JP2005290590A - Forming paper - Google Patents
Forming paper Download PDFInfo
- Publication number
- JP2005290590A JP2005290590A JP2004104494A JP2004104494A JP2005290590A JP 2005290590 A JP2005290590 A JP 2005290590A JP 2004104494 A JP2004104494 A JP 2004104494A JP 2004104494 A JP2004104494 A JP 2004104494A JP 2005290590 A JP2005290590 A JP 2005290590A
- Authority
- JP
- Japan
- Prior art keywords
- paper
- pulp
- weight
- molded
- stretched
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 229920005989 resin Polymers 0.000 claims abstract description 12
- 239000011347 resin Substances 0.000 claims abstract description 12
- 229920006319 cationized starch Polymers 0.000 claims abstract description 9
- 229920002401 polyacrylamide Polymers 0.000 claims abstract description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 19
- 238000010521 absorption reaction Methods 0.000 claims description 7
- 238000007639 printing Methods 0.000 abstract description 17
- 239000003795 chemical substances by application Substances 0.000 abstract description 14
- 239000004902 Softening Agent Substances 0.000 abstract description 12
- 239000000123 paper Substances 0.000 description 114
- 238000000034 method Methods 0.000 description 13
- 239000002994 raw material Substances 0.000 description 11
- 238000004513 sizing Methods 0.000 description 11
- 239000002655 kraft paper Substances 0.000 description 10
- 238000000465 moulding Methods 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 6
- -1 fatty acid ester compound Chemical class 0.000 description 6
- 239000011121 hardwood Substances 0.000 description 6
- 229920001131 Pulp (paper) Polymers 0.000 description 5
- 235000014113 dietary fatty acids Nutrition 0.000 description 5
- 229930195729 fatty acid Natural products 0.000 description 5
- 239000000194 fatty acid Substances 0.000 description 5
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 4
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 4
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 239000011122 softwood Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 4
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000002736 nonionic surfactant Substances 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920000768 polyamine Polymers 0.000 description 3
- 239000005060 rubber Substances 0.000 description 3
- 239000002002 slurry Substances 0.000 description 3
- 150000005846 sugar alcohols Chemical class 0.000 description 3
- 239000012756 surface treatment agent Substances 0.000 description 3
- 229920003169 water-soluble polymer Polymers 0.000 description 3
- 241000218631 Coniferophyta Species 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 229920002522 Wood fibre Polymers 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 150000004665 fatty acids Chemical class 0.000 description 2
- 239000005003 food packaging material Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000013055 pulp slurry Substances 0.000 description 2
- 239000002025 wood fiber Substances 0.000 description 2
- 229920002126 Acrylic acid copolymer Polymers 0.000 description 1
- 241000609240 Ambelania acida Species 0.000 description 1
- GAWIXWVDTYZWAW-UHFFFAOYSA-N C[CH]O Chemical group C[CH]O GAWIXWVDTYZWAW-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- 240000000797 Hibiscus cannabinus Species 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 229920000881 Modified starch Polymers 0.000 description 1
- 239000004368 Modified starch Substances 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 1
- 239000010905 bagasse Substances 0.000 description 1
- 239000007844 bleaching agent Substances 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000011436 cob Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000003651 drinking water Substances 0.000 description 1
- 235000020188 drinking water Nutrition 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 239000003623 enhancer Substances 0.000 description 1
- 125000001165 hydrophobic group Chemical group 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 239000001254 oxidized starch Substances 0.000 description 1
- 235000013808 oxidized starch Nutrition 0.000 description 1
- 239000013054 paper strength agent Substances 0.000 description 1
- 239000010893 paper waste Substances 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 229920000962 poly(amidoamine) Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 229940014800 succinic anhydride Drugs 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Landscapes
- Paper (AREA)
Abstract
Description
本発明は、エンボス加工、プレス成型、圧空成型、真空成型などの方法により、立体成型が可能で、かつ印刷適性に優れた成型用紙に関する。 The present invention relates to a molding paper that can be three-dimensionally molded by a method such as embossing, press molding, pressure molding, vacuum molding, or the like, and has excellent printability.
従来から、食品の包装材料や飲料水などの容器の紙製成型物に伸び特性を有する伸張紙が成型用紙として使用されている。この伸張紙は、クレープ処理やクルパック処理といった方法により、紙を収縮させて伸び特性を得ている。また近年、さらに高い伸び特性を有する伸張紙を製造する方法として、コルゲート処理形態の予備成型を施し、更に、表面にリブを有し速い速度で回転する硬いロールと、平滑な表面を有し遅い速度で回転する軟らかいロールからなる一組のロール間で紙を凝縮して、縦横同時に伸び特性を付与する技術が提案されている(特許文献1)。 2. Description of the Related Art Conventionally, stretched paper having stretch properties has been used as a molded paper for containers such as food packaging materials and drinking water. This stretched paper is stretched by shrinking the paper by a method such as creping or kulpacking. Also, in recent years, as a method for producing stretched paper having higher stretch properties, a corrugated pre-form is applied, and a hard roll that has ribs on the surface and rotates at a high speed, and a slow and smooth surface. A technique has been proposed in which paper is condensed between a pair of rolls composed of soft rolls that rotate at a speed to impart stretch characteristics simultaneously in the vertical and horizontal directions (Patent Document 1).
近年、紙製成型物にこのような伸張紙が成型用紙として数多く利用されるに至り、成型物に意匠性の付与やその他の目的から印刷を施すことが求められてきている。しかし、伸張紙を用いた成型用紙としては、成型物の形状維持のための強度や耐水性を具備することは考慮されていたが、前述したように、伸張紙の製造において施される収縮処理により、表面にシワや溝が形成されてしまうため、紙の表面には凹凸があり、かかる原紙に印刷を施すことは全く考慮されておらず、印刷には適さないとされていた。
かかる伸張紙に印刷適性を付与する方法として、伸張紙をカレンダーで処理し、表面の凹凸を小さくする方法があるが、紙の剛性低下が大きく、成型用紙としての特性が低下してしまうといった問題があった。 As a method of imparting printability to such stretched paper, there is a method of treating the stretched paper with a calendar to reduce the surface irregularities, but the problem is that the rigidity of the paper is greatly reduced and the properties as a molded paper are lowered. was there.
本発明の目的とするところは、印刷適性に優れた伸張紙からなる成型用紙を提供することにある。 An object of the present invention is to provide a molded paper made of stretched paper having excellent printability.
上記目的を達成するために、請求項1に記載した成型用紙は、柔軟剤を対パルプ絶乾重量当たり0.2重量%以上1.0重量%以下含有し、かつ紙力向上剤としてポリアクリルアミド樹脂及び/またはカチオン化澱粉を対パルプ絶乾重量当たり0.5重量%以上1.0重量%以下含有する伸張紙からなることを特徴とする。 In order to achieve the above object, the molded paper according to claim 1 contains a softening agent in an amount of 0.2% by weight or more and 1.0% by weight or less per dry dry weight of pulp, and polyacrylamide as a paper strength improver. It is characterized by comprising stretched paper containing 0.5% by weight or more and 1.0% by weight or less of resin and / or cationized starch with respect to the dry weight of pulp.
請求項2に記載した成型用紙は、請求項1に記載の、前記伸張紙が、そのマイクロトポグラフによる平滑度が、3MPa加圧時に25μm未満であって、さらに1MPa加圧時との差が40μm以上であることを特徴とする。 According to a second aspect of the present invention, the stretched paper according to the first aspect of the present invention is such that the stretched paper has a smoothness by microtopography of less than 25 μm when pressurized to 3 MPa, and a difference from that when pressurized by 1 MPa is 40 μm. It is the above.
請求項3に記載した成型用紙は、請求項1または2に記載の、前記伸張紙が、そのコブ吸水度が50g/m2・2分未満であることを特徴とする。 The molded paper according to claim 3 is characterized in that the stretched paper according to claim 1 or 2 has a bump water absorption of less than 50 g / m 2 · 2 minutes.
請求項4に記載した成型用紙は、請求項1,2または3に記載の、前記伸張紙が、JIS P 8113に規定された引張り破断伸びが縦方向、横方向のいずれもが10%以上であることを特徴とする。 According to a fourth aspect of the present invention, the stretched paper according to the first, second, or third aspect has a tensile breaking elongation defined by JIS P 8113 of 10% or more in both the vertical direction and the horizontal direction. It is characterized by being.
以上のように本発明にかかる成型用紙によれば、柔軟剤を対パルプ絶乾重量当たり0.2重量%以上1.0重量%以下含有することにより印刷時のクッション性が高まり、紙力向上剤としてポリアクリルアミド樹脂及び/またはカチオン化澱粉を対パルプ絶乾重量当たり0.5重量%以上1.0重量%以下含有することにより強度、耐水性を維持でき、収縮付与により表面に凹凸が形成された伸張紙であっても、柔軟剤により紙のクッション性が向上し、印刷時の印圧で凹凸が平滑化し易くなり、インキ着肉性に有利な紙層構造となり、印刷適性が優れ、且つ成型用紙としての強度、耐水性を維持できる。 As described above, according to the molded paper according to the present invention, the softening agent is contained in an amount of 0.2% by weight or more and 1.0% by weight or less per dry dry weight of the pulp, so that the cushioning property at the time of printing is improved and the paper strength is improved. Strength and water resistance can be maintained by containing polyacrylamide resin and / or cationized starch in the range of 0.5% to 1.0% by weight per dry dry weight of pulp as an agent. Even with stretched paper, the cushioning property of the paper is improved by the softening agent, the unevenness is easily smoothed by the printing pressure at the time of printing, the paper layer structure is advantageous for ink deposition, and the printability is excellent. In addition, the strength and water resistance of the molded paper can be maintained.
前記伸張紙が、そのマイクロトポグラフによる平滑度が、3MPa加圧時に25μm未満であると、印刷圧力によってインキ着肉は十分カバーでき、1MPa加圧時との差が40μm以上であると、紙のクッション性が高く印刷時の圧力によって紙表面の凹凸は平滑化され易く、印刷適性が一層優れたものとなる。 If the stretched paper has a smoothness by microtopography of less than 25 μm when pressed at 3 MPa, the ink deposit can be sufficiently covered by the printing pressure, and if the difference from when pressed at 1 MPa is 40 μm or more, The cushioning property is high, and the unevenness on the paper surface is easily smoothed by the pressure during printing, and the printability is further improved.
また、前記伸張紙が、そのコブ吸水度が50g/m2・2分未満であると、耐水性に一層優れたものとなる。 Further, when the stretch paper has a bump water absorption of less than 50 g / m 2 · 2 minutes, water resistance is further improved.
また、前記伸張紙が、JIS P 8113に規定された引張り破断伸びが縦方向、横方向のいずれもが10%以上であると、大きな伸びが要求される深絞り成型にも対応することができる。 Further, when the stretched paper has a tensile elongation at break specified in JIS P 8113 of 10% or more in both the longitudinal direction and the transverse direction, it can also cope with deep drawing molding that requires large elongation. .
以下に、本発明に係る成型用紙を実施する最良の形態を説明する。 The best mode for carrying out the molded paper according to the present invention will be described below.
本発明にかかる成型用紙は、柔軟剤を対パルプ絶乾重量当たり0.2重量%以上1.0重量%以下の範囲で含有し、かつポリアクリルアミドまたはカチオン化澱粉から選択される紙力向上剤を対パルプ絶乾重量当たり0.5重量%以上1.0重量%以下の範囲で含有する伸張紙からなる。 The molded paper according to the present invention contains a softening agent in the range of 0.2% by weight or more and 1.0% by weight or less per the absolute dry weight of pulp, and is a paper strength improver selected from polyacrylamide or cationized starch. In a range of 0.5 wt% to 1.0 wt% per absolute dry weight of pulp.
前記伸張紙は、マイクロトポグラフ法における3MPa加圧時の平滑度が25μm未満で、さらに、1MPa加圧時との平滑度の差が40μm以上であることが好ましい。このマイクロトポグラフ法による加圧下の平滑度数値が大きいと、印刷時の圧力によって紙表面の凹凸は平滑化されにくいことを表し、3MPa加圧時の平滑度が25μm以上であると、印刷圧力をかけてもインキ着肉性は著しく劣るものとなり、また、1MPa加圧時と3MPa加圧の平滑度の差が大きいと紙のクッション性が高いことを示し、その差が40μm以上であれば印刷圧力によってインキ着肉は十分カバーできるからである。 The stretched paper preferably has a smoothness of less than 25 μm when pressed by 3 MPa in the microtopograph method, and further has a difference in smoothness of 40 μm or more when pressed by 1 MPa. When the smoothness value under pressure by this microtopograph method is large, the unevenness on the paper surface is difficult to be smoothed by the pressure at the time of printing, and when the smoothness at the time of 3 MPa pressure is 25 μm or more, the printing pressure is reduced. The ink inking property is remarkably inferior, and if the difference in smoothness between 1 MPa press and 3 MPa press is large, it indicates that the cushioning property of the paper is high, and if the difference is 40 μm or more, printing is performed. This is because ink deposition can be sufficiently covered by pressure.
また、前記伸張紙は、目的とする平滑度の範囲を得るために、通常の抄紙工程においてマシンカレンダー、ソフトニップカレンダー等で平滑化処理することが好ましい。 The stretched paper is preferably smoothed with a machine calender, soft nip calender, or the like in a normal paper making process in order to obtain a desired smoothness range.
また、前記伸張紙は、コブ吸水度が50g/m2・2分以下であることが好ましい。コブ吸水度が50g/m2・2分以下であると耐水性が向上し、本発明に係る成型用紙の用途が冷凍冷蔵食品包材や紙製容器、立体ポスターなど結露水や雨水に晒されても、成型後の形状の変化が防止できる。 The stretched paper preferably has a bump water absorption of 50 g / m 2 · 2 minutes or less. If the water absorption is less than 50 g / m 2 · 2 minutes, the water resistance is improved, and the use of the molded paper according to the present invention is exposed to condensed water and rain water such as frozen refrigerated food packaging materials, paper containers, and three-dimensional posters. However, the shape change after molding can be prevented.
本発明にかかる成型用紙は、その原料パルプについて特に限定されるものではないが、地球環境問題を背景とした廃棄物処理や環境負荷の問題から、天然パルプ100%の組成からなる紙であることが好ましい。天然パルプとしては、針葉樹または広葉樹の木材繊維、楮、三椏などの靭皮繊維、バガス、ケナフなどの非木材繊維、木綿繊維など通常の製紙原料を使用することができる。これらの製紙原料より、化学パルプ(クラフトパルプ、サルファイトパルプ等)、あるいは機械パルプ(砕木パルプ、サーモメカニカルパルプ、ケミサーモメカニカルパルプ等)を製造して使用する。また、古紙を原料とする脱墨パルプを使用してもよい。 The molded paper according to the present invention is not particularly limited with respect to the raw material pulp, but is a paper having a composition of 100% natural pulp due to waste disposal and environmental load problems against the background of global environmental problems. Is preferred. As the natural pulp, normal paper raw materials such as coniferous or hardwood wood fibers, bast fibers such as cocoons and cocoons, non-wood fibers such as bagasse and kenaf, and cotton fibers can be used. From these papermaking raw materials, chemical pulp (craft pulp, sulfite pulp, etc.) or mechanical pulp (crushed wood pulp, thermomechanical pulp, chemithermomechanical pulp, etc.) is produced and used. Also, deinked pulp made from waste paper may be used.
これらのパルプは単独、若しくは複数を組み合わせて使用するが、汎用性などから針葉樹または広葉樹の晒クラフトパルプをカナダ標準ろ水度(CSF)で200〜400ml程度に叩解して用いるのが好適である。さらに、目的とする成型用紙としての特性を具備させるために、後述する柔軟剤やサイズ剤、紙力向上剤などの抄紙薬品を添加して抄紙される。 These pulps are used singly or in combination, but from the viewpoint of versatility, it is preferable to use bleached kraft pulp of conifers or hardwoods with a Canadian standard freeness (CSF) of about 200 to 400 ml. . Furthermore, in order to provide the characteristics as the desired molded paper, paper making chemicals such as a softening agent, a sizing agent, and a paper strength improver described later are added to make paper.
本発明に係る成型用紙は前記のような伸張紙からなる。この伸張紙は、クルパック処理、クレープ処理等によって伸びを付与した伸張紙である。特に、特表平11−509276号公報に開示されているような、硬い物質から成りその表面に周方向にリブを有し、もう一方より速い速度で回転する硬質ロールと、軟らかい物質から成り平滑な表面を有し、もう一方より遅い速度で回転する軟質ロールからなる一組のロール間で湿紙を収縮処理して高い伸び特性を付与した伸張紙であることが好ましい。 The molded paper according to the present invention is composed of the stretched paper as described above. This stretched paper is stretched paper that has been stretched by kulpack processing, crepe processing, or the like. In particular, as disclosed in JP-A-11-509276, a hard roll made of a hard substance and having ribs on its surface in the circumferential direction and rotating at a higher speed than the other, and a soft roll made of a soft substance. The stretched paper is preferably a stretched paper which has a smooth surface and is imparted with a high elongation property by shrinking the wet paper between a pair of soft rolls that rotate at a slower speed than the other.
また、伸び特性としては、JIS P 8113に規定された引張り破断伸びが縦方向、横方向のいずれもが10%以上であることが好ましい。坪量は100g/m2以上450g/m2以下の範囲であることが好ましい。 Moreover, as an elongation characteristic, it is preferable that the tensile breaking elongation prescribed | regulated to JISP8113 is 10% or more of both the vertical direction and a horizontal direction. The basis weight is preferably in the range of 100 g / m 2 to 450 g / m 2 .
本発明で用いられる前記柔軟剤とは、パルプの繊維間結合を阻害する作用を有するか、繊維自体を柔軟化するものである。例えば、疎水基と親水基を有する界面活性剤にこの作用を有するものが存在し、例えば、油脂系非イオン界面活性剤、糖アルコール系非イオン界面活性剤、多価アルコール型非イオン界面活性剤、高級アルコール、多価アルコールと脂肪酸のエステル化合物、高級アルコールあるいは高級脂肪酸のポリオキシアルキレン付加物、多価アルコールと脂肪酸のエステル化合物のポリオキシアルキレン付加物、高級脂肪酸エステルのポリオキシアルキレン付加物、脂肪酸ポリアミドアミンなどを例示することができるが、紙のクッション性を向上させることが可能であれば、このような化合物および組合せに限定されることはない。 The said softening agent used by this invention has the effect | action which inhibits the fiber interfiber coupling | bonding of a pulp, or softens fiber itself. For example, there are surfactants having a hydrophobic group and a hydrophilic group having this action, such as oil-based nonionic surfactants, sugar alcohol-based nonionic surfactants, polyhydric alcohol-type nonionic surfactants. Higher alcohol, polyhydric alcohol and fatty acid ester compound, higher alcohol or higher fatty acid polyoxyalkylene adduct, polyhydric alcohol and fatty acid ester compound polyoxyalkylene adduct, higher fatty acid ester polyoxyalkylene adduct, Fatty acid polyamidoamines and the like can be exemplified, but the compounds and combinations are not limited as long as the cushioning property of paper can be improved.
柔軟剤は、パルプ配合、他の内添薬品などを考慮して、通常は、パルプ絶乾重量当たり0.1重量%以上5.0重量%以下の範囲で紙料に添加して抄造すればよいが、添加量が多くなるとこしやサイズ性が低下してしまう。本発明の成型用紙の用途では、柔軟剤を対パルプ絶乾重量当たり0.2重量%以上1.0重量%以下の範囲で含有するように添加する必要がある。 In consideration of pulp blending and other internal chemicals, the softener is usually added to the paper stock in the range of 0.1 wt% to 5.0 wt% per pulp dry weight. Although it is good, if the amount of addition increases, the strain and size will decrease. In the use of the molded paper of the present invention, it is necessary to add a softening agent so as to be contained in the range of 0.2 wt% or more and 1.0 wt% or less per the absolute dry weight of pulp.
本発明で用いられる前記紙力向上剤は、ポリアクリルアミド系樹脂及び/またはカチオン化澱粉である。紙力向上剤は紙のヤング率を上昇させクッション性を損なわせるため、本発明の成型用紙においては、対パルプ絶乾重量当たり0.5重量%以上1.0重量%以下の範囲で含有させることが必須である。 The paper strength improver used in the present invention is a polyacrylamide resin and / or cationized starch. Since the paper strength improver increases the Young's modulus of the paper and impairs cushioning properties, the molding paper of the present invention contains 0.5% by weight or more and 1.0% by weight or less per the absolute dry weight of pulp. It is essential.
さらに、本発明の成型用紙は、ロジン系サイズ剤;中性ロジンサイズ剤;アルキルケテンダイマー(AKD);アルケニルコハク酸無水物(ASA);石油系サイズ剤などの内添サイズ剤、ポリアミド・ポリアミンエピクロルヒドリン系樹脂;尿素・ホルマリン系樹脂;メラミン・ホルマリン系樹脂などの湿潤紙力向上剤、硫酸アルミニウム(硫酸バンド)などを必要に応じて添加して抄造する。 Further, the molding paper of the present invention comprises: a rosin sizing agent; a neutral rosin sizing agent; an alkyl ketene dimer (AKD); an alkenyl succinic anhydride (ASA); an internal sizing agent such as a petroleum sizing agent; a polyamide polyamine. Epichlorohydrin-based resin; urea / formalin-based resin; wet paper strength improver such as melamine / formalin-based resin, aluminum sulfate (sulfuric acid band) and the like are added as necessary.
また、伸び特性に影響しない範囲で、表面強度やサイズ性の向上の目的で、水溶性高分子を主成分とする表面処理剤の塗布を行ってもよい。水溶性高分子としては、酸化澱粉、ヒドロキシエチルエーテル化澱粉、酵素変性澱粉、ポリアクリルアミド、ポリビニルアルコール等の表面処理剤として通常使用されるものを単独、あるいはこれらの混合物を使用することができる。また、表面処理剤中には、水溶性高分子の他に耐水化、表面強度向上を目的とした紙力増強剤やサイズ性付与を目的とした外添サイズ剤を添加することができる。外添サイズ剤としては、スチレン・アクリル酸系共重合体、スチレン・マレイン酸系共重合体、オレフィン系共重合体等を使用することができる。表面処理剤は、2ロールサイズプレスコーター、ゲートロールコーター、ブレードメタリングコーター、ロッドメタリングコーター等の塗工機によって塗布することができる。 In addition, a surface treatment agent containing a water-soluble polymer as a main component may be applied for the purpose of improving the surface strength and size properties within a range that does not affect the elongation characteristics. As the water-soluble polymer, those usually used as surface treating agents such as oxidized starch, hydroxyethyl etherified starch, enzyme-modified starch, polyacrylamide, polyvinyl alcohol and the like can be used alone or a mixture thereof. In addition to the water-soluble polymer, a paper strength enhancer for the purpose of water resistance and surface strength improvement and an external sizing agent for the purpose of imparting size can be added to the surface treatment agent. As the external sizing agent, styrene / acrylic acid copolymers, styrene / maleic acid copolymers, olefin copolymers, and the like can be used. The surface treatment agent can be applied by a coating machine such as a two-roll size press coater, a gate roll coater, a blade metering coater, or a rod metering coater.
本発明の成型用紙を製造するには、抄紙機としては、長網抄紙機、若しくはオントップフォーマ型、ハイブリッドフォーマ型及びギャップフォーマ型などのツインワイヤー型抄紙機、丸網多筒抄紙機等公知公用のものが使用される。高い伸び特性を付与するには、抄紙機上に前記の特表平11−509276号公報に開示されているような収縮付与装置を設置すればよい。 In order to produce the molded paper of the present invention, as a paper machine, a long paper machine, a twin wire type paper machine such as an on-top former type, a hybrid former type or a gap former type, or a round net multi-cylinder paper machine is known. A public one is used. In order to impart high elongation characteristics, a shrinkage imparting device as disclosed in the above-mentioned Japanese National Patent Publication No. 11-509276 may be installed on a paper machine.
本発明の成型用紙は、仕上にマシンカレンダー処理を施してもよいが、厚さの減少による紙のこわさの低下など弊害を考慮すると、線圧50kN/m以下が好ましい。 The molded paper of the present invention may be subjected to a machine calendar process for finishing, but in consideration of adverse effects such as a decrease in paper stiffness due to a decrease in thickness, a linear pressure of 50 kN / m or less is preferable.
また、本発明の成型用紙となる伸張紙の印刷適性は、例えば、印圧を高くする、クッション性の良好なブランケットを使用する、インキ粘度を下げる等の印刷条件を工夫することによっても向上させることができる。 Further, the printability of the stretched paper that is the molded paper of the present invention can be improved by devising printing conditions such as increasing the printing pressure, using a blanket with good cushioning properties, and lowering the ink viscosity. be able to.
本発明の成型用紙が、収縮付与により表面に凹凸が形成された伸張紙であっても、柔軟剤により紙のクッション性が向上し、印刷時の印圧で凹凸が平滑化し易くなり、インキ着肉性に有利な紙層構造となり、印刷適性が優れ、且つ成型用紙としての強度、耐水性を維持できる。 Even if the molded paper of the present invention is stretched paper with irregularities formed on the surface by applying shrinkage, the softening agent improves the cushioning properties of the paper, and the irregularities are easily smoothed by the printing pressure during printing. The paper layer structure is advantageous in terms of meat properties, has excellent printability, and can maintain strength and water resistance as a molded paper.
以下、本発明を実施例にて詳しく説明するが、本発明はこれらによって限定されるものではない。なお、例中%は特に断らない限り、重量%を示し、添加量は対パルプ固形分を表す。 EXAMPLES Hereinafter, although an Example demonstrates this invention in detail, this invention is not limited by these. In the examples, “%” represents “% by weight” unless otherwise specified, and the amount added represents the solid content of pulp.
[実施例1]
原料パルプに針葉樹晒クラフトパルプ(NBKP)をCSF350mlまで叩解したパルプを用いた。この原料パルプスラリーに、サイズ剤として合成ロジンサイズ剤(商品名:NSP−S、星光PMC(株)製)を0.4%、湿潤紙力剤としてポリアミド・ポリアミンエピクロルヒドリン系樹脂(商品名:WS570、星光PMC(株)製)を0.2%、紙力向上剤としてポリアクリルアミド系樹脂(商品名:ポリアクロンPD364R、星光PMC(株)製)を0.5%、そして、柔軟剤(商品名:サイズパインDL−15、荒川化学工業(株)製)を0.2%添加し、硫酸バンドにてpH4.5に調整したパルプスラリーをフォードリニヤ式長網抄紙機で抄紙した。この湿紙を紙中水分35%に調整した後、速度差をつけた一組の溝付き金属ロールとゴムロールのニップによりシートの収縮処理を施した。
[Example 1]
The pulp which beaten conifer bleach bleached kraft pulp (NBKP) to CSF 350ml was used for the raw material pulp. To this raw pulp slurry, 0.4% of synthetic rosin sizing agent (trade name: NSP-S, manufactured by Seiko PMC Co., Ltd.) is used as a sizing agent, and polyamide / polyamine epichlorohydrin resin (trade name: WS570) as a wet paper strength agent. 0.2% of Seiko PMC Co., Ltd., 0.5% of polyacrylamide resin (trade name: Polyaclon PD364R, Seiko PMC Co., Ltd.) as a paper strength improver, and softener (trade name) : Size Pine DL-15, manufactured by Arakawa Chemical Co., Ltd.) 0.2%, and pulp slurry adjusted to pH 4.5 with a sulfuric acid band was subjected to paper making with a Ford Liner long net paper machine. After adjusting the wet paper to a moisture content of 35% in the paper, the sheet was subjected to shrinkage treatment by a nip between a pair of grooved metal rolls and rubber rolls with different speeds.
溝付き金属ロールは、直径500mmの円周上にピッチ1.25mmで深さ0.8mmの螺子を切削した構造になっている。ゴムロールは、直径500mmの鉄芯にJIS硬度A50のニトリルブタジエンゴムを厚さ30mmで巻きつけた構造である。収縮処理時のニップ線圧は、60kN/mである。速度差は、金属ロールに対してゴムロールが25%遅い。この処理によって得られた紙匹を多筒式ドライヤーで乾燥し、マシンカレンダーにて線圧30kN/mで処理して、坪量250g/m2の成型用紙を得た。 The grooved metal roll has a structure in which a screw having a pitch of 1.25 mm and a depth of 0.8 mm is cut on a circumference of a diameter of 500 mm. The rubber roll has a structure in which a nitrile butadiene rubber having a JIS hardness of A50 is wound around an iron core having a diameter of 500 mm with a thickness of 30 mm. The nip linear pressure during the shrinkage treatment is 60 kN / m. The speed difference is 25% slower for rubber rolls than for metal rolls. The paper web obtained by this treatment was dried with a multi-cylinder dryer and treated with a machine calendar at a linear pressure of 30 kN / m to obtain a molded paper having a basis weight of 250 g / m 2 .
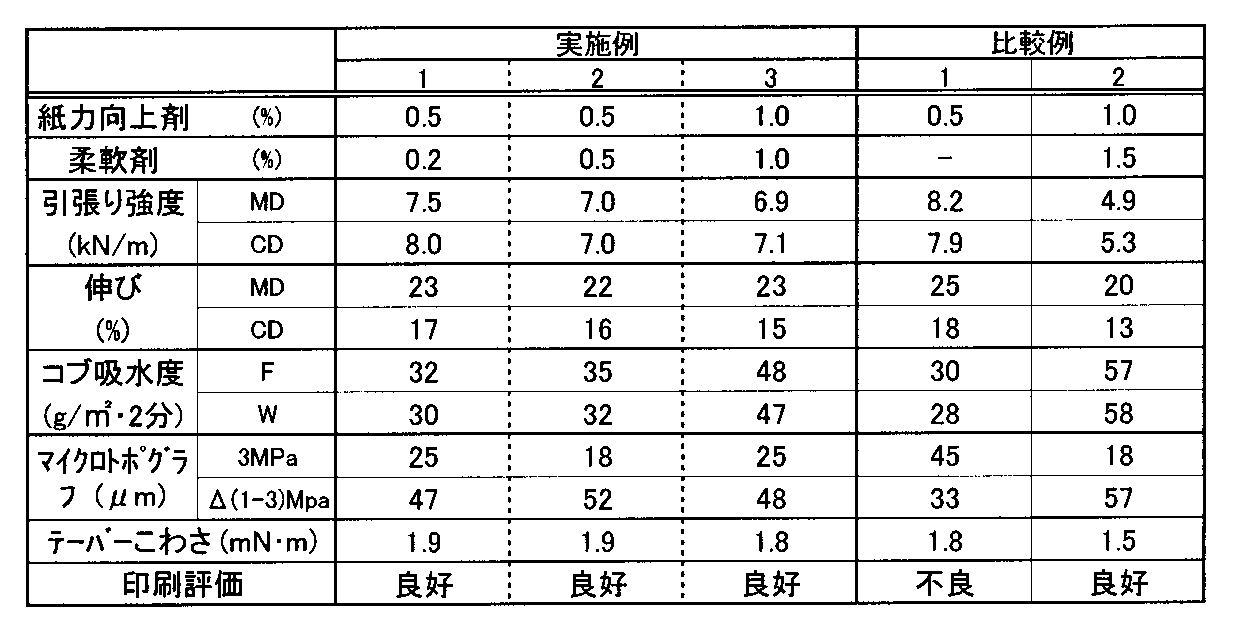
この得られた成型用紙について、引張り強度、破断伸び、耐水性、クッション性、印刷適性、こしについて以下の方法で評価し、表1に示した。 The obtained molded paper was evaluated for tensile strength, elongation at break, water resistance, cushioning property, printability, and strain by the following methods, and are shown in Table 1.
<引張り強度及び引張り破断伸び> JIS P 8113に準拠して測定した。 <Tensile strength and tensile elongation at break> Measured according to JIS P8113.
<耐水性> JIS P 8140に準拠し、コブ法吸水度試験にて評価した。 <Water resistance> Based on JIS P 8140, it evaluated in the water absorption test of the bump method.
<クッション性> マイクロトポグラフ((株)東洋精機製作所製)を用いて、加圧3MPa時と加圧1MPa時の平滑度(粗さμmで表記)を測定してクッション性を評価した。クッション性の評価は、3MPa加圧時の平滑性が高く、かつ1MPa加圧時からの平滑度向上幅が大きいほどクッション性がよいと評価した。 <Cushion Property> Using a microtopograph (manufactured by Toyo Seiki Seisakusho Co., Ltd.), the cushion property was evaluated by measuring the smoothness (expressed in roughness μm) at a pressure of 3 MPa and a pressure of 1 MPa. Evaluation of cushioning property evaluated that the smoothness at the time of 3MPa pressurization was high, and the cushioning property was good, so that the smoothness improvement width from the time of 1MPa pressurization was large.
<印刷評価> 枚葉オフセット印刷機(マン・ローランドR304)にて4色カラー印刷を行い、目視にてインキ着肉性を評価した。 <Printing evaluation> Four-color printing was performed with a sheet-fed offset printing machine (Man Roland R304), and the ink inking property was visually evaluated.
<紙のこし> JIS P 8125に規定されたテーバーこわさ試験機法により縦方向と横方向のこわさを測定し、その相乗平均値をもって評価した。 <Paper stiffness> The stiffness in the longitudinal direction and the transverse direction was measured by the Taber stiffness tester method defined in JIS P 8125, and evaluated with the geometric mean value.
[実施例2]
原料パルプに針葉樹晒クラフトパルプ(NBKP)と広葉樹晒クラフトパルプ(LBKP)を70/30に配合し、CSF300mlまで叩解したパルプを原料スラリーとし、柔軟剤(商品名:PT205、星光PMC(株)製)を0.5%添加、紙力向上剤にカチオン化澱粉(商品名:ネオタック#30T、日本食品化工(株)製)を0.5%添加に変更した以外は、実施例1と同様にして成型用紙を得た。得られた成型用紙の評価を表1に示した。
[Example 2]
Containing softwood bleached kraft pulp (NBKP) and hardwood bleached kraft pulp (LBKP) in the raw material pulp in 70/30, and using pulp that has been beaten to CSF 300 ml as raw material slurry, softener (trade name: PT205, manufactured by Seiko PMC Co., Ltd.) ) Was added in 0.5%, and cationized starch (trade name: Neotac # 30T, manufactured by Nippon Shokuhin Kako Co., Ltd.) was added to the paper strength improver in the same manner as in Example 1 except that 0.5% was added. To obtain a molded paper. Table 1 shows the evaluation of the obtained molded paper.
[実施例3]
原料パルプに針葉樹晒クラフトパルプ(NBKP)と広葉樹晒クラフトパルプ(LBKP)を50/50に配合し、CSF250mlまで叩解したパルプを原料スラリーとし、柔軟剤(商品名:KB−115、花王(株)製)を1.0%添加し、紙力向上剤としてカチオン化澱粉(商品名:CATO−302、日本NSC(株)製)を1.0%添加に変更した以外は、実施例1と同様にして成型用紙を得た。得られた成型用紙の評価を表1に示した。
[Example 3]
Containing 50/50 softwood bleached kraft pulp (NBKP) and hardwood bleached kraft pulp (LBKP) in the raw material pulp, and using a pulp that has been beaten to CSF 250 ml as a raw material slurry, a softener (trade name: KB-115, Kao Corporation) Example 1 except that 1.0% was added and cationized starch (trade name: CATO-302, manufactured by Nippon NSC Co., Ltd.) was added to 1.0% as a paper strength improver. A molded paper was obtained. Table 1 shows the evaluation of the obtained molded paper.
[比較例1]
原料パルプに針葉樹晒クラフトパルプ(NBKP)と広葉樹晒クラフトパルプ(LBKP)を70/30に配合し、CSF250mlまで叩解したパルプを用いた。この原料パルプスラリーに、サイズ剤として合成ロジンサイズ剤(商品名:NSP−S、星光PMC(株)製)を0.4%、湿潤紙力向上剤としてポリアミド・ポリアミンエピクロルヒドリン系樹脂(商品名:WS570、星光PMC(株)製)を0.2%、紙力向上剤としてポリアクリルアミド樹脂(商品名:ポリストロン117、荒川化学工業(株)製)を0.5%添加し、硫酸バンドにてpH4.5に調整した紙料を用いた以外は、実施例と同じ方法にて所定の成型用紙を得た。得られた成型用紙の評価を表1に示した。
[Comparative Example 1]
The pulp which mix | blended softwood bleached kraft pulp (NBKP) and hardwood bleached kraft pulp (LBKP) in the raw material pulp to 70/30, and beaten to CSF 250ml was used. Synthetic rosin sizing agent (trade name: NSP-S, manufactured by Seiko PMC Co., Ltd.) as a sizing agent, 0.4%, and polyamide / polyamine epichlorohydrin resin (trade name: as a wet paper strength improver) 0.2% WS570, manufactured by Seiko PMC Co., Ltd., and 0.5% polyacrylamide resin (trade name: Polystron 117, manufactured by Arakawa Chemical Co., Ltd.) as a paper strength improver are added to the sulfate band. A predetermined molding paper was obtained by the same method as in the example except that the paper stock adjusted to pH 4.5 was used. Table 1 shows the evaluation of the obtained molded paper.
[比較例2]
原料パルプに針葉樹晒クラフトパルプ(NBKP)と広葉樹晒クラフトパルプ(LBKP)を50/50に配合し、CSF250mlまで叩解したパルプを原料スラリーとし、柔軟剤(商品名:KB−115、花王(株)製)を1.5%添加し、紙力向上剤としてカチオン化澱粉(商品名:ネオタック30T、日本食品化工(株)製)を1.0%添加に変更した以外は、実施例1と同様にして成型用紙を得た。得られた成型用紙の評価を表1に示した。
Containing 50/50 softwood bleached kraft pulp (NBKP) and hardwood bleached kraft pulp (LBKP) in the raw material pulp, and using a pulp that has been beaten to CSF 250 ml as a raw material slurry, a softener (trade name: KB-115, Kao Corporation) Product) was added 1.5%, and cationized starch (trade name: Neotac 30T, manufactured by Nippon Shokuhin Kako Co., Ltd.) was changed to 1.0% addition as a paper strength improver. A molded paper was obtained. Table 1 shows the evaluation of the obtained molded paper.
表1に示されるように柔軟剤を0.2〜1.0重量%の範囲で含有させた実施例1〜3の伸張紙は、柔軟剤を含有しない比較例1と比べると、マイクロトポグラフ法による平滑性の結果から判るように、クッション性が良好であって、加圧下での平滑性が良好であることから、印刷適性が優れていた。なお、柔軟剤を含有することによるサイズ性の低下は比較例2のコッブ吸水度から判るように、実施例の範囲であれば所定の耐水性が確保できた。また、紙力向上剤を併用することでこわさを補うことができ、印刷適性の良好な成型用紙が得られた。 As shown in Table 1, the stretched papers of Examples 1 to 3 containing a softening agent in the range of 0.2 to 1.0% by weight were compared with Comparative Example 1 containing no softening agent. As can be seen from the results of smoothness due to the above, the cushioning property is good and the smoothness under pressure is good, so that the printability was excellent. As can be seen from the Cobb water absorption of Comparative Example 2, the reduction in size due to the inclusion of the softening agent can ensure the predetermined water resistance within the range of the examples. In addition, by using a paper strength improver in combination, it was possible to compensate for the stiffness, and a molded paper with good printability was obtained.
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004104494A JP2005290590A (en) | 2004-03-31 | 2004-03-31 | Forming paper |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004104494A JP2005290590A (en) | 2004-03-31 | 2004-03-31 | Forming paper |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005290590A true JP2005290590A (en) | 2005-10-20 |
Family
ID=35323843
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004104494A Withdrawn JP2005290590A (en) | 2004-03-31 | 2004-03-31 | Forming paper |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005290590A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015008703A1 (en) * | 2013-07-18 | 2015-01-22 | 日本製紙株式会社 | Clupak paper |
| JP2016166444A (en) * | 2011-03-28 | 2016-09-15 | ハリマ化成株式会社 | How to make paper or paperboard |
-
2004
- 2004-03-31 JP JP2004104494A patent/JP2005290590A/en not_active Withdrawn
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016166444A (en) * | 2011-03-28 | 2016-09-15 | ハリマ化成株式会社 | How to make paper or paperboard |
| WO2015008703A1 (en) * | 2013-07-18 | 2015-01-22 | 日本製紙株式会社 | Clupak paper |
| CN105339549A (en) * | 2013-07-18 | 2016-02-17 | 日本制纸株式会社 | Clupak paper |
| KR20160034886A (en) * | 2013-07-18 | 2016-03-30 | 닛폰세이시가부시키가이샤 | Clupak paper |
| JPWO2015008703A1 (en) * | 2013-07-18 | 2017-03-02 | 日本製紙株式会社 | Kulpack paper |
| US9945077B2 (en) | 2013-07-18 | 2018-04-17 | Nippon Paper Industries Co., Ltd. | Clupak paper |
| KR102233407B1 (en) * | 2013-07-18 | 2021-03-26 | 닛폰세이시가부시키가이샤 | Clupak paper |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6207011B1 (en) | Crosslinkable creping adhesive formulations | |
| JP5064857B2 (en) | Bulky medium-sized book paper | |
| US20150096700A1 (en) | Hydrophobically sized fibrous web and a method for the preparation of a sized web layer | |
| JP6967465B2 (en) | Single-gloss kraft paper and its manufacturing method | |
| JP2021165458A5 (en) | ||
| JP2025039657A (en) | Paperboard and its manufacturing method | |
| US6699359B1 (en) | Crosslinkable creping adhesive formulations | |
| JP2009155787A (en) | Highly white newsprint | |
| JP3871107B2 (en) | Flexible printing paper | |
| WO2020116465A1 (en) | Coating paper for tableware | |
| JP2006052482A (en) | Bulky high-quality printing paper and method for producing the same | |
| JP2010285723A (en) | Offset printing paper and manufacturing method thereof | |
| JP2005290590A (en) | Forming paper | |
| JP2013100623A (en) | Bleached kraft paper having improved printability | |
| JP6764750B2 (en) | Printing paper and its manufacturing method | |
| JP2009001942A (en) | Bulky medium-quality printing paper | |
| JP2008261078A (en) | Bulky coated paper and method for producing the same | |
| JP2006265753A (en) | Bulky high-quality printing paper | |
| JP2003336195A (en) | Flexible printing paper | |
| CN114630937A (en) | Oil-resistant paper and method for producing oil-resistant paper | |
| JP4035376B2 (en) | Bulky paper | |
| JP7765236B2 (en) | Patterned paper and its manufacturing method | |
| JP7285359B2 (en) | Coated tableware and paper tableware | |
| JP7611806B2 (en) | Packaging base paper and its manufacturing method | |
| JP2010090511A (en) | Bulky paper, bulky coated paper and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20070605 |