JP2007192087A - Exhaust control valve and method for fitting same - Google Patents
Exhaust control valve and method for fitting same Download PDFInfo
- Publication number
- JP2007192087A JP2007192087A JP2006009858A JP2006009858A JP2007192087A JP 2007192087 A JP2007192087 A JP 2007192087A JP 2006009858 A JP2006009858 A JP 2006009858A JP 2006009858 A JP2006009858 A JP 2006009858A JP 2007192087 A JP2007192087 A JP 2007192087A
- Authority
- JP
- Japan
- Prior art keywords
- exhaust pipe
- shaft
- insertion hole
- exhaust
- valve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

































Landscapes
- Exhaust Silencers (AREA)
- Control Of Throttle Valves Provided In The Intake System Or In The Exhaust System (AREA)
Abstract
Description
本発明は、排気ガスが通過する排気通路上に取り付けられて、排気ガスの排出量を調節する排気制御バルブに関するものである。
The present invention relates to an exhaust control valve that is mounted on an exhaust passage through which exhaust gas passes to adjust the exhaust gas discharge amount.
良く知られているように、内燃機関によって動力を得ている自動二輪車や自動車においては、その動力を得る際、内燃機関を構成する各シリンダから排気ガスが排出されるようになっている。かかる排出ガスは、エキゾーストマニホルドによって集められてから、エキゾーストパイプを通じて大気中に放出されるようになっている。 As is well known, in motorcycles and automobiles that are powered by an internal combustion engine, exhaust gas is discharged from each cylinder constituting the internal combustion engine when the power is obtained. Such exhaust gas is collected by an exhaust manifold and then released into the atmosphere through an exhaust pipe.
そこにおいて、内燃機関から排出される排気ガスは、高音・高圧であることから、かかる排気ガスをそのまま大気中に放出すると、排気ガスが急激に膨張して激しい爆発音を発する。そこで、一般に、エキゾーストパイプ上にマフラを設けて、排気ガスを、マフラを通して圧力と温度を下げてから、大気中に放出するようになっており、それによって、排気ガスが大気中に放出される際の音(排気音)を小さくするようになっている。 Since exhaust gas discharged from the internal combustion engine has high sound and high pressure, when such exhaust gas is released into the atmosphere as it is, the exhaust gas rapidly expands and emits severe explosion sound. Therefore, in general, a muffler is provided on the exhaust pipe, and the exhaust gas is discharged into the atmosphere after the pressure and temperature are reduced through the muffler, whereby the exhaust gas is released into the atmosphere. The sound at the time (exhaust sound) is reduced.
しかしながら、マフラを通して排気ガスを放出したとしても、排気音を完全に消し去ることは困難であり、自動二輪車や自動車を運転する時間帯や場所等によっては、かかる排気音が大きな音に感じられ、運転者が周囲に気を使うことがある。例えば、早朝や深夜の住宅地で自動二輪車や自動車を運転する場合の排気音が問題となり易い。 However, even if exhaust gas is released through the muffler, it is difficult to completely eliminate the exhaust noise, and depending on the time zone and place where the motorcycle or automobile is operated, such exhaust noise is felt as a loud sound, The driver may be concerned about the surroundings. For example, exhaust noise when driving a motorcycle or an automobile in a residential area in the early morning or late at night tends to be a problem.
そこで、特許文献1(実開平4−8735号公報)に記載の如き排気ガス制御バルブが提案されている。この排気ガス制御バルブは、排気管の管断面中心を通る位置に挿通配置された回動軸に対して円板状の弁体が固定されてバタフライ弁が構成されていると共に、かかる回動軸が可動せしめられることによって、バタフライ弁の開度が調節されるようになっている。このようにすれば、排気管の通路断面積を制御して排気量を調節することによって、排気音を調節することが出来る。 Therefore, an exhaust gas control valve as described in Patent Document 1 (Japanese Utility Model Laid-Open No. 4-8735) has been proposed. This exhaust gas control valve is configured such that a butterfly valve is configured by fixing a disc-like valve body to a rotating shaft inserted and disposed at a position passing through the center of the cross section of the exhaust pipe. Is moved, so that the opening of the butterfly valve is adjusted. In this way, the exhaust noise can be adjusted by controlling the passage sectional area of the exhaust pipe and adjusting the exhaust amount.
また、本願発明者も、先に特許文献2(特許第3701297号公報)において、コンパクトな構造を備えた排気制御バルブを提案している。この排気制御バルブは、バタフライ弁の回動軸に形成された回動軸側当接部と、排気管に形成された排気管側当接部とを互いに当接保持することによって、バタフライ弁の開度を保持する構成とされている。 The inventor of the present application also proposed an exhaust control valve having a compact structure in Patent Document 2 (Japanese Patent No. 3701297). The exhaust control valve is configured such that the rotation shaft side contact portion formed on the rotation shaft of the butterfly valve and the exhaust pipe side contact portion formed on the exhaust pipe are held in contact with each other, thereby The opening is maintained.
しかし、これらの排気制御バルブは何れも、排気管の中間部分に取り付ける際には、先ず取り付け位置付近で排気管を切断して、排気管の側壁に回転軸用の穴を開けて回動軸を貫通させた後、排気管の一方の側から弁体を挿入して、排気管の中で溶接などを行なって弁体を回動軸に固定した後に、切断した排気管を再び溶接する方法が採られており、非常に手間のかかる作業であった。それ故、一般のユーザには不向きであった。また、溶接痕が残って外観を損なうという問題や、一旦取り付けてしまうと取り外しが困難となって、部品交換などのメンテナンス性に欠けるという問題もあった。 However, when these exhaust control valves are attached to the middle portion of the exhaust pipe, first, the exhaust pipe is cut near the attachment position, and a hole for a rotating shaft is formed in the side wall of the exhaust pipe to turn the rotary shaft. After inserting the valve body, insert the valve body from one side of the exhaust pipe, perform welding in the exhaust pipe and fix the valve body to the rotating shaft, and then re-weld the cut exhaust pipe This was a very time-consuming work. Therefore, it is not suitable for general users. In addition, there is a problem that a welding mark remains and the appearance is impaired, and once it is attached, it is difficult to remove, and there is a problem that maintenance such as replacement of parts is lacking.
そこで、特許文献3(特開昭63−208612号公報)には、支持部材に軸支されたバタフライ弁を排気管の外部で予め組み立てた後に、かかるバタフライ弁を支持部材ごと排気管に形成した開口部から差し込んで固定する構造が開示されている。しかし、かかる構造は、支持部材ごと排気管内に収納することから、サイズの大型化を招く。また、排気管内に支持部材の収容スペースをも必要とすることから、弁体のサイズが小さくなって、有効に機能しないおそれもある。即ち、特許文献3に記載の構造は、本文献に記載の如き特定構造を有する排気管の特定部位に対してのみ有効に用いられ得るものであり、排気管の適宜の位置に取り付けることは困難であった。 Therefore, in Patent Document 3 (Japanese Patent Laid-Open No. 63-208612), a butterfly valve pivotally supported by a support member is pre-assembled outside the exhaust pipe, and then the butterfly valve is formed on the exhaust pipe together with the support member. A structure that is inserted and fixed from an opening is disclosed. However, since this structure is housed in the exhaust pipe together with the support member, the size is increased. In addition, since the storage space for the support member is also required in the exhaust pipe, the size of the valve body may be reduced and may not function effectively. In other words, the structure described in Patent Document 3 can be used effectively only for a specific part of an exhaust pipe having a specific structure as described in this document, and it is difficult to attach it to an appropriate position of the exhaust pipe. Met.
ここにおいて、本発明は上述の如き事情を背景として為されたものであって、その解決課題とするところは、排気管の中間部分に容易に取り付けを行なうことの出来る、新規な構造の排気制御バルブを提供することにある。 Here, the present invention has been made in the background as described above, and the problem to be solved is an exhaust control of a novel structure that can be easily attached to an intermediate portion of the exhaust pipe. To provide a valve.
さらに、本発明は、排気制御バルブの容易な取付方法およびかかる取付方法に好適に用いられる排気制御バルブの組立セットを提供することも目的とする。 It is another object of the present invention to provide an easy installation method of an exhaust control valve and an assembly set of an exhaust control valve suitably used for such an installation method.
以下、前述の如き課題を解決するために為された本発明の態様を記載する。なお、以下に記載の各態様において採用される構成要素は、可能な限り任意の組み合わせで採用可能である。 Hereinafter, embodiments of the present invention made to solve the above-described problems will be described. In addition, the component employ | adopted in each aspect as described below is employable by arbitrary combinations as much as possible.
すなわち、排気制御バルブに関する本発明は、排気管の排気通路上に設けられる排気制御バルブにおいて、前記排気管の周壁において径方向一方向で対向する一方の位置に形成された軸支持孔と、他方の位置において形成された長手状の弁体挿入孔と、回動軸を有する板状の弁体を含んで構成されて前記弁体挿入孔から前記排気管の内部に挿し入れられ、該回動軸が前記軸支持孔と該弁体挿入孔との対向する軸直角方向に延びる状態で該排気管の内部で回動可能に配設された弁部材と、前記排気管に外部から重ね合わされて固着され、前記弁体挿入孔を覆蓋する蓋部材と、前記回動軸の回動位置を変更可能に位置決めする回動位置設定保持手段とを、含んで構成されたことを、特徴とする。 That is, the present invention relating to an exhaust control valve is an exhaust control valve provided on an exhaust passage of an exhaust pipe, and a shaft support hole formed at one position opposed to the circumferential wall of the exhaust pipe in one radial direction, and the other And a plate-shaped valve body having a pivot shaft, and is inserted into the exhaust pipe through the valve body insertion hole. A valve member rotatably disposed inside the exhaust pipe in a state where the shaft extends in a direction perpendicular to the axis of the shaft support hole and the valve body insertion hole, and is superimposed on the exhaust pipe from the outside. It is characterized by comprising a cover member that is fixed and covers the valve element insertion hole, and a rotation position setting holding means that positions the rotation position of the rotation shaft so as to be changeable.
本発明に従う構造とされた排気制御バルブにおいては、排気管内部に配設された弁部材の回動位置を調節して、排気管内部の排気通路の通路面積を変化させることによって、排気音を調節することが可能となる。 In the exhaust control valve structured according to the present invention, the exhaust sound is produced by adjusting the rotational position of the valve member disposed inside the exhaust pipe and changing the passage area of the exhaust passage inside the exhaust pipe. It becomes possible to adjust.
そして、特に本発明に従う構造によれば、弁体を含んで構成された弁部材が、排気管の周壁に形成された弁体挿入孔を通じて排気管の外部から内部に挿し入れられて配設されるようになっている。これにより、排気管の中間部分であっても、排気管を切断することなく弁体を排気管内部に配設することが出来る。それ故、例えば一般的な自動二輪車のユーザなど、溶接等の技術や設備を持ち合わせていないユーザであっても、自身で容易に取り付けを行なうことが出来るのである。また、溶接が不要とされることから、溶接痕を残して外観を損なうことも無い。更に、部品の交換も容易に可能となることから、メンテナンス性も向上せしめられる。 In particular, according to the structure according to the present invention, the valve member including the valve body is inserted and disposed from the outside of the exhaust pipe through the valve body insertion hole formed in the peripheral wall of the exhaust pipe. It has become so. Thereby, even if it is the intermediate part of an exhaust pipe, a valve body can be arrange | positioned inside an exhaust pipe, without cut | disconnecting an exhaust pipe. Therefore, even a user who does not have welding technology or equipment, such as a general motorcycle user, can easily perform the installation by himself / herself. Further, since welding is not necessary, the appearance is not impaired by leaving a welding mark. Furthermore, since parts can be easily replaced, the maintainability can be improved.
なお、本発明における軸支持孔は、排気管の周壁を貫通しても良いし、しなくても良い。即ち、例えば、軸支持孔として周壁を貫通する貫通孔を形成して、かかる貫通孔に回動軸を挿通して支持せしめても良いし、或いは、軸支持孔として周壁を貫通することの無い凹状孔を周壁内面に形成して、かかる凹状孔に回動軸の端部を嵌め入れるようにして支持する等しても良い。 The shaft support hole in the present invention may or may not penetrate the peripheral wall of the exhaust pipe. That is, for example, a through hole that penetrates the peripheral wall as a shaft support hole may be formed, and the rotating shaft may be inserted into and supported by the through hole, or may not penetrate the peripheral wall as the shaft support hole. A concave hole may be formed on the inner surface of the peripheral wall, and the concave hole may be supported by fitting the end of the rotating shaft.
また、弁体挿入孔の具体的な形状についても、弁部材を排気管内に挿し入れることが出来る形状であれば何等限定されることは無い。好ましくは、排気管内を流れる流体の漏出や排気管の強度の低下を可及的に防止するために、弁部材の側面視形状よりもやや大きい略相似形状をもって、排気管の長手方向に沿って形成されていることが好ましい。このようにすれば、排気管の断面に占める弁体挿入孔の開口寸法を小さくすることが出来て、排気管の強度の低下を可及的に防止することが出来る。 Further, the specific shape of the valve body insertion hole is not limited as long as the valve member can be inserted into the exhaust pipe. Preferably, in order to prevent the leakage of the fluid flowing in the exhaust pipe and the decrease in the strength of the exhaust pipe as much as possible, the valve member has a substantially similar shape slightly larger than the side view shape along the longitudinal direction of the exhaust pipe. Preferably it is formed. In this way, the opening size of the valve element insertion hole occupying the cross section of the exhaust pipe can be reduced, and a reduction in the strength of the exhaust pipe can be prevented as much as possible.
さらに、本発明に係る排気制御バルブにおいては、前記弁部材の前記回動軸が少なくとも一方の軸方向端部において前記排気管を貫通して配設されており、該排気管を貫通して外部に突出せしめられた該回動軸に操作ハンドルが設けられている態様が、好適に採用され得る。 Further, in the exhaust control valve according to the present invention, the rotation shaft of the valve member is disposed through the exhaust pipe at at least one axial end, and passes through the exhaust pipe to the outside. A mode in which an operation handle is provided on the pivot shaft protruding in the direction can be suitably employed.
このようにすれば、回動軸の回動操作を容易に行なうことが出来る。なお、操作ハンドルの具体的な構造については、特に限定されることは無く、排気管の外部に突出せしめられた回動軸の端部に円板状の把持部材を設けたり、ロッド状の操作レバーを設けた構造が例示される。 In this way, the turning operation of the turning shaft can be easily performed. The specific structure of the operation handle is not particularly limited, and a disc-shaped gripping member is provided at the end of the rotating shaft protruding outside the exhaust pipe, or a rod-like operation is provided. The structure provided with the lever is illustrated.
さらに、本発明に係る排気制御バルブにおいては、前記弁部材の前記回動軸が少なくとも一方の軸方向端部において前記排気管を貫通して配設されていると共に、該排気管を貫通せしめられた該回動軸の該排気管に対する回動位置を中心軸回りの複数位置で変更可能に位置決めする係止手段が設けられており、該係止手段によって前記回動位置設定保持手段が構成されている態様が、好適に採用され得る。 Further, in the exhaust control valve according to the present invention, the rotation shaft of the valve member is disposed through the exhaust pipe at at least one axial end portion, and is passed through the exhaust pipe. Further, a locking means for positioning the rotation position of the rotation shaft with respect to the exhaust pipe so as to be changeable at a plurality of positions around the central axis is provided, and the rotation position setting holding means is configured by the locking means. The aspect which is mentioned can be employ | adopted suitably.
このようにすれば、係止手段で回動軸を係止して位置決めすることによって、排気通路を流れる流体の圧力が高圧である場合などでも、弁体の回動位置を安定して保持することが出来る。 In this way, the rotational position of the valve body can be stably held even when the pressure of the fluid flowing through the exhaust passage is high by locking and positioning the rotational shaft with the locking means. I can do it.
さらに、本発明に係る排気制御バルブにおいては、前記回動軸が、前記係止手段により、前記排気管に固着された前記蓋部材に対して位置決めされるようになっている態様が、好適に採用され得る。 Furthermore, in the exhaust control valve according to the present invention, it is preferable that the rotating shaft is positioned with respect to the lid member fixed to the exhaust pipe by the locking means. Can be employed.
このようにすれば、係止手段を蓋部材に設けることが出来る。これにより、排気管によって回動軸を係止せしめることも不要とされることから、排気管の耐久性を損なうおそれも軽減される。また、係止手段を備えた蓋部材を排気管に設けることによって、蓋部材と係止手段の両方を同時に排気管に設けることが出来て、本発明における排気制御バルブの組付け効率を向上せしめることも出来る。 If it does in this way, a latching means can be provided in a lid member. This eliminates the need to lock the rotating shaft with the exhaust pipe, thereby reducing the possibility of impairing the durability of the exhaust pipe. Further, by providing the exhaust pipe with the lid member provided with the locking means, both the lid member and the locking means can be provided at the same time on the exhaust pipe, and the assembly efficiency of the exhaust control valve in the present invention is improved. You can also
さらに、本発明に係る排気制御バルブにおいては、前記回動軸における前記蓋部材と反対側の端部が前記排気管を貫通して外部に突出せしめられており、この回動軸の突出部分に設けられた操作ハンドルと、前記回動軸と前記蓋部材との対応する位置に形成されて、該回動軸の軸方向一方向への変位で互いに当接せしめられる回動軸側当接部および排気管側当接部と、該回動軸側当接部および該排気管側当接部との間において前記回動軸の軸方向で係脱可能とされて係合により周方向の相対回動を複数位置で阻止する係合手段と、前記回動軸側当接部を前記排気管側当接部に押し付ける方向に対して、前記回動軸に軸方向の力を作用させるための軸方向力作用手段とを、設けて、該軸方向力作用手段による前記回動軸側当接部の前記排気管側当接部への押し付け状態を利用して前記係合手段を係合状態とすることによって前記回動軸を所定の回動位置に保持すると共に、該回動軸側当接部の該排気管側当接部への押し付けを解除し、該係合手段を離脱状態として前記操作ハンドルによる該回動軸の回動位置の変更を可能にすることで前記回動位置設定保持手段を構成した態様が、好適に採用され得る。 Furthermore, in the exhaust control valve according to the present invention, an end of the rotating shaft on the side opposite to the lid member is protruded to the outside through the exhaust pipe. A rotation shaft side contact portion formed at a corresponding position between the provided operation handle, the rotation shaft and the lid member and brought into contact with each other by displacement of the rotation shaft in one axial direction. And the exhaust pipe side abutting portion and the rotational axis side abutting portion and the exhaust pipe side abutting portion can be engaged and disengaged in the axial direction of the pivot shaft, and the circumferential direction relative to each other by engagement. Engagement means for preventing rotation at a plurality of positions, and for causing an axial force to act on the rotation shaft with respect to a direction in which the rotation shaft side contact portion is pressed against the exhaust pipe side contact portion. An axial force acting means, and the exhaust pipe side of the rotating shaft side contact portion by the axial force acting means The rotating means is held at a predetermined rotating position by making the engaging means into an engaged state by utilizing the pressing state against the contact portion, and the exhaust pipe side of the rotating shaft side contact portion An aspect in which the rotation position setting holding means is configured by releasing the pressing to the contact portion and allowing the operation handle to change the rotation position of the rotation shaft by releasing the engagement means. Can be suitably employed.
このようにすれば、操作ハンドルを操作して係合手段を離脱状態とすることによって弁体の回動位置を容易に調節することが出来ると共に、弁体の位置を固定する際には、軸方向力作用手段によって回動軸側当接部と排気管側当接部の押し付け状態が維持されることによって、強固に位置決め固定することが出来る。 In this way, the rotational position of the valve body can be easily adjusted by operating the operating handle to bring the engaging means into the disengaged state, and when fixing the position of the valve body, By maintaining the pressing state of the rotating shaft side contact portion and the exhaust pipe side contact portion by the directional force acting means, the positioning and fixing can be performed firmly.
そして、特に本態様においては、操作ハンドルおよび回動軸側当接部が何れも回動軸の端部に設けられていることから、弁体の回動位置を変更可能に保持する回動位置設定保持手段を構成する各部材を回動軸付近に配設して、回動位置設定保持手段をコンパクトに構成することが出来る。 In particular, in this embodiment, since the operation handle and the rotation shaft side contact portion are both provided at the end of the rotation shaft, the rotation position that holds the rotation position of the valve body in a changeable manner. Each member constituting the setting and holding means is disposed near the rotation shaft, so that the rotation position setting and holding means can be configured in a compact manner.
さらに、本発明に係る排気制御バルブにおいては、前記軸方向力作用手段による前記回動軸側当接部の前記排気管側当接部への押し付け方向と反対方向に向かって前記回動軸に軸方向の力を選択的に作用させることにより、前記軸方向力作用手段による軸方向力に抗して該回動軸を軸方向に変位させて前記回動位置設定保持手段における前記係合手段を離脱状態に保持する軸方向力解除手段を設けた態様が、好適に採用され得る。 Further, in the exhaust control valve according to the present invention, the axial force acting means moves the rotational shaft toward the rotational shaft in a direction opposite to the pressing direction of the rotational shaft side contact portion against the exhaust pipe side contact portion. By selectively applying an axial force, the engaging means in the rotational position setting holding means is displaced in the axial direction against the axial force by the axial force acting means. The aspect which provided the axial direction force cancellation | release means which hold | maintains in a detachment | leave state can be employ | adopted suitably.
このようにすれば、係合手段をより容易に離脱状態にすることが出来る。更に、かかる離脱状態を保持出来ることから、係合手段が離脱せしめられた状態下で、弁体の回動位置を容易に調節することが出来る。なお、軸方向力解除手段の具体的な構造についても、特に限定されるものでは無く、好適には、例えば、回動軸を直接に軸方向に押圧して軸方向作用力を及ぼす構造が採用され得る。 In this way, the engagement means can be easily released. Further, since the disengaged state can be maintained, the rotational position of the valve body can be easily adjusted under the state where the engaging means is disengaged. The specific structure of the axial force releasing means is not particularly limited, and preferably, for example, a structure that applies an axial acting force by directly pressing the rotating shaft in the axial direction is adopted. Can be done.
さらに、本発明に係る排気制御バルブにおいては、前記弁部材の前記回動軸を前記排気管に対して回動可能に支持せしめるころ軸受けを設けた構造が、好適に採用され得る。 Furthermore, in the exhaust control valve according to the present invention, a structure provided with a roller bearing that rotatably supports the rotating shaft of the valve member with respect to the exhaust pipe can be suitably employed.
このようにすれば、回動軸の中心軸回りの回動をより滑らかに行なうことが出来て、弁体の回動位置の設定操作をより円滑に行なうことが出来る。更に、回動軸の軸方向の変位についてもより滑らかに行なえることから、特に、前述の係合手段を設けた排気制御バルブ等においては、係合手段の係脱操作もより容易に行なうことが出来る。 In this way, the rotation of the rotation shaft around the central axis can be performed more smoothly, and the setting operation of the rotation position of the valve body can be performed more smoothly. Furthermore, since the axial displacement of the rotating shaft can be performed more smoothly, especially in the exhaust control valve provided with the aforementioned engaging means, the engaging means can be easily engaged and disengaged. I can do it.
さらに、本発明に係る排気制御バルブにおいては、前記弁体の広がり方向を前記排気管の外部から認識可能に指し示す回動位置表示手段を設けた態様が、好適に採用され得る。 Furthermore, in the exhaust control valve according to the present invention, a mode in which a rotation position display means for recognizing the spreading direction of the valve body from the outside of the exhaust pipe can be suitably employed.
このようにすれば、排気管の外部から、弁体の広がり方向を容易に把握することが出来て、弁体の回動位置の調節作業をより容易に行なうことが出来る。なお、回動位置表示手段の具体的な構造としては、各種の構造が適宜に採用可能である。例えば、回動軸の端面や、回動軸に取り付けられて回動軸と一体的に回動する部材の端面を排気管外部から視認可能に露出せしめると共に、かかる端部に、回動軸の回動位置を示す点状や直線状の目印を表示したりすることによって実現可能である。或いは、回動軸を回動せしめる操作ハンドルをロッド形状に構成して、操作ハンドルの延び出し方向を弁体の広がり方向と同じ向きに設定するなどしても良い。このようにすれば、排気管内部の弁体の広がり方向をより直感的に認識することが出来る。 If it does in this way, the spreading direction of a valve body can be grasped | ascertained easily from the exterior of an exhaust pipe, and the adjustment operation | work of the rotation position of a valve body can be performed more easily. As a specific structure of the rotation position display means, various structures can be appropriately employed. For example, the end surface of the rotation shaft and the end surface of a member attached to the rotation shaft and rotating integrally with the rotation shaft are exposed from the outside of the exhaust pipe so as to be visible, and the end of the rotation shaft This can be realized by displaying a dotted or linear mark indicating the rotation position. Alternatively, the operating handle for rotating the rotating shaft may be configured in a rod shape, and the extending direction of the operating handle may be set to the same direction as the expanding direction of the valve body. In this way, the spreading direction of the valve body inside the exhaust pipe can be recognized more intuitively.
前記回動軸の前記排気管に対する中心軸回りの回動範囲を制限する回動範囲制限手段を設けた態様が、好適に採用され得る。 A mode in which a rotation range limiting means for limiting the rotation range of the rotation shaft around the central axis with respect to the exhaust pipe can be suitably employed.
このようにすれば、弁体を必要以上に回動せしめることが防止されると共に、所定角度範囲の往復回動操作による排気通路の開度調節が可能となる。なお、本態様において、回動軸の回動範囲は、略90°程度に制限されることが望ましく、これによって、弁体の広がり方向が排気通路方向に対して略直角とされた最小開度から、弁体の広がり方向が排気通路方向と略等しくされた最大開度の範囲を設定することが出来る。 In this way, it is possible to prevent the valve body from rotating more than necessary and to adjust the opening of the exhaust passage by a reciprocating rotation operation within a predetermined angle range. In this aspect, the rotation range of the rotation shaft is preferably limited to about 90 °, and thereby, the minimum opening degree in which the spreading direction of the valve body is substantially perpendicular to the exhaust passage direction. From this, it is possible to set a range of the maximum opening in which the spreading direction of the valve body is substantially equal to the exhaust passage direction.
さらに、本発明に係る排気制御バルブにおいては、前記回動軸と前記弁体を別体形成すると共に、該回動軸には軸方向に延びるスリット状の弁体差込孔を貫設して、該弁体としての板状の弁板部材を該弁体差込孔に挿し込んで固定することにより前記弁部材を構成した態様が、好適に採用され得る。 Further, in the exhaust control valve according to the present invention, the rotating shaft and the valve body are formed separately, and a slit-like valve body insertion hole extending in the axial direction is provided through the rotating shaft. A mode in which the valve member is configured by inserting and fixing a plate-like valve plate member as the valve body into the valve body insertion hole can be suitably employed.
このようにすれば、弁体を容易に回動軸に取り付けることが出来る。そして、弁体が回動軸を貫くように固定されることから、弁部材の側面視における厚さ寸法を、回動軸の径寸法と等しくすることが出来る。これにより、排気管に形成する弁体挿入孔を小さくすることが出来て、排気管の強度の低下や排気ガスの漏出を抑えることが出来る。また、側面視における左右形状が対象とされることから、組付けに際して方向を意識することが不要とされて、組み付けをより容易にすることが出来る。 If it does in this way, a valve body can be easily attached to a rotation axis. And since a valve body is fixed so that a rotation axis may be penetrated, the thickness dimension in the side view of a valve member can be made equal to the diameter dimension of a rotation axis. Thereby, the valve body insertion hole formed in an exhaust pipe can be made small, and the fall of the intensity | strength of an exhaust pipe and the leakage of exhaust gas can be suppressed. Further, since the left and right shapes in the side view are targeted, it is not necessary to be aware of the direction when assembling, and assembling can be facilitated.
なお、本態様においては、回動板は回動軸に対してビス止めされたり、回動板との嵌め合いによって取り付けられることが好ましい。このようにすれば、溶接などを行なうこと無く、回動板を回動軸に容易に取り付けることが出来る。 In this aspect, it is preferable that the rotating plate is screwed to the rotating shaft or attached by fitting with the rotating plate. If it does in this way, a rotation board can be easily attached to a rotation axis, without performing welding etc.
さらに、本発明に係る排気制御バルブにおいては、前記弁体挿入孔の開口幅寸法が部分的に大きくされてボルト挿入孔が形成されている一方、該弁体挿入孔の開口幅寸法よりも大径とされたネジ部における頭部側の端部に切欠面が形成されて該切欠面の形成部位における外径寸法が該弁体挿入孔の開口幅寸法より小さくされた取付ボルトが用いられており、該取付ボルトの該頭部が該弁体挿入孔の該ボルト挿入孔から前記排気管の内部に挿し入れられて該ボルト挿入孔を外れた位置で該取付ボルトの該ネジ部が該切欠面の形成部位において該弁体挿入孔に挿通せしめられ、該ネジ部の該切欠面が該弁体挿入孔の開口端縁部に係止されることによりボルト中心軸方向の変位とボルト中心軸回りの回動が阻止された状態で該ネジ部が該排気管から外方に突出されていると共に、該ネジ部の該排気管からの突出部位に螺着された締付ナットによって前記蓋部材が該排気管に対して固定されている態様が、好適に採用され得る。 Further, in the exhaust control valve according to the present invention, the opening width dimension of the valve element insertion hole is partially increased to form a bolt insertion hole, but is larger than the opening width dimension of the valve element insertion hole. A mounting bolt is used in which a notch surface is formed at the head-side end of the threaded portion having a diameter, and the outer diameter dimension of the notch surface is smaller than the opening width dimension of the valve element insertion hole. And the threaded portion of the mounting bolt is notched at the position where the head of the mounting bolt is inserted into the exhaust pipe from the bolt insertion hole of the valve body insertion hole and removed from the bolt insertion hole. When the notch surface of the threaded portion is inserted into the valve body insertion hole at the portion where the surface is formed and the opening end edge of the valve body insertion hole is locked, the displacement in the bolt center axis direction and the bolt center axis The threaded portion is removed from the exhaust pipe in a state in which rotation around the motor is prevented. A mode in which the lid member is fixed to the exhaust pipe by a fastening nut that is protruded in the direction and is screwed to a projecting portion of the screw portion from the exhaust pipe can be suitably employed. .
このようにすれば、弁体挿入孔を巧く用いて蓋部材を取り付けることが出来る。即ち、切欠面を有する取付ボルトを弁体挿入孔に挿し入れることによって、取付ボルトを弁体挿入孔の開口端縁部で係止せしめて排気管内への落ち込みを防止すると共に、切欠面を弁体挿入孔の内周面に当接させることで排気管内面への当接力に基づいて締付反力を取付ボルトに及ぼすことが可能となって、安定した締め付けを行なうことが出来る。なお、ボルト挿入孔は、取付ボルトの挿し込みの容易性などを考慮して、複数形成する等しても良い。 If it does in this way, a lid member can be attached using a valve body insertion hole skillfully. That is, by inserting a mounting bolt having a notch surface into the valve body insertion hole, the mounting bolt is locked at the opening edge of the valve body insertion hole to prevent the notch surface from falling into the exhaust pipe. By abutting against the inner peripheral surface of the body insertion hole, it becomes possible to exert a tightening reaction force on the mounting bolt based on the abutting force against the inner surface of the exhaust pipe, and stable tightening can be performed. A plurality of bolt insertion holes may be formed in consideration of the ease of inserting the mounting bolts.
さらに、本発明に係る排気制御バルブにおいては、前記排気管において、前記ボルト挿入孔が、該排気管の径方向で前記軸支持孔と対向する位置に形成されると共に、該ボルト挿入孔および該軸支持孔によって前記回動軸の両端部が回動可能に支持されている態様が、好適に採用され得る。 Further, in the exhaust control valve according to the present invention, in the exhaust pipe, the bolt insertion hole is formed at a position facing the shaft support hole in the radial direction of the exhaust pipe, and the bolt insertion hole and the bolt A mode in which both end portions of the rotation shaft are rotatably supported by the shaft support hole can be suitably employed.
このようにすれば、ボルト挿入孔を回動軸の支持孔として有効に用いることが出来る。そして、回動軸の両方の端部を排気管で支持せしめることによって、安定した支持を行なうことが出来る。 If it does in this way, a bolt insertion hole can be used effectively as a support hole of a rotation axis. And stable support can be performed by supporting both ends of the rotating shaft with the exhaust pipe.
さらに、本発明に係る排気制御バルブにおいては、前記排気管に貫設された前記ボルト挿入孔及び前記軸支持孔には、それぞれ筒形状の補強部材が組み付けられており、該補強部材を介して前記回動軸の両端部が該排気管によって回動可能に支持されている態様が、好適に採用され得る。 Furthermore, in the exhaust control valve according to the present invention, a cylindrical reinforcing member is assembled to each of the bolt insertion hole and the shaft support hole penetrating the exhaust pipe, and the reinforcing member is interposed through the reinforcing member. A mode in which both end portions of the rotation shaft are rotatably supported by the exhaust pipe can be suitably employed.
このようにすれば、排気管の強度を確保することが出来ることから、排気管の破損のおそれを軽減することが出来る。また、回動軸が支持される開口をより高い精度をもって形成することが出来ることから、回動軸の回動をより滑らかに行なうことも出来る。 In this way, since the strength of the exhaust pipe can be ensured, the risk of damage to the exhaust pipe can be reduced. Further, since the opening for supporting the rotation shaft can be formed with higher accuracy, the rotation shaft can be rotated more smoothly.
さらに、本発明に係る排気制御バルブにおいては、前記排気管の外周面に沿った湾曲面形状とされた内側面において該排気管の外周面に重ね合わされると共に、該内側面と反対側の外側面が前記回動軸に直交する方向に広がる平坦面とされた蓋板部材を用い、該蓋板部材の該平坦面に対して、前記回動位置設定保持手段を構成して前記回動軸の回動位置を位置決めする排気管側当接部材を固着することによって前記蓋部材を構成した態様が、好適に採用され得る。 Furthermore, in the exhaust control valve according to the present invention, the inner surface formed in a curved surface along the outer peripheral surface of the exhaust pipe is overlapped with the outer peripheral surface of the exhaust pipe, and the outer surface on the opposite side to the inner side surface. Using a cover plate member whose side surface is a flat surface extending in a direction perpendicular to the rotation shaft, the rotation position setting and holding means is configured on the flat surface of the cover plate member to form the rotation shaft. The aspect which comprised the said cover member by adhering the exhaust pipe side contact member which positions the rotation position of this can be employ | adopted suitably.
このようにすれば、蓋板部材をプレス成形等を用いて容易且つ安価に製造することが出来る。そして、排気管側当接部材の取付部位が平坦面とされていることから、排気管側当接部材の蓋板部材への固着を容易に行なうことが出来る。また、蓋板部材が一体形成品とされていることから、弁体挿入孔を有効に覆蓋することが出来て、排気ガスの漏出を有効に防ぐことも出来る。 If it does in this way, a lid plate member can be manufactured easily and cheaply using press molding etc. And since the attachment site | part of the exhaust pipe side contact member is made into the flat surface, fixation to the cover board member of an exhaust pipe side contact member can be performed easily. Moreover, since the cover plate member is an integrally formed product, the valve element insertion hole can be effectively covered, and leakage of exhaust gas can be effectively prevented.
さらに、本発明に係る排気制御バルブにおいては、前記弁部材の前記回動軸が前記排気管から外方に突出せしめられており、この突出部分において該回動軸の軸直角方向に突出するロッドが設けられていると共に、該ロッドが断熱材で被覆されることによって前記操作ハンドルが構成されている態様が、好適に採用され得る。 Furthermore, in the exhaust control valve according to the present invention, the rotating shaft of the valve member protrudes outward from the exhaust pipe, and a rod that protrudes in a direction perpendicular to the axis of the rotating shaft at the protruding portion. In addition, a mode in which the operating handle is configured by covering the rod with a heat insulating material can be suitably employed.
このようにすれば、排気管の熱によってロッド部分が高温となった場合でも、操作ハンドルの表面が高温とされることを防いで、操作ハンドルを把持することが出来る。なお、断熱材としては、例えばフッ素樹脂やゴム材料等、断熱性の弾性を有するチューブで構成されていることが望ましい。このようにすれば、操作ハンドルの把持部の滑り止めという効果も奏し得る。 In this way, even when the rod portion becomes hot due to the heat of the exhaust pipe, it is possible to prevent the surface of the operating handle from being heated and grip the operating handle. In addition, as a heat insulating material, it is desirable to be comprised with the tube which has heat insulation elasticity, such as a fluororesin and a rubber material, for example. If it does in this way, the effect of slipping of the grip part of an operation handle can also be produced.
さらに、本発明に係る排気制御バルブにおいては、前記排気管が前記排気通路上の中間部分で分断されていると共に、かかる分断部分において差込管体が介装されることにより分断された該排気管の両側部分が接続されて連続した排気通路を備えた排気管とされており、該差込管体に対して前記弁体挿入孔が形成されて前記弁部材が組み込まれている態様が、好適に採用され得る。 Further, in the exhaust control valve according to the present invention, the exhaust pipe is divided at an intermediate portion on the exhaust passage, and the exhaust pipe divided by inserting the insertion pipe body at the divided portion. The exhaust pipe having a continuous exhaust passage connected to both side portions of the pipe, and the valve member insertion hole is formed in the insertion pipe body and the valve member is incorporated. It can be suitably employed.
このようにすれば、差込管体に対して排気制御バルブを予備組立することによって、排気制御バルブの組み付けを容易に行なうことが出来る。 In this way, the exhaust control valve can be easily assembled by pre-assembling the exhaust control valve with respect to the insertion tube body.
また、排気制御バルブの取り付け方法に関する本発明は、前記排気管の周壁において径方向一方向で対向する一方の位置に軸支持孔を形成すると共に、該軸支持孔と反対の他方の位置に長手状の弁体挿入孔を形成した後に、回動軸を有する板状の弁体を含んで構成された弁部材を、該弁体挿入孔から該排気管の内部に挿し入れると共に、該回動軸の一方の端部を該軸支持孔に嵌め入れて、該排気管に組み込み、その後、該排気管の外周面に蓋部材を重ね合わせて固着し、該弁体挿入孔を該蓋部材で覆蓋することを、特徴とする。 Further, the present invention relating to the method of mounting the exhaust control valve is to form a shaft support hole at one position opposed in one radial direction on the peripheral wall of the exhaust pipe and to extend at the other position opposite to the shaft support hole. After the valve-shaped valve body insertion hole is formed, a valve member configured to include a plate-shaped valve body having a rotation shaft is inserted into the exhaust pipe from the valve body insertion hole, and the rotation is performed. One end of the shaft is fitted into the shaft support hole and incorporated into the exhaust pipe, and then a lid member is overlapped and fixed to the outer peripheral surface of the exhaust pipe, and the valve body insertion hole is secured by the lid member. It is characterized by covering.
本発明に従う取り付け方法によれば、排気管を切断することなく、排気管の中間部分に排気制御バルブを容易に取り付けることが出来る。これにより、切断した排気管を溶接する作業も不要とされて、例えば一般的な自動二輪車のユーザなど、溶接等の技術や設備を持ち合わせていないユーザであっても、自身で容易に取り付けを行なうことが出来る。そして、本方法によれば、溶接痕を残して外観を損なうようなことも無い。更に、部品の交換も容易に行なうことが可能となることから、メンテナンス性も向上せしめられるのである。 According to the attachment method according to the present invention, the exhaust control valve can be easily attached to the intermediate portion of the exhaust pipe without cutting the exhaust pipe. This eliminates the need for welding the cut exhaust pipe. For example, even a user who does not have welding technology or equipment, such as a general motorcycle user, easily attaches himself / herself. I can do it. And according to this method, there is no such thing as leaving a welding mark and impairing the appearance. Furthermore, since parts can be easily exchanged, the maintainability can be improved.
なお、本取り付け方法において形成される軸支持孔は、排気管の周壁を貫通しても良いし、しなくても良い。即ち、例えば、軸支持孔として周壁を貫通する貫通孔を形成して、かかる貫通孔に回動軸を挿通して位置決め配設しても良いし、或いは、軸支持孔として周壁を貫通することの無い凹状孔を周壁内面に形成して、かかる凹状孔に回動軸の端部を嵌め入れるようにして位置決め配設する等しても良い。 In addition, the shaft support hole formed in this attachment method may or may not penetrate the peripheral wall of the exhaust pipe. That is, for example, a through hole that penetrates the peripheral wall as the shaft support hole may be formed, and the rotating shaft may be inserted and positioned through the through hole, or may be penetrated through the peripheral wall as the shaft support hole. A concave hole without a gap may be formed on the inner surface of the peripheral wall, and positioned and disposed so that the end of the rotating shaft is fitted into the concave hole.
さらに、本発明に係る排気制御バルブの取り付け方法においては、可撓性のシート材で形成されており、前記排気管の外周面に巻き付けられた状態で該排気管における前記軸支持孔と前記弁体挿入孔にそれぞれ対応する位置に、それら軸支持孔と弁体挿入孔を表す軸支持孔マークと弁体挿入孔マークが表示された位置決めシートを用い、該軸支持孔と該弁対挿入孔の少なくとも一方を形成する前に、該位置決めシートを該排気管の外周面に巻き付けて、目的とする該軸支持孔と該弁体挿入孔の少なくとも一方の形成位置を該位置決めシートのマークを利用して決定する態様が、好適に採用され得る。 In the exhaust control valve mounting method according to the present invention, the shaft support hole and the valve in the exhaust pipe are formed of a flexible sheet material and wound around the outer peripheral surface of the exhaust pipe. The shaft support hole and the valve pair insertion hole are used by using a positioning sheet on which the shaft support hole and the valve body insertion hole mark and the valve body insertion hole mark are displayed at positions corresponding to the body insertion holes, respectively. Before forming at least one of the above, the positioning sheet is wound around the outer peripheral surface of the exhaust pipe, and the formation position of at least one of the target shaft support hole and the valve body insertion hole is utilized using the mark on the positioning sheet Thus, the aspect determined in this way can be suitably employed.
このようにすれば、軸支持孔と弁体挿入孔の形成位置および形状を正確に把握することが出来て、排気制御バルブの取り付け作業をより容易にするとともに、作業の正確性をより高めることも出来る。 In this way, the formation position and shape of the shaft support hole and the valve element insertion hole can be accurately grasped, and the exhaust control valve can be attached more easily and the work accuracy can be further improved. You can also.
ここにおいて、位置決めシートに用いられる可撓性のシート材は、単なる普通紙や樹脂フィルムなどでも良いが、好適には、裏面の全体乃至は一部に粘着面が設けられて貼着可能とされていることが望ましい。このようにすれば、位置決めシートを排気管の所望する位置に貼着して、作業中に軸支持孔マークおよび弁体挿入孔マークの位置ずれを有効に防止することが出来る。 Here, the flexible sheet material used for the positioning sheet may be simple plain paper or a resin film, but preferably, the entire back surface or part of the back surface is provided with an adhesive surface and can be attached. It is desirable that If it does in this way, a positioning sheet can be stuck in the desired position of an exhaust pipe, and position shift of a shaft support hole mark and a valve element insertion hole mark can be prevented effectively during work.
また、軸支持孔マークおよび弁体挿入孔マークは、軸支持孔および弁体挿入孔の位置を示しうるものであれば良く、必ずしもそれらの孔と同一形状とされたものに限定されない。また、軸支持孔マークおよび弁体挿入孔マークは、台紙に印刷を施すことによって形成しても良いが、より好適には、例えば軸支持孔や弁体挿入孔の形状を有する貫通孔によって形成する等しても良い。このようにすれば、排気管の所望する位置に位置決めシートを巻回した後に、マジックなどで軸支持孔マークや弁体挿入孔マークを塗りつぶした後に台紙を剥すことによって、排気管の外周面に軸支持孔マークおよび弁体支持孔マークを転写することが出来て、軸支持孔や弁体挿入孔を穿設するに際して、排気管を直接に穿つことが出来て、作業をより容易にすることが出来る。 Further, the shaft support hole mark and the valve body insertion hole mark may be any marks that can indicate the positions of the shaft support hole and the valve body insertion hole, and are not necessarily limited to those having the same shape as those holes. Further, the shaft support hole mark and the valve body insertion hole mark may be formed by printing on the mount, more preferably, for example, formed by a through hole having the shape of a shaft support hole or a valve body insertion hole. You may do it. In this way, after winding the positioning sheet at the desired position of the exhaust pipe, and then painting the shaft support hole mark and valve element insertion hole mark with a magic or the like, the backing sheet is peeled off, so that the outer peripheral surface of the exhaust pipe is removed. The shaft support hole mark and the valve body support hole mark can be transferred, and when the shaft support hole and the valve body insertion hole are drilled, the exhaust pipe can be directly drilled to facilitate the work. I can do it.
また、本発明に係る排気制御バルブの取り付け方法においては、前記排気管の周壁において径方向一方向で対向する一方の位置に軸支持孔を形成すると共に、該軸支持孔と反対の他方の位置に前記弁体挿入孔を形成するに際して、該排気管において該軸支持孔と同一径方向線上で対向位置する中央貫通孔を穿孔し、その後、該中央貫通孔から両側にそれぞれ直線的に延びるスリットを切削形成することによって目的とする該弁体挿入孔とすると共に、該弁体挿入孔を通じて該排気管の内部に挿し入れた前記弁部材における前記回動軸の両端を該軸支持孔と該中央貫通孔によって回動可能に支持させて組み付ける態様が、好適に採用され得る。 In the exhaust control valve mounting method according to the present invention, the shaft support hole is formed at one position facing the radial wall in one radial direction on the peripheral wall of the exhaust pipe, and the other position opposite to the shaft support hole. When the valve body insertion hole is formed, a central through hole is formed in the exhaust pipe so as to be opposed to the shaft support hole on the same radial direction line, and then the slit extends linearly from the central through hole to both sides. The valve member insertion hole is formed by cutting the valve member, and both ends of the rotating shaft of the valve member inserted into the exhaust pipe through the valve body insertion hole are connected to the shaft support hole and the shaft member. A mode in which the center through hole is rotatably supported and assembled can be suitably employed.
このようにすれば、中央貫通孔に切削工具を挿し込んでスリットを切削形成出来ることから、弁体挿入孔を容易に形成することが出来る。なお、本態様における中央貫通孔は、例えば、請求項11におけるボルト挿入孔を構成するものとして形成され得る。 By doing so, the cutting tool can be inserted into the central through hole and the slit can be cut and formed, so that the valve body insertion hole can be easily formed. In addition, the center through-hole in this aspect can be formed as what comprises the bolt insertion hole in Claim 11, for example.
また、排気制御バルブの組立セットに関する本発明は、前記排気制御バルブを得るための排気制御バルブの組立セットであって、前記弁部材及び前記蓋部材を構成部材として含んでおり、該弁部材は、別途に準備された車両の排気管に対して前記弁体挿入孔を形成することで該弁体挿入孔から該排気管の内部に挿し入れられる構造をもって構成されていると共に、該蓋部材は、該弁部材が差し入れられた後に該排気管の外周面に取り付けられることにより該弁体挿入孔を覆蓋する構造をもって構成されていることを、特徴とする。 Further, the present invention related to an assembly set of exhaust control valves is an assembly set of exhaust control valves for obtaining the exhaust control valve, and includes the valve member and the lid member as constituent members, The valve body insertion hole is formed in a separately prepared vehicle exhaust pipe so that the valve body insertion hole is inserted into the exhaust pipe, and the lid member is The valve member is inserted into the outer peripheral surface of the exhaust pipe and then has a structure for covering the valve element insertion hole.
本発明に従う組立セットを用いれば、排気管を切断することなく、排気管の中間部分に排気制御バルブを容易に取り付けることが出来る。これにより、例えば本組立セットを自動二輪車のユーザに提供することによって,溶接などの技術を有しない一般的なユーザであっても、本発明に従う排気制御バルブを排気管に組み付けることが出来て、排気音の調節手段を得ることが出来る。 If the assembly set according to the present invention is used, an exhaust control valve can be easily attached to an intermediate portion of the exhaust pipe without cutting the exhaust pipe. Thus, for example, by providing this assembly set to a user of a motorcycle, even a general user who does not have a technique such as welding can assemble the exhaust control valve according to the present invention to the exhaust pipe, Exhaust sound adjustment means can be obtained.
さらに、本発明に係る排気制御バルブの組立セットにおいては、前記位置決めシートを構成部材として含む態様が、好適に採用される。 Furthermore, in the assembly set of the exhaust control valve according to the present invention, an aspect including the positioning sheet as a constituent member is suitably employed.
ここにおいて、位置決めシートは、径寸法の異なる幾つかの排気管に対応出来るように用意されていることが望ましい。即ち、例えば、予め軸支持孔マークと弁体挿通孔マークとの離隔距離が異ならされた数枚の位置決めシートを用意したり、一つのシート上に離隔距離が異ならされた数組の軸支持孔マークと弁体挿通孔マークが表示された位置決めシートが用意されていることが望ましい。特に自動二輪車の排気管に適用するような場合には、予め広く普及している幾つかの車種の排気管の径寸法に対応した位置決め用シートが含まれていることが望ましい。 Here, it is desirable that the positioning sheet is prepared so as to be compatible with several exhaust pipes having different diameters. That is, for example, several positioning sheets with different separation distances between the shaft support hole mark and the valve element insertion hole mark are prepared in advance, or several sets of shaft support holes with different separation distances on one sheet. It is desirable that a positioning sheet on which the mark and the valve element insertion hole mark are displayed is prepared. In particular, when the present invention is applied to an exhaust pipe of a motorcycle, it is desirable that a positioning sheet corresponding to the diameter dimension of the exhaust pipe of some types of vehicles widely used in advance is included.
さらに、本発明に係る排気制御バルブの組立セットにおいては、前記排気管に対して前記弁体挿入孔を形成するための切削工具を構成部材として含む態様が、好適に採用され得る。 Furthermore, in the assembly set of the exhaust control valve according to the present invention, a mode in which a cutting tool for forming the valve body insertion hole in the exhaust pipe is included as a constituent member can be suitably employed.
このようにすれば、軸支持孔および弁体挿入孔を本切削工具を用いて形成出来ることから、弁体挿通孔を形成するに際して別途に特別な道具を用意すること無く、排気制御バルブの取り付けを行なうことが出来る。 In this way, since the shaft support hole and the valve body insertion hole can be formed using this cutting tool, the exhaust control valve can be attached without preparing a special tool when forming the valve body insertion hole. Can be done.
以下、本発明を更に具体的に明らかにするために、本発明の実施形態について、図面を参照しつつ、詳細に説明する。なお、以下の説明において、上下方向とは、原則として,図2における上下方向をいうものとする。 Hereinafter, in order to clarify the present invention more specifically, embodiments of the present invention will be described in detail with reference to the drawings. In the following description, in principle, the vertical direction means the vertical direction in FIG.
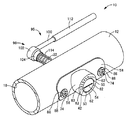
図1には、本発明の第一の実施形態としての排気制御バルブ10を備えた自動二輪車用の排気管12が概略的に示されている。
FIG. 1 schematically shows an
排気管12は、ステンレス鋼によって形成されており、全体として円筒形状を呈している。また、排気管12は、その軸方向一方の端部が内燃機関としてのエンジン14に接続されていると共に、軸方向他方の端部がマフラ16に接続されている。そして、エンジン14から排出された排気ガスが排気管12内に形成された排気通路18(図2参照)を通り、マフラ16によって圧力と温度が下げられてから、大気中に排出されるようになっている。このことから明らかなように、本実施形態では、排気管12によって排気通路18の通路壁が構成されている。
The
図2及び図3に、排気制御バルブ10を示す。排気制御バルブ10は、排気管12において、マフラ16との接続部分付近に備えられており、排気管12内に形成された排気通路18上に配される弁部材としてのバルブ本体20を含んで構成されている。このバルブ本体20は、回動軸としてのシャフト22に対して別体として形成された板状の弁体としての回転板24が一体的に取り付けられて構成されている。
2 and 3 show the
詳細には、回転板24は、全体として、排気管12の内径寸法よりも小さな外径寸法を有する円板形状とされており、ステンレス鋼によって形成されている。そして、図4に示すように、回転板24の直径上には、一対のビス孔26,26が貫設されている。
In detail, the rotating
一方、シャフト22は、略一定の円形断面をもって軸方向にストレートに延びる形状とされており、ステンレス鋼によって形成されている。特に、本実施形態では、シャフト22の軸方向寸法は、排気管12の外径寸法よりも十分に大きくされている。また、シャフト22の軸方向略中間部分には、シャフト22を径方向に貫通して軸方向に延びるスリット28が貫設されている。かかるスリット28の軸方向長さ寸法は、回転板24の外径寸法よりも僅かに大きくされている。更に、シャフト22には、スリット28と直交するようにして、一対のビス孔30、30が径方向に延びて形成されている。なお、ビス孔30,30は本実施形態においてはシャフト22を貫通しない程度の長さ寸法とされているが、シャフト22を貫通しても良い。更に、シャフト22の軸方向両端部には、一対のピン挿通孔31,32がスリット28の貫通方向と略同じ方向で径方向に貫設されている。
On the other hand, the
そして、シャフト22のスリット28に回転板24が挿し入れられて、回転板24のビス孔26,26とシャフト22のビス孔30、30が位置合わせされた状態で弁体固定ビス34,34が挿し通されることによって、回転板24がシャフト22に固定されるようになっている。ここにおいて、図5に示すように、弁体固定ビス34における頭部36の端面はシャフト22と略等しい曲率をもった曲面形状とされており、これにより、弁体固定ビス34の頭部36がシャフト22から突出することなく、シャフト22の外周面と滑らかに連続するようになっている。また、このようにして構成されたバルブ本体20は、回転板24がシャフト22の直径上を貫通した状態で固定されていることによって、側面視において左右対称の形状とされている。
Then, the
そして、このように構成されたバルブ本体20のシャフト22の両端部が、排気管12の周壁に形成された軸支持孔38と中央貫通孔としてのボルト挿入孔40に挿し通されて支持されることによって、バルブ本体20が、排気管12に対して、中心軸回りに回動可能且つ軸直角方向で変位不能に支持されている。
Then, both end portions of the
軸支持孔38とボルト挿入孔40は、それぞれ、シャフト22の径寸法と略等しい径寸法の貫通孔とされており、排気管12の径方向において対向する位置に形成されている。これにより、バルブ本体20のシャフト22および回動板24は、排気通路18の通路方向に対して略直交する方向に配設されるようになっている。
Each of the
このようにして排気通路18上に配されるバルブ本体20には、シャフト22のボルト挿入孔40から突出せしめられた側の端部において、回動軸側当接部を構成する回動軸側当接部材としてのシャフト側当接部材42が固定的に設けられて、シャフト22と一体的に回動せしめられるようになっている。シャフト側当接部材42は、ステンレス鋼によって形成されており、略一定の円形断面をもって軸方向に延びる円柱状部43と、軸方向外方にゆくに連れて拡径せしめられたテーパ状部44を有する全体として厚肉の円形ブロック形状を呈している。
In this way, the
そして、円柱状部43には、シャフト22の径寸法と略等しい径寸法をもって中心軸状に延びるシャフト挿通孔46が形成されている。なお、本実施形態におけるシャフト挿通孔46は、円柱状部43の軸方向寸法よりもやや大きく、僅かにテーパ状部44に至る程度の軸方向寸法をもって形成されている。更に、円柱状部43には、ピン挿通孔48が径方向に貫設されている。かかるピン挿通孔48の径寸法は、シャフト22におけるピン挿通孔31と略等しい径寸法とされている。一方、テーパ状部44には、全周に亘って鋸刃状の係止歯50が形成されている。
The
そして、シャフト側当接部42のシャフト挿通孔46にシャフト22が挿し込まれて、シャフト側当接部材42のピン挿通孔48と、シャフト22のピン挿通孔31が位置合わせされた状態で、固定ピン52が挿し通されることによって、シャフト側当接部材42が、シャフト22の端部に一体的に回動するように取り付けられている。
Then, the
ここにおいて、シャフト側当接部材42におけるテーパ状部44側の端面には、ピン挿通孔48と同じ方向に延びる直線状の目印54が刻設されており、シャフト側当接部材42がシャフト22に固定された状態において、目印54の延び出し方向が回転板24の広がり方向と略同じ向きとなるようにされている。これにより、排気管12の外部からバルブ本体20の回動位置が認識可能とされており、本実施形態においては、目印54によって回動位置表示手段が構成されている。なお、回動位置表示手段としての目印54は回転板24の広がり方向を指し示し得るものであれば何等限定されることは無く、例えば直線形状に限らず矢印形状や三角形状の目印を刻設したり、テーパ状部44側における端面の外周縁部に丸状の目印を刻設したりしても良い。また、何等かの目印を刻設するに限らず、突起状の目印を形成する等しても良い。
Here, a
そして、排気管12の外周面には、シャフト側当接部材42に対向せしめられるような位置において、排気管側当接部を構成する排気管側当接部材56がカバー部材58を介して固定的に設けられている。排気管側当接部材56は、ステンレス鋼によって形成されており、全体として、略円筒状のブロック形状を有している。そこにおいて、排気管側当接部材12のカバー部材58側の端面は、カバー部材58の外周面に沿うようにして側面視において円弧状に湾曲せしめられた湾曲面とされている。
An exhaust pipe
また、排気管側当接部材56の中心軸上を貫通する貫通孔60はシャフト側当接部材42における円柱状部43の外径寸法より僅かに大きな内径寸法をもって形成されている。そして、貫通孔60におけるカバー部材58と反対側の端部は、シャフト側当接部材42のテーパ状部44と対応するように軸方向外方に行くに連れて拡径せしめられたテーパ形状とされると共に、その内周面には、周方向の全周に亘って複数の係止歯62が形成されている。また、カバー部材58と反対側の端面には、係止歯62の1/4に亘って、各係止歯62に対応する目印63が刻設されている。なお、図3及び後述する図8では、係止歯62の図示を省略して簡潔表示した。
Further, the through
このような構造とされた排気管側当接部材56は、カバー部材58に取り付けられる。カバー部材58は、ステンレス鋼から形成されており、排気管12の外周に沿うように湾曲せしめられると共に、排気管12に形成された後述する弁体挿入孔70の長さ寸法よりもやや大きな長さ寸法を有する板状の部材とされている。
The exhaust pipe
かかるカバー部材58には、一対のビス孔64、64が貫設されている。一方、排気管側当接部材56においてカバー部材58と重ね合わされる端面にも、一対のビス孔66、66が形成されている(図13参照)。そして、カバー部材58のビス孔64、64と排気管側当接部材56のビス孔66、66が重ね合わされた状態で、カバー部材58の排気管側当接部材56の反対側から取付ビス68,68が挿し込まれることによって、排気管側当接部材56とカバー部材58が一体的に固定されるようになっている。このように、本実施形態においては、排気管側当接部材56およびカバー部材58を含んで蓋部材が構成されている。
The
さらに、カバー部材58には、シャフト22の外径寸法と略等しい径寸法を有するシャフト挿通孔68が貫設されており、排気管12への取り付け状態において、かかるシャフト挿通孔68にシャフト22が挿通されるようになっている。
Further, the
かかるカバー部材58は、排気管12に貫設された弁体挿入孔70を復蓋するようにして、排気管12の外周面に取り付けられるようになっている。排気管12に貫設される弁体挿入孔70は、図6に示すように、ボルト挿通孔40の径寸法よりも小さな幅寸法を有すると共に、排気管12の排気通路と略同じ方向をもって直線状に延びる一対の直線状孔72,72がボルト挿通孔40を中心として両側に延び出す形状とされている。ここにおいて、直線状孔72,72は、回転板24の半径寸法よりもやや大きな長手方向寸法を有すると共に、回転板24の厚さ寸法よりも僅かに大きな幅寸法をもって形成されている。要するに、弁体挿入孔70は、ボルト挿通孔40および直線状孔72,72を含んで構成されて、バルブ本体20の側面形状よりもやや大きな略相似形状をもって形成されており、これによって、弁体挿入孔70を通じてバルブ本体20を排気管12の外部から内部に挿し入れることが可能とされている。
The
そして、このような形状とされた弁体挿入孔70の長手方向両端部に、溝付ボルト74,74が挿し入れられるようになっている。図7に、溝付ボルト74を示す。溝付ボルト74におけるネジ部76の頭部78側の端部には、切欠面として平行な二面が形成されており、それぞれの面が、溝80,80とされている。これにより、溝付ボルト74のネジ部76と頭部78との接続部には、板状の首部82が形成されている。ここにおいて、首部82のネジ軸方向の幅寸法:Wは、排気管12の周壁の幅寸法よりも僅かに大きくされると共に、溝80,80の底部間の距離:Bは、弁体挿入孔70における直線状孔72の幅寸法よりも僅かに小さくされている。一方、ネジ部76の径寸法は、直線状孔72の幅寸法よりも大きくされている。また、溝付ボルト74の頭部78の外径寸法は、ボルト挿通孔40の径寸法よりも小さくされている。
And the
そして、溝付ボルト74、74が、弁体挿入孔70におけるボルト挿通孔40に頭部78から挿し入れられると共に、首部82を直線状孔72に差し入れた状態で、直線状孔72に沿って移動せしめられることによって、弁体挿入孔70の両端部に、溝付ボルト74,74がネジ部76を排気管12の外方に突出せしめた状態で位置せしめられる。ここにおいて、平坦な首部82が排気管12の周壁に係止せしめられることによって、溝付ボルト74,74は、弁体挿入孔70の両端部において回転不能に位置せしめられるようになっている。
Then, the grooved
このように、弁体挿入孔70の両端部において突出せしめられた溝付ボルト74,74が、カバー部材58に貫設されたボルト挿通孔84,84に挿し通されて、カバー部材58を挟んでワッシャ86、86、ナット88,88が締め付けられることによって、カバー部材58およびカバー部材58に取り付けられた排気管側当接部材56が排気管12の外周面に取り付けられるようになっていると共に、弁体挿入孔70の全体がカバー部材58によって覆蓋されるようになっている。なお、本実施形態においては、取付ボルトとして、上述の如き特定形状を有する溝付ボルト74を用いていたが、取付ボルトとしては、弁体挿入孔70から排気管12の内部への抜け落ちを防止すると共に、ナット88の締め付けに際してのトルク反力が得られるものであれば良いのであって,例えば,かしめボルト等を用いることも可能である。
In this way, the grooved
なお、カバー部材58と排気管12との間には、例えばフッ素樹脂やシリコーン樹脂等の耐熱性を有する材料から形成された耐熱パッキン90が配設されている。耐熱パッキン90は、弁体挿入孔70と略同様の形状を有しており、その中央部分には、ボルト挿通孔40と略等しい内径寸法を有し、ボルト挿通孔40よりも大きな外径寸法を有する中央円環部92が形成されていると共に、中央円環部92から両側に直線状に延び出す一対の直線状部94、94が形成されている。
In addition, between the
そして、中央円環部92にシャフト22が挿し通された状態で、耐熱パッキン90が弁体挿入孔70を復蓋するように重ね合わされると共に、カバー部材58によって排気管12の外周面に押し付けられる。ここにおいて、直線状部94,94の長手方向および幅方向寸法は、何れも弁体挿入孔70における直線状孔72,72の長手方向および幅方向寸法よりもやや大きな寸法をもって形成されていると共に、直線状部94、94において溝付ボルト74に対応する位置には、それぞれボルト挿通孔95、95が貫設されている。そして、弁体挿入孔70と耐熱パッキン90の重ね合わせ状態において、ボルト挿通孔95,95を通じて溝付ボルト74が突出せしめられるようになっている。これにより、弁体挿入孔70の略全体を耐熱パッキン90で覆蓋することによって、排気通路18を流れる流体の漏出を抑えることが出来る。
Then, with the
一方、シャフト22におけるシャフト側当接部材42が設けられた側と反対側において排気管12から突出せしめられた端部には、操作部材96が取り付けられている。操作部材96は、略円形ブロック形状を有する回転金具98に、ロッド状の操作ハンドル100が一体的に取り付けられた構造とされている。
On the other hand, an
回転金具98は、ステンレス鋼から形成されており、円形ブロック形状を有するハンドル取付部102と、ハンドル取付部102よりもやや小さな外径寸法を有する円筒状部104が一体的に形成されている。ここにおいて、円筒状部104における中央孔106の内径寸法は、シャフト22の外径寸法と略等しくされている。また、円筒状部104には、径方向に貫通するピン挿通孔108が形成されており、かかるピン挿通孔108の径寸法は、シャフト22の端部に形成されたピン挿通孔32の径寸法と略等しくされている。
The
また、回転金具98のハンドル取付部102には、ロッド状の操作ハンドル100が取り付けられている。ここにおいて、操作ハンドル100は、その延び出し方向がピン挿通孔108の延び出し方向と同じ向き、換言すれば、シャフト22の軸直角方向となるように、ハンドル取付部102に取り付けられている。また、操作ハンドル100には、例えばフッ素樹脂等の耐熱性を有する材料から形成された耐熱チューブ112が外周部分を覆うように取り付けられている(図2参照)。これにより、排気管12の熱の影響を受けて操作ハンドル100が高温状態となった場合でも把持し易いようにされている。なお、操作ハンドル100のハンドル取付部102への取付構造は何等限定されることは無く、例えば溶接しても良いし、操作ハンドル100の端部にネジを形成すると共に、ハンドル取付部102にネジ孔を形成して、操作ハンドル100をねじ込んで固定する等しても良い。或いは、回転金具98と操作ハンドル100を一体的に形成する等しても良い。
A rod-shaped operation handle 100 is attached to the
このような構造とされた操作部材96は、円筒状部104がシャフト22の端部に外挿されて、円筒状部104のピン挿通孔108とシャフト22のピン挿通孔32が位置合わせされた状態で固定ピン110が挿し通されることによって、シャフト22の端部に固定されるようになっている。ここにおいて、操作ハンドル100の延び出し方向が、円筒状部104のピン挿通孔108と同じ方向とされていることから、操作部材96がシャフト22に固定された状態において、操作ハンドル100の延び出し方向が回転板24の広がり方向と略同じ向きとなるようにされている。
In the
また、シャフト22の端部に固定された回転金具98の円筒状部104と排気管12の外周面との対向面間には、軸方向力作用手段としての圧縮コイルスプリング114が軸方向に圧縮せしめられてシャフト22に外挿された状態で配されている。これにより、圧縮コイルスプリング114の付勢力が、バルブ本体20(シャフト22)に対して、シャフト22の軸方向であってシャフト側当接部材42を排気管側当接部材56に押し付ける方向に、常時、及ぼされるようになっており、シャフト側当接部材42の係止歯50と排気管側当接部材56の係止歯62が噛合状態に維持されて、シャフト22が回転不能に位置決めされるようになっている。このように、本実施形態においては、シャフト側当接部材42の係止歯50および排気管側当接部材56の係止歯62を含んで係合手段および係止手段が構成されている。
Further, a
なお、本実施形態においては、圧縮コイルスプリング114が配設された排気管12の外周面に対して、円環形状の耐熱パッキン116が、その中心孔においてシャフト22に挿通された状態で重ね合わされていると共に、かかる耐熱パッキン116に対して、ワッシャ118が同軸状に配されて重ね合わされている。耐熱パッキン116は、排気管12に貫設された軸支持孔38からの流体の漏出を抑えるためのものであり、例えばフッ素樹脂やシリコーン樹脂等の耐熱性を有する材料から形成されている。そして、圧縮コイルスプリング114の付勢力が(シャフト22に対する当接反力として)ワッシャ118に及ぼされるようになっており、ワッシャ118を介して、耐熱パッキン116が排気管12の外周面に押し付けられて、シール性が確保されるようになっている。
In the present embodiment, an annular heat-
このような構造とされた排気制御バルブ10におけるバルブ本体20の回動位置を設定する、即ち、排気音を調節するには、先ず、ユーザや整備士等の作業者が操作ハンドル100を把持して、排気管12側に向けて押圧操作する。これにより、図8に示すように、バルブ本体20を、圧縮コイルスプリング114の付勢力に抗して、排気管側当接部材56が設けられた方向に対して相対変位せしめ、シャフト側当接部材42に形成された係止歯50と排気管側当接部材56に形成された係止歯62との係合を解除する。
In order to set the rotational position of the
次に、シャフト側当接部材42における係止歯50と排気管側当接部材56に形成された係止歯62との係合を解除した状態を維持しつつ、即ち軸方向の外力をシャフト22に及ぼしたままの状態で、操作ハンドル100を回転することによって、バルブ本体20を所望の回動位置まで回動せしめる。
Next, while maintaining the state in which the engagement between the locking
その後、操作ハンドル100に対する軸方向外力による押圧操作を止める。これにより、バルブ本体20を、圧縮コイルスプリング114の付勢力によって、排気管12に向けて相対変位せしめ、シャフト側当接部材42に形成された係止歯50を排気管側当接部56に形成された係止歯62に噛合せしめる。
Thereafter, the pressing operation by the axial external force on the operation handle 100 is stopped. As a result, the
このようにして、バルブ本体20を所望の位置に変更して、かかる位置に保持せしめることが出来る。これにより、排気管12の通路断面積を調節することが出来て、排気音の調節が可能となるのである。このことから明らかなように、本実施形態においては、シャフト側当接部材42、排気管側当接部材56、圧縮コイルスプリング114、操作ハンドル100を含んで回動位置設定保持手段が構成されている。
In this way, the
このような構造とされた排気制御バルブ10においては、シャフト側当接部材42や操作部材96がシャフト22の両端部に取り付けられると共に、シャフト側当接部材42と排気管側当接部材56との係合状態を維持する圧縮コイルスプリング114がシャフト22に外挿せしめられており、排気音の調節に必要な部材がシャフト22と同一中心軸上においてコンパクトにまとめることが可能とされている。
In the
また、このような構造とされた排気制御バルブ10においては、排気音の調節のみならず、エンジン14の出力特性を変化させることも可能となる。即ち、バルブ本体20の傾斜角度(排気管12の中心軸に対する回転板24の面の交差角度)を小さくしてバルブ本体20を排気管12内で寝かせることにより、排気効率を向上させて高速回転域でのエンジンの伸びを実現させたり、或いは、バルブ本体20の傾斜角度を大きくしてバルブ本体20を排気管12内で立てることにより、排気効率をダウンさせて低回転域での大きなトルク特性を発現させたりすることも可能となる。
In the
そして、本実施形態における排気制御バルブ10によれば、上述の如き簡易な操作によって、確実且つ速やかにバルブ本体20の回動位置の調節をすることが可能とされていることから、ユーザ自身がバルブ本体20の回動位置の変更を行なうことが可能とさているのである。
And according to the
次に、上述の如き排気制御バルブ10の組立方法について説明する。先ず、図9(a)および(b)に示すように、排気管12に軸支持孔38および弁体挿入孔70を穿設するために、排気管12の所望する位置に位置決めシール120を巻回して貼着する。
Next, a method for assembling the
位置決めシール120は、図10に示すように、可撓性を有するシート材としての長尺シート状の台紙122に、軸支持孔38と同じ形状を有する軸支持孔マーク124と、弁体挿入孔70と同じ形状を有する弁体挿入孔マーク126が穿設された構造とされている。
As shown in FIG. 10, the
より詳細には、台紙122は、排気管12の外径の周方向長さ寸法の略半分よりも大きな縦寸法を有すると共に、弁体挿入孔70の長手方向寸法よりも大きな幅寸法をもって形成されている。なお、台紙122は、単なる普通紙などでも良いが、より好適には、裏面の一部乃至は全体に粘着面が形成されて、排気管12に貼着可能とされているものが望ましい。
More specifically, the
一方、軸支持孔マーク124および弁体挿入孔マーク126は、それぞれ、台紙122を軸支持孔38、弁体挿入孔70の形状に貫通せしめられた貫通孔として形成されている。ここにおいて、軸支持孔マーク124の中心と、弁体挿入孔マーク126におけるボルト挿通孔40に対応するボルト挿通孔部128の中心は、台紙122の縦方向で一直線上に並んで位置せしめられていると共に、軸支持孔マーク124の中心とボルト挿通孔部128の中心との台紙122の縦方向での離隔距離は、排気管12の外径の半周寸法と等しくされている。
On the other hand, the shaft
そして、かかる位置決めシール120を排気管12に巻回して固定した状態で、マジックなどで軸支持孔マーク124および弁体挿入孔マーク126を上から塗りつぶすことによって、排気管12に軸支持孔マーク124および弁体挿入孔マーク126の形状を転写する。これにより、排気管12の径方向の対向位置に、軸支持孔38と弁体挿入孔70の形成位置が表示されることとなる。
Then, in a state where the
次に、台紙122を排気管12から剥し、排気管12に表示された軸支持孔38と弁体挿入孔70の形成位置の形状に従って、ドリルや鋸等の切削工具を用いて切削する等して、軸支持孔38および弁体挿入孔70を穿設する。
Next, the
ここにおいて、弁体挿入孔70を穿設する際には、例えば図11および図12に示す切削工具132が好適に用いられる。切削工具132は、把持部134に鋸状の刃部136が取り付けられた構造とされている。ここにおいて、刃部136の
切削方向の幅寸法:W1は、弁体挿入孔70におけるボルト挿通孔40の径寸法よりも小さくされると共に、切削方向と垂直方向の幅寸法:W2は、弁体挿入孔70における直線状孔72の幅寸法と略等しくされている。
Here, when drilling the valve
このような切削工具132を用いれば、例えばドリルなどでボルト挿通孔40を穿設した後に、形成したボルト挿通孔40に切削工具132の刃部136を挿し込んで、弁体挿入孔マークに沿って移動せしめることによって、直線状孔72を容易に形成することが出来る。
If such a
なお、切削工具132の刃部136にはボルト挿通孔138,138が貫設された取付板部140が形成されて、把持部134に対してボルト142、142およびナット144,144などによって取り外し可能に取り付けられていることが好ましい。このようにすれば、例えば刃部136が欠損した場合には、刃部136のみを交換することが可能であるし、刃部136を把持部134から取り外して、電動工具に取り付ける等することが出来る。
In addition, a mounting
このようにして軸支持孔38および弁体挿入孔70を形成した排気管12に対して、図13に示すように、各部材を組み付ける。
As shown in FIG. 13, the members are assembled to the
先ず、カバー部材58に、排気管側当接部56を取り付ける。かかる取り付けは、前述のように、カバー部材58のビス孔64,64と排気管側当接部56のビス孔66,66を重ね合わせた状態で、カバー部材58の側から取付ビス68,68によってネジ止めする。
First, the exhaust pipe
次に、バルブ本体20のシャフト22の端部を、耐熱パッキン90、カバー部材58のシャフト挿通孔68の順で挿し通して、排気管側当接部56の外方に突出せしめる。なお、図13に示すバルブ本体20は、前述の図4に示す方法で予め組み立てられたものである。
Next, the end portion of the
そして、排気管側当接部材56から突出せしめられたシャフト22の端部に対して、シャフト側当接部材42を嵌め込むと共に、シャフト22のピン挿通孔31とシャフト側当接部材42のピン挿通孔48を互いに位置合わせした状態で、固定ピン52を挿し通すことによって、シャフト22の端部に当接部材42を取り付ける。これにより、カバー部材58とバルブ本体20が一体的に取り付けられることとなる。
The shaft
続いて、溝付ビス74,74を、弁体挿入孔70のボルト挿通孔40に頭部78から差し入れて、首部82を直線状孔72に係合せしめた状態で、直線状孔72の端部にまで移動せしめる。
Subsequently, the
そして、バルブ本体20の回転板24の広がり方向を直線状孔72の延び出し方向に合わせた状態で、バルブ本体20を弁体挿入孔70に挿し込んで、シャフト22のピン挿通孔32が形成された側の端部を、排気管12の軸支持孔38に挿し通して排気管12の外周側に突出せしめると同時に、カバー部材58のボルト挿通孔84、84に、弁体挿入孔70から突出せしめられた溝付ボルト74,74を挿し通す。その後、溝付ボルト74,74にカバー部材58の側からワッシャ86、86およびナット88,88を締め付ける。これにより、バルブ本体20が軸支持孔38およびボルト挿通孔40で支持されて排気管12の内部に配設されると共に、カバー部材58が排気管12に固定される。
Then, the
次に、排気管12の軸支持孔38から突出せしめられたシャフト22の端部に対して、耐熱パッキン116、ワッシャ118、圧縮コイルスプリング114を当該順序で外挿した後に、回転金具98を嵌め込むように外挿せしめる。そして、回転金具98に形成されたピン挿通孔108と、シャフト22に形成されたピン挿通孔32を位置合わせした状態で、固定ピン110を挿し通すことによって、シャフト22の端部に、回転金具98が固定される。以上により、排気制御バルブ10の組立が完了する。
Next, the heat-
以上の組立方法から明らかなように、本実施形態における排気制御バルブ10は、排気管12に穿設した弁体挿入孔70からバルブ本体20を挿し入れることによって、排気管12の中間部分であっても、排気管12を切断することなく、排気制御バルブ10を組み付けることが出来る。これにより、溶接などを行なう必要もなく、一般的な自動二輪車のユーザなどでも、自ら取り付けを行なうことが出来る。
As is apparent from the above assembly method, the
また、本実施形態における排気制御バルブ10は、各部材が容易に取り外し可能とされていることから、部品を交換することも容易とされて、メンテナンス性を向上せしめることも出来る。
In addition, since the
なお、上述の如き組立によって排気制御バルブ10を取り付けるためには、上述のバルブ本体20およびカバー部材58やシャフト側当接部材42、排気管側当接部材56を含んでなる図13に示した各構成部品、位置決めシール120、および切削工具132を含んだ組立セットとして提供されることが望ましい。このようにすれば、別途に特別な部材や工具を用意することなく、排気制御バルブ10の取り付けを行なうことが出来る。なお、排気制御バルブの組立セットを提供する際には、前述の各構成部品を予め組み立てた状態で提供するなどしても良い。即ち、例えば、前述の実施形態において、排気管側当接部材56が取り付けられたカバー部材58にバルブ本体20のシャフト22を挿し通して、かかるシャフト22の突出端部にシャフト側当接部材42を組み付けた状態で提供するなどしても良い。
In order to mount the
さらに、例えば自動二輪車に取り付ける排気制御バルブの組立セットとして提供する場合などには、位置決めシール120としては、広く普及している幾つかの車種の排気管に対応できるように、軸支持孔マーク124と弁体挿入孔マーク126との離隔距離が異ならされた複数種類が用意されていることが望ましい。具体的には例えば、予め軸支持孔マーク124と弁体挿入孔マーク126との離隔距離が異ならされた数枚の位置決めシール120を用意したり、一つの軸支持孔マーク124に対して、離隔距離が異ならされた複数の弁体挿入孔マーク126が形成された位置決めシール120を提供するなどしても良い。
Further, for example, when providing as an assembly set of an exhaust control valve attached to a motorcycle, the shaft
以上、本発明の一実施形態について詳述してきたが、これはあくまでも例示であって、本発明は、かかる実施形態における具体的な記載によって、何等、限定的に解釈されるものではない。 As mentioned above, although one Embodiment of this invention was explained in full detail, this is an illustration to the last, Comprising: This invention is not limited at all by the specific description in this Embodiment.
以下に、前述の実施形態とは異なる好適な構成を幾つか示すが、本発明が以下の具体的な構成に限定されるものではないことが理解されるべきである。なお、以下に記載の各構成において、前述の実施形態と実質的に同じ部材については、前述の実施形態と同一の符号を付することによって、詳細な説明を省略する。 Hereinafter, several preferred configurations different from the above-described embodiment will be shown, but it should be understood that the present invention is not limited to the following specific configurations. In addition, in each structure described below, about the member substantially the same as the above-mentioned embodiment, detailed description is abbreviate | omitted by attaching | subjecting the same code | symbol as the above-mentioned embodiment.
先ず、図14には、カバー部材58の異なる態様を示す。本態様におけるカバー部材58は、ステンレス鋼から形成された板状部材をプレス加工することによって、その内側面148が、全体として排気管12の外周面に沿う湾曲面形状とされていると共に、内側面と反対側の外側面149の中央部分には、排気管12と反対側に突出する平坦部150が形成されている。これにより、排気管側当接部材56のカバー部材58側の端面も平坦面とされる。また、図15に示すように、本態様におけるカバー部材58の平坦部150には、周方向に略等しい間隔で4箇所のビス挿通孔152が形成されている一方、排気管側当接部材56には、それら4箇所のビス挿通孔152に対応する位置に、4箇所のビス孔154が形成されている。そして、排気管側当接部材56がカバー部材58の平坦部140に重ね合わされて、固定ビス156によってビス止めされることによって、排気管側当接部材56とカバー部材58が取り付けられるようになっている。このようにすれば、排気管側当接部材56におけるカバー部材58側の端面を平坦面として形成することが出来て、製造および取付をより容易に行なうことが出来る。
First, FIG. 14 shows a different aspect of the
また、シャフト22は0°〜90°の範囲内で回動可能とされればバルブ本体20の全開状態(排気通路18の断面開口面積が最も大きくされた状態)と全閉状態(排気通路18の断面開口面積が最も小さくされた状態)を発現せしめられることから、例えば以下に示す如きシャフト22の回動範囲制限手段を設けて、シャフト22の必要以上の回動を制限すること等も可能である。
Further, if the
図16および図17に、かかる回動範囲制限手段の一態様を例示する。本態様においては、シャフト側当接部材42における排気管側の端部に、周方向に略90°の大きさをもって延びる周溝158が形成されている。一方、排気管側当接部材56において周溝158と径方向で重なり合う位置には、係止ボルト挿通孔160が径方向に貫設されており、かかる係止ボルト挿通孔160に、係止ボルト162が外周側から挿通されて、螺着や溶着等によって固定されている。そして、係止ボルト162の先端部分が排気管側当接部材56の内周面から突出せしめられて、シャフト側当接部材42の周溝158に挿し入れられている。なお、周溝158の軸方向幅寸法は、シャフト側当接部材42が排気管側当接部材56との係合状態を解除するために軸方向に変位せしめられた状態において、係止ボルト162が挿し入れられた状態を維持し得る軸方向幅寸法をもって形成されている。
FIG. 16 and FIG. 17 illustrate one mode of the rotation range limiting means. In this embodiment, a
これにより、シャフト22が回動せしめられてシャフト側当接部材42が回動せしめられた場合には、周溝158の周方向端縁部が係止ボルト162に係止されることによって、シャフト22の回動範囲が制限されるようになっている。このように、本態様においては、周溝158および係止ボルト162を含んで、回動範囲制限手段が構成されている。このようにすれば、前述の実施形態におけるシャフト22および排気管側当接部材56の構造を僅かに異ならせるだけで、シャフト22の回動範囲制限手段を構成することが出来る。なお、本実施形態とは逆に、排気管側当接部材56に周溝158を設けて、シャフト側当接部材42に係止ボルト162を設けるなどしても良い。
As a result, when the
また、図18および図19に、回動範囲制限手段の更に異なる態様をモデル的に例示する。本態様においては、回動範囲制限手段として、操作ハンドル100の回動範囲を制限する係止金具164が設けられている。係止金具164は、上方に開口する開口部166を有する略円筒形状の部材とされており、操作ハンドル100が取り付けられた側のシャフト22を囲むように排気管12の外周面から突出せしめられて配設されている。ここにおいて、開口部166の開口寸法は、係止金具164の周方向において略90°の大きさとされている。また、係止金具164の底部には、水抜き孔167が貫設されている。
Further, FIGS. 18 and 19 exemplify further different modes of the rotation range limiting means. In this aspect, a locking metal fitting 164 for limiting the rotation range of the operation handle 100 is provided as the rotation range limiting means. The locking fitting 164 is a substantially cylindrical member having an
かかる係止金具164は、好適には、例えば、前述のカバー部材58と略同様の構造を用いて排気管12に取り付けられる。即ち、係止金具164の排気管12側の端部に、カバー部材58と略同様の形状を有する取付板部168を一体成形乃至は別体の板部材を溶着する等して形成する。一方、排気管12における軸支持孔38を、弁体挿入孔70と同様の形状に形成すると共に、溝付ボルト74、74を挿し込んで、かかる溝付ボルト74,74を用いて取付板部168を排気管12に固定することによって、係止金具164を排気管12に取り付けることが出来る。なお、取付板部材168を介することなく、排気管12に直接に溶接する等しても良い。
Such a locking metal fitting 164 is preferably attached to the
そして、係止金具164における開口部166の縁部に操作ハンドル100が係止されることによって、操作ハンドル100の回動量が制限されており、これにより、シャフト22の回動量が制限されるようになっている。なお、本態様においては、操作ハンドル100の延び出し方向と回転板24の広がり方向は僅かに異ならされており、図18に示す操作ハンドル100の一方の回動端位置で回転板24の広がり方向が流路方向と略平行となる一方、他方の回動端位置で流路方向と略垂直となるようにされている。
Then, the operation handle 100 is locked to the edge of the
このようにすれば、操作ハンドル100自体の回動が制限されていることが使用者に視認せしめられることから、シャフト22の回動可能範囲を視覚的に認識することが出来る。なお、本態様における係止金具164の具体的な形状はあくまでも例示であって、様々な形状が適宜に採用可能であることは言うまでもない。例えば、係止金具164は必ずしも単一の部材から構成される必要は無く、操作ハンドル100の両回動端位置にそれぞれ操作ハンドル100を係止する係止突部を設けるなどしても良い。
In this way, since the user can visually recognize that the rotation of the operation handle 100 itself is restricted, the rotatable range of the
また、前述の実施形態においては、使用者がシャフト22に対して直接に外力を及ぼして、圧縮コイルスプリング114の付勢力に抗してシャフト側当接部材42と排気管側当接部材56との係合状態を解除するようにされていたが、圧縮コイルスプリング114の付勢力と反対方向に向かって、シャフト22に軸方向の力を作用させる軸方向力解除手段を設けるなどしてもよい。
In the above-described embodiment, the user exerts an external force directly on the
例えば、軸方向力解除手段としての一つの態様を、図20にモデル的に示す。本態様においては、上方に開口する略箱体形状とされた支持金具170が、ハンドル取付部102を囲むようにして排気管12のハンドル取付部102側の外周面に取り付けられている。かかる支持金具170は、前述の係止金具164と同様にして、例えばボルトや溶接等により排気管12の外周面に固定されている。そして、支持金具170においてハンドル取付部102を挟んで排気管12と反対側に位置する外側壁面172の外側には、ナット174が溶接乃至は接着などによって固定されていると共に、かかるナット174に、押圧ボルト176が螺着されている。
For example, one mode as an axial force releasing means is shown in FIG. 20 as a model. In this embodiment, a support metal fitting 170 having a substantially box shape opening upward is attached to the outer peripheral surface of the
押圧ボルト176はボルト状部178と基端部180が一体的に形成された構造とされており、かかる基端部180には、ボルト状部178の径方向に延び出すロッド状の操作レバー182が設けられている。このような構造とされた押圧ボルト176は、ボルト状部178がナット174に外側から螺着されることによってシャフト22と略同一中心軸上に配設されると共に、ボルト状部178を締め込むことによって、シャフト22の軸方向で変位せしめられるようになっている。
The
そして、使用者が操作レバー182を把持して押圧ボルト176を回動せしめることによって、ボルト状部178とナット174との螺合によって押圧ボルト176がハンドル取付部102の側へ変位せしめられる。これにより、ボルト状部178の先端がハンドル取付部102に当接して、ハンドル取付部102に対して押し込み方向の力が及ぼされる。これにより、シャフト22を圧縮コイルスプリング114の付勢力に抗して軸方向に変位せしめることが出来る。このように、本態様においては、支持金具170および押圧ボルト176を含んで、軸方向解除手段が構成されている。
Then, when the user grips the
このようにすれば、押圧ボルト176を締め込むことによってハンドル取付部102を押し込むことが出来ることから、ハンドル取付部102を直接に押し込む場合に比べて、より小さな力でシャフト22を軸方向に変位せしめることが出来る。そして、シャフト22を軸方向に変位せしめて、シャフト側当接部材42と排気管側当接部材56との係合を解除した状態で操作ハンドル102を操作して、回転板24の回動位置を調節した後には、押圧ボルト176を緩めることによって、シャフト22を圧縮コイルスプリング114の付勢方向に変位せしめて、シャフト側当接部材42と排気管側当接部材56を再び係合せしめることが出来る。
In this way, the
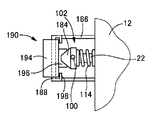
また、軸方向力解除手段としての異なる態様を、図21および図22にモデル的に示す。本態様においては、ハンドル取付部102の排気管12と反対側の面に、シャフト22の軸方向で外方へゆくに連れて縮径せしめられて略裁頭円錐形状に突出せしめられた円錐状突出部184が形成されている。また、排気管12の外周面には、前記態様と略同様の構造とされて、上方に開口する略箱体形状とされた支持金具186が取り付けられている。そして、支持金具186の外側壁部188におけるハンドル取付部102側には、当接板部材190が上下動可能に取り付けられている。当接板部材190は、上下方向に延びる摺動部192の上下端部に、外方に延びる操作部194と、排気管12側に延びる当接部196がそれぞれ一体的に形成された板状の部材とされている。そして、摺動部192が、外側壁部188に設けられた鉤状部198に挿し込まれることによって、当接板部材190は、支持金具186に上下動可能に取り付けられている。なお、当接板部材190の当接部196の幅寸法は、ハンドル取付部102の径寸法よりもやや小さくされている。また、当接板部材190は、当接部196におけるハンドル取付部102側の端縁部が、円錐状突出部184よりもシャフト22側へ延び出すことの無いように配設されている。
Further, different modes as the axial force releasing means are shown in FIGS. 21 and 22 as models. In this embodiment, a conical shape that is reduced in diameter toward the outer side in the axial direction of the
そして、使用者が当接板部材190の把持部194を掴んで、当接板部材190を上方へ変位せしめることによって、当接部196が円錐状突出部184に当接せしめられ、更に当接部196を上方に変位せしめることによって、当接部196と円錐状突出部184の案内作用によって、ハンドル取付部102に対して押し込み方向の力が及ぼされる。これにより、シャフト22を圧縮コイルスプリング114の付勢力に抗して軸方向に変位せしめることが出来る。このように、本態様においては、円錐状突出部184、支持金具186、および当接板部材190を含んで、軸方向解除手段が構成されている。
Then, when the user grasps the
このようにすれば、当接板部材190を上方へ変位せしめるという簡易な操作でシャフト側当接部材42と排気管側当接部材56との係合状態を容易且つ速やかに解除することが出来る。そして、シャフト側当接部材42と排気管側当接部材56との係合を解除した状態で操作ハンドル102を操作して、回転板24の回動位置を調節した後には、当接板部材190を下げることによって、シャフト22を圧縮コイルスプリング114の付勢方向に変位せしめて、シャフト側当接部材42と排気管側当接部材56を再び係合せしめることが出来る。
In this way, the engagement state of the shaft
また、図23および図24に、軸方向力解除手段の更に異なる態様をモデル的に示す。本態様においては、前記実施形態と略同様に、ハンドル取付部102に円錐状突部184が形成されていると共に、ハンドル取付部102を囲むように支持金具200が取り付けられている。そして、支持金具200の外側壁部202には、当接ロッド204が回動可能に取り付けられている。
FIG. 23 and FIG. 24 schematically show still another aspect of the axial force releasing means. In this aspect, a
当接ロッド204は、ロッド状の把持部206と、L字状に屈曲せしめられたロッド状の当接部208が一体的に接続された形状とされており、ピン210によって、外側壁部202に回動可能に取り付けられている。ここにおいて、把持部206のピン210からの延び出し方向の長さ寸法は、当接部208のピン210からの延びだし方向の長さ寸法よりも長くされている。なお、把持部206は、支持金具200に貫設されたスリット212を通して支持金具200の外方に突出せしめられており、スリット212は、当接ロッド204の回動を阻害しない程度の上下方向長さをもって形成されている。
The
そして、操作者が把持部206を把持して下方へ回動せしめることによって、当接部208が円錐状突部184に接触せしめられ、更に把持部206を下方へ回動せしめることによって、当接部208と円錐状突部184の案内作用によって、ハンドル取付部102に対して押し込み方向の力が及ぼされる。このように、本態様においては、円錐状突部184、支持金具200、および当接ロッド204を含んで、軸方向解除手段が構成されている。
When the operator grips the
これにより、シャフト22を圧縮コイルスプリング114の付勢力に抗して軸方向に変位せしめることが出来る。このようにすれば、当接ロッド204をてことして用いることが出来て、より小さな力でシャフト側当接部材42と排気管側当接部材56との係合状態を容易且つ速やかに解除することが出来る。そして、シャフト側当接部材42と排気管側当接部材56との係合を解除した状態で操作ハンドル102を操作して、回転板24の回動位置を調節した後には、当接ロッド204を上方に回動せしめることによって、シャフト22を圧縮コイルスプリング114の付勢方向に変位せしめて、シャフト側当接部材42と排気管側当接部材56を再び係合せしめることが出来る。
As a result, the
また、前述の実施形態においては、シャフト22は、排気管12に形成された軸支持孔38およびボルト挿通孔40によって支持されていたが、必ずしもこれらのような排気管12に形成された貫通孔によって支持される必要は無い。例えば、図25および図26にモデル的に示すように、軸支持孔38をシャフト22の径寸法よりもやや大きく形成すると共に、排気管12の外周面において軸支持孔38と同軸上にころ軸受としての軸受214を設けて、かかる軸受214でシャフト22を支持せしめる等しても良い。
In the above-described embodiment, the
軸受214は、複数(本態様においては、6つ)の球体216を備えた略円環状の部材とされている。詳細には、軸受214は、内側ガイドカバー218の外周面を覆うように外側ガイドカバー220が取り付けられた構造とされている。内側ガイドカバー218は、略矩形の断面形状を有する略円環状の部材とされており、外周面には球体218の径寸法よりもやや大きな球体挿入口222が複数(本態様においては、6つ)、周方向で略等間隔に開口せしめられている一方、内周面において球体挿入口222と径方向で対向する部位には、球体露出口224が開口せしめられている。そして、球体挿入口222から球体216が挿入されると共に、外部ガイドカバー220が外周から固定される。これにより、球体216が内部ガイドカバー218の内周面から突出せしめられた状態で、内部ガイドカバー218内で回転可能に配設されるようになっている。また、これら球体216の、径方向における対向距離(軸受214の径方向で対向して位置せしめられた球体216、216の最も内周側に位置する点間の距離)が、シャフト22の径寸法と略等しくなるようにされている。
The bearing 214 is a substantially annular member including a plurality of (six in this embodiment)
このような構造とされた軸受214は、排気管12の外周面に溶接等によって固定された円筒状の取付筒部226に嵌め込むようにして固定される。なお、本態様においては、軸受214と排気管12の外周面の間には、耐熱パッキン228が配設されて、軸支持孔38からの流体の漏出が抑えられている。なお、耐熱パッキン228は、例えばフッ素樹脂などの耐熱性を有する材料から形成された略円筒形状の部材とされており、その内径寸法がシャフト22の径寸法と略等しくされると共に、排気管12側の端面230は、排気管12の外周面に沿うように湾曲せしめられている。そして、軸受214の内周面から突出せしめられた球体216によって、シャフト22が支持されている。ここにおいて、軸支持孔38は、シャフト22の径寸法よりもやや大きく形成されていることから、本態様におけるシャフト22は、軸支持孔38に対して全周に亘って非接触状態で挿通せしめられている。このようにすれば、シャフト22を軸方向に変位せしめる際に、軸支持孔38が擦れて干渉するようなことも回避されると共に、球体216が回転せしめられることによって、シャフト22を滑らかに変位せしめることが出来る。
The bearing 214 having such a structure is fixed so as to be fitted into a cylindrical mounting
なお、このことから明らかなように、シャフト22は、必ずしも排気管12に直接に支持される必要はない。従って、例えば、前述のボルト挿入孔40をシャフト22の径寸法よりも大きく形成すると共に、カバー部材58にシャフト22と等しい径寸法の支持孔を形成して支持したり、更には、カバー部材58に軸受214を設けて支持するなどしても良い。
As is clear from this, the
また、バルブ本体の組立構造についても、何等限定されることはない。例えば、図27および図28に、バルブ本体の異なる組立構造を示す。本態様における回転板24には、両面にそれぞれ、一対の突起部232、232がプレス加工などによって切り起こし構造をもって形成されている。ここにおいて、一対の突起部232、232は、回転板24の直径を挟んで形成されており、互いに中心側の対向方向に向かって切り起こされている。また、一対の突起部232,232の離隔距離:Dは、シャフト22の径寸法と略等しくされている。そして、このような構造とされた回転板24をシャフト22のスリット28に挿し込む(図28(a))。ここにおいて、シャフト22が撓むことによって、回転板24において対向する突起部232,232の一方がスリット28を挿通せしめられて、これら突起部232,232の間でシャフト22が、切り起こし端面に対して係止せしめられる。これにより、回転板24がシャフト22に組み付けられて、バルブ本体20が組み立てられるようになっている(図28(b))。このようにすれば、ネジ締めの手間も不要とされて、バルブ本体20の組立をより容易にすることが出来る。
Further, the assembly structure of the valve body is not limited at all. For example, FIGS. 27 and 28 show different assembly structures of the valve body. In the
さらには、バルブ本体20は、必ずしも回転板24とシャフト22が別体として構成されている必要はないのであって、例えば回転板24に相当する一対の半円形状の板部材をシャフト22の径方向両側に溶接したり、回転板24およびシャフト22を一体成形するなどして、バルブ本体20を一体的に構成する等しても良い。
Furthermore, the
また、排気音や排気効率を調節するために、回転板24に適当な大きさおよび形状を有する貫通孔を形成する等しても良い。これにより、排気管12の経路断面積をより高い精度で調節することが出来る。そして、本発明によれば、回転板24の排気管12への挿入および抜き出しが容易とされていることから、例えば自動二輪車の一般のユーザが実際の排気音や排気効率を確認しながら貫通孔の大きさを調節することも可能となるのである。
Further, in order to adjust exhaust noise and exhaust efficiency, a through hole having an appropriate size and shape may be formed in the
更にまた、操作ハンドルの具体的な構造についても、何等限定されることはなく、例えば異なる態様としての操作ハンドル234を図29および図30にモデル的に例示する。操作ハンドル234は、シャフト22の端部に、円形ブロック形状の把持部材236が取り付けられている。把持部材236は、前述のハンドル取付部102の操作ハンドル100が取り除かれた如き形状とされており、ハンドル取付部102と同様に、固定ピン110によってシャフト22の端部に取り付けられている。そして、把持部材236の外側端面には、耐熱性を有するフッ素樹脂やゴム材料から形成されて、把持部材236の形状に合わされた耐熱カバー238が被せられている。なお、耐熱カバー238は、フッ素樹脂やゴム材料を把持部材236に直接コーティングしても良いし、それらの材料から形成された樹脂板を把持部材236の外面に接着等で被着せしめる等しても良い。
Furthermore, the specific structure of the operation handle is not limited at all. For example, an
そして、把持部材236および耐熱カバー238には、径方向に延びて厚さ方向に貫通する一対の目印240,240が形成されており、かかる目印240,240の延び出し方向が、把持部材236のシャフト22への取り付け状態において、回転板24の広がり方向と略同じ方向となるようにされている。これにより、外部から回転板24の回動位置を確認出来るようになっている。
The gripping
このようにすれば、操作レバーなどの突出部材を有しないことから、操作ハンドルのサイズを小さくすることが出来ると共に、周囲の部材等によってレバーの回動が阻害されるおそれも少なくなって、排気制御バルブの配設位置の設定自由度が向上せしめられる。また、本態様においては、回転板24の回動位置を調節する際には、操作ハンドル234の全体を把持して排気管12側に押し込むことによって、把持部材236に押圧力を及ぼす掌とシャフト22が略同軸上に位置せしめられることから、シャフト22に対して軸方向作用力を有効に及ぼすことが出来る。
In this way, since there is no protruding member such as an operation lever, the size of the operation handle can be reduced, and the possibility of hindering the rotation of the lever by surrounding members or the like is reduced. The degree of freedom in setting the position of the control valve can be improved. Further, in this aspect, when adjusting the rotational position of the
また、弁体挿入孔70は、排気管12からの流体の漏出を抑えるためには、バルブ本体20の側面形状より僅かに大きな略相似形状とされていることが望ましいが、必ずしもバルブ本体20の側面形状と相似せしめられる必要は無く、バルブ本体20を挿入出来る十分に大きな開口寸法をもって例えば矩形状等に形成する等しても良い。
In addition, the valve
また、図31にモデル的に例示するように、軸支持孔38およびボルト挿通孔40のそれぞれに補強部材242、242を挿し込んで、かかる補強部材242、242でシャフト22を支持せしめる等しても良い。このようにすれば、軸支持孔38およびボルト挿通孔40の縁部が補強されて、肉厚の薄い排気管12に本発明に従う排気制御バルブを組み付けるに際して、排気管12が損傷するおそれを低減することが出来る。更に、シャフト22が挿通せしめられる開口がより高い精度をもって形成されることから、シャフト22の回動をより滑らかに行なうことも出来る。
Further, as exemplified in FIG. 31, the reinforcing
更にまた、例えば図32にモデル的に例示するように、予め適当な径寸法を有する管体244に対して、本発明に従う構造とされた排気制御バルブを取り付けた後に、かかる管体244の両端部246,248を旋盤加工等によって既存のエキゾーストパイプ250やマフラ252に内挿乃至は外挿して挿し込める外径寸法に形成して接続するなどしても良い。これにより、エキゾーストパイプ250、マフラ252および管体244を含んで排気管が構成されており、かかる排気管の中間部分に本発明に従う排気制御バルブを取り付けることが出来る。
Furthermore, for example, as schematically illustrated in FIG. 32, after an exhaust control valve having a structure according to the present invention is attached to a
また、図2〜3に示された実施形態において係合手段および係止手段を構成するシャフト側当接部材42の係止歯50および排気管側当接部材56の係止歯62は、周方向で相互に係合することでシャフト22を中心軸回りの複数位置で位置決めし得る係合機構を構成するものであれば良く、実施形態に示されているように相互に対応したテーパ面のみに対して係止歯50,62を形成した構造に限定されない。例えば、テーパを有していない円筒状の外周面と内周面に対してそれぞれ軸方向に延びる係止歯を形成しても良い。また、かかる係止歯50,62は、シャフト側当接部材42の外周面と排気管側当接部材56の貫通孔60の内周面とにおいて軸方向の全長に亘って延びるように形成されていても良い。
In addition, in the embodiment shown in FIGS. 2 to 3, the engaging
さらに、図2〜3に示された実施形態においてシャフト22を操作ハンドル100側に突出方向へ付勢する圧縮コイルスプリング114の装着構造として、例えば図33,34に示されている態様が、好適に採用される。即ち、図示された態様では、シャフト22の突出先端部に外嵌されて固定ピン110で固定される回転金具98において、シャフト22が嵌め込まれる有底状の中央孔106が段付内周面形状とされている。この中央孔106の深さ方向中間部分に段差面260が形成されており、中央孔106の開口部側が底部側よりも大径化されている。そして、中央孔106の小径の底部側には、シャフト22の先端が嵌め込まれている一方、中央孔106の大径の開口部側には、圧縮コイルスプリング114の端部が嵌め込まれている。これにより、圧縮コイルスプリング114がシャフト22と同軸上に位置決め保持されて、圧縮コイルスプリング114のガタツキやシャフト22への干渉等の問題が回避され得る。
Furthermore, in the embodiment shown in FIGS. 2 to 3, for example, the mode shown in FIGS. 33 and 34 is preferable as the mounting structure of the
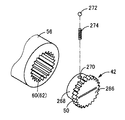
また、図2〜3に示されて実施形態においてシャフト側当接部材42と排気管側当接部材56の各係止歯50,62を、それらの係合位置に周方向で相互に案内するために、例えば図35〜36に示されている如き節度機構を採用することも可能である。特に、図35〜36に示された節度機構は、排気管側当接部材56の貫通孔60の内周面において軸方向の全長に亘って係止歯62が形成されており、この係止歯62を巧く利用して構成されている。より具体的には、シャフト側当接部材42は、係止歯50が形成された大径の円板状の頭部266と、この頭部266よりも軸方向内方に延びる小径のロッド部268を一体的に備えている。シャフト側当接部材42の頭部266が排気管側当接部材56の貫通孔60に入り込んで係止歯50,62が係止された状態下で、かかるロッド部268も、貫通孔60内に入り込んで位置せしめられるようになっている。このロッド部268には、径方向に延びて外周面に開口するばね収容穴270が設けられており、この収容穴270の開口部に係合球272が配設されている。更に、この係合球272は、収容穴270に収容配置された付勢スプリング274によって、常時、外方に向かって付勢されている。かかる付勢状態下で、係合球272は、その一部が収容穴270の開口部に嵌まり込んで係合されていると共に、別の一部が排気管側当接部材56の貫通孔60の内周面に形成された係止歯62の溝内に嵌まり込んで係合されている。また、かかる係合状態下で、シャフト22(図示省略)を強制的に回動操作すると、係合球272は、付勢スプリング274の付勢力に抗して収容穴270に入り込むように変位して排気管側当接部材56の係止歯62を乗り越え、シャフト側当接部材42の回動を許容するようになっている。そして、この係合球272の係止歯62の乗り超え作動に際して、シャフト22の回動操作に対する節度感が発現され得ると共に、付勢スプリング274の付勢力に基づいて係合球272が係止歯62の溝内に嵌まり込む位置に案内される作用に基づいて、シャフト側当接部材42と排気管側当接部材56の各係止歯50,62を、それらの係合位置に周方向で相互に案内する機能が発揮されるようになっている。このような周方向の案内作用により、シャフト側当接部材42を排気管側当接部材56の貫通孔60から軸方向に離脱させた後の嵌め込み時における引っ掛かりも効果的に回避され得ることとなる。なお、係合球272の係止歯62への係合状態は、シャフト側当接部材42を排気管側当接部材56の貫通孔60から軸方向に突出離脱させた状態下でも、常時、保たれるようになっている。
Also, as shown in FIGS. 2 to 3, in the embodiment, the locking
その他、一々列挙はしないが、本発明は、当業者の知識に基づいて種々なる変更,修正,改良等を加えた態様において実施され得るものであり、また、そのような実施態様が、本発明の趣旨を逸脱しない限り、何れも、本発明の範囲内に含まれるものであることは、言うまでもない。 In addition, although not enumerated one by one, the present invention can be carried out in a mode to which various changes, modifications, improvements, and the like are added based on the knowledge of those skilled in the art. It goes without saying that all are included in the scope of the present invention without departing from the spirit of the present invention.
10:排気制御バルブ、12:排気管、22:シャフト、24:回転板、38:軸支持孔、42:シャフト側当接部材、56:排気管側当接部材、58:カバー部材、70:弁体挿入孔、74:溝付ボルト、114:圧縮コイルスプリング
10: exhaust control valve, 12: exhaust pipe, 22: shaft, 24: rotating plate, 38: shaft support hole, 42: shaft side contact member, 56: exhaust pipe side contact member, 58: cover member, 70: Valve body insertion hole, 74: grooved bolt, 114: compression coil spring
Claims (22)
前記排気管の周壁において径方向一方向で対向する一方の位置に形成された軸支持孔と、
他方の位置において形成された長手状の弁体挿入孔と、
回動軸を有する板状の弁体を含んで構成されて前記弁体挿入孔から前記排気管の内部に挿し入れられ、該回動軸が前記軸支持孔と該弁体挿入孔との対向する軸直角方向に延びる状態で該排気管の内部で回動可能に配設された弁部材と、
前記排気管に外部から重ね合わされて固着され、前記弁体挿入孔を覆蓋する蓋部材と、
前記回動軸の回動位置を変更可能に位置決めする回動位置設定保持手段と
を、含んで構成されたことを特徴とする排気制御バルブ。 In the exhaust control valve provided on the exhaust passage of the exhaust pipe,
A shaft support hole formed at one position facing in one radial direction on the peripheral wall of the exhaust pipe;
A longitudinal valve body insertion hole formed at the other position;
A plate-shaped valve body having a rotation shaft is configured to be inserted into the exhaust pipe from the valve body insertion hole, and the rotation shaft is opposed to the shaft support hole and the valve body insertion hole. A valve member rotatably disposed in the exhaust pipe in a state extending in a direction perpendicular to the axis
A lid member that is overlapped and fixed to the exhaust pipe from outside, and covers the valve element insertion hole;
An exhaust control valve comprising: a rotation position setting holding means for positioning the rotation position of the rotation shaft so as to be changeable.
前記回動軸と前記蓋部材との対応する位置に形成されて、該回動軸の軸方向一方向への変位で互いに当接せしめられる回動軸側当接部および排気管側当接部と、
該回動軸側当接部および該排気管側当接部との間において前記回動軸の軸方向で係脱可能とされて係合により周方向の相対回動を複数位置で阻止する係合手段と、
前記回動軸側当接部を前記排気管側当接部に押し付ける方向に対して、前記回動軸に軸方向の力を作用させるための軸方向力作用手段と
を、設けて、
該軸方向力作用手段による前記回動軸側当接部の前記排気管側当接部への押し付け状態を利用して前記係合手段を係合状態とすることによって前記回動軸を所定の回動位置に保持すると共に、該回動軸側当接部の該排気管側当接部への押し付けを解除し、該係合手段を離脱状態として前記操作ハンドルによる該回動軸の回動位置の変更を可能にすることで前記回動位置設定保持手段を構成した請求項1乃至4の何れか一項に記載の排気制御バルブ。 An end of the rotating shaft opposite to the lid member is protruded to the outside through the exhaust pipe, and an operation handle provided at a protruding portion of the rotating shaft;
A rotation shaft side contact portion and an exhaust pipe side contact portion that are formed at corresponding positions of the rotation shaft and the lid member and are brought into contact with each other by displacement of the rotation shaft in one axial direction. When,
An engagement between the rotation shaft side contact portion and the exhaust pipe side contact portion that can be engaged and disengaged in the axial direction of the rotation shaft and prevents relative rotation in the circumferential direction at a plurality of positions by engagement. And
Axial force acting means for applying an axial force to the pivot shaft with respect to the direction in which the pivot shaft side abutting section is pressed against the exhaust pipe side abutting section,
By utilizing the state in which the rotation-axis-side abutting portion is pressed against the exhaust pipe-side abutting portion by the axial force acting unit, the engagement unit is brought into an engagement state, whereby the rotation shaft is moved to a predetermined state. While holding the rotating position, releasing the pressing of the rotating shaft side abutting portion against the exhaust pipe side abutting portion and releasing the engaging means, the rotating handle rotates the rotating shaft. The exhaust control valve according to any one of claims 1 to 4, wherein the rotation position setting and holding means is configured by making the position changeable.
回動軸を有する板状の弁体を含んで構成された弁部材を、該弁体挿入孔から該排気管の内部に挿し入れると共に、該回動軸の一方の端部を該軸支持孔に嵌め入れて、該排気管に組み込み、
その後、該排気管の外周面に蓋部材を重ね合わせて固着し、該弁体挿入孔を該蓋部材で覆蓋することを特徴とする排気制御バルブの取付方法。 After forming a shaft support hole at one position opposed in one radial direction on the peripheral wall of the exhaust pipe and forming a long valve body insertion hole at the other position opposite to the shaft support hole,
A valve member configured to include a plate-shaped valve body having a rotation shaft is inserted into the exhaust pipe from the valve body insertion hole, and one end of the rotation shaft is inserted into the shaft support hole. Fitted into the exhaust pipe,
Then, an exhaust control valve mounting method, wherein a cover member is overlapped and fixed on the outer peripheral surface of the exhaust pipe, and the valve element insertion hole is covered with the cover member.
該軸支持孔と該弁対挿入孔の少なくとも一方を形成する前に、該位置決めシートを該排気管の外周面に巻き付けて、目的とする該軸支持孔と該弁体挿入孔の少なくとも一方の形成位置を該位置決めシートのマークを利用して決定する請求項17に記載の排気制御バルブの取付方法。 Formed of a flexible sheet material and wound around the outer peripheral surface of the exhaust pipe at positions corresponding to the shaft support hole and the valve body insertion hole in the exhaust pipe, Using a positioning sheet displaying a shaft support hole mark representing a valve element insertion hole and a valve element insertion hole mark,
Before forming at least one of the shaft support hole and the valve pair insertion hole, the positioning sheet is wound around the outer peripheral surface of the exhaust pipe, and at least one of the target shaft support hole and the valve body insertion hole is formed. The exhaust control valve mounting method according to claim 17, wherein the formation position is determined using a mark on the positioning sheet.
前記弁部材及び前記蓋部材を構成部材として含んでおり、該弁部材は、別途に準備された車両の排気管に対して前記弁体挿入孔を形成することで該弁体挿入孔から該排気管の内部に挿し入れられる構造をもって構成されていると共に、該蓋部材は、該弁部材が差し入れられた後に該排気管の外周面に取り付けられることにより該弁体挿入孔を覆蓋する構造をもって構成されていることを特徴とする排気制御バルブの組立セット。 An exhaust control valve assembly set for obtaining the exhaust control valve according to any one of claims 1 to 16,
The valve member and the lid member are included as constituent members, and the valve member forms the valve body insertion hole with respect to a separately prepared exhaust pipe of a vehicle, thereby exhausting the exhaust from the valve body insertion hole. The lid member has a structure that covers the valve element insertion hole by being attached to the outer peripheral surface of the exhaust pipe after the valve member is inserted. An exhaust control valve assembly set characterized by the above.
The assembly set of the exhaust control valve according to claim 20 or 21, comprising a cutting tool for forming the valve body insertion hole in the exhaust pipe as a constituent member.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006009858A JP2007192087A (en) | 2006-01-18 | 2006-01-18 | Exhaust control valve and method for fitting same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006009858A JP2007192087A (en) | 2006-01-18 | 2006-01-18 | Exhaust control valve and method for fitting same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007192087A true JP2007192087A (en) | 2007-08-02 |
Family
ID=38447990
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006009858A Pending JP2007192087A (en) | 2006-01-18 | 2006-01-18 | Exhaust control valve and method for fitting same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007192087A (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012524229A (en) * | 2009-04-20 | 2012-10-11 | インターナショナル エンジン インテレクチュアル プロパティー カンパニー リミテッド ライアビリティ カンパニー | Throttle valve and manufacturing method |
| CN104912638A (en) * | 2014-03-12 | 2015-09-16 | 广州汽车集团股份有限公司 | Exhaust pipeline tone tuning valve and exhaust pipeline |
| JP2016205189A (en) * | 2015-04-20 | 2016-12-08 | 株式会社デンソー | Valve device |
| KR101709706B1 (en) * | 2015-10-14 | 2017-02-23 | 우신공업 주식회사 | Exhaust valve for muffler and muffler including the same |
| CN109058480A (en) * | 2018-09-19 | 2018-12-21 | 浙江中德自控科技股份有限公司 | A kind of high temperature butterfly valve of good airproof performance |
| WO2021021471A1 (en) * | 2019-07-26 | 2021-02-04 | Tenneco Automotive Operating Company Inc. | Externally mounted in-line exhaust gas valve |
| WO2021021472A1 (en) * | 2019-07-26 | 2021-02-04 | Tenneco Automotive Operating Company Inc. | Externally mounted in-line exhaust gas valve |
| US11371402B2 (en) | 2019-07-26 | 2022-06-28 | Tenneco Automotive Operating Company Inc. | Externally mounted in-line exhaust gas valve |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6460709A (en) * | 1987-08-31 | 1989-03-07 | Nissan Motor | Control device for muffler for automobile |
| JPH01232110A (en) * | 1988-03-10 | 1989-09-18 | Yamaha Motor Co Ltd | Exhaust control valve device for engine |
| JPH06213334A (en) * | 1992-09-02 | 1994-08-02 | Mtu Motoren & Turbinen Union Friedrichshafen Gmbh | Butterfly-shaped throttle valve for exhaust gas pipe in internal combustion engine |
| JPH07224950A (en) * | 1994-02-09 | 1995-08-22 | Tomoe Gijutsu Kenkyusho:Kk | Manual driving device for valve |
| JP2001182558A (en) * | 1999-10-13 | 2001-07-06 | Denso Corp | Intake control device for internal combustion engine and its assembling method |
| JP3701297B1 (en) * | 2004-07-26 | 2005-09-28 | 悌二 畩ヶ山 | Exhaust control valve |
-
2006
- 2006-01-18 JP JP2006009858A patent/JP2007192087A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6460709A (en) * | 1987-08-31 | 1989-03-07 | Nissan Motor | Control device for muffler for automobile |
| JPH01232110A (en) * | 1988-03-10 | 1989-09-18 | Yamaha Motor Co Ltd | Exhaust control valve device for engine |
| JPH06213334A (en) * | 1992-09-02 | 1994-08-02 | Mtu Motoren & Turbinen Union Friedrichshafen Gmbh | Butterfly-shaped throttle valve for exhaust gas pipe in internal combustion engine |
| JPH07224950A (en) * | 1994-02-09 | 1995-08-22 | Tomoe Gijutsu Kenkyusho:Kk | Manual driving device for valve |
| JP2001182558A (en) * | 1999-10-13 | 2001-07-06 | Denso Corp | Intake control device for internal combustion engine and its assembling method |
| JP3701297B1 (en) * | 2004-07-26 | 2005-09-28 | 悌二 畩ヶ山 | Exhaust control valve |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012524229A (en) * | 2009-04-20 | 2012-10-11 | インターナショナル エンジン インテレクチュアル プロパティー カンパニー リミテッド ライアビリティ カンパニー | Throttle valve and manufacturing method |
| CN104912638A (en) * | 2014-03-12 | 2015-09-16 | 广州汽车集团股份有限公司 | Exhaust pipeline tone tuning valve and exhaust pipeline |
| JP2016205189A (en) * | 2015-04-20 | 2016-12-08 | 株式会社デンソー | Valve device |
| KR101709706B1 (en) * | 2015-10-14 | 2017-02-23 | 우신공업 주식회사 | Exhaust valve for muffler and muffler including the same |
| US10041388B2 (en) | 2015-10-14 | 2018-08-07 | Wooshin Industrial Co., Ltd. | Exhaust valve for muffler and muffler including the same |
| CN109058480A (en) * | 2018-09-19 | 2018-12-21 | 浙江中德自控科技股份有限公司 | A kind of high temperature butterfly valve of good airproof performance |
| WO2021021471A1 (en) * | 2019-07-26 | 2021-02-04 | Tenneco Automotive Operating Company Inc. | Externally mounted in-line exhaust gas valve |
| WO2021021472A1 (en) * | 2019-07-26 | 2021-02-04 | Tenneco Automotive Operating Company Inc. | Externally mounted in-line exhaust gas valve |
| US10961923B2 (en) | 2019-07-26 | 2021-03-30 | Tenneco Automotive Operating Company Inc. | Externally mounted in-line exhaust gas valve |
| US11274581B2 (en) | 2019-07-26 | 2022-03-15 | Tenneco Automotive Operating Company Inc. | Externally mounted in-line exhaust gas valve |
| CN114270023A (en) * | 2019-07-26 | 2022-04-01 | 天纳克汽车经营有限公司 | Externally mounted tandem exhaust valve |
| US11371402B2 (en) | 2019-07-26 | 2022-06-28 | Tenneco Automotive Operating Company Inc. | Externally mounted in-line exhaust gas valve |
| US11702997B2 (en) | 2019-07-26 | 2023-07-18 | Tenneco Automotive Operating Company Inc. | Valve assembly for exhaust system |
| CN114270023B (en) * | 2019-07-26 | 2024-02-23 | 天纳克汽车经营有限公司 | Externally mounted tandem vent valve |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007192087A (en) | Exhaust control valve and method for fitting same | |
| TW590938B (en) | Throttle-opening detecting apparatus | |
| US8430731B2 (en) | Air flap for controlling flow within a conduit | |
| JP7107679B2 (en) | valve device | |
| DE502006006288D1 (en) | SELECTING DEVICE FOR SWITCHING ON A VEHICLE GEARBOX | |
| US20090093209A1 (en) | Damper for an air duct | |
| MX2011012845A (en) | Two-part valve. | |
| JP2022171879A (en) | Mounting method of fixing jig for valve case division part | |
| US20090019664A1 (en) | Square bushing for exhaust valve | |
| US8061684B2 (en) | Anti-twist device for an actuating motor | |
| JP3850868B1 (en) | Exhaust control valve | |
| WO1998046917A1 (en) | Plastic butterfly valve | |
| US7117844B2 (en) | Connecting structure between rotary shaft and metal plate and method of connecting therebetween | |
| ATE450721T1 (en) | SHRINK DISC UNIT AND TOOL FOR INSTALLING IT | |
| JP3701297B1 (en) | Exhaust control valve | |
| JP4362301B2 (en) | Rotary actuator and valve control method | |
| JPH0814407A (en) | Butterfly valve | |
| JP6094465B2 (en) | Tightening tool | |
| JP3152216U (en) | An exhaust pipe for an internal combustion engine having an exhaust control valve | |
| JP5072438B2 (en) | Willie for steering wheel operation | |
| JP2006037946A (en) | Exhaust control valve | |
| JP5111983B2 (en) | Valve opening and closing device | |
| JP3245416U (en) | Idling adjustment tool and carburetor equipped with it | |
| JP2008275116A (en) | Member mounting structure | |
| JP2008213106A (en) | Screw driving machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101122 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110413 |