JP2007245697A - Molding method for automobile weatherstrip - Google Patents
Molding method for automobile weatherstrip Download PDFInfo
- Publication number
- JP2007245697A JP2007245697A JP2006112698A JP2006112698A JP2007245697A JP 2007245697 A JP2007245697 A JP 2007245697A JP 2006112698 A JP2006112698 A JP 2006112698A JP 2006112698 A JP2006112698 A JP 2006112698A JP 2007245697 A JP2007245697 A JP 2007245697A
- Authority
- JP
- Japan
- Prior art keywords
- hollow seal
- weather strip
- seal portion
- thin film
- extrusion molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Seal Device For Vehicle (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
Description
本発明は、各自動車の開閉ドアー、トランク及びウインド等の車体開口部あるいは、その車体開口部を開閉する各種開閉パネルに装着される自動車用ウェザーストリップの成形方法に関するものである。 The present invention relates to a method for forming a weather strip for an automobile mounted on a vehicle body opening such as an opening / closing door, a trunk, and a window of each automobile or various opening / closing panels that open and close the vehicle body opening.
従来この種の自動車用ウェザーストリップは、車体開口部の車体パネルに装着し、該ウェザーストリップの中空状シール部が開閉ドアー、トランク等の各種開閉パネルに当接して圧縮され、防水性や遮音性に優れたウェザーストリップを提供するため、該ウェザーストリップの製造方法としては、押出し成形機に注入した熱可塑性エラストマーによって断面略U字条の芯材の外周を被覆体で被着し、該被覆体の外側に中空状シール部を形成している事が普通に実施されている。
そして、該開閉パネルとの防水性や遮音性を高めるため、該中空状シール部の熱可塑性エラストマーは軟質性で復元性があり、硬さHDA50(JIS K7215)以下の合成樹脂を使用している。
しかし熱可塑性エラストマーの硬さを軟質にするための成分としてゴム分や油分の混合量が増加され、押出し成形後の中空状シール部の内面側に軟質のため表面にベトツキ等の現象が発生し、自動車の車体開口部に該ウェザーストリップを装着して開閉パネルの開閉操作によって圧縮された中空状シール部が開放されたとき、該中空状シール部の内面側の表面のベトツキ状による弱密着によって、該中空状シール部が圧縮された状態から元の状態に復元するのに時間がかかり、異音が発生する問題点が発生している。Conventionally, this type of automobile weather strip is mounted on a vehicle body panel at the opening of the vehicle body, and the hollow seal portion of the weather strip is pressed against various open / close panels such as open / close doors and trunks to be compressed and waterproof and sound-insulating. In order to provide an excellent weather strip, the outer surface of the core material having a substantially U-shaped cross section is coated with a covering by a thermoplastic elastomer injected into an extrusion molding machine. It is common practice to form a hollow seal on the outside.
In order to improve the waterproofness and sound insulation with the opening / closing panel, the thermoplastic elastomer of the hollow seal portion is soft and has a resilience, and uses a synthetic resin having a hardness of HDA50 (JIS K7215) or less. .
However, the mixing amount of rubber and oil is increased as a component for softening the hardness of the thermoplastic elastomer, and a phenomenon such as stickiness on the surface occurs due to the softness on the inner surface side of the hollow seal part after extrusion molding. When the hollow seal portion compressed by the opening and closing operation of the open / close panel is opened by mounting the weather strip on the vehicle body opening portion of the automobile, due to the weak adhesion due to the sticky shape of the surface on the inner surface side of the hollow seal portion However, it takes time to restore the hollow seal portion from the compressed state to the original state, and there is a problem that abnormal noise occurs.
本発明は、上記の問題点を解決するために発明したもので、従来の熱可塑性エラストマーからなる中空状シール部が圧縮して内面側の表面に現れるベトツキ状によって該中空状シール部の復元に時間がかからないように、中空状シール部の内面側の表面に硬質合成樹脂からなる0.05mm以下の薄膜層を形成する自動車用ウェザーストリップの成形方法を提供することを目的としている。 The present invention has been invented to solve the above-described problems. The hollow seal portion made of a conventional thermoplastic elastomer is compressed, and the hollow seal portion is restored by a sticky shape appearing on the inner surface. An object of the present invention is to provide a method for forming a weather strip for automobiles in which a thin film layer of 0.05 mm or less made of a hard synthetic resin is formed on the inner surface of the hollow seal portion so that it does not take time.
上記目的を達成するために、本発明によれば、ウェザーストリップを長手方向の中空状シール部と車体パネルに取着する装着部とによって成形され、第1押出し成形機には、ウェザーストリップの全体を成形する熱可塑性エラストマーを注入する。また、第2押出し成形機には、硬質合成樹脂を注入してある。その後、核第1押出し成形機と該第2押出し成形機とを同時に作動させ、1台の金型ダイスの内部で該中空状シール部の内周面に該硬質合成樹脂よりなる0.05mm以下の該薄膜層を長手方向の一部または内周面全体に熱融着し、その後、冷却成形することによって、開閉による圧縮に対する復元力を増大する。
また、該中空状シール部の内周面に所定間隔を設けて長手方向に複数個以上の該薄膜層を熱融着し、その後、冷却成形することによって、圧縮に対する強靭化と復元力を強力に達成するものである。In order to achieve the above object, according to the present invention, a weather strip is formed by a hollow seal portion in the longitudinal direction and a mounting portion for attaching to a vehicle body panel. Inject a thermoplastic elastomer to mold. A hard synthetic resin is injected into the second extrusion molding machine. Thereafter, the core first extrusion molding machine and the second extrusion molding machine are operated simultaneously, and 0.05 mm or less made of the hard synthetic resin on the inner peripheral surface of the hollow seal portion inside one mold die. The thin film layer is thermally fused to a part of the longitudinal direction or the entire inner peripheral surface, and then cooled to increase the restoring force against compression by opening and closing.
In addition, a plurality of the thin film layers are heat-sealed in the longitudinal direction with a predetermined interval on the inner peripheral surface of the hollow seal portion, and then cooled and molded, thereby strengthening toughness and restoring force against compression. To achieve.
以上のように、本発明により成形されたウェザーストリップによれば、各種開閉パネルの開閉による当接操作で圧縮された状態から常時敏速に復元でき、異音が発生しない効果と、全体が軟質合成樹脂のため復元力を増加できると共に、軟弱性を補強すると云う効果もある。そして、第2押出し成形機に注入した硬質合成樹脂による該中空状シール部の内周面の長手方向に熱融着した薄膜層を一部または内周全体に成形したので、ウェザーストリップの中空状シール部は、著しく強度が補強されて長期間に亘って破損することなく使用できる優れた効果がある。また、薄膜層の厚さも0.05mmであるから、重量的に問題なく軽量となる効果と、第1押出し成形機と第2押出し成形機とを同時に作動させるため、金型ダイス内で長手方向の薄膜層は、成形が著しく容易にできる効果がある。更に、該中空状シール部の内周面に所定間隔を設けて複数個以上の薄膜層を成形被着したので、全体を強化すると共に、樹脂の材料を節約でき、且つ、圧縮に対しても隙間部分が作用して復元が著しく速くベトツキ等も無くなると云う効果もある。 As described above, according to the weather strip formed according to the present invention, it is always possible to quickly restore from the compressed state by the contact operation by opening and closing various opening and closing panels, the effect that no abnormal noise occurs, and the overall soft synthesis Resin can increase the restoring force and also has the effect of reinforcing the softness. And since the thin film layer heat-fused in the longitudinal direction of the inner peripheral surface of the hollow seal portion by the hard synthetic resin injected into the second extrusion molding machine was formed partially or entirely on the inner periphery, the weather strip hollow shape The seal portion has an excellent effect that the strength is remarkably reinforced and the seal portion can be used without being damaged over a long period of time. Further, since the thickness of the thin film layer is also 0.05 mm, in order to operate the first extruder and the second extruder at the same time in the longitudinal direction in the mold die, the weight can be reduced without any problem in weight. This thin film layer has the effect that it can be remarkably easily formed. In addition, since a plurality of thin film layers are formed and deposited at predetermined intervals on the inner peripheral surface of the hollow seal portion, the entire structure can be strengthened and the resin material can be saved, and also against compression. There is also an effect that the gap portion acts and the restoration is remarkably fast and the stickiness is eliminated.
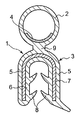
上記のように成形される自動車用ウェザーストリップの押出し成形品によれば、中空状シール部と内部に芯材を収納した装着部とを一体に成形すると共に、中空状シール部の内部に薄膜層を熱融着した図1のウェザーストリップを車体パネルのフランジを該装着部の保持片の間に押し込み装着し、ドアー、トランク等の開口部の端縁に強固に支持取着するものである。 According to the extruded product of the weather strip for automobiles molded as described above, the hollow seal portion and the mounting portion containing the core material are molded integrally, and the thin film layer is formed inside the hollow seal portion. The weather strip shown in FIG. 1 which has been heat-sealed is attached by pressing the flange of the vehicle body panel between the holding pieces of the mounting portion, and firmly attached to the edge of the opening of the door, trunk or the like.
次に、本発明の実施例を図面について説明すると、図1に示すものは、ウェザーストリップ(1)を示すもので、押出し成形された断面を示すもので、自動車のドアー、トランク及びウインド等の開口部に装着して使用するものである。
該ウェザーストリップ(1)は、第1押出し成形機(15)によって長手方向に成形され、端部に円形状の中空状シール部(2)と装着部(3)を連結一体に形成され、更に、径部(9)を介して、中空状シール部(2)と装着部(3)を連結することもある。該中空状シール部(2)には、内部の長手方向の一部に硬質合成樹脂よりなる薄膜層(4)を熱融着してある該装着部(3)には、内部に断面U字状の芯材(7)を埋設してある。該芯材(7)には、外側に外周被覆体(5)を内側には内周被覆体(6)を一体に被着してある。また、該内周被覆体(6)には、相対する複数の保持片(8)(8)を対設してある。該保持片(8)は、適宜の数量を装設することもある。更に、中空状シール部(2)の形状は、楕円形や多角形を使用することもある。
図2に示すものは、従来の例を示し、車体パネル(11)にウェザーストリップ(1)を装着した状態を示すもので、該車体パネル(11)のフランジ(12)に該装着部(3)の保持片(8)(8)を押圧状態で装着したもので、この従来例の中空状シール部(2)は、内周面が開閉パネル(10)によって押圧圧縮され密着状態となり、特に気温の高い夏期等では、ベトツキ等が生じ、復元に時間が掛かるものである。Next, an embodiment of the present invention will be described with reference to the drawings. FIG. 1 shows a weather strip (1), which shows an extruded section, such as an automobile door, trunk and window. Attached to the opening for use.
The weather strip (1) is formed in the longitudinal direction by a first extrusion molding machine (15), and a circular hollow seal part (2) and a mounting part (3) are integrally formed at the end part. The hollow seal portion (2) and the mounting portion (3) may be connected via the diameter portion (9). The hollow seal portion (2) has a U-shaped cross section inside the mounting portion (3) in which a thin film layer (4) made of a hard synthetic resin is thermally fused to a part of the inside in the longitudinal direction. A core material (7) is embedded. The core (7) is integrally coated with an outer peripheral covering (5) on the outer side and an inner peripheral covering (6) on the inner side. In addition, a plurality of opposing holding pieces (8) and (8) are provided on the inner peripheral cover (6). The holding piece (8) may be installed in an appropriate quantity. Furthermore, the shape of the hollow seal portion (2) may be an ellipse or a polygon.
FIG. 2 shows a conventional example in which a weather strip (1) is mounted on a vehicle body panel (11), and the mounting portion (3) is mounted on a flange (12) of the vehicle body panel (11). ) Holding pieces (8) and (8) are mounted in a pressed state, and the hollow seal portion (2) of this conventional example is pressed and compressed by the open / close panel (10), and is in a close contact state. In summer when the temperature is high, stickiness and the like occur, and it takes time to restore.
図3に示す実施例では、請求項1に述べている中空状シール部(2)の内周面の表面全体に硬質合成樹脂よりなる0.05mm以下の薄膜層(4)を熱融着によって積層したものである。
次に図4に示す実施例は、請求項2に記載した中空状シール部(2)の内周面に第2押出し成形機(16)よりの硬質合成樹脂を以って、所定の間隔を設けて複数個以上の0.05mm以下の薄膜層(4)を熱融着によって積層したものである。
また、図5に示すものは、装着部(3)の内部に全体又は一部を埋設する断面U字状に形成した硬質合成樹脂又は金属板からなる芯材(7)を示し、該芯材(7)には、相対応する側辺に各々所定間隔を設けた屈曲に便利な切除部(13)(13)が打ち抜き形成されている。
図7に示す実施例は、中空状シール部(2)が多角形の形状を示している。In the embodiment shown in FIG. 3, a thin film layer (4) of 0.05 mm or less made of a hard synthetic resin is formed on the entire inner peripheral surface of the hollow seal portion (2) described in
Next, the embodiment shown in FIG. 4 has a predetermined interval by using a hard synthetic resin from the second extruder (16) on the inner peripheral surface of the hollow seal portion (2) described in
5 shows a core material (7) made of a hard synthetic resin or a metal plate formed in a U-shaped cross section that is entirely or partially embedded in the mounting portion (3). In (7), cut-out portions (13) and (13) convenient for bending, each having a predetermined interval on the corresponding side, are formed by punching.
In the embodiment shown in FIG. 7, the hollow seal portion (2) has a polygonal shape.
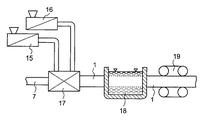
図6に示す実施例では、装着部(3)の内部に芯材(7)を埋設するウェザーストリップ(1)の押出し成形する工程を示し、該芯材(7)が金型ダイス(17)の内部に侵入し、第1押出し成形機(15)に注入した熱可塑性エラストマー又はその発泡体によって、中空状シール部(2)と該芯材(7)の外周の装着部(3)とその外周被覆体(5)と内周被覆体(6)及び保持片(8)(8)とを一体に成形する。次に第2押出し成形機(16)に注入した硬質合成樹脂によって該中空状シール部(2)の内周側の表面に各々の状態を代えた薄膜層(4)(4)が金型ダイス(17)内で熱融着される。その後、冷却槽(18)の通過後に引取機(19)の作動によってウェザーストリップ(1)は完成成形されるものである。また、装着部(3)は、中空状シール部(2)より硬い硬さHDA50から85(JIS K7215)の熱可塑性エラストマーによって、別の押出成形機を追加使用して成形される。 The embodiment shown in FIG. 6 shows a process of extruding a weather strip (1) in which a core material (7) is embedded in the mounting portion (3), and the core material (7) is a mold die (17). Of the hollow seal portion (2) and the outer peripheral mounting portion (3) of the core material (7) and the thermoplastic elastomer or foam thereof injected into the first extrusion molding machine (15). The outer periphery covering body (5), the inner periphery covering body (6) and the holding pieces (8) and (8) are formed integrally. Next, thin film layers (4) and (4) in which the respective states are changed on the inner peripheral surface of the hollow seal portion (2) by the hard synthetic resin injected into the second extrusion molding machine (16) are die dies. It is heat-sealed within (17). Thereafter, after passing through the cooling bath (18), the weather strip (1) is completed by the operation of the take-up machine (19). Further, the mounting portion (3) is formed by additionally using another extruder with a thermoplastic elastomer having a hardness HDA50 to 85 (JIS K7215) which is harder than the hollow seal portion (2).
次に、本発明に使用される熱可塑性エラストマー又はその発泡体としては、オレフィン系またはスチレン系の熱可塑性エラストマーが使用され、硬さはHDA50(JIS K7215)以下を使用する。
また、薄膜層(4)の硬質合成樹脂としては、HDA90(JIS K7215)以上のポリエチレン、ポリプロピレン等のオレフィン系樹脂、またはスチレン系樹脂が使用される。
更に、上記硬質合成樹脂は、溶融粘度の異なる2種類以上の混合オレフィン系樹脂または、溶融温度の異なる2種類以上の混合オレフィン系樹脂によって、該混合オレフィン系樹脂の溶融度合いによって表面に粗面部を形成することもある。Next, as the thermoplastic elastomer or foam thereof used in the present invention, an olefin-based or styrene-based thermoplastic elastomer is used, and the hardness is HDA50 (JIS K7215) or less.
As the hard synthetic resin of the thin film layer (4), HDA90 (JIS K7215) or higher olefin resin such as polyethylene and polypropylene, or styrene resin is used.
Furthermore, the hard synthetic resin has a rough surface portion on the surface depending on the degree of melting of the mixed olefin resin by using two or more types of mixed olefin resins having different melt viscosities or two or more types of mixed olefin resins having different melting temperatures. Sometimes it forms.
1 ウェザーストリップ
2 中空状シール部
3 装着部
4 薄膜層
5 外周被覆体
6 内周被覆体
7 芯材
8 保持片
9 径部
10 開閉パネル
11 車体パネル
12 フランジ
13 切除部
15 第1押出し成形機
16 第2押出し成形機
17 金型ダイス
18 冷却槽
19 引取機DESCRIPTION OF
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006112698A JP4817059B2 (en) | 2006-03-17 | 2006-03-17 | Molding method for automotive weather strip |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006112698A JP4817059B2 (en) | 2006-03-17 | 2006-03-17 | Molding method for automotive weather strip |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007245697A true JP2007245697A (en) | 2007-09-27 |
| JP4817059B2 JP4817059B2 (en) | 2011-11-16 |
Family
ID=38590458
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006112698A Expired - Fee Related JP4817059B2 (en) | 2006-03-17 | 2006-03-17 | Molding method for automotive weather strip |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4817059B2 (en) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6262557U (en) * | 1985-10-09 | 1987-04-18 | ||
| JPH0281716A (en) * | 1988-09-19 | 1990-03-22 | Kinugawa Rubber Ind Co Ltd | Weather strip of sashless door type vehicle |
| JPH06218789A (en) * | 1993-01-28 | 1994-08-09 | Tokiwa Chem Kogyo Kk | Molding method of weather-strip for motor car |
| JPH0661546U (en) * | 1993-02-09 | 1994-08-30 | トキワケミカル工業株式会社 | Automotive weather strip |
| JPH09193721A (en) * | 1996-01-18 | 1997-07-29 | Inoac Corp | Rubber molding for abnormal sound prevention type weather strip, manufacture thereof and manufacturing device therefor |
| JPH1024477A (en) * | 1996-07-11 | 1998-01-27 | Kinugawa Rubber Ind Co Ltd | Weather strip and its production |
| JP2001030329A (en) * | 1999-07-22 | 2001-02-06 | Tokiwa Chemical Kogyo Kk | Method for molding weather strip for car |
| JP2001130265A (en) * | 1999-10-29 | 2001-05-15 | Nishikawa Rubber Co Ltd | Glass run for automobile |
| JP2005271677A (en) * | 2004-03-24 | 2005-10-06 | Toyoda Gosei Co Ltd | Glass run |
| JP2005329728A (en) * | 2004-05-18 | 2005-12-02 | Toyoda Gosei Co Ltd | Glass run for automobile |
-
2006
- 2006-03-17 JP JP2006112698A patent/JP4817059B2/en not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6262557U (en) * | 1985-10-09 | 1987-04-18 | ||
| JPH0281716A (en) * | 1988-09-19 | 1990-03-22 | Kinugawa Rubber Ind Co Ltd | Weather strip of sashless door type vehicle |
| JPH06218789A (en) * | 1993-01-28 | 1994-08-09 | Tokiwa Chem Kogyo Kk | Molding method of weather-strip for motor car |
| JPH0661546U (en) * | 1993-02-09 | 1994-08-30 | トキワケミカル工業株式会社 | Automotive weather strip |
| JPH09193721A (en) * | 1996-01-18 | 1997-07-29 | Inoac Corp | Rubber molding for abnormal sound prevention type weather strip, manufacture thereof and manufacturing device therefor |
| JPH1024477A (en) * | 1996-07-11 | 1998-01-27 | Kinugawa Rubber Ind Co Ltd | Weather strip and its production |
| JP2001030329A (en) * | 1999-07-22 | 2001-02-06 | Tokiwa Chemical Kogyo Kk | Method for molding weather strip for car |
| JP2001130265A (en) * | 1999-10-29 | 2001-05-15 | Nishikawa Rubber Co Ltd | Glass run for automobile |
| JP2005271677A (en) * | 2004-03-24 | 2005-10-06 | Toyoda Gosei Co Ltd | Glass run |
| JP2005329728A (en) * | 2004-05-18 | 2005-12-02 | Toyoda Gosei Co Ltd | Glass run for automobile |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4817059B2 (en) | 2011-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101190651B (en) | Opening trim weather strip | |
| JP4521677B2 (en) | Weather strip for automobile | |
| JP4797125B2 (en) | Extruded product with core material | |
| JP4257671B2 (en) | Extruded product with core material | |
| EP3290194B1 (en) | Vehicle weather strip structure and manufacturing method | |
| JP2006205846A (en) | Weather strip for automobile | |
| JP4817059B2 (en) | Molding method for automotive weather strip | |
| JP3796398B2 (en) | Weather strip for automobile and its manufacturing method | |
| JP2010030571A (en) | Extrusion molded product with core material for automobile | |
| JP5634344B2 (en) | Weather strip | |
| JP5397285B2 (en) | Weather strip manufacturing method | |
| KR100547657B1 (en) | Skin material integrated panel and its manufacturing method | |
| JP2010274764A (en) | Trim, weather strip, and method of manufacturing them | |
| JP2014177163A (en) | Weather strip | |
| JP2003104134A (en) | Molding member for vehicle | |
| JP2008074376A (en) | Vehicular weather strip | |
| JP6603095B2 (en) | Manufacturing method of molded products | |
| JP2009227241A (en) | Weatherstrip | |
| JP2005239110A (en) | Synthetic resin core material and its extruded product | |
| JP4660838B2 (en) | Molding method for extruded products such as trim | |
| JP4697590B2 (en) | Molding method for extrusion molding of synthetic resin core material | |
| JP2002087178A (en) | Weather strip for car and method of manufacturing the weather strip | |
| JP2006181853A (en) | Resin molded product | |
| JP2007307883A (en) | Manufacturing method of weather strip for car | |
| JP2005306352A (en) | Weather strip for automobile |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080207 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100521 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100601 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100712 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110201 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110531 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110630 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110816 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110818 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140909 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4817059 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |