JP2004268596A - Mold for molding lens for eye and method for molding lens for eye using it - Google Patents
Mold for molding lens for eye and method for molding lens for eye using it Download PDFInfo
- Publication number
- JP2004268596A JP2004268596A JP2004144394A JP2004144394A JP2004268596A JP 2004268596 A JP2004268596 A JP 2004268596A JP 2004144394 A JP2004144394 A JP 2004144394A JP 2004144394 A JP2004144394 A JP 2004144394A JP 2004268596 A JP2004268596 A JP 2004268596A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- lens
- ophthalmic lens
- molding
- contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Eyeglasses (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Description
本発明は、眼用レンズの成形型及びそれを用いた眼用レンズの成形方法に係り、特に、レンズエッジ部分の形成のために鋭利な突起部を用いることなく、コンタクトレンズや眼内レンズの如き眼用レンズを有利に成形し得る成形型と、それを用いて眼用レンズを有利に成形する方法に関するものである。 The present invention relates to a molding die for an ophthalmic lens and a method for molding an ophthalmic lens using the same, and in particular, without using a sharp projection for forming a lens edge portion, a contact lens or an intraocular lens. The present invention relates to a mold capable of advantageously molding such an ophthalmic lens and a method for advantageously molding an ophthalmic lens using the same.
従来から、雄型と雌型との組合せや上型と下型との組合せ等のように、第一の型と第二の型とを組み合わせて、それらの型の間に、コンタクトレンズや眼内レンズの如き眼用レンズを与える形状の所定の成形キャビティが形成されるようにした、眼用レンズの成形型を用い、そのような成形型の成形キャビティ内において、所定のレンズ材料を成形して、目的とする眼用レンズを得る技術について、種々なる提案が為されてきている。 Conventionally, a combination of a first mold and a second mold, such as a combination of a male mold and a female mold or a combination of an upper mold and a lower mold, and a contact lens or an eye between those molds. Using a mold for an ophthalmic lens such that a predetermined mold cavity having a shape giving an ophthalmic lens such as an inner lens is formed, a predetermined lens material is molded in the mold cavity of such a mold. Various proposals have been made on techniques for obtaining a desired ophthalmic lens.
そして、そのような二つの型を組み合わせて、所定の成形キャビティを形成するために、突き合わされる二つの型の周辺部は接触部とされ、成形される眼用レンズのエッジ部の外形を規定すると共に、成形キャビティ内に充填されるレンズ材料のシール部としての機能をも奏し得るように構成されているのであるが、それら二つの型の接触部の構造としては、線接触方式と面接触方式とが考えられている。即ち、線接触方式では、二つの型の一方に設けられた鋭利な突起部を他方の型に線接触せしめることにより、成形キャビティを形成するようにした構成が採用され、また面接触方式では、二つの型の両者に共有する面が設けられ、その共有面を面接触させて、型合わせすることにより、目的とする成形キャビティが形成されるようになっている。 Then, in order to combine the two molds to form a predetermined molding cavity, the peripheral portions of the two molds to be abutted are contact portions, and define the outer shape of the edge portion of the ophthalmic lens to be molded. In addition, it is configured so that it can also function as a seal portion of the lens material filled in the molding cavity. However, the structure of the contact portion between these two molds is a line contact type and a surface contact type. The system is considered. That is, in the line contact method, a configuration is employed in which a sharp cavity provided on one of the two molds is brought into line contact with the other mold to form a molding cavity, and in the surface contact method, A common surface is provided on both of the two dies, and the common molding surface is brought into surface contact with the two dies so as to form a desired molding cavity.
具体的には、線接触方式の構造としては、例えば、特開平6−208090号公報(特許文献1)に開示の如き構造を挙げることが出来るが、そこでは、凹凸型面の少なくとも一方に、他の型面と線接触するためのナイフエッジが形成されており、そのようなナイフエッジの他の型面に対する加圧接触により、外部から遮断された成形キャビティが形成され、そして該成形キャビティ内において、所定のレンズ材料の重合によるモールド成形が行なわれ得るようになっているのであるが、そのような型における鋭利なナイフエッジとしての突起部の形成には、高度な(熟練)技術が必要とされ、一般に、採用されるモールド成形による型製造時における型自体の良品率が低いという問題があり、また、そのような鋭利な突起部の形状が不完全である場合には、正確なレンズのエッジ形状が得られないという問題も内在している。 Specifically, as a structure of the line contact method, for example, a structure as disclosed in JP-A-6-208090 (Patent Document 1) can be mentioned. A knife edge for forming line contact with another mold surface is formed, and such a knife edge press contact with another mold surface forms a molding cavity which is isolated from the outside, and is formed in the molding cavity. However, in order to form a projection as a sharp knife edge in such a mold, an advanced (skilled) technique is required. In general, there is a problem that the non-defective rate of the mold itself is low when the mold is manufactured by the employed molding, and the shape of such a sharp projection is incomplete. In some cases, is inherent problem that can not be obtained edge shape of the correct lens.
また、面接触方式の構造としては、例えば、特開昭55−151618号公報(特許文献2)では、雄型と雌型の成形キャビティを形成する部位の周囲に、平坦な所定幅の接合面(共有面)がそれぞれ設けられ、それら雄型と雌型の型合わせによって、それぞれの接合面が突き合わされることによって、目的とする成形キャビティが、それら雄型と雌型との間に形成される一方、そのような成形キャビティと外部との間のシールを行なうようにした構造が採用されているが、そのような構造にあっては、それら雄型と雌型の接合面が少しでもずれたりすると、成形キャビティの形状が変化して、成形される眼用レンズのレンズ形状が変形する問題があり、特に、レンズの周辺部が変形して、目的とするレンズエッジ形状の実現が困難となる問題がある。 As a structure of the surface contact method, for example, in Japanese Patent Application Laid-Open No. 55-151618 (Patent Document 2), a flat bonding surface having a predetermined width is formed around a portion where a male and female mold cavity is formed. (Shared surfaces) are provided, and the mating surfaces of the male and female molds are brought together so that the respective joining surfaces are abutted to form a desired molding cavity between the male and female dies. On the other hand, such a structure is adopted that a seal is provided between the molding cavity and the outside, but in such a structure, the joining surfaces of the male and female molds are slightly displaced. In this case, the shape of the molding cavity changes, and the lens shape of the ophthalmic lens to be molded is deformed. In particular, the peripheral portion of the lens is deformed, and it is difficult to achieve the desired lens edge shape. Question There is.
さらに、特開平5−337957号公報(特許文献3)や特開平6−170858号公報(特許文献4)等には、かかる面接触方式における他の構造として、コンタクトレンズの成形型を構成する雄型と雌型とを、同一の型にて構成し、その一つの型が、凹凸両面を持つようにすると共に、成形キャビティの外周部に位置する型面部位に、所定幅の平坦面からなる接触面を設けて、それら雄型と雌型との型合わせ時に、それぞれの型の平坦面が接触するようにして、成形キャビティが外部から区画されるような構造が明らかにされているが、そのような構造の成形型にあっては、面と面を接触させる際に、大きな型締め力が必要となり、そして、そのような型締め力の作用によって、型が変形せしめられる場合があり、そのために球面度の変化やキャビティ容積の変化が惹起される問題を生じる他、雄型と雌型を接触させるための接触面の平行度が必要となる等の問題を内在するものであった。 Further, Japanese Patent Application Laid-Open Nos. 5-337957 (Patent Document 3) and JP-A-6-170858 (Patent Document 4) disclose, as another structure in such a surface contact method, a male member for forming a contact lens mold. The mold and the female mold are constituted by the same mold, and one of the molds has both concave and convex surfaces, and has a flat surface of a predetermined width at a mold surface portion located on the outer peripheral portion of the molding cavity. By providing a contact surface, when the male mold and the female mold are matched, the structure is such that the flat surfaces of each mold are in contact with each other, and the molding cavity is partitioned from the outside, In a mold having such a structure, a large clamping force is required when the surfaces are brought into contact with each other, and the mold may be deformed by the action of such a clamping force, Therefore, the change in sphericity Other changes in and cavity volume results in a problem that is caused, were those parallelism of contact surfaces for contacting the male and female are inherent problems such as required.
ここにおいて、本発明は、かかる事情を背景にして為されたものであって、その解決課題とするところは、眼用レンズのレンズエッジ部位を形成するために、鋭利な突起部や大きな型締め力を必要とすることなく、良好な眼用レンズのエッジ部分を、正確に且つ容易に、成形し得るようにした眼用レンズの成形型を提供することにあり、また、そのような成形型を用いて、目的とする眼用レンズを有利に成形する方法を提供することにもある。 Here, the present invention has been made in view of such circumstances, and a problem to be solved is to form a sharp protrusion or a large mold clamping to form a lens edge portion of an ophthalmic lens. An object of the present invention is to provide a mold for an ophthalmic lens capable of accurately and easily molding an edge portion of a good ophthalmic lens without requiring force. Another object of the present invention is to provide a method for forming a desired ophthalmic lens by using the method.
そして、本発明は、上述の如き課題を解決するために、第一の型と第二の型とを組み合わせて、それらの型の間に、目的とする眼用レンズを与える形状の成形キャビティが形成されるようにした眼用レンズの成形型にして、前記第一及び第二の型のうちの一方が、それら二つの型の接点よりも内側のレンズ形成部と該接点よりも外側の型周辺部とを有し、且つ該レンズ形成部と他方の型との間において前記成形キャビティが形成されていると共に、該レンズ形成部の少なくとも前記接点の近傍部位が他方の型に対して凹なる凹状レンズ形成面とされている一方、前記型周辺部の少なくとも前記接点の近傍部位が他方の型に対して凸なる凸状湾曲面とされていることを特徴とする眼用レンズの成形型を、その要旨とするものである。 Then, in order to solve the above-mentioned problems, the present invention combines a first mold and a second mold, and a molding cavity having a shape that gives a target ophthalmic lens is provided between the molds. In a mold for an ophthalmic lens to be formed, one of the first and second molds is a lens forming portion inside a contact point of the two molds and a mold outside the contact point. A peripheral portion, and the molding cavity is formed between the lens forming portion and the other mold, and at least a portion of the lens forming portion near the contact is concave with respect to the other mold. A mold for an ophthalmic lens, characterized in that at least a portion of the mold peripheral portion near the contact point is a convex curved surface that is convex with respect to the other mold while being a concave lens forming surface. , Its gist.
このように、本発明に従う眼用レンズの成形型にあっては、それを構成する第一及び第二の型のうちの一方が、それら二つの型の接点よりも内側のレンズ形成部の少なくとも該接点の近傍部位が、他方の型に対して凹なる凹状レンズ形成面とされていると共に、かかる接点よりも外側の型周辺部の少なくとも該接点の近傍部位が、他方の型に対して凸なる凸状湾曲面とされていることにより、線接触方式でありながら、鋭利な突起部を必要とすることなく、目的とする眼用レンズを与える成形キャビティのエッジ部を効果的に規定すると共に、それら第一及び第二の型間のシールも、大きな型締め力を要することなく、有利に実現せしめ得たものであって、これにより、眼用レンズのエッジ部分を正確に且つ容易に形成し得ることとなったのである。 As described above, in the mold for an ophthalmic lens according to the present invention, one of the first and second molds constituting the mold has at least the lens forming portion inside the contact point of the two molds. A portion near the contact is a concave lens forming surface that is concave with respect to the other mold, and at least a portion near the contact at a peripheral portion of the mold outside the contact is convex with respect to the other mold. By having a convex curved surface, it is possible to effectively define the edge portion of the molding cavity for providing the objective ophthalmic lens without the need for sharp projections while using the line contact method. The seal between the first and second molds can also be advantageously achieved without requiring a large clamping force, whereby the edge portion of the ophthalmic lens can be formed accurately and easily. I was able to do it A.
なお、かくの如き本発明に従う眼用レンズの成形型の望ましい態様の一つによれば、前記凸状湾曲面に対する前記接点での接線と前記他方の型の型面に対する前記接点での接線との為す角度が1°〜9°であり、且つ該凸状湾曲面が、前記接点において0.06mm〜1mmの曲率半径を有しているように構成されることとなる。 According to one preferred embodiment of the mold for an ophthalmic lens according to the present invention as described above, a tangent at the contact to the convex curved surface and a tangent at the contact to the mold surface of the other mold. And the convex curved surface has a radius of curvature of 0.06 mm to 1 mm at the contact point.
また、本発明に従う眼用レンズの成形型にあっては、それを構成する第一及び第二の型は、一般に、雄型及び雌型にて構成され、それら雄型及び雌型のうちの一方に、前記した凹状レンズ形成面を有するレンズ形成部と凸状湾曲面を有する型周辺部とが、形成されるのである。 Further, in the mold for an ophthalmic lens according to the present invention, the first and second molds constituting the mold are generally constituted by a male mold and a female mold, and among the male mold and the female mold, On the other hand, the lens forming portion having the concave lens forming surface and the mold peripheral portion having the convex curved surface are formed.
そして、本発明に従う眼用レンズの成形型の他の望ましい態様によれば、前記第一及び第二の型の少なくとも一方が、光を透過し得る材質にて形成されている。 According to another preferred embodiment of the mold for an ophthalmic lens according to the present invention, at least one of the first and second molds is formed of a material capable of transmitting light.
また、本発明に従う眼用レンズの成形型にあっては、有利には、前記第一の型が凸状の湾曲面形状とされた型面を有する雄型にて構成される一方、前記第二の型が凹陥した形状の湾曲面とされた型面を有する雌型にて構成されてなり、且つ該雌型が前記レンズ形成部と前記型周辺部を有していると共に、該レンズ形成部の少なくともレンズエッジ部分を与える外周部位に、前記凹状レンズ形成面が形成され、更に該型周辺部に前記凸状湾曲面が形成されて、それら凹状レンズ形成面と凸状湾曲面とによって凸状部が構成され、そして該凸状部において、前記雄型の型面に当接せしめられるようになっている。 In the mold for an ophthalmic lens according to the present invention, advantageously, the first mold is constituted by a male mold having a mold surface having a convex curved surface shape, The second mold is constituted by a female mold having a mold surface which is a curved surface having a concave shape, and the female mold has the lens forming portion and the mold peripheral portion, and the lens mold is formed. The concave lens forming surface is formed at an outer peripheral portion providing at least a lens edge portion of the portion, and the convex curved surface is further formed at the peripheral portion of the mold, and the concave lens forming surface and the convex curved surface form a convex. A convex portion is formed, and the convex portion is adapted to abut against the male mold surface.
さらに、本発明に従う眼用レンズの成形型の望ましい態様の一つにおいては、その成形キャビティ内に重合性レンズ材料が充填され、かかる材料の重合によって、前記眼用レンズのモールド成形が有利に行なわれることとなる。 Further, in one preferred embodiment of the mold for an ophthalmic lens according to the present invention, a moldable cavity is filled with a polymerizable lens material, and the polymerization of such a material makes molding of the ophthalmic lens advantageous. It will be.
なお、そのような本発明に従う成形型にて成形される眼用レンズとしては、有利には、コンタクトレンズが対象とされるのである。 In addition, as an ophthalmic lens molded by such a mold according to the present invention, a contact lens is advantageously targeted.
また、本発明は、上述せる如き眼用レンズの成形型を用いて、目的とする眼用レンズを成形する方法として、該成形型の4つを準備し、それら成形型を、矩形形状の四隅に位置するようにそれぞれ配置すると共に、それら4つの成形型上に押え板を載置して、該押え板を通じて型締め力が各成形型に作用せしめられるようにした状態下において、各成形型の成形キャビティ内に充填されたレンズ材料の成形を行ない、目的とする眼用レンズを得ることを特徴とする眼用レンズの成形方法をも、その要旨としている。 Further, the present invention provides a method of molding an objective ophthalmic lens using the above-described mold for an ophthalmic lens, by preparing four of the molds, and forming the molds at four corners of a rectangular shape. Each of the molding dies is placed in such a manner that the pressing plate is placed on the four molding dies, and the clamping force is applied to each of the molding dies through the pressing plate. The gist of the present invention is also a method for molding an ophthalmic lens, which comprises molding a lens material filled in a molding cavity to obtain a desired ophthalmic lens.
このように、本発明に従う眼用レンズの成形型にあっては、それを構成する二つの型を線接触方式にて型合わせするものでありながら、従来の如き鋭利な突起部を用いて、それら二つの型を接触せしめるものではないところから、型の製造が容易であると共に、目的とする眼用レンズのエッジ形状を正確に実現することが出来、以て眼用レンズを容易に且つ安価に製造することが可能となるのであり、また、型の変形が少なく、且つ型締め力の管理も容易であって、この点からしても、眼用レンズの成形操作を容易ならしめ、更には型の変形、キャビティ容積の変化による不良品の発生も、効果的に抑制乃至は阻止し得ることとなるのである。また、本発明に従う眼用レンズの成形方法によれば、上記した成形型の利点をそのまま享受しつつ、均一な型締め力を有利に作用せしめ得て、目的とする眼用レンズを有利に得ることが可能となる。 As described above, in the mold for the ophthalmic lens according to the present invention, the two molds constituting the mold are aligned by the line contact method, while using the sharp projection as in the related art. Since the two molds are not brought into contact with each other, the mold can be easily manufactured and the edge shape of the objective ophthalmic lens can be accurately realized, thereby making the ophthalmic lens easy and inexpensive. In addition, it is possible to manufacture the ophthalmic lens easily, and from this point, the molding operation of the ophthalmic lens is facilitated. In other words, the generation of defective products due to the deformation of the mold and the change in the cavity volume can be effectively suppressed or prevented. Further, according to the method for molding an ophthalmic lens according to the present invention, a uniform mold clamping force can be advantageously exerted while the advantages of the above-described mold are enjoyed as they are, and a desired ophthalmic lens can be advantageously obtained. It becomes possible.
以下、図面を参照しつつ、本発明の構成について、更に具体的に明らかにすることとする。 Hereinafter, the configuration of the present invention will be more specifically clarified with reference to the drawings.
先ず、図1の(a)及び(b)に示される、本発明に従う眼用レンズの成形型の一例において、2は雄型、4は雌型であり、それら雄型2及び雌型4にて成形型が構成され、それら二つの型2、4を組み合わせて型合わせすることにより、良く知られているように、それらの型2、4の間に、目的とする眼用レンズ(ここでは、コンタクトレンズ)を与える形状の成形キャビティ6が、形成されるようになっている。
First, in an example of a mold for an ophthalmic lens according to the present invention shown in FIGS. 1A and 1B,
そして、それら雄型2及び雌型4のうち、ここでは、雄型2に対向する雌型4の型面が、本発明に従って、所定の凹状レンズ形成面を有するレンズ形成部と、凸状湾曲面を有する型周辺部とから構成されているのである。即ち、それら雄型2及び雌型4は、それらの型合わせ(組合せ)によって、A点において接触せしめられて、外部からシールされ、それらの型間に、所定の成形キャビティ6が形成されるようになっているのであるが、そのような接点:Aを間にして、雌型4の成形キャビティ6側の成形面を与える該接点:Aよりも内側のレンズ形成部の少なくとも該接点の近傍部位が、雄型2に対して凹なる凹状レンズ形成面8とされている一方、かかる接点:Aよりも外側の型周辺部の少なくとも該接点の近傍部位が、雄型2に対して凸なる凸状湾曲面10とされているのであり、一方、雄型2の雌型4に対向する型面12は、目的とする眼用レンズを形成するために、従来と同様な、雌型4に対して凸状の湾曲面形状とされているのである。従って、そのような雄型2の型面12に対して、雌型4の凹状レンズ形成面8と凸状湾曲面10との境界部が接触せしめられることによって、接点:Aが形成されることとなるのである。
According to the present invention, among the
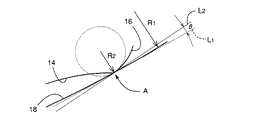
要するに、図2に示される如く、雄型2と雌型4の中心軸を通る垂直断面において、雄型2の接点:A近傍の型面12は、該接点:Aにて従来と同様な曲率半径:R1 を有する凸状の湾曲面とされている一方、雌型4の雄型2に対向する型面は、接点:Aよりも内側のレンズ形成部の少なくとも接点近傍部位においては、目的とする眼用レンズの少なくともレンズエッジ部分を与える凹状レンズ形成面8とされていると共に、かかる接点:Aよりも外側の型周辺部の少なくとも接点近傍部位を構成する凸状湾曲面10は、かかる接点:Aにおいて、所定の曲率半径:R2 を有するように構成されているのである。また、雄型2の接点A:における曲率半径:R1 の型面12に接する接線:L1 と、雌型4の接点:Aにおける曲率半径:R2 の凸状湾曲面10に対して接する接線:L2 とは、所定の角度:θを為すように構成されている。
In short, as shown in FIG. 2, in a vertical section passing through the central axis of the
従って、かくの如き構成の雄型2と雌型4との組合せからなる成形型にあっては、図1(b)の拡大図からも明らかなように、雌型4に設けた凹状レンズ形成面8と凸状湾曲面10とから構成される凸状部において、雄型2に対して当接せしめられ、それらの接点:Aよりも内側において、目的とする眼用レンズを与える形状の成形キャビティ6が画成されると共に、外部から効果的にシールされ得ることとなるのであり、以て、従来の如き鋭利な突起部を形成せしめる必要がないところから、それら雄型2や雌型4の製造、特にモールド成形が容易となり、それら型の良品率を効果的に高め得ることとなる他、そのような雌型4に形成される凹状レンズ形成面8と凸状湾曲面10とからなる凸状部も、容易に形成され得て、不完全となるものではないところから、成形キャビティ6内において成形される眼用レンズに、正確なレンズエッジ形状を有利に付与することが出来ることとなるのである。
Therefore, in a molding die composed of a combination of the
また、そこでは、そのような凹状レンズ形成面8と凸状湾曲面10にて与えられる雌型4の凸状部が、雄型2に当接せしめられて、接点:Aにおいて、線接触方式において成形キャビティ6のシールが実現せしめられる構造を採用するものであるところから、従来の面接触方式の成形型の如く、大きな型締め力を必要とすることがなく、従ってそのような型締め力による型の変形によって、成形キャビティの容積の変化が惹起されたり、成形される眼用レンズの球面度が変化したりする等の問題は、何等発生せず、また、接合面のずれによるレンズ形状の変形、特にレンズ周辺部の変形等の問題も生じることがなく、更には雄型と雌型を接触させるための接触面の平行度を出す必要もないのであり、それ故に、成形型を構成する雄型2や雌型4の製造が、極めて容易となる。
Further, there, the convex portion of the female mold 4 provided by such a concave lens forming surface 8 and the convex
なお、このような特徴を発揮する上記の雄型2と雌型4との組合せからなる成形型において、雄型2の曲率半径:R1 を与える接点:A近傍の型面12の形状や、雌型4の接点:A近傍の凹状レンズ形成面8の形状としては、成形キャビティ6において成形される眼用レンズの目的とするレンズエッジ形状に応じて、適宜に決定されるものであり、また、雌型4の接点:A近傍の凸状湾曲面10の形状、具体的には接点:Aにおける曲率半径:R2 や、かかる接点:Aにおける雄型2の接線:L1 と雌型4の接線:L2 の為す角度:θにあっても、適宜に選定されることとなるが、上記した特徴を充分に発揮せしめる上において、かかる凸状湾曲面の接点:Aにおける曲率半径:R2 としては、0.06mm〜1mm、特に0.08mm〜0.5mmであることが望ましく、更に、前記二つの接線:L1 及びL2 の為す角度:θとしては、1°〜9°、特に3°〜7°であることが望ましいことが、本発明者らの詳細な実験の結果、明らかとなっている。
Incidentally, in the mold which consist of a combination of the
また、かくの如き成形型を構成する雄型2や雌型4の材質としては、樹脂や金属、ガラスの如き公知の材質のものが適宜に選択されることとなるが、一般に、モールド成形等の通常の樹脂成形手法によって、目的とする型を容易に製造し得るところから、熱可塑性の樹脂材料が有利に用いられ、例えば、ポリエチレン、ポリプロピレン等のポリオレフィン、ポリスチレン、ポリカーボネート、ポリメチルメタクリレート、エチレン−ビニルアルコール共重合体、ポリアセタール、ポリアミド、ポリエステル、ポリスルホン等の合成樹脂、中でもポリプロピレンの如きポリオレフィンが有利に用いられ、目的とする形状の樹脂型とされるのである。
In addition, as the material of the
ところで、上例の成形型にあっては、雄型2に対向する雌型4の型面に、凹状レンズ形成面8と凸状湾曲面10とからなる凸状部が形成されていたが、そのような凸状部を雄型2側に設けることも可能であり、その一例が、図3(a)及び(b)に示されている。
By the way, in the molding die of the above example, a convex portion composed of a concave lens forming surface 8 and a convex
すなわち、図3の(a)及び(b)において、雌型4と協働して成形型を構成する雄型2の雌型4に対向する型面が、型合わせ時における雌型4との接点:Aを間にして、そのような接点:Aよりも内側のレンズ形成部の少なくとも接点近傍部位が、雌型4に対して凹なる凹状レンズ形成面14とされている一方、かかる接点:Aよりも外側の型周辺部の少なくとも接点近傍部位が、雌型4に対して凸なる凸状湾曲面16とされているのであり、それら凹状のレンズ形成面14と凸状の湾曲面16にて与えられる凸状部が、雌型4の型面18に当接せしめられることによって、接点:Aが形成されるようになっているのである。なお、雌型4の雄型2に対向する型面18は、雄型2の対向する型面(14)との間において所定の眼用レンズを与える形状の成形キャビティ6が形成され得るような、雄型2に対して凹陥した形状の湾曲面(レンズ形成面)とされているのである。
That is, in (a) and (b) of FIG. 3, the mold surface of the
従って、かかる雄型2と雌型4とからなる成形型においては、雌型4の接点:Aにおける曲率半径:R1 に接する接線:L1 と、雄型2の接点:Aにおける曲率半径:R2 の凸状湾曲面16に対して接する接線:L2 との間に、所定の角度:θが形成されるように構成され、これによって雄型2の凹状レンズ形成面14と凸状湾曲面16にて与えられる凸状部が、接点:Aにおいて、雌型4の型面18に対して効果的に当接せしめられ得て、以て成形キャビティ6の外部に対する有効なシールが実現され得ることとなるのである。
Accordingly, in a mold made of such
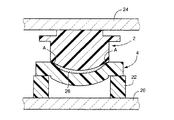
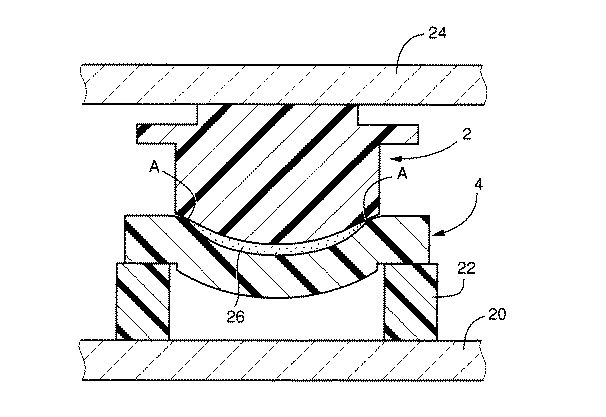
また、かくの如き構造の雄型2と雌型4とからなる成形型を用いて、コンタクトレンズや眼内レンズの如き、目的とする眼用レンズを製造するに際しては、例えば、図5に示される如く型合わせした雄型2と雌型4とからなる成形型を、その雌型4のフランジ部において、平坦面を与えるガラス製の底板20上に載置した円筒状の樹脂製支台22にて支持せしめる一方、雄型2の上面には、透明なガラス製の押え板24が載置されて、そのような押え板25自身の重さ、更には必要に応じて重錘等にて加えられる押圧力にて、雄型2と雌型4との間に、所定の型締め力が作用せしめられるようになっている。なお、ここでは、矩形形状の底板20と押え板24との間において、雄型2と雌型4とからなる成形型は、そのような矩形形状の四隅にそれぞれ配置され(図面では、その一つが示されている)、押え板24からの型締め力が四隅の各成形型にそれぞれ均一に作用せしめられるようになっている。
When a target ophthalmic lens such as a contact lens or an intraocular lens is manufactured by using a mold including the
そして、このような成形型の配置形態において、雄型2と雌型4との間に形成される成形キャビティ6内に、所定のレンズ材料26が充填されて、目的とする眼用レンズの成形が行なわれるのである。
In such an arrangement of the molding dies, a
なお、かかる成形型を用いた眼用レンズの成形操作において、レンズ材料26としては、公知の各種のものが用いられ、例えばポリマーであっても、モノマーであっても、何等差し支えないが、本発明にあっては、有利には、目的とする眼用レンズを構成する重合体を与える、従来と同様な重合性のレンズ材料(モノマー液)が用いられる。そして、そのようなモノマー液は、一般に、従来から用いられているラジカル重合可能な化合物の1種若しくは2種以上が配合されてなるものであるが、また、マクロマーやプレポリマーから構成されるものであっても、何等差し支えない。また、そのような化合物は、ビニル基、アリル基、アクリル基またはメタクリル基を分子中に1個以上含むものであって、通常、ハードコンタクトレンズやソフトコンタクトレンズ、更には眼内レンズの原料として使用されている物質である。具体的には、アルキル(メタ)アクリレート、シロキサニル(メタ)アクリレート、フルオロアルキル(メタ)アクリレート、ヒドロキシアクリル(メタ)アクリレート、ポリエチレングリコール(メタ)アクリレート、多価アルコール(メタ)アクリレート等の(メタ)アクリル酸エステル類、スチレンの誘導体、N−ビニルラクタム等が挙げられ、また必要に応じて、エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート等の多官能モノマーが架橋剤として配合せしめられ、更に、必要な重合開始剤、例えば熱重合開始剤、光重合開始剤等や、増感剤等の添加剤が適宜に配合されて、モノマー液とされる。 In the operation of molding an ophthalmic lens using such a mold, various known lens materials are used. For example, a polymer or a monomer may be used. In the present invention, a polymerizable lens material (monomer liquid) similar to the conventional one, which gives a polymer constituting an intended ophthalmic lens, is advantageously used. In general, such a monomer liquid is one in which one or more kinds of conventionally used radically polymerizable compounds are blended, and one which is composed of a macromer or a prepolymer. However, there is no problem. Further, such a compound contains at least one vinyl group, allyl group, acryl group or methacryl group in a molecule, and is usually used as a raw material for hard contact lenses, soft contact lenses, and further, intraocular lenses. The substance used. Specifically, (meth) such as alkyl (meth) acrylate, siloxanyl (meth) acrylate, fluoroalkyl (meth) acrylate, hydroxyacryl (meth) acrylate, polyethylene glycol (meth) acrylate, and polyhydric alcohol (meth) acrylate Acrylic esters, styrene derivatives, N-vinyl lactam, etc. may be mentioned. If necessary, polyfunctional monomers such as ethylene glycol di (meth) acrylate and diethylene glycol di (meth) acrylate may be blended as a crosslinking agent. Further, necessary polymerization initiators, for example, a thermal polymerization initiator, a photopolymerization initiator and the like, and additives such as a sensitizer are appropriately blended to prepare a monomer liquid.
また、そのようなモノマー液からなる重合性のレンズ材料(26)の重合は、例えば、通常の熱重合法に従って、或いは通常の光重合法等に従って行なわれることとなるが、後者の光重合法を採用した場合にあっては、UV光等の光を重合性材料(26)に照射せしめる必要があるところから、成形型を構成する雄型2及び雌型4の少なくとも一方は、光を透過し得る材質、特に望ましくは透明性の高い材質にて形成される一方、それら雄型2及び雌型4に対応する図5における底板20及び/又は押さえ板24も、また、透明性の良い、ガラス等の材質にて形成され、それらを通じて導かれた光によって、かかる重合性材料(26)の重合が行なわれることとなるのである。
Further, the polymerization of the polymerizable lens material (26) composed of such a monomer solution is performed, for example, according to a normal thermal polymerization method or a normal photopolymerization method. Is adopted, it is necessary to irradiate the polymerizable material (26) with light such as UV light. Therefore, at least one of the
そして、何れにしても、かかる重合によるモールド成形の如きレンズ材料26の成形操作は、図5に示される如く、雄型2と雌型4とを型合わせした状態において実施されるものであり、その際、それらの型の接点:Aを与える型面が、本発明に従う構造とされているところから、そのような接点:Aにおけるシールが効果的に行なわれ得て、雄型2及び雌型4との間に形成される成形キャビティ(6)内に充填されたレンズ材料26の外部への漏出を効果的に阻止しつつ、目的とする眼用レンズの成形を有効に行ない得て、正確なレンズエッジ形状を有する眼用レンズを、バリの発生少なく、良品率良く得ることが出来るのである。
In any case, the molding operation of the
なお、本発明に従う眼用レンズの成形型やそれを用いた眼用レンズの製造においては、以上に説明した構造や手法のみならず、本発明の趣旨を逸脱しない限りにおいて、当業者の知識に基づいて種々なる変更、修正、改良等を加えた形態において実施し得るものであることが理解されるべきである。 In the production of the ophthalmic lens mold according to the present invention and the ophthalmic lens using the same, not only the structure and method described above, but also to the knowledge of those skilled in the art, as long as they do not depart from the gist of the present invention. It should be understood that the present invention can be implemented in a form in which various changes, modifications, improvements, and the like are made.
例えば、雄型2及び雌型4の成形キャビティ6を規定する成形面(型面)の形状としては、目的とする眼用レンズの形状に応じて適宜に変更され得るものであり、例示の如く、中央部と周辺部の曲率半径を二段に変更せしめる場合の他、更に三段以上の多段に曲率半径を変更したり、或いは楕円形状の面や一つの曲率半径の湾曲面にて構成しても、何等差し支えなく、また凸レンズ形状の眼用レンズを成形する場合においては、雄型及び雌型の組合せではなく、何れも凹型の成形面を有する二つの型の組合せにて、本発明に従う成形型を構成することも可能である。
For example, the shape of the molding surface (mold surface) defining the
以下に、本発明の代表的な実施例を示し、本発明を更に具体的に明らかにすることとするが、本発明が、そのような実施例の記載によって、何等の制約をも受けるものでないことは、言うまでもないところである。 Hereinafter, typical examples of the present invention will be shown to clarify the present invention more specifically. However, the present invention is not limited by the description of such examples. That goes without saying.
先ず、図1及び図2に示される雄型2及び雌型4からなる成形型を、通常のモールド成形手法に従って、ポリプロピレンを材質として準備した。なお、雄型2の型面12にて与えられるベースカーブ光学面の半径は7mmとし、また、雌型4の凹状レンズ形成面8を含むレンズ形成部にて与えられるフロントカーブ光学面の半径を8mmとし、更にレンズ外径を13.5mmとした。また、雌型4における凸状湾曲面10の接点:Aにおける曲率半径:R2 を0.2mmとする一方、かかる接点:Aにおける雄型2の接線:L1 と雌型4の接線:L2 との為す角度:θが5°となるようにした。
First, a mold composed of the
一方、重合性のレンズ材料26として、2−ヒドロキシエチルメタクリレート:100重量部、光反応性重合開始剤:0.2重量部、架橋成分としてのエチレングリコールジメタクリレート:0.2重量部を含むコンタクトレンズ用配合液を調製した。
On the other hand, a contact containing 100 parts by weight of 2-hydroxyethyl methacrylate, 0.2 parts by weight of a photoreactive polymerization initiator, and 0.2 parts by weight of ethylene glycol dimethacrylate as a crosslinking component as the
次いで、かかるコンタクトレンズ用配合液を用い、それを、前記準備した成形型の雌型4の凹型形状のレンズ形成部内に収容し、更にその上に雄型2を重ね合わせて、それら雄型2及び雌型4との間に形成される成形キャビティ6内に充填せしめた後、図5に示される形態において、型締め力を0.5Nとして、主波長:360nm、照射強度:約0.1mW/cm2 を、型上部から1時間照射することにより、光重合を行ない、目的とするコンタクトレンズのモールド成形を行なった。
Next, using the contact lens compounding solution, it is accommodated in the concave lens forming portion of the prepared female mold 4 of the mold, and the
その後、かかる重合によってモールド成形されたコンタクトレンズ(重合物)を蒸留水中で膨潤させることにより、成形型(2、4)から脱離せしめ、更に生理食塩水中で水和処理を行なって、目的とするコンタクトレンズを得た。このようにして得られたコンタクトレンズにあっては、その外周部のバリは殆どなく、90%の良品率であった。 Thereafter, the contact lens (polymerized product) molded by the polymerization is swollen in distilled water to be detached from the molds (2, 4), and further subjected to hydration treatment in a physiological saline solution. I got a contact lens. The contact lens thus obtained had almost no burrs on the outer peripheral portion, and the non-defective rate was 90%.
また、雌型4の凸状湾曲面10の接点:Aにおける曲率半径:R2 と、前記した接線:L1 と接線:L2 との為す角度:θとを、下記表1の如く、種々異ならしめた雌型4を用い、上記と同様にして、コンタクトレンズのモールド成形を行ない、それぞれ得られたコンタクトレンズのバリのない製品割合、即ち良品率を求め、その結果を、下記表1に併せ示した。
Also, the contact of the convex
2 雄型
4 雌型
6 成形キャビティ
8、14 凹状レンズ形成面
10、16 凸状湾曲面
12、18 型面
20 底板
22 支台
24 押さえ板
26 レンズ材料
2 Male mold 4
Claims (8)
前記第一及び第二の型のうちの一方が、それら二つの型の接点よりも内側のレンズ形成部と該接点よりも外側の型周辺部とを有し、且つ該レンズ形成部と他方の型との間において前記成形キャビティが形成されていると共に、該レンズ形成部の少なくとも前記接点の近傍部位が他方の型に対して凹なる凹状レンズ形成面とされている一方、前記型周辺部の少なくとも前記接点の近傍部位が他方の型に対して凸なる凸状湾曲面とされていることを特徴とする眼用レンズの成形型。 Combining the first mold and the second mold, between the molds, into a mold for an ophthalmic lens such that a molding cavity having a shape that gives a target ophthalmic lens is formed,
One of the first and second molds has a lens forming portion inside the contact point of the two molds and a mold peripheral portion outside the contact point, and the lens forming portion and the other of the other. The molding cavity is formed between the mold and the mold, and at least a portion of the lens forming portion near the contact point is a concave lens forming surface that is concave with respect to the other mold, while the peripheral portion of the mold is formed. A molding die for an ophthalmic lens, wherein at least a portion near the contact point has a convex curved surface that is convex with respect to the other die.
該成形型の4つを準備し、それら成形型を、矩形形状の四隅に位置するようにそれぞれ配置すると共に、それら4つの成形型上に押え板を載置して、該押え板を通じて型締め力が各成形型に作用せしめられるようにした状態下において、各成形型の成形キャビティ内に充填されたレンズ材料の成形を行ない、目的とする眼用レンズを得ることを特徴とする眼用レンズの成形方法。
Using the mold for an ophthalmic lens according to any one of claims 1 to 7, a method for molding a target ophthalmic lens,
Four molds are prepared, the molds are arranged so as to be located at four corners of a rectangular shape, and a press plate is placed on the four molds, and clamped through the press plates. An ophthalmic lens characterized in that, under a state in which a force is applied to each mold, a lens material filled in a molding cavity of each mold is formed to obtain a target ophthalmic lens. Molding method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004144394A JP2004268596A (en) | 2004-05-14 | 2004-05-14 | Mold for molding lens for eye and method for molding lens for eye using it |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004144394A JP2004268596A (en) | 2004-05-14 | 2004-05-14 | Mold for molding lens for eye and method for molding lens for eye using it |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP15410798A Division JP3798147B2 (en) | 1998-06-03 | 1998-06-03 | Ophthalmic lens mold |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004268596A true JP2004268596A (en) | 2004-09-30 |
Family
ID=33128625
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004144394A Pending JP2004268596A (en) | 2004-05-14 | 2004-05-14 | Mold for molding lens for eye and method for molding lens for eye using it |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004268596A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007086777A (en) * | 2005-08-09 | 2007-04-05 | Coopervision Inc | System and method for producing silicone hydrogel contact lens |
-
2004
- 2004-05-14 JP JP2004144394A patent/JP2004268596A/en active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007086777A (en) * | 2005-08-09 | 2007-04-05 | Coopervision Inc | System and method for producing silicone hydrogel contact lens |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3798147B2 (en) | Ophthalmic lens mold | |
| US11420403B2 (en) | Contact lens manufacturing method | |
| JP3309856B2 (en) | Method of manufacturing contact lenses | |
| CN104105997B (en) | The glasses manufacture method of polarization glass lens and glasses polarization glass lens | |
| US4208364A (en) | Process for the production of contact lenses | |
| KR101310619B1 (en) | Molds for use in contact lens production | |
| EP0985520A2 (en) | Mold assembly for forming opthalmic lens, method of producing the same, and method of producing opthalmic lens using the mold assembly | |
| KR20020086531A (en) | Precision Composite Article | |
| KR20020047139A (en) | Molds for use in contact lens production | |
| JPH11258553A (en) | Prism ballast-type contact lens, its manufacture and mold used for the same | |
| CN101005942B (en) | Using higher order mathematical functions to create asymmetric molding back pieces | |
| CN105682906A (en) | Method of manufacturing an ophthalmic lens including ultra-thin optical parts and such lens | |
| JPH06170857A (en) | Method for manufacturing contact lens and molding die used therefor | |
| US6419859B2 (en) | Mold assembly for forming ophthalmic lens or lens blank and method of producing the same using the mold assembly | |
| JP3287034B2 (en) | Method for producing contact lens and molding die used therefor | |
| JP2004268596A (en) | Mold for molding lens for eye and method for molding lens for eye using it | |
| JP2000198126A (en) | Molding tool for contact lens and manufacture of contact lens by using the same | |
| JP5795186B2 (en) | Plastic lens for spectacles and method for manufacturing the same | |
| JPH06342135A (en) | Resin mold for manufacturing contact lens and method for manufacturing contact lens using the same | |
| US20230341707A1 (en) | Contact Lens Membrane and Related Methods | |
| JP2000185325A (en) | Mold of ocular lens material and manufacture of ocular lens using the same | |
| JPH0555294B2 (en) | ||
| JP5748597B2 (en) | Manufacturing method of plastic lens | |
| JP2002166436A (en) | Resin mold for producing contact lens and method for producing contact lens using the mold | |
| JP2002273732A (en) | Mold for molding contact lens and method for manufacturing contact lens using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20050307 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20080219 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Effective date: 20090317 Free format text: JAPANESE INTERMEDIATE CODE: A02 |