JP2007175751A - Press mold - Google Patents
Press mold Download PDFInfo
- Publication number
- JP2007175751A JP2007175751A JP2005379450A JP2005379450A JP2007175751A JP 2007175751 A JP2007175751 A JP 2007175751A JP 2005379450 A JP2005379450 A JP 2005379450A JP 2005379450 A JP2005379450 A JP 2005379450A JP 2007175751 A JP2007175751 A JP 2007175751A
- Authority
- JP
- Japan
- Prior art keywords
- punch
- die
- refrigerant
- stripper plate
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Landscapes
- Punching Or Piercing (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Abstract
【課題】本発明は、パンチの温度による寸法変化を抑制し、安定した寸法の製品を効率よくプレス加工することのできるプレス金型を提供することを課題とする。
【解決手段】本発明のプレス金型10は、パンチ18とダイス28と、このパンチとダイスとの間に配置さたストリッパプレート20とを有し、前記ストリッパプレート20にパンチ18の先端近傍を冷却する冷媒Pの冷媒通路34を備える。冷媒通路は複数でもよい。
【選択図】図1An object of the present invention is to provide a press die capable of suppressing a dimensional change due to a punch temperature and efficiently pressing a product having a stable size.
A press die 10 according to the present invention includes a punch 18, a die 28, and a stripper plate 20 disposed between the punch and the die. A refrigerant passage 34 for the refrigerant P to be cooled is provided. There may be a plurality of refrigerant passages.
[Selection] Figure 1
Description
本発明はプレス金型に関する。 The present invention relates to a press die.
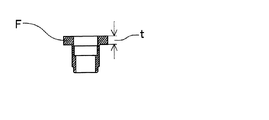
複数のステージを直列に配置して連続的にプレスするプレス加工において、成型品の寸法が時間の経過とともに変化して問題となることがある。例えば、図6に示すような部品の場合に、冷間鍛造のつぶし加工によって形成されるフランジFの板厚tは、プレスを行う場合の生産個数の増大とともに図7のように変化する。図7は、横軸をプレス生産個数とし、縦軸をフランジFの板厚tとして、連続プレス加工における板厚tの変化を概念的に示したものである。一般的に、プレス金型は、常温でフランジFの板厚tが許容板厚範囲の上限tU近傍のt0となるように調整されている。そして、プレス個数が増大するにつれて形成される部品のフランジFの板厚tは、曲線Q1に沿って許容板厚範囲の下限tLに向かって薄くなる。そこで、下限tL近傍のt1となったらプレスのダイハイトなどを手動又は自動で調整することにより、フランジFの板厚tをt0に復帰させる。このような動作を繰り返して、全ての部品のフランジ板厚tがtL〜tUの許容範囲に収まるようにしていた。 In press processing in which a plurality of stages are arranged in series and continuously pressed, the dimensions of the molded product may change over time, which may be a problem. For example, in the case of a component as shown in FIG. 6, the plate thickness t of the flange F formed by the cold forging crushing process changes as shown in FIG. FIG. 7 conceptually shows changes in the plate thickness t in continuous press working, where the horizontal axis is the number of press production and the vertical axis is the plate thickness t of the flange F. In general, the press die is adjusted so that the plate thickness t of the flange F becomes t 0 near the upper limit t U of the allowable plate thickness range at room temperature. Then, as the number of presses increases, the plate thickness t of the flange F of the part formed decreases along the curve Q 1 toward the lower limit t L of the allowable plate thickness range. Therefore, when t 1 near the lower limit t L is reached, the plate thickness t of the flange F is returned to t 0 by adjusting the die height of the press manually or automatically. Such an operation was repeated so that the flange plate thickness t of all parts was within the allowable range of t L to t U.
以上のような寸法変化の主な要因は、フランジFの加圧成形時に発生する加工熱である。パンチが加工熱により温められると、パンチは熱膨張して主に長さが変化する。冷間鍛造におけるつぶし成形などでパンチ長さが変化すると、製品寸法、例えば、製品板厚も変化してしまう。具体的には、熱膨張量は、熱膨張量=温度差×線膨張率×パンチ寸法で表すことができるので、長さ100mmのパンチで温度上昇が10℃とすると、鋼の熱膨張率は12.1×10-6であるから、パンチは熱膨張して約0.01mm長くなり、フランジ部Fの厚さtが約0.01mm薄くなるわけである。 The main factor of the dimensional change as described above is the processing heat generated during the pressure forming of the flange F. When the punch is heated by the processing heat, the punch expands thermally and mainly changes its length. When the punch length is changed by crushing in cold forging, the product dimensions, for example, the product plate thickness, are also changed. Specifically, the thermal expansion amount can be expressed by thermal expansion amount = temperature difference × linear expansion coefficient × punch size. Therefore, when the temperature rise is 10 ° C. with a punch having a length of 100 mm, the thermal expansion coefficient of steel is Since it is 12.1 × 10 −6 , the punch is thermally expanded and lengthened by about 0.01 mm, and the thickness t of the flange portion F is decreased by about 0.01 mm.
金型の温度上昇による諸問題を解決するためにいくつかの提案がなされている。 Several proposals have been made to solve various problems caused by mold temperature rise.
例えば、リードフレームなどの被加工物をプレス加工するプレス金型において、冷媒を移送するための冷却用ダクトを金型に形成したものが提案されている(特許文献1参照)。このプレス金型は、上型バッキングプレートに冷媒を移送するための冷却用ダクトを形成したものである。しかし、熱が発生しているのは加工点、つまりパンチとダイスであり、効果的な冷却を行うにはパンチとダイスを直接冷却した方がよい。しかし、上記の金型プレスはバッキングプレートを冷却するという間接的なものであり、効果的な方法とはいえない。 For example, a press mold for pressing a workpiece such as a lead frame has been proposed in which a cooling duct for transferring a coolant is formed in the mold (see Patent Document 1). This press die is formed with a cooling duct for transferring a refrigerant to an upper die backing plate. However, heat is generated at the processing points, that is, the punch and the die, and it is better to cool the punch and the die directly for effective cooling. However, the above-described mold press is an indirect method of cooling the backing plate, and is not an effective method.
また、粉末成型プレスにおけるパンチ及びアダプタについて、パンチの中間位置を冷却する冷却手段が開示されている(特許文献2参照)。しかし、この従来技術もパンチの中間位置を冷却しているので、熱が発生しているパンチの加工点となる位置まで冷却するには、伝熱に時間がかかり生産性が悪化するという問題を有している。
本発明は、上記のようにパンチの温度による寸法変化を抑制し、安定した寸法の製品を効率よくプレス加工することのできるプレス金型を提供することを課題とする。 An object of the present invention is to provide a press die capable of suppressing a dimensional change due to the temperature of a punch as described above and capable of efficiently pressing a product having a stable size.
本発明のプレス金型は、パンチとダイスと、このパンチとダイスとの間に配置さたストリッパプレートとを有するプレス金型において、前記ストリッパプレートにパンチの先端近傍を冷却する冷媒の冷媒通路を備えることを特徴とする。 The press die of the present invention is a press die having a punch, a die, and a stripper plate disposed between the punch and the die, and has a coolant passage for the coolant that cools the vicinity of the tip of the punch on the stripper plate. It is characterized by providing.
本発明のプレス金型において、冷媒通路は、ストリッパプレートの外周端面からこのストリッパプレートを貫通し、ストリッパプレートに形成されている上パンチが挿通する挿通穴の内周面に開口するように形成されていることが望ましく、また、冷媒は加圧空気を好適に用いることができる。 In the press die of the present invention, the refrigerant passage is formed so as to pass through the stripper plate from the outer peripheral end surface of the stripper plate and open to the inner peripheral surface of the insertion hole through which the upper punch formed in the stripper plate is inserted. It is desirable that pressurized air be used as the refrigerant.
本発明のプレス金型は、パンチの先端近傍に向かって冷媒を噴出する複数の冷媒通路を備えることができる。 The press die of the present invention can include a plurality of refrigerant passages that eject the refrigerant toward the vicinity of the tip of the punch.
本発明のプレス金型は、ストリッパプレートを貫通してパンチの挿通穴に開口する冷媒通路を備えているので、外部からこの冷媒通路に冷媒を送給することで加工点であるパンチの先端部近傍を直接冷却することができる。直接冷却により効率よくパンチを冷却できるので、熱膨張によるパンチの寸法変化を効果的に抑制して製品寸法を安定させることができる。 The press die of the present invention includes a coolant passage that passes through the stripper plate and opens into the punch insertion hole. Therefore, by supplying coolant to the coolant passage from the outside, the tip of the punch that is a processing point The neighborhood can be cooled directly. Since the punch can be efficiently cooled by direct cooling, the dimensional change of the punch due to thermal expansion can be effectively suppressed and the product dimensions can be stabilized.
また、本発明のプレス金型では、冷媒として加圧空気を用いることができるので、プレス周辺を汚したり、かす上がりや油たまりによる製品の品質低下を招くことがない。 Further, in the press mold of the present invention, pressurized air can be used as a refrigerant, so that the periphery of the press is not soiled, and the product quality is not deteriorated due to scumming or oil accumulation.
また、本発明のプレス金型は、複数の冷媒通路を備えることができるので、加圧空気など噴射される冷媒によってパンチ先端部に不均一な力が加わることがない。すなわち、冷媒の噴射によりパンチの先端に作用する水平方向の力を互いに相殺することでパンチの傾斜を抑制することができる。このため、パンチとストリッパプレートとの接触を防ぐことができ、パンチの焼き付きや破損を回避することができる。 Moreover, since the press die of this invention can be provided with a some refrigerant | coolant channel | path, a nonuniform force is not added to a punch front-end | tip part with the refrigerant | coolant injected, such as pressurized air. That is, the tilt of the punch can be suppressed by canceling out the horizontal forces acting on the tip of the punch by jetting the refrigerant. For this reason, contact between the punch and the stripper plate can be prevented, and seizure or damage of the punch can be avoided.
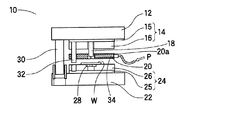
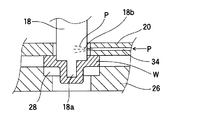
図1〜図3は本発明の実施形態に係るプレス金型の説明図である。図1は、プレス金型の全体構成を示す側面概要図、図2はプレス前のパンチとストリッパプレートとの位置関係を断面で示す部分概略図であり、図3は、プレス中のパンチ及びダイスとストリッパプレートとの位置関係を断面で示す部分概略図である。 1-3 is explanatory drawing of the press metal mold | die which concerns on embodiment of this invention. FIG. 1 is a schematic side view showing the overall configuration of a press die, FIG. 2 is a partial schematic view showing the positional relationship between a punch and a stripper plate before pressing, and FIG. 3 shows a punch and a die during pressing. It is the partial schematic which shows the positional relationship of a stripper plate with a cross section.
本発明のプレス金型10は、アッパプレート12の下面側にパンチホルダ14のバッキングプレート15が取り付けられ、更にバッキングプレート15の下面側にパンチプレート16が取り付けられ、このパンチプレート16にパンチ18が固着されている。また、このパンチプレート16の下方にはアッパプレート12に弾性支持されたストリッパプレート20がパンチ18を挿通するように配置されている。
In the press die 10 of the present invention, a
プレス金型10の下部にはアッパプレート12に対向してロアプレート22が配置されており、そのロアプレート22の上面側にはダイホルダ24のバッキングプレート25が取り付けられ、更にバッキングプレート25の上面側にダイプレート26が取り付けられている。そして、ダイプレート26の上面側にパンチ18に対応するダイ28が取り付けられている。
A
このようなプレス金型10においては、アッパプレート12がガイドポスト30により案内されて下降すると、まず、ストリッパプレート20がダイプレート26の上面側に配置されている被加工材料Wを押圧する。そしてパンチプレート16が下降してパンチ18とダイ28により被加工材料Wに所定のプレス加工が施される。なお、32はストリッパプレート20の上下動を案内するサブガイドポストである。この時、被加工材料Wは、各ステージに対応して上流側から下流側に送り出されて順次形成される。
In such a
上記は、従来のプレスの金型であるが、本実施の形態に係るプレス金型10の特徴を以下に説明する。 The above is a conventional press die, and the features of the press die 10 according to the present embodiment will be described below.
図1および図2に示されるように、本実施形態においては、ストリッパプレート20に、このストリッパプレート20の外周端面20aからストリッパプレート20を貫通してパンチ18を挿通する挿通穴20bの内周面20cに開口する冷媒通路34が形成されている。
As shown in FIGS. 1 and 2, in this embodiment, the inner peripheral surface of the
本発明のプレス金型10は上記のような冷媒通路34を備えているので、冷媒Pを冷媒通路34を介してパンチ18に吹き付けることにより加工点(パンチ18の先端近傍)を直接冷却することができる。図2に示すように被加工材料Wを成形していないときはパンチ18の先端18aはストリッパプレート20の挿通穴20b内で停止するように配置されているので、先端18aは直接冷媒Pによって冷却される。また、被加工材料Wの成形時には、図3のようにパンチ18の先端近傍18bを直接冷却することができる。
Since the press die 10 of the present invention includes the
冷媒Pとしては、空気や油などを用いることができる。油は空気に比べて熱伝導率が高いので、効率的にパンチ先端部を冷却できるが、パンチ冷却後の廃油処理や設備周辺の汚れなどの環境問題、あるいは、かす上がりや油たまりによる形状不良といった品質問題などの発生を考慮すると空気冷却とすることが望ましい。 As the refrigerant P, air, oil, or the like can be used. Oil has a higher thermal conductivity than air, so it can efficiently cool the tip of the punch. However, environmental problems such as waste oil treatment after the cooling of the punch and contamination around the equipment, or poor shape due to scumming or oil accumulation Considering the occurrence of quality problems such as these, air cooling is desirable.
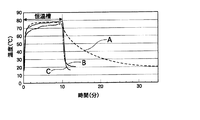
空気冷却による冷却能を水冷と比較して図5に示す。本実施形態のプレス金型では、パンチの初期温度が20℃の場合、パンチを強制冷却することなく連続生産することで80℃まで(つまり60℃)上昇する。いま、鉄の線膨張率を12.1×10-6/K(0〜100℃)とすると、長さが100mmのパンチでは、上記のようにその温度が60℃温度上昇することで0.072mm熱膨張する計算となる。図6に示すヨークソレノイドリアの場合、そのフランジ部Fの板厚公差は3.0±0.025mmと規定されているので、パンチを強制冷却することなく連続生産すると、板厚公差を満足できないおそれがある。 The cooling ability by air cooling is shown in FIG. 5 in comparison with water cooling. In the press die according to this embodiment, when the initial temperature of the punch is 20 ° C., the punch is continuously produced without forced cooling, and the temperature rises to 80 ° C. (that is, 60 ° C.). Now, assuming that the linear expansion coefficient of iron is 12.1 × 10 −6 / K (0 to 100 ° C.), a punch having a length of 100 mm has a temperature rise of 60 ° C. as described above. 072 mm thermal expansion is calculated. In the case of the yoke solenoid rear shown in FIG. 6, the thickness tolerance of the flange portion F is defined as 3.0 ± 0.025 mm. Therefore, if the punch is continuously produced without forced cooling, the thickness tolerance cannot be satisfied. There is a fear.
まず、3個のパンチA、B、Cを80℃の恒温槽中に10分間保持して均一に加熱する。次に、パンチA、B、Cを冷却方法を変えて冷却し、各パンチの先端18aが室温(20℃)に到達するのに要する時間を測定する。なお、温度測定は、先端部18aの側面からパンチ18の軸芯部に到達する測定孔を穿設し、この測定孔に熱電対を挿入して先端18aの軸心部の温度変化を測定した。
First, three punches A, B, and C are held in a thermostat at 80 ° C. for 10 minutes and heated uniformly. Next, the punches A, B, and C are cooled by changing the cooling method, and the time required for the
パンチAは放冷、パンチBは水冷、パンチCは強制空冷とした。すなわち、パンチAは加熱後恒温槽から取り出して室温中にそのまま放置した。また、パンチBは、加熱後恒温槽から取り出してすぐに容器に満たした22℃の水中にパンチの先端18aを浸漬して、温度降下を測定した。パンチCは、加熱後恒温槽から取り出し、適宜の方法で鉛直に支持したパンチの先端18aに、圧力P=4MPa、流量L=100・/min、18℃の圧縮空気を噴射距離d=0.1mmでノズル径φ=2mmのノズルから噴射して、パンチ18の先端部18aの温度降下を測定した。結果を図5に示す。図5で縦軸は先端部18aの温度であり、横軸は加熱開始からの経過時間である。
The punch A was allowed to cool, the punch B was water cooled, and the punch C was forced air cooled. That is, the punch A was taken out from the thermostat after heating and left as it was at room temperature. In addition, the punch B was immersed in 22 ° C. water filled in a container immediately after being taken out of the thermostat after heating, and the temperature drop was measured. The punch C is taken out from the thermostatic chamber after heating, and compressed air with a pressure P = 4 MPa, a flow rate L = 100 · / min, and 18 ° C. is sprayed onto the
パンチA(破線で示す)は放冷なので、パンチは徐々に冷却され冷却開始後約25分で室温に到達した。また、パンチB(鎖線で示す)の水冷では、パンチ先端を水中へ浸漬後(冷却開始後)約2分で水温(22℃)と一致した。また、パンチC(実線で示す)の強制空冷では、冷却開始後約50秒で20℃にまで冷却することができた。 Since the punch A (shown by a broken line) was allowed to cool, the punch was gradually cooled and reached room temperature about 25 minutes after the start of cooling. In addition, in the water cooling of the punch B (indicated by a chain line), the water temperature (22 ° C.) was matched in about 2 minutes after the tip of the punch was immersed in water (after the start of cooling). Further, in the forced air cooling of the punch C (shown by a solid line), it was possible to cool to 20 ° C. in about 50 seconds after the start of cooling.
ここで、金型の昇温速度は製品の昇温速度にほぼ等しいと仮定すれば、製品温度は180秒で20℃上昇したので、金型の昇温速度は0.11℃/秒であると推定できる。上記のように、強制空冷では50秒で60℃降温することができたので、平均の冷却速度は1.2℃/秒となり、昇温速度(0.11℃/秒)<冷却速度(1.2℃/秒)であるから、空気吹きつけによる強制冷却は十分な冷却能力を有することが分かる。 Here, assuming that the mold heating rate is approximately equal to the product heating rate, the product temperature rose 20 ° C. in 180 seconds, so the mold heating rate was 0.11 ° C./s. Can be estimated. As described above, in forced air cooling, the temperature could be decreased by 60 ° C. in 50 seconds, so the average cooling rate was 1.2 ° C./second, and the rate of temperature increase (0.11 ° C./second)<cooling rate (1 2 ° C./second), it can be seen that forced cooling by air blowing has sufficient cooling capacity.
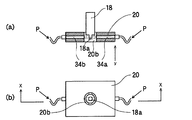
以上のように、パンチの先端近傍を空気で強制冷却することにより、パンチの熱膨張を抑制できることが分かった。しかし、例えば、外径=10mmで長さ100mmといったように、径が細くて全長が長いパンチの先端に片側からのみ高圧の空気を吹き付けると、パンチに不均一な力が加わるのでパンチが傾きやすくなり、パンチがストリッパプレートと摺接して焼き付きが発生することがある。そこで、長さと直径の比(長さ/直径)の値が2以上のパンチの場合には、ストリッパプレートに複数の冷媒通路を設けてパンチの先端部を複数の方向から冷却するようにするとよい。つまり、複数方向から空気を吹きつけることでパンチ先端に加わる横方向の力を相殺してパンチの傾きの発生を抑制しようとするものである。 As described above, it was found that the thermal expansion of the punch can be suppressed by forcibly cooling the vicinity of the tip of the punch with air. However, for example, when high pressure air is blown only from one side to the tip of a punch with a small diameter and a long overall length, such as an outer diameter of 10 mm and a length of 100 mm, the punch tends to tilt because non-uniform force is applied to the punch. Thus, the punch may come into sliding contact with the stripper plate to cause seizure. Therefore, in the case of a punch having a length-to-diameter ratio (length / diameter) of 2 or more, it is preferable to provide a plurality of coolant passages in the stripper plate to cool the tip of the punch from a plurality of directions. . That is, by blowing air from a plurality of directions, the lateral force applied to the tip of the punch is canceled to suppress the occurrence of punch tilt.
図4は、2箇所の冷媒通路34aと34bとをパンチの軸線を挟んで対向するように配置したストリッパプレート20を模式的に示したものである。このように対向する2箇所の冷媒通路から噴出する空気の圧力や流量を等しくすることで、パンチ先端部に付加される水平方向の力を相殺することが可能である。そしてパンチとストリッパプレートとの接触を回避してパンチの焼き付きを防止することができる。
FIG. 4 schematically shows the
図4の冷媒通路34aと34bとに、圧力P=4MPa、流量L=100・/min、20℃の圧縮空気を送給してパンチ先端を冷却することで、図6に示す断面形状の全てのヨークソレノイドリアについて、そのフランジ部Fの板厚を途中で寸法調整することなく3.0±0.01mmの範囲に収めることができ、安定して連続生産可能なことが確認できた。
All the cross-sectional shapes shown in FIG. 6 are cooled by supplying compressed air at a pressure P = 4 MPa, a flow rate L = 100 · / min, and 20 ° C. to the
なお、本発明のプレス金型は、上記の実施の形態に限定されることなく、本発明の主旨を逸脱しない範囲で変更できることはいうまでもない。例えば、上記の実施の形態では、パンチを冷却する冷媒として空気を用いたが、温度管理された窒素やアルゴンなどの不活性ガス、さらに水などをミスト状に含む冷却ガスを冷媒として用いてもよい。 Needless to say, the press mold of the present invention is not limited to the above-described embodiment, and can be changed without departing from the gist of the present invention. For example, in the above embodiment, air is used as a coolant for cooling the punch. However, a temperature-controlled inert gas such as nitrogen or argon, or a cooling gas containing water or the like in a mist form may be used as the coolant. Good.
本発明のプレス金型は、厚さの変化が直接性能の変化に繋がるような電磁弁に使用されるヨークソレノイドなどの絞り加工や、あるいは、比較的板厚の薄いつぶし加工を伴う精密冷間鍛造に好適に用いることができる。 The press die of the present invention is a precision cold work with a drawing process such as a yoke solenoid used for a solenoid valve in which a change in thickness directly leads to a change in performance, or a crushing process with a relatively thin plate thickness. It can be suitably used for forging.
12:アッパプレート 16:パンチホルダ 18:パンチ 20:ストリッパプレート 22:ロアプレート 26:ダイプレート 28:ダイ 34:冷媒通路 F:フランジ P:冷媒(空気) W:被加工材料 12: Upper plate 16: Punch holder 18: Punch 20: Stripper plate 22: Lower plate 26: Die plate 28: Die 34: Refrigerant passage F: Flange P: Refrigerant (air) W: Work material
Claims (4)
前記ストリッパプレートに前記パンチの先端近傍を冷却する冷媒の冷媒通路を備えることを特徴とするプレス金型。 In a press die having a punch and a die constituting a die, and a stripper plate disposed between the punch and the die,
A press die having a refrigerant passage for a refrigerant that cools the vicinity of the tip of the punch in the stripper plate.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005379450A JP2007175751A (en) | 2005-12-28 | 2005-12-28 | Press mold |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005379450A JP2007175751A (en) | 2005-12-28 | 2005-12-28 | Press mold |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007175751A true JP2007175751A (en) | 2007-07-12 |
Family
ID=38301458
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005379450A Withdrawn JP2007175751A (en) | 2005-12-28 | 2005-12-28 | Press mold |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007175751A (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103801618A (en) * | 2014-02-21 | 2014-05-21 | 集瑞联合重工有限公司 | Continuous punching device for steel plates |
| CN107363146A (en) * | 2017-08-31 | 2017-11-21 | 芜湖凝鑫机械有限公司 | Anti-skid bulge diel with cooling device |
| CN108246895A (en) * | 2018-02-14 | 2018-07-06 | 普利仕科技(苏州工业园区)有限公司 | The cooling device and stamping die of a kind of stamping die |
| CN108515109A (en) * | 2018-03-30 | 2018-09-11 | 宁波高新区新柯保汽车科技有限公司 | Autobody sheet hole punched device |
| JP2019177417A (en) * | 2018-03-30 | 2019-10-17 | 大阪瓦斯株式会社 | Punch hole formation method and punch hole formation device |
| CN110614317A (en) * | 2018-06-19 | 2019-12-27 | 台山市万力达金属制品科技有限公司 | Mould with accuse temperature function |
| CN110614313A (en) * | 2018-06-19 | 2019-12-27 | 台山市万力达金属制品科技有限公司 | Mould with accuse temperature function |
| CN111203474A (en) * | 2020-02-20 | 2020-05-29 | 郝玲 | Reduce numerical control punch press booster of punching press time |
| KR102131185B1 (en) * | 2019-02-19 | 2020-07-07 | 아사히 세이키 고교 가부시키가이샤 | Press machine, manufacturing method of press machine component, and manufacturing method of container |
| CN113231516A (en) * | 2021-05-20 | 2021-08-10 | 江苏宝亨新电气有限公司 | High-environment-adaptability arc bus duct machining device and application method thereof |
| CN113617947A (en) * | 2021-07-22 | 2021-11-09 | 厦门飞德利照明科技有限公司 | Stamping device is used in production and processing of illumination lamps and lanterns |
-
2005
- 2005-12-28 JP JP2005379450A patent/JP2007175751A/en not_active Withdrawn
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103801618A (en) * | 2014-02-21 | 2014-05-21 | 集瑞联合重工有限公司 | Continuous punching device for steel plates |
| CN107363146A (en) * | 2017-08-31 | 2017-11-21 | 芜湖凝鑫机械有限公司 | Anti-skid bulge diel with cooling device |
| CN108246895A (en) * | 2018-02-14 | 2018-07-06 | 普利仕科技(苏州工业园区)有限公司 | The cooling device and stamping die of a kind of stamping die |
| CN108246895B (en) * | 2018-02-14 | 2024-03-29 | 普利仕科技(苏州工业园区)有限公司 | Stamping die's cooling device and stamping die |
| JP7129807B2 (en) | 2018-03-30 | 2022-09-02 | 大阪瓦斯株式会社 | Punch hole forming method and punch hole forming apparatus |
| CN108515109A (en) * | 2018-03-30 | 2018-09-11 | 宁波高新区新柯保汽车科技有限公司 | Autobody sheet hole punched device |
| JP2019177417A (en) * | 2018-03-30 | 2019-10-17 | 大阪瓦斯株式会社 | Punch hole formation method and punch hole formation device |
| KR102689964B1 (en) * | 2018-03-30 | 2024-07-29 | 오사까 가스 가부시키가이샤 | Punch hole forming method and punch hole forming device |
| KR20200134303A (en) * | 2018-03-30 | 2020-12-01 | 오사까 가스 가부시키가이샤 | Punch hole forming method and punch hole forming apparatus |
| CN110614317A (en) * | 2018-06-19 | 2019-12-27 | 台山市万力达金属制品科技有限公司 | Mould with accuse temperature function |
| CN110614313A (en) * | 2018-06-19 | 2019-12-27 | 台山市万力达金属制品科技有限公司 | Mould with accuse temperature function |
| KR102131185B1 (en) * | 2019-02-19 | 2020-07-07 | 아사히 세이키 고교 가부시키가이샤 | Press machine, manufacturing method of press machine component, and manufacturing method of container |
| JP2020131233A (en) * | 2019-02-19 | 2020-08-31 | 旭精機工業株式会社 | Manufacturing method of press machine, press machine component, and container |
| CN111203474A (en) * | 2020-02-20 | 2020-05-29 | 郝玲 | Reduce numerical control punch press booster of punching press time |
| CN113231516A (en) * | 2021-05-20 | 2021-08-10 | 江苏宝亨新电气有限公司 | High-environment-adaptability arc bus duct machining device and application method thereof |
| CN113617947A (en) * | 2021-07-22 | 2021-11-09 | 厦门飞德利照明科技有限公司 | Stamping device is used in production and processing of illumination lamps and lanterns |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2716378B1 (en) | Hot press molding method and hot press molding die | |
| US11499202B2 (en) | Cooling method for workpiece | |
| JP2007175751A (en) | Press mold | |
| US20080295563A1 (en) | Method for Delaying of Cooling and Hardening of Desired Zones of a Sheet During a Hot Metal Stamping Process | |
| JP4968208B2 (en) | Hot press forming method for metal plate | |
| KR101032535B1 (en) | Hot press forming device | |
| JP2011000617A (en) | Device and method for hot press-forming metallic pipe | |
| RU2710401C1 (en) | Hot forming method and hot forming system | |
| JP2017070973A (en) | Hot pressing mold, and manufacturing method of hot pressing molding by using the hot pressing mold | |
| JPH08155558A (en) | Press forming method for aluminum or aluminum alloy stock and device therefor | |
| JP4210856B2 (en) | Mold | |
| JP2011173150A (en) | Steel working method | |
| US20180009018A1 (en) | Collapsible spacer and spacing method for forming | |
| CN116213490A (en) | Liquid nitrogen cooling die and application thereof | |
| US11504758B2 (en) | Hot press processing method and hot press processing apparatus | |
| WO2020071333A1 (en) | Rack bar manufacturing apparatus | |
| KR101505272B1 (en) | Hot stamping device and method | |
| KR101066571B1 (en) | Width forging press mold apparatus of hot slab | |
| JP4849858B2 (en) | Mold press molding apparatus and optical element manufacturing method | |
| JP4332017B2 (en) | Steel strip cooling device for continuous annealing furnace | |
| JP2009285913A (en) | Injection compression molding mold, adjusting method of the same, and injection compression molding system | |
| EP1941959B1 (en) | Thixocasting process | |
| JP4811010B2 (en) | Connecting rod manufacturing method and manufacturing apparatus | |
| JP2023125092A (en) | Manufacturing method of square can | |
| KR20250102318A (en) | High-speed strip casting apparatus and aluminum alloy sheet produced thereby |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081114 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20100420 |