JP2005297546A - Hot melt adhesive handling member - Google Patents
Hot melt adhesive handling member Download PDFInfo
- Publication number
- JP2005297546A JP2005297546A JP2005065922A JP2005065922A JP2005297546A JP 2005297546 A JP2005297546 A JP 2005297546A JP 2005065922 A JP2005065922 A JP 2005065922A JP 2005065922 A JP2005065922 A JP 2005065922A JP 2005297546 A JP2005297546 A JP 2005297546A
- Authority
- JP
- Japan
- Prior art keywords
- weight
- fine particles
- hot melt
- handling member
- melt adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
- Laminated Bodies (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
Description
本発明は、ホットメルト接着剤を取り扱うための部材に関する。 The present invention relates to a member for handling a hot melt adhesive.
壁紙や合板の貼り合わせ等に用いられるホットメルト接着剤とは、室温で固形状をなしている100%固形分の熱可塑性ポリマーをベースにした接着性混合物であり、一旦加熱溶融した後に冷却することにより強力な接着効果を発揮するものである。ホットメルト接着剤は古くから材料開発がなされ、近年もその改良が進められており、例えば、繰り返し溶融・固化させても性能低下の少ないホットメルト接着剤などが提案されている(特許文献1参照)。 Hot melt adhesive used for wallpaper and plywood bonding is an adhesive mixture based on a 100% solid thermoplastic polymer that is solid at room temperature. In this way, a strong bonding effect is exhibited. Hot melt adhesives have been developed for a long time, and have been improved in recent years. For example, hot melt adhesives with little performance deterioration even when repeatedly melted and solidified have been proposed (see Patent Document 1). ).
このようなホットメルト接着剤を開発、試作、製造するに際し、ホットメルト接着剤がその取扱い部材に付着して剥がれ難いために、取扱いが非常に困難である。取扱い部材からのホットメルト接着剤の剥離が容易にできることや、使用後の取扱い部材が簡易な手入れだけで再利用できることが求められている。 When developing, prototyping, and manufacturing such a hot melt adhesive, it is difficult to handle because the hot melt adhesive adheres to the handling member and hardly peels off. It is required that the hot-melt adhesive can be easily peeled off from the handling member and that the handling member after use can be reused by simple care.
そこで、取扱い部材の表面にシリコン系樹脂からなるシートをしいて非粘着性を付与することが考えられる。しかしながら、シリコン系樹脂からなるシートを取扱い部材に固定することは難しく、シートそのものが取扱い部材から外れ易いために取扱いそのものが困難であり、交換も頻繁に行わなくてはならないという問題があった。 Therefore, it is conceivable to provide a non-adhesiveness by applying a sheet made of a silicon-based resin on the surface of the handling member. However, it is difficult to fix a sheet made of a silicon-based resin to the handling member, and the sheet itself is easily detached from the handling member, so that the handling itself is difficult, and there is a problem that replacement must be performed frequently.
そこで、取扱い部材の表面に、シリコン系樹脂を含有する塗料を塗布して、非粘着性を向上させることが考えられる。しかしながら、シリコン系樹脂塗料を塗布した取扱い部材は、使用初期の段階では、ある程度の非粘着性は確保されるが、塗膜自体の強度が不十分であるため、何度もホットメルト接着剤が付着・剥離したり、汚れ除去のための手入れをする際に塗膜が損傷し易く、比較的短時間で塗膜特性が失われてしまうという問題があった。 Therefore, it is conceivable to improve the non-adhesiveness by applying a coating containing a silicone resin to the surface of the handling member. However, in the initial stage of use, the handling member to which the silicone resin coating is applied is secured to some extent, but the strength of the coating film itself is insufficient. There is a problem that the coating film is easily damaged when it is adhered and peeled off or is cleaned for removing dirt, and the characteristics of the coating film are lost in a relatively short time.
そこで、塗膜の硬度と耐久性を高めるため、補強剤として特定の骨材(フィラー)を添加したシリコン系樹脂塗料が市販されているが、補強剤として添加している骨材(フィラー)は非粘着性を有さないため、骨材の添加量が多くなると塗膜の非粘着性が低下する。よって、骨材の添加量には自ずと限界があり、塗膜の硬度および耐久性の向上はあまり望めないという問題があった。
本発明の課題は、非粘着性、耐久性、耐摩耗性、耐傷付き性などに優れ、また、簡易な手入れだけで、長時間使用しても使用初期の優れた特性を維持することのできるホットメルト接着剤用取扱い部材を提供することにある。 The object of the present invention is excellent in non-adhesiveness, durability, abrasion resistance, scratch resistance, etc., and can maintain excellent characteristics in the initial stage of use even for a long time by simple care. It is to provide a handling member for hot melt adhesive.
本発明者は、鋭意研究を進めた結果、三層構造のシリコン系樹脂含有塗膜を取扱い部材の基材上に形成することにより、上記課題が解決されることを見出し、本発明を完成するに至った。 As a result of diligent research, the present inventors have found that the above-mentioned problems can be solved by forming a three-layered silicon-based resin-containing coating film on the base material of the handling member, and complete the present invention. It came to.
すなわち、本発明は、下記に示すとおりのホットメルト接着剤用取扱い部材を提供するものである。
項1. 基材上に、下塗り塗膜層、中塗り塗膜層および上塗り塗膜層が順次形成されてなり、該下塗り塗膜層が固形分として無機微粒子を20〜60重量%およびシリコン系樹脂を50〜10重量%含有し、該中塗り塗膜層が固形分として無機微粒子を10〜50重量%およびシリコン系樹脂を60〜20重量%含有し、該上塗り塗膜層が固形分としてシリコン系樹脂を50重量%以上含有してなるホットメルト接着剤用取扱い部材。
項2. シリコン系樹脂が、シリコーンおよびポリシランからなる群より選択される少なくとも1種である項1に記載のホットメルト接着剤用取扱い部材。
項3. 無機微粒子が、アルミナ微粒子、シリカ微粒子、チタニア微粒子および炭化ケイ素微粒子からなる群より選択される少なくとも1種である項1または2に記載のホットメルト接着剤用取扱い部材。
項4. 無機微粒子の平均粒径が10μm以下である項1〜3のいずれかに記載のホットメルト接着剤用取扱い部材。
項5. 取扱い部材が、温度計、薬さじ、へら、撹拌棒、押出し治具または引掛け治具である項1〜4のいずれかに記載のホットメルト接着剤用取扱い部材。
項6. 基材が、金属、樹脂、紙およびゴムからなる群より選択される少なくとも1種からなる項1〜5のいずれかに記載のホットメルト接着剤用取扱い部材。
That is, this invention provides the handling member for hot-melt-adhesives as shown below.
Item 1. On the substrate, an undercoat coating layer, an intermediate coating layer and an overcoating layer are sequentially formed. The undercoat coating layer has 20 to 60% by weight of inorganic fine particles and 50 silicon resin as solid contents. 10 to 50% by weight, the intermediate coating film layer contains 10 to 50% by weight of inorganic fine particles and 60 to 20% by weight of silicon resin as a solid content, and the top coating film layer contains a silicon resin as a solid content. A handling member for hot melt adhesive comprising 50% by weight or more.
Item 2. Item 2. The handling member for hot melt adhesive according to Item 1, wherein the silicon-based resin is at least one selected from the group consisting of silicone and polysilane.
Item 3. Item 3. The handling member for a hot melt adhesive according to Item 1 or 2, wherein the inorganic fine particles are at least one selected from the group consisting of alumina fine particles, silica fine particles, titania fine particles, and silicon carbide fine particles.
Item 4. Item 4. The handling member for hot melt adhesive according to any one of Items 1 to 3, wherein the inorganic fine particles have an average particle size of 10 µm or less.
Item 5. Item 5. The handling member for a hot melt adhesive according to any one of Items 1 to 4, wherein the handling member is a thermometer, a spoon, a spatula, a stirring bar, an extrusion jig, or a hooking jig.
Item 6. Item 6. The handling member for hot melt adhesive according to any one of Items 1 to 5, wherein the base material is at least one selected from the group consisting of metal, resin, paper, and rubber.
以下、本発明を詳細に説明する。 Hereinafter, the present invention will be described in detail.
本発明のホットメルト接着剤用取扱い部材は、基材上に、下塗り塗膜層(第1層)、中塗り塗膜層(第2層)および上塗り塗膜層(第3層)が順次形成され、該下塗り塗膜層(第1層)が固形分として無機微粒子を20〜60重量%およびシリコン系樹脂を50〜10重量%含有し、該中塗り塗膜層(第2層)が固形分として無機微粒子を10〜50重量%およびシリコン系樹脂を60〜20重量%含有し、該上塗り塗膜層(第3層)が固形分としてシリコン系樹脂を50重量%以上含有することを特徴とする。 In the handling member for hot melt adhesive of the present invention, an undercoat layer (first layer), an intermediate coat layer (second layer), and an overcoat layer (third layer) are sequentially formed on a substrate. The undercoat coating layer (first layer) contains 20 to 60% by weight of inorganic fine particles and 50 to 10% by weight of silicon resin as solids, and the intermediate coating layer (second layer) is solid. 10 to 50% by weight of inorganic fine particles and 60 to 20% by weight of silicon resin as a fraction, and the top coat layer (third layer) contains 50% by weight or more of silicon resin as a solid content And
すなわち、シリコン系樹脂と無機微粒子との含有割合が異なる三層のシリコン系樹脂含有塗膜を、基材上に形成したものである。 That is, a three-layered silicon-based resin-containing coating film in which the content ratios of the silicon-based resin and the inorganic fine particles are different is formed on the substrate.
下塗り塗膜層(第1層)には、補強剤としての無機微粒子および中塗り塗膜層(第2層)との密着性を高めるためのシリコン系樹脂を含有させる。中塗り塗膜層(第2層)には、補強剤としての無機微粒子および上塗り塗膜層(第3層)との密着性を高めるためのシリコン系樹脂を含有させる。そして、上塗り塗膜層(第3層)には、非粘着性(潤滑性)を高めるため、補強剤を含有させずにシリコン系樹脂を含有させる。 The undercoat coating layer (first layer) contains inorganic fine particles as a reinforcing agent and a silicon-based resin for enhancing adhesion to the intermediate coating layer (second layer). The intermediate coating film layer (second layer) contains inorganic fine particles as a reinforcing agent and a silicon-based resin for improving adhesion with the top coating film layer (third layer). And in order to improve non-adhesiveness (lubricity), the top coat film layer (third layer) contains a silicon-based resin without containing a reinforcing agent.
下塗り塗膜層(第1層)は固形分として無機微粒子を25〜55重量%およびシリコン系樹脂を45〜15重量%含有するのが好ましく、中塗り塗膜層(第2層)は固形分として無機微粒子を15〜45重量%およびシリコン系樹脂を55〜25重量%含有するのが好ましく、上塗り塗膜層(第3層)は固形分としてシリコン系樹脂を60〜100重量%含有するのが好ましい。 The undercoat coating layer (first layer) preferably contains 25 to 55% by weight of inorganic fine particles and 45 to 15% by weight of silicon resin as solids, and the intermediate coating layer (second layer) contains solids. It is preferable to contain 15 to 45% by weight of inorganic fine particles and 55 to 25% by weight of silicon resin, and the top coat layer (third layer) contains 60 to 100% by weight of silicon resin as a solid content. Is preferred.
塗膜の硬度と塗膜表面の非粘着性(潤滑性)の両方を高めるため、無機微粒子の含有量は、下塗り塗膜層(第1層)を中塗り塗膜層(第2層)より多くするのが好ましい。また、シリコン系樹脂の含有量は、下塗り塗膜層(第1層)から上塗り塗膜層(第3層)にかけて順次増加させるのが好ましい。 In order to increase both the hardness of the coating film and the non-adhesiveness (lubricity) of the coating film surface, the content of inorganic fine particles is less than the intermediate coating film layer (second layer) in the undercoat coating film layer (first layer). It is preferable to increase it. Further, it is preferable that the content of the silicon-based resin is sequentially increased from the undercoat layer (first layer) to the topcoat layer (third layer).
シリコン系樹脂(有機ケイ素ポリマー)としては、例えば、シリコーン、ポリシラン、ポリシルメチレン、ポリシラザン、ポリトリメチルビニルシランなどが挙げられるが、シリコーン、ポリシランが好ましい。これらのシリコン系樹脂は、1種単独で使用してもよいし、2種以上を併用してもよい。 Examples of the silicon-based resin (organosilicon polymer) include silicone, polysilane, polysilmethylene, polysilazane, polytrimethylvinylsilane, and the like, and silicone and polysilane are preferable. These silicon resins may be used alone or in combination of two or more.
無機微粒子としては、例えば、アルミナ微粒子、シリカ微粒子、チタニア微粒子、炭化ケイ素微粒子、ジルコニア微粒子、硫化タンタル微粒子、ゼオライト微粒子などが挙げられるが、アルミナ微粒子、シリカ微粒子、チタニア微粒子、炭化ケイ素微粒子が好ましい。これらの無機微粒子は、1種単独で使用してもよいし、2種以上を併用してもよい。 Examples of the inorganic fine particles include alumina fine particles, silica fine particles, titania fine particles, silicon carbide fine particles, zirconia fine particles, tantalum sulfide fine particles, and zeolite fine particles. Of these, alumina fine particles, silica fine particles, titania fine particles, and silicon carbide fine particles are preferable. These inorganic fine particles may be used individually by 1 type, and may use 2 or more types together.
なお、下塗り塗膜層(第1層)と中塗り塗膜層(第2層)には、シリコン系樹脂および無機微粒子以外に、残分として、ポリアミドイミド、ポリフェニルスルフイド、ポリエーテルスルホンなどのバインダー成分が含まれているのが好ましい。また、上塗り塗膜層(第3層)には、バインダー成分が50重量%以下、好ましくは40重量%以下、含まれていてもよい。 In addition to the silicon-based resin and inorganic fine particles, the remainder of the undercoat layer (first layer) and the intermediate coat layer (second layer) is polyamideimide, polyphenylsulfide, polyethersulfone, etc. It is preferable that the binder component is contained. Further, the top coat layer (third layer) may contain a binder component of 50% by weight or less, preferably 40% by weight or less.
各塗膜層の厚さは、取扱い部材の基材の材質および形状により異なるが、10〜100μm程度であるのが好ましく、15〜70μm程度であるのがより好ましい。また、三層の塗膜層全体の厚さは、30〜300μm程度であるのが好ましく、45〜210μm程度であるのがより好ましい。 The thickness of each coating layer varies depending on the material and shape of the base material of the handling member, but is preferably about 10 to 100 μm, and more preferably about 15 to 70 μm. In addition, the thickness of the entire three coating layers is preferably about 30 to 300 μm, more preferably about 45 to 210 μm.
無機微粒子の平均粒径は、塗膜層の厚さを考慮して定めれば良いが、10μm以下であるのが好ましく、5μm以下であるのがより好ましく、0.5〜1μmであるのが特に好ましい。なお、塗膜中での無機微粒子の分散の均一性を確保するために、粒径が30μm以上の粗大粒子を含まないことが望ましい。 The average particle diameter of the inorganic fine particles may be determined in consideration of the thickness of the coating layer, but is preferably 10 μm or less, more preferably 5 μm or less, and 0.5 to 1 μm. Particularly preferred. In order to ensure the uniformity of the dispersion of the inorganic fine particles in the coating film, it is desirable not to include coarse particles having a particle size of 30 μm or more.
本発明における取扱い部材の基材の材質としては、銅、ステンレス鋼、一般鋼、アルミニウム、アルミニウム合金などの金属類の他、樹脂、紙、ゴムなどが挙げられる。これらの材質は、1種単独であってもよいし、2種以上を組み合わせたものであってもよい。 Examples of the material of the base material of the handling member in the present invention include metals such as copper, stainless steel, general steel, aluminum, and aluminum alloy, as well as resin, paper, rubber, and the like. These materials may be used alone or in combination of two or more.
基材上に塗膜層を形成するには、本発明の固形分組成からなる下塗り塗料、中塗り塗料および上塗り塗料を調製し、これらの塗料をスプレー、刷毛塗り、浸漬などの公知の手段で、順次塗装すればよい。塗料には、必要に応じて希釈剤としての溶媒を配合する。溶媒としては、n−メチルピロリドン、ジアセトンアルコール、メタノール、エタノール、アセトン、THFなどが挙げられ、n−メチルピロリドン、ジアセトンアルコールが好ましい。これらの溶媒は、1種単独で使用してもよいし、2種以上を併用してもよい。各塗料を塗装した後に、それぞれ乾燥と加熱処理を行ってもよいし、順次、塗装と乾燥を行った後に、二層または三層をまとめて加熱処理してもよい。 In order to form a coating layer on a substrate, undercoat paint, intermediate coat paint and top coat paint having the solid composition of the present invention are prepared, and these paints are applied by known means such as spraying, brushing and dipping. You can paint sequentially. If necessary, a solvent as a diluent is blended in the paint. Examples of the solvent include n-methylpyrrolidone, diacetone alcohol, methanol, ethanol, acetone, THF and the like, and n-methylpyrrolidone and diacetone alcohol are preferable. These solvents may be used alone or in combination of two or more. After applying each paint, drying and heat treatment may be performed, respectively, and after coating and drying sequentially, two layers or three layers may be heat-treated together.
加熱処理の温度は、100〜250℃が好ましく、100〜180℃がより好ましい。加熱処理の時間は、15〜90分が好ましく、20〜50分がより好ましい。 100-250 degreeC is preferable and the temperature of heat processing has more preferable 100-180 degreeC. The heat treatment time is preferably 15 to 90 minutes, and more preferably 20 to 50 minutes.
本発明のホットメルト接着剤用取扱い部材には、必要に応じて目盛りなどを付すことができる。 The handling member for a hot melt adhesive of the present invention can be provided with a scale as required.
本発明が適用できるホットメルト接着剤用取扱い部材としては、特に限定されないが、温度計、薬さじ、へら、撹拌棒、押出し治具、引掛け治具などが好ましい。ただし、ビーカー、バット、メスシリンダー、トレー、ボールなどの容器は含まれない。 The handling member for hot melt adhesive to which the present invention can be applied is not particularly limited, but a thermometer, a spoon, a spatula, a stirring bar, an extrusion jig, a hooking jig and the like are preferable. However, containers such as beakers, bats, graduated cylinders, trays and balls are not included.
本発明のホットメルト接着剤用取扱い部材を使用する対象のホットメルト接着剤としては、特に限定されず、ポリオレフィン系、ポリエステル系、スチレン系、アクリル系、ポリウレタン系、ポリアミド系、EVA系などの各種ホットメルト接着剤が挙げられる。 The hot melt adhesive to be used for the handling member for hot melt adhesive of the present invention is not particularly limited, and various types such as polyolefin, polyester, styrene, acrylic, polyurethane, polyamide, EVA, etc. A hot melt adhesive is mentioned.
本発明により取扱い部材用基材上に形成された塗膜は、シリコン系樹脂の固有の特性と無機微粒子の固有の特性とを兼ね備えているだけでなく、それらが相乗的に働く。従って、本発明のホットメルト接着剤用取扱い部材は、シリコン系樹脂に由来する高度の非粘着性(潤滑性)、耐摩耗性、防汚性、耐焦げ付き性などを有し、さらに、特に優れた耐久性、耐熱性、耐薬品性、撥油性、撥水性などを発揮する。しかも、無機微粒子に由来する高硬度、高強度特性などを備えるので、特に優れた耐久性、耐摩耗性、耐傷付き性などを発揮する。 The coating film formed on the base material for the handling member according to the present invention not only has the inherent characteristics of the silicon-based resin and the inherent characteristics of the inorganic fine particles, but also works synergistically. Therefore, the handling member for hot melt adhesive of the present invention has a high degree of non-adhesiveness (lubricity) derived from silicone resin, wear resistance, antifouling property, scoring resistance, etc., and is particularly excellent. Excellent durability, heat resistance, chemical resistance, oil repellency, water repellency, etc. In addition, since it has high hardness and high strength characteristics derived from inorganic fine particles, it exhibits particularly excellent durability, wear resistance, scratch resistance and the like.
従って、付着したホットメルト接着剤の剥離が容易にでき、簡易な手入れだけで取扱い部材を繰り返し使用することができる。 Therefore, the attached hot melt adhesive can be easily peeled off, and the handling member can be used repeatedly with simple care.
以下に実施例および比較例を示し、本発明の特徴とするところをより一層明確にする。 Examples and Comparative Examples are shown below to further clarify the features of the present invention.
なお、物性の測定は、塗膜を形成したテストピースおよびステンレス鋼製の撹拌棒(直径3mm×長さ250mm)を用いて下記の方法により行った。 In addition, the measurement of the physical property was performed by the following method using the test piece which formed the coating film, and the stirring rod (diameter 3mm x length 250mm) made from stainless steel.
(1)接触角
接触角計(協和界面科学(株)製、「CA−A型」)を用いて、液滴法により、水の接触角を測定した。
(1) Contact angle The contact angle of water was measured by a droplet method using a contact angle meter (“CA-A type” manufactured by Kyowa Interface Science Co., Ltd.).
(2)密着力試験(JIS K5400)
サンプルに1cm2当たり100個のごばん目を入れ、下記の各条件下に放置した後、常温に戻し、セロファン粘着テープにより、圧着剥離試験を行った。
(a)250℃で2時間放置
(b)−10℃で2時間放置
(c)(200℃で1時間→−10℃で1時間)×10サイクル
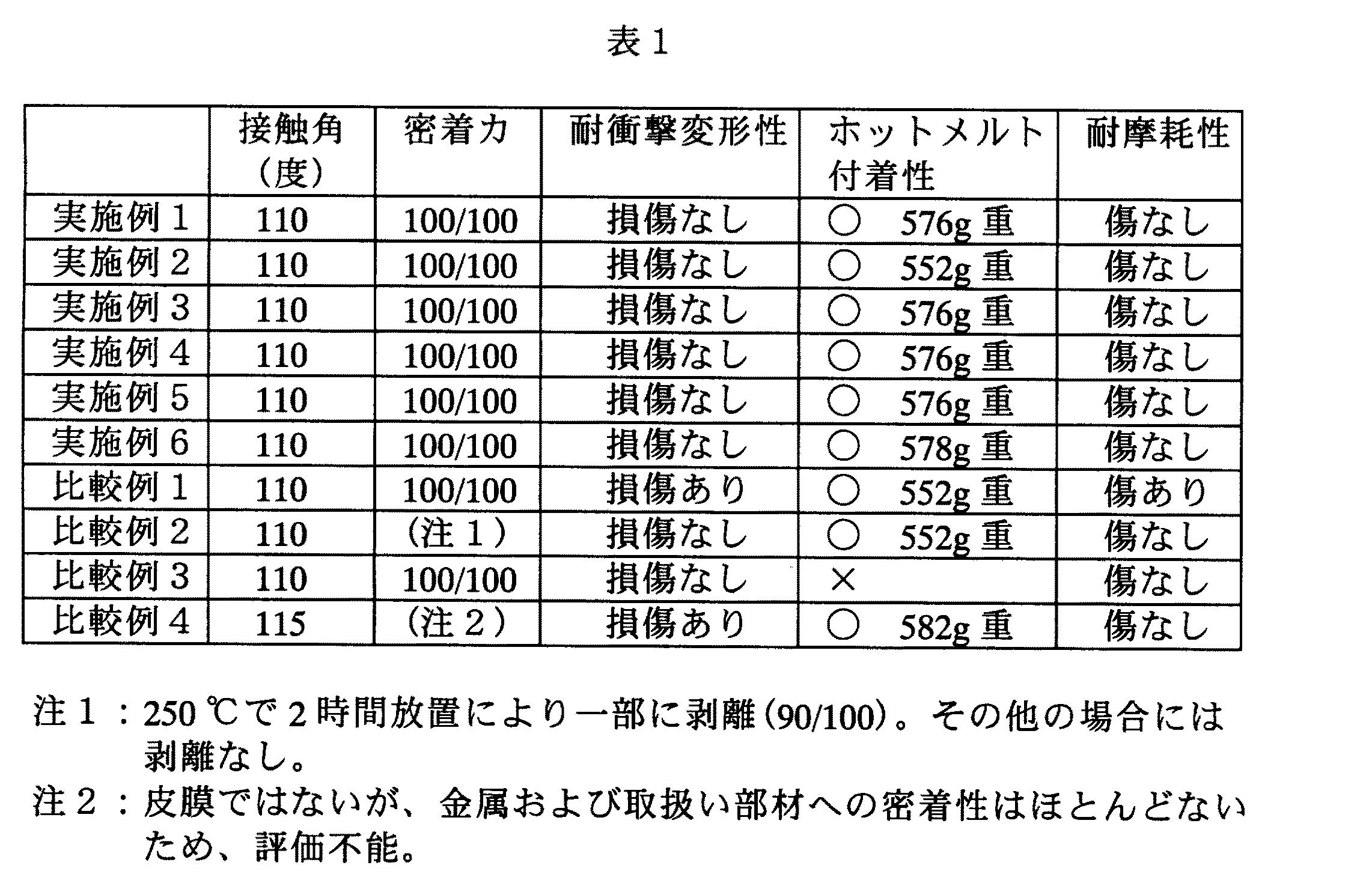
なお、表1の密着力を示す結果において、「100/100」とあるのは、剥離がなかったことを示し、「50/100」とあるのは、ごばん目の半数が剥離したことを示す。
(2) Adhesion test (JIS K5400)
A sample of 100 pieces per 1 cm 2 was put in a sample, and the sample was allowed to stand under the following conditions, then returned to room temperature and subjected to a pressure-bonding peel test using a cellophane adhesive tape.
(A) left at 250 ° C. for 2 hours (b) left at −10 ° C. for 2 hours (c) (200 ° C. for 1 hour → −10 ° C. for 1 hour) × 10 cycles , “100/100” indicates that there was no peeling, and “50/100” indicates that half of the goblet peeled.
(3)衝撃変形試験(JIS K5400)
20℃でデュボン方式により衝撃試験を行って、変形させた部分の塗面の損傷を確認した。(おもり:500g、落下高さ:500mm)。
(3) Impact deformation test (JIS K5400)
An impact test was conducted at 20 ° C. by the Dubon method, and damage to the deformed coating surface was confirmed. (Weight: 500 g, drop height: 500 mm).
(4)ホットメルト付着性試験
ホットメルト接着剤(大阪ガスケミカル(株)製、ポリオレフィン系)を固形状のまま2gとり、サンプル上に載せた後、180℃に加熱して5分間維持した。その後、室温まで自然冷却し、固着したホットメルト接着剤を剥離した。剥離し易く外観検査でホットメルト接着剤が残らない場合は○、剥離が困難で、且つ目視で確認できるホットメルト接着剤の付着がある場合は×と評価した。
(4) Hot melt adhesion test 2 g of hot melt adhesive (manufactured by Osaka Gas Chemical Co., Ltd., polyolefin) was taken in a solid form and placed on the sample, and then heated to 180 ° C. and maintained for 5 minutes. Thereafter, it was naturally cooled to room temperature, and the fixed hot melt adhesive was peeled off. When the hot melt adhesive was easy to peel and no hot melt adhesive remained in the appearance inspection, it was evaluated as “good”, and when the hot melt adhesive was difficult to peel and could be visually confirmed, it was evaluated as “poor”.
さらに、評価が○のものについては、剥離に要した力をピークホールド付きテンションゲージ(ばねはかり)にて測定し、剥離のし易さを評価した。この力が1000g重以下であれば、容易に剥離可能である。 Further, for those with an evaluation of ○, the force required for peeling was measured with a tension gauge with a peak hold (spring scale), and the ease of peeling was evaluated. If this force is 1000 g weight or less, it can be easily peeled off.
(5)耐摩耗性試験
先端にナイロンたわしを取り付けた棒を600rpmで回転させながら、加重500gで1分間押しつけた後、傷の有無を肉眼で調べた。
(5) Abrasion resistance test A rod with a nylon scrubber attached to the tip was pressed at 600 rpm for 1 minute while rotating at 600 rpm, and then the presence or absence of scratches was examined with the naked eye.
なお、以下の実施例および比較例において、シリコーンとしては、重量平均分子量740のポリジメチルシロキサンを用い、ポリシランとしては、重量平均分子量700のメチルフェニルポリシランを用いた。 In the following Examples and Comparative Examples, polydimethylsiloxane having a weight average molecular weight of 740 was used as silicone, and methylphenylpolysilane having a weight average molecular weight of 700 was used as polysilane.
実施例1
塗装材料(基材)として、テストピース(材質:SUS430、寸法:50mm×50mm×1mm)を用いた。
Example 1
A test piece (material: SUS430, dimensions: 50 mm × 50 mm × 1 mm) was used as a coating material (base material).
まず、塗装材料にショットブラスト処理を行った。次いで、アルカリ脱脂液に、50℃で5分間浸漬して脱脂処理を行い、水洗して乾燥させた。 First, shot blasting was performed on the coating material. Subsequently, it was immersed in an alkaline degreasing solution at 50 ° C. for 5 minutes for degreasing treatment, washed with water and dried.
下記の組成の固形分を25重量%含む下塗り塗料(溶媒はn−メチルピロリドンとジアセトンアルコールの2:1(容量比)混合溶剤)を調製し、塗装材料に、加熱処理後の膜厚が20±5μmとなるまでスプレー塗装を行い、乾燥させた。
<下塗り塗料の固形分組成>
ポリエーテルスルホン 30重量%
シリコーン 20重量%
アルミナ微粒子(平均粒径1μm) 40重量%
シリカ微粒子(平均粒径1μm) 10重量%。
An undercoat paint containing 25% by weight of a solid content having the following composition (a solvent is a 2: 1 (volume ratio) mixed solvent of n-methylpyrrolidone and diacetone alcohol) is prepared, and the film thickness after heat treatment is applied to the coating material. Spray coating was performed until the thickness became 20 ± 5 μm and dried.
<Solid composition of undercoat>
Polyethersulfone 30% by weight
20% by weight of silicone
Alumina fine particles (average particle size 1μm) 40% by weight
Silica fine particles (average particle size 1 μm) 10% by weight.
次に、下記の組成の固形分を43重量%含む中塗り塗料(溶媒はn−メチルピロリドンとジアセトンアルコールの2:1(容量比)混合溶剤)を調製し、下塗り塗膜の上に、加熱処理後の膜厚が20±5μmとなるまでスプレー塗装を行い、乾燥させた。
<中塗り塗料の固形分組成>
ポリエーテルスルホン 30重量%
シリコーン 40重量%
アルミナ微粒子(平均粒径1μm) 20重量%
シリカ微粒子(平均粒径1μm) 10重量%。
Next, an intermediate coating material containing 43% by weight of the solid composition having the following composition (a solvent is a 2: 1 (volume ratio) mixed solvent of n-methylpyrrolidone and diacetone alcohol) is prepared. Spray coating was performed until the film thickness after the heat treatment became 20 ± 5 μm and dried.
<Solid composition of intermediate coating>
Polyethersulfone 30% by weight
40% by weight of silicone
Alumina fine particles (average particle size 1μm) 20% by weight
Silica fine particles (average particle size 1 μm) 10% by weight.
次に、下記の組成の固形分を45重量%含む上塗り塗料(界面活性剤「トリトンX100」を2重量%添加した水系ディスパージョン)を調製し、中塗り塗膜の上に、加熱処理後の膜厚が20±5μmとなるまでスプレー塗装を行い、乾燥させた。
<上塗り塗料の固形分組成>
シリコーン 50重量%
ポリシラン 50重量%。
Next, a top coat containing 45% by weight of a solid content having the following composition (water-based dispersion added with 2% by weight of a surfactant “Triton X100”) was prepared, and the heat-treated coating was applied on the intermediate coat. Spray coating was performed until the film thickness reached 20 ± 5 μm and dried.
<Solid composition of top coat>
50% by weight of silicone
Polysilane 50% by weight.
上記の三層の塗膜が完成した後、180℃で30分間加熱処理を行った。 After the above three-layer coating film was completed, heat treatment was performed at 180 ° C. for 30 minutes.
塗膜が形成されたテストピースについて、上記(1)〜(5)の試験を行った。結果を表1に示す。 About the test piece in which the coating film was formed, the test of said (1)-(5) was done. The results are shown in Table 1.
実施例2
下塗り塗料、中塗り塗料、上塗り塗料の固形分組成を下記のように変更した以外は実施例1と同様にして、塗装材料に塗装と加熱処理を行った。
<下塗り塗料の固形分組成>
ポリエーテルスルホン 30重量%
シリコーン 20重量%
アルミナ微粒子(平均粒径1μm) 40重量%
シリカ微粒子(平均粒径1μm) 10重量%
<中塗り塗料の固形分組成>
ポリエーテルスルホン 30重量%
シリコーン 40重量%
アルミナ微粒子(平均粒径1μm) 20重量%
シリカ微粒子(平均粒径1μm) 10重量%
<上塗り塗料の固形分組成>
シリコーン 100重量%。
Example 2
The coating material was painted and heat-treated in the same manner as in Example 1 except that the solid content composition of the undercoat paint, intermediate coat paint, and topcoat paint was changed as follows.
<Solid composition of undercoat>
Polyethersulfone 30% by weight
20% by weight of silicone
Alumina fine particles (average particle size 1 μm) 40% by weight
Silica fine particles (average particle size 1 μm) 10% by weight
<Solid composition of intermediate coating>
Polyethersulfone 30% by weight
40% by weight of silicone
Alumina fine particles (average particle size 1μm) 20% by weight
Silica fine particles (average particle size 1 μm) 10% by weight
<Solid composition of top coat>
100% by weight of silicone.
塗膜が形成されたテストピースについて、上記(1)〜(5)の試験を行った。結果を表1に示す。 About the test piece in which the coating film was formed, the test of said (1)-(5) was done. The results are shown in Table 1.
実施例3
下塗り塗料、中塗り塗料、上塗り塗料の固形分組成を下記のように変更した以外は実施例1と同様にして、塗装材料に塗装と加熱処理を行った。
<下塗り塗料の固形分組成>
ポリエーテルスルホン 30重量%
シリコーン 20重量%
アルミナ微粒子(平均粒径1μm) 30重量%
シリカ微粒子(平均粒径1μm) 10重量%
チタニア微粒子(平均粒径1μm) 10重量%
<中塗り塗料の固形分組成>
ポリエーテルスルホン 30重量%
シリコーン 40重量%
アルミナ微粒子(平均粒径1μm) 20重量%
シリカ微粒子(平均粒径1μm) 5重量%
チタニア微粒子(平均粒径1μm) 5重量%
<上塗り塗料の固形分組成>
シリコーン 50重量%
ポリシラン 50重量%。
Example 3
The coating material was painted and heat-treated in the same manner as in Example 1 except that the solid content composition of the undercoat paint, intermediate coat paint, and topcoat paint was changed as follows.
<Solid composition of undercoat>
Polyethersulfone 30% by weight
20% by weight of silicone
Alumina fine particles (average particle size 1μm) 30% by weight
Silica fine particles (average particle size 1 μm) 10% by weight
Titania fine particles (average particle size 1 μm) 10% by weight
<Solid composition of intermediate coating>
Polyethersulfone 30% by weight
40% by weight of silicone
Alumina fine particles (average particle size 1μm) 20% by weight
Silica fine particles (average particle size 1μm) 5% by weight
Titania fine particles (average particle size 1 μm) 5% by weight
<Solid composition of top coat>
50% by weight of silicone
Polysilane 50% by weight.
塗膜が形成されたテストピースについて、上記(1)〜(5)の試験を行った。結果を表1に示す。 About the test piece in which the coating film was formed, the test of said (1)-(5) was done. The results are shown in Table 1.
実施例4
下塗り塗料、中塗り塗料、上塗り塗料の固形分組成を下記のように変更した以外は実施例1と同様にして、塗装材料に塗装と加熱処理を行った。
<下塗り塗料の固形分組成>
ポリエーテルスルホン 30重量%
シリコーン 20重量%
炭化ケイ素微粒子(平均粒径1μm) 25重量%
チタニア微粒子(平均粒径1μm) 25重量%
<中塗り塗料の固形分組成>
ポリエーテルスルホン 30重量%
シリコーン 40重量%
炭化ケイ素微粒子(平均粒径1μm) 15重量%
チタニア微粒子(平均粒径1μm) 15重量%
<上塗り塗料の固形分組成>
シリコーン 50重量%
ポリシラン 50重量%。
Example 4
The coating material was painted and heat-treated in the same manner as in Example 1 except that the solid content composition of the undercoat paint, intermediate coat paint, and topcoat paint was changed as follows.
<Solid composition of undercoat>
Polyethersulfone 30% by weight
20% by weight of silicone
Silicon carbide fine particles (average particle size 1 μm) 25% by weight
Titania fine particles (average particle size 1 μm) 25% by weight
<Solid composition of intermediate coating>
Polyethersulfone 30% by weight
40% by weight of silicone
Silicon carbide fine particles (average particle size 1 μm) 15% by weight
Titania fine particles (average particle size 1 μm) 15% by weight
<Solid composition of top coat>
50% by weight of silicone
Polysilane 50% by weight.
塗膜が形成されたテストピースについて、上記(1)〜(5)の試験を行った。結果を表1に示す。 About the test piece in which the coating film was formed, the test of said (1)-(5) was done. The results are shown in Table 1.
実施例5
塗装材料(基材)をステンレス鋼製の撹拌棒(直径3mm×長さ250mm)に変更した以外は実施例1と同様にして、塗装材料に塗装と加熱処理を行った。
Example 5
The coating material was coated and heat-treated in the same manner as in Example 1 except that the coating material (base material) was changed to a stainless steel stirring rod (diameter 3 mm × length 250 mm).
塗膜が形成されたステンレス鋼製の撹拌棒について、上記(1)〜(5)の試験を行った。結果を表1に示す。 The above-mentioned tests (1) to (5) were performed on the stainless steel stirring rod on which the coating film was formed. The results are shown in Table 1.
実施例6
上塗り塗料の固形分組成におけるポリシラン50重量%をポリエーテルスルホン50重量%に変更した以外は実施例1と同様にして、塗装材料に塗装と加熱処理を行った。
Example 6
The coating material was painted and heat-treated in the same manner as in Example 1 except that 50% by weight of polysilane in the solid content composition of the top coat was changed to 50% by weight of polyethersulfone.
塗膜が形成されたテストピースについて、上記(1)〜(5)の試験を行った。結果を表1に示す。 About the test piece in which the coating film was formed, the test of said (1)-(5) was done. The results are shown in Table 1.
比較例1
下塗り塗料、中塗り塗料、上塗り塗料の固形分組成を下記のように変更した以外は実施例1と同様にして、塗装材料に塗装と加熱処理を行った。
<下塗り塗料の固形分組成>
ポリエーテルスルホン 80重量%
シリコーン 20重量%
<中塗り塗料の固形分組成>
ポリエーテルスルホン 60重量%
シリコーン 40重量%
<上塗り塗料の固形分組成>
シリコーン 100重量%。
Comparative Example 1
The coating material was coated and heat-treated in the same manner as in Example 1 except that the solid content composition of the undercoat paint, intermediate coat paint, and top coat paint was changed as follows.
<Solid composition of undercoat>
80% by weight of polyethersulfone
20% by weight of silicone
<Solid composition of intermediate coating>
60% by weight of polyethersulfone
40% by weight of silicone
<Solid composition of top coat>
100% by weight of silicone.
塗膜が形成されたテストピースについて、上記(1)〜(5)の試験を行った。結果を表1に示す。 About the test piece in which the coating film was formed, the test of said (1)-(5) was done. The results are shown in Table 1.
比較例2
下塗り塗料、中塗り塗料、上塗り塗料の固形分組成を下記のように変更した以外は実施例1と同様にして、塗装材料に塗装と加熱処理を行った。
<下塗り塗料の固形分組成>
ポリエーテルスルホン 50重量%
アルミナ微粒子(平均粒径1μm) 40重量%
シリカ微粒子(平均粒径1μm) 10重量%
<中塗り塗料の固形分組成>
ポリエーテルスルホン 70重量%
アルミナ微粒子(平均粒径1μm) 20重量%
シリカ微粒子(平均粒径1μm) 10重量%
<上塗り塗料の固形分組成>
シリコーン 100重量%。
Comparative Example 2
The coating material was painted and heat-treated in the same manner as in Example 1 except that the solid content composition of the undercoat paint, intermediate coat paint, and topcoat paint was changed as follows.
<Solid composition of undercoat>
Polyethersulfone 50% by weight
Alumina fine particles (average particle size 1 μm) 40% by weight
Silica fine particles (average particle size 1 μm) 10% by weight
<Solid composition of intermediate coating>
70% by weight of polyethersulfone
Alumina fine particles (average particle size 1μm) 20% by weight
Silica fine particles (average particle size 1 μm) 10% by weight
<Solid composition of top coat>
100% by weight of silicone.
塗膜が形成されたテストピースについて、上記(1)〜(5)の試験を行った。結果を表1に示す。 About the test piece in which the coating film was formed, the test of said (1)-(5) was done. The results are shown in Table 1.
比較例3
下塗り塗料、中塗り塗料、上塗り塗料の固形分組成を下記のように変更した以外は実施例1と同様にして、塗装材料に塗装と加熱処理を行った。PTFEは、ポリテトラフルオロエチレンを示す。
<下塗り塗料の固形分組成>
ポリエーテルスルホン 50重量%
アルミナ微粒子(平均粒径1μm) 40重量%
シリカ微粒子(平均粒径1μm) 10重量%
<中塗り塗料の固形分組成>
ポリエーテルスルホン 70重量%
アルミナ微粒子(平均粒径1μm) 20重量%
シリカ微粒子(平均粒径1μm) 10重量%
<上塗り塗料の固形分組成>
PTFE 100重量%。
Comparative Example 3
The coating material was painted and heat-treated in the same manner as in Example 1 except that the solid content composition of the undercoat paint, intermediate coat paint, and topcoat paint was changed as follows. PTFE indicates polytetrafluoroethylene.
<Solid composition of undercoat>
Polyethersulfone 50% by weight
Alumina fine particles (average particle size 1 μm) 40% by weight
Silica fine particles (average particle size 1 μm) 10% by weight
<Solid composition of intermediate coating>
70% by weight of polyethersulfone
Alumina fine particles (average particle size 1μm) 20% by weight
Silica fine particles (average particle size 1 μm) 10% by weight
<Solid composition of top coat>
PTFE 100% by weight.
塗膜が形成されたテストピースについて、上記(1)〜(5)の試験を行った。結果を表1に示す。 About the test piece in which the coating film was formed, the test of said (1)-(5) was done. The results are shown in Table 1.
比較例4
テストピースの代わりに、汎用のシリコン樹脂シートを用いて、上記(1)〜(5)の試験を行った。結果を表1に示す。
Comparative Example 4
The test of said (1)-(5) was done using the general purpose silicon resin sheet instead of the test piece. The results are shown in Table 1.
Claims (6)
The handling member for a hot melt adhesive according to any one of claims 1 to 5, wherein the substrate comprises at least one selected from the group consisting of metal, resin, paper, and rubber.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005065922A JP2005297546A (en) | 2004-03-17 | 2005-03-09 | Hot melt adhesive handling member |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004077070 | 2004-03-17 | ||
| JP2005065922A JP2005297546A (en) | 2004-03-17 | 2005-03-09 | Hot melt adhesive handling member |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005297546A true JP2005297546A (en) | 2005-10-27 |
Family
ID=35329663
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005065922A Pending JP2005297546A (en) | 2004-03-17 | 2005-03-09 | Hot melt adhesive handling member |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005297546A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012236917A (en) * | 2011-05-12 | 2012-12-06 | Osaka Gas Chem Kk | Fusing agent |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57200470A (en) * | 1981-05-26 | 1982-12-08 | British United Shoe Machinery | Method and device for applying liquid adhesive band |
| JP2000070141A (en) * | 1998-08-28 | 2000-03-07 | Osaka Gas Co Ltd | Easily washable beverage manufacturing device |
| JP2001164211A (en) * | 1999-09-29 | 2001-06-19 | Sekisui Chem Co Ltd | Adhesive sheet for protecting surface |
| JP2003300280A (en) * | 2002-04-09 | 2003-10-21 | Osaka Gas Co Ltd | Non-adhesive composite coating, its molding, and its manufacturing method |
| JP2004074645A (en) * | 2002-08-20 | 2004-03-11 | Osaka Gas Co Ltd | Member for ruler, and ruler |
-
2005
- 2005-03-09 JP JP2005065922A patent/JP2005297546A/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57200470A (en) * | 1981-05-26 | 1982-12-08 | British United Shoe Machinery | Method and device for applying liquid adhesive band |
| JP2000070141A (en) * | 1998-08-28 | 2000-03-07 | Osaka Gas Co Ltd | Easily washable beverage manufacturing device |
| JP2001164211A (en) * | 1999-09-29 | 2001-06-19 | Sekisui Chem Co Ltd | Adhesive sheet for protecting surface |
| JP2003300280A (en) * | 2002-04-09 | 2003-10-21 | Osaka Gas Co Ltd | Non-adhesive composite coating, its molding, and its manufacturing method |
| JP2004074645A (en) * | 2002-08-20 | 2004-03-11 | Osaka Gas Co Ltd | Member for ruler, and ruler |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012236917A (en) * | 2011-05-12 | 2012-12-06 | Osaka Gas Chem Kk | Fusing agent |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101242912B (en) | Process for improving the corrosion resistance of a non-stick coating on a substrate | |
| JP4486182B2 (en) | Substrate coated with an abrasion resistant coating composition | |
| KR101962482B1 (en) | Non-stick coating having improved abrasion resistance and hardness on a substrate | |
| TWI521024B (en) | Article with non-stick finish and improved scratch resistance | |
| KR960015755B1 (en) | Coated substrate with a multi-layer non-stick coating | |
| Rath et al. | Two component silicone modified epoxy foul release coatings: Effect of modulus, surface energy and surface restructuring on pseudobarnacle and macrofouling behavior | |
| JPH06145586A (en) | Composite article made of film-forming composition containing high amount of fluorocarbon | |
| RU2009123016A (en) | GOODS FROM GLASS WITH NON-NON-SMOKING RESISTANT TO CONTAMINATION POLLUTION WITH GOOD ADHESION | |
| JP5812180B2 (en) | Laminated body | |
| WO2007043727A1 (en) | High-solid uv-curable coating composition | |
| JP4943123B2 (en) | Paint composition, paint, paint kit and paint article | |
| JP2006501359A (en) | Surface treatment method, coating composition and use thereof, and coated surface obtained using the method | |
| JPH08183137A (en) | Coated metallic plate for sliding plate and its production | |
| CN101948647A (en) | Fluoropolymer water-based paint composite and coating products prepared by using same | |
| JP2009149824A (en) | Resin composition for coating and coated article | |
| JP2004074646A (en) | Member for mold and mold | |
| JP2005297546A (en) | Hot melt adhesive handling member | |
| JP2010189477A (en) | Fine particles-containing coating for flexible coating film, flexible coating film containing fine particles, and laminated coating film | |
| JP2005298063A (en) | Container for hot-melt adhesive | |
| JP2006274122A (en) | Agent for antifouling treatment | |
| JP2010111820A (en) | Water-based and water-repellent coating composition | |
| JP2004074645A (en) | Member for ruler, and ruler | |
| JP2006123201A (en) | Member for mold used for molding polyethylenic resin and mold | |
| KR101768964B1 (en) | Paint composition for dry plating of automobile aluminum wheel | |
| JP4931518B2 (en) | Member having film and method for forming film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20080226 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100623 |
|
| A02 | Decision of refusal |
Effective date: 20101026 Free format text: JAPANESE INTERMEDIATE CODE: A02 |