厚さ調整の自動化も最適化される。
リップ6及び/又は7の出口域5に加熱素子9を付加的に設置することにより、送出域5におけるダイ本体2の全体的な形状が変えられ、図2に示されるようにT−ダイ1は、2つのロール14、15間のポリシング機構8のロール空隙Swに更に近付けられる。
これによって、ロール空隙Swの中心とT−ダイ1の送出域5の間の間隔Aは縮まり、ビードの形成並びに望ましからざる不均一且つ制御不能な冷却又は例えば雰囲気温度による樹脂溶融物の様々な冷却状況が極めて少なくなる。
図3aは、T−ダイ1の別の実施例を示す摸式的側面図であり、送出域5にあるリップ6、7のそれぞれの収納孔11には加熱素子9が挿入されている。
T−ダイ1の全幅に渉り互いに僅かに離れて設置、調製された加熱素子9に、リップ6、7を加熱する電流が、接続ケーブル12を介して個別か又は区分化されて供給される。
このようにして、送出域5における溝10の全幅に渉って温度が調節され、このT−ダイの全幅に渉る温度調節により溶融物の流れが影響され、押出すべき樹脂溶融物の厚さが調節されることがわかる。
従来の加熱装置3はダイ本体2に在る。加熱素子9を付加的に送出域5の近辺のリップ6、7に簡単に挿入することができる。
T−ダイ1が模式的に示された図3bの別の実施例では、2つのリップ6、7の一方に、複数の加熱素子9を僅かな間隔で全幅に渉って簡単に設置できる。これも、上記の例のように操作される。
更に、溝10に可能な限り近くに熱を伝えるために、収納孔11を有する加熱素子9は出来るだけ平らに鋭角にリップ7に挿入されている点が図3aと異なる。
加熱素子9は、従来の調節装置などを配置する収納溝13から出ている収納孔11によりリップ6、7に挿入されることが好ましい。
カートリッジ形状にも形成可能な加熱素子9を出来るだけ平らに設置するために、ダイ本体2に導入補助手段として収納孔11を備えてもよい。
図3cの実施例では、別のT−ダイ1が示され、加熱素子9を互いに僅かに隔たって平行にリップ6、7の少なくとも1つに、T−ダイ1の全幅に渉って、溝10の近辺に平行に設置してもよい。
ここでは、加熱素子9は、前方又は送出域5から各リップ6、7に収納孔11を介して挿入されている。これも本発明の範囲内である。
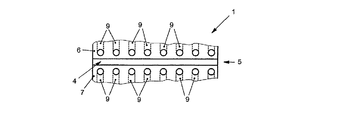
図4の実施例は、T−ダイ1の斜視図であり、各リップ6、7は図3aと同様に互いに平行に僅かに隔たり、リップ6、7には加熱素子9が挿入されている。
ここでは、加熱素子9は、接続ケーブル12を介して個別か又は選択可能な区分S1、S2毎に制御又は操作される。
このようにして、個別の所定域又は区分は、T−ダイ1の幅に渉ってそれぞれに温度調節又は操作される。
このようにして、押出された樹脂溶融物の厚さが操作中に絶えず影響され、変更されるように、リップ6及び/又は7の送出域5から約150mmまでの領域、特に溝10において全幅に渉って異なった制御可能に温度調節される。
図5a、図5bはそれぞれT−ダイ1を示し、リップ6、7はそれぞれが互いに隔てられており、加熱素子9が挿入されている。
図5aの実施例に示すように、T−ダイ1では、リップ6の加熱素子9とその下のリップ7の加熱素子9とが重なって配置されている。
図5bの実施例では、リップ6の加熱素子9とリップ7の加熱素子9とは互いにずれて配置されている。これも本発明の範囲内である。これにより、稼動中に溶融物の厚さの僅かな差までも、精細に調整される。
1 T−ダイ
2 ダイ本体
3 加熱装置
4 ダイ空隙
5 送出域
6、7 リップ
8 ポリシング機構
9 加熱素子
10 (T−ダイの)溝
11 収納孔
12 接続ケーブル
13、14 ロール
A 間隔
Sw ロール空隙
S1、S2 区分
2 ダイ本体
3 加熱装置
4 ダイ空隙
5 送出域
6、7 リップ
8 ポリシング機構
9 加熱素子
10 (T−ダイの)溝
11 収納孔
12 接続ケーブル
13、14 ロール
A 間隔
Sw ロール空隙
S1、S2 区分
Claims (21)
- 押出し機の後方に接続したT−ダイ(1)を用いた熱可塑性樹脂を押出す押出し設備の操作方法であって、
樹脂溶融物の厚さを変更するために、T−ダイ(1)の送出域(5)は前記ダイの幅に渉って、選択された区域が温度調節されることを特徴とする操作方法。 - 所定の区域において稼働中に送出される樹脂溶融物の厚さを制御可能に変更するために、少なくとも1つのリップ(6及び/又は7)は個別又は区域に分割して、T−ダイの全幅に渉って温度調節されることを特徴とする請求項1に記載の操作方法。
- T−ダイ(1)の1つ又は複数の区域はそれぞれに制御可能に温度調節されることを特徴とする請求項1又は請求項2に記載の操作方法。
- 送出される樹脂溶融物の厚さを変更するために、一方及び/又は他方のリップ(6、7)の送出域(5)を単独か又は区域として全幅に渉って、温度調節、特に温度の変更、特にT−ダイ(1)の送出域(5)が直接に加熱されることを特徴とする請求項1ないし請求項3のいずれか1項に記載の操作方法。
- T−ダイ(1)の一方及び/又は他方のリップ(6、7)の送出域(5)の温度調節は、備えられた加熱素子(9)により片側及び/又は両側から行なわれることを特徴とする請求項1ないし請求項4のいずれか1項に記載の操作方法。
- 送出される樹脂溶融物の厚さを変更するために、単独か又は区分化してT−ダイ(1)の出口の全幅に渉って、送出域(5)の近辺におけるリップ(6)及び/又はリップ(7)の温度調節が行なわれることを特徴とする請求項1ないし請求項5のいずれか1項に記載の操作方法。
- リップ(6、7)、特に送出域(5)は、接続したポリシング機構(8)の2つのロール(14、15)の間のロール空隙(Sw)の近辺に入れ込める形状に適合されることを特徴とする請求項1ないし請求項6のいずれか1項に記載の操作方法。
- T−ダイ(1)、特にダイ空隙(4)から100〜150mm幅の加熱域にある少なくとも1つのリップ(6、7)は全幅に渉って温度調節されることを特徴とする請求項1ないし請求項7のいずれか1項に記載の操作方法。
- 送出域(5)にあるT−ダイ(1)の形状はポリシング機構(8)の隣接する2つのロール(14、15)の形状にほぼ適合させることによりT−ダイ(1)の送出域(5)はポリシング機構(8)の隣接する第1及び第2ロール(14、15)の間のロール空隙(Sw)の近辺に入り込んで構成され、ポリシング機構への供給前又はポリシング機構から送出された後に、送出された樹脂溶融物の厚さ又は膨らみを絶えず測定してその結果に応じて、稼動中に個々の加熱素子(9)又は区分化されて括られた加熱素子(9)は局所的に温度制御されることを特徴とする請求項1ないし請求項8のいずれか1項に記載の操作方法。
- 樹脂溶融物は隣接したリップ(6、7)のダイ空隙(4)から押出し可能で且つダイ本体(2)を加熱可能に構成した押出し設備から熱可塑性樹脂を押出すためのT−ダイであって、
送出域(5)近辺において、少なくとも1つのリップ(6)及び/又はリップ(7)は制御可能に温度調節されることを特徴とするT−ダイ。 - 送出域(5)、特に少なくとも1つのリップ(6、7)に全幅に渉って複数の加熱素子(9)が配置されていることを特徴とする請求項10に記載のT−ダイ。
- 稼働中に個々の区域又は個々の区分(S1、S2)並びに送出域(5)の区域が制御可能に温度調整されるように、複数の加熱素子(9)は個々か又は区分化されて制御可能であることを特徴とする請求項11に記載のT−ダイ。
- 送出域(5)はその内部の片側及び/又は両側を全幅に渉って、小区域又は区分化された区域が温度調節されることを特徴とする請求項10ないし請求項12のいずれか1項に記載のT−ダイ。
- 複数の加熱素子(9)はカートリッジ形式であり、一方及び/又は他方のリップ(6、7)の送出域(5)近辺に送出域の全幅に渉って交換可能に配置されていることを特徴とする請求項11ないし請求項13のいずれか1項に記載のT−ダイ。
- リップ(6、7)の送出域(5)の近辺のダイ溝の個々の区域又は広い区域を温度調整するために、個々の加熱素子(9)又は複数の互いに隣接して配置された加熱素子(9)は区分化して制御可能であることを特徴とする請求項11ないし請求項14のいずれか1項に記載のT−ダイ。
- ダイ本体(2)、特にリップ(6、7)の送出域(5)の形状は、送出域(5)に接しているポリシング機構(8)の2つのロール(14、15)の形状に適合可能であることを特徴とする請求項10ないし請求項15のいずれか1項に記載のT−ダイ。
- ダイ本体(2)のリップ(6、7)の送出域(5)の形状を適合させることにより、ポリシング機構(8)の2つのロール(14、15)の間のロール空隙(Sw)に深く入れ込み可能であることを特徴とする請求項10ないし請求項16のいずれか1項に記載のT−ダイ。
- 加熱素子(9)は電気的に操作及び制御可能な加熱カートリッジとして形成され且つリップ(6、7)の送出域(5)の前面に全幅に渉って互いに隣接して設置されていることを特徴とする請求項11ないし請求項17のいずれか1項に記載のT−ダイ。
- 加熱素子(9)は全幅に渉り一方及び/又は他方のリップ(6、7)に配置され、且つ送出される樹脂溶融物の厚さが変更されるように制御可能に温度調節されることを特徴とする請求項11ないし請求項18のいずれか1項に記載のT−ダイ。
- それぞれのリップ(6、7)に互いに隣接して複数の加熱素子(9)を配置する際に、2つのリップ(6、7)の加熱素子(9)は重って向き合うか又は2つの向き合ったリップ(6、7)に互いにずれて配置されていることを特徴とする請求項11ないし請求項19のいずれか1項に記載のT−ダイ。
- ポリシング機構(8)への供給前又はポリシング機構(8)から送出された後に、送出された樹脂溶融物の厚さ及び/又は膨らみを絶えず測定してその結果に応じて、稼動中に個々の加熱素子(9)又は区分化されて括られた加熱素子(9)は局所的に温度制御されることを特徴とする請求項10ないし請求項20のいずれか1項に記載のT−ダイ。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006012297A DE102006012297A1 (de) | 2006-03-15 | 2006-03-15 | Verfahren zum Betreiben von Extrusionsanlagen zum Extrudieren von thermoplastischen Kunststoffen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007245720A true JP2007245720A (ja) | 2007-09-27 |
Family
ID=38197890
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007066804A Withdrawn JP2007245720A (ja) | 2006-03-15 | 2007-03-15 | 熱可塑性樹脂を押出す押出し設備の操作方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20070216053A1 (ja) |
| EP (1) | EP1834753A3 (ja) |
| JP (1) | JP2007245720A (ja) |
| CN (1) | CN101037019A (ja) |
| DE (1) | DE102006012297A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010007681B4 (de) | 2010-02-02 | 2015-12-31 | Breyer Gmbh Maschinenfabrik | Extrusions-Breitschlitzdüse |
| US20130154142A1 (en) * | 2011-12-19 | 2013-06-20 | Warren Paul Ripple | Conicity correction for rubber component extrusion |
| AT516900A1 (de) * | 2015-03-09 | 2016-09-15 | Dr Collin Gmbh | Vorrichtung und Verfahren zum Testen von Werkstoffen |
| WO2017119157A1 (ja) * | 2016-01-08 | 2017-07-13 | 株式会社エアウィーヴマニュファクチャリング | フィラメント3次元結合体製造装置およびフィラメント3次元結合体の製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3761553A (en) * | 1971-06-28 | 1973-09-25 | Celanese Corp | Method for producing uniform drawn films |
| FR2196231B1 (ja) * | 1972-08-15 | 1978-01-27 | Du Pont | |
| JPS5835131B2 (ja) * | 1975-04-01 | 1983-08-01 | 帝人株式会社 | 熱可塑性樹脂フイルムの製造装置 |
| US4332543A (en) * | 1980-09-15 | 1982-06-01 | Monsanto Company | Extrusion die with melt flow control |
| DE3503721C2 (de) * | 1985-02-05 | 1993-12-16 | Hoechst Ag | Breitschlitzdüse zum Extrudieren eines thermoplastischen Kunststoffes |
| DE4034268A1 (de) * | 1990-03-28 | 1991-10-02 | Troester Maschf Paul | Vorrichtung zur herstellung von bahnenfoermigen platten und folien aus kautschukmischungen und/oder kunststoffen |
| US5259747A (en) * | 1992-04-30 | 1993-11-09 | The Cloeren Company | Web thickness control |
| JPH11207804A (ja) * | 1998-01-27 | 1999-08-03 | Kanegafuchi Chem Ind Co Ltd | フィルム厚み制御装置及び制御方法 |
| JP4670174B2 (ja) * | 2000-06-30 | 2011-04-13 | 株式会社デンソー | セラミックシートの成形方法及び成形装置 |
| DE102004038571A1 (de) * | 2004-08-06 | 2006-02-23 | Breyer Gmbh Maschinenfabrik | Verfahren zum Herstellen von Platten aus thermoplastisch extrudierten Kunststoffen |
-
2006
- 2006-03-15 DE DE102006012297A patent/DE102006012297A1/de not_active Withdrawn
-
2007
- 2007-01-31 EP EP07002068A patent/EP1834753A3/de not_active Withdrawn
- 2007-03-13 US US11/717,862 patent/US20070216053A1/en not_active Abandoned
- 2007-03-15 CN CNA2007100863881A patent/CN101037019A/zh active Pending
- 2007-03-15 JP JP2007066804A patent/JP2007245720A/ja not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| EP1834753A3 (de) | 2008-06-25 |
| US20070216053A1 (en) | 2007-09-20 |
| CN101037019A (zh) | 2007-09-19 |
| EP1834753A2 (de) | 2007-09-19 |
| DE102006012297A1 (de) | 2007-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102424584B1 (ko) | 3-d 프린팅 장치 | |
| US10124539B2 (en) | Liquefier assembly for additive manufacturing systems, and methods of use thereof | |
| US10086564B2 (en) | Additive manufacturing process with dynamic heat flow control | |
| US10201931B2 (en) | Additive manufacturing system and process with material flow feedback control | |
| JP2017105178A (ja) | マルチノズル押出機ならびにマルチノズル押出機用のディスペンサおよび印刷ヘッドを有する3次元物体プリンタ | |
| JP2017105177A (ja) | 3次元物体プリンタにおけるマルチノズル押出印刷ヘッドを動作させるシステムおよび方法 | |
| JP2007245720A (ja) | 熱可塑性樹脂を押出す押出し設備の操作方法 | |
| US11420375B2 (en) | Extruder and method for extruding cord reinforced tire components | |
| EP3052299A2 (en) | Liquefier assembly for additive manufacturing systems, and methods of use thereof | |
| US10889071B2 (en) | Device for manufacturing filament three-dimensional bonded member and method for manufacturing filament three-dimensional bonded member | |
| GB2338923A (en) | Apparatus for extruding plastic multi-layer films, sheets or tubes | |
| JP2016074213A (ja) | 共押出装置、単層押出装置及び改造キット、及び層厚測定、樹脂フィルム製造、及び押出装置改造のための方法 | |
| JPH03110119A (ja) | 少なくとも2層のストランドを製造する装置 | |
| US7056112B2 (en) | Extrusion die and method for using the same | |
| KR101878298B1 (ko) | 3d 프린터용 필라멘트 제조 장비 | |
| EP2058056A2 (en) | Improvements to die heads with a slot outlet for applying hot-melt products | |
| JP2000246780A (ja) | 樹脂押出装置および樹脂押出成形方法 | |
| JP2012000949A (ja) | 未加硫ゴムの押出成形装置および押出成形方法 | |
| WO2009123044A1 (ja) | 偏肉樹脂シートの製造方法 | |
| JP2009006598A (ja) | 流延製膜装置 | |
| JPH10337766A (ja) | Tダイによる樹脂フィルムの偏肉自動制御方法 | |
| EP3812122A1 (en) | Automated mapping system for controlling parameters of polymeric melt | |
| JP2017144607A (ja) | ゴム押出機へのゴム材料供給装置および方法 | |
| JP2007230164A (ja) | シート材の押出成形装置 | |
| JP2015199256A (ja) | 樹脂温度制御方法および樹脂温度制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20100601 |