JP2004231477A - Method and apparatus for molding optical element - Google Patents
Method and apparatus for molding optical element Download PDFInfo
- Publication number
- JP2004231477A JP2004231477A JP2003023417A JP2003023417A JP2004231477A JP 2004231477 A JP2004231477 A JP 2004231477A JP 2003023417 A JP2003023417 A JP 2003023417A JP 2003023417 A JP2003023417 A JP 2003023417A JP 2004231477 A JP2004231477 A JP 2004231477A
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- molding
- glass material
- mold
- optical element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Description
【0001】
【発明の属する技術分野】
本発明は、光学素子成形方法及び成形装置に関し、特に小型の光学素子を成形するのに適した光学素子成形方法及び成形装置に関する。
【0002】
【従来の技術】
加熱軟化したガラス素材を、成形用型(以下、金型ともいう)によって型押し(例えば上型と下型との間で挟んで加圧すること、プレスともいう)して冷却・固化することで、その型が有する転写光学面形状や表面粗さを光学材料に成形転写して光学面を形成し、効率良く光学素子を生産することができる。例えば、以下の特許文献1には、ガラスプリフォーム(断面が円又は楕円の成形完成品に近い形をしたガラスの成形中間体)の粘度が約108〜1010ポアズとなるような温度に、鋳型キャビティ及びガラスプリフォームを予備加熱し、予備加熱の温度範囲で鋳型キャビティ内においてガラスプリフォームをプレスし、ガラスの粘度が約1011〜1012ポアズとなるような第2の温度に鋳型キャビティおよびガラスプリフォームを露し、このガラスプリフォームと鋳型キャビティを第2の温度におきながらガラスプリフォームを等温状態の下に鋳型キャビティ内でプレスしてレンズとし、このレンズを鋳型キャビティから取り出すことからなるガラスレンズ成形方法が開示されている。又、以下の特許文献2には、型温度をガラス素材の温度より低くして成形することで、加熱軟化したガラス素材の型への張り付きを防ぎ、また、そりをなくす技術が開示されている。また、溶融ガラスを104.6ポアズ以下の低い粘度状態から型に入れ急速に冷却して成形し、プリフォームを作成する技術も開示されている。
【特許文献1】
特開平6−211528号公報
【特許文献2】
特開平4−338120号公報
【特許文献3】
特開平7−29781号公報
【0003】
【発明が解決しようとする課題】
ところで、従来の光学機器に用いるガラスレンズは比較的大きな径であり、従って、ある程度の大きな体積のガラス素材を加熱軟化させ金型で成形することが行われるのが一般的であった。これに対し、近年、例えば携帯電話などに実装されるマイクロカメラの撮像レンズでは、体積が10mm3程度と極めて小径化し、また、光ディスクなどの記録/再生に用いるピックアップ用レンズなどでは、その非球面光学面の中心曲率半径が2mm以下と非常に小さく光学素子の微小化が急速に進んでいる。このように、微小なガラスレンズ、ガラスプリズムなどのガラス光学素子を成形するために、小さな体積のガラス素材のプリフォームを用いる必要があるが、そのような小さな体積のガラス素材を加熱軟化させ、型押し、冷却する上で、大きな体積のガラス素材とは異なった取り扱いが必要となる。
【0004】
例えば、特許文献1に記載の技術によれば、ガラス素材のプリフォームの粘度が高いうちに成形を行うため、素材がまだ硬いので一定の圧力と長い時間をかけて成形を行う必要がある。従って、昇温、冷却の時間を短くできるが、ガラス素材の粘度が高いため、ひずみのない精度の高い成形を行うには、型押しの時間を充分に取らなければならず、小径レンズの成形時間の短縮の点を考えると必ずしも有利とはいえない。
【0005】
更に、特許文献2に記載の技術によれば、型とガラス素材の温度を異ならせるという手法を用いて、わずかな時間で型とガラス材料の離形性を高めることができるが、レンズが小さくなるに従い、型の熱が瞬時にガラス素材に伝わってしまうため、小径のガラスレンズの精密な温度制御を伴った成形には適用できないという問題がある。また、特許文献3に記載の技術によれば、溶融ガラスを高い温度、すなわち104.6ポアズ以下の低い粘度状態から型に入れ急速に冷却して成形するのであるが、大きなひけが生じるという欠点がある。
【0006】
本発明は、かかる課題に鑑みて成されたものであり、特に小型の光学素子を、高精度に、かつ短いサイクルで成形できる光学素子成形方法及び成形装置を提供することを目的とする。
【0007】
【課題を解決するための手段】
請求項1に記載の光学素子成形方法は、体積が10mm3以下のガラス素材を加熱し軟化させて、所望の形状の光学素子になるように成形型を用いて粘度107ポアズ以上で型押し成形する光学素子成形方法であって、
型押し成形温度から、ガラス転移点(Tg)まで冷却する工程において、前記ガラス素材の表面温度の総温度変化時間で、温度変化量を除した値が、3℃/秒以上となることを特徴とする。
【0008】
本発明者の研究結果によれば、体積が10mm3以下のガラス素材は、少なくともその表面温度を、10秒内外で常温から500℃に昇温させることができ、冷却も迅速に行え、且つそのように急激に昇温・冷却を行っても割れにくいという特徴があることがわかった。また、低融点の硝材(素材)などは平面でひけも非常に少ないということが判った。ここで、ガラス製の光学素子は、一般にプラスチック製の光学素子よりもコスト高である。なぜなら、その成形工程により長い時間がかかるからである。これに対し、ガラス製の光学素子を、例えばその成形時間を1分以内に抑えることで、より低コストで製造できる。
【0009】
更に、体積が10mm3以下のガラス素材であれば、少量の熱移動で急激な加熱や冷却が可能になる。この特性を利用し、体積が10mm3以下のガラス素材を用いて、短いサイクルタイムで成形を可能にするのである。一方、ダイレクト成形法の中にはガラスを103ポアズ以下に溶融させてガラス軟化点以上104 .6ポアズ付近から型押しを開始し、急速に冷やして成形する成形法があるが、10μm内外のひけが発生し、高精度な光学部品の成形には適していない。ひけの少ない高精度な成形を可能にするためには、例えば小径の光学素子を軟化点付近の温度、粘度にして107.5ポアズ付近から型押しを開始すると好ましい。ダイレクト成形法でも、プリフォームを再加熱するリピートプレス成形法でも、型押しを軟化点107.5付近から開始するとよい。一方、この高精度な成形で最も時間がかかるのが通常の大きなガラス部品では軟化点107.5付近温度の成形時の温度からガラス転移点まで温度を下げる工程であるのが普通だが、本発明は、加熱溶融させたガラス素材を、型押し後から少なくともガラス転移点(Tg)まで冷却する工程の間に、少なくとも表面温度が総温度変化量を温度変化時間で除した値が3℃/秒以上の早い変化率で冷却する工程を有することを特徴とするものである。この方法による高精度を保ちながらの成形は、小径レンズにおいて実現できる。ここで「総温度変化量」というのは、加熱、押圧、冷却といった1つの工程内で、温度が冷却あるいは加熱の一方向に変化し始めた温度から、その工程内の変化の終了までの温度幅と定義する。また、「温度変化時間」というのは冷却あるいは加熱の一方向に変化し始めた時間から、その工程内の変化の終了までの時間幅とここでは定義する。押圧開始時より冷却が開始する場合であれば、その時点よりそれも含めて計算するものである。例えば転移点温度500℃、軟化点570℃の硝材があったとして、そのプリフォームを常温から600℃に10秒で加熱し、5秒後には型押し開始時の軟化点付近の570℃まで冷却したとして、型押し時の570℃で徐冷工程を開始し温度が下がり始めた後一定の率で下げ、ついにガラス転移点500℃までの徐冷工程を、その開始後25秒で下げたとする。この型押し時からの温度変化量70℃を総温度変化量としている。前記の時間25秒を温度変化時間としている。「型押し成形温度」とは、例えば成形型により型押し成形が可能な温度をいい、素材によって異なる。上述の温度変化のスピードは他の例として、例えば型押し成形温度からガラス転移点(Tg)まで70℃あるとすると、本発明によれば23秒程度で徐冷ができる。徐冷工程を23秒で行えれば、1分以内の成形サイクルタイムを実現できる。
【0010】
請求項2に記載の光学素子成形方法は、体積が10mm3以下の光学面を有するガラス素材を加熱軟化させ、所望の形状の光学素子になるように成形型を用いて粘度107ポアズ以上で型押し成形する光学素子成形方法であって、
前記ガラス素材を、型押し成形温度まで加熱する第1工程と、前記成形型で前記ガラス素材を押圧する第2工程と、前記ガラス素材を前記成形型から取り出す温度まで冷却する第3工程とを有しており、前記第3工程において、前記ガラス素材の表面温度の温度変化量を、総温度変化時間で除した値が30℃/秒以上であることを特徴とする。但し、上述と同様、押圧開始時より冷却する場合には、その時点からの計算値とする。
【0011】
請求項1に記載の発明より早い変化率、すなわち表面温度が総温度変化量を温度変化時間で除した値が30℃/秒以上の変化率で温度変化させる工程を含む光学素子の成形方法について説明する。体積が10mm3以下のガラス素材は、30℃/秒以上の変化率で温度変化させても割れにくく、ひけも少ないという特性を、本発明者は見いだした。かかる特性を利用して、光学面の表面欠陥を除去することが可能となる。
【0012】
例えば、ひけなどの欠陥がある場合、一度加熱されプレスされた後、冷却されたガラス素材(ここではガラス素材)を再加熱して補正する場合、30℃/秒以上の変化率で急速に加熱すると、軟化するのは少なくとも表層の部分(すなわち光学面)のみだけとなるが、ひけ補正は表層の加圧で足りるため、素早くひけ補正が可能になるという利点がある。より体積が小さければ全体が変化することもある。すなわち、請求項2に記載の光学素子成形方法においては、そのガラス転移点(Tg)を超えて、例えば成形型を構成する上下型からの熱伝達によりガラス素材の温度を上昇させ、型押しし、次に上下型の温度をさげることで、まずガラス素材を製作するが、その後、その成形された光学面のみ、30℃/秒以上の変化率で加熱してすばやくひけ補正のため加圧を行い、更に30℃/秒以上の変化率で急速に冷却して、ガラス転移点(Tg)を下回るようにすることでガラス素材を安定化させることが可能となる。小径レンズにおいては、表面よりわずかな距離が冷えて、ガラス転移点(Tg)以下になると、表面形状が決定されてしまう。ゆっくり時間をかけて全体を冷却する必要はなく、急速冷却が可能である。30℃/秒以上の変化率であれば、常温から500℃まで加熱すること、500℃から常温まで冷却することを、各18秒でできる。しかし、実際には加熱も冷却も成形型による接触により100℃/秒が可能である。それにより常温から500℃まで5秒で、500℃から常温まで5秒で達成できる。これらの方法により、光学素子を1分以内のサイクルタイムで成形することがより容易にできる。
【0013】
請求項3に記載の光学素子成形方法は、請求項2に記載の発明において、前記第3工程に加え、前記第1工程において、前記ガラス素材の表面温度の温度変化量を、総温度変化時間で除した値が30℃/秒以上であることを特徴とする。かかる特徴によれば、体積が10mm3以下の小体積のガラス素材であれば、ひずみが少なく素早く加熱、冷却できるが、特に、つぶし量が少ないプリフォームより成形を行ういわゆるリヒート成形においては、つぶすのに必要な表面のみを軟化させるだけでよいので、高速成形が可能となる。
【0014】
従来の光学素子成形方法は、ここで述べる光学素子より大きな光学素子を対象としており、短いサイクルタイムでは、大きなひけが発生することが多い。そこで、それを回避すべく、ガラス素材を、やや硬い状態で比較的長い時間をかけてゆっくりとプレス(型押し)している。これに対し、体積が10mm3以下の小径のガラス素材は熱容量が小さいため、非常に温度が変わりやすいこと、急激な温度変化が生じても割れにくいこと、ひけの絶対値そのものも小さいことなどの特徴を有する。そのため、従来よりもガラス素材の粘度が低い状態でプレスすることによるデメリットが少なく、むしろ加熱、徐冷、冷却ともに早く行えるというメリットが有効となり、例えば光学素子を1分以内のサイクルタイムで成形することができる。
【0015】
ガラスプリフォームが球の場合、体積が10mm3であると、半径が約1.34mmの球となる。本発明者が行った実験では、直径が2.7mmの球を加熱すると、加熱開始から少なくとも10秒内外で表面温度を常温から500℃に昇温できることがわかった。これは、体積が10mm3以下の小径のガラス素材を急速に加熱し、成形し、急速に冷却する一連の工程の高速化を実現できる可能性を示している。
【0016】
更に、本発明者が行った別の実験では、高温の空気を直径1mmのガラスの球体に高速で吹き付けると、少なくとも表面付近の温度は2〜3秒で空気の温度と等しくなることがわかった。更に、固体に小径のガラス素材が接している時は、短時間のうちにその接触点はほぼ固体と等しい温度になる。これを言い換えると、小径のガラス素材は熱容量が小さいため、型の温度がガラス素材の影響を受けることがないということであり、又、上型及び下型で小径のガラス素材をはさんで加熱する場合、ガラス素材の温度をすばやく型温と等しくでき、温度制御が容易であるということもいえる。また、接触により効率的に高精度に温度コントロールできるということも言える。
【0017】
本発明者の研究結果によれば、成形装置の構造上、成形型を接触させてガラス素子を加熱するのが最も効率がよいことがわかっている。例えば、従来技術(例えば特開平4−338120「ガラス光学素子の成形方法」)のごとき加熱炉を用いて光学素子を加熱する手法では、型と小径のレンズやプリズムなどの小径の光学素子に対しては、その効果を十分発揮できないのである。すなわち、小径のガラス素材は、成形型と温度を異ならせるなら、小径のガラス内で急激な温度分布ができ、成形すべき部分の粘度を制御できず、それにより成形が不良となるおそれがある。言い換えると、成形型の温度が変化すれば、その変化率が大きくてもガラス素材の温度も追随するのである。これはまた、成形型の温度を精密に制御することで、ガラス素材の温度を精密にコントロールできることを意味する。従来技術では、加圧成形時間も数分以上かかっているところを、同じ工程を数十秒以下で行うことができ、更に加熱と冷却とを繰り返す二段成形或いは三段成形も、より早く行えるようになる。本発明は以上の特徴を利用し、光学素子を短いサイクルタイムで、高精度に成形するものである。成形型は熱伝導性のよい型材を用いると好ましい。そのような型材としては、例えばNi、Wなどの金属、あるいは熱伝導性のよいSiC等がある。数秒でガラス素材の温度が上昇するため、微小径の場合、ガラス素材は非加熱状態のまま、成形型に投入されてよい。
【0018】
請求項4に記載の光学素子成形方法は、請求項1乃至3のいずれかに記載の発明において、前記ガラス素材を前記成形型に接触させることで、前記ガラス素材の温度が制御されるようになっており、
前記ガラス素材を、予め所定の温度に制御された前記成形型に投入し、かつ接触させることにより、前記ガラス素材の温度を、その粘度が約107ポアズ以上1012ポアズ未満となる第一の温度に上昇させる工程と、前記ガラス素材の押圧工程と、前記ガラス素材に前記成形型を接触させながら、前記成形型の温度を低下させることにより、前記ガラス素材の温度を、その粘度が約1012以上となる第二の温度に低下させる工程とを有することを特徴とする。従来技術によれば、より体積の大きなガラス素材を成形していたために、成形型の温度とガラス素材の温度が異なり、急速加熱・冷却及び正確な温度制御ができなかった。これに対し、本発明によれば、体積のより小さなガラス素材であれば、成形型の温度に対し急速に倣うので、急速加熱・冷却及び正確な温度制御が可能となる。
【0019】
請求項5に記載の光学素子成形方法は、請求項1乃至4のいずれかに記載の発明において、前記ガラス素材を、その粘度が約105ポアズ以上1012ポアズ未満となる第三の温度に予備加熱する工程を有し、その後、前記成形型に投入し押圧することを特徴とする。請求項1乃至4のいずれかに記載の発明に加え、体積が10mm3以下のガラス素子に対して、その粘度が約105〜1012ポアズとなるような温度に予備加熱する工程は、先行する成形工程と独立並行して行えるので、トータルで成形サイクルが早くなる。これは、体積が10mm3付近のガラス素材において有効である。
【0020】
請求項6に記載の光学素子成形方法は、請求項1乃至5のいずれかに記載の発明において、前記成形型内に前記ガラス素材を投入し、前記ガラス素材を押圧し、前記成形型を所定の温度まで冷却する主成形工程と、前記主成形工程の後、前記成形型を再度成形可能な温度まで加熱し、押圧し、前記成形型を所定の温度まで冷却することで成形精度を高める補正成形工程を有し、前記補正成形工程を1回以上繰り返すことを特徴とする。かかる特徴により、ひけなどの成形不良を補正できるため、より高精度な光学素子を得ることができる。
【0021】
請求項7に記載の光学素子成形方法は、請求項6に記載の発明において、前記補正成形工程において、前記ガラス素材を、型押し成形温度まで加熱する第1工程と、前記成形型で前記ガラス素材を押圧する第2工程と、前記ガラス素材を前記成形型から取り出す温度まで冷却する第3工程とを有しており、前記第1行程及び/又は前記第3工程において、前記ガラス素材の表面温度の温度変化量を、総温度変化時間で除した値が30℃/秒以上であることを特徴とする。もし冷却を第2工程から行うなら、第2工程も含めて除する。かかる特徴により、従来の多段成形に比し高速成形が可能となり、又ひけなどの成形不良を補正して、より高精度な光学素子を得ることができる。
【0022】
請求項8に記載の光学素子成形方法は、請求項7に記載の発明において、前記補正成形工程における前記第1工程の前記ガラス素材の最高温度を、前記補正成形工程を複数回繰り返すごとに、それ以前の前記補正成形工程における前記ガラス素材の最高温度以下となるよう設定することを特徴とする。従来技術の多段成形では段数が少なく、温度を小刻みに設定できないため、押圧する時間を長く取る必要があったが、本発明では、前記補正成形工程における前記ガラス素材の最高温度を少しずつ下げることで、各補正成形工程で発生するひけなどの精度不良が徐々に少なくなり、かつ、それに見合った量の補正をその都度行うことで、最終的に高精度な形に近づけられる。又、前記ガラス素材を小刻みで少しずつ理想形状に近づけるため押圧時間が短くでき、高速成形が可能である。
【0023】
請求項9に記載の光学素子成形方法は、請求項8に記載の発明において、前記各補正成形工程において、前記ガラス素材の表面の粘度が1013.4ポアズ以下の一定範囲で加圧することを特徴とする。前記ガラス素材の表面の粘度が1013.4ポアズ以下のより変形しやすい範囲で加圧することで、効率よく成形できる。
【0024】
請求項10に記載の光学素子成形方法は、請求項8又は9に記載の発明において、前記各補正成形工程を、30秒以内で行うことを特徴とする。体積が10mm3以下の前記ガラス素材であれば、30秒以内の前記補正成形工程を実現でき、高精度且つ高速成形が可能となる。
【0025】
請求項11に記載の光学素子成形方法は、請求項6乃至10のいずれかに記載の発明において、前記主成形工程と前記補正成形工程の合計時間を60秒以下とすることを特徴とする。体積が10mm3以下の前記ガラス素材であれば、合計で60秒以下の前記主成形工程と前記補正成形工程を実現でき、高精度且つ高速成形が可能となる。
【0026】
光学素子成形方法において、プリフォームの投入から離型までの一連のサイクルを60秒以下で行うことで、ガラス素材を用いても、プラスチックレンズより単価を安くすることができる。一例を挙げると、ガラス転移点(Tg)500℃の体積が10mm3以下のガラス素材を570℃で成形する場合、まずガラス素材を490℃まで予備加熱しておく。次に、ガラス素材を上下型内に投入すると同時に、10℃/secの変化率で昇温し、約8秒で温度をガラス軟化点付近570℃に上げた後、上下型に圧力を付与し20秒加圧し、その後10℃/secの温度で冷却し、約8秒で温度を下げ、490℃近傍で成形型から取り出す。このように平均10℃/secで、ガラス転移点が高い通常のガラス素材を用いても、実用的な範囲で60秒以内の成形が達成できることになる。他の例では、予備加熱温度を軟化点以上の600℃以上に上げた後、上下型に落としそれからの熱伝導で軟化点付近の570度まで冷却し、570℃で成形し、約8秒で温度を下げ、490℃近傍で型から取り出すようにしてもよい。このサイクルで、例えば一つの成形装置に上下型を複数対備えて、一度の成形で多数個の光学素子が成形できるようにすると、よりいっそうコストを下げることができる。この場合、ひけ防止を完全に防ぐため冷却は、例えば3℃/secの変化率で冷却し、26秒で温度を下げ、490℃で型から取り出してもよい。
【0027】
請求項12に記載の光学素子成形方法は、請求項1乃至11のいずれかに記載の発明において、前記成形型は上型と下型とからなり、前記上型と前記下型との温度差を5℃以内に維持することを特徴とする。
【0028】
体積が10mm3以下の前記ガラス素材に対して成形を行う場合、前記成形型の温度を上下型で大きく異ならせると、その熱伝導が早いことから前記ガラス素材の温度制御を行う上で不利である。なぜなら、前記ガラス素材内に温度勾配ができ、一方の面は成形できるが、他方の面は成形できないということが起こるからである。上下型温度が異なる場合、少なくともガラス素材表面を数度以内に制御することは困難となる。従って、上下型の温度を5℃以内ぐらいで等しくすることが望ましい。ガラス素材の両面を、常にほぼ等しい温度で加熱、冷却することで、精度の高い光学素子の成形が行える。
【0029】
請求項13に記載の光学素子成形方法は、請求項1乃至12のいずれかに記載の発明において、少なくとも一部の工程で、雰囲気の圧力を1000Pa以下とすることを特徴とする。
【0030】
NA(開口数)の大きな通常のレンズなどの光学素子は、曲率の小さい光学面を有するので、成形時、光学面の頂点に空気が閉じ込められ、大きなひけの原因となる。本発明によれば、成形を1000Pa以下の減圧下で成形するので、成形時に、光学素子の光学面頂点に空気がたまることが回避され、高精度な光学素子を成形できる。
【0031】
請求項14に記載の光学素子成形方法は、前記ガラス素材は、そのガラス転移点(Tg)が400℃以下の低融点ガラス素材からなることを特徴とする。このような低融点ガラスの素材であれば、成形サイクルをより短縮できる。
【0032】
尚、前記上型及び/又は前記下型の温度変化に応じて、前記上型と前記下型とで、前記ガラス素材を押圧する圧力を変化させる工程を有すると好ましい。小体積のガラス素材でも、成形によっては若干のひけが発生し、高精度な光学素子が得られない場合がある。このような場合、ガラス素材を粘度が約105〜1012ポアズとなるような温度に加熱し、型押しし、上下型の温度を下げると、ガラス素材の収縮によって、それと上下型との密着度が低下するので、更に上下型の間隔を狭めてガラス素材に少し強く当て密着面積が広がった状態で、型温を急速に上昇させる。するとガラス素材の表面も急速に温度が上がり、表面が再び軟化するので、かかる表面が型に倣いひけが補正されることとなる。その後、冷却すると、ひけはより小さなもの、あるいは消滅する。比較的大きなひけでも、このサイクルを繰り返し行ことで除去できるので、かかるひけの補正動作は、少なくとも1回以上、好ましくは2,3度行うと良い。
【0033】
更に、前記圧力を変化させる工程は、前記ガラス素材の少なくとも表面温度が、そのガラス転移点(Tg)以上であるときに圧力を高め、そのガラス転移点(Tg)未満では圧力を緩める動作であり、かつそのサイクル時間を30秒以下で行い、かつ圧力の増減は繰り返されると好ましい。ガラス素材の少なくとも表面温度が、ガラス転移点(Tg)以上で加圧を行い、次にガラス転移点(Tg)未満では減圧し、かつそのサイクルタイムを30秒以下で行い、かつそれらのサイクルを少なくとも1回以上持つとひけの問題を解消しつつより迅速に成形を行える。一例を挙げると、ガラス転移点(Tg)500℃の体積が10mm3以下のガラス素材を570℃で成形する場合、まず580℃までガラス素材を予備加熱しておく。次に、ガラス素材を上下型内に投入すると同時に、10℃/secの変化率で冷却し1秒以内にその温度を570℃に上げる。その後ガラス素材を15秒加圧し、平均20℃/secの変化率で4秒冷却する、次に、ガラス素材を60℃/secの変化率で昇温し1秒以内にその温度を550℃に上げる。その後ガラス素材を5秒加圧し、平均20℃/secの温度変化で3秒冷却し減圧する。次に、ガラス素材を50℃/secの変化率で昇温し1秒以内にその温度を540℃に上げる。その後ガラス素材を5秒加圧し、平均25℃/secの変化率で2秒冷却し減圧し、490℃で型から取り出す。このように成形サイクルを30秒以内で行い、かつ全工程も60秒以内で行う。高速の温度変化であっても、条件を変えながら多数回行うことで、小径のレンズやプリズムや並行平板でもひけのない光学素子を短時間で成形できる。ただし、型の押し当ては軟化点付近から行う。
【0034】
請求項15に記載の成形装置は、請求項1〜10のいずれかに記載の光学素子成形方法を実行するために用いる成形装置であって、上型と下型とをからなる成形型と、前記上型と前記下型を個別に温度制御する温度調整手段とを有することを特徴とする。
【0035】
上述した光学素子成形方法を実施して、前記成形型により、高精度にかつ急速に前記ガラス素材を加熱するには、前記成形型の内部に前記温度調整手段としての、例えば加熱機構及び/又は冷却機構を設けるのがよい。更に好ましくは、表面に近いところに加熱機構及び/又は冷却機構を設けるのがよい。特に冷却する場合、成形すべきガラス素材だけでなく成形型の温度を急速に下げるには、空冷の配管などを、加熱機構である例えばヒーターと成形型表面との間に配置させると効果が高い。
【0036】
請求項16に記載の成形装置は、請求項15に記載の発明において、前記温度調整手段は、加熱手段であることを特徴とする。
【0037】
請求項17に記載の成形装置は、請求項15又は16に記載の発明において、前記温度調整手段は、冷却手段を有することを特徴とする。
【0038】
請求項18に記載の成形装置は、請求項15乃至18のいずれかに記載の発明において、前記上型及び/又は前記下型の少なくとも一部が多孔質部材から構成されると共に、送出手段によって外部から送出された所定の気体が、前記多孔質部材を通過して、前記成形型内の前記ガラス素材に衝突するように構成されたことを特徴とする。ここで「型」とは、その保持部材も含めるものとする。
【0039】
本発明者の研究によれば、例えば、前記上型及び/又は前記下型の少なくとも一部を多孔質部材より形成し、かかる多孔質部材を通過したガス等の流体を前記ガラス素材に吹き付けると、型表面から直接熱伝導させる場合より前記ガラス素材の温度変化が早いことが分かった。発明者らが行った具体的な実験によれば、高温の空気を直径1mmのガラスの球体に高速に吹き付けることで、少なくとも表面付近の温度は2〜3秒で空気の温度と等しくなった。特に冷却する場合、前記ガラス素材だけでなく成形型の温度を急速に下げられる。それにより成形サイクルの短縮及び温度制御が容易などの利点がある。なお、光学素子を成形する場合、光を透過、反射、回折などする光学面の有効範囲は、非多孔質部材の面で成形し、それ以外は、前記多孔質部材の面で成形するとよい。前記多孔質部材としては、窒化ケイ素、炭化ケイ素、酸化アルミナなどが使用可能である。
【0040】
請求項19に記載の成形装置は、請求項18に記載の発明において、前記多孔質部材に温度調整手段を備えることを特徴とする。前記温度制御手段により前記多孔質部材を通過する気体の温度を調整できるので、それにより前記ガラス素材の温度を制御できる。
【0041】
請求項20に記載の成形装置は、請求項18又は19に記載の発明において、前記気体の送出手段に、別途ヒーターか水冷管・空冷管などによる温度調整手段を備えることを特徴とする。前記温度調整手段により気体の温度を調整することで、温度調整された気体の流量を変化させることでも前記ガラス素材の温度を迅速に制御できる。
【0042】
請求項21に記載の成形装置は、請求項18乃至20のいずれかに記載の発明において、前記多孔質部材から構成された前記上型及び/又は前記下型が、その外周を囲みかつ対向する型の方向へ延伸した外壁部を有することを特徴とする。前記外壁部により前記多孔体部材を通過した気体が効果的にガラス素材に向けられるので、温度制御された流体を有効に用いることができる。
【0043】
請求項22に記載の成形装置は、請求項18乃至20のいずれかに記載の発明において、前記多孔質部材を有する前記上型及び/又は前記下型が、別体の筒により、その外周を囲まれることを特徴とする。前記別体の筒により前記多孔体部材を通過した気体が効果的にガラス素材に向けられるので、温度制御された流体を有効に用いることができる。
【0044】
請求項23に記載の成形装置は、請求項18乃至22のいずれかに記載の発明において、前記上型及び/又は前記下型が、所定の抵抗値を有する導電性材料から構成され、かつ外部から電流供給を受けて発熱し、電気制御により温度制御が可能であることを特徴とする。このように成形型自体を加熱装置とすれば、別個にヒーターを設ける必要がなく、部品点数の削減やコスト低減を図れる。
【0045】
更に、冷却空気の配管などの冷却装置を成形型の内部に配置すると、加熱のみでなく冷却も行えるため、成形型の温度制御をより迅速に行える。前記ガラス素材を間接的に暖めるのではなく、直接的に暖めるので温度変化が早くなる。成形型における導電部分の厚さを薄くすると、熱容量が小さくなる。これは、暖めすぎ防止、あるいは前記ガラス素材の表面のみを加熱冷却する場合にさらに有利となる。
【0046】
【発明の実施の形態】
以下、本発明の実施の形態につき、図面を参照して説明する。
図1は、本発明の光学素子成形方法を実施できる第1の実施の形態にかかる光学素子成形装置の断面図である。図1において、円筒状の上型2は、その中央に導電性SiCからなる円筒部13を配置し、その周囲に多孔質状のSiCからなる円管部8を配置し、その周囲に薄い円筒状の外壁部(別体の筒でもある)14を配置している。一方、円筒状の下型3は、その中央に導電性SiCからなる円筒部12を配置し、その周囲に多孔質状のSiCからなる円管部9を配置し、その周囲に薄い円筒状の外壁部(別体の筒でもある)15を配置している。円筒部13,12は、ガラス素材1から成形すべき光学素子の光学面の有効範囲に配置される。上型2,下型3は、不図示の駆動装置によって、上下方向に相対移動可能となっている。
【0047】
円筒部13,12は、導電性であるため、外部から電力供給を受けることで自ら発熱するようになっている。又、円管部8,9は、外部のポンプ等の送出手段(不図示)より供給されたN2ガスを温度制御した状態で、ガラス素材1に向かって放出するようになっている。外壁部14,15は、円筒部8,9から放出されるN2ガスをガラス素材1に向かうように方向付けする機能を有する。
【0048】
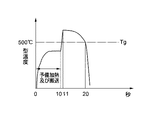
図1の光学素子成形装置を用いて光学素子を成形する方法について説明する。以下に述べる説明中、成形時のガラス素材の温度は、型の温度にほぼ等しい。最も一般的な成形方法について述べる。まず円筒部13,12を加熱しておき、円管部8,9よりN2ガスを放出させた状態で、ガラス転移点(Tg)が500℃のガラス素材1を、上型2,下型3の間に投入し、両者を近接移動させて加熱する(第1工程)。すると、図2に示すように、総温度変化/温度変化時間が60℃/秒の変化率でガラス素材1の表面温度が上昇し、約10秒でガラス転移点(Tg)を超えた第一の温度(型押し温度ともいう、例えば570℃)となる。このとき、ガラス素材1の粘度は105ポアズに低下するので、上型2と下型3とを更に近接させて加圧し(第2工程)、その後30秒徐冷を行って、ガラス転移点(Tg)を下回った時点で急速に冷却して第二の温度(例えば480℃)とする(第3工程)。このときガラス素材1の粘度は1012ポアズ以上に上昇する。以上より60秒の成形サイクルタイムを実現できる。
【0049】
次に、別な光学素子の成形方法について説明する。本成形方法は、同様に予備加熱することなくガラス素材を成形するものであり、図3に示すように、最初100℃/秒の変化率でガラス素材1の表面温度を上昇させ、ガラス転移点(Tg)近傍では、50℃/秒の変化率でガラス素材1の表面温度を上昇させ、加圧してから約10秒後に、100℃/秒の変化率でガラス素材1の表面温度を減少させる。これにより30秒の成形サイクルタイムを実現できる。
【0050】
更に別な光学素子の成形方法について説明する。本成形方法は、ガラス素材1を予備加熱するものである。図4に示すように、まず10秒間予備加熱(搬送中に行うと好ましい)することでガラス素材1の表面温度をガラス転移点(Tg)近傍(第三の温度)まで上昇させ(予備加熱する工程)、その後上型2と下型3との間に投入後、1秒でガラス転移点(Tg)を超えるようにし、加圧して約9秒徐冷した後に、100℃/秒の変化率でガラス素材1の表面温度を減少させる。これにより20秒の成形サイクルタイムを実現できる。
【0051】
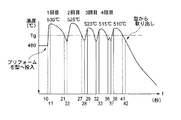
更に別な光学素子の成形方法について説明する。本成形方法も、成形を行いながらひけ取りを行うものである。図6に示すように、本成形方法の特徴は、図5に示す成形方法の特徴に加え、繰り返し加熱し加圧する際の成形(最高)温度を徐々に下げている点である。より具体的には、ガラス転移点(Tg)が500℃である直径1mmの小径のプリフォームを、480℃に予熱しながら搬送し、580℃に保温してある型に載せる。型から伝達される熱と、多孔質状のセラミックを介して放出される高温のN2ガスによって、プリフォームは100℃/秒以上の速さで昇温し、1秒以内に570℃以上にする。尚、高温のN2ガスの配管を型近傍までもっていって、型におかれたプリフォームにN2ガスを直接吹きかけてもよい。
【0052】
次に、遮蔽された型近傍の雰囲気を真空ポンプで吸引すると、遮蔽された型近傍の容積は数cm3にしておけば、すぐに1000Pa以下の気圧となる。温度を下げながら10秒間、上下型を合わせて1回目の加圧を行い、型の母材自体である導電性SiCのヒーター(図1では不図示)の加熱を停止し、N2ガスを供給して真空雰囲気を破壊し、多孔質状の炭化ケイ素や酸化アルミナを介して冷却空気を放出し、ガラス転移点(Tg)以下までを低下させ、プリフォームを冷却する。このときプリフォームは、最終厚さ+20μmまで押圧される。
【0053】
次に、型温度がガラス転移点(Tg)以下になるまで温度を低下させる。型温度がガラス転移点(Tg)以下になったら、上下型を離して減圧し、100℃/秒以上の変化率で昇温し、1秒以内に550℃付近にする。更に温度を低下させながら、上下型を接近させて2回目の加圧を5秒行う。このとき、プリフォームは最終厚さ+4μまで押圧される。
【0054】
次に、型温度がガラス転移点(Tg)以下になるまで温度を低下させる。型温度がガラス転移点(Tg)以下になったら、上下型を離して減圧し、100℃/秒以上の変化率で昇温し、1秒以内に540℃付近にする。更に温度を低下させながら、上下型を接近させて3回目の加圧を3秒行う。このとき、プリフォームは最終厚さ+1μまで押圧される。
【0055】
次に、型温度がガラス転移点(Tg)以下になるまで温度を低下させる。型温度がガラス転移点(Tg)以下になったら、上下型を離して減圧し、100℃/秒以上の変化率で昇温し、1秒以内に515℃付近にする。更に温度を低下させながら、上下型を接近させて4回目のプレスを3秒行う。このとき、プリフォームは最終厚さ+0.2μまで押圧される。
【0056】
次に、型温度がガラス転移点(Tg)以下になるまで温度を低下させる。型温度がガラス転移点(Tg)以下になったら、上下型を離して減圧し、100℃/秒以上の速さで昇温し、1秒以内に510℃付近にする。更に温度を低下させながら、上下型を接近させて5回目のプレスを3秒行う。このようにして最終厚さまで押圧する。その後、型温度をガラス転移点(Tg)以下まで温度を低下させ、型温度がガラス転移点(Tg)以下になったら、上下型を離して減圧する。こうして35秒以内に高精度な光学素子を成形することができる。また、このようなサイクルを繰り返すことで徐々に中央のひけが補正される。こうして、ひけがなく且つ面精度が設計値の0.1μm以内にある光学素子を、短いサイクルで成形できる。尚、この場合、ガラス素材の種類や目標とする精度によって、温度を必ずしもガラス転移点(Tg)以下に毎回下げる必要はない。また、3回の押圧ではなく、1回でも良く、その際は10秒以下の高速で成形可能である。
【0057】
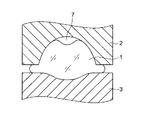
又、成形を大気圧雰囲気で行うと、図7に示すように、型2とガラス素材1との間に空気が残り、ひけの原因となるため、本実施の形態のごとく、雰囲気の圧力を1000Pa以下とすることが望ましい。
【0058】
図8は、別な実施の形態にかかる光学素子成形装置であり、上述した成形方法を実施できるものである。図8において、上型2及び下型3は、その型母材は光学面が非多孔質セラミックでありその表面にDLC(ダイヤモンドライクカーボン)の皮膜を0.5μm積層してある。膜が薄い為、多孔質セラミックの穴をふさぐことはない。さらに、上型2及び下型3は、それぞれ空洞であって、その内部にヒーター5、5を各々配置し、更にヒーター5,5より成形されるガラス素材1に近い側に、冷却用配管4,4を各々配置している。冷却用配管4,4内には、温度制御されたN2ガスが流れるようになっている。尚、上型2及び下型3の、成形されるガラス素材1の近傍に熱電対6,6が各々配置され、その信号に基づいて温度制御を高精度に行うことができるようになっている。この場合、上下型の温度差はない方がよく、その差が大きくても5℃以内であると好ましい。
【0059】
本実施の形態によれば、加熱装置(手段)であるヒーター5と成形されるガラス素材1との間に、冷却装置(手段)である冷却配管4が配置されているので、ガラス素材1の冷却をより効率的に行うことができる。ヒーター5と冷却配管4とで、上型2と下型3とを個別に温度制御する温度調整手段を構成する。
【0060】
以上、本発明を実施の形態を参照して説明してきたが、本発明は上記実施の形態に限定して解釈されるべきではなく、適宜変更・改良が可能であることはもちろんである。例えば、ガラス転移点(Tg)が400℃以下の低融点ガラスを用いると、成形サイクルタイムはより短くなり、ひけも小さくなるので好ましい。
【0061】
【発明の効果】
以上のように本発明によれば、特に小型の光学素子を、高精度に且つ短いサイクルで成形できる光学素子成形方法及び成形装置を提供することができる。
【図面の簡単な説明】
【図1】第1の実施の形態にかかる光学素子成形装置の断面図である。
【図2】成形時間と型(もしくはガラス素材)の温度及びガラス素材の粘度との関係を示す図である。
【図3】成形時間と型(もしくはガラス素材)の温度との関係を示す図である。
【図4】成形時間と型(もしくはガラス素材)の温度との関係を示す図である。
【図5】成形時間と型(もしくはガラス素材)の温度及び圧力との関係を示す図である。
【図6】成形時間と型(もしくはガラス素材)の温度との関係を示す図である。
【図7】ひけの様子を示す図である。
【図8】第2の実施の形態にかかる光学素子成形装置の断面図である。
【符号の説明】
1 ガラス素材
2 上型
3 下型
13,12 円筒部
8,9 円管部
14,15 外壁部[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to a method and apparatus for molding an optical element, and more particularly, to a method and apparatus for molding an optical element suitable for molding a small optical element.
[0002]
[Prior art]
The heat-softened glass material is pressed (for example, pressed between upper and lower dies, also called a press) by a molding die (hereinafter, also referred to as a die) to be cooled and solidified. An optical surface can be formed by molding and transferring the transfer optical surface shape and surface roughness of the mold to an optical material, thereby efficiently producing an optical element. For example,
[Patent Document 1]
JP-A-6-215528
[Patent Document 2]
JP-A-4-338120
[Patent Document 3]
JP-A-7-29781
[0003]
[Problems to be solved by the invention]
By the way, a glass lens used for a conventional optical device has a relatively large diameter, and therefore, it is common to heat and soften a glass material having a certain large volume and mold it with a mold. On the other hand, in recent years, for example, an imaging lens of a micro camera mounted on a cellular phone or the like has a volume of 10 mm.3In a pickup lens or the like used for recording / reproduction of an optical disk or the like, the center radius of curvature of the aspherical optical surface is as extremely small as 2 mm or less, and the miniaturization of an optical element is rapidly progressing. As described above, in order to form a glass optical element such as a minute glass lens and a glass prism, it is necessary to use a preform of a small volume of glass material.However, such a small volume of glass material is heated and softened, In embossing and cooling, it is necessary to handle the glass material differently from a large volume glass material.
[0004]
For example, according to the technique described in
[0005]
Further, according to the technique described in
[0006]
The present invention has been made in view of such a problem, and an object of the present invention is to provide an optical element molding method and an molding apparatus that can mold a small optical element with high accuracy and in a short cycle.
[0007]
[Means for Solving the Problems]
The volume of the optical element molding method according to
In the step of cooling from the embossing temperature to the glass transition point (Tg), a value obtained by dividing a temperature change amount by a total temperature change time of the surface temperature of the glass material is 3 ° C./sec or more. And
[0008]
According to the research results of the inventor, the volume is 10 mm3The following glass materials can raise their surface temperature from room temperature to 500 ° C. within at least 10 seconds, can be cooled quickly, and hardly break even if the temperature is rapidly raised and cooled in such a manner. It turned out that there was a characteristic. It was also found that low-melting glass materials (materials) were flat and had very few sink marks. Here, the optical element made of glass is generally more expensive than the optical element made of plastic. This is because the molding process takes a long time. On the other hand, the optical element made of glass can be manufactured at lower cost by, for example, keeping the molding time within 1 minute.
[0009]
Furthermore, the volume is 10mm3The following glass materials enable rapid heating and cooling with a small amount of heat transfer. Utilizing this characteristic, the volume is 10mm3By using the following glass materials, molding can be performed in a short cycle time. On the other hand, some direct molding methods use3Melted below poise and above
[0010]
The volume of the optical element molding method according to
A first step of heating the glass material to an embossing temperature, a second step of pressing the glass material with the mold, and a third step of cooling the glass material to a temperature at which the glass material is removed from the mold. In the third step, a value obtained by dividing a temperature change amount of a surface temperature of the glass material by a total temperature change time is 30 ° C./sec or more. However, as in the case described above, when cooling is performed from the start of pressing, the calculated value from that point is used.
[0011]
An optical element molding method including a step of changing the temperature at a rate of change faster than the invention according to
[0012]
For example, when there is a defect such as sink marks, when heating and pressing once, and then reheating and correcting a cooled glass material (here, a glass material), heating is rapidly performed at a rate of change of 30 ° C./sec or more. Then, only at least the surface layer (that is, the optical surface) is softened. However, since the sink correction is sufficient by applying pressure to the surface layer, there is an advantage that the sink correction can be quickly performed. If the volume is smaller, the whole may change. That is, in the optical element molding method according to the second aspect, the temperature of the glass material is raised beyond the glass transition point (Tg) by, for example, heat transfer from the upper and lower molds constituting the molding die, and the mold is pressed. First, the glass material is manufactured by lowering the temperature of the upper and lower molds. Then, only the formed optical surface is heated at a rate of change of 30 ° C./sec or more, and the pressure is quickly applied for sink correction. Then, the glass material is cooled rapidly at a rate of change of 30 ° C./sec or more so as to fall below the glass transition point (Tg), whereby the glass material can be stabilized. In the case of a small-diameter lens, when a small distance from the surface cools and becomes equal to or less than the glass transition point (Tg), the surface shape is determined. It is not necessary to slowly cool the whole, and rapid cooling is possible. If the rate of change is 30 ° C./sec or more, heating from room temperature to 500 ° C. and cooling from 500 ° C. to room temperature can be performed in 18 seconds each. However, in practice, both heating and cooling can be performed at 100 ° C./sec by contact with the mold. Thereby, it can be achieved from room temperature to 500 ° C. in 5 seconds and from 500 ° C. to room temperature in 5 seconds. With these methods, it is easier to mold the optical element with a cycle time of one minute or less.
[0013]
In the optical element molding method according to the third aspect, in the invention according to the second aspect, in addition to the third step, in the first step, a temperature change amount of a surface temperature of the glass material is calculated by a total temperature change time. Characterized in that the value divided by is not less than 30 ° C./sec. According to such a feature, the volume is 10 mm3If it is a glass material of the following small volume, it can be heated and cooled quickly with little distortion, but especially in the so-called reheat molding, in which molding is performed from a preform with a small amount of crushing, only the surface necessary for crushing is softened. Therefore, high-speed molding can be performed.
[0014]
The conventional optical element molding method targets an optical element larger than the optical element described here, and a short cycle time often causes large sink marks. Therefore, in order to avoid this, the glass material is pressed slowly (embossing) over a relatively long time in a slightly hard state. On the other hand, the volume is 10 mm3The following small-diameter glass materials have a small heat capacity, and thus have characteristics such as a very easy temperature change, a difficulty in breaking even if a sudden temperature change occurs, and a small absolute value of sink mark. Therefore, there are few disadvantages due to pressing in a state where the viscosity of the glass material is lower than before, and the advantage that heating, slow cooling, and cooling can be performed quickly is effective. For example, an optical element is molded with a cycle time of 1 minute or less. be able to.
[0015]
When the glass preform is a sphere, the volume is 10mm3Gives a sphere with a radius of about 1.34 mm. In experiments conducted by the present inventors, it was found that heating a sphere having a diameter of 2.7 mm can raise the surface temperature from room temperature to 500 ° C. within at least 10 seconds from the start of heating. This means that the volume is 10mm3The possibility of realizing a high-speed series of processes for rapidly heating, forming, and rapidly cooling the following small-diameter glass materials is shown.
[0016]
In another experiment conducted by the present inventors, it was found that when high-temperature air was blown onto a glass sphere having a diameter of 1 mm at a high speed, the temperature at least near the surface became equal to the temperature of the air in a few seconds. . Further, when a small-diameter glass material is in contact with a solid, the temperature of the contact point becomes almost equal to that of the solid within a short time. In other words, since the small-diameter glass material has a small heat capacity, the temperature of the mold is not affected by the glass material, and the upper and lower molds are heated with the small-diameter glass material interposed therebetween. In this case, it can be said that the temperature of the glass material can be quickly made equal to the mold temperature, and the temperature control is easy. Also, it can be said that the temperature can be efficiently and accurately controlled by the contact.
[0017]
According to the research results of the inventor, it has been found that, in terms of the structure of the molding apparatus, it is most efficient to heat the glass element by contacting the mold. For example, in a method of heating an optical element using a heating furnace as in a conventional technique (for example, Japanese Unexamined Patent Publication No. 4-338120, "Method of Forming a Glass Optical Element"), a mold and a small-diameter optical element such as a lens or a prism are required. Therefore, the effect cannot be fully exhibited. That is, if the temperature of the small-diameter glass material is different from the temperature of the molding die, a sharp temperature distribution can occur in the small-diameter glass, and the viscosity of the portion to be molded cannot be controlled, which may result in poor molding. . In other words, if the temperature of the mold changes, the temperature of the glass material follows even if the rate of change is large. This also means that the temperature of the glass material can be precisely controlled by precisely controlling the temperature of the mold. In the prior art, the same process can be performed in several tens of seconds or less, while the pressure molding time also takes several minutes or more, and two-stage molding or three-stage molding in which heating and cooling are repeated can be performed more quickly. Become like The present invention utilizes the above features to mold an optical element with high accuracy in a short cycle time. It is preferable to use a mold having good heat conductivity for the molding die. Examples of such a mold material include metals such as Ni and W, and SiC having good thermal conductivity. Since the temperature of the glass material rises in a few seconds, in the case of a small diameter, the glass material may be put into a molding die without heating.
[0018]
According to a fourth aspect of the present invention, in the optical element molding method according to any one of the first to third aspects, the temperature of the glass material is controlled by bringing the glass material into contact with the molding die. Has become
The glass material is put into the molding die controlled in advance at a predetermined temperature, and brought into contact with the mold, so that the temperature of the glass material is reduced to about 107Poise more than 1012A step of raising the temperature of the glass material by raising the temperature of the glass material to a first temperature that is lower than the poise, pressing the glass material, and contacting the mold with the glass material. Having a viscosity of about 1012And a step of reducing the temperature to the second temperature as described above. According to the prior art, since a glass material having a larger volume was formed, the temperature of the mold and the temperature of the glass material were different, and rapid heating / cooling and accurate temperature control could not be performed. On the other hand, according to the present invention, a glass material having a smaller volume quickly follows the temperature of the mold, so that rapid heating / cooling and accurate temperature control can be performed.
[0019]
According to a fifth aspect of the present invention, there is provided the optical element molding method according to any one of the first to fourth aspects, wherein the glass material has a viscosity of about 10%.5Poise more than 1012The method has a step of preheating to a third temperature lower than the poise, and thereafter, is charged into the mold and pressed. In addition to the invention according to any one of
[0020]
According to a sixth aspect of the present invention, in the optical element molding method according to any one of the first to fifth aspects, the glass material is put into the molding die, the glass material is pressed, and the molding die is moved to a predetermined position. After the main molding step, the mold is heated to a temperature at which molding can be performed again, pressed, and the molding die is cooled to a predetermined temperature to increase molding accuracy. It has a molding step, and the correction molding step is repeated at least once. With such a feature, molding defects such as sink marks can be corrected, so that a more accurate optical element can be obtained.
[0021]
An optical element molding method according to claim 7, wherein in the invention according to
[0022]
The optical element molding method according to
[0023]
In the optical element molding method according to the ninth aspect, in the invention according to the eighth aspect, in each of the correction molding steps, the viscosity of the surface of the glass material is 10%.13.4It is characterized by applying pressure in a certain range of poise or less. The viscosity of the surface of the glass material is 1013.4Efficiency can be achieved by applying pressure within the range of less than poise and more easily deformed.
[0024]
An optical element molding method according to a tenth aspect is characterized in that, in the invention according to the eighth or ninth aspect, each of the correction molding steps is performed within 30 seconds. Volume is 10mm3With the following glass material, the correction molding step within 30 seconds can be realized, and high-precision and high-speed molding can be performed.
[0025]
An optical element molding method according to an eleventh aspect is characterized in that, in the invention according to any one of the sixth to tenth aspects, the total time of the main molding step and the correction molding step is 60 seconds or less. Volume is 10mm3With the following glass material, the main molding step and the correction molding step in a total of 60 seconds or less can be realized, and high-precision and high-speed molding can be performed.
[0026]
In the optical element molding method, by performing a series of cycles from the injection of the preform to the release in 60 seconds or less, the unit price can be lower than that of a plastic lens even when a glass material is used. For example, the volume at a glass transition point (Tg) of 500 ° C. is 10 mm.3When molding the following glass material at 570 ° C., the glass material is first preheated to 490 ° C. Next, the glass material is put into the upper and lower molds, and at the same time, the temperature is raised at a rate of 10 ° C./sec, and the temperature is raised to about 570 ° C. near the glass softening point in about 8 seconds. Pressurized for 20 seconds, then cooled at a temperature of 10 ° C./sec, lowered in about 8 seconds, and removed from the mold at around 490 ° C. As described above, even if a normal glass material having a high glass transition point at an average of 10 ° C./sec is used, molding within 60 seconds can be achieved within a practical range. In another example, the preheating temperature is raised to 600 ° C. or higher, which is equal to or higher than the softening point, then dropped into an upper and lower mold, cooled by heat conduction to 570 ° near the softening point, molded at 570 ° C., and taken in about 8 seconds. The temperature may be lowered and the mold may be removed at around 490 ° C. In this cycle, if, for example, a plurality of pairs of upper and lower dies are provided in one molding apparatus so that a large number of optical elements can be molded by one molding, the cost can be further reduced. In this case, the cooling may be performed at a rate of change of, for example, 3 ° C./sec.
[0027]
According to a twelfth aspect of the present invention, in the optical element molding method according to any one of the first to eleventh aspects, the molding die includes an upper die and a lower die, and a temperature difference between the upper die and the lower die. Is maintained within 5 ° C.
[0028]
Volume is 10mm3When the following glass material is molded, if the temperature of the molding die is largely different between the upper and lower dies, heat conduction is fast, which is disadvantageous in controlling the temperature of the glass material. This is because a temperature gradient is formed in the glass material, and one surface can be formed, but the other surface cannot be formed. If the upper and lower mold temperatures are different, it is difficult to control at least the glass material surface within several degrees. Therefore, it is desirable to equalize the temperatures of the upper and lower molds within about 5 ° C. By always heating and cooling both surfaces of the glass material at substantially the same temperature, a highly accurate optical element can be formed.
[0029]
The optical element molding method according to a thirteenth aspect is characterized in that, in the invention according to any one of the first to twelfth aspects, the pressure of the atmosphere is set to 1000 Pa or less in at least a part of the steps.
[0030]
An optical element such as a normal lens having a large NA (numerical aperture) has an optical surface with a small curvature, so that air is trapped at the top of the optical surface during molding, causing a large sink. According to the present invention, since molding is performed under a reduced pressure of 1000 Pa or less, accumulation of air at the top of the optical surface of the optical element during molding is avoided, and a highly accurate optical element can be molded.
[0031]
An optical element molding method according to
[0032]
It is preferable that the method further includes a step of changing a pressure for pressing the glass material between the upper mold and the lower mold according to a temperature change of the upper mold and / or the lower mold. Even with a small volume glass material, some sink marks may occur depending on the molding, and a highly accurate optical element may not be obtained. In such a case, a glass material having a viscosity of about 105-1012Heating to a temperature that causes poise, embossing, and lowering the temperature of the upper and lower molds causes the degree of adhesion between the upper and lower molds to decrease due to the shrinkage of the glass material. The mold temperature is rapidly increased while the contact area is slightly increased. Then, the temperature of the surface of the glass material also rises rapidly, and the surface is softened again, so that the surface is shaped like a mold and sink is corrected. Then, when cooled, the sinks become smaller or disappear. Even a relatively large sink mark can be removed by repeating this cycle. Therefore, such a sink correction operation should be performed at least once, preferably two or three times.
[0033]
Further, the step of changing the pressure is an operation of increasing the pressure when at least the surface temperature of the glass material is equal to or higher than the glass transition point (Tg), and relaxing the pressure when the surface temperature is lower than the glass transition point (Tg). Preferably, the cycle time is 30 seconds or less, and the pressure is repeatedly increased and decreased. At least when the surface temperature of the glass material is equal to or higher than the glass transition point (Tg), pressurization is performed, and when the temperature is lower than the glass transition point (Tg), the pressure is reduced, and the cycle time is set to 30 seconds or less. If it is held at least once, molding can be performed more quickly while solving the sink problem. For example, the volume at a glass transition point (Tg) of 500 ° C. is 10 mm.3When molding the following glass material at 570 ° C., the glass material is first preheated to 580 ° C. Next, the glass material is put into the upper and lower molds, and at the same time, cooled at a rate of 10 ° C./sec, and the temperature is raised to 570 ° C. within one second. Thereafter, the glass material is pressurized for 15 seconds and cooled at an average rate of change of 20 ° C./sec for 4 seconds. Then, the temperature of the glass material is raised at a rate of change of 60 ° C./sec and the temperature is raised to 550 ° C. within 1 second. increase. Thereafter, the glass material is pressurized for 5 seconds, cooled at an average temperature change of 20 ° C./sec for 3 seconds, and depressurized. Next, the temperature of the glass material is raised at a rate of 50 ° C./sec, and the temperature is raised to 540 ° C. within one second. Thereafter, the glass material is pressurized for 5 seconds, cooled at an average rate of change of 25 ° C./sec for 2 seconds, depressurized, and removed from the mold at 490 ° C. Thus, the molding cycle is performed within 30 seconds, and all the steps are performed within 60 seconds. Even if the temperature changes at a high speed, by performing the process many times while changing the conditions, it is possible to form an optical element having no sink even with a small-diameter lens, a prism, or a parallel flat plate in a short time. However, the pressing of the mold is performed from near the softening point.
[0034]
A molding apparatus according to
[0035]
In order to heat the glass material with high precision and high speed by the molding die by performing the above-described optical element molding method, as the temperature adjusting means inside the molding die, for example, a heating mechanism and / or Preferably, a cooling mechanism is provided. More preferably, a heating mechanism and / or a cooling mechanism may be provided near the surface. Especially when cooling, in order to rapidly lower the temperature of the mold as well as the glass material to be molded, it is highly effective to arrange an air-cooled pipe or the like between the heating mechanism, for example, a heater and the surface of the mold. .
[0036]
According to a sixteenth aspect of the present invention, in the molding apparatus according to the fifteenth aspect, the temperature adjusting unit is a heating unit.
[0037]
According to a seventeenth aspect of the present invention, in the molding apparatus according to the fifteenth or sixteenth aspect, the temperature adjusting means has a cooling means.
[0038]
In a molding apparatus according to claim 18, in the invention according to any one of
[0039]
According to the study of the present inventors, for example, at least a part of the upper mold and / or the lower mold is formed of a porous member, and a fluid such as a gas that has passed through the porous member is sprayed on the glass material. It was found that the temperature change of the glass material was faster than in the case where heat was directly conducted from the mold surface. According to a specific experiment conducted by the inventors, by blowing high-temperature air onto a glass sphere having a diameter of 1 mm at high speed, the temperature at least near the surface became equal to the temperature of air in a few seconds. Particularly when cooling, not only the temperature of the glass material but also the temperature of the mold can be rapidly lowered. This has advantages such as shortening of the molding cycle and easy temperature control. When forming the optical element, the effective range of the optical surface that transmits, reflects, diffracts, and the like light is preferably formed on the surface of the non-porous member, and otherwise, the surface is preferably formed on the surface of the porous member. As the porous member, silicon nitride, silicon carbide, alumina oxide, or the like can be used.
[0040]
A molding apparatus according to a nineteenth aspect is characterized in that, in the invention according to the eighteenth aspect, the porous member includes a temperature adjusting unit. The temperature of the gas passing through the porous member can be adjusted by the temperature control means, so that the temperature of the glass material can be controlled.
[0041]
According to a twentieth aspect of the present invention, in the invention according to the eighteenth or nineteenth aspect, the gas delivery means is provided with a separate temperature control means such as a heater or a water-cooled tube or an air-cooled tube. By adjusting the temperature of the gas by the temperature adjusting means, the temperature of the glass material can be quickly controlled by changing the flow rate of the gas whose temperature has been adjusted.
[0042]
In a molding apparatus according to a twenty-first aspect, in the invention according to any one of the eighteenth to twentieth aspects, the upper mold and / or the lower mold formed of the porous member surrounds the outer periphery thereof and faces each other. It has an outer wall portion extending in the direction of the mold. Since the gas that has passed through the porous member is effectively directed to the glass material by the outer wall portion, a fluid whose temperature is controlled can be effectively used.
[0043]
In the molding apparatus according to
[0044]
According to a twenty-third aspect of the present invention, in the molding apparatus according to any one of the eighteenth to twenty-second aspects, the upper mold and / or the lower mold are formed of a conductive material having a predetermined resistance value. And heat is generated by receiving a current from the power supply, and the temperature can be controlled by electric control. If the molding die itself is used as the heating device in this way, there is no need to provide a separate heater, and the number of parts and cost can be reduced.
[0045]
Further, when a cooling device such as a cooling air pipe is disposed inside the mold, not only heating but also cooling can be performed, so that temperature control of the mold can be performed more quickly. Since the glass material is heated directly instead of indirectly, the temperature change is quickened. When the thickness of the conductive portion in the mold is reduced, the heat capacity is reduced. This is more advantageous in preventing overheating or when heating and cooling only the surface of the glass material.
[0046]
BEST MODE FOR CARRYING OUT THE INVENTION
Hereinafter, embodiments of the present invention will be described with reference to the drawings.
FIG. 1 is a cross-sectional view of an optical element molding apparatus according to a first embodiment that can carry out the optical element molding method of the present invention. In FIG. 1, a cylindrical
[0047]
Since the
[0048]
A method for molding an optical element using the optical element molding apparatus of FIG. 1 will be described. In the following description, the temperature of the glass material at the time of molding is substantially equal to the temperature of the mold. The most common molding method will be described. First, the
[0049]
Next, another molding method of the optical element will be described. In the present molding method, a glass material is similarly molded without preheating. As shown in FIG. 3, the surface temperature of the
[0050]
Another molding method for an optical element will be described. In the present molding method, the
[0051]
Another molding method for an optical element will be described. This molding method also performs sinking while molding. As shown in FIG. 6, the feature of the present molding method is that, in addition to the features of the molding method shown in FIG. 5, the molding (maximum) temperature upon repeated heating and pressing is gradually lowered. More specifically, a small-diameter preform having a glass transition point (Tg) of 500 ° C. and a diameter of 1 mm is conveyed while being preheated to 480 ° C., and placed on a mold maintained at 580 ° C. The heat transferred from the mold and the high temperature N released through the porous ceramic2The temperature of the preform is raised at a rate of 100 ° C./sec or more by the gas to reach 570 ° C. or more within 1 second. In addition, high temperature N2Bring the gas piping close to the mold and add N to the preform placed in the mold.2Gas may be sprayed directly.
[0052]
Next, when the atmosphere near the shielded mold is sucked by a vacuum pump, the volume near the shielded mold is several cm.3In this case, the pressure immediately becomes 1000 Pa or less. The first pressing is performed for 10 seconds while lowering the temperature by combining the upper and lower molds, and the heating of the conductive SiC heater (not shown in FIG. 1), which is the base material of the mold itself, is stopped.2A gas is supplied to break the vacuum atmosphere, and cooling air is released through porous silicon carbide or alumina oxide to lower the temperature to below the glass transition point (Tg) and cool the preform. At this time, the preform is pressed to a final thickness of +20 μm.
[0053]
Next, the temperature is lowered until the mold temperature becomes equal to or lower than the glass transition point (Tg). When the mold temperature falls below the glass transition point (Tg), the upper and lower molds are separated to reduce the pressure, and the temperature is raised at a rate of change of 100 ° C./sec or more, to around 550 ° C. within one second. While further lowering the temperature, the upper and lower molds are brought close to each other, and the second pressurization is performed for 5 seconds. At this time, the preform is pressed to a final thickness of + 4μ.
[0054]
Next, the temperature is lowered until the mold temperature becomes equal to or lower than the glass transition point (Tg). When the mold temperature falls below the glass transition point (Tg), the upper and lower molds are separated to reduce the pressure, and the temperature is raised at a rate of change of 100 ° C./sec or more, and brought to around 540 ° C. within one second. While lowering the temperature further, the upper and lower molds are brought close to each other to perform the third pressurization for 3 seconds. At this time, the preform is pressed to a final thickness of + 1μ.
[0055]
Next, the temperature is lowered until the mold temperature becomes equal to or lower than the glass transition point (Tg). When the mold temperature becomes lower than the glass transition point (Tg), the upper and lower molds are separated to reduce the pressure, and the temperature is raised at a rate of change of 100 ° C./sec or more, and brought to around 515 ° C. within one second. While further lowering the temperature, the upper and lower dies are brought closer to each other to perform a fourth press for 3 seconds. At this time, the preform is pressed to a final thickness of + 0.2μ.
[0056]
Next, the temperature is lowered until the mold temperature becomes equal to or lower than the glass transition point (Tg). When the mold temperature falls below the glass transition point (Tg), the upper and lower molds are separated to reduce the pressure, and the temperature is increased at a rate of 100 ° C./sec or more, and the temperature is raised to around 510 ° C. within one second. While further lowering the temperature, the upper and lower dies are brought closer to each other to perform a fifth press for 3 seconds. Thus, it is pressed to the final thickness. Thereafter, the mold temperature is lowered to the glass transition point (Tg) or lower, and when the mold temperature becomes lower than the glass transition point (Tg), the upper and lower molds are separated to reduce the pressure. Thus, a highly accurate optical element can be formed within 35 seconds. Also, by repeating such a cycle, the sink mark at the center is gradually corrected. Thus, an optical element having no sink mark and having a surface accuracy within 0.1 μm of the design value can be formed in a short cycle. In this case, it is not always necessary to lower the temperature below the glass transition point (Tg) depending on the type of the glass material and the target accuracy. Also, the pressing may be performed once instead of three times. In that case, molding can be performed at a high speed of 10 seconds or less.
[0057]
When molding is performed in an atmosphere of atmospheric pressure, as shown in FIG. 7, air remains between the
[0058]
FIG. 8 shows an optical element molding apparatus according to another embodiment, which can carry out the molding method described above. In FIG. 8, the
[0059]
According to the present embodiment, the
[0060]
As described above, the present invention has been described with reference to the embodiments. However, the present invention should not be construed as being limited to the above embodiments, and it is needless to say that modifications and improvements can be made as appropriate. For example, it is preferable to use a low-melting glass having a glass transition point (Tg) of 400 ° C. or lower, because the molding cycle time becomes shorter and the sink becomes smaller.
[0061]
【The invention's effect】
As described above, according to the present invention, it is possible to provide an optical element molding method and a molding apparatus capable of molding a particularly small optical element with high accuracy and in a short cycle.
[Brief description of the drawings]
FIG. 1 is a sectional view of an optical element molding apparatus according to a first embodiment.
FIG. 2 is a diagram showing a relationship between a molding time, a temperature of a mold (or a glass material), and a viscosity of a glass material.
FIG. 3 is a diagram showing a relationship between a molding time and a temperature of a mold (or a glass material).
FIG. 4 is a diagram showing a relationship between a molding time and a temperature of a mold (or glass material).
FIG. 5 is a diagram showing the relationship between the molding time and the temperature and pressure of a mold (or glass material).
FIG. 6 is a diagram showing a relationship between a molding time and a temperature of a mold (or a glass material).
FIG. 7 is a diagram showing the appearance of sinking;
FIG. 8 is a sectional view of an optical element molding apparatus according to a second embodiment.
[Explanation of symbols]
1 Glass material
2 Upper type
3 lower mold
13,12 cylindrical part
8, 9 pipe section
14, 15 outer wall
Claims (23)
型押し成形温度から、ガラス転移点(Tg)まで冷却する工程において、前記ガラス素材の表面温度の総温度変化時間で、温度変化量を除した値が、3℃/秒以上となることを特徴とする光学素子成形方法。An optical element molding method in which a glass material having a volume of 10 mm 3 or less is heated and softened, and embossed with a viscosity of 10 7 poise or more using a molding die so as to obtain an optical element having a desired shape,
In the step of cooling from the embossing temperature to the glass transition point (Tg), a value obtained by dividing a temperature change amount by a total temperature change time of the surface temperature of the glass material is 3 ° C./sec or more. Optical element molding method.
前記ガラス素材を、型押し成形温度まで加熱する第1工程と、前記成形型で前記ガラス素材を押圧する第2工程と、前記ガラス素材を前記成形型から取り出す温度まで冷却する第3工程とを有しており、前記第3工程において、前記ガラス素材の表面温度の温度変化量を、総温度変化時間で除した値が30℃/秒以上であることを特徴とする光学素子成形方法。Volume is heated and softened glass material having a 10 mm 3 or less of the optical surface is an optical element molding method of embossing mold with a viscosity of 10 7 poises or more by using a mold so that the optical element of the desired shape,
A first step of heating the glass material to an embossing temperature, a second step of pressing the glass material with the mold, and a third step of cooling the glass material to a temperature at which the glass material is removed from the mold. An optical element molding method, wherein in the third step, a value obtained by dividing a temperature change amount of a surface temperature of the glass material by a total temperature change time is 30 ° C./sec or more.
前記ガラス素材を、予め所定の温度に制御された前記成形型に投入し、かつ接触させることにより、前記ガラス素材の温度を、その粘度が約107ポアズ以上1010ポアズ未満となる第一の温度に上昇させる工程と、前記ガラス素材の押圧工程と、前記ガラス素材に前記成形型を接触させながら、前記成形型の温度を低下させることにより、前記ガラス素材の温度を、その粘度が約1012以上となる第二の温度に低下させる工程とを有することを特徴とする請求項1〜3のいずれかに記載の光学素子成形方法。By bringing the glass material into contact with the mold, the temperature of the glass material is controlled,
The glass material is put into the mold controlled at a predetermined temperature in advance, and brought into contact with the mold, so that the temperature of the glass material is reduced to a first viscosity of about 10 7 poise or more and less than 10 10 poise. Increasing the temperature of the glass material, pressing the glass material, and lowering the temperature of the mold while contacting the mold with the glass material. The method according to any one of claims 1 to 3, further comprising a step of reducing the temperature to a second temperature of 12 or more.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003023417A JP2004231477A (en) | 2003-01-31 | 2003-01-31 | Method and apparatus for molding optical element |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003023417A JP2004231477A (en) | 2003-01-31 | 2003-01-31 | Method and apparatus for molding optical element |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004231477A true JP2004231477A (en) | 2004-08-19 |
Family
ID=32952221
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003023417A Pending JP2004231477A (en) | 2003-01-31 | 2003-01-31 | Method and apparatus for molding optical element |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004231477A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7040847B1 (en) * | 2021-08-20 | 2022-03-23 | ナルックス株式会社 | Press molding method for glass optical elements |
| CN115466044A (en) * | 2022-09-09 | 2022-12-13 | 中国建筑材料科学研究总院有限公司 | Optical fiber image transmission element and its preparation method |
| EP4394460A1 (en) * | 2022-12-27 | 2024-07-03 | Largan Precision Co. Ltd. | Optical lens and electronic device |
-
2003
- 2003-01-31 JP JP2003023417A patent/JP2004231477A/en active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7040847B1 (en) * | 2021-08-20 | 2022-03-23 | ナルックス株式会社 | Press molding method for glass optical elements |
| WO2023021689A1 (en) * | 2021-08-20 | 2023-02-23 | ナルックス株式会社 | Press molding method of glass optical element |
| CN115466044A (en) * | 2022-09-09 | 2022-12-13 | 中国建筑材料科学研究总院有限公司 | Optical fiber image transmission element and its preparation method |
| CN115466044B (en) * | 2022-09-09 | 2023-08-15 | 中国建筑材料科学研究总院有限公司 | Optical fiber image transmission element and preparation method thereof |
| EP4394460A1 (en) * | 2022-12-27 | 2024-07-03 | Largan Precision Co. Ltd. | Optical lens and electronic device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3974200B2 (en) | Glass optical element molding method | |
| JP4460339B2 (en) | Mold press molding apparatus and optical element manufacturing method | |
| JP2004231477A (en) | Method and apparatus for molding optical element | |
| JP4223967B2 (en) | Manufacturing method of glass optical element | |
| JP3188676B2 (en) | Method for manufacturing glass molded body | |
| US8343393B2 (en) | Molding method and apparatus for an optical element | |
| JP2003104741A (en) | Press forming apparatus for optical element and method for manufacturing optical element | |
| JP2000233934A (en) | Method for press-forming glass product and device therefor | |
| JP3587499B2 (en) | Method for manufacturing glass molded body | |
| JP3950434B2 (en) | Method for producing glass molded body | |
| JP2718452B2 (en) | Glass optical element molding method | |
| JP2002316826A (en) | Method for forming optical element | |
| JP2952185B2 (en) | Glass optical element molding method | |
| JP3246728B2 (en) | Glass optical element molding method | |
| JP3753415B2 (en) | Glass optical element molding method | |
| JP4094587B2 (en) | Glass optical element molding method | |
| JP2015101515A (en) | Method and apparatus for manufacturing a glass molding | |
| JP6032951B2 (en) | Optical element manufacturing method | |
| JPH04338120A (en) | Method for forming glass optical element | |
| JP2007076945A (en) | Glass lens molding method and molding apparatus | |
| JP3229943B2 (en) | Glass optical element molding method | |
| JP4564216B2 (en) | Optical element molding method | |
| JP2001354435A (en) | Formed die and formed method for optical element | |
| JP4030799B2 (en) | Optical element molding method | |
| JP2007031265A (en) | Optical element, optical element manufacturing method and manufacturing apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090206 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090603 |