JP2006192564A - Working auxiliary device and method - Google Patents
Working auxiliary device and method Download PDFInfo
- Publication number
- JP2006192564A JP2006192564A JP2005363144A JP2005363144A JP2006192564A JP 2006192564 A JP2006192564 A JP 2006192564A JP 2005363144 A JP2005363144 A JP 2005363144A JP 2005363144 A JP2005363144 A JP 2005363144A JP 2006192564 A JP2006192564 A JP 2006192564A
- Authority
- JP
- Japan
- Prior art keywords
- processing tool
- posture
- work
- predetermined
- coordinate system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Manipulator (AREA)
- Coating Apparatus (AREA)
Abstract
Description
本発明は、作業対象物の所定の箇所に処理を施す人の作業を補助する技術に関する。特に、処理を施すために用いる処理用具の位置と姿勢を、人の操作に追従するように調節することによって、作業対象物の所定の箇所に処理を施す人の作業を補助する技術に関する。 The present invention relates to a technique for assisting a person who performs processing on a predetermined portion of a work object. In particular, the present invention relates to a technique for assisting a person who performs a process on a predetermined portion of a work object by adjusting the position and posture of a processing tool used for performing the process so as to follow a human operation.
人の操作に追従するように処理用具の位置や姿勢をアクチュエータによって変えることによって、人の作業を補助する技術が開発されている。この種の技術では、人が処理用具に加えている操作力と、結果的に実現される処理用具の運動の間に、下記(1)式の関係が成立していると、人は良好な操作感を得えられ、作業性が向上することが知られている。 A technique has been developed that assists human work by changing the position and posture of a processing tool with an actuator so as to follow a human operation. In this type of technology, if the relationship of the following formula (1) is established between the operation force applied to the processing tool by the person and the movement of the processing tool realized as a result, the person is good. It is known that an operational feeling can be obtained and workability is improved.

ここで、qは処理用具の位置と姿勢のベクトルであり、d2q/dt2はその2階微分、dq/dtは1階微分である。Mは処理用具の加速度に対する比例マトリクスであり、処理用具に再現される質量に相当する。Dは処理用具の速度に対する比例マトリクスであり、処理用具に再現される粘性係数に相当する。Kは処理用具の位置に対する比例マトリクスであり、処理用具に再現されるばね定数マトリクスに相当する。fは人による操作力ベクトルである。
上記の知見を活用した技術が特許文献1に開示されている。特許文献1の装置では、重量物を支持する可動体と、その可動体を動かすアクチュエータと、そのアクチュエータを制御するコントローラを備えている。そのコントローラは、作業者が可動体に加える操作力と、操作力とアクチュエータによって実現される重量物の運動との間に、上記(1)式が成立するようにアクチュエータの出力を調節する。実現される重量物の運動には、上記(1)式によって運動特性が記述される搬送物モデルの運動が実現される。特許文献1は、重量物の搬送作業を複数の作業段階に大別するとともに、作業段階毎に上記(1)式の係数M、D、Kを切換えることが有効であることを報告している。
A technique using the above knowledge is disclosed in Patent Document 1. The apparatus of Patent Document 1 includes a movable body that supports a heavy object, an actuator that moves the movable body, and a controller that controls the actuator. The controller adjusts the output of the actuator so that the above equation (1) is established between the operating force applied by the operator to the movable body and the motion of the heavy object realized by the operating force and the actuator. For the movement of the heavy object to be realized, the movement of the transported object model whose movement characteristics are described by the above equation (1) is realized. Patent Document 1 reports that it is effective to roughly divide the work of transporting heavy objects into a plurality of work stages and to switch the coefficients M, D, and K in the above equation (1) for each work stage. .
作業対象物の所定箇所に処理を施す場合、作業対象物に対する処理用具の軌跡が重要である作業も多い。作業対象物に対する処理用具の軌跡が重要である作業では、作業者が処置用具に加えた操作をすべての方向に均一に補助すると、作業対象物に対する処理用具の軌跡を意図したものに実現することが困難となる。軌跡に沿った操作を補助するだけでなく、軌跡から外れる操作をも補助してしまうと、作業対象物に対する処理用具の軌跡を意図したものに実現できない。従来の技術では、処理用具の軌跡が重要である作業を補助することは困難である。
例えば、自動車のウインドガラスには、周縁に沿って接着剤を塗布する作業が必要とされる。ウインドガラスを固定しておいて作業すると、作業者はウインドガラスの周りを一周しなければならない。自動車のウインドガラスは大型であり、一周する作業を繰返すと作業者にかかる負荷が高くなってしまう。そこで、ウインドガラスを回転しながら周縁に沿って接着剤を塗布する方式が有利となる。処理に必要な用具(例えば接着剤を吐出するガン)が重いこともあり、その場合には、処理用具の位置と姿勢をアクチュエータによって調節することが必要となる。
上記に例示されるように、作業空間内で回転している作業対象物の所定箇所に処理を施す作業を実施するために、処理用具の位置と姿勢をアクチュエータによって調節する技術が必要とされている。このとき、処理用具の位置と姿勢をアクチュエータによって完全に調節してしまう産業ロボット方式が多用されているが、その方式では多品種混合生産の場合にコストが増大してしまう。人の持つ優れた能力と、ロボットのパワーを併用することができれば、優れた品質の製品を生産性よく生産することが可能となる。人と機械の協調作業が可能なシステムが必要とされている。
すなわち、作業空間内で回転している作業対象物の所定箇所に処理を施す人の作業を補助するために、処理用具の位置と姿勢を調節するアクチュエータを制御し、人の操作に追従して処理用具の位置と姿勢が調節される作業補助技術が必要とされている。この技術でも、人の操作に追従して処理用具の位置と姿勢が調節することによって、作業対象物に対する処理用具の軌跡が意図した軌跡とよく一致する技術が必要とされている。
本発明は、上記の問題を解決する。本発明では、作業対象物に対する処理用具の軌跡が重視される作業を補助する技術を提供する。特に、処理用具の位置と姿勢を調節するアクチュエータを制御することによって得られる作業対象物に対する処理用具の軌跡が、作業者の意図した軌跡とよく一致する結果をもたらす技術を提供する。
In the case where processing is performed on a predetermined portion of the work object, there are many operations in which the trajectory of the processing tool with respect to the work object is important. In work where the trajectory of the processing tool with respect to the work object is important, if the operator uniformly assists the operation applied to the treatment tool in all directions, the trajectory of the processing tool with respect to the work object should be realized as intended. It becomes difficult. If not only the operation along the trajectory but also the operation deviating from the trajectory is assisted, the trajectory of the processing tool for the work object cannot be realized as intended. In the prior art, it is difficult to assist the work in which the trajectory of the processing tool is important.
For example, an operation for applying an adhesive along a peripheral edge is required for an automobile window glass. When working with the window glass fixed, the operator must make a round around the window glass. The window glass of an automobile is large, and the load on the worker becomes high if the rounding operation is repeated. Therefore, it is advantageous to apply an adhesive along the periphery while rotating the window glass. A tool required for processing (for example, a gun for discharging an adhesive) may be heavy. In this case, it is necessary to adjust the position and posture of the processing tool with an actuator.
As exemplified above, a technique for adjusting the position and posture of a processing tool with an actuator is required to perform a process of performing processing on a predetermined portion of a work object rotating in a work space. Yes. At this time, an industrial robot system in which the position and orientation of the processing tool are completely adjusted by an actuator is frequently used. However, in this system, the cost increases in the case of multi-product mixed production. If you can combine the superior capabilities of humans and the power of robots, it will be possible to produce excellent quality products with high productivity. There is a need for a system that enables human-machine collaboration.
That is, in order to assist the work of a person who performs processing on a predetermined part of the work object rotating in the work space, the actuator for adjusting the position and posture of the processing tool is controlled to follow the human operation. There is a need for a work assist technique that adjusts the position and orientation of the processing tool. This technique also requires a technique in which the trajectory of the processing tool with respect to the work target matches the intended trajectory well by adjusting the position and posture of the processing tool following a human operation.
The present invention solves the above problems. The present invention provides a technique for assisting work in which the trajectory of the processing tool with respect to the work object is important. In particular, the present invention provides a technique that brings about a result that the trajectory of the processing tool with respect to the work object obtained by controlling an actuator that adjusts the position and posture of the processing tool closely matches the trajectory intended by the operator.
本発明は、作業対象物の所定箇所に処理を施す人の作業を補助するために、人の操作に追従して、処理用具の位置と姿勢を調節する作業補助装置に具現化することができる。この装置は、人が処理用具に加えている操作力を検出する操作力検出手段と、操作力検出手段で検出した操作力を、処理用具に対して所定の位置関係にある部位の移動方向が処理用具の姿勢から決まる所定の方向に規制されている処理用具モデルに加えたときに、所定時間後に現れる処理用具の位置と姿勢を計算する運動計算手段と、所定時間後の処理用具の位置と姿勢を、運動計算手段で計算した位置と姿勢に調節するアクチュエータを備える。 The present invention can be embodied in a work assisting device that adjusts the position and posture of a processing tool following a human operation in order to assist a person who performs a process on a predetermined portion of a work target. . This apparatus has an operation force detection means for detecting an operation force applied to a processing tool by a person, and an operation force detected by the operation force detection means with a moving direction of a part having a predetermined positional relationship with respect to the processing tool. A motion calculation means for calculating the position and orientation of the processing tool appearing after a predetermined time when added to the processing tool model regulated in a predetermined direction determined from the attitude of the processing tool, and the position of the processing tool after the predetermined time An actuator for adjusting the posture to the position and posture calculated by the motion calculation means is provided.
例えば塗料を塗布する塗布ローラを用いて作業する場合、塗布ローラの転動方向に力を加えると簡単に移動するのに対し、それに直交する方向に力を加えても容易には移動しない。すなわち、処理用具の移動方向が処理用具の姿勢から決まる所定の方向に規制されている。
本発明の運動計算手段では、処理用具の移動方向が処理用具の姿勢から決まる所定の方向に規制されている処理用具モデルを利用し、その処理用具に操作力を加えたときに生じる運動を計算し、所定時間後に現れる処理用具の位置と姿勢を計算する。
もっとも、処理用具は広がりを持っており、処理用具の移動方向が処理用具の姿勢から決まる部位には選択の余地がある。処理用具の外部に位置する仮想的な部位の移動方向が処理用具の姿勢から決まるとする処理用具モデルを利用してもよい。
処理用具に対して所定の位置関係にある部位の移動方向が処理用具の姿勢から決まる方向に規制されている処理用具モデルを用いると、移動が許される方向には効率的に補助される一方、移動が許されない方向には補助されない結果が実現される。
処理用具に対して所定の位置関係にある部位の移動方向が処理用具の姿勢から決まる方向に規制されている処理用具モデルを用い、移動が許される方向には効率的に補助される一方、移動が許されない方向には補助されない装置を実験してみると、作業者は自己の希望する作業対象物の所定軌跡に沿って、処理用具を移動させやすい結果が得られることが確認されている。
本発明の作業補助装置によると、作業者が希望する作業対象物上の軌跡に沿って、アクチュエータが処理用具を移動させる結果が得られやすい。
For example, when working with an application roller for applying paint, it moves easily when a force is applied in the rolling direction of the application roller, whereas it does not move easily even when a force is applied in a direction perpendicular thereto. That is, the moving direction of the processing tool is restricted to a predetermined direction determined from the posture of the processing tool.
The motion calculation means of the present invention uses a processing tool model in which the moving direction of the processing tool is regulated in a predetermined direction determined from the posture of the processing tool, and calculates the motion that occurs when operating force is applied to the processing tool. Then, the position and orientation of the processing tool appearing after a predetermined time are calculated.
However, the processing tools are wide, and there is room for selection in a region where the moving direction of the processing tools is determined from the posture of the processing tools. A processing tool model in which the moving direction of a virtual part located outside the processing tool is determined from the posture of the processing tool may be used.
While using a processing tool model in which the moving direction of a part having a predetermined positional relationship with respect to the processing tool is regulated in a direction determined from the posture of the processing tool, the movement is allowed to be efficiently assisted in the direction allowed. Unassisted results are achieved in directions where movement is not permitted.
Using a processing tool model in which the moving direction of a part in a predetermined positional relationship with respect to the processing tool is regulated in a direction determined from the posture of the processing tool, the movement is efficiently assisted in the direction in which movement is allowed, while the movement Experiments with devices that are not assisted in directions that are not permitted, have confirmed that the operator can easily move the processing tool along a predetermined trajectory of the desired work target.
According to the work assistance device of the present invention, it is easy to obtain a result of the actuator moving the processing tool along a trajectory on the work target desired by the worker.
前記したように、処理用具は広がりを持っており、処理用具の移動方向が処理用具の姿勢から決まる部位には選択の余地がある。
一つのモデルでは、処理用具の処理部位の移動方向が、処理用具の姿勢から決まる所定の方向に規制されているとする。
ここでいう処理部位とは、作業対象物に対して処理を施す処理用具内の部位を意味するものであり、例えば接着剤吐出ノズルの開口の位置をいう。
このモデルを用いると、作業者が処理用具を操作したときに、処理用具の処理部位が処理用具の姿勢から決まる方向にのみに移動する結果をもたらす作業補助が実行される。処理用具の処理部位を、目標とする軌跡に沿わせて移動させやすい。
As described above, the processing tool is widened, and there is room for selection in a region where the moving direction of the processing tool is determined from the posture of the processing tool.
In one model, it is assumed that the moving direction of the processing part of the processing tool is restricted to a predetermined direction determined from the posture of the processing tool.
The processing part here means a part in the processing tool for performing processing on the work object, for example, the position of the opening of the adhesive discharge nozzle.
When this model is used, when the operator operates the processing tool, work assistance is performed that results in the processing part of the processing tool moving only in a direction determined from the posture of the processing tool. It is easy to move the processing part of the processing tool along the target trajectory.
あるいは、処理用具の処理部位から所定方向に所定距離だけオフセットした部位の移動方向が、処理用具の姿勢から決まる方向に規制されているモデルを利用してもよい。
このことを比喩的に例示すると、方位が固定されている前輪と、方位が自在に回転する後輪を持つ台車の後輪位置に処理部位を備えている処理用具を用いて作業する場合に相当する。処理用具は、後輪位置に存在する処理部位から所定方向に所定距離だけオフセットした位置にある前輪の方向にしか移動できない。
このモデルを用いると、処理用具の姿勢の変化と、処理用具の処理部位の移動方向の変化の間に、位相差が生じる。その位相差によって、目標とする軌跡の曲率が大きく変化している場合でも、作業者は処理用具の処理部位を目標とする軌跡に沿わせて移動させやすい。
Alternatively, a model may be used in which the moving direction of a part offset by a predetermined distance in a predetermined direction from the processing part of the processing tool is regulated in a direction determined from the posture of the processing tool.
To illustrate this metaphorically, it corresponds to working with a processing tool having a processing part at the rear wheel position of a carriage having a front wheel with a fixed direction and a rear wheel whose direction rotates freely. To do. The processing tool can move only in the direction of the front wheel at a position offset by a predetermined distance in the predetermined direction from the processing site existing at the rear wheel position.
When this model is used, a phase difference is generated between the change in the posture of the processing tool and the change in the movement direction of the processing part of the processing tool. Even when the curvature of the target trajectory changes greatly due to the phase difference, the operator can easily move the processing part of the processing tool along the target trajectory.
あるいは、処理用具に対して所定の位置関係にある部位の移動方向が、処理用具の姿勢の変化よりも遅れて変化するモデルを利用してもよい。
このことを比喩的に例示すると、トレーラ型の処理用具を用いることに相当する。駆動力を持つ台車が方位を変えても、牽引される台車の方位はすぐには変わらない。牽引される台車の移動可能方向は、遅れて回転する。
このモデルを用いると、牽引される台車の側に処理部位が存在する処理用具を用いて作業しているときに得られる結果をもたらす作業補助が実行される。この場合にも、処理用具の姿勢の変化と、処理用具の処理部位の移動方向の変化の間に、位相差を生じさせることができる。その位相差によって、目標とする軌跡の曲率が大きく変化している場合でも、作業者は処理用具の処理部位を目標とする軌跡に沿わせて移動させやすい。
Alternatively, a model may be used in which the moving direction of a part that is in a predetermined positional relationship with respect to the processing tool changes after a change in the posture of the processing tool.
To illustrate this metaphorically, it corresponds to using a trailer type processing tool. Even if a cart with driving force changes its direction, the direction of the towed cart does not change immediately. The movable direction of the towed truck rotates with a delay.
When this model is used, work assistance is performed that produces results obtained when working with a processing tool having a processing site on the side of the trolley to be pulled. Also in this case, a phase difference can be generated between the change in the posture of the processing tool and the change in the movement direction of the processing part of the processing tool. Even when the curvature of the target trajectory changes greatly due to the phase difference, the operator can easily move the processing part of the processing tool along the target trajectory.
処理用具に対して所定の位置関係にある部位の移動方向が、処理用具の姿勢の変化よりも遅れて変化するモデルを利用する場合、処理用具の姿勢の変化速度が大きいときほど、処理用具に対して所定の位置関係にある部位の移動方向と処理用具の姿勢との角度差が大きくなることが好ましい。
このモデルを用いると、作業者は、処理用具の姿勢の変化と、処理用具の処理部位の移動方向の変化の間に生じる位相差を、処理用具に加えた操作によって調節することが可能となる。それにより、目標とする軌跡の曲率が大きく変化している場合でも、作業者は処理用具の処理部位を目標とする軌跡に沿わせて移動させやすい。
When using a model in which the moving direction of a part having a predetermined positional relationship with respect to the processing tool changes later than the change in the posture of the processing tool, the higher the change rate of the posture of the processing tool, the more the processing tool On the other hand, it is preferable that the angle difference between the moving direction of the part in a predetermined positional relationship and the posture of the processing tool is large.
Using this model, the operator can adjust the phase difference generated between the change in the posture of the processing tool and the change in the movement direction of the processing part of the processing tool by an operation applied to the processing tool. . Thereby, even when the curvature of the target trajectory changes greatly, the operator can easily move the processing part of the processing tool along the target trajectory.
処理用具に対して所定の位置関係にある部位の移動方向が、処理用具の姿勢の変化よりも遅れて変化するモデルを利用する場合、運動計算手段は、検出した操作力に、処理用具に対して所定の位置関係にある部位の移動方向と処理用具の姿勢との角度差に所定の係数を乗じたトルクを加算して、処理用具の位置と姿勢を計算することが好ましい。
この作業補助装置では、作業者が処理用具に姿勢を変化させる操作を加えた時に、作業者は処理用具から姿勢変化に抗する反力を感じることができる。作業者は、処理用具から受ける反力によって、処理用具に対して所定の位置関係にある部位の移動方向と処理用具の姿勢との角度差を知得することができる。目標とする軌跡の曲率が大きく変化している場合でも、作業者は処理用具の処理部位を目標とする軌跡に沿わせて移動させやすい。
When using a model in which the moving direction of a part that is in a predetermined positional relationship with respect to the processing tool changes using a model that changes later than the change in the posture of the processing tool, the motion calculation means uses the detected operating force to It is preferable to calculate the position and orientation of the processing tool by adding a torque obtained by multiplying the angle difference between the moving direction of the part having a predetermined positional relationship and the posture of the processing tool by a predetermined coefficient.
In this work assistance device, when an operator performs an operation to change the posture of the processing tool, the worker can feel a reaction force against the posture change from the processing tool. The operator can know the angular difference between the moving direction of the part having a predetermined positional relationship with the processing tool and the posture of the processing tool by the reaction force received from the processing tool. Even when the curvature of the target trajectory changes greatly, the operator can easily move the processing part of the processing tool along the target trajectory.
前記トルクを計算する所定の係数は、前記角度差が大きいときほど、小さく設定することが好ましい。
例えば目標とする軌跡の曲率が大きい場合、作業者は処理用具の姿勢を大きく変化させる必要がある。処理用具の姿勢を大きく変化させている状態では、処理用具に対して所定の位置関係にある部位の移動方向と処理用具の姿勢との角度差は大きくなる。この場合、前記した角度差に乗ずる係数を小さく設定することによって、作業者に過剰な反力を与えてしまうことを防止することができる。一方、例えば目標とする軌跡が直線である場合、作業者は処理用具の姿勢を一定に維持するために、処理用具の姿勢を細かに操作する必要がある。処理用具の姿勢を細かに操作している状態では、前記した角度差は極めて小さくなる。この場合、トルクを計算する係数を大きく設定することによって、作業者が知得できる大きさの反力を作業者に与えることができる。
この作業補助装置によると、目標とする軌跡の曲率に応じて作業者に適度な反力が与えられる。目標とする軌跡の曲率が大きく変化している場合でも、作業者は処理用具の処理部位を目標とする軌跡に沿わせて移動させやすい。
The predetermined coefficient for calculating the torque is preferably set to be smaller as the angular difference is larger.
For example, when the curvature of the target trajectory is large, the operator needs to greatly change the posture of the processing tool. In a state where the posture of the processing tool is greatly changed, the angle difference between the moving direction of the part having a predetermined positional relationship with the processing tool and the posture of the processing tool becomes large. In this case, it is possible to prevent an excessive reaction force from being applied to the operator by setting a coefficient to be multiplied by the angle difference described above. On the other hand, for example, when the target locus is a straight line, the operator needs to finely manipulate the posture of the processing tool in order to keep the posture of the processing tool constant. In the state where the posture of the processing tool is finely manipulated, the above-described angle difference becomes extremely small. In this case, by setting a large coefficient for calculating the torque, a reaction force having a magnitude that can be obtained by the worker can be given to the worker.
According to this work assistance device, an appropriate reaction force is given to the worker according to the curvature of the target trajectory. Even when the curvature of the target trajectory changes greatly, the operator can easily move the processing part of the processing tool along the target trajectory.
運動計算手段は、検出した操作力に、処理用具に対して所定の位置関係にある部位の移動方向に沿う所定の力を加算して、処理用具の位置と姿勢を計算することが好ましい。
この作業補助装置では、処理用具に対して所定の位置関係にある部位の移動方向に向けて、処理用具が能動的に移動する。作業者は、処理用具の姿勢を調節することに専念することもでき、処理用具の処理部位を目標とする軌跡に沿わせて移動させやすい。
Preferably, the motion calculation means calculates the position and orientation of the processing tool by adding a predetermined force along the moving direction of the portion having a predetermined positional relationship with respect to the processing tool to the detected operating force.
In this work assisting device, the processing tool actively moves in the moving direction of the part having a predetermined positional relationship with respect to the processing tool. The operator can concentrate on adjusting the posture of the processing tool, and can easily move the processing portion of the processing tool along a target trajectory.
本発明の技術は、作業空間内で作業対象物の位置と姿勢が経時的に変化している場合に特に有用である。この場合には、作業空間に固定された座標系で作業対象物の位置と姿勢の経時的変化を検出する手段を付加し、運動計算手段が、作業対象物に固定された座標系で計算した処理用具の位置と姿勢に、前記の検出手段で検出した作業対象物の位置と姿勢を加味して、作業空間に固定された座標系における処理用具の位置と姿勢を計算することが好ましい。 The technique of the present invention is particularly useful when the position and posture of the work object change over time in the work space. In this case, a means for detecting the temporal change in the position and orientation of the work object is added in the coordinate system fixed in the work space, and the motion calculation means is calculated in the coordinate system fixed in the work object. It is preferable to calculate the position and orientation of the processing tool in the coordinate system fixed in the work space by adding the position and orientation of the work object detected by the detection means to the position and orientation of the processing tool.
特に作業空間内で回転している作業対象物の所定箇所に処理を施す人の作業を補助する場合に有用である。このための補助装置は、人が処理用具に加えている操作力を作業空間に固定された座標系で検出する操作力検出手段と、検出された操作力を作業対象物に固定された座標系に変換する手段と、作業対象物に固定された座標系に変換された操作力を、処理用具に対して所定の位置関係にある部位の移動方向が処理用具の姿勢から決まる所定の方向に規制されている処理用具モデルに加えたときに、所定時間後に現れる処理用具の位置と姿勢を作業対象物に固定された座標系で計算する第1運動計算手段と、第1運動計算手段で計算された処理用具の位置と姿勢に、作業空間に固定された座標系において前記所定時間内に生じる処理用具の位置と姿勢の変化を加え、所定時間後に現れる処理用具の位置と姿勢を作業空間に固定された座標系で計算する第2運動計算手段と、所定時間後の処理用具の位置と姿勢を、第2運動計算手段で計算した位置と姿勢に調節するアクチュエータを備えている。
この補助装置によると、作業空間内で回転している作業対象物の所定軌跡に沿って処理用具を移動させる補助結果が得られやすく、作業者が動き回る負担が軽減される。
This is particularly useful when assisting a person who performs a process on a predetermined portion of a work object rotating in the work space. An auxiliary device for this purpose includes an operation force detecting means for detecting an operation force applied by a person to the processing tool in a coordinate system fixed in the work space, and a coordinate system in which the detected operation force is fixed to the work object. And the operation force converted into the coordinate system fixed to the work object is regulated to a predetermined direction in which the moving direction of the part having a predetermined positional relationship with respect to the processing tool is determined from the posture of the processing tool. A first motion calculation means for calculating the position and orientation of the processing tool appearing after a predetermined time in a coordinate system fixed to the work object when it is added to the processing tool model, and the first motion calculation means. The position and orientation of the processing tool appearing after the predetermined time in the coordinate system fixed in the work space is added to the position and orientation of the processing tool, and the position and posture of the processing tool appearing after the predetermined time are fixed in the work space. Calculated in the specified coordinate system That a second motion calculation unit, the position and attitude of a predetermined time after the treatment instrument includes an actuator for adjusting the position and orientation calculated by the second motion calculation means.
According to this auxiliary device, it is easy to obtain an auxiliary result of moving the processing tool along a predetermined trajectory of the work object rotating in the work space, and the burden of moving the worker around is reduced.
本発明の技術は、作業対象物の所定箇所に処理を施す人の作業を補助するために、人の操作に追従して、処理用具の位置と姿勢を調節する方法にも具現化される。この方法は、人が処理用具に加えている操作力を検出する操作力検出工程と、操作力検出工程で検出した操作力を、処理用具に対して所定の位置関係にある部位の移動方向が処理用具の姿勢から決まる所定の方向に規制されている処理用具モデルに加えたときに、所定時間後に現れる処理用具の位置と姿勢を計算する運動計算工程と、処理用具の位置と姿勢を変化させるアクチュエータを制御し、所定時間後の処理用具の位置と姿勢を、運動計算工程で計算した位置と姿勢に調節する工程とを備えている。
この方法によると、作業者は、処理用具を目標とする軌跡に沿わせて移動させやすい。処理用具が目標とする軌跡に沿って移動する補助結果が実現されやすい。
The technique of the present invention is also embodied in a method of adjusting the position and posture of a processing tool following a human operation in order to assist a person who performs a process on a predetermined portion of a work target. In this method, an operation force detection step for detecting an operation force applied to a processing tool by a person, and an operation force detected in the operation force detection step, the moving direction of a part having a predetermined positional relationship with respect to the processing tool is determined. A motion calculation step for calculating the position and posture of the processing tool that appears after a predetermined time when added to the processing tool model that is regulated in a predetermined direction determined from the posture of the processing tool, and changing the position and posture of the processing tool And a step of controlling the actuator to adjust the position and posture of the processing tool after a predetermined time to the position and posture calculated in the motion calculation step.
According to this method, the operator can easily move the processing tool along a target locus. An auxiliary result in which the processing tool moves along the target trajectory is easily realized.
本発明により、作業対象物の所定箇所に処理を施す人の作業を補助するための有用な技術が提供される。 The present invention provides a useful technique for assisting a person who performs a process on a predetermined portion of a work object.
最初に、以下に説明する実施例の主要な形態を列記する。
(形態1) 作業補助装置は、処理用具の位置と姿勢を変化させるロボットアームと、ロボットアームの動作を制御するコントローラを備えている。コントローラは、処理用具の位置と姿勢を検出しながら、処理用具の位置と姿勢をフィードバック制御する。
(形態2) 作業補助装置は、作業対象物を回転させながら支持するターンテーブルを備えている。ターンテーブルは、作業対象物の回転角を検出するセンサを備えている。
(形態3) 作業補助装置は、電子計算機を備えている。その電子計算機は、各種の計算処理を実行するCPUと、CPUが利用するプログラムやデータを記憶しているROMやRAMを備えている。
First, main forms of the embodiments described below are listed.
(Mode 1) The work assisting device includes a robot arm that changes the position and posture of the processing tool, and a controller that controls the operation of the robot arm. The controller feedback-controls the position and orientation of the processing tool while detecting the position and orientation of the processing tool.
(Form 2) The work assistance device includes a turntable that supports the work object while rotating it. The turntable includes a sensor that detects the rotation angle of the work object.
(Mode 3) The work assistance device includes an electronic computer. The electronic computer includes a CPU that executes various calculation processes, and a ROM and a RAM that store programs and data used by the CPU.
(実施例1)
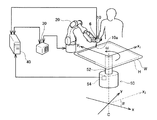
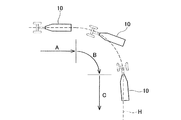
本発明を具体化した実施例について図面を参照しながら説明する。図1は、本実施例で説明する作業補助装置を示している。作業補助装置は、自動車のフロントガラスWの所定箇所(周縁に沿った位置)に接着剤を塗布する作業者の作業を補助するために、作業者の操作に追従して、処理用具(塗布ガン10)の位置や姿勢をロボットアーム20によって調節する。
なお本実施例では、本実施例の特徴を明確に説明するために、フロントガラスWはフラットな平面ガラスであるとし、作業者は塗布ガン10の位置と姿勢を平面内で調節するものとする。
図1に示すように、ターンテーブル50によって、フロントガラスWは角速度ωで回転している。作業者は、回転しているフロントガラスWの周縁に塗布ガン10を用いて接着剤を塗布する作業を行う。塗布ガン10は、吐出口10aから接着剤を吐出する。吐出口10aは、作業対象物に接着剤の塗布処理を施す処理部位である。作業者には、塗布ラインHに沿って規定量(単位長さ当たりの塗布量)の接着剤を塗布することが求められている。塗布ラインHは、フロントガラスWの周縁に沿う位置に設定されている。
Example 1
Embodiments embodying the present invention will be described with reference to the drawings. FIG. 1 shows a work auxiliary device described in the present embodiment. The work assisting device follows the operator's operation to assist the worker's work to apply the adhesive to a predetermined location (position along the periphery) of the windshield W of the automobile. The position and posture of 10) are adjusted by the
In this embodiment, in order to clearly describe the features of the present embodiment, the windshield W is a flat flat glass, and the operator adjusts the position and posture of the
As shown in FIG. 1, the windshield W is rotated at an angular velocity ω by the
図1に示すように、作業者の作業空間には、作業者の作業空間に固定されたxy固定座標系が定められている。この固定座標系は、原点がフロントガラスWの回転軸C上に位置しており、回転軸Cに対して垂直に広がっている。また固定座標系とは別に、フロントガラスWに固定したxjyj移動座標系が定められている。この移動座標系は、原点がフロントガラスWの回転軸C上に位置しており、回転軸Cに対して垂直に広がっている。固定座標系に対して移動座標系は、フロントガラスWの回転運動に伴って角速度ωで回転している。以下では、固定座標系に対する移動座標系の回転角をαとする。
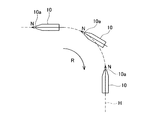
塗布ガン10では、塗布ガン10の向き(姿勢)に対して、塗布ガン10の操作方向が定められている。図2に示すように、塗布ラインHに接着剤を正しく塗布するためには、塗布ガン10の向き(姿勢方向)Nを塗布ラインHの接線方向に合わせながら、塗布ガン10を移動させる必要がある。図中の矢印Rは、塗布ラインHに対する塗布ガン10の移動方向を示している。塗布ラインHの接線方向に対して塗布ガン10の姿勢Nが変動すると、接着剤の塗布量が変化してしまう。作業者は、回転している塗布ラインHに追従して、塗布ガン10の位置と姿勢を調節する必要がある。塗布ラインHが静止している場合、塗布ガン10の姿勢方向と塗布ガン10が移動すべき方向は一致するが、塗布ラインHが運動している場合は、塗布ガン10の姿勢方向と塗布ガン10が移動すべき方向は必ずしも一致しない。塗布ガン10の位置と姿勢の経時変化は複雑なものとなる。
As shown in FIG. 1, an xy fixed coordinate system fixed in the worker's workspace is defined in the worker's workspace. In this fixed coordinate system, the origin is located on the rotation axis C of the windshield W and extends perpendicularly to the rotation axis C. In addition to the fixed coordinate system, an x j y j movement coordinate system fixed to the windshield W is defined. In this moving coordinate system, the origin is located on the rotation axis C of the windshield W and extends perpendicularly to the rotation axis C. With respect to the fixed coordinate system, the moving coordinate system rotates at an angular velocity ω as the windshield W rotates. In the following, the rotation angle of the moving coordinate system with respect to the fixed coordinate system is α.
In the
図1に示すように、作業補助装置は、作業者が塗布ガン10に加えている操作力を検出する力覚センサ6と、塗布ガン10の位置と姿勢を変化させるロボットアーム(アクチュエータ)20と、ロボットアーム20の動作を制御するコントローラ30と、電子計算機40と、フロントガラスWを支持して回転させるターンテーブル50を備えている。ターンテーブル50には、フロントガラスWの回転角を検出するためのエンコーダ54が設けられている。
塗布ガン10は、力覚センサ6を介してロボットアーム20の先端部に取り付けられている。力覚センサ6やエンコーダ54は、電子計算機40に接続されている。電子計算機40は、コントローラ30に接続されている。
As shown in FIG. 1, the work assistance device includes a force sensor 6 that detects an operation force applied to the
The
力覚センサ6は、作業者が塗布ガン10に加えている操作力を検出するためのセンサである。力覚センサ6は、作業者が塗布ガン10に加えている操作力をxy固定座標系で検出する。図3に示すように、力覚センサ6は、固定座標系における操作力のなかで、少なくともx軸方向の操作力fxと、y軸方向の操作力fyと、xy平面内の回転方向の操作力fθの3方向の操作力を検出することができる。
力覚センサ6では、塗布ガン10を脱着できるように構成されており、他の各種の処理用具を装着可能に構成されている。力覚センサ6は、塗布ガン10に限らず、作業者が各種の処理用具に加えている操作力を検出することもできる。力覚センサ6の出力信号は電子計算機40に入力される。
ロボットアーム20は、複数のリンクが複数の関節を介して連結されている多関節ロボットアームである。ロボットアーム20は、複数の関節の各関節角を回転させるアクチュエータ群(図示せず)を備えている。ロボットアーム20は6軸の自由度を持つロボットアームである。ロボットアーム20は、塗布ガン10の位置と姿勢を自由に変化させることができる。
なお、塗布ガン10の位置は、図3に示す基準点P0の位置(xm,ym)によって記述する。また塗布ガン10の姿勢は、塗布ガン10の姿勢方向Nとy軸方向とがなす回転角θ(以下、この回転角θを姿勢角θということがある)よって記述する。塗布ガン10の位置と姿勢(以下、位置姿勢ということがある)は、位置姿勢行列q=[xm,ym,θ]Tによって記述することができる。行列の右肩に付す記号Tは、転置行列を示すものであり、位置姿勢行列qは3行1列の行列(列ベクトル)である。なお、吐出口10aは、基準点P0から塗布ガン10の姿勢方向Nに沿って距離L1だけ離れている。
The force sensor 6 is a sensor for detecting an operation force applied to the
The force sensor 6 is configured so that the
The
The position of the
コントローラ30は、ロボットアーム20の動作を制御する。コントローラ30には、電子計算機40から塗布ガン10の固定座標系における位置姿勢の目標値を入力される。また、ロボットアーム20の各アクチュエータにはエンコーダが取り付けられており、コントローラ30はエンコーダ群の出力信号から塗布ガン10の固定座標系における位置姿勢の実際値を把握している。コントローラ30は、塗布ガン10の固定座標系における位置姿勢の目標値と実際値を比較しながら、ロボットアーム20の動作をフィードバック制御する。コントローラ30が検出した塗布ガン10の位置姿勢の実際値は、電子計算機40にも入力される。ロボットアーム20およびコントローラ30には、市販のロボットアームシステムを採用することができる。
ターンテーブル50は、フロントガラスWを支持する支持軸52を備えている。支持軸52は回転することができ、支持しているフロントガラスWを回転させる。支持軸52の回転速度は調節可能となっている。本実施例では、一定の角速度ωで回転駆動するように調節されている。またターンテーブル50は、支持軸52の回転角を検出するエンコーダ54を備えている。エンコーダ54の出力信号は、電子計算機40に入力される。
The
The
電子計算機40は、力覚センサ6の出力信号や、塗布ガン10の位置姿勢に関するコントローラ30の出力信号や、ターンテーブル50のエンコーダ54の出力信号に基づいて、塗布ガン10にとらせる位置姿勢を計算する。詳しくは、塗布ガン10の位置姿勢の目標値を所定時間Δt毎に計算する。電子計算機40は、記憶部であるROM、RAMや、演算部であるCPUや、入出力ポート等を備えている。
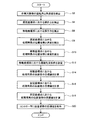
図4に、電子計算機40が実行する処理の流れを示すフローチャートを示す。電子計算機40は、図4に示す処理フローを、所定時間Δt毎に繰り返し実行する。図4に示すフローに沿って、作業支援装置の動作の流れを説明する。電子計算機40は、以下に説明する処理を実行するためのプログラムやデータを、ROMやRAMに記憶している。
The
FIG. 4 shows a flowchart showing the flow of processing executed by the
図4のステップS2では、固定座標系におけるフロントガラスWの回転角α(t)と角速度ω(t)を検出する。電子計算機40は、ターンテーブル50のエンコーダ54の出力信号に基づいて、フロントガラスWの回転角α(t)や角速度ω(t)を検出することができる。固定座標系におけるフロントガラスWの回転角α(t)と角速度ω(t)は、固定座標系に対する移動座標系の回転角α(t)と角速度ω(t)に等しい。
ステップS4では、力覚センサ6の出力値から、固定座標系における操作力f(t)=[fx,fy,fθ]Tを検出する。
ステップS6では、移動座標系における操作力fj(t)=[fxj(t),fyj(t),fθj(t)]Tに変換する。移動座標系における操作力fjと、固定座標系における操作力fとの間には、次式の関係が成立する。
fxj=( cosα)・fx+(sinα)・fy
fyj=(−sinα)・fx+(cosα)・fy
fθj=fθ
電子計算機40は、ステップS2で検出したフロントガラスWの回転角α(t)と、ステップS4で検出した固定座標系における操作力f(t)から、上記の関係を用いて移動座標系における操作力fj(t)に変換する。
In step S2 of FIG. 4, the rotation angle α (t) and the angular velocity ω (t) of the windshield W in the fixed coordinate system are detected. The
In step S4, the output value of the force sensor 6, operating in the fixed coordinate system force f (t) = [f x , f y, f θ] for detecting a T.
In step S6, the operation force f j (t) = [f xj (t), f yj (t), f θj (t)] T in the moving coordinate system is converted. The relationship of the following equation is established between the operating force f j in the moving coordinate system and the operating force f in the fixed coordinate system.
f xj = (cos α) · f x + (sin α) · f y
f yj = (− sin α) · f x + (cos α) · f y
f θj = f θ
The
ステップS8では、塗布ガン10の固定座標系における位置姿勢q(t)=[xm(t),ym(t),θ(t)]Tと、その速度dq(t)/dt=[dxm(t)/dt,dym(t)/dt,dθ(t)/dt]Tを検出する。電子計算機40は、固定座標系における塗布ガン10の位置姿勢q(t)を、コントローラ30から入力する。また電子計算機40は、例えば今回の動作サイクルで検出した塗布ガン10の固定座標系における位置姿勢q(t)と、前回の動作サイクルで検出した塗布ガン10の固定座標系における位置姿勢q(t−Δt)から、塗布ガン10の固定座標系における速度dq(t)/dtを検出することができる。
ステップS10では、塗布ガン10の移動座標系における位置姿勢qj(t)=[xmj(t),ymj(t),θj(t)]Tと、その速度dqj(t)/dt=[dxmj(t)/dt,dymj(t)/dt,dθj(t)/dt]Tを算出する。
塗布ガン10の固定座標系における位置姿勢qと、移動座標系における位置姿勢qjの間には、下記の(2)式の関係が成立する。塗布ガン10の固定座標系における速度dq/dtと、移動座標系における速度dqj/dtの間には、下記の(3)式の関係が成立する。塗布ガン10の固定座標系における加速度d2q/dt2と、移動座標系における加速度d2qj/dt2の間には、下記の(4)式の関係が成立する。(2)〜(4)式中のTを(5)式に示す。
In step S8, the position and orientation q (t) = [x m (t), y m (t), θ (t)] T in the fixed coordinate system of the
In step S10, the position and orientation q j (t) = [x mj (t), y mj (t), θ j (t)] T in the moving coordinate system of the
The relationship of the following equation (2) is established between the position and orientation q of the
電子計算機40は、ステップS2で検出したフロントガラスWの回転角α(t)と角速度ω(t)と、ステップS8で検出した塗布ガン10の固定座標系における位置姿勢q(t)と速度dq(t)/dtから、上式を用いて塗布ガン10の移動座標系における位置姿勢qj(t)とその速度dqj(t)/dtを算出する。
以上のステップによって、塗布ガン10に加えられている操作力と、塗布ガン10の位置姿勢と、塗布ガン10の速度を、移動座標系で把握することができる。
The
Through the above steps, the operating force applied to the
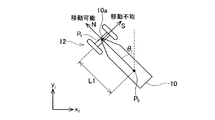
ステップS12では、塗布ガン10の移動座標系における運動に対して、車輪型の運動拘束条件を設定する。図5を参照して、車輪型の運動拘束条件について説明する。図5は、仮想的な車輪軸12が設けられている塗布ガン10を模式的に示している。車輪軸12は、吐出口10aの位置P1に設けられている。車輪軸12の進行方向は、塗布ガン10の姿勢方向Nを向いている。この車輪軸12付きの塗布ガン10では、車輪軸12によって、吐出口10aが塗布ガン10の法線方向Sへ横滑りすることが禁止される。この車輪軸12付きの塗布ガン10では、吐出口10aの移動方向が塗布ガン10の姿勢方向Nと一致することとなり、塗布ガン10を正しい操作方向に操作することが容易となる。このステップでは、作業者が操作する塗布ガン10の運動に、この車輪軸12が設けられた塗布ガン10の運動を再現するための運動拘束条件を設定する。
塗布ガン10の速度dqj/dtに対して、吐出口10aにおける法線方向Sの速度は[cosθj,sinθj,−L1]・dqj/dtと表される。ここで、L1は、塗布ガン10の基準点P0と吐出口10aの距離である。作業者が操作する塗布ガン10の運動に車輪型の運動拘束を与えるためには、吐出口10aにおける法線方向Sの速度がゼロとなればよいので、車輪型の運動拘束条件は下記の(6)式で記述することができる。
The velocity in the normal direction S at the
図4のステップS14では、ステップS6で算出した移動座標系における操作力fj(t)に基づいて、塗布ガン10の移動座標系における加速度d2qj/dt2の目標値を計算する。塗布ガン10の移動座標系における加速度d2qj/dt2の目標値は、次式を用いて計算することができる。
ここで、Mは塗布ガン10の加速度に対する比例マトリクスであり、塗布ガン10に再現する質量および慣性モーメントを記述している。Dは塗布ガン10の速度に対する比例マトリクスであり、塗布ガン10に再現する粘性係数を記述している。上記の(7)式に、ステップS12で設定した運動拘束条件を記述する(6)式を加味することによって、作業者が塗布ガン10に加えている操作力fjを、図5に示した車輪軸12付きの塗布ガン10に加えた時に生じる運動を計算することができる。以下に計算手順の一例を示す。
In step S14 of FIG. 4, the target value of acceleration d 2 q j / dt 2 in the movement coordinate system of the
Here, M is a proportional matrix with respect to the acceleration of the
(6)式の運動拘束条件から、下記の(8a),(8b)式を定めることができる。
上記の(8)式を用いて、(7)式を下記の(9)式に変形することができる。
ただし、
である。
以上から、塗布ガン10の加速度d2qj/dt2は、下記の(11)式によって計算することができる。
上記の(11)式の右辺に、ステップS6で算出した移動座標系における操作力fj(t)や、ステップS10で算出した塗布ガン10の位置姿勢qj(t)と速度dqj(t)/dtを代入することによって、塗布ガン10の移動座標系における加速度の目標値d2qj/dt2を計算することができる。
The following formulas (8a) and (8b) can be determined from the motion constraint condition of formula (6).
Using the above equation (8), the equation (7) can be transformed into the following equation (9).
However,
It is.
From the above, the acceleration d 2 q j / dt 2 of the
On the right side of the above equation (11), the operating force f j (t) in the moving coordinate system calculated in step S6, the position and orientation q j (t) of the
ステップS16では、塗布ガン10の固定座標系における加速度の目標値d2q/dt2を計算する。固定座標系における加速度の目標値d2q/dt2は、前記した(4)式を用いて計算することができる。具体的には、(4)式に、ステップS10で算出した塗布ガン10の移動座標系における位置姿勢qj(t)と速度dqj(t)/dtと、ステップS14で計算した塗布ガン10の移動座標系における加速度の目標値d2qj/dt2を代入して、固定座標系における加速度の目標値d2q/dt2を計算することができる。
ステップS18では、塗布ガン10の固定座標系における位置姿勢の所定時間後の目標値q(t+Δt)を計算する。固定座標系における位置姿勢の所定時間後の目標値q(t+Δt)は、ステップS8で検出した塗布ガン10の固定座標系における位置姿勢q(t)と速度dq(t)/dtと、ステップS16で計算した塗布ガン10の固定座標系における加速度の目標値d2qj/dt2から、数値的な積分によって計算することができる。
ステップS20では、ステップS18で計算した塗布ガン10の固定座標系における位置姿勢の所定時間後の目標値q(t+Δt)を、コントローラ30に教示する。コントローラ30は、塗布ガン10の実際の位置姿勢が所定時間後に目標値q(t+Δt)となるように、ロボットアーム20を制御する。
In step S16, the target value d 2 q / dt 2 of acceleration in the fixed coordinate system of the
In step S18, a target value q (t + Δt) after a predetermined time of the position and orientation of the
In step S20, the target value q (t + Δt) after a predetermined time of the position and orientation of the
電子計算機40は、上記した処理フローを所定時間Δt毎に繰り返す。その結果、作業者が操作している塗布ガン10は、あたかも図5に示す車輪軸12が設けられているように運動する。塗布ガン10に実現される運動では、フロントガラスWに対する塗布ガン10の移動方向と、フロントガラスWに対する塗布ガン10の姿勢方向Nが連動する。それにより、例えば塗布ガン10の姿勢方向Nを塗布ラインHの接線方向に調節し続けていれば、塗布ガン10の吐出口10aを塗布ラインHに沿って移動させることができる。また、フロントガラスWに対して塗布ガン10が、塗布ガン10の姿勢方向Nのみに移動するので、接着剤の塗布量の変動が抑制される。
この作業補助装置では、作業者が塗布ガン10をフロントガラスWに対して相対的に移動させたときに、塗布ガン10の位置や姿勢の変化に対して慣性力や粘性力が作用しているような操作感が作業者に与えられる。作業者は、塗布ガン10とフロントガラスWとの相対運動を力覚的に知ることができ、回転しているフロントガラスWに対して塗布ガン10を操作しやすい。
The
In this work auxiliary device, when an operator moves the
(実施例2)
本実施例では、実施例1の作業支援装置において、作業者が塗布ガン10を操作したときに、塗布ガン10に再現する運動特性を変更した例を説明する。
本実施例では、作業者が操作する塗布ガン10の運動に、図6に示すように、吐出口10aと異なる位置に仮想的な車輪軸14が設けられている塗布ガン10の運動を再現する。車輪軸14は、吐出口10aから塗布ガン10の姿勢方向Nに沿って距離L2だけオフセットした位置P2に設けられている。このオフセットした車輪軸14が設けられている塗布ガン10では、オフセットした車輪軸14によって、吐出口10aから距離L2だけ離れた位置P2の移動方向が車軸方向に規制され、塗布ガン10の法線方向Sへ横滑りすることが禁止される。作業者が操作する塗布ガン10の運動に、車輪軸14がオフセットして設けられている塗布ガン10の運動を再現するためには、実施例1のステップS12(図4)において、以下に説明する運動拘束条件を設定すればよい。
(Example 2)
In the present embodiment, an example will be described in which, in the work support device according to the first embodiment, when the operator operates the
In this embodiment, the movement of the
塗布ガン10の移動座標系における速度dqj/dtに対して、吐出口10aから塗布ガン10の方向Nに距離L2だけオフセットした位置P2おける法線方向Sの速度は、[cosθj,sinθj,−(L1+L2)]・dqj/dtと表される。この法線方向Sの速度がゼロとなればよいので、運動拘束条件は、
と記述することができる。実施例1の運動拘束条件を記述する(6)式と比較して、L1の部分を(L1+L2)に変更したものとなる。
以下、ステップS14以降の処理を実施例1と同様に行うことによって、作業者が操作している塗布ガン10の運動に、オフセット車輪軸14が設けられている塗布ガン10の運動を再現することができる。
Relative to the speed dq j / dt in the moving coordinate system of the
Can be described. Compared with the equation (6) describing the motion constraint condition of the first embodiment, the portion of L1 is changed to (L1 + L2).
Hereinafter, the movement of the
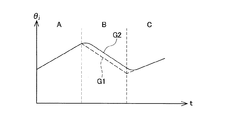
図7は、塗布ラインHに沿って直線部Aから円弧部Bを通って直線部Cに至るまで、塗布ガン10を操作したときの様子を示している。図8は、その操作時における塗布ガン10の移動座標系における姿勢角θjの変化を経時的に示している。図8のグラフG2は本実施例のように吐出口10aからオフセットした車輪軸14を仮想した場合の結果を示しており、グラフG1は実施例1のように吐出口10aの位置に車輪軸14を仮想した場合を示している。グラフG1、G2を比較してわかるように、本実施例では、直線部Aから円弧部Bに移る際や、円弧部Bから直線部Cに移る際に、姿勢角θjの変化が緩やかとなっている。これは、塗布ガン10の姿勢の変化と、塗布ガン10の吐出口10aの移動方向の変化の間に、遅れ(位相差)が生じることに起因している。作業者は、直線部と円弧部が複合する塗布ラインHに沿って、塗布ガン10を正しく操作することが容易となる。
仮想する車輪軸14のオフセット量を調整したり、あるいは逆方向にオフセットさせることによって、上記の位相差(遅れや進み)を調整することができる。それにより、作業者に合わせて操作感を調整することもできる。
FIG. 7 shows a state where the
The phase difference (delay or advance) can be adjusted by adjusting the offset amount of the
(実施例3)
本実施例においても、実施例1の作業支援装置において、作業者が塗布ガン10を操作したときに、塗布ガン10に再現する運動特性を変更したまた別の例を説明する。
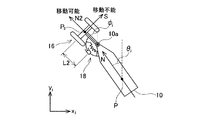
本実施例では、作業者が操作する塗布ガン10の運動に、図9に示すように、車輪軸リンク16が吐出口10aの位置に回転可能に連結されている塗布ガン10の運動を再現する。車輪軸リンク16のリンク長さはL2とする。車輪軸リンク16の方向N2は、yj軸方向からの回転角φjで記述される。この車輪軸リンク16が設けられている塗布ガン10では、車輪軸リンク16によって、吐出口10aから車輪軸リンク16の方向N2に距離L2だけ離れた位置P3の移動方向が車軸方向に規制され、車輪軸リンク16の法線方向Sへ横滑りすることが禁止される。また、塗布ガン10と車輪軸リンク16の間には、両者の姿勢角θj,φjの間にインピーダンス特性を付与するバネ−ダンパ部18が設けられている。それにより、塗布ガン10には下記の(13)式で記述される反力トルクfcjが付与される。この処理用具モデルでは、処理用具10に対して所定の位置関係にある部位P3の移動方向が、処理用具10の姿勢の変化よりも遅れて変化する。
Also in this embodiment, another example will be described in which the motion characteristics reproduced in the
In the present embodiment, the movement of the
作業者が操作する塗布ガン10の運動に、車輪軸リンク16が設けられている塗布ガン10の運動を再現するためには、実施例1のステップS12(図4)において、以下に説明する運動拘束条件を設定すればよい。
本実施例では、図4に示すステップS12において、実施例1の運動拘束条件に換えて、図9に示す車輪軸リンク16が設けられている塗布ガン10の運動を再現するための運動拘束条件を設定する。
塗布ガン10の移動座標系における速度dqj(t)/dtと車輪軸リンク16の回転速度dφj/dtに対して、吐出口10aから車輪軸リンク16の方向N2に距離L2だけオフセットした位置P3おける法線方向Sの速度は、[cosφj,sinφj,−L1cos(φj−θj),−L2]・[(dqj/dt)T,dφj/dt]Tと表される。この法線方向Sの速度がゼロとなればよいので、運動拘束条件は下記の(14)式で記述することができる。
In this embodiment, in step S12 shown in FIG. 4, instead of the movement restriction condition of the first embodiment, the movement restriction condition for reproducing the movement of the
A position offset by a distance L2 from the
図4に示す次のステップS14では、上記の(14)式を用いて、塗布ガン10の移動座標系における加速度の目標値d2qj/dt2を計算する。本実施例では、塗布ガン10に、(16)式で示した反力トルクfcjが付与されることから、加速度の目標値d2qj/dt2は次の(15)式を用いて計算することができる。
上記の(15)式に、上記の(14)式を加味することによって、図9に示した車輪軸リンク16が設けられた塗布ガン10の運動を計算することができる。以下に計算手順の一例を示す。
(14)式に、ステップS10で算出した塗布ガン10の移動座標系における位置姿勢qj(t)と速度dqj(t)/dtと、前回の動作ステップで計算した車輪軸リンク16の姿勢角φj(t−Δt)を代入して、車輪軸リンク16の姿勢角φjの変化速度dφj(t)/dtを計算することができる。計算した姿勢角φjの変化速度dφj(t)/dtを積分することによって、車輪軸リンク16の姿勢角φj(t)を計算することができる。次いで、(15)式に、塗布ガン10の移動座標系における位置姿勢qj(t)と速度dqj(t)/dtと、計算した車輪軸リンク16の姿勢角φj(t)と変化速度dφj(t)/dtを代入して、塗布ガン10の移動座標系における加速度の目標値d2qj/dt2を計算することができる。
以下、ステップS16以降の処理を行うことによって、作業者が操作している塗布ガン10の運動に、車輪軸リンク16が設けられている塗布ガン10の運動を再現することができる。
In the next step S14 shown in FIG. 4, the target value d 2 q j / dt 2 of the acceleration in the movement coordinate system of the
By adding the above equation (14) to the above equation (15), the motion of the
In equation (14), the position and orientation q j (t) and speed dq j (t) / dt in the movement coordinate system of the
Hereinafter, by performing the processing after step S16, the movement of the
図10は、塗布ラインHに沿って塗布ガン10を操作したときの様子を示している。図10に示すように、本実施例によると、塗布ガン10の姿勢方向Nが変化する際に、塗布ガン10の姿勢方向Nと塗布ガン10の移動方向N2とが異なることとなる。姿勢方向Nと移動方向N2の間にはインピーダンス特性が付与されているので、塗布ガン10の姿勢方向Nの変化に対して、塗布ガン10の移動方向N2の変化に遅れ(位相差)が生じる。この遅れが生じることによって、作業者は塗布ガン10の軌道や姿勢の修正をより自然な感覚で行うことが可能となる。
FIG. 10 shows a state when the
(実施例4)
本実施例では、実施例3で説明した作業支援装置において、塗布ガン10と車輪軸リンク16の間に設けられているバネ−ダンパ部18の特性を、作業支援中に調整する例について説明する。
図9に示すバネ−ダンパ部18の特性は、前記した(16)式中の比例係数Kcや比例係数Dcを増減調整することによって、調整することができる。本実施例では、前記した(16)式中の比例係数Kcを、車輪軸リンク16の姿勢角φjと塗布ガン10の姿勢角θjとの差分|φj−θj|(絶対値)に応じて増減調整する例について説明する。
Example 4
In this embodiment, an example will be described in which the characteristics of the spring-
Spring 9 - characteristic of the
図11は、本実施例で用いる比例係数Kcと角度差|φj−θj|との関係の一例を示している。図11に例示するような比例係数Kcと角度差|φj−θj|との関係は、予め電子計算機40に教示しておくことができる。図11に示すように、比例係数Kcは、角度差|φj−θj|に応じて増減変化するように定められている。詳しくは、角度差|φj−θj|が大きいほど、比例係数Kcは小さく定められている。電子計算機40は、教示された比例係数Kcと角度差|φj−θj|との関係を参照して、反力トルクfcjの計算に用いる比例係数Kcを、角度差|φj−θj|に応じて決定することができる。それにより、作業支援中において、角度差|φj−θj|が大きいときほど、塗布ガン10に付与される反力トルクfcjは小さくなり、角度差|φj−θj|が小さいときほど、塗布ガン10に付与される反力トルクfcjは小さくなる。なお、図11中のKc(φj−θj)を記述する式において、K1は比例係数Kcの最小値であり、K2は比例係数Kcの最大値であり、γは調整用のパラメータである。これらのK1、K2、γは、作業者が感じる操作感等を加味して適宜設定することができる。
FIG. 11 shows an example of the relationship between the proportionality coefficient Kc and the angle difference | φ j −θ j | used in this embodiment. The relationship between the proportionality coefficient Kc and the angle difference | φ j −θ j | as illustrated in FIG. 11 can be taught to the
フロントガラスWの塗布ラインHに沿って塗布ガン10を操作する場合、塗布ラインHの直線部では、塗布ガン10の姿勢角θjを移動座標系において略一定に維持する必要がある。塗布ガン10の姿勢角θjを移動座標系において略一定に維持している間、即ち、姿勢角θjの変化速度dθj/dtが小さい状態では、車輪軸リンク16の姿勢角φjと塗布ガン10の姿勢角θjとの角度差|φj−θj|が、比較的に小さく計算される。このとき本実施例では、比例係数Kcが比較的に大きく設定されることから、塗布ガン10の姿勢変化に対して、反力トルクfcjが比較的に大きく付与される。従って、塗布ラインHの直線部に沿って塗布ガン10を操作している間は、塗布ガン10の姿勢を変化させるのに要する操作力が、比較的に大きくなる。換言すれば、作業者が塗布ガン10に加えた操作力に対して、塗布ガン10の姿勢変化が抑制される。例えば作業者が手ぶれ等を起こした場合でも、塗布ガン10の姿勢変化は小さく抑えられ、直線状の塗布ラインHに沿って塗布ガン10の姿勢を正しく維持することができる。
一方、塗布ラインHの円弧部に沿って塗布ガン10を操作する場合では、塗布ガン10の姿勢角θjを移動座標系において大きく変化させる必要がある。塗布ガン10の姿勢角θjを移動座標系において大きく変化させている間、即ち、姿勢角θjの変化速度dθj/dtが大きい状態では、上記した車輪軸リンク16の姿勢角φjと塗布ガン10の姿勢角θjとの角度差|φj−θj|が、比較的に大きく計算される。このとき本実施例では、比例係数Kcが比較的に小さく設定されることから、塗布ガン10の姿勢変化に対して、反力トルクfcjが比較的に小さく付与される。従って、塗布ラインHの円弧部に沿って塗布ガン10を操作している間は、塗布ガン10の姿勢を変化させるのに要する操作力が、比較的に小さくなる。作業者は、過大な反力を受けることなく、円弧状の塗布ラインHに沿って塗布ガン10の姿勢を容易に変化させることができる。
本実施例の技術を用いることによって、塗布ラインHに沿って塗布ガン10を操作したときに、直線や曲線といった塗布ラインHの形状に応じて、塗布ガン10の操作性を適切に調整することが可能となる。
When the
On the other hand, when the
By using the technique of the present embodiment, when the
(実施例5)
本実施例では、塗布ガン10に再現する運動特性に、塗布ガン10が能動的に移動する自走特性を加える例について説明する。本実施例で説明する自走特性は、実施例1〜4で説明した各種の方式に、適宜付与することができる。以下では、実施例1の方式に、自走特性を加える例について説明する。
図12は、自走特性が付与された塗布ガン10のモデルを示している。図12に示すように、本実施例では、塗布ガン10に再現する運動を計算する際に、作業者による操作力に加えて、塗布ガン10に作用する自走力ffjを設定する。このとき自走力ffjは、塗布ガン10の姿勢方向Nに沿って設定する。自走力ffjは、例えば、塗布ガン10の姿勢方向Nに沿った流れ場(速度Vr)を仮想し、その流れ場から塗布ガン10に加えられる粘性力Dr・Vrを計算して、塗布ガン10に加える自走力ffjに用いることができる。
(Example 5)
In the present embodiment, an example will be described in which a self-propelled characteristic in which the
FIG. 12 shows a model of the
図13は、本実施例において、電子計算機40が実行する処理の流れを示すフローチャートである。図13に示すフローは、実施例1で説明した図4に示すフローと比較して、新たなステップS11が、ステップS10とステップS12の間に挿入されている。図13に示すフローに沿って、塗布ガン10に自走特性を加える処理動作について説明する
図13に示すように、電子計算機40は、ステップS2〜ステップS10の処理を実施例1と同様に実行して、塗布ガン10に加えられている操作力と、塗布ガン10の位置姿勢と、塗布ガン10の速度を、移動座標系で把握する。
ステップS11では、ステップS6で計算した移動作業系における操作力fjに、図12に示した自走力ffjを付与する。図12に示した自走力ffj=Dr・Vrは、下記する(16)式と、ステップS10で計算した塗布ガン10の移動座標系における姿勢角θiを用いて計算することができる。なお、流れ場の速度Vrやそれに対する比例係数Drは、予め電子計算機40に教示しておくことができる。このとき、流れ場の速度Vrは、例えば一定の値とすることもできるし、移動座標系における位置に応じて変化するように定めることもできる。
FIG. 13 is a flowchart showing the flow of processing executed by the
In step S11, the self-running force f fj shown in FIG. 12 is applied to the operating force f j in the mobile work system calculated in step S6. The self-propelled force f fj = D r · V r shown in FIG. 12 can be calculated using the following equation (16) and the attitude angle θ i in the movement coordinate system of the
ステップS12以降の処理は、操作力fjの代わりにステップS11で計算した操作力fjと自走力ffjとの合力(fj+ffj)を用いることを除いて、実施例1と同様に実行される。それにより、作業者が塗布ガン10を操作したときに、図12に示した自走力ffjが付加された運動が塗布ガン10に再現される。
また、ステップS12における運動拘束式の設定処理において、実施例2で説明した運動拘束式((12)式)や、実施3で説明した運動拘束式((14)式)を用いることによって、実施例2や実施例3の方式に自走特性を付与した作業補助を実現することができる。
Step S12 and subsequent steps, except the use of force instead to the operating force f j calculated in step S11 and the free-running power f fj operation force f j (f j + f fj), similarly to Example 1 To be executed. Thereby, when the operator operates the
In addition, in the setting process of the motion constraint formula in Step S12, the motion constraint formula ((12) formula) described in the second embodiment and the motion constraint formula ((14)) described in the third embodiment are used. Work assistance in which self-propelled characteristics are imparted to the methods of Example 2 and Example 3 can be realized.
通常、フロントガラスWの塗布ラインHに沿って塗布ガン10を操作する際に、作業者は、塗布ガン10の姿勢を塗布ラインHの接線方向に維持しつつ、塗布ガン10を塗布ラインHに沿って移動させる必要がある。作業者は、塗布ガン10の位置と姿勢の両者を調整する必要があり、困難な作業を強いられる。
本実施例の技術によると、塗布ガン10は自身の姿勢方向Nに向けて能動的に移動することから、塗布ガン10の姿勢が塗布ラインHの接線方向に維持されていれば、塗布ガン10は塗布ラインHに沿って能動的に移動する。従って、フロントガラスWの塗布ラインHに沿って塗布ガン10を操作する際に、塗布ガン10の姿勢を塗布ラインHの接線方向に維持する操作のみが必要とされ、塗布ガン10を塗布ラインHに沿って移動させる操作を不要にすることができる。作業者は、塗布ガン10の姿勢を調整する操作に専念することが可能となり、塗布ガン10を塗布ラインHに沿って正確に操作することが可能となる。
Normally, when operating the
According to the technique of the present embodiment, the
以上、本発明の具体例を詳細に説明したが、これらは例示にすぎず、特許請求の範囲を限定するものではない。特許請求の範囲に記載の技術には、以上に例示した具体例を様々に変形、変更したものが含まれる。
本発明の技術は、作業対象や処理用具によって限定されるものではなく、様々な作業対象に対して様々な処理用具を操作する作業に適用できる。このときの作業対象は、実体のある物体に限られず、コンピュータ画面等に再現表示されている仮想物体であってもよい。
本発明の技術は、人が直接的に処理用具を操作する作業に限られず、人が処理用具を遠隔操作する作業にも適用できる。人が処理用具を模した操作子を操作し、人の操作に追従するようにアクチュエータがその操作子の位置と姿勢を調節する。それと並行して、実際の処理を施す処理用具の位置と姿勢を、また別のアクチュエータによって同様に調節すればよい。
本明細書または図面に説明した技術要素は、単独であるいは各種の組み合わせによって技術的有用性を発揮するものであり、出願時請求項記載の組み合わせに限定されるものではない。また、本明細書または図面に例示した技術は複数目的を同時に達成するものであり、そのうちの一つの目的を達成すること自体で技術的有用性を持つものである。
Specific examples of the present invention have been described in detail above, but these are merely examples and do not limit the scope of the claims. The technology described in the claims includes various modifications and changes of the specific examples illustrated above.
The technique of the present invention is not limited by the work object and the processing tool, and can be applied to work for operating various processing tools on various work objects. The work target at this time is not limited to a substantial object, but may be a virtual object reproduced and displayed on a computer screen or the like.
The technique of the present invention is not limited to a work in which a person directly operates a processing tool, but can also be applied to a work in which a person remotely operates a processing tool. A human operates an operator imitating a processing tool, and an actuator adjusts the position and posture of the operator so as to follow the human operation. In parallel with this, the position and posture of the processing tool for performing the actual processing may be similarly adjusted by another actuator.
The technical elements described in this specification or the drawings exhibit technical usefulness alone or in various combinations, and are not limited to the combinations described in the claims at the time of filing. In addition, the technology illustrated in the present specification or the drawings achieves a plurality of objects at the same time, and has technical utility by achieving one of the objects.
6・・力覚センサ
10・・塗布ガン(処理用具)
12・・車輪軸
14・・オフセットした車輪軸
16・・車輪軸リンク
20・・ロボットアーム(アクチュエータ)
30・・コントローラ
40・・電子計算機
50・・ターンテーブル
54・・エンコーダ
H・・塗布ライン
6.
12.
30..
Claims (11)
人が処理用具に加えている操作力を検出する操作力検出手段と、
操作力検出手段で検出した操作力を、処理用具に対して所定の位置関係にある部位の移動方向が処理用具の姿勢から決まる所定の方向に規制されている処理用具モデルに加えたときに、所定時間後に現れる処理用具の位置と姿勢を計算する運動計算手段と、
所定時間後の処理用具の位置と姿勢を、運動計算手段で計算した位置と姿勢に調節するアクチュエータと、
を備える作業補助装置。 A work auxiliary device that adjusts the position and posture of a processing tool following a human operation in order to assist a person who performs a process on a predetermined portion of a work object,
An operation force detecting means for detecting an operation force applied to a processing tool by a person;
When the operating force detected by the operating force detecting means is applied to the processing tool model in which the moving direction of the part having a predetermined positional relationship with respect to the processing tool is regulated in a predetermined direction determined from the posture of the processing tool, Motion calculation means for calculating the position and posture of the processing tool appearing after a predetermined time;
An actuator for adjusting the position and posture of the processing tool after a predetermined time to the position and posture calculated by the motion calculation means;
A work auxiliary device comprising:
前記運動計算手段は、作業対象物に固定された座標系で計算した処理用具の位置と姿勢に、検出した作業対象物の位置と姿勢を加味して、作業空間に固定された座標系における処理用具の位置と姿勢を計算することを特徴とする請求項1から8のいずれかの作業補助装置。 A coordinate system fixed in the work space, further comprising means for detecting a change in the position and posture of the work object over time;
The motion calculation means performs processing in a coordinate system fixed in the work space by adding the position and posture of the detected work object to the position and posture of the processing tool calculated in the coordinate system fixed in the work object. The work auxiliary device according to claim 1, wherein the position and posture of the tool are calculated.
人が処理用具に加えている操作力を作業空間に固定された座標系で検出する操作力検出手段と、
検出された操作力を作業対象物に固定された座標系に変換する手段と、
作業対象物に固定された座標系に変換された操作力を、処理用具に対して所定の位置関係にある部位の移動方向が処理用具の姿勢から決まる所定の方向に規制されている処理用具モデルに加えたときに、所定時間後に現れる処理用具の位置と姿勢を作業対象物に固定された座標系で計算する第1運動計算手段と、
第1運動計算手段で計算された処理用具の位置と姿勢に、作業空間に固定された座標系において前記所定時間内に生じる処理用具の位置と姿勢の変化を加え、所定時間後に現れる処理用具の位置と姿勢を作業空間に固定された座標系で計算する第2運動計算手段と、
所定時間後の処理用具の位置と姿勢を、第2運動計算手段で計算した位置と姿勢に調節するアクチュエータと、
を備える作業補助装置。 A work auxiliary device that adjusts the position and posture of a processing tool following a human operation in order to assist a person who performs a process on a predetermined part of a work object rotating in a work space. ,
An operation force detecting means for detecting an operation force applied by the person to the processing tool in a coordinate system fixed in the work space;
Means for converting the detected operating force into a coordinate system fixed to the work object;
The processing tool model in which the operating force converted into the coordinate system fixed to the work object is regulated in a predetermined direction in which the moving direction of a part having a predetermined positional relationship with respect to the processing tool is determined from the posture of the processing tool First motion calculation means for calculating the position and orientation of the processing tool appearing after a predetermined time in a coordinate system fixed to the work object when
The position and orientation of the processing tool calculated by the first motion calculating means are added to the position and orientation of the processing tool that occurs within the predetermined time in the coordinate system fixed in the work space, and the processing tool that appears after the predetermined time Second motion calculation means for calculating a position and orientation in a coordinate system fixed in the work space;
An actuator for adjusting the position and orientation of the processing tool after a predetermined time to the position and orientation calculated by the second motion calculating means;
A work auxiliary device comprising:
人が処理用具に加えている操作力を検出する操作力検出工程と、
操作力検出工程で検出した操作力を、処理用具に対して所定の位置関係にある部位の移動方向が処理用具の姿勢から決まる所定の方向に規制されている処理用具モデルに加えたときに、所定時間後に現れる処理用具の位置と姿勢を計算する運動計算工程と、
処理用具の位置と姿勢を変化させるアクチュエータを制御し、所定時間後の処理用具の位置と姿勢を、運動計算工程で計算した位置と姿勢に調節する工程と、
を備える作業補助方法。 A method of adjusting the position and posture of a processing tool following a human operation in order to assist the work of a person who performs processing on a predetermined portion of a work object,
An operation force detection step of detecting an operation force applied to a processing tool by a person;
When the operation force detected in the operation force detection step is applied to the processing tool model in which the moving direction of the part having a predetermined positional relationship with respect to the processing tool is regulated in a predetermined direction determined from the posture of the processing tool, A motion calculation step for calculating the position and orientation of the processing tool appearing after a predetermined time;
Controlling the actuator for changing the position and posture of the processing tool, and adjusting the position and posture of the processing tool after a predetermined time to the position and posture calculated in the motion calculation step;
A work assistance method comprising:
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005363144A JP2006192564A (en) | 2004-12-16 | 2005-12-16 | Working auxiliary device and method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004365107 | 2004-12-16 | ||
| JP2005363144A JP2006192564A (en) | 2004-12-16 | 2005-12-16 | Working auxiliary device and method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006192564A true JP2006192564A (en) | 2006-07-27 |
Family
ID=36799010
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005363144A Pending JP2006192564A (en) | 2004-12-16 | 2005-12-16 | Working auxiliary device and method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006192564A (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007038059A (en) * | 2005-08-01 | 2007-02-15 | Nagoya Institute Of Technology | Work assist apparatus |
| JP2008093814A (en) * | 2006-10-16 | 2008-04-24 | Yamatake Corp | Operation support device and method thereof |
| JP2008194758A (en) * | 2007-02-08 | 2008-08-28 | Toyota Motor Corp | Working assisting device, working assisting method, and workpiece rotating device for use in working |
| JP2011156641A (en) * | 2010-02-03 | 2011-08-18 | Kanto Auto Works Ltd | Operation assisting system, operation assisting method, and recording medium with operation assisting method thereon |
| WO2012124342A1 (en) * | 2011-03-17 | 2012-09-20 | パナソニック株式会社 | Robot, robot control apparatus, control method, and control program |
| CN106826915A (en) * | 2015-12-04 | 2017-06-13 | 西门子公司 | A kind of tactile sensing device of robot's control method and its device |
| CN109262613A (en) * | 2018-10-12 | 2019-01-25 | 北京机械设备研究所 | A kind of composite force field control method and device applied to movement auxiliary type ectoskeleton |
-
2005
- 2005-12-16 JP JP2005363144A patent/JP2006192564A/en active Pending
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007038059A (en) * | 2005-08-01 | 2007-02-15 | Nagoya Institute Of Technology | Work assist apparatus |
| JP2008093814A (en) * | 2006-10-16 | 2008-04-24 | Yamatake Corp | Operation support device and method thereof |
| JP2008194758A (en) * | 2007-02-08 | 2008-08-28 | Toyota Motor Corp | Working assisting device, working assisting method, and workpiece rotating device for use in working |
| JP4631856B2 (en) * | 2007-02-08 | 2011-02-16 | トヨタ自動車株式会社 | Work assistance device, work assistance method, and work rotation device used for the work |
| JP2011156641A (en) * | 2010-02-03 | 2011-08-18 | Kanto Auto Works Ltd | Operation assisting system, operation assisting method, and recording medium with operation assisting method thereon |
| WO2012124342A1 (en) * | 2011-03-17 | 2012-09-20 | パナソニック株式会社 | Robot, robot control apparatus, control method, and control program |
| JP5129415B2 (en) * | 2011-03-17 | 2013-01-30 | パナソニック株式会社 | ROBOT, ROBOT CONTROL DEVICE, CONTROL METHOD, AND CONTROL PROGRAM |
| US8725295B2 (en) | 2011-03-17 | 2014-05-13 | Panasonic Corporation | Robot, robot control apparatus, robot control method, and robot control program |
| CN106826915A (en) * | 2015-12-04 | 2017-06-13 | 西门子公司 | A kind of tactile sensing device of robot's control method and its device |
| CN109262613A (en) * | 2018-10-12 | 2019-01-25 | 北京机械设备研究所 | A kind of composite force field control method and device applied to movement auxiliary type ectoskeleton |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI673150B (en) | Robot teaching method and robot arm control device | |
| JP6314426B2 (en) | Robot control apparatus and robot control method | |
| JP2006192564A (en) | Working auxiliary device and method | |
| Wannasuphoprasit et al. | Cobot control | |
| JP6392825B2 (en) | Robot controller with learning control function | |
| JPH079606B2 (en) | Robot controller | |
| JP2006334774A (en) | Method for controlling track of effector | |
| JP5144035B2 (en) | Industrial robot tool position / posture control method and control system | |
| JP2019000941A (en) | Load gravity center position estimating device for robot and load gravity center position estimating method | |
| JP2004148466A (en) | Robot controller | |
| JP2005154047A (en) | Power assist device | |
| CN112118940B (en) | Direct teaching device and direct teaching method for manipulator | |
| JP2007038059A (en) | Work assist apparatus | |
| JP2006015431A (en) | Robot controller and control method | |
| Luo et al. | On-line adaptive control for minimizing slippage error while mobile platform and manipulator operate simultaneously for robotics mobile manipulation | |
| JP6221539B2 (en) | Wheel type moving body | |
| JP2010036293A (en) | Multi-articulated robot | |
| JPH11239988A (en) | A singular point avoiding method in direct teaching of articulated robot | |
| JPH06198585A (en) | Attitude control method and apparatus for space robot | |
| JP6238110B2 (en) | Robot hand control method and control device | |
| JPH0760667A (en) | Weaving control device for robot | |
| JPH11345010A (en) | Controller for robot | |
| JP2016022559A (en) | Gravity compensation method for multijoint robot arm | |
| JP2713702B2 (en) | Robot control method and device | |
| JP7388870B2 (en) | Robot systems and control equipment |