JP2005290555A - 被削性および靭性に優れた鋼板およびその製造方法 - Google Patents
被削性および靭性に優れた鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP2005290555A JP2005290555A JP2005059315A JP2005059315A JP2005290555A JP 2005290555 A JP2005290555 A JP 2005290555A JP 2005059315 A JP2005059315 A JP 2005059315A JP 2005059315 A JP2005059315 A JP 2005059315A JP 2005290555 A JP2005290555 A JP 2005290555A
- Authority
- JP
- Japan
- Prior art keywords
- less
- machinability
- steel
- toughness
- water cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Heat Treatment Of Steel (AREA)
Abstract
【課題】 被削性および靭性に優れた鋼板およびその製造方法を提供する。
【解決手段】 C、Si、Mn、P、S、Al、Nを所定範囲に限定し、さらに必要に応じてMo、Cr、Nb、Ti、V、Cu、Ni、B、REM 、Ca、Zr、Mgを添加した鋼において、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下の鋼を、圧延条件や水冷条件を厳格に規定した製造方法で鋼板とすることにより、フェライト分率が30%以上あるいはマイクロビッカース硬さが 170HV以下である領域の比率が 0.2以上、さらに鋼のビッカース硬さが 165HV以上 300HV以下であるフェライト主体の軟質組織とベイナイト、マルテンサイト主体の硬質組織の複合組織とすることができ、これにより被削性と靭性に優れた鋼板が得られる。
【選択図】 図1
【解決手段】 C、Si、Mn、P、S、Al、Nを所定範囲に限定し、さらに必要に応じてMo、Cr、Nb、Ti、V、Cu、Ni、B、REM 、Ca、Zr、Mgを添加した鋼において、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下の鋼を、圧延条件や水冷条件を厳格に規定した製造方法で鋼板とすることにより、フェライト分率が30%以上あるいはマイクロビッカース硬さが 170HV以下である領域の比率が 0.2以上、さらに鋼のビッカース硬さが 165HV以上 300HV以下であるフェライト主体の軟質組織とベイナイト、マルテンサイト主体の硬質組織の複合組織とすることができ、これにより被削性と靭性に優れた鋼板が得られる。
【選択図】 図1
Description
本発明は、被削性および靭性に優れた鋼板、特に板厚4〜100mm程度、引張強さの水準が570〜720MPa程度の鋼板およびその製造方法に関するものである。この製法で製造した鋼板は、造船、橋梁、建築、海洋構造物、圧力容器、ラインパイプなどの構造物一般に用いることができるが、特に構造物の製作時に穴あけ加工や表面切削等の切削作業を必要とする分野での使用において有効である。
溶接構造物に使用される鋼板には、高い強度に加え、溶接性として溶接割れの抑制や高い溶接熱影響部靭性が要求されることが多い。引張強さが570MPaを超える鋼材に関しては、合金元素の添加量を極力抑えて、鋼を構成する主要組織をベイナイトやマルテンサイトとすることで高い強度と溶接性の両立が図られてきた。しかし、建築、橋梁、船舶等の構造物を製作する際には穴あけや表面切削等の切削工程があり、ベイナイトやマルテンサイトが主要組織の場合には、工具寿命に伴う交換や再研削の頻度増大、切削抵抗増大を通じた切削速度の低下等によって当該作業の生産性が低下し、結果として構造物の製作コストが増大する。例えば、特開平9−310117号公報(特許公報1)では、比較的低合金で組織をベイナイト主体とすることで、高い強度と溶接性の両立をはかっている。しかし、当該鋼の組織が硬質のベイナイト主体のため、被削性が悪く切削作業に要するコストが増大する。
溶接構造物のうち、主要な部位、たとえばウェブ、フランジ等に使用される鋼板は、溶接が行われ、かつ使用時に比較的大きな応力が作用することから、優れた溶接性や靭性が必要である。一方、溶接が行われない部位や高い靭性が必要とならない部位も一部にある。たとえば、橋梁の主構造をボルト接合する際に使用される結合板などは、靭性は規格を満足する程度の性能を保有することが望ましいものの、主構造と同程度の水準は不要である。こういった部位にベイナイトやマルテンサイトを主要組織とする鋼板を使用すると、被削性が悪いために切削作業に時間を要し、構造物の製作コストが大幅に増大する。
被削性、特に工具寿命の長時間化や切削抵抗低減のためには、Sの添加が有効であることが知られている。しかし、Sを多量に添加した場合には母材靭性が低下する。これに対して、被削性と母材靭性を両立する手法が特開2000−87179号公報(特許公報2)に開示されている。CaとMg添加による硫化物の形態制御により、母材靭性の異方性は改善されているものの、合金元素の添加総量が多いために靭性の絶対値は極めて低く、溶接構造物の主要構造は勿論のこと、溶接が行われない部位や大きな靭性が要求されない部位においても使用することができない。
被削性は、ミクロ組織構成にも依存し、ベイナイトやマルテンサイトを主体とする組織よりもフェライト・ベイナイト組織の方が優れていることが知られている。たとえば、特開平7−54100号公報(特許公報3)、特開平7−109518号公報(特許公報4)、特開平7−166235号公報(特許公報5)には組織がフェライト・ベイナイト組織である鋼が開示されている。また、特開2000−63988号公報(特許公報6)、特開2000−63989号公報(特許公報7)、特開2000−282172号公報(特許公報8)、特開2001−214241号公報(特許公報9)にはフェライト分率を規定した鋼が開示されている。ミクロ組織がフェライト・ベイナイトである鋼板や一定のフェライト分率を確保した鋼板の被削性は定性的にはベイナイトやマルテンサイトを主体とする鋼より優れるものの、その絶対的な被削性向上しろは溶接構造物の製作過程での穴あけや表面切削における生産性を向上させるほど十分なものとは言えない。しかも、前記技術はいずれも合金元素の添加量が多く、靭性が極めて低いため、溶接構造物の主要構造は勿論のこと、溶接が行われない部位や大きな靭性が要求されない部位においても使用することができない。
以上のことから、570MPa以上の引張強さと優れた被削性を有し、かつ溶接構造物へ適用できる程度の靭性を有する鋼板を製造することは現在の技術では不可能である。
特開平9−310117号公報
特開2000−87179号公報
特開平7−54100号公報
特開平7−109518号公報
特開平7−166235号公報
特開2000−63988号公報
特開2000−63989号公報
特開2000−282172号公報
特開2001−214241号公報
以上のことから、570MPa以上の引張強さと優れた被削性を有し、かつ溶接構造物へ適用できる程度の靭性を有する鋼板を製造することは現在の技術では不可能である。
解決しようとする問題点は、被削性に極めて優れ、かつ溶接構造物へ適用できる程度の靭性を有する板厚4〜100mm程度、引張強さの水準が570〜720MPa程度の鋼板およびその製造方法を提供することである。
本発明は、被削性に極めて優れ、かつ溶接構造物へ適用できる程度の靭性を有する板厚4〜100mm程度、引張強さの水準が570〜720MPa程度の鋼板およびその製造方法を提供するものであり、その要旨とするところは以下の通りである。
(1)鋼が、質量%で、C:0.005〜0.2%、Si:0.01〜1%、Mn:0.01〜1.4%、P:0.02%以下、S:0.01%超0.035%以下、Al:0.001〜0.1%、N:0.01%以下を含有し、残部がFe及び不可避的不純物からなる鋼組成とし、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下であり、さらに鋼を構成する組織のうちフェライト分率が30%以上90%以下、残部がベイナイト、マルテンサイトを主体として構成される硬質組織であり、鋼のビッカース硬さが165HV以上300HV以下であることを特徴とする、被削性と靭性に優れた鋼板。
(2)鋼が、質量%で、C:0.005〜0.2%、Si:0.01〜1%、Mn:0.01〜1.4%、P:0.02%以下、S:0.01%超0.035%以下、Al:0.001〜0.1%、N:0.01%以下を含有し、残部がFe及び不可避的不純物からなる鋼組成とし、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下であり、さらにマイクロビッカース硬さが190HV以下である比率が20%以上であり、鋼のビッカース硬さが165HV以上300HV以下であることを特徴とする、被削性と靭性に優れた鋼板。
(3)質量%で、さらに、Mo:0.01〜1%、Cr:0.01〜1%の1種または2種を含有することを特徴とする、前記(1)または(2)に記載の被削性と靭性に優れた鋼板。
(4)質量%で、さらに、Nb:0.001〜0.1%、Ti:0.001〜0.1%、V:0.001〜0.1%の1種または2種以上を含有することを特徴とする、前記(1)ないし(3)のいずれか1項に記載の被削性と靭性に優れた鋼板。
(5)質量%で、さらに、Cu:0.005〜1%、Ni:0.01〜2%、B:0.0002〜0.005%の1種または2種以上を含有することを特徴とする、前記(1)ないし(4)のいずれか1項に記載の被削性と靭性に優れた鋼板。
(6)質量%で、さらに、REM:0.0005〜0.1%、Ca:0.0005〜0.02%、Zr:0.0005〜0.02%、Mg:0.0005〜0.02%の1種または2種以上を含有することを特徴とする、前記(1)ないし(5)のいずれか1項に記載の被削性と靭性に優れた鋼板。
(7)質量%で、C:0.005〜0.2%、Si:0.01〜1%、Mn:0.01〜1.4%、P:0.02%以下、S:0.01%超0.035%以下、Al:0.001〜0.1%、N:0.01%以下を含有し、残部がFe及び不可避的不純物からなる鋼組成とし、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下である鋼片または鋳片を加熱したのち、全圧下率が30%以上95%以下の粗圧延を行い、その後に第一パス噛込温度をT4=35ln(X2/2)−25√t+1100で表されるT4(℃)以下Ar3 点以上、全圧下率を30%以上95%以下とする仕上げ圧延を行い、その後すみやかに水量密度が0.2m3 /m2 ・min.以上5.0m3 /m2 ・min.以下の水冷を開始し、600℃以下で水冷を終了することを特徴とする、被削性と靭性に優れた鋼板の製造方法。ただし、tは板厚である。
(8)圧延終了後に開始する水冷において、水冷開始温度以下650℃超の平均冷却速度が1℃/s以上5℃/s以下であり、かつ650℃以下水冷終了温度以上の平均冷却速度が10℃/s以上100℃/s以下であることを特徴とする、前記(7)に記載の被削性と靭性に優れた鋼板の製造方法。
(9)質量%で、C:0.005〜0.2%、Si:0.01〜1%、Mn:0.01〜1.4%、P:0.02%以下、S:0.01%超0.035%以下、Al:0.001〜0.1%、N:0.01%以下を含有し、残部がFe及び不可避的不純物からなる鋼組成とし、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下である鋼片または鋳片を加熱、圧延したのちに500℃以下まで冷却し、さらに鋼板を900℃以上1050℃以下に再加熱し、平均冷却速度1℃/s以上100℃/sで水冷し、500℃以下で水冷を終了することを特徴とする被削性と靭性に優れた鋼板の製造方法。
(10)質量%で、C:0.005〜0.2%、Si:0.01〜1%、Mn:0.01〜1.4%、P:0.02%以下、S:0.01%超0.035%以下、Al:0.001〜0.1%、N:0.01%以下を含有し、残部がFe及び不可避的不純物からなる鋼組成とし、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下である鋼片または鋳片を加熱した後に、全圧下率が30%以上95%以下の粗圧延、全圧下率が30%以上95%以下の仕上げ圧延を実施し、その後空冷にてAr3 点以下Ar3 点より150℃低い温度以上まで冷却したのち、水量密度が0.2m3 /m2 ・min.以上5.0m3 /m2 ・min.以下の水冷を開始し、500℃以下で水冷を終了することを特徴とする、被削性と靭性に優れた鋼板の製造方法。
(11)質量%で、C:0.005〜0.2%、Si:0.01〜1%、Mn:0.01〜1.4%、P:0.02%以下、S:0.01%超0.035%以下、Al:0.001〜0.1%、N:0.01%以下を含有し、残部がFe及び不可避的不純物からなる鋼組成とし、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下である鋼片または鋳片を加熱した後に、全圧下率が30%以上95%以下の粗圧延、全圧下率が30%以上95%以下の仕上圧延を実施し、その後500℃以下まで冷却し、さらに鋼板を730℃以上900℃未満に再加熱したのちに水冷を行い、水冷を500℃以下で終了することを特徴とする被削性と靭性に優れた鋼板の製造方法。
(12)質量%で、さらに、Mo:0.01〜1%、Cr:0.01〜1%の1種または2種を含有することを特徴とする、前記(7)ないし(11)のいずれか1項に記載の被削性と靭性に優れた鋼板の製造方法。
(13)質量%で、さらに、Nb:0.001〜0.1%、Ti:0.001〜0.1%、V:0.001〜0.1%の1種または2種以上を含有することを特徴とする、前記(7)ないし(12)のいずれか1項に記載の被削性と靭性に優れた鋼板の製造方法。
(14)質量%で、さらに、Cu:0.005〜1%、Ni:0.01〜2%、B:0.0002〜0.005%の1種または2種以上を含有することを特徴とする、前記(7)ないし(13)のいずれか1項に記載の被削性と靭性に優れた鋼板の製造方法。
(15)質量%で、さらに、REM:0.0005〜0.1%、Ca:0.0005〜0.02%、Zr:0.0005〜0.02%、Mg:0.0005〜0.02%の1種または2種以上を含有することを特徴とする、前記(7)ないし(14)のいずれか1項に記載の被削性と靭性に優れた鋼板の製造方法。
本発明によれば、鋼を構成する組織を軟質のフェライトと硬質のベイナイトおよびマルテンサイトの複合組織とすることに加え、高温で生じる切削時の切削抵抗を大幅に低減できるような鋼成分バランスに調整すること、さらにS添加量を、靱性低下を引き起こさない範囲で高めることにより、これまでの溶接構造用鋼板では到達しえなかった極めて高い水準の被削性を具備し、かつ強度、靱性にも優れる鋼板およびその製造方法を提供することが可能であり、産業上の価値の高い発明であるといえる。
本発明を詳細に説明する。
発明者らは、板厚4〜100mm程度、母材の強度が570〜720MPa程度であり、被削性に極めて優れ、かつ溶接構造物へ適用できる程度の靭性を有する鋼板を製造する方法について鋭意検討を行った。この結果、フェライトを主体とする軟質組織、ベイナイトとマルテンサイトを主体とする硬質組織の複合組織を鋼の主要組織とすること、鋼成分のうちSi、Cr、Mo、Mnの添加量バランスの厳格な規定、靭性を大幅に低減しない範囲でのS添加量の増大、水冷を必須とする製造方法における温度制御を主体とした製造方法の厳格な規定などにより、強度と母材靱性を確保しながら格段に被削性が向上することを見いだした。
発明者らは、板厚4〜100mm程度、母材の強度が570〜720MPa程度であり、被削性に極めて優れ、かつ溶接構造物へ適用できる程度の靭性を有する鋼板を製造する方法について鋭意検討を行った。この結果、フェライトを主体とする軟質組織、ベイナイトとマルテンサイトを主体とする硬質組織の複合組織を鋼の主要組織とすること、鋼成分のうちSi、Cr、Mo、Mnの添加量バランスの厳格な規定、靭性を大幅に低減しない範囲でのS添加量の増大、水冷を必須とする製造方法における温度制御を主体とした製造方法の厳格な規定などにより、強度と母材靱性を確保しながら格段に被削性が向上することを見いだした。
なお、本発明における溶接性とは、溶接割れと溶接熱影響部靭性の両方を指し、溶接割れが発生しにくいほど、また溶接熱影響部靭性が高いほど溶接性に優れるものとする。一方、被削性とは工具寿命、切削抵抗、切屑処理性を指し、工具寿命が長いほど、切削抵抗が低いほど、切屑処理が容易であるほど被削性に優れるものとする。
本発明で優れた被削性を発現する構成要件として最も重要となるのは以下の三点である。
一点目は、鋼板の組織を軟質のフェライトと硬質のベイナイト、マルテンサイト主体の複合組織とすることである。特に、板厚4〜100mm程度の鋼板を対象とすることから、板厚方向の幅広い部位において軟質と硬質の複合組織となっていることが重要となる。組織をこのように制御することで、切削時に軟質部が容易に変形する一方で、軟質部と硬質部の界面近傍に応力集中が生じることで延性破壊を促進し、結果として極めて少ない塑性変形で切削が進行する。これにより工具寿命は長くなり、切削抵抗は低下し、切屑処理は容易となる。軟質のフェライトと硬質のベイナイト、マルテンサイト主体の複合組織である場合であっても、軟質のフェライト分率が30%を下回ると被削性が大幅に低下し、90%を超えると強度が不足することから、フェライト分率を30%以上90%以下、残部がベイナイト、マルテンサイトを主体とすることと規定する。また、フェライト分率が45%以上である場合には、さらに被削性に優れることから、望ましくはフェライト分率を45%以上90%以下、残部がベイナイト、マルテンサイトを主体とすることと規定する。さらに、フェライト分率が60%以上である場合には、格段に被削性に優れることから、さらに望ましくはフェライト分率を60%以上90%以下、残部がベイナイト、マルテンサイトを主体とすることと規定する。なお、硬質組織はベイナイト、マルテンサイトが主体であることとするが、一部にパーライトや針状フェライト、その他介在物等が混在し た場合でも本発明の規定する範囲では被削性は劣化せず優れたものとなる。
一点目は、鋼板の組織を軟質のフェライトと硬質のベイナイト、マルテンサイト主体の複合組織とすることである。特に、板厚4〜100mm程度の鋼板を対象とすることから、板厚方向の幅広い部位において軟質と硬質の複合組織となっていることが重要となる。組織をこのように制御することで、切削時に軟質部が容易に変形する一方で、軟質部と硬質部の界面近傍に応力集中が生じることで延性破壊を促進し、結果として極めて少ない塑性変形で切削が進行する。これにより工具寿命は長くなり、切削抵抗は低下し、切屑処理は容易となる。軟質のフェライトと硬質のベイナイト、マルテンサイト主体の複合組織である場合であっても、軟質のフェライト分率が30%を下回ると被削性が大幅に低下し、90%を超えると強度が不足することから、フェライト分率を30%以上90%以下、残部がベイナイト、マルテンサイトを主体とすることと規定する。また、フェライト分率が45%以上である場合には、さらに被削性に優れることから、望ましくはフェライト分率を45%以上90%以下、残部がベイナイト、マルテンサイトを主体とすることと規定する。さらに、フェライト分率が60%以上である場合には、格段に被削性に優れることから、さらに望ましくはフェライト分率を60%以上90%以下、残部がベイナイト、マルテンサイトを主体とすることと規定する。なお、硬質組織はベイナイト、マルテンサイトが主体であることとするが、一部にパーライトや針状フェライト、その他介在物等が混在し た場合でも本発明の規定する範囲では被削性は劣化せず優れたものとなる。
前記で規定したフェライト分率は、光学顕微鏡組織観察により測定するものとする。測定面は、圧延方向と板厚方向がなす面(以後これをL面と呼ぶ)とする。板厚方向の測定部位は、板厚が8mm以下の場合には鋼板の板厚の1/4、1/2、3/4に相当する長さだけ鋼板表面から鋼板内部に入った部位(以後それぞれt/4部、t/2部、3t/4部と呼ぶ)の3箇所とし、板厚が8mm超の場合は、板厚方向のt/4部、t/2部、3t/4部のみでなく、鋼板表面から2mmだけ内部に入った部位と鋼板裏面から2mmだけ内部に入った部位(以後表面下2mm部、裏面下2mm部と呼ぶ)も加えた5箇所とする。各測定点を結んだ線分は板厚方向と平行になるようにする。幅方向の測定部位は、鋼板の幅方向の端部と、端部から板厚に相当する長さだけ内部に入った部位の間で測定するのを避け、極力幅方向の中心部に近い部位で測定する。測定は100倍から500倍程度の倍率で実施するのが望ましく、格子入りの接眼レンズを使用して点算法にて測定を実施するものとする。全測定箇所におけるフェライト分率の平均値をもって、本発明におけるフェライト分率とする。なお、測定をおこなう際のフェライトの判断基準であるが、本発明におけるフェライトとは一般に塊状フェライト、ポリゴナルフェライト、等軸フェライトなどと称されるフェライトを指し、より低温で生成する針状のフェライトは含めないものとする。ただし、塊状のフェライトであっても、変態前のオーステナイトの制御次第では成長方向に異方性が出て、圧延方向に長い形態を有する塊状フェライトが生成することがあるが、これは本発明ではフェライトに含めるものとする。
なお、組織構成が複雑な場合や非常に細粒の組織である場合には、光学顕微鏡観察から軟質組織と硬質組織の複合組織であることを規定することが困難になる場合があり、本発明では代替的にマイクロビッカース硬さによって複合組織であることを判断する方法をあわせて規定する。マイクロビッカース硬さは、測定面積がビッカース硬さに比べて小さいため、複合組織の場合には組織構成によって測定値が大きく変動する。特に、フェライトを主体とする領域の硬さは低くなり、硬さの低い測定点数の比率によって、軟質組織と硬質組織の複合組織であることを規定することができる。発明者は、種々の組織についてマイクロビッカース硬さ試験を行い、被削性に優れるマイクロビッカース硬さの範囲を明確にした。この結果、マイクロビッカース硬さが190HV以下である比率が20%以上である場合に被削性に優れることから、マイクロビッカース硬さが190HV以下である比率を20%以上とする。また、マイクロビッカース硬さが180HV以下である比率が20%以上である場合にはさらに被削性に優れることから、望ましくはマイクロビッカース硬さが180HV以下である比率を20%以上とする。さらに、マイクロビッカース硬さが170HV以下である比率が20%以上である場合にはさらに被削性に優れることから、さらに望ましくはマイクロビッカース硬さが170HV以下である比率を20%以上とする。なお、マイクロビッカース硬さが170HV以下である比率が40%以上である場合には一層被削性に優れることから、一層望ましくはマイクロビッカース硬さが170HV以下である比率を40%以上とする。
本発明におけるマイクロビッカース硬さとは、JIS Z 2244に規定される方法に基づいて測定された値であり、規格で規定された以外の測定方法をここで詳述する。試験力は0.09807Nとする。測定面はL面とする。板厚方向の測定部位は、板厚が8mm以下の場合にはt/4部、t/2部、3t/4部の3箇所とし、板厚が8mm超の場合は、表面下2mm部、裏面下2mm部も加えた5箇所とする。各測定点を結んだ線分は板厚方向と平行になるようにする。幅方向の測定部位は、鋼板の幅方向の端部と、端部から板厚に相当する長さだけ内部に入った部位の間で測定するのを避け、極力幅方向の中心部に近い部位で測定する。測定は図1に示すように100μmの間隔で行い、測定点数を121点とする。この121点のうち、マイクロビッカース硬さが190HV以下である点数の比率を測定し、板厚8mm以下の場合には3箇所の平均値を算出し、板厚8mm超の場合には5点の平均値を算出し、これをマイクロビッカース硬さが190HV以下である比率とする。マイクロビッカース硬さが180HV以下である比率、170HV以下である比率についても同様の手法で測定する。
優れた被削性を発現する構成要件の二点目は以下の通りである。フェライトを主体とする軟質組織とベイナイト、マルテンサイト主体の硬質組織の複合組織は前記のごとく被削性に優れるものの、それだけでは溶接構造物の製作における穴あけ加工や表面切削等に必要な被削性として必ずしも十分でない。軟質組織と硬質組織の複合組織を前提とした上で特定合金元素の添加量比を最適化することが必要となる。具体的にはMn量、Si量、Cr量、Mo量の添加比率を厳格に規定することになる。穴あけ加工や表面切削などの切削はいわば高温、高歪速度下での工具による被削材の破壊現象であり、これに必要なエネルギーをいかに低減するかが重要となるため、高温での軟質部と硬質部の強度差を大きくすることが必要となる。Mn添加量が多い場合、軟質のフェライトの固溶強化量が大きくなって硬質部と軟質部の強度差を減じるため、Mn添加量は低い方が望ましい。一方Si、Cr、Moの添加量増大はベイナイト、マルテンサイトを主体とする硬質部の常温強度の増大に寄与するのみでなく、高温での硬質部の強度低下に対する抵抗性を高めることで軟質部と硬質部の強度差を大きくする効果がある。発明者は、Mn、Si、Cr、Moの添加量を種々変化させた成分系の鋼塊を使用して軟質組織と硬質組織の複合組織鋼を製造し、その被削性と成分バランスを検討した結果、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15を下回ると被削性の絶対的な水準が不十分であること、逆にX2が10.0を超えると溶接性が大幅に低下することを見いだした。よって、本発明においてはX2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下と規定する。なお、X2の値が0.3以上の場合にはより被削性が向上することから、望ましくはX2を0.3以上10.0以下とする。また、X2の値が0.4以上の場合には一層顕著に被削性が向上することから、さらに望ましくはX2を0.4以上10.0以下とする。なお、X2を計算する際のSi、Mo、Cr、Mnはいずれも質量%で表示された添加量である。本発明においてCrとMoは重要な元素であるが、合金コストを勘案の上必要に応じて添加される。CrとMoを添加しない場合には、前記X2の値はSiとMn量から計算される。
優れた被削性を発現する構成要件の三点目は、Sを溶接性や靭性を大幅に低下させない範囲で多量に添加することである。Sは、MnSの応力集中源としての効果により切削抵抗を低減し、工具寿命を延ばす機能がある。その添加量が0.01%を超えると被削性の向上が顕著となり、一方0.035%を超えると靭性、溶接性がともに低下するため、S量を0.01%超0.035%以下と規定する。
被削性を向上させるためには前記の規定が重要であるが、さらに強度、靱性を確保するために以下の規定が必要となる。
まず、引張強さで570MPa以上を確保するため、ビッカース硬さを規定することが必要となる。ビッカース硬さが165HVを下回ると、引張強さ570MPa以上を確保することが困難となり、300HVを超えると溶接性が大幅に低下することから、ビッカース硬さを165HV以上300HV以下と規定する。
まず、引張強さで570MPa以上を確保するため、ビッカース硬さを規定することが必要となる。ビッカース硬さが165HVを下回ると、引張強さ570MPa以上を確保することが困難となり、300HVを超えると溶接性が大幅に低下することから、ビッカース硬さを165HV以上300HV以下と規定する。
本発明におけるビッカース硬さとは、JIS Z 2244に規定される方法に基づいて測定された値であり、規格で規定された以外の測定方法をここで詳述する。試験力は98.07Nとする。測定面は、L面とする。板厚方向の測定部位は、板厚が8mm以下の場合にはt/4部、t/2部、3t/4部の3箇所とし、板厚が8mm超の場合は、表面下2mm部、裏面下2mm部も加えた5箇所とする。各測定点を結んだ線分は板厚方向と平行になるようにする。幅方向の測定部位は、鋼板の幅方向の端部と、端部から板厚に相当する長さだけ内部に入った部位の間で測定するのを避け、極力幅方向の中心部に近い部位で測定する。測定は各部位で5点以上行い、各部位の平均値を算出する。板厚8mm以下の場合には3箇所の平均値を算出し、板厚8mm超の場合には5点の平均値を算出し、これをビッカース硬さとする。
また、靱性を優れたものとするためには、合金元素の添加量を調整する必要がある。X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下の場合には靱性にすぐれることから、X1を0.24以下と規定する。なお、X1が0.21以下の場合にはこの効果がより顕著に表れることから、望ましくはX1を0.21以下とする。なお、X1を計算する際のC、Mn、Cu、Cr、Si、Ni、Mo、V、Bはいずれも質量%で表示された添加量である。
以下に合金元素の範囲を規定する。
Cは、強度確保に必須の元素であるため、その添加量を0.005%以上とする。しかし、一方でC量の増大は粗大析出物の生成による母材靱性の低下や溶接性の低下を招くためその上限を0.2%とする。なお、C量が0.07%以上では引張強さ570MPa以上の確保が容易となり、0.14%以下では靱性と溶接性が一層優れたものとなることから、望ましくはC量を0.07%以上0.14%以下とする。
Cは、強度確保に必須の元素であるため、その添加量を0.005%以上とする。しかし、一方でC量の増大は粗大析出物の生成による母材靱性の低下や溶接性の低下を招くためその上限を0.2%とする。なお、C量が0.07%以上では引張強さ570MPa以上の確保が容易となり、0.14%以下では靱性と溶接性が一層優れたものとなることから、望ましくはC量を0.07%以上0.14%以下とする。
Siは、本発明において非常に重要な元素である。強度を増大しつつ被削性を向上させることや、圧延後の水冷を前提とする製造方法において軟質のフェライトと硬質のベイナイト、マルテンサイトを主体とする複合組織を得るために有効な元素であり、その効果を発揮するためには0.01%以上の添加が必要であり、1%超の添加は靱性と溶接性を低下させるため、添加量を0.01%以上1%以下とする。なお、前記の効果をより顕著に発揮させるためには0.2%以上の添加が有効であり、一方0.55%以下では溶接性に非常に優れることから、望ましくは0.2%以上0.55%以下とする。
Mnは、強度増大に有効な元素であり、本発明が対象とする引張強さ570MPa以上を達成するためには最低でも0.01%以上の添加が必要となるが、逆に1.4%を超えて添加すると被削性が低下する。よって、Mnの添加量を0.01%以上1.4%以下と規定する。
Pは、不純物元素であり添加量は低い方が望ましい。0.02%を超える添加は母材の延性、靭性や溶接性を低下させるため、0.02%以下と規定する。
Alは、脱酸材として有効な元素であり、その添加量を0.001%以上とする。しかし、一方でAl量の増大は母材靭性の低下を招くためその上限を0.1%とする。
Nは、不純物元素であり、0.01%を超える添加は母材靱性、溶接性を低下させるため、0.01%以下と規定する。
Moは本発明において非常に重要な元素であり、コストを勘案して必要に応じて添加できる。強度を増大しつつ被削性を向上させることや、圧延後の水冷を前提とする製造方法において軟質のフェライトと硬質のベイナイト、マルテンサイト主体の複合組織を得るために有効な元素であり、その効果を発揮するためには0.01%以上の添加が必要であり、1%超の添加は溶接性を低下させるため、添加量を0.01%以上1%以下とする。なお、前記の効果をより顕著に発揮させるためには0.1%以上の添加が有効であることから、望ましくは0.1%以上1%以下とする。
Crは本発明において非常に重要な元素であり、コストを勘案して必要に応じて添加できる。強度を増大しつつ被削性を向上させることや、圧延後の水冷を前提とする製造方法において軟質のフェライトと硬質のベイナイト、マルテンサイト主体の複合組織を得るために有効な元素であり、その効果を発揮するためには0.01%以上の添加が必要であり、1%超の添加は溶接性を低下させるため、添加量を0.01%以上1%以下とする。なお、前記の効果をより顕著に発揮させるためには0.1%以上の添加が有効であることから、望ましくは0.1%以上1%以下とする。
本発明においてはNb、Ti、Vも重要な元素である。Nb、Ti、Vは析出強化等による強度の増大や、組織微細化による靱性向上に有効な元素であり、必要に応じて添加される。発明者は、軟質と硬質の複合組織からなる鋼板をこれら元素により強化したものについて、ドリル穿孔時の工具寿命を評価した。その結果、たとえ軟質と硬質の複合組織である場合でも、析出強化量が大きい場合には軟質部と硬質部の硬度差が減少し、ドリル寿命が低下することを見いだした。Nb、Ti、Vの添加量がそれぞれ0.1%を超えると被削性が顕著に低下し、一方0.001%未満の添加では強度増大の効果が得られないことから、Nb、Ti、Vの添加量を0.001%以上0.1%以下とした。なお、Nb、Ti、Vの添加量がそれぞれ0.05%、0.04%、0.05%以下である場合には強度増大に伴う被削性の低下が特に小さいことから、望ましくはNb、Ti、Vの添加量をそれぞれ0.05%、0.04%、0.05%以下とする。
Cu、Ni、Bは強度確保の観点から必要に応じて添加される。Cuは、強度確保に有効な元素である。0.005%未満の添加ではその効果は小さく、一方、1%を超える添加は溶接性を低下させるため、その範囲を0.005〜1%とする。Niは、強度確保のために必要に応じて添加される。0.01%未満の添加ではその効果は小さく、一方、2%を超える添加は溶接性を低下させるため、その範囲を0.01〜2%とする。Bは、焼入性の増大に有効な元素であり、その添加量を0.0002%以上とする。しかし、一方でB量の増大は粗大析出物の生成により母材靭性の低下を招くためその上限を0.005%とする。
REM、Ca、Zr、Mgの1種または2種以上の添加により、母材介在物制御、溶接熱影響部の加熱オーステナイトの微細化や粒内からの変態核生成を通じて母材靱性及び溶接熱影響部靱性を高めることができるため、必要に応じて添加される。この効果を発揮するためには、REM、Ca、Zr、Mgいずれも0.0005%以上の添加が必要である。一方、過剰に添加すると硫化物や酸化物が粗大化して母材靱性や延性の低下をもたらすため、その上限値をREMで0.1 %、Ca、Zr、Mgで0.02%とする。
なお、本発明鋼を溶製する上で、添加合金を含めた使用原料または溶製中に炉材等から溶出する不可避的不純物として混入しうるO、Zn、Sn、Sb、Te、Ta、W、Pb、Bi等も0.005%以下の混入であれば何ら本発明の効果を損なうものではない。
次に本発明の鋼板を製造する方法につき記載する。大きく分けて4つの方法があり、第一の方法は、圧延後すみやかに水冷を行う方法、第二の方法は、圧延後鋼板の温度が低下してから再度加熱を行い、その後に水冷を行う方法、第三の方法は、圧延後にフェライトが生成するまで空冷を行い、その後水冷を行う方法、第四の方法は、圧延後鋼板の温度が低下してから再度二相域までの加熱を行い、引き続いて水冷を行う方法である。
最初に鋼板を製造する方法のうち第一の製造方法、すなわち圧延後すみやかに水冷を開始する方法について説明する。本製造方法においては、粗圧延、仕上げ圧延、水冷が重要となる。
最初に粗圧延について説明する。粗圧延は、オーステナイトを再結晶により微細化することによってフェライト生成を促進する観点から重要である。粗圧延の全圧下率が30%を下回るとフェライトが安定生成せず、一方95%を超えると生産性が大幅に低下するため、粗圧延の全圧下率を30%以上95%以下と規定する。また、粗圧延の全圧下率を50%以上とするとフェライトがより安定生成して被削性がさらに向上することから、望ましくは粗圧延の圧下率を50%以上90%以下とする。さらに、粗圧延の全圧下率を80%以上とするとフェライトがさらに安定生成して被削性が一層向上することから、さらに望ましくは粗圧延の圧下率を80%以上90%以下とする。粗圧延の噛込温度や最終パス前の鋼板表面温度は、仕上げ圧延温度の条件を満たすものであれば任意に設定可能である。なお、粗圧延の全圧下率とは、粗圧延前の板厚から粗圧延後の板厚を引いた値を粗圧延前の板厚で除した値の百分率表示とする。
仕上げ圧延は、水冷を行う製造方法において、フェライトを安定生成させるために重要である。低温で圧延するほど、単位圧下率当たりの導入転位密度が高く、かつ圧延パス間や圧延機から水冷設備までの搬送途上での回復が抑制されるため、フェライト生成を促進することができる。フェライトの生成挙動は合金成分の影響も強く受けるため、仕上げ圧延温度は成分との関係において規定される必要がある。一般的に、引張強さが570MPa以上の厚鋼板においては、圧延後すみやかに水冷を実施する製造方法ではフェライトを生成させることは困難であり、これを達成するためには非常に低い仕上圧延温度が必要となって生産性が低下するが、本発明で被削性を向上させるために規定したSi、Mn、Mo、Crの成分比規定の範囲では、生産性を下げることなく製造可能であることを新たに見いだした。発明者は、種々の成分の鋼について最適な仕上げ圧延の第一パス噛込温度の検討を行い、仕上げ圧延の第一パス噛込温度がT4=35ln(X2/2)−25√t+1100で表されるT4(℃)以下である場合にフェライトが安定生成することを見いだした。よって、仕上げ圧延の第一パス噛込温度をT4(℃)以下と規定する。ここで、X2は、既に示した通りX2=(Si/5+Mo+Cr/2)/Mnで計算される値であり、tは最終板厚(mm)である。T4式に板厚の項が含まれるのは、最終板厚が大きいほど圧延による圧下率が一般的に低下するため、再結晶粒径の粗大化や残存転位密度の低下を通じてフェライトの生成が抑制されるために低温圧延が必要となるためである。なお、仕上げ圧延の第一パス噛込温度をT4より40℃低くすると、一層顕著に被削性が向上するため、望ましくは、仕上げ圧延の第一パス噛込温度をT4より40℃低い温度以下とする。さらに、仕上げ圧延の第一パス噛込温度をT4より80℃低くすると、より一層顕著に被削性が向上するため、より望ましくは、仕上げ圧延の第一パス噛込温度をT4より80℃低い温度以下とする。なお、仕上げ圧延の第一パス噛込温度がAr3 点を下回ると、フェライトの加工に伴う硬度増大によって被削性が低下するため、仕上げ圧延の第一パス噛込温度の下限をAr3 点とする。仕上げ圧延の最終パス噛込温度は、フェライトの加工に伴う被削性低下を極力抑制する観点から、その下限をAr3 点より100℃低い温度以上とすることが望ましく、上限はT4+50(℃)とすることが望ましい。
なお、本発明では粗圧延機で実施される圧延を粗圧延、仕上げ圧延機で実施される圧延を仕上げ圧延とする。もし、粗圧延、仕上げ圧延を同一の圧延機で実施する場合には、圧延の前半と後半を分ける明確な設定温度が存在する場合は前半の圧延を粗圧延、後半の圧延を仕上げ圧延とし、明確な温度設定が存在しない場合や2つ以上の設定温度が存在する場合は、圧延パス開始前の鋼板表面温度が950℃以下となった圧延パスを含めた以後の圧延パス全てを仕上げ圧延とみなす。仕上げ圧延の第一パス噛込温度とは、仕上げ圧延の最初の圧下前に鋼板表面で測定された温度を指す。仕上げ圧延の最終パス噛込温度とは、仕上げ圧延の最後の圧下前に鋼板表面で測定された温度を指す。Ar3 点は直接測定することができないが、実際の製造条件を模擬した加工熱処理を、膨張曲線を測定しながら実施することで見積もることができる。なお、鋼板表面温度は、たとえば放射温度計を使用することで測定可能である。
仕上げ圧延の全圧下率もフェライトの安定生成の観点から重要である。仕上げ圧延の全圧下率が30%以上であればフェライトの安定生成によって被削性が向上する。一方、仕上げ圧延の全圧下率が95%を超えると大幅に生産性が低下する。よって仕上げ圧延の全圧下率を30%以上95%以下と規定する。なお、仕上げ圧延の全圧下率を60%以上とすることで被削性が一層向上することから、望ましくは仕上げ圧延の全圧下率を60%以上95%以下とする。なお、仕上げ圧延の全圧下率とは、仕上げ圧延前の板厚から最終板厚を引いた値を仕上げ圧延前の板厚で除した値の百分率表示とする。
次に水冷の条件につき説明する。水冷は、フェライトの安定生成による被削性の向上と、粒径の微細化による母材靭性の向上、低合金での強度確保を通じた溶接性の向上を同時に達成するために重要である。水冷時の水量密度が0.2m3 /m2 ・min.を下回ると強度が低下し、一方5.0m3 /m2 ・min.を超えるとフェライトが安定生成しなくなって被削性が低下するため、水冷時の水量密度を0.2m3/m2・min.以上5.0m3/m2・min.以下と規定する。水冷の終了温度が600℃を超えると、フェライト生成後の残部オーステナイトが低温で変態せず、強度が低下するため、水冷の終了温度を600℃以下とする。ここで、水冷の終了温度とは、水冷後複熱を待った後に測定された鋼板表面温度の最大値を指す。水冷後は、空冷するものとする。
次に水冷の条件につき説明する。水冷は、フェライトの安定生成による被削性の向上と、粒径の微細化による母材靭性の向上、低合金での強度確保を通じた溶接性の向上を同時に達成するために重要である。水冷時の水量密度が0.2m3 /m2 ・min.を下回ると強度が低下し、一方5.0m3 /m2 ・min.を超えるとフェライトが安定生成しなくなって被削性が低下するため、水冷時の水量密度を0.2m3/m2・min.以上5.0m3/m2・min.以下と規定する。水冷の終了温度が600℃を超えると、フェライト生成後の残部オーステナイトが低温で変態せず、強度が低下するため、水冷の終了温度を600℃以下とする。ここで、水冷の終了温度とは、水冷後複熱を待った後に測定された鋼板表面温度の最大値を指す。水冷後は、空冷するものとする。
また、水冷は仕上げ圧延の終了後すみやかに開始することが望ましい。これは、仕上げ圧延終了から水冷開始までの時間が長くなると、圧延によって導入された転位が回復により減少し、フェライトが安定生成せずに被削性が低下するためである。なお、具体的には仕上げ圧延の終了後200s以内に水冷を開始することが望ましい。ここで、仕上げ圧延の終了とは、仕上げ圧延の最終パスにおいて鋼板の最前部が圧下を受けた時点を指し、水冷の開始とは、鋼板の最前部が水冷設備に達して水冷が開始された時点を指す。
水冷においては、その前半と後半の冷却速度を変化させることで、より安定的にフェライトを生成させることができるため、必要に応じてこの手法をとることができる。水冷開始温度以下650℃超で規定される前半の冷却速度を1℃/s以上5℃/s以下、650℃以下水冷終了温度以上で規定される後半の冷却速度を10℃/s以上100℃/s以下とすることで、さらに被削性に優れ、かつ強度は同等以上の鋼板を製造することができる。該冷却の前半部の冷却速度を低くするのは、フェライトの生成量を増やしかつ未変態オーステナイトへのCの濃化を通じて後半の冷却で形成させるベイナイト等の変態温度を下げるためであり、後半部の冷却速度を高くするのは、未変態オーステナイトの変態温度を極力低くするためである。なお、この二段階の冷却における温度および冷却速度は、鋼板t/4部において測定された温度およびその値に基づいて計算された平均冷却速度とし、鋼板中に熱電対を埋め込んだ予備試料を使用して、実際の水冷を模擬した水冷を行うことで測定が可能である。
以下には製造方法においてその他の望ましい条件を記述する。圧延に先立っては、鋼片または鋳片を加熱する。加熱温度が900℃未満の場合、加熱前の組織の一部が未変態のまま残存し、材質が不均一となり、一方加熱温度が1350℃を超えると、オーステナイトが粗大化して最終的な組織も粗大化し、母材靭性が大幅に低下するのみでなく、フェライトの生成が抑制されて被削性が低下するため、加熱温度は900℃以上1350℃以下とすることがのぞましい。また、水冷後空冷された鋼板には、必要に応じて熱処理を付与することが可能である。たとえば、母材靭性を向上させる観点から、焼き戻しを行うことができる。
次に、鋼板を製造する方法のうち第二の方法、すなわち圧延後鋼板の温度が低下してから再度加熱を行い、その後に水冷を行う方法について規定する。加熱、粗圧延、仕上圧延については任意の条件で実施可能である。加熱、粗圧延、仕上げ圧延が終了し、鋼板を500℃以下まで任意の手法で冷却したのち、再度900℃以上1050℃以下に加熱する。加熱後は1℃/s以上100℃/s以下の冷却速度で水冷を行う。水冷の停止温度は、500℃以下として、水冷後は空冷する。圧延後の再加熱によって微細なオーステナイトが得られ、安定的にフェライトを生成させることができる。再加熱温度が900℃を下回ると、Cが高濃度のオーステナイトが生成し、これが変態後にマルテンサイトとなることで母材靭性が大幅に低下するため、また再加熱温度が1050℃を超えると、フェライトが安定 的に生成せず、被削性が低下することから、再加熱温度を900℃以上1050℃以下と規定する。再加熱後の冷却速度は1℃/s未満ではフェライト生成後の残部オーステナイトが低温変態せずに強度が低下し、一方冷却速度が100℃/s超ではフェライトが安定的に生成しないため、再加熱後の冷却速度を1℃/s以上100℃/s以下と規定する。水冷の停止温度が500℃を超えると、フェライト変態後の残部オーステナイトが低温変態せずに強度が低下するため、水冷の停止温度を500℃以下と規定する。また、水冷後空冷された鋼板には、必要に応じて熱処理を付与することが可能である。たとえば、母材靭性を向上させる観点から、焼き戻しを行うことができる。
ここで、水冷の停止温度とは、水冷後に複熱を待ったのちすみやかに測定された鋼板表面における温度の最大値とする。水冷時の冷却速度は、鋼板t/4部において測定された温度に基づいて計算された平均冷却速度とし、鋼板中に熱電対を埋め込んだ予備試料を使用して、実際の水冷を模擬した水冷を行うことで見積が可能である。
次に、鋼板を製造する方法のうち第三の方法、すなわち圧延後にフェライトの生成が開始するまで空冷を行い、その後水冷を行う方法について規定する。加熱については前記第一の方法と同様とする。粗圧延においては、全圧下率が30%を下回ると靱性が低下し、95%を超えると生産性が大幅に低下するため、粗圧延の全圧下率を30%以上95%以下と規定する。仕上げ圧延は、温度に関しては前記第一の方法のような規定はなく、任意の条件で実施可能である。仕上げ圧延の全圧下率は、30%を下回ると靱性が低下し、95%を超えると生産性が大幅に低下するため、仕上げ圧延の全圧下率を30%以上95%以下と規定する。加熱、粗圧延、仕上げ圧延が終了したのちは、空冷を行い、空冷中にフェライトの生成が開始した後に水冷を行う。水冷を開始する温度がAr3 点を超えた場合には、フェライトが安定生成せずに被削性が低下し、一方Ar3 点より150℃低い温度を下回ると強度が低下することから、水冷の開始温度をAr3 点以下、Ar3 点より150℃低い温度以上と規定する。ここで、水冷の開始温度とは、水冷の前に測定された鋼板表面温度を指す。Ar3 点は、実際の製造を模擬した加工熱処理を、膨張曲線を測定しながら実施することで見積もることが可能である。水冷時の水量密度は、0.2m3 /m2 ・min.を下回ると強度が低下し、一方5.0m3 /m2 ・min.を超えると生産性が低下するため、水冷時の水量密度を0.2m3 /m2 ・min.以上5.0m3 /m2 ・min.以下と規定する。水冷の終了温度が500℃を超えると、フェライト生成後の残部オーステナイトが低温で変態せず、強度が低下するため、水冷の終了温度を500℃以下とする。ここで、水冷の終了温度とは、水冷後複熱を待った後すみやかに測定された鋼板表面温度の最大値を指す。水冷後は、空冷するものとする。また、水冷後空冷された鋼板には、必要により熱処理を付与することが可能である。たとえば、母材靭性を向上させる観点から、焼き戻しを行うことができる。
次に、鋼板を製造する方法のうち第四の方法、すなわち圧延後鋼板の温度が低下してから再度二相域までの加熱を行う方法について規定する。加熱、粗圧延、仕上げ圧延は前記第三の方法と同様とする。加熱、粗圧延、仕上げ圧延が終了し、鋼板を500℃以下まで任意の手法で冷却したのち、再度加熱を行う。再加熱の温度は、730℃未満では被削性が低下すること、900℃以上では強度が低下することから、再加熱温度は730℃以上900℃未満と規定する。再加熱後は、任意の方法で水冷することが可能である。水冷の終了温度が500℃を超えると、フェライト生成後の残部オーステナイトが低温で変態せず、強度が低下するため、水冷の終了温度を500℃以下とする。水冷後は空冷するものとする。冷却された鋼板には、必要により熱処理を付与することが可能である。たとえば、母材靭性を向上させる観点から、焼き戻しを行うことができる。
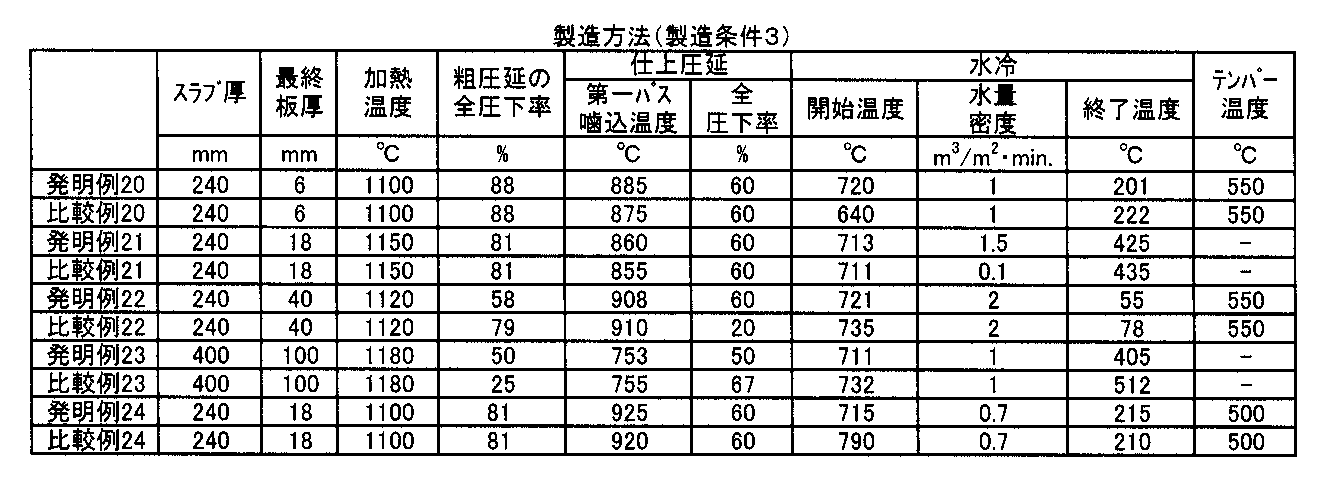
種々の化学成分の供試鋼材を用いて、種々の製造条件で製造した板厚6、18、40、100mmの鋼板について、強度として母材の降伏応力、引張強さ、靱性として母材のシャルピー衝撃吸収エネルギー、被削性としてドリル穴あけ特性を評価した。鋼板の化学成分、板厚、X1、X2、フェライト分率、ビッカース硬さ、マイクロビッカース硬さが特定の範囲にある比率を表1〜表4に、製造条件を表5〜表8に、特性の評価結果を表9〜表12に示す。
降伏応力と引張強さはJIS Z 2241に記載の金属材料引張試験方法により測定した。試験片はJIS Z 2201に記載の金属材料引張試験片とし、板厚6mm、18mmの鋼板からは5号試験片、板厚40mm、100mmの鋼板からはt/4部から採取した10号試験片を使用した。試験片は、長手方向が圧延方向と垂直になるように採取した。降伏応力は下降伏応力あるいはオフセット法で算出した0.2%耐力とした。常温で2本の試験を行い、平均値を採用した。
母材靭性は、JIS Z 2242に記載の金属材料衝撃試験方法により測定した。試験片は、JIS Z 2202に記載の金属材料衝撃試験片とし、板厚6mmの鋼板は板厚中心部から幅5mmのサブサイズ試験片を、板厚18mmの鋼板は板厚中心部から幅10mmの試験片を、板厚40mm、100mmの鋼板はt/4部から幅10mmの試験片を採取した。形状はいずれもVノッチ試験片とし、ノッチ底のなす線が板厚方向と平行になるように、また試験片の長手方向が圧延方向と垂直になるように採取した。試験温度は−5℃とし、3本の試験を行った平均値を採用した。
被削性の評価として、ボール盤とハイスドリルを使用して孔あけ試験を行った。板厚6mmの鋼板は7枚積み重ねて42mm、板厚18mmの鋼板は2枚積み重ねて36mm、板厚40mmは1枚で40mm、板厚100mmは1枚で100mmとして試験を実施した。ドリルは、径6mmφのハイスドリルSKH51を用いて貫通穿孔を行った。回転速度は1610rpm、送り速度は190mm/min.として、切削油は水溶性切削油を使用した。以上の条件で、穿孔不能となるまで孔あけを行い、限界までの穴あけ総個数を測定した。
発明例1〜14は第一の製造方法、すなわち圧延後すみやかに水冷を行う方法で鋼板を製造しており、併せて比較例1〜14も示す。
発明例1は板厚18mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例1は、発明例1と類似の成分および製造方法であるものの、C量およびX1が本発明の範囲を外れているため、靱性が極めて低い。
発明例1は板厚18mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例1は、発明例1と類似の成分および製造方法であるものの、C量およびX1が本発明の範囲を外れているため、靱性が極めて低い。
発明例2は板厚18mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例2は、発明例2と類似の成分および製造方法であるものの、仕上げ圧延の第一パス噛込温度とフェライト分率が本発明の範囲を外れているため、被削性が極めて低い。
発明例3は板厚18mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例3は、発明例3と類似の成分および製造方法であるものの、X2が本発明の範囲を外れているため、被削性が極めて低い。
発明例4は板厚6mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例4は、発明例4と類似の成分および製造方法であるものの、Si量が本発明の範囲を外れているため、靱性が極めて低い。
発明例5は板厚6mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例5は、発明例5と類似の成分および製造方法であるものの、仕上げ圧延の第一パス噛込温度、マイクロビッカース硬さが本発明の範囲を外れているため、靱性と被削性が極めて低い。
発明例6は板厚6mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例6は、発明例6と類似の成分および製造方法であるものの、水冷の終了温度が本発明の範囲を外れているため、強度が極めて低い。
発明例7は板厚40mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例7は、発明例7と類似の成分および製造方法であるものの、Mn量、X2が本発明の範囲を外れているため、被削性が極めて低い。
発明例8は板厚40mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例8は、発明例8と類似の成分および製造方法であるものの、Mo量が本発明の範囲を外れているため、靱性が極めて低い。
発明例9は板厚40mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例9は、発明例9と類似の成分および製造方法であるものの、P量が本発明の範囲を外れているため、靱性が極めて低い。
発明例10は板厚100mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例10は、発明例10と類似の成分および製造方法であるものの、仕上げ圧延の全圧下率とフェライト分率が本発明の範囲を外れているため、被削性が極めて低い。
発明例11は板厚100mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例11は、発明例11と類似の成分および製造方法であるものの、S量が本発明の範囲を外れているため、靱性が極めて低い。
発明例12は板厚100mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例12は、発明例12と類似の成分および製造方法であるものの、Al量、粗圧延の全圧下率、フェライト分率が本発明の範囲を外れているため、被削性と靱性が極めて低い。
発明例13は板厚6mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例13は、発明例13と類似の成分および製造方法であるものの、水量密度、ビッカース硬さが本発明の範囲を外れているため、強度が極めて低い。
発明例14は板厚6mmの鋼板を第一の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例14は、発明例14と類似の成分および製造方法であるものの、水量密度、フェライト分率が本発明の範囲を外れているため、被削性が極めて低い。
発明例15〜19は第二の製造方法、すなわち圧延後鋼板の温度が低下してから再度加熱 を行い、その後に水冷を行う方法で鋼板を製造しており、併せて比較例15〜19も示す。
発明例15は板厚6mmの鋼板を第二の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例15は、発明例15と類似の成分および製造方法であるものの、N量、再加熱後の水冷の冷却速度、マイクロビッカース硬さが本発明の範囲を外れているため、被削性と靱性が極めて低い。
発明例15は板厚6mmの鋼板を第二の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例15は、発明例15と類似の成分および製造方法であるものの、N量、再加熱後の水冷の冷却速度、マイクロビッカース硬さが本発明の範囲を外れているため、被削性と靱性が極めて低い。
発明例16は板厚18mmの鋼板を第二の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例16は、発明例16と類似の成分および製造方法であるものの、C量、再加熱後の水冷の冷却速度、ビッカース硬さが本発明の範囲を外れているため、強度が極めて低い。
発明例17は板厚40mmの鋼板を第二の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例17は、発明例17と類似の成分および製造方法であるものの、Cr量、再加熱後の水冷の終了温度、ビッカース硬さが本発明の範囲を外れているため、強度と靱性が極めて低い。
発明例18は板厚100mmの鋼板を第二の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例18は、発明例18と類似の成分および製造方法であるものの、再加熱温度、フェライト分率が本発明の範囲を外れているため、被削性が極めて低い。
発明例19は板厚18mmの鋼板を第二の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例19は、発明例19と類似の成分および製造方法であるものの、S量、再加熱温度が本発明の範囲を外れているため、靭性が極めて低い。
発明例20〜24は第三の製造方法、すなわち圧延後にフェライトの生成が開始するまで空冷を行い、その後水冷を行う方法で鋼板を製造しており、併せて比較例20〜24も示す。
発明例20は板厚6mmの鋼板を第三の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例20は、発明例20と類似の成分および製造方法であるものの、水冷開始温度、ビッカース硬さが本発明の範囲を外れているため、強度が極めて低い。
発明例20は板厚6mmの鋼板を第三の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例20は、発明例20と類似の成分および製造方法であるものの、水冷開始温度、ビッカース硬さが本発明の範囲を外れているため、強度が極めて低い。
発明例21は板厚18mmの鋼板を第三の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例21は、発明例21と類似の成分および製造方法であるものの、水量密度、ビッカース硬さが本発明の範囲を外れているため、強度が極めて低い。
発明例22は板厚40mmの鋼板を第三の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例22は、発明例22と類似の成分および製造方法であるものの、V量、仕上圧延における全圧下率が本発明の範囲を外れているため、靱性と被削性が極めて低い。
発明例23は板厚100mmの鋼板を第三の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例23は、発明例23と類似の成分および製造方法であるものの、粗圧延における全圧下率、水冷停止温度とビッカース硬さが本発明の範囲を外れているため、強度と靱性が極めて低い。
発明例24は板厚18mmの鋼板を第三の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例24は、発明例24と類似の成分および製造方法であるものの、水冷開始温度、フェライト分率が本発明の範囲を外れているため、被削性が極めて低い。
発明例25〜29は第四の製造方法、すなわち圧延後鋼板の温度が低下してから再度二相域までの加熱を行う方法で鋼板を製造しており、併せて比較例25〜29も示す。
発明例25は板厚6mmの鋼板を第四の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例25は、発明例25と類似の成分および製造方法であるものの、X2、再加熱温度、フェライト分率が本発明の範囲を外れているため、被削性が極めて低い。
発明例25は板厚6mmの鋼板を第四の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例25は、発明例25と類似の成分および製造方法であるものの、X2、再加熱温度、フェライト分率が本発明の範囲を外れているため、被削性が極めて低い。
発明例26は板厚18mmの鋼板を第四の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例26は、発明例26と類似の成分および製造方法であるものの、ビッカース硬さ、再加熱温度が本発明の範囲を外れているため、強度が極めて低い。
発明例27は板厚40mmの鋼板を第四の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例27は、発明例27と類似の成分および製造方法であるものの、水冷終了温度、ビッカース硬さが本発明の範囲を外れているため、強度が極めて低い。
発明例28は板厚100mmの鋼板を第四の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例28は、発明例28と類似の成分および製造方法であるものの、V量、仕上げ圧延の全圧下率が本発明の範囲を外れているため、靭性と被削性が極めて低い。
発明例29は板厚100mmの鋼板を第四の方法で製造したものである。本発明で規定する要件を全て満たしているため、570MPa以上の引張強さと同時に優れた被削性と良好な靱性を示している。一方、比較例29は、発明例29と類似の成分および製造方法であるものの、B量、粗圧延の全圧下率が本発明の範囲を外れているため、靭性が極めて低い。
以上の実施例から、本発明により製造された鋼材である発明例1〜29の鋼板は、引張強さが570〜720MPa程度で、母材靭性が高く、かつ被削性に優れた鋼材であることは明白である。
Claims (15)
- 鋼が、質量%で、
C :0.005〜0.2%、
Si:0.01〜1%、
Mn:0.01〜1.4%、
P :0.02%以下、
S :0.01%超0.035%以下、
Al:0.001〜0.1%、
N :0.01%以下を含有し、残部がFe及び不可避的不純物からなる鋼組成とし、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下であり、さらに鋼を構成する組織のうちフェライト分率が30%以上90%以下、残部がベイナイト、マルテンサイトを主体として構成される硬質組織であり、鋼のビッカース硬さが165HV以上300HV以下であることを特徴とする、被削性と靭性に優れた鋼板。 - 鋼が、質量%で、
C :0.005〜0.2%、
Si:0.01〜1%、
Mn:0.01〜1.4%、
P :0.02%以下、
S :0.01%超0.035%以下、
Al:0.001〜0.1%、
N :0.01%以下を含有し、残部がFe及び不可避的不純物からなる鋼組成とし、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下であり、さらにマイクロビッカース硬さが190HV以下である比率が20%以上であり、鋼のビッカース硬さが165HV以上300HV以下であることを特徴とする、被削性と靭性に優れた鋼板。 - 質量%で、さらに、
Mo:0.01〜1%、
Cr:0.01〜1%の1種または2種を含有することを特徴とする、請求項1または2に記載の被削性と靭性に優れた鋼板。 - 質量%で、さらに、
Nb:0.001〜0.1%、
Ti:0.001〜0.1%、
V :0.001〜0.1%の1種または2種以上を含有することを特徴とする、請求項1ないし3のいずれか1項に記載の被削性と靭性に優れた鋼板。 - 質量%で、さらに、
Cu:0.005〜1%、
Ni:0.01〜2%、
B :0.0002〜0.005%の1種または2種以上を含有することを特徴とする、請求項1ないし4のいずれか1項に記載の被削性と靭性に優れた鋼板。 - 質量%で、さらに、
REM:0.0005〜0.1%、
Ca:0.0005〜0.02%、
Zr:0.0005〜0.02%、
Mg:0.0005〜0.02%の1種または2種以上を含有することを特徴とする、請求項1ないし5のいずれか1項に記載の被削性と靭性に優れた鋼板。 - 質量%で、
C :0.005〜0.2%、
Si:0.01〜1%、
Mn:0.01〜1.4%、
P :0.02%以下、
S :0.01%超0.035%以下、
Al:0.001〜0.1%、
N :0.01%以下を含有し、残部がFe及び不可避的不純物からなる鋼組成とし、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下である鋼片または鋳片を加熱したのち、全圧下率が30%以上95%以下の粗圧延を行い、その後に第一パス噛込温度をT4=35ln(X2/2)−25√t+1100で表されるT4(℃)以下Ar3 点以上、全圧下率を30%以上95%以下とする仕上げ圧延を行い、その後すみやかに水量密度が0.2m3 /m2 ・min.以上5.0m3 /m2 ・min.以下の水冷を開始し、600℃以下で水冷を終了することを特徴とする、被削性と靭性に優れた鋼板の製造方法。ただし、tは板厚である。 - 圧延終了後に開始する水冷において、水冷開始温度以下650℃超の平均冷却速度が1℃/s以上5℃/s以下であり、かつ650℃以下水冷終了温度以上の平均冷却速度が10℃/s以上100℃/s以下であることを特徴とする、請求項7に記載の被削性と靭性に優れた鋼板の製造方法。
- 質量%で、
C :0.005〜0.2%、
Si:0.01〜1%、
Mn:0.01〜1.4%、
P :0.02%以下、
S :0.01%超0.035%以下、
Al:0.001〜0.1%、
N :0.01%以下を含有し、残部がFe及び不可避的不純物からなる鋼組成とし、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下である鋼片または鋳片を加熱、圧延したのちに500℃以下まで冷却し、さらに鋼板を900℃以上1050℃以下に再加熱し、平均冷却速度1℃/s以上100℃/sで水冷し、500℃以下で水冷を終了することを特徴とする被削性と靭性に優れた鋼板の製造方法。 - 質量%で、
C :0.005〜0.2%、
Si:0.01〜1%、
Mn:0.01〜1.4%、
P :0.02%以下、
S :0.01%超0.035%以下、
Al:0.001〜0.1%、
N :0.01%以下を含有し、残部がFe及び不可避的不純物からなる鋼組成とし、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下である鋼片または鋳片を加熱した後に、全圧下率が30%以上95%以下の粗圧延、全圧下率が30%以上95%以下の仕上げ圧延を実施し、その後空冷にてAr3 点以下Ar3 点より150℃低い温度以上まで冷却したのち、水量密度が0.2m3 /m2 ・min.以上5.0m3 /m2 ・min.以下の水冷を開始し、500℃以下で水冷を終了することを特徴とする、被削性と靭性に優れた鋼板の製造方法。 - 質量%で、
C :0.005〜0.2%、
Si:0.01〜1%、
Mn:0.01〜1.4%、
P :0.02%以下、
S :0.01%超0.035%以下、
Al:0.001〜0.1%、
N :0.01%以下を含有し、残部がFe及び不可避的不純物からなる鋼組成とし、X1=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5×Bで表されるX1が0.24以下、X2=(Si/5+Mo+Cr/2)/Mnで表されるX2が0.15以上10.0以下である鋼片または鋳片を加熱した後に、全圧下率が30%以上95%以下の粗圧延、全圧下率が30%以上95%以下の仕上圧延を実施し、その後500℃以下まで冷却し、さらに鋼板を730℃以上900℃未満に再加熱したのちに水冷を行い、水冷を500℃以下で終了することを特徴とする被削性と靭性に優れた鋼板の製造方法。 - 質量%で、さらに、
Mo:0.01〜1%、
Cr:0.01〜1%の1種または2種を含有することを特徴とする、請求項7ないし11のいずれか1項に記載の被削性と靭性に優れた鋼板の製造方法。 - 質量%で、さらに、
Nb:0.001〜0.1%、
Ti:0.001〜0.1%、
V :0.001〜0.1%の1種または2種以上を含有することを特徴とする、請求項7ないし12のいずれか1項に記載の被削性と靭性に優れた鋼板の製造方法。 - 質量%で、さらに、
Cu:0.005〜1%、
Ni:0.01〜2%、
B :0.0002〜0.005%の1種または2種以上を含有することを特徴とする、請求項7ないし13のいずれか1項に記載の被削性と靭性に優れた鋼板の製造方法。 - 質量%で、さらに、
REM:0.0005〜0.1%、
Ca:0.0005〜0.02%、
Zr:0.0005〜0.02%、
Mg:0.0005〜0.02%の1種または2種以上を含有することを特徴とする、請求項7ないし14のいずれか1項に記載の被削性と靭性に優れた鋼板の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005059315A JP2005290555A (ja) | 2004-03-11 | 2005-03-03 | 被削性および靭性に優れた鋼板およびその製造方法 |
| US10/592,238 US20070193665A1 (en) | 2004-03-11 | 2005-03-11 | Steel plate excellent in machineability and in toughness and weldability and method of production of the same |
| PCT/JP2005/004849 WO2005087966A1 (ja) | 2004-03-11 | 2005-03-11 | 被削性と靭性および溶接性に優れた鋼板およびその製造方法 |
| KR1020067018475A KR20070003918A (ko) | 2004-03-11 | 2005-03-11 | 피삭성과 인성 및 용접성이 우수한 강판 및 그 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004069408 | 2004-03-11 | ||
| JP2005059315A JP2005290555A (ja) | 2004-03-11 | 2005-03-03 | 被削性および靭性に優れた鋼板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005290555A true JP2005290555A (ja) | 2005-10-20 |
Family
ID=35323814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005059315A Pending JP2005290555A (ja) | 2004-03-11 | 2005-03-03 | 被削性および靭性に優れた鋼板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005290555A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015117390A (ja) * | 2013-12-16 | 2015-06-25 | 株式会社神戸製鋼所 | 舶用鍛鋼品 |
| CN113930685A (zh) * | 2021-10-13 | 2022-01-14 | 鞍钢股份有限公司 | 700MPa级高塑变析出强化管线钢板及其生产方法 |
-
2005
- 2005-03-03 JP JP2005059315A patent/JP2005290555A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015117390A (ja) * | 2013-12-16 | 2015-06-25 | 株式会社神戸製鋼所 | 舶用鍛鋼品 |
| WO2015093178A1 (ja) * | 2013-12-16 | 2015-06-25 | 株式会社神戸製鋼所 | 舶用鍛鋼品 |
| KR101764083B1 (ko) | 2013-12-16 | 2017-08-01 | 가부시키가이샤 고베 세이코쇼 | 선박용 단강품 |
| CN113930685A (zh) * | 2021-10-13 | 2022-01-14 | 鞍钢股份有限公司 | 700MPa级高塑变析出强化管线钢板及其生产方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5177310B2 (ja) | 溶接熱影響部の低温靭性に優れた高張力鋼板およびその製造方法 | |
| JP6477983B1 (ja) | オーステナイト系耐摩耗鋼板 | |
| JP3758508B2 (ja) | 二相ステンレス鋼管の製造方法 | |
| JP5950045B2 (ja) | 鋼板およびその製造方法 | |
| JP5924058B2 (ja) | 溶接熱影響部の低温靭性に優れた高張力鋼板およびその製造方法 | |
| JP5846311B2 (ja) | 溶接熱影響部ctod特性に優れた厚肉高張力鋼およびその製造方法 | |
| EP3026138B1 (en) | High-strength steel material for oil well use, and oil well pipe | |
| WO2019186911A1 (ja) | オーステナイト系耐摩耗鋼板 | |
| EP1862561A1 (en) | Steel for oil well pipe having excellent sulfide stress cracking resistance and method for manufacturing seamless steel pipe for oil well | |
| JP2008208454A (ja) | 耐遅れ破壊特性に優れた高張力鋼材並びにその製造方法 | |
| WO2009123076A1 (ja) | 溶接継手部の耐再熱脆化性と靭性に優れた耐火鋼材及びその製造方法 | |
| CN101578384A (zh) | 焊接热影响区的ctod特性优异的钢及其制造方法 | |
| JP2012122111A (ja) | 優れた生産性と溶接性を兼ね備えた、PWHT後の落重特性に優れたTMCP−Temper型高強度厚鋼板の製造方法 | |
| JPWO2014175122A1 (ja) | H形鋼及びその製造方法 | |
| JP2018204110A (ja) | 耐摩耗厚鋼板 | |
| JP2021509434A (ja) | 高強度高靭性熱延鋼板及びその製造方法 | |
| JP6245352B2 (ja) | 高張力鋼板およびその製造方法 | |
| JP2010222680A (ja) | 加工性に優れた高強度高靭性鋼の製造方法 | |
| JP5477089B2 (ja) | 高強度高靭性鋼の製造方法 | |
| JP2008088547A (ja) | 高温強度、靭性及び耐再熱脆化特性に優れた耐火鋼材並びにその製造方法 | |
| EP3330398B1 (en) | Steel pipe for line pipe and method for manufacturing same | |
| JP2005290554A (ja) | 被削性と靭性および溶接性に優れた鋼板およびその製造方法 | |
| JP7410438B2 (ja) | 鋼板 | |
| KR20070003918A (ko) | 피삭성과 인성 및 용접성이 우수한 강판 및 그 제조 방법 | |
| JP4286581B2 (ja) | 耐摩耗鋼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070904 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091013 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100305 |