JP2005313263A - Collet chuck tool holder and collet - Google Patents
Collet chuck tool holder and collet Download PDFInfo
- Publication number
- JP2005313263A JP2005313263A JP2004132295A JP2004132295A JP2005313263A JP 2005313263 A JP2005313263 A JP 2005313263A JP 2004132295 A JP2004132295 A JP 2004132295A JP 2004132295 A JP2004132295 A JP 2004132295A JP 2005313263 A JP2005313263 A JP 2005313263A
- Authority
- JP
- Japan
- Prior art keywords
- collet
- hole
- cutting tool
- holder
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Gripping On Spindles (AREA)
Abstract
Description
本発明は、ドリル等を保持するコレットチャック方式の工具ホルダに関し、特に 小径のドリル等切削工具を正確に確実に保持するための工具ホルダに関するものである。 The present invention relates to a collet chuck type tool holder for holding a drill or the like, and more particularly to a tool holder for accurately and reliably holding a cutting tool such as a small-diameter drill.
従来からこのようなコレットチャック方式の工具ホルダは、ドリル等の切削回転工具の保持に多用されており、例えば図3に明示されたような構造が知られている。この工具ホルダは、工作機械の主軸端Sへ装着されるシャンク部11を有するホルダ本体10の反対側に構成されるコレットチャック部12とを有しており、このコレットチャック部12が、ホルダ本体10の端部に形成されたテーパ穴10aと、そのテーパ穴10aへ挿入される外形テーパ21と中央に貫通穴22と、前後からすり割り溝を形成したコレット20と、ホルダ本体10の端部外周に形成されたねじ部10bへ螺合する締め付けナット30とを有しており、締め付けナット30を回動することでコレット20をホルダ本体10の内方へ押し込み、テーパ結合部で半径方向内方へ縮径して貫通穴22へ装着した切削工具Tを把持するものである。図中、50は鋼球、60は締め付けナット30の内側に該鋼球と軸方向に連結し、コレット外形と係合して締め付けナット30にコレット20を連動させるリング部材である
Conventionally, such a collet chuck type tool holder has been widely used for holding a cutting rotary tool such as a drill. For example, a structure as clearly shown in FIG. 3 is known. This tool holder has a
ところで、このようなコレットチャック方式の工具ホルダにおいて、従来から、図4中に示すように、切削工具の突き出し長さを所定に設定する調整ねじ40をホルダ本体内10のテーパ穴10aに続く内孔に形成したねじ孔10cへ装着したものが用いられており、このねじ40を回動するだけで簡単に調整できるため、多用されている。
Incidentally, in such a collet chuck type tool holder, conventionally, as shown in FIG. 4, an adjusting
しかしながら、この従来構造においては、特に細径の切削工具を保持するような場合、図4に示すように、切削工具Tを工具ホルダ本体10内へ挿入し、後端を調整ねじ40の係合穴41へ当接させた後締め付けナット30を回して取り付け作業をするが、その時、図中に示す矢印で説明するように、先ず締め付けナット30を回すと左方向へ該ナット30は移動する(矢印a)。するとコレット20はテーパ穴10aへ押し込まれることになり、半径方向に縮径し(矢印b)、更に奥へ引き込まれる(矢印c)。そのため切削工具Tが一緒に引き込まれる(矢印d)こととなり、切削工具T後端は調整ねじ40の当接部41へ強い押し込み力となって作用する。そのためにこの調整ねじ40にその押し込み力に対する反力が矢印eのように働くことになる。このため、切削工具のシャンク部分には両方から軸方向に強い力が作用することになり、図示したような細径の切削工具の場合には、図中にニ点鎖線で表示したように座屈を起してしまい、それによる悪影響、例えば振れ精度の低下等を及ぼすなど、問題点を有していた。
また、このような工具ホルダ内へクーラント流体を通して切削工具を冷却したり、切削点へ噴射させる場合があり、この場合にも、同様な調整ねじが用いられており、同じ問題点を有していた。
このようなことから、特許文献1に示すように、工具位置決め部材を硬質ゴム等の弾性体で構成したものが提案されている。さらには、特許文献2から特許文献4に示すような類似構造も公知である。
However, in this conventional structure, particularly when holding a cutting tool having a small diameter, the cutting tool T is inserted into the
In addition, the cutting tool may be cooled through the coolant fluid into such a tool holder or sprayed to the cutting point. In this case, the same adjusting screw is used, which has the same problems. It was.
For this reason, as shown in Patent Document 1, a tool positioning member made of an elastic body such as hard rubber has been proposed. Furthermore, similar structures as shown in Patent Document 2 to Patent Document 4 are also known.
この特許文献に示すような構造においては、前述したように締め付けたときに、切削工具は押し込まれるものの、位置決め部材の弾性で歪みは吸収されるため、先に説明したような影響は減少する。 In the structure shown in this patent document, when the cutting tool is pressed as described above, the cutting tool is pushed in, but since the distortion is absorbed by the elasticity of the positioning member, the influence as described above is reduced.
しかしながら、このような構造にすると、前述したように、締め付けナット30の動作により切削工具Tが引き込まれる時の軸方向力は相当に強く、そのために位置決め部材の、工具当接部分が塑性変形してしまい、圧痕として残ることで、切削工具を取り外して交換する場合に、装着位置が狂ってしまう虞があり、また、内部にクーラント流体を流すような場合、シール性が低下してしまうという欠点にもなるものであった。さらに、クーラント流体の種類によっては、ゴムや樹脂を劣化させるものがあり、このような場合には使用できないもので汎用性に問題があった。
However, with such a structure, as described above, the axial force when the cutting tool T is retracted by the operation of the tightening
解決しようとする課題は、コレットチャック方式の工具ホルダで小径の切削工具を所定の位置に固定する場合、コレット締め付け動作による切削工具の引き込みが切削工具に歪みを与えてしまい、保持精度に影響を与えてしまう点にある。 The problem to be solved is that when a small-diameter cutting tool is fixed at a predetermined position using a collet chuck type tool holder, the drawing of the cutting tool due to the collet tightening operation distorts the cutting tool, which affects the holding accuracy. It is in the point which gives.
本発明は、従来工具ホルダ側に構成していた工具位置調整用の調整ねじ構造をコレット内部の後部に一体に設けたことに特徴を有するものであり、工作機械の主軸端へ装着されるシャンク部を有するホルダ本体の反対側に構成されるコレットチャック部とを有し、このコレットチャック部が、ホルダ本体の端部に形成されたテーパ穴と、そのテーパ穴へ挿入される外形テーパと中央軸芯部に切削工具挿着用貫通穴を有し、該貫通穴へ半径方向変形させるためのすり割り溝を形成したコレットと、ホルダ本体の端部外周に形成されたねじ部へ螺合する締め付けナットとを有しており、締め付けナットを回動することでコレットをホルダ本体の内方へ押し込み、テーパ結合部で半径方向内方へ縮径してコレット貫通穴へ装着した切削工具を把持するコレットチャック工具ホルダにおいて、コレットのテーパ部に続いて円筒部を延長形成し、該円筒部内にねじ穴を形成すると共に、切削工具位置決め用部材を螺合装着したことを特徴とする。 The present invention is characterized in that an adjustment screw structure for adjusting a tool position, which has been conventionally configured on the tool holder side, is integrally provided at the rear part inside the collet, and is a shank to be mounted on a spindle end of a machine tool. A collet chuck configured on the opposite side of the holder main body having a portion, and the collet chuck includes a tapered hole formed at an end of the holder main body, an outer taper and a center inserted into the tapered hole A collet that has a through hole for inserting a cutting tool in the shaft core part, and has a slit groove for radial deformation into the through hole, and a screw that is screwed into a screw part formed on the outer periphery of the end of the holder body The collet is pushed inward of the holder body by rotating the tightening nut, and the cutting tool mounted in the collet through-hole is reduced in diameter in the radial direction at the taper coupling portion. In the collet chuck tool holder, a cylindrical portion extending form following the tapered section of the collet, the cylindrical portion to form the screw hole, the cutting tool positioning member, characterized in that the threaded attachment.
本発明は、以上のように構成したので、前述したようなコレットチャック方式の工具ホルダへ装着したとき、締め付けナットの回動操作でコレットを縮径させても、切削工具に軸線方向に引き込まれる力は発生せず、切削工具に歪みを発生させることが無く、確実に切削工具を保持することができる。 Since the present invention is configured as described above, when mounted on a collet chuck type tool holder as described above, the collet is retracted in the axial direction even if the collet is reduced in diameter by rotating the tightening nut. No force is generated, the cutting tool is not distorted, and the cutting tool can be reliably held.
コレット締め付け動作による切削工具の引き込みの影響を切削工具に与えず、高い保持精度で切削工具を保持するという目的を、コレット自身の内部に工具位置調整手段を内臓するという、簡単な構成により達成することが出来た。 The objective of holding the cutting tool with high holding accuracy without affecting the cutting tool due to the collet tightening operation is achieved by a simple configuration in which the tool position adjusting means is built in the collet itself. I was able to.
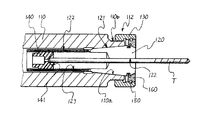
本発明を、図示の実施例に基づいて説明する。先ず実施例による工具ホルダは、図1に示すように、工作機械の主軸端Sへ装着されるシャンク部102(この部分は、従来例を示す図3と同じであり、本図では省略した)を有するホルダ本体110の反対側に構成されるコレットチャック部112とを有しており、このコレットチャック部112が、ホルダ本体110の端部に形成されたテーパ穴110aと、そのテーパ穴110aへ挿入される外形テーパ121と中央に貫通穴122と、前後からすり割り溝を形成したコレット120と、ホルダ本体110の端部外周に形成されたねじ部110bへ螺合する締め付けナット130とを有しており、締め付けナット130を回動することでコレット120をホルダ本体110の内方へ押し込み、テーパ結合部で半径方向内方へ縮径して貫通穴122へ装着した切削工具Tを把持するもので、本発明のコレット120は、前記外形テーパ121に続いて円筒部122を形成しており、且つその後端面から中心部にねじ穴123が穿設されており、先端側から穿設されている、切削工具挿着穴122に連通している。そして、該ねじ穴123に、前述した公知例に示されているような調整ねじ140が螺合装着されている。従って図1に示すように切削工具Tの後端は従来と同様に、調整ねじ140の前端部に形成された円錐状受け面141へ当設されるものである。またコレット120の先端側の外形テーパ121部には、図2の外観図のように先端面側から複数のすり割り溝124が外形テーパ121部分を越えて形成されている。なお、図中、150は鋼球、160は締め付けナット130の内側に該鋼球150と軸方向に連結し、コレット120外形と係合して締め付けナット130にコレット120を連動させるリング部材であり、従来構造と同じである。
The present invention will be described based on the illustrated embodiment. First, as shown in FIG. 1, the tool holder according to the embodiment has a shank portion 102 attached to the spindle end S of the machine tool (this portion is the same as FIG. 3 showing the conventional example, and is omitted in this figure). A
このように構成したので、締め付けナット130の回動操作による軸方向移動によるコレット軸方向移動の影響を切削工具自身へ及ぼさないように構成したため、切削工具は確実にしかも半径方向のチャッキング力を有効に作用させることができるので、切削工具の歪みや座屈を有効に防止できる。更に、従来に比べて、調整ねじ部がコレット内部に構成されちるので、予め工具ホルダ本体へ装着する前に位置調整をすることができ、調整作業が容易になるという副次効果が得られる。また、締め付けナットを回動させてコレットを押し込む際の軸方向移動量を予め測定し、その分を考慮して調整ねじ位置をセットすることで、より正確な位置調整を容易に達成できるものである。
Since it is configured in this manner, the cutting tool is configured so as not to be affected by the axial movement of the collet due to the axial movement caused by the turning operation of the tightening
なお、実施例において、コレットに形成するすり割り溝は、先端からのみ形成した例を説明したが、通常のコレットと同様に先端側と後端側と両方から交互に形成した構成でも同様に実施できる。つまり、すり割りの方向性及び数は問わないものである。また更に、調整ねじの形状も実施例に限定されるものではなく、平面で切削工具後端が当接したり、他の形状が採用できるものである。 In the example, the slot formed on the collet has been described as being formed only from the front end. However, in the same manner as in the case of a normal collet, the groove is alternately formed from both the front end side and the rear end side. it can. That is, the directionality and number of slots are not limited. Furthermore, the shape of the adjusting screw is not limited to the embodiment, and the cutting tool rear end abuts on a flat surface or other shapes can be adopted.
実施例では工具ホルダの後端部即ち主軸端Sへの装着部をいわゆるBTシャンク形状で示したが、そのようなシャンク部が適用されるような工作機械のみでなく、専用工作機械に採用されているような特殊取り付けシャンク部を有していても、同様に採用できるものである。
In the embodiment, the rear end portion of the tool holder, that is, the mounting portion to the spindle end S is shown in a so-called BT shank shape. Even if it has such a special mounting shank portion, it can be similarly adopted.
110 工具ホルダ本体
110a
テーパ穴
110b ねじ部
120 コレット
121 テーパ穴
122 切削工具挿着穴
123 ねじ穴
124 すり割り溝
130 締め付けナット
140 調整ねじ
141 円錐状受け面
T
切削工具
110 Tool holder body
110a
Taper hole
110b Screw part
120 collet
121 Tapered hole
122 Cutting tool insertion hole
123 Screw hole
124 Slotting groove
130 Tightening nut
140 Adjustment screw
141 Conical receiving surface T
Cutting tools
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004132295A JP2005313263A (en) | 2004-04-28 | 2004-04-28 | Collet chuck tool holder and collet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004132295A JP2005313263A (en) | 2004-04-28 | 2004-04-28 | Collet chuck tool holder and collet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005313263A true JP2005313263A (en) | 2005-11-10 |
| JP2005313263A5 JP2005313263A5 (en) | 2007-06-14 |
Family
ID=35441224
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004132295A Pending JP2005313263A (en) | 2004-04-28 | 2004-04-28 | Collet chuck tool holder and collet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005313263A (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008256561A (en) * | 2007-04-05 | 2008-10-23 | Fujitsu Microelectronics Ltd | Perpendicular tension type adhesion strength test machine |
| JP2010507491A (en) * | 2006-10-26 | 2010-03-11 | フランツ ハイマー マシーネンバウ カーゲー | Tightening device, collet chuck, base, and chuck key therefor |
| JP2011242394A (en) * | 2010-05-14 | 2011-12-01 | Nordson Corp | System and method of testing bond of semiconductor assembly |
| JP2011242393A (en) * | 2010-05-14 | 2011-12-01 | Nordson Corp | System and method for testing bond in semiconductor assembly |
| US8739661B2 (en) | 2006-10-26 | 2014-06-03 | Franz Haimer Maschinenbau Kg | Device for tightening and releasing clamping tools |
| CN107336188A (en) * | 2017-08-18 | 2017-11-10 | 中国航发贵州黎阳航空动力有限公司 | Aero-engine or so hydraulic actuator gate throttle mounts and dismounts specific purpose tool |
-
2004
- 2004-04-28 JP JP2004132295A patent/JP2005313263A/en active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010507491A (en) * | 2006-10-26 | 2010-03-11 | フランツ ハイマー マシーネンバウ カーゲー | Tightening device, collet chuck, base, and chuck key therefor |
| US8739661B2 (en) | 2006-10-26 | 2014-06-03 | Franz Haimer Maschinenbau Kg | Device for tightening and releasing clamping tools |
| US9004498B2 (en) | 2006-10-26 | 2015-04-14 | Franz Haimer Maschinenbau Kg | Clamping device and collet chuck, base and chuck key therefor |
| JP2008256561A (en) * | 2007-04-05 | 2008-10-23 | Fujitsu Microelectronics Ltd | Perpendicular tension type adhesion strength test machine |
| JP2011242394A (en) * | 2010-05-14 | 2011-12-01 | Nordson Corp | System and method of testing bond of semiconductor assembly |
| JP2011242393A (en) * | 2010-05-14 | 2011-12-01 | Nordson Corp | System and method for testing bond in semiconductor assembly |
| CN107336188A (en) * | 2017-08-18 | 2017-11-10 | 中国航发贵州黎阳航空动力有限公司 | Aero-engine or so hydraulic actuator gate throttle mounts and dismounts specific purpose tool |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5444579B2 (en) | Chuck device | |
| WO2005000531A1 (en) | Bit holder device | |
| JP2006272503A (en) | Insert removal type drill | |
| CN203610707U (en) | Special fixture for turning excircle of thin-wall cylinder body | |
| CN111036950B (en) | Precision turning fixture for thin-wall conical part | |
| JP2008207330A (en) | Tightening device | |
| JP2005313263A (en) | Collet chuck tool holder and collet | |
| KR20160002129U (en) | Collet chuck | |
| WO2018047221A1 (en) | Tool chuck, tool-holding method and tool-detaching method | |
| JP2009148864A (en) | Tool holder | |
| JP2004322291A (en) | Workpiece holder | |
| JP5790566B2 (en) | Fastening mechanism for cutting head and head exchangeable cutting tool using the same | |
| EP3272444B1 (en) | A flexible coupling for attaching a collet to a draw bar | |
| CN209793457U (en) | Hollow shaft part grinds and uses anchor clamps | |
| JP2011189447A (en) | Collet chuck | |
| CN220863257U (en) | Collet capable of being tightly attached to inner hole of knife handle | |
| JPH1119813A (en) | Compound hole drilling tool | |
| CN104439307A (en) | Shaft workpiece centering structure | |
| JP2019098491A (en) | Cutting tool and assembly method for the same | |
| JP2008055548A (en) | Collet chuck | |
| CN111055231B (en) | Front end tool | |
| JP6050218B2 (en) | Collet chuck device | |
| JP2006281360A (en) | Tool holder | |
| JP2005103706A (en) | Cutting tool | |
| JPS5851026Y2 (en) | Shape pencil lead protector |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Effective date: 20070427 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070427 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090306 |
|
| A977 | Report on retrieval |
Effective date: 20090917 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091006 |
|
| A02 | Decision of refusal |
Effective date: 20100216 Free format text: JAPANESE INTERMEDIATE CODE: A02 |