JP2004221069A - Manufacturing method of high-pressure discharge lamp, high-pressure discharge lamp and lamp unit - Google Patents
Manufacturing method of high-pressure discharge lamp, high-pressure discharge lamp and lamp unit Download PDFInfo
- Publication number
- JP2004221069A JP2004221069A JP2003423495A JP2003423495A JP2004221069A JP 2004221069 A JP2004221069 A JP 2004221069A JP 2003423495 A JP2003423495 A JP 2003423495A JP 2003423495 A JP2003423495 A JP 2003423495A JP 2004221069 A JP2004221069 A JP 2004221069A
- Authority
- JP
- Japan
- Prior art keywords
- glass
- tube
- discharge lamp
- lamp
- pressure discharge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Projection Apparatus (AREA)
- Non-Portable Lighting Devices Or Systems Thereof (AREA)
- Manufacture Of Electron Tubes, Discharge Lamp Vessels, Lead-In Wires, And The Like (AREA)
Abstract
Description
本発明は、高圧放電ランプの製造方法、高圧放電ランプおよびランプユニットに関する。特に、一般照明や、反射鏡と組み合わせてプロジェクター、自動車の前照灯などの用途に使用される高圧放電ランプを製造する方法に関する。 The present invention relates to a method for manufacturing a high-pressure discharge lamp, a high-pressure discharge lamp, and a lamp unit. In particular, the present invention relates to a method of manufacturing a high pressure discharge lamp used for general lighting, a projector, a headlight of an automobile, and the like in combination with a reflector.
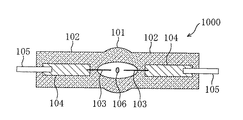
近年、大画面映像を実現するシステムとして液晶プロジェクタやDMDプロジェクタなどの画像投影装置が広く用いられており、このような画像投影装置には、高い輝度を示す高圧放電ランプが一般的に広く使用されている。従来の高圧放電ランプ1000の構成を図12に模式的に示す。図12に示したランプ1000は、いわゆる超高圧水銀ランプであり、例えば、特許文献1に開示されている。
In recent years, image projection apparatuses such as liquid crystal projectors and DMD projectors have been widely used as systems for realizing large-screen images. In such image projection apparatuses, high-pressure discharge lamps exhibiting high luminance are generally widely used. ing. FIG. 12 schematically shows a configuration of a conventional high-
ランプ1000は、石英ガラスから構成された発光管(バルブ)101と、発光管101の両端から延在する一対の封止部(シール部)102とを有している。発光管101の内部(放電空間)には、発光物質(水銀)106が封入されており、そして、タングステンを材料とする一対のタングステン電極(W電極)103が一定の間隔をおいて互いに対向して配置されている。W電極103の一端は、封止部102内のモリブデン箔(Mo箔)104と溶接されており、W電極103とMo箔104とは電気的に接続されている。Mo箔104の一端には、モリブデンから構成された外部リード(Mo棒)105が電気的に接続されている。なお、発光管101内には、水銀106の他に、アルゴン(Ar)および少量のハロゲンも封入されている。
The
ランプ1000の動作原理を簡単に説明すると、外部リード105およびMo箔104を介してW電極103、103間に始動電圧が印加されると、アルゴン(Ar)の放電が起こり、この放電によって発光管101の放電空間内の温度が上昇し、それによって水銀106が加熱・気化される。その後、W電極103、103間のアーク中心部で水銀原子が励起されて発光する。ランプ1000の水銀蒸気圧が高いほど放射光も多くなるため、水銀蒸気圧が高いほど画像投影装置の光源として適しているが、発光管110の物理的耐圧強度の観点から、15〜20MPa(150〜200気圧)の範囲の水銀蒸気圧でランプ1000は使用されている。
The operation principle of the
なお、関連する文献として後述する特許文献2がある。
上記従来のランプ1000は、20MPa程度の耐圧強度を有するものであるが、ランプ特性をさらに向上させるべく、耐圧強度をより高める研究・開発が行われている(例えば、特許文献2など参照)。これは、今日、より高性能の画像投影装置を実現する上で、より高出力・高電力のランプが求められており、この要求を満たすべく、より耐圧強度の高いランプが必要となっているからである。
The above-described
さらに説明すると、高出力・高電力のランプの場合、電流の増大に伴って電極の蒸発が早くなることを抑制するために、通常よりもさらに多くの水銀を封入して、ランプ電圧を高くする必要がある。ランプ電力に対して封入水銀量が足りなければ、必要なレベルまでランプ電圧を高くできないため、ランプ電流が増大してしまい、その結果、電極が早く蒸発してしまうので、実用的なランプは実現できない。言い換えると、高出力のランプを実現する観点から見れば、ランプ電力を高くし、そして、電極間距離が従来のものよりもさらに短いショートアーク型のランプを作製すればよいのであるが、実際に、高出力・高電力のランプを作製する上では、耐圧強度を向上させて、封入水銀量を増やすことが必要となるのである。そして、今日の技術において、極めて高い耐圧強度(例えば、30MPa程度以上)で、実用化可能な高圧放電ランプは、まだ実現されていない。 More specifically, in the case of a high-output, high-power lamp, in order to prevent the electrode from evaporating faster with an increase in current, more mercury is enclosed than usual to increase the lamp voltage. There is a need. If the amount of enclosed mercury is not enough for the lamp power, the lamp voltage cannot be increased to the required level, increasing the lamp current and consequently evaporating the electrodes quickly, realizing a practical lamp. Can not. In other words, from the viewpoint of realizing a high-power lamp, it is only necessary to increase the lamp power and to produce a short-arc lamp in which the distance between the electrodes is shorter than that of the conventional lamp. In order to produce a high-power, high-power lamp, it is necessary to improve the pressure resistance and increase the amount of enclosed mercury. In today's technology, a high-pressure discharge lamp that can be practically used with an extremely high pressure resistance (for example, about 30 MPa or more) has not yet been realized.
本願発明者らは、極めて高い耐圧強度(例えば、30MPa程度以上)を示す高圧放電ランプの開発に成功し、それを特願2002−351524号明細書に開示した。しかし、そのような優れた高圧放電ランプであっても、製造方法を改良することにより、さらなる改善を図ることできることがわかった。 The present inventors have succeeded in developing a high-pressure discharge lamp exhibiting extremely high pressure resistance (for example, about 30 MPa or more), and disclosed it in Japanese Patent Application No. 2002-351524. However, it has been found that even such an excellent high-pressure discharge lamp can be further improved by improving the manufacturing method.
本発明はかかる諸点に鑑みてなされたものであり、その主な目的は、高い耐圧強度を有する高圧放電ランプをより効果的に製造できる方法を提供することにある。 The present invention has been made in view of the above points, and a main object of the present invention is to provide a method for more effectively manufacturing a high-pressure discharge lamp having high pressure resistance.
本発明の高圧放電ランプの製造方法は、管内に発光物質が封入される発光管と、前記発光管の気密性を保持する封止部とを有する高圧放電ランプの製造方法であり、高圧放電ランプの発光管となる発光管部と、前記発光管部から延在した側管部とを有する放電ランプ用ガラスパイプを用意する工程と、前記発光管部内に、臭化水銀(HgBr2)を導入する工程と、前記側管部から前記封止部を形成する工程とを包含し、前記封止部を形成する工程は、前記側管部を構成する第1のガラスよりも軟化点の低い第2のガラスから構成されたガラス部材を前記側管部内に挿入し、次いで、前記側管部を加熱して前記ガラス部材と前記側管部とを密着させる工程と、前記密着工程の後、前記第2のガラスの歪点温度よりも高い温度で、前記ガラス部材および前記側管部を少なくとも含む部分を加熱する加熱工程とを包含する。 A method for manufacturing a high-pressure discharge lamp according to the present invention is a method for manufacturing a high-pressure discharge lamp including a light-emitting tube in which a light-emitting substance is sealed in a tube, and a sealing portion for maintaining the airtightness of the light-emitting tube. A step of preparing a discharge lamp glass pipe having a light emitting tube part to be the light emitting tube and a side tube part extending from the light emitting tube part; and introducing mercury bromide (HgBr 2 ) into the light emitting tube part. And forming the sealing portion from the side tube portion, wherein the step of forming the sealing portion has a lower softening point than the first glass constituting the side tube portion. Inserting a glass member made of glass of No. 2 into the side tube portion, and then heating the side tube portion to bring the glass member into close contact with the side tube portion; At a temperature higher than the strain point temperature of the second glass, And it includes a heating step of heating the at least containing part of the side tube portion.
前記加熱工程は、前記第1のガラスの歪点温度よりも低い温度で実行されることが好ましい。 Preferably, the heating step is performed at a temperature lower than a strain point temperature of the first glass.
ある好適な実施形態において、前記ガラス部材は、15重量%以下のAl2O3および4重量%以下のBのうちの少なくとも一方と、SiO2とからなるガラス管またはガラス板である。 In a preferred embodiment, the glass member is a glass tube or a glass plate composed of SiO 2 and at least one of Al 2 O 3 of 15% by weight or less and B of 4% by weight or less.
本発明の他の高圧放電ランプの製造方法は、管内に発光物質が封入される発光管と、前記発光管の両端から延びた一対の封止部とを有する高圧放電ランプの製造方法であり、高圧放電ランプの発光管となる発光管部と、前記発光管部の両端から延在した一対の側管部とを有する放電ランプ用ガラスパイプを用意する工程と;前記一対の側管部のうちの一方の側管部に、前記側管部を構成する第1のガラスよりも軟化点の低い第2のガラスから構成されたガラス管と、少なくとも電極棒を含む電極構造体とを挿入し、次いで、前記側管部を加熱収縮させることによって、前記一対の封止部のうちの一方の封止部を形成する工程と;前記一方の封止部を形成した後、前記発光管部内に、発光物質および臭化水銀(HgBr2)を導入する工程と;前記発光物質を導入した後、前記一方に対する他方の側管部に、前記第2のガラスから構成されたガラス管と、少なくとも電極棒を含む電極構造体とを挿入し、次いで、前記側管部を加熱収縮させることによって、前記一方に対する他方の封止部および前記発光物質が封入された発光管を形成する工程と;両方の封止部および発光管が形成されたランプ完成体に対して、前記第2のガラスの歪点温度よりも高い温度で、且つ、前記第1のガラスの歪点温度よりも低い温度で、前記ガラス管および前記側管部を少なくとも含む部分を加熱する加熱工程と;を包含する。 Another method for manufacturing a high-pressure discharge lamp of the present invention is a method for manufacturing a high-pressure discharge lamp including a light-emitting tube in which a light-emitting substance is sealed in a tube, and a pair of sealing portions extending from both ends of the light-emitting tube. A step of preparing a glass pipe for a discharge lamp having an arc tube part to be an arc tube of a high-pressure discharge lamp and a pair of side tube parts extending from both ends of the arc tube part; A glass tube made of a second glass having a lower softening point than the first glass constituting the side tube portion, and an electrode structure including at least an electrode rod, into one of the side tube portions; Next, a step of forming one sealing portion of the pair of sealing portions by heat shrinking the side tube portion; and after forming the one sealing portion, inside the arc tube portion, introducing a luminous substance and mercury bromide (HgBr 2); After introducing the luminescent substance, a glass tube made of the second glass and an electrode structure including at least an electrode rod are inserted into the other side tube portion with respect to the one, and then the side tube portion is inserted. Forming a light emitting tube in which the other sealing portion and the light emitting substance are sealed with respect to the one by heating and shrinking; and a lamp completed body in which both the sealing portion and the light emitting tube are formed. A heating step of heating a portion including at least the glass tube and the side tube portion at a temperature higher than the strain point temperature of the second glass, and at a temperature lower than the strain point temperature of the first glass; ;
前記加熱工程は、2時間以上行うことが好ましい。 The heating step is preferably performed for 2 hours or more.
ある好適な実施形態において、前記加熱工程は、100時間以上行われる。 In a preferred embodiment, the heating step is performed for 100 hours or more.
ある好適な実施形態では、光弾性効果を利用した鋭敏色板法を用いて前記封止部を測定した場合、前記第2のガラスにより構成された領域に、10kgf/cm2以上50kgf/cm2以下の前記側管部の長手方向の圧縮応力が存在するように前記加熱工程が実施される。
In a preferred embodiment, when the sealing portion is measured by using a sensitive color plate method utilizing a photoelastic effect, the region formed of the second glass has a thickness of 10 kgf /
ある好適な実施形態では、前記一対の封止部のそれぞれについて、前記圧縮応力が生じる。 In a preferred embodiment, the compressive stress is generated in each of the pair of sealing portions.
ある好適な実施形態において、前記加熱は、前記第2のガラスの歪点温度よりも高く且つ前記第1のガラスの歪点温度よりも低い温度の炉に、前記ランプ完成体を配置することよって実行される。 In a preferred embodiment, the heating is performed by disposing the completed lamp body in a furnace having a temperature higher than the strain point of the second glass and lower than the strain point of the first glass. Be executed.
ある好適な実施形態において、前記炉内は、真空または減圧状態である。 In a preferred embodiment, the inside of the furnace is in a vacuum or reduced pressure state.
ある好適な実施形態において、前記第1のガラスは、SiO2を99重量%以上含み、前記第2のガラスは、15重量%以下のAl2O3および4重量%以下のBのうちの少なくとも一方と、SiO2とを含む。 In a preferred embodiment, the first glass contains 99% by weight or more of SiO 2 and the second glass contains at least 15% by weight or less of Al 2 O 3 and 4% by weight or less of B. One includes SiO 2 .
ある好適な実施形態において、前記加熱の温度は、1030℃±40℃である。 In a preferred embodiment, the temperature of the heating is 1030 ° C. ± 40 ° C.
ある実施形態において、前記高圧放電ランプは、高圧水銀ランプであり、前記発光物質として水銀を、前記発光管の内容積を基準に、150mg/cm3以上封入する。 In one embodiment, the high-pressure discharge lamp is a high-pressure mercury lamp, and contains 150 mg / cm 3 or more of mercury as the luminescent substance based on the inner volume of the arc tube.
本発明の高圧放電ランプは、管内に発光物質が封入される発光管と、前記発光管の気密性を保持する封止部とを備え、前記封止部は、前記発光管から延在した第1のガラス部と、前記第1のガラス部の内側の少なくとも一部に設けられた第2のガラス部とを有しており、かつ、前記封止部は、圧縮応力が印加されている部位を有しており、前記発光管内には、臭化水銀(HgBr2)が封入されている。 A high-pressure discharge lamp according to the present invention includes a light emitting tube in which a light emitting substance is sealed in a tube, and a sealing portion for maintaining the airtightness of the light emitting tube, wherein the sealing portion extends from the light emitting tube. A first glass part and a second glass part provided at least partially inside the first glass part, and the sealing part is a part to which a compressive stress is applied. And the mercury bromide (HgBr 2 ) is sealed in the arc tube.
本発明の他の高圧放電ランプは、管内に発光物質が封入される発光管と、前記発光管の気密性を保持する一対の封止部とを備え、前記一対の封止部のそれぞれは、前記発光管から延在した第1のガラス部と、前記第1のガラス部の内側の少なくとも一部に設けられた第2のガラス部とを有しており、かつ、前記一対の封止部のそれぞれは、圧縮応力が印加されている部位を有しており、前記圧縮応力は、光弾性効果を利用した鋭敏色板法を用いて前記封止部を測定した場合、前記第2のガラス部に相当する領域において、10kgf/cm2以上50kgf/cm2以下であり、前記発光管内には、一対の電極棒が互いに対向して配置されており、前記一対の電極棒のそれぞれの電極棒は、金属箔に接続されており、前記金属箔は、前記封止部内に設けられ、且つ、少なくとも当該金属箔と前記電極棒との接続部は、前記第2のガラス部内に位置しており、前記発光管内には、ハロゲン前駆体として臭化水銀(HgBr2)が封入されている。 Another high-pressure discharge lamp of the present invention includes a light-emitting tube in which a light-emitting substance is sealed in a tube, and a pair of sealing portions that maintain the hermeticity of the light-emitting tube, and each of the pair of sealing portions is A first glass portion extending from the arc tube, a second glass portion provided at least partially inside the first glass portion, and the pair of sealing portions; Each has a portion to which a compressive stress is applied, and the compressive stress is the second glass when the sealing portion is measured using a sensitive color plate method utilizing a photoelastic effect. In the region corresponding to the portion, the pressure is 10 kgf / cm 2 or more and 50 kgf / cm 2 or less, and a pair of electrode rods are arranged in the arc tube so as to face each other. Is connected to a metal foil, and the metal foil is And at least a connection portion between the metal foil and the electrode bar is located in the second glass portion, and the arc tube contains mercury bromide (HgBr 2 ) as a halogen precursor. Is enclosed.
ある実施形態において、前記高圧放電ランプは、高圧水銀ランプであり、前記発光物質として水銀が、前記発光管の内容積を基準に、150mg/cm3以上封入されている。 In one embodiment, the high-pressure discharge lamp is a high-pressure mercury lamp, and 150 mg / cm 3 or more of mercury is filled as the luminescent substance based on the inner volume of the arc tube.
ある好適な実施形態では、前記発光物質として水銀は、前記発光管の内容積を基準に、220mg/cm3以上封入されている。 In a preferred embodiment, mercury as the luminescent substance is enclosed in an amount of 220 mg / cm 3 or more based on the inner volume of the arc tube.
ある好適な実施形態では、前記発光物質として水銀は、前記発光管の内容積を基準に、300mg/cm3以上封入されている。 In a preferred embodiment, mercury as the luminescent substance is sealed in at least 300 mg / cm 3 based on the inner volume of the arc tube.
ある好適な実施形態において、前記発光管は、チップレスの発光管である。 In a preferred embodiment, the arc tube is a chipless arc tube.
本発明のランプユニットは、上記高圧放電ランプと、前記高圧放電ランプから発する光を反射する反射鏡とを備えている。 A lamp unit according to the present invention includes the high-pressure discharge lamp described above and a reflector that reflects light emitted from the high-pressure discharge lamp.
ある実施形態において、前記電極構造体は、前記電極棒と、前記電極棒に接続された金属箔と、前記金属箔に接続された外部リードとから構成されている。 In one embodiment, the electrode structure includes the electrode rod, a metal foil connected to the electrode rod, and an external lead connected to the metal foil.
前記電極棒の少なくとも一部に、Pt、Ir、Rh、Ru、Reからなる群から選択される少なくとも1種の金属から構成された金属膜が形成されていることが好ましい。 It is preferable that a metal film made of at least one metal selected from the group consisting of Pt, Ir, Rh, Ru, and Re is formed on at least a part of the electrode rod.
ある実施形態において、Pt、Ir、Rh、Ru、Reからなる群から選択される少なくとも1種の金属を少なくとも表面に有するコイルが、前記電極棒の少なくとも一部に巻き付けられている。 In one embodiment, a coil having at least a surface of at least one metal selected from the group consisting of Pt, Ir, Rh, Ru, and Re is wound around at least a part of the electrode rod.
ある実施形態において、前記放電ランプ用ガラスパイプにおける前記側管部と前記発光管部と境界周辺には、前記側管部の内径が他の部分よりも小さくされた径小部が設けられている。 In one embodiment, a small-diameter portion in which the inner diameter of the side tube portion is smaller than other portions is provided around a boundary between the side tube portion and the arc tube portion in the discharge lamp glass pipe. .
ある実施形態における高圧放電ランプは、管内に発光物質が封入される発光管と、前記発光管の気密性を保持する封止部とを備え、前記封止部は、前記発光管から延在した第1のガラス部と、前記第1のガラス部の内側の少なくとも一部に設けられた第2のガラス部とを有しており、光弾性効果を利用した鋭敏色板法による歪み測定を実行すると、前記封止部のうち、前記第2のガラス部に相当する領域の少なくとも一部に、圧縮応力が観察される。 A high-pressure discharge lamp according to one embodiment includes a light emitting tube in which a light emitting substance is sealed in a tube, and a sealing portion for maintaining the airtightness of the light emitting tube, and the sealing portion extends from the light emitting tube. It has a first glass part and a second glass part provided on at least a part of the inside of the first glass part, and executes a strain measurement by a sensitive color plate method utilizing a photoelastic effect. Then, a compressive stress is observed in at least a part of a region corresponding to the second glass portion in the sealing portion.
前記歪み測定は、東芝製のSVP−200の歪検査器を用いて行えばよい。 The distortion measurement may be performed using a SVP-200 distortion inspection device manufactured by Toshiba.
本発明では、発光管部内に、臭化水銀(HgBr2)を導入するので、第2のガラスの組成変形を抑制することができる。したがって、第2のガラス部に効果的に圧縮歪みを入れることができ、あるいは、第2のガラス部と第1のガラス部との間にクラックが生じることを防止することができる。その結果、高い耐圧強度を有する高圧放電ランプをより効果的に製造することができる。 In the present invention, since the mercury bromide (HgBr 2 ) is introduced into the arc tube portion, the composition deformation of the second glass can be suppressed. Therefore, compression strain can be effectively applied to the second glass part, or cracks can be prevented from being generated between the second glass part and the first glass part. As a result, a high pressure discharge lamp having high pressure resistance can be manufactured more effectively.
本発明は、高圧水銀ランプだけでなく、メタルハライドランプ、キセノンランプなどの他の高圧放電ランプに適用でき、そして、水銀の入っていない無水銀メタルハライドランプにも適用することができる。本発明による無水銀メタルハライドランプは、耐圧強度が高いがゆえに、希ガスを高圧封入でき、その結果、効率を簡便に向上させることができ、加えて、点灯の始動性も向上させることができる。なお、本発明は、高圧水銀ランプだけでなく、電球(例えば、ハロゲン電球)にも適用可能であり、それにより、従来のものよりも破裂の防止を図ることができる。 The present invention can be applied not only to a high-pressure mercury lamp but also to other high-pressure discharge lamps such as a metal halide lamp and a xenon lamp, and can also be applied to a mercury-free mercury-free metal halide lamp. Since the mercury-free metal halide lamp according to the present invention has a high pressure resistance, a rare gas can be sealed at a high pressure, and as a result, the efficiency can be easily improved, and the startability of lighting can be improved. The present invention can be applied not only to a high-pressure mercury lamp but also to a light bulb (for example, a halogen light bulb), whereby the explosion can be prevented more than the conventional one.
本発明によると、発光管内に臭化水銀(HgBr2)が封入されているので、第2のガラスの組成変形を抑制することができ、その結果、高い耐圧強度を有する高圧放電ランプをより確実に製造して提供することができる。 According to the present invention, since the mercury bromide (HgBr 2 ) is sealed in the arc tube, the composition deformation of the second glass can be suppressed, and as a result, a high-pressure discharge lamp having high pressure resistance can be obtained more reliably. Manufactured and provided.
まず、本発明の実施の形態を説明する前に、点灯動作圧が約30〜40MPaまたはそれ以上(約300〜400気圧またはそれ以上)である極めて高耐圧を示す高圧水銀ランプについて説明する。なお、これらの高圧水銀ランプの詳細は、特願2001−371365号に開示されている。また、特願2001−371365号で開示した高圧放電ランプの封止部に歪みが生じる機構について、特願2002−351524号明細書に開示した。ここでは、これらの特許出願を本願明細書に参考のため援用することとする。 First, before describing an embodiment of the present invention, a high-pressure mercury lamp having an extremely high withstand voltage having a lighting operating pressure of about 30 to 40 MPa or more (about 300 to 400 atm or more) will be described. The details of these high-pressure mercury lamps are disclosed in Japanese Patent Application No. 2001-371365. Japanese Patent Application No. 2002-351524 discloses a mechanism in which distortion occurs in a sealing portion of a high-pressure discharge lamp disclosed in Japanese Patent Application No. 2001-371365. Here, these patent applications are incorporated herein by reference.
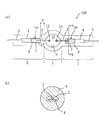
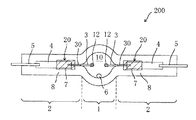
動作圧が約30MPa以上であるにもかかわらず、実用的に耐えることができる高圧水銀ランプの開発は困難を極めたが、例えば、図1に示すような構成にすることによって、極めて高耐圧のランプを完成することに成功した。なお、図1(b)は、図1(a)中のb−b線に沿った断面図である。 It has been extremely difficult to develop a high-pressure mercury lamp that can withstand practical use even though the operating pressure is about 30 MPa or more. For example, by adopting a configuration as shown in FIG. Successfully completed the lamp. FIG. 1B is a cross-sectional view taken along line bb in FIG. 1A.
図1に示した高圧放電ランプ(例えば、高圧水銀ランプまたは超高圧水銀ランプ)100は、特願2001−371365号に開示したものであり、発光管1と、発光管1の気密性を保持する封止部2を一対備えており、封止部2の少なくとも一方は、発光管1から延在した第1のガラス部8と、第1のガラス部8の内側の少なくとも一部に設けられた第2のガラス部7とを有しており、かつ、当該一方の封止部2は、圧縮応力が印加されている部位(20)を有している。
The high-pressure discharge lamp (for example, a high-pressure mercury lamp or an ultra-high-pressure mercury lamp) 100 shown in FIG. 1 is disclosed in Japanese Patent Application No. 2001-371365, and maintains the
封止部2の一部に印加されている圧縮応力は、実質的にゼロ(すなわち、0kgf/cm2)を超えたものであればよい。この圧縮応力の存在により、従来の構造よりも耐圧強度を向上させることができる。この圧縮応力は、約10kgf/cm2以上(約9.8×105N/m2以上)であることが好ましく、そして、約50kgf/cm2以下(約4.9×106N/m2以下)であることが好ましい。10kgf/cm2未満であると、圧縮歪みが弱く、ランプの耐圧強度を十分に上げられない場合が生じ得るからである。そして、50kgf/cm2を超えるような構成にするには、それを実現させるのに、実用的なガラス材料が存在しないからである。ただし、10kgf/cm2未満であっても、実質的に0の値を超えれば、従来の構造よりも耐圧を上げることができ、また、50kgf/cm2を超えるような構成を実現できる実用的な材料が開発されたならば、50kgf/cm2を超える圧縮応力を第2のガラス部7が有していてもよい。
It is sufficient that the compressive stress applied to a part of the sealing
封止部2における第1のガラス部8は、SiO2を99重量%以上含むものであり、例えば、石英ガラスから構成されている。一方、第2のガラス部7は、15重量%以下のAl2O3および4重量%以下のBのうちの少なくとも一方と、SiO2とを含むものであり、例えば、バイコールガラスから構成されている。SiO2にAl2O3やBを添加すると、ガラスの軟化点は下げるため、第2のガラス部7の軟化点は、第1のガラス部8の軟化点温度よりも低い。このように第2のガラス部7の軟化点を下げるために、第2のガラス部7に含有されるAl2O3とBの合計量は1重量%よりも多いことが好ましい。なお、バイコールガラス(Vycor glass;商品名)とは、石英ガラスに添加物を混入させて軟化点を下げて、石英ガラスよりも加工性を向上させたガラスであり、例えば、ホウケイ酸ガラスを熱・化学処理して、石英の特性に近づけることによって作製することができる。バイコールガラスの組成は、例えば、シリカ(SiO2)96.5重量%、アルミナ(Al2O3)0.5重量%、ホウ素(B)3重量%である。本実施形態では、バイコールガラス製のガラス管から、第2のガラス部7は形成されている。なお、バイコール製のガラス管の代わりに、SiO2:62重量%、Al2O3:13.8重量%、CuO:23.7重量%を成分とするガラス管を用いても良い。
The
放電空間内に一端が位置する電極棒3は、封止部2内に設けられた金属箔4に溶接により接続されており、金属箔4の少なくとも一部は、第2のガラス部7内に位置している。図1に示した構成では、電極棒3と金属箔4との接続部を含む箇所を、第2のガラス部7が覆うような構成にしている。図1(b)に示すように、封止部2の横断面(封止部2の長手方向に直交する断面)において、金属箔4の周囲全てが第2のガラス部7により覆われている。このように少なくとも金属箔4の一部は、その幅方向の周囲全てを第2のガラス部7により覆われており、この部分では金属箔4のエッジ部が第2のガラス部7に囲まれている。図1に示した構成における第2のガラス部7の寸法を例示すると、封止部2の長手方向の長さで、約2〜20mm(例えば、3mm、5mm、7mm)であり、第1のガラス部8と金属箔4との間に挟まっている第2のガラス部7の厚さは、約0.01〜2mm(例えば、0.1mm)である。第2のガラス部7の発光管1側の端面から、発光管1の放電空間10までの距離Hは、約0mm〜約6mm(例えば、0mm〜約3mm、または、1mm〜6mm)である。第2のガラス部7を放電空間10内に露出させたくない場合には、距離Hは0mmよりも大きくなり、例えば、1mm以上となる。そして、金属箔4の発光管1側の端面から、発光管1の放電空間10までの距離B(言い換えると、電極棒3だけで封止部2内に埋まっている長さ)は、例えば、約3mmである。
The
次に、封止部2における圧縮歪みについて説明する。図2(a)および(b)は、封止部2の長手方向(電極軸方向)に沿った圧縮歪みの分布を模式的に示しており、図2(a)は、第2のガラス部7が設けられたランプ100の構成の場合、一方、図2(b)は、第2のガラス部7の無いランプ100’の構成(比較例)の場合を示している。
Next, the compression strain in the sealing
図2(a)に示した封止部2のうち、第2のガラス部7に相当する領域(網掛け領域)に圧縮応力(圧縮歪み)が存在し、第1のガラス部8の箇所(斜線領域)における圧縮応力の大きさは、実質的にゼロである。一方、図2(b)に示すように、第2のガラス部7の無い封止部2の場合、局所的に圧縮歪みが存在している箇所はなく、第1のガラス部8の圧縮応力の大きさは、実質的にゼロである。
In the sealing
本願発明者は、実際にランプ100の歪みを定量的に測定し、封止部2のうち第2のガラス部7に圧縮応力が存在することを観測した。この歪みの定量化は、光弾性効果を利用した鋭敏色板法を用いて行った。歪みの定量化のために使用した測定器は、歪検査器(東芝製:SVP−200)であり、この歪検査器を用いると、封止部2の圧縮歪みの大きさを、封止部2に印加されている応力の平均値として求めることができる。
The inventor of the present application actually measured the distortion of the
図13を参照しながら、光弾性効果を利用した鋭敏色板法による歪み測定の原理を簡単に説明する。図13(a)および(b)は、偏光板を透過させてなる直線偏光をガラスに入射させた状態を模式的に示している。ここで、直線偏光の振動方向をuとすると、uは、u1とu2とが合成してできたものとみなすことができる。 With reference to FIG. 13, the principle of strain measurement by the sensitive color plate method utilizing the photoelastic effect will be briefly described. FIGS. 13A and 13B schematically show a state in which linearly polarized light transmitted through a polarizing plate is incident on glass. Here, assuming that the oscillation direction of the linearly polarized light is u, u can be regarded as a result of combining u1 and u2.
図13(a)に示すように、ガラスに歪みがないときは、その中をu1とu2とは同じ速さで通過するので、透過光のu1とu2との間にずれは生じない。一方、図13(b)に示すように、ガラスに歪みがあり、応力Fが働いているときは、その中をu1とu2とは同じ速さで通過しないので、透過光のu1とu2との間にずれが生じる。つまり、u1とu2のうち一方が他方より遅れることになる。この遅れた距離を光路差という。光路差Rは、応力Fと、ガラスの通過距離Lとに比例するため、比例定数をCとすると、
R = C・F・L
で表すことができる。ここで、各記号の単位は、それぞれ、R(nm)、F(kgf/cm2)、L(cm)、C({nm/cm}/{kgf/cm2})である。Cは、ガラス等の材質によるもので、光弾性常数と呼ばれる。上記式からわかるように、Cが知られていれば、LおよびRを測定すると、Fを求めることができる。
As shown in FIG. 13A, when the glass has no distortion, u1 and u2 pass through the glass at the same speed, so that there is no deviation between the transmitted light u1 and u2. On the other hand, as shown in FIG. 13B, when the glass is distorted and the stress F is applied, u1 and u2 do not pass through the glass at the same speed. Shift occurs between them. That is, one of u1 and u2 is later than the other. This delayed distance is called an optical path difference. The optical path difference R is proportional to the stress F and the passing distance L of the glass.
R = C ・ F ・ L
Can be represented by Here, the unit of each symbol is R (nm), F (kgf / cm 2 ), L (cm), and C ({nm / cm} / {kgf / cm 2 }), respectively. C is made of a material such as glass and is called a photoelastic constant. As can be seen from the above equation, if C is known, F can be obtained by measuring L and R.
本願発明者は、封止部2における光の透過距離L、すなわち、封止部2の外径Lを測定し、そして、歪み標準器を用いて、測定時の封止部2の色から光路差Rを読みとった。また、光弾性常数Cは、石英ガラスの光弾性常数3.5を使用した。これらを上記式に代入し、算出された応力値の結果から金属箔4の長手方向の圧縮歪みを定量化した。
The inventor of the present application measures the transmission distance L of light in the sealing
なお、本測定では、封止部2の長手方向(電極軸3が延びる方向)についての応力を観察したが、このことは、他の方向において圧縮応力が存在していないことを意味するものではない。封止部2の径方向(中心軸から外周へ向かう方向、またはその逆方向)、または、封止部2の周方向(例えば、時計周り方向)について圧縮応力が存在しているかどうかを測定するには、発光管1や封止部2を切断する必要があるのであるが、そのような切断を行ったとたん、第2のガラス部7の圧縮応力が緩和されてしまう。したがって、ランプ100に対して切断を行わない状態で測定できるのは、封止部2の長手方向についての圧縮応力であるため、本願発明者は、少なくとも、その方向での圧縮応力を定量化したのである。
In this measurement, the stress in the longitudinal direction of the sealing portion 2 (the direction in which the
本実施形態のランプ100では、第1のガラス部8の内側の少なくとも一部に設けられた第2のガラス部7に圧縮歪み(少なくとも長手方向への圧縮歪み)が存在しているので、高圧放電ランプの耐圧強度を向上させることができる。言い換えると、図1および図2(a)に示した本実施形態のランプ100の方が、図2(b)に示した比較例のランプ100’よりも、耐圧強度を高くすることができる。図1に示した本実施形態のランプ100は、従来の最高レベルの動作圧である20MPa程度を超える、30MPa以上の動作圧で動作させることが可能である。
In the
次に、図14を参照しながら、第2のガラス部7に圧縮歪みが入っていることにより、ランプ100の耐圧強度が上がる理由を説明する。図14(a)は、ランプ100の封止部2の要部拡大図であり、一方、図14(b)は、比較例のランプ100’の封止部2の要部拡大図である。
Next, with reference to FIG. 14, the reason why the compressive strain is applied to the
ランプ100の耐圧強度が上がる機構については、実際のところ明確にわからない部分もあるが、本願発明者は、それについて次のように推論した。
Although there is actually no clear explanation of the mechanism for increasing the pressure resistance of the
まず前提として、封止部2内の金属箔4は、ランプ動作中に加熱・膨張するため、封止部2のガラス部には、金属箔4からの応力が加わる。より具体的に説明すると、ガラスよりも金属の方が熱膨張率が大きいことに加えて、電極棒3に熱的に接続されており、かつ、電流が通過する金属箔4の方が、封止部2のガラス部よりも加熱されやすいため、金属箔4から(特に、面積の小さい箔側面から)ガラス部へと応力が加わり易い。
First, as a premise, since the
ここで、図14(a)に示すように、第2のガラス部7の長手方向に圧縮応力が加わっていると、金属箔4からの応力16の発生を抑制することができると考えられる。言い換えると、第2のガラス部7の圧縮応力15によって、大きな応力16が生じるのを抑制することができると考えられる。その結果、例えば、封止部2のガラス部にクラックが生じたり、封止部2のガラス部と金属箔4との間でのリークの発生が低減して、封止部2の強度が向上することになる。
Here, as shown in FIG. 14A, it is considered that when a compressive stress is applied in the longitudinal direction of the
一方、図14(b)に示すように、第2のガラス部7の無い構造の場合には、金属箔4からの応力17は、図14(a)に示した構成の場合よりも、大きくなると考えらる。すなわち、金属箔4の周囲に、圧縮応力の加わっている領域が存在しないので、金属箔4からの応力17は、図14(a)に示した応力16よりも大きくなると思われる。それゆえ、図14(a)に示した構成の方が、図14(b)に示した構成よりも、耐圧強度を向上させることができると推論される。この考えは、ガラスに引っ張り歪み(引っ張り応力)が入っていると割れやすく、圧縮歪み(圧縮応力)が入っていると割れにくくなるというガラスの一般的な性質と相容れるものと思われる。
On the other hand, as shown in FIG. 14B, in the case of the structure without the
ただし、ガラスに圧縮応力が入っていると割れにくくなるというガラスの一般的な性質から、ランプ100の封止部2が高い耐圧強度を持つということまで推論することはできない。なぜならば、仮に、圧縮歪みが入っている領域のガラスの強度が増したとしても、封止部2全体として見たら、歪みがない場合と比較して、負荷が生じていることになるため、封止部2全体としての強度はかえって低下するという考えも成り立ち得るからである。ランプ100の耐圧強度が向上したという結果は、本願発明者がランプ100を試作し実験して初めてわかったことであり、まさに理論だけからは導き出せなかったものである。必要以上の大きな圧縮応力が第2のガラス部7(またはその外周周辺領域)に存在したままになれば、実際には、ランプ点灯時に封止部2の破損をもたらし、かえって、ランプの寿命を短くしてしまうことになるかもしれない。そのようなことを考えると、第2のガラス部7を有するランプ100の構造は、絶妙なバランスの下で、その高い耐圧強度を示しているものと考えられる。発光管1の部分を切断すると、第2のガラス部7の応力歪みが緩和されることから推測すると、第2のガラス部7の応力歪みによる負荷は、発光管1全体で上手く受け止めているのかもしれない。
However, it cannot be inferred from the fact that the sealing
なお、その高い耐圧強度を示す構造は、第1のガラス部8と第2のガラス部7との圧縮応力の差によって生じた圧縮応力が印加されている部位20によってもたらされているとも考えられる。つまり、第1のガラス部8には、実質的に圧縮応力が加わってなく、圧縮応力が印加されている部位20よりも中心側に位置する第2のガラス部7(または、その外周周辺)だけの領域に上手く圧縮歪みが閉じ込めることができたことにより、優れた耐圧特性を発揮させることに成功しているという推論も成立し得る。鋭敏色板法による歪み測定の原理に起因して、応力値が離散的に示されてしまう結果、図14等においては、圧縮応力が印加されている部位20が明確に示されているのであるが、仮に、現実の応力値を連続的に示せるとしても、圧縮応力が印加されている部位20においては応力値が急峻に変化していると考えられ、その急峻に変化する領域にて、逆に圧縮応力が印加されている部位20を規定することができると思われる。
It is also considered that the structure exhibiting the high pressure resistance is provided by the
ランプ100を作製する場合、まず、放電ランプ用ガラスパイプの一方の側管部から封止部を形成した後、図3(a)に示すように、発光管1となる発光管部1’の内部に、発行物質(水銀)6を導入し、このとき、図中の矢印60で示すように、分解してハロゲンとなるハロゲン前駆体物質であるCH2Br2を導入する。次いで、他方の側管部2’に、電極棒3を含む電極構造体50を挿入する。なお、図3(b)は、図3(a)中のb−b線に沿った断面を示している。最後に、側管部2’を封止すると、第2のガラス部7を有する封止部2を備えたランプが得られる。
When manufacturing the
高圧放電ランプの長寿命化を図るには、ハロゲンサイクルを利用する必要があるので、長寿命のランプを実現するには、分解してハロゲンを生じるハロゲン前駆体(CH2Br2)を導入する工程は重要なものとなる。または、CH2Br2に代えて、HBrを導入してもよい。ハロゲンサイクルを良好に維持するために必要なハロゲンの量については、国際出願番号PCT/JP00/04561号明細書(国際出願日;2000年7月6日、出願人;松下電器産業株式会社)に詳述されている。ここで、国際出願番号PCT/JP00/04561号明細書を、本願明細書に参考のため援用する。なお、臭素自身(Br2)をハロゲン種として用いることも可能であるが、臭素は反応性が強い物質であり、取り扱いのことを考慮すると、分解してハロゲンを生じるハロゲン前駆体(例えば、CH2Br2、HBr)にて、ハロゲンの導入を行うことが好ましい。 To extend the life of a high-pressure discharge lamp, it is necessary to use a halogen cycle. To achieve a long-life lamp, a halogen precursor (CH 2 Br 2 ) that decomposes to generate halogen is introduced. The process becomes important. Alternatively, HBr may be introduced instead of CH 2 Br 2 . Regarding the amount of halogen required to maintain a good halogen cycle, refer to International Application No. PCT / JP00 / 04561 (International filing date: July 6, 2000, applicant: Matsushita Electric Industrial Co., Ltd.). It is detailed. Here, International Application No. PCT / JP00 / 04561 is incorporated herein by reference. Although bromine itself (Br 2 ) can be used as a halogen species, bromine is a highly reactive substance. Considering handling, a halogen precursor (for example, CH 2 Br 2 , HBr).
図3に示した状態において、もし、第2のガラス部7となるガラス管70がなければ、CH2Br2やHBrを導入することに特段の問題は生じない。本願発明者は、ガラス管70を挿入していない場合と同じように、ハロゲン前駆体(例えば、CH2Br2)をハロゲン種として導入していたが、次のような問題が生じることに気づいた。
In the state shown in FIG. 3, if there is no
ガラス管70は、側管部2’を構成する石英ガラスよりも融点の低いガラス(例えば、バイコールガラス)から構成されており、上述したように、このガラスは、石英ガラスに添加物が混入された形態を有している。ハロゲン前駆体(CH2Br2やHBr)は、石英ガラス(側管部2’)とは実質的に反応しないのであるが、ガラス管70を構成するガラス(バイコールガラス)には影響を及ぼし、その組成を変化させてしまう。特に、ハロゲン前駆体の導入が完了した図3(a)に示した状態の後、封止部を形成するために、側管部2’の周囲をバーナー等で熱する際、ガラス管70に付着して存在していたり、発光管部1’内に存在するハロゲン前駆体からなるガスが、ガラス管70に対する腐食性ガスとして働くので、ガラス管70は高温の腐食性ガスの中に曝されてしまう。そうすると、ガラス管70の例えばNa成分が消失することによってガラス管70の組成が変化してしまう。その結果、その組成変化に伴って、ガラスの熱的物性が変化し、例えば歪点が高くなってしまう。ガラス管70を構成するガラスの歪点が高くなって、石英ガラスの歪点に近づき過ぎてしまうと、第2のガラス部7に歪み(圧縮歪み)が入り難くなったり、入らなくなってしまう。あるいは、第1のガラス部8と第2のガラス部7との間にクラックが入ってしまうおそれがある。
The
また、ガラス管70を構成するガラス中の不純物が、ハロゲンまたはハロゲン前駆体に影響を受けて、その不純物が発光管1内に侵入して(染み出して)しまうと、その不純物によってハロゲンサイクルが阻害されてしまうことにもなりかねない。ハロゲンサイクルを良好に動作させないと、長寿命のランプを実現することは困難となる。
Further, when impurities in the glass constituting the
本願発明者は、ガラス管70の変質を防止するために、ハロゲン前駆体として臭化水銀(HgBr2)を用いることを検討したところ、臭化水銀(HgBr2)を用いれば、ガラス管70の変質を抑制することができることがわかり、本発明に至った。臭化水銀(HgBr2)は、気体であるCH2Br2やHBrと異なり、固体であるので、ガラス管70に与える影響を少なくすることができる。
The inventor of the present application examined the use of mercury bromide (HgBr 2 ) as a halogen precursor in order to prevent deterioration of the
以下、図面を参照しながら、本発明による実施の形態を説明する。以下の図面においては、説明の簡潔化のため、実質的に同一の機能を有する構成要素を同一の参照符号で示す。なお、本発明は以下の実施形態に限定されない。 Hereinafter, embodiments of the present invention will be described with reference to the drawings. In the drawings, components having substantially the same function are denoted by the same reference numeral for simplification of description. Note that the present invention is not limited to the following embodiments.
(実施形態1)
本発明の実施形態に係る高圧放電ランプでは、発光管内に臭化水銀(HgBr2)が封入されており、この点、ハロゲン前駆体(例えば、CH2Br2、HBr)またはハロゲン(例えば、Br)が封入されていれば特にその種類は限定されない、又は場合によってはハロゲンが封入されていなくてもよい図1に示した高圧放電ランプと異なる。他の点は、基本的に図1に示した構成と同様であるので、図1を参照しながら、本発明の実施形態1の高圧放電ランプについて説明する。また、説明の容易さのため、本実施形態の高圧放電ランプの符号も「100」とし、図1に示した構成と重複する点は省略または簡略化するものとする。
(Embodiment 1)
In the high-pressure discharge lamp according to the embodiment of the present invention, mercury bromide (HgBr 2 ) is sealed in the arc tube. In this regard, a halogen precursor (for example, CH 2 Br 2 , HBr) or a halogen (for example, Br) is used. ) Is not particularly limited as long as it is sealed, or is different from the high-pressure discharge lamp shown in FIG. 1 in which halogen may not be sealed in some cases. Other points are basically the same as the configuration shown in FIG. 1, and therefore, the high-pressure discharge lamp according to the first embodiment of the present invention will be described with reference to FIG. For the sake of simplicity, the high-pressure discharge lamp according to the present embodiment is also denoted by reference numeral “100”, and points overlapping with the configuration shown in FIG. 1 are omitted or simplified.
本実施形態のランプ100は、封止部2を2つ備えたダブルエンド型のランプである。図1に示すように、発光管1はチップレスとなっている。したがって、発光物質およびハロゲンは、発光管1に開口部を設けて導入するのではなく、側管部から導入する必要がある。また、第2のガラス部7は、電極棒3と金属箔4との溶接部を少なくとも覆うように配置すると、例えば35MPaのような超高耐圧の条件下でも破損確率を低下することができるので好ましい。電極棒3と金属箔4との溶接部を覆う構成例としては、封止部2内に埋め込まれている部分の金属箔4の全部と、電極棒3の一部を覆うように配置する構成もある。
The
発光管1内には、分解してハロゲンを生じるハロゲン前駆体として、臭化水銀(HgBr2)が封入されている。HgBr2から分解して生じるハロゲン(すなわち、Br)は、ランプ動作中に電極棒3から蒸発したW(タングステン)を再び電極棒3に戻すハロゲンサイクルの役割を担っている。HgBr2の封入量は、例えば、0.002〜0.2mg/cc程度であり、これは、ランプ動作時のハロゲン原子密度に換算すると、例えば、0.01〜1μmol/cc程度に相当する。
Mercury bromide (HgBr 2 ) is sealed in the
ハロゲン前駆体として、HgBr2を用いた場合の第1の利点は、第2のガラス部7の変質を防止して、第2のガラス部7に適切に圧縮歪みを生じさせることができることである。その結果、高耐圧の高圧放電ランプをより確実に実現することができる。
A first advantage of using HgBr 2 as the halogen precursor is that the
HgBr2を用いた場合の第2の利点は、HgBr2が分解した後に生じるものが、BrとHgである点である。つまり、ハロゲン以外の成分が既に封入されている元素と同じ水銀という点である。この点、水素(H)が生じ得るCH2Br2やHBrと異なる。水素は、再びハロゲンと結びつく可能性があるので、遊離ハロゲンの量が遊離水素の量に依存して、定まらないおそれがある。上述の国際出願番号PCT/JP00/04561号明細書で開示されているように、発光管1内にハロゲンサイクルに寄与するハロゲンを常に確保して、ハロゲンサイクルを確実に実行させることにより、発光管1に生じる黒化を積極的に防止することができる。しかしながら、分解して生じる水素(遊離水素)が生じる場合を想定すると、その遊離水素と結びついたハロゲンは、必ずしも、ハロゲンサイクルに寄与するハロゲンであるとは言えないので、ハロゲンサイクルに確実に寄与できる遊離ハロゲンの量が定まらず、積極的に黒化を防止できない可能性が出てくる。
すると、そのような可能性を排除できるHgBr2の方がハロゲン導入量を算定しやすく、利点が大きいことがわかる。なお、HgBr2は固体であるため、HgBr2に不純物が付着している可能性もあるが、その場合にはその不純物も考慮して導入量を規定したり、不純物を排除する工夫を加えるようにすればよい。
A second advantage of using HgBr 2 is that what occurs after HgBr 2 is decomposed is Br and Hg. In other words, mercury is the same as the element in which components other than halogen are already enclosed. In this point, it is different from CH 2 Br 2 or HBr in which hydrogen (H) can be generated. Since hydrogen can be re-coupled with halogen, the amount of free halogen may not be determined depending on the amount of free hydrogen. As disclosed in the above-mentioned International Application No. PCT / JP00 / 04561, a halogen contributing to a halogen cycle is always ensured in the
Then, it can be seen that HgBr 2 , which can eliminate such a possibility, is easier to calculate the halogen introduction amount and has a greater advantage. Since HgBr 2 is a solid, there is a possibility that impurities may be attached to HgBr 2. In such a case, it is necessary to determine the amount of HgBr 2 to be introduced in consideration of the impurities or to take measures to eliminate the impurities. What should I do?
なお、本実施形態において、発光管1内に封入されるHgBr2から生じるハロゲンのモル数は、ハロゲンと結合する性質を有する金属元素(ただし、タングステン元素および水銀元素を除く)であって発光管1内に存在する金属元素の合計モル数と、ランプ動作中において電極3から蒸発して発光管1内に存在するタングステンのモル数との和よりも多いようにすることが好ましい。このようにすれば、発光管1内にハロゲンサイクルに寄与するハロゲンを常に確保して、ハロゲンサイクルを確実に実行させることができるからである。ハロゲンと結合する性質を有する金属元素の代表例は、タングステン元素および水銀元素を除くと、アルカリ金属元素(Na、K、Liなど)である。
In the present embodiment, the number of moles of halogen generated from HgBr 2 sealed in the
本実施形態のランプ100の耐圧強度(動作圧力)は、20MPa以上(例えば、30〜50MPa程度、またはそれ以上)にすることができる。また、管壁負荷は、例えば、60W/cm2程度以上であり、特に上限は設定されない。例示的に示すと、管壁負荷は、例えば、60W/cm2程度以上から、300W/cm2程度の範囲(好ましくは、80〜200W/cm2程度)のランプを実現することができる。冷却手段を設ければ、300W/cm2程度以上の管壁負荷を達成することも可能である。なお、定格電力は、例えば、150W(その場合の管壁負荷は、約130W/cm2に相当)である。
The pressure resistance (operating pressure) of the
本実施形態の構成をさらに詳述すると、次の通りである。 The configuration of the present embodiment is described below in further detail.
ランプ100の発光管1は、略球形をしており、第1のガラス部8と同様に、石英ガラスから構成されている。なお、長寿命等の優れた特性を発揮する高圧水銀ランプ(特に、超高圧水銀ランプ)を実現する上では、発光管1を構成する石英ガラスとして、アルカリ金属不純物レベルの低い(例えば、Na、K、Liのそれぞれの量が1ppm以下)高純度の石英ガラスを用いることが好ましい。なお、勿論、通常のアルカリ金属不純物レベルの石英ガラスを用いることも可能である。発光管1の外径は例えば5mm〜20mm程度であり、発光管1のガラス厚は例えば1mm〜5mm程度である。発光管1内の放電空間(10)の容積は、例えば0.01〜1cc程度(0.01〜1cm3)である。本実施形態では、外径9mm程度、内径4mm程度、放電空間の容量0.06cc程度の発光管1が用いられる。
The
発光管1内には、一対の電極棒(電極)3が互いに対向して配置されている。電極棒3の先端は、0.2〜5mm程度(例えば、0.6〜1.0mm)の間隔(アーク長)で、発光管1内に配置されており、電極棒3のそれぞれは、タングステン(W)から構成されている。タングステン製の電極棒3も、アルカリ金属不純物レベルの低い(例えば、Na、K、Liのそれぞれの量が1ppm以下)ものを使用することが好ましいが、通常のアルカリ金属不純物レベルの電極棒3を用いることも可能である。電極棒3の先端には、ランプ動作時における電極先端温度を低下させることを目的として、コイル12が巻かれている。本実施形態では、コイル12として、タングステン製のコイルを用いているが、トリウム−タングステン製のコイルを用いてもよい。また、電極棒3も、タングステン棒だけでなく、トリウム−タングステンから構成された棒を使用してもよい。
In the
発光管1内には、発光物質として、水銀6が封入されている。超高圧水銀ランプとしてランプ100を動作させる場合、発光管1の内容積を基準にして、例えば、200mg/cc程度またはそれ以上(220mg/cc以上または230mg/cc以上、あるいは250mg/cc以上)、好ましくは、300mg/cc程度またはそれ以上(例えば、300mg/cc〜500mg/cc)の水銀6と、5〜30kPaの希ガス(例えば、アルゴン)と、ハロゲン前駆体としてHgBr2とが発光管1内に封入されている。
上述したように、封止部2の断面形状は、略円形であり、そのほぼ中央部に金属箔4が設けられている。金属箔4は、例えば、矩形のモリブデン箔(Mo箔)であり、金属箔4の幅(短辺側の長さ)は、例えば、1.0mm〜2.5mm程度(好ましくは、1.0mm〜1.5mm程度)である。金属箔4の厚さは、例えば、15μm〜30μm程度(好ましくは、15μm〜20μm程度)である。厚さと幅との比は、だいたい1:100程度になっている。また、金属箔4の長さ(長辺側の長さ)は、例えば、5mm〜50mm程度である。
As described above, the cross-sectional shape of the sealing
電極棒3が位置する側と反対側には、外部リード5が溶接により設けられている。金属箔4のうち、電極棒3が接続された側と反対側には、外部リード5が接続されており、外部リード5の一端は、封止部2の外まで延びている。外部リード5を点灯回路(不図示)に電気的に接続することにより、点灯回路と、一対の電極棒3とが電気的に接続されることになる。封止部2は、封止部のガラス部(7、8)と金属箔4とを圧着させて、発光管1内の放電空間10の気密を保持する役割を果たしている。封止部2によるシール機構を以下に簡単に説明する。
On the side opposite to the side where the
封止部2のガラス部を構成する材料と、金属箔4を構成するモリブデンとは互いに熱膨張係数が異なるので、熱膨張係数の観点からみると、両者は、一体化された状態にはならない。ただし、本構成(箔封止)の場合、封止部のガラス部からの圧力により、金属箔4が塑性変形を起こして、両者の間に生じる隙間を埋めることができる。それによって、封止部2のガラス部と金属箔4とを互いに圧着させた状態にすることができ、封止部2で発光管1内のシールを行うことができる。すなわち、封止部2のガラス部と金属箔4との圧着による箔封止によって、封止部2のシールは行われている。本実施形態では、圧縮歪みのある第2のガラス部7が設けられているので、このシール構造の信頼性が向上されている。
Since the material forming the glass part of the sealing
本実施形態のランプ100では、第1のガラス部8の内側の少なくとも一部に設けられた第2のガラス部7に圧縮歪み(少なくとも長手方向への圧縮歪み)が存在しているので、高圧放電ランプの耐圧強度を向上させることができる。そして、ハロゲン前駆体としてHgBr2を発光管1内に導入しているので、第2のガラス部7の組成変形を抑制して、その耐圧強度の向上をより確実にすることができる。
In the
なお、図1に示した構成では、一対の封止部2のいずれにも、第2のガラス部7を設けたが、これに限らず、一方の封止部2だけに、第2のガラス部7を設けても、図2(b)に示した比較例のランプ100’よりも耐圧強度を向上させることができる。ただし、両方の封止部2に第2のガラス部7を設けた構成で、かつ、両方の封止部2が圧縮応力が印加されている部位を有する構成にした方が好ましい。これは、一方の封止部よりも、両方の封止部2が圧縮応力が印加されている部位を有している方がより高い耐圧を達成することができるからであり、単純に考えて、圧縮応力が印加されている部位を有する封止部を一つ備えているときよりも、2つ備えているときの方が、封止部でリークが生じる確率(すなわち、あるレベルの高耐圧を保持できない確率)を1/2にすることが可能となるからである。
In the configuration shown in FIG. 1, the
また、本実施形態では、水銀6の封入量の多い高圧水銀ランプ(例えば、水銀封入量150mg/cm3以上の超高圧水銀ランプ)について説明したが、水銀蒸気圧がそれほど高くない1MPa程度の高圧水銀ランプにも好適に適用することができる。なぜならば、動作圧力が極めて高くても安定して動作できるということは、ランプの信頼性が高いことを意味するからである。すなわち、本実施形態の構成を、動作圧力のそれほど高くないランプ(ランプの動作圧力が30MPa程度未満、例えば、20MPa程度〜1MPa程度)に適用した場合、当該動作圧力で動作するランプの信頼性を向上させ得ることになるからである。本実施形態の構成は、封止部2に、新たな部材として第2のガラス部7の部材を導入するだけでよいので、少ない改良で耐圧向上の効果を得ることができる。したがって、非常に工業的な用途に適しているものである。また、第2のガラス部7の組成変形を防止する手法として、その組成変形の機構を考慮した上でハロゲン前駆体としてHgBr2を用いたことも、少ない改良で耐圧向上の効果を確実に維持することができるので、工業的な用途に適しているものである。
Further, in the present embodiment, a high-pressure mercury lamp in which a large amount of
次に、図4および図5を参照するとともに、図3を流用しながら、本実施形態に係るランプ100の製造方法を説明する。
Next, a method of manufacturing the
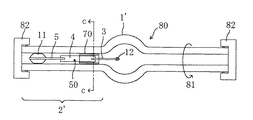
まず、ランプ100の発光管(1)となる発光管部1’と、発光管部1’から延在した側管部2’とを有する放電ランプ用ガラスパイプ80を用意する。本実施形態のガラスパイプ80は、外径6mm、内径2mmの筒状石英ガラスの所定位置を加熱し膨張させて、略球形の発光管部1’を形成したものである。また、別途、第2のガラス部7となるガラス管70を用意する。本実施形態のガラス管70は、外径1.9mm、内径1.7mm、長さ(長手方向長さ)7mmのバイコール製ガラス管である。ガラス管70の外径は、ガラスパイプ80の側管部2’に挿入できるように、側管部2’の内径よりも小さくしてある。
First, a discharge
次に、図4に示すように、ガラスパイプ80の側管部2’にガラス管70を固定した後、別途作製した電極構造体50を、ガラス管70が固定された側管部2’に挿入し、次いで、電極構造体50挿入後のガラスパイプ80の両端を、気密性を保ちながら、回転可能なチャック82に取り付ける。チャック82は、真空系(不図示)に接続されており、ガラスパイプ80内を減圧することができる。ガラスパイプ80内を真空排気した後、200torr程度(約20kPa)の希ガス(Ar)を導入する。その後、電極棒3を回転中心軸として、矢印81の方向に、ガラスパイプ80を回転させる。
Next, as shown in FIG. 4, after fixing the
なお、電極構造体50は、電極棒3と、電極棒3に接続された金属箔4と、金属箔4に接続された外部リード5とから構成されている。電極棒3は、タングステン製電極棒であり、その先端にはタングステン製コイル12が巻きつけられている。外部リード5の一端には、側管部2’の内面に電極構造体50を固定するための支持部材(金属製の留め金)11が設けられている。図4に示した支持部材11は、モリブデンからなるモリブデンテープ(Moテープ)であるが、これに代えて、モリブデン製のリング状のバネを用いてもよい。
Note that the
次に、側管部2’およびガラス管70を加熱・収縮させて、電極構造体50を封止することにより、図5に示すように、側管部2’であった第1のガラス部8の内側に、ガラス管70であった第2のガラス部7が設けられた封止部2を形成する。この封止部2の形成は、発光管部1’と側管部2’との間の境目部分から、外部リード5の中間付近まで、順々に、側管部2’およびガラス管70を加熱して、シュリンクさせていくことにより行う。この封止部形成工程により、側管部2’およびガラス管70から、少なくとも長手方向(電極棒3の軸方向)に圧縮応力が印加された状態の部位を含む封止部2が得られる。なお、外部リード5の方から、発光管部1’の方へ、加熱・収縮を行ってもよい。
Next, by heating and shrinking the side tube portion 2 'and the
この後、開放している側管部2’側の端部から、所定量の水銀6(例えば、200mg/cc程度、または、300mg/cc程度、あるいはそれ以上)を導入する。そして、このとき、固体のHgBr2も導入する。水銀6とHgBr2との導入の順番は特に問わない。両者を同時でもよいし、いずれかを先に導入してもよい。
Thereafter, a predetermined amount of mercury 6 (for example, about 200 mg / cc, about 300 mg / cc, or more) is introduced from the open end of the
水銀6およびHgBr2の導入後、他方の側管部2’についても上記と同様の工程を実行する。図3に示すように、まだ封止されていない側管部2’に電極構造体50を挿入した後、ガラスパイプ80内を真空引きして(好ましくは、10-4Pa程度まで減圧して)、希ガスを封入し、次いで、加熱封止する。この時の加熱封止の際は、水銀が蒸発するのを防ぐため、発光管部1’を冷却しながら行うことが好ましい。このようにして、両方の側管部2’を封止すると、第2のガラス部7を封止部2内に有するランプが完成する。なお、水銀6を先に導入した後、電極構造体50を挿入し、その後に、HgBr2を導入することも可能である。
After the introduction of
次に、図15(a)および(b)を参照しながら、封止部形成工程により、第2のガラス部7(または、その外周周辺部)に圧縮応力が加わる機構を説明する。なお、この機構は、本願発明者が推考したものであり、必ずこの通りになっているとは言い切れない。しかし、例えば図3(a)に示したとおり、第2のガラス部7(またはその外周周辺部分)に圧縮応力(圧縮歪み)が存在するのは事実であるし、そして、その圧縮応力が加わった部位を含む封止部2によって耐圧が向上することも事実である。
Next, a mechanism in which a compressive stress is applied to the second glass portion 7 (or a peripheral portion thereof) in the sealing portion forming step will be described with reference to FIGS. This mechanism is assumed by the inventor of the present application, and it cannot be said that the mechanism is exactly the same. However, for example, as shown in FIG. 3A, it is a fact that a compressive stress (compressive strain) exists in the second glass portion 7 (or a peripheral portion thereof), and the compressive stress is applied. It is also true that the withstand voltage is improved by the sealing
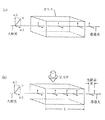
図15(a)は、側管部2’状態の第1のガラス部8内に、ガラス管70状態の第2のガラス部7aを挿入した時点の断面構成を模式的に示し、一方、図15(b)は、図15(a)の構成において第2のガラス部7aが軟化して溶融状態7bになった時点の断面構成を模式的に示している。本実施形態において、第1のガラス部8は、SiO2を99wt%以上含む石英ガラスから構成され、そして、第2のガラス部7aは、バイコールガラスから構成されている。
FIG. 15A schematically shows a cross-sectional configuration when the
まず前提として、圧縮応力(圧縮歪み)が存在するということは、互いに接触する材料同士の熱膨張係数に差があることが多い。すなわち、封止部2内に設けられた状態の第2のガラス部7に圧縮応力が加わっている理由としては、両者の熱膨張係数に差があると考えるのが一般的である。しかし、この場合、実際には、両者の熱膨張係数に大きな差はなく、ほぼ等しいと言える。より具体的に説明すると、金属であるタングステンおよびモリブデンの熱膨張係数が、それぞれ、約46×10-7 /℃および約37〜53×10-7 /℃であるところ、第1のガラス部8を構成する石英ガラスの熱膨張係数は、約5.5×10-7 /℃であり、そして、バイコールガラスの熱膨張係数は、石英ガラスの熱膨張係数と同レベルとみなせる約7×10-7 /℃である。僅かこれくらいの熱膨張係数の差で、両者の間に、約10kgf/cm2以上の圧縮応力が発生するとは思えない。両者の性質の違いは、熱膨張係数よりも、むしろ軟化点または歪点にあり、この点に着目すると、次のような機構により、圧縮応力が加わることが説明できると思われる。なお、石英ガラスの軟化点および歪点は、それぞれ、1650℃および1070℃(徐冷点は、1150℃)であり、一方、バイコールガラスの軟化点および歪点は、それぞれ、1530℃および890℃(徐冷点は、1020℃)である。
First, as a premise, the presence of compressive stress (compressive strain) often causes a difference in the thermal expansion coefficient between materials that come into contact with each other. That is, the reason why the compressive stress is applied to the
図15(a)に示した状態から、第1のガラス部8(側管部2’)を外側から加熱してシュリンクさせると、最初、両者の間にあった隙間7cが埋まり、両者は接する。シュリンク後においては、図15(b)に示すように、軟化点が高く、外気に触れる面積の多い第1のガラス部8の方が先に軟化状態から解放された時点(つまり、固まった時点)でも、それよりも内側に位置し、かつ、軟化点の低い第2のガラス部7bは、依然として、軟化したまま(溶融状態のまま)の時点が存在する。このときの第2のガラス部7bは、第1のガラス部8と比較して、流動性を持っており、仮に通常時(軟化状態でない時点)の両者の熱膨張係数がほぼ同じであったとしても、この時点の両者の性質(例えば、弾性率、粘度、密度など)は大きく異なっていると考えられる。そして、さらに時間が経過し、流動性を持っていた第2のガラス部7bが冷えて、第2のガラス部7bの温度が軟化点も下回ると、第2のガラス部7も、第1のガラス部8と同様に固まることになる。ここで、第1のガラス部8と第2のガラス部7との軟化点が同じであれば、外側から徐々に冷えて圧縮歪みが残らないように、両方のガラス部が固まるのであろうが、本実施形態の構成の場合、外側のガラス部(8)が早めに固まって、しばらくしてから、内側のガラス部(7)が固まるため、当該内側の第2のガラス部7に圧縮歪みが残ることになると思われる。このようなことを考えると、第2のガラス部7は、一種のピンチングが間接的に行われた状態になったと言えるかもしれない。
When the first glass part 8 (side tube part 2 ') is heated from the outside and shrunk from the state shown in FIG. 15A, the
なお、このような圧縮歪みが残っていると、通常、両者の熱膨張率の差によって、ある温度で両者(7、8)の密着状態が終わってしまうことになるのであろうが、本実施形態の構成の場合、両者の熱膨張率がほぼ等しいので、圧縮歪みが存在していても、両者(7、8)の密着状態が保持できると推測される。 If such a compressive strain remains, the close contact between the two (7, 8) will usually end at a certain temperature due to the difference in the coefficient of thermal expansion between them. In the case of the configuration of the embodiment, since the thermal expansion coefficients of the two are almost equal, it is presumed that the close contact state of the two (7, 8) can be maintained even if compressive strain exists.
さらに、第2のガラス部7に約10kgf/cm2以上の圧縮応力を与えるためには、上述した作製方法で完成させたランプ(ランプ完成体)に対して、第2のガラス部の歪点温度よりも高い温度で加熱することが必要なことがわかった。そして、1030℃で2時間以上、加熱することが好ましいこともわかった。具体的には、完成したランプ100を1030℃の炉に入れて、アニール(例えば、真空ベークまたは減圧ベーク)すればよい。なお、1030℃の温度は例示であり、第2のガラス部(バイコールガラス)7の歪点温度よりも高い温度であればよい。すなわち、バイコールの歪点温度890℃よりも大きければよい。好適な範囲は、バイコールの歪点温度890℃より大きく、第1のガラス部(石英ガラス)の歪点温度(SiO2の歪点温度1070℃)よりも低い温度であるが、1080℃や1200℃程度の温度で本願発明者が実験した場合において効果がある場合もあった。
Further, in order to apply a compressive stress of about 10 kgf / cm 2 or more to the
なお、比較参考のために、アニールを行っていない高圧放電ランプについて、鋭敏色板法による測定を行ったところ、高圧放電ランプの封止部に第2のガラス部7を設けた構成であるにもかかわらず、封止部に約10kgf/cm2以上の圧縮応力は観測されなかった。
For comparison, the high-pressure discharge lamp that was not annealed was measured by the sensitive color plate method, and it was found that the
アニール(または真空ベーク)の時間については、2時間以上であれば、経済的な観点からみた上限を除けば、特に上限はない。2時間以上の範囲で、好適な時間を適宜設定すればよい。また、2時間未満でも、効果がみられる場合には、2時間未満での熱処理(アニール)を行ってもよい。このアニール工程により、ランプの高純度化、言い換えると、不純物の低減が達成されているかもしれない。なぜならば、ランプ完成体をアニールすることにより、ランプに悪影響を及ぼすと考えられる水分(例えば、バイコール中の水分)をランプから飛ばすことができると思われるからである。アニールを100時間以上すれば、ほぼ完全にバイコール中の水分をランプ内から除去することが可能である。 There is no particular upper limit for the annealing (or vacuum baking) time as long as it is 2 hours or more, except for the upper limit from an economic viewpoint. A suitable time may be appropriately set within a range of 2 hours or more. If the effect is observed even in less than 2 hours, heat treatment (annealing) may be performed in less than 2 hours. This annealing step may have achieved higher purity of the lamp, in other words, reduction of impurities. This is because annealing of the completed lamp can release moisture (e.g., moisture in Vycor) that is considered to adversely affect the lamp from the lamp. If the annealing is performed for 100 hours or more, it is possible to almost completely remove the moisture in Vycor from the inside of the lamp.
上述の説明では、第2のガラス部7をバイコールガラスから構成した例で説明したが、SiO2:62重量%、Al2O3:13.8重量%、CuO:23.7重量%を成分とするガラス(商品名;SCY2、SEMCOM社製。歪点;520℃)から第2のガラス部7を構成した場合でも、少なくとも長手方向に圧縮応力が印加された状態になることもわかった。
In the above description, the example in which the
次に、本願発明者が推論した、ランプ完成体に対して所定の温度で所定時間以上のアニールを施すと、ランプの第2のガラス部7に圧縮応力が加わる機構について図16を参照しながら説明する。
Next, with reference to FIG. 16, a mechanism inferred by the inventor of the present application to apply a compressive stress to the
まず、図16(a)に示すように、ランプ完成体を用意する。なお、ランプ完成体の作製方法は上述した通りである。 First, as shown in FIG. 16A, a completed lamp is prepared. The method for producing the completed lamp is as described above.
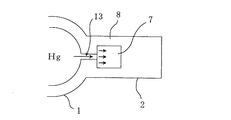
次に、そのランプ完成体を加熱すると、図16(b)に示すように、水銀(Hg)6が蒸発を始め、その結果、発光管1内および第2のガラス部7にも圧力が加わる。図中の矢印は、水銀6の蒸気による圧力(例えば、100気圧以上)を表している。発光管1内だけでなく、第2のガラス部7にも水銀6の蒸気圧が加わる理由は、目には見えない程度の隙間13が電極棒3の封止部分にあるからである。
Next, when the completed lamp is heated, the mercury (Hg) 6 starts to evaporate as shown in FIG. 16B, and as a result, pressure is also applied to the inside of the
さらに加熱の温度を上げて、第2のガラス部7の歪点を越える温度(例えば、1030℃)で加熱を続けると、第2のガラス部7が軟らかい状態で、水銀の蒸気圧が第2のガラス部7に加わるため、第2のガラス部7において圧縮応力が発生する。圧縮応力が発生する時間は、例えば歪点で加熱したときに約4時間、徐冷点で加熱したときに約15分であると推測される。この時間は、歪点および徐冷点の定義から導き出したものである。すなわち、歪点とは、この温度で4時間保つと内部歪が実質的に除去できる温度を意味し、徐冷点とは、この温度で15分保つと内部応力が実質的に除去できる温度を意味するところから、上記時間は推測されている。
If the heating temperature is further increased and the heating is continued at a temperature exceeding the strain point of the second glass part 7 (for example, 1030 ° C.), the vapor pressure of the mercury becomes the second pressure while the
次に、加熱をやめて、ランプ完成体を冷却させる。加熱をやめた後も、図16(c)に示すように、水銀は蒸発したままであるので、水銀蒸気による圧力を受け続けながら第2のガラス部7は歪点より温度が低くなり、その結果、図19に示すように、第2のガラス部7に圧縮応力が、金属箔4の長手方向だけではなく径方向などにも残留することになる(但し、歪検査器では長手方向の圧縮応力しか確認できない)。
Next, the heating is stopped and the completed lamp is cooled. Even after the heating is stopped, as shown in FIG. 16 (c), since the mercury remains evaporated, the temperature of the
最後に、室温程度まで冷却が進むと、図16(d)に示すように、第2のガラス部7に圧縮応力が約10kgf/cm2以上存在するランプ100が得られる。図16(b)および(c)に示したように、水銀の蒸気圧は、両方の第2のガラス部7に圧力を加えるため、この手法によれば、両方の封止部2に約10kgf/cm2以上の圧縮応力を確実に加えることができる。
Finally, when the cooling proceeds to about room temperature, a
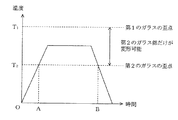
この加熱プロファイルを模式的に図17に示す。まず、加熱を始めると(時間O)、その後、第2のガラス部7の歪点(T2)の温度に達する(時間A)。次に、第2のガラス部7の歪点(T2)と第1のガラス部8の歪点(T1)との間の温度で、ランプを所定時間保持する。この温度領域は、基本的に、第2のガラス部7だけが変形可能な範囲とみなすことができる。この保持の間に、図18の概略図に示すように、水銀蒸気圧(例えば、100気圧以上)によって第2のガラス部7に圧縮応力が入る。
This heating profile is schematically shown in FIG. First, when heating is started (time O), the temperature reaches the strain point (T 2 ) of the second glass part 7 (time A). Next, at a temperature between the strain point of the second glass portion 7 (T 2) and the strain point of the first glass portion 8 (T 1), holding the lamp a predetermined time. This temperature range can be basically regarded as a range in which only the
なお、水銀蒸気圧によって第2のガラス部7へ圧力を加えることが、アニール処理を最も効果的に利用する手法と思えるが、図17におけるT2以上T1以下の温度範囲でランプを保持している時であれば、第2のガラス部7へ何らかの力を加えることができれば、水銀蒸気圧だけでなく、その力によって(例えば外部リード5を押すことによって)、第2のガラス部7に圧縮応力を加えることも可能であると推測する。
Incidentally, by mercury vapor pressure to the
次に、加熱をやめると、ランプが冷却していき、時間B以降、第2のガラス部7の温度は歪点(T2)を下回る。歪点(T2)を下回ると、第2のガラス部7の圧縮応力は残留することになる。本実施形態では、1030℃で150時間保持した後、冷却(自然冷却)することによって、第2のガラス部7の圧縮応力を印加して残留させる。
Next, when the heating is stopped, the lamp cools down, and after time B, the temperature of the
上記のようなメカニズムで、水銀蒸気圧によって圧縮応力が発生するので、圧縮応力の大きさは、水銀蒸気圧(言い換えると、封入水銀量)に依存することになる。 Since the compressive stress is generated by the mercury vapor pressure by the mechanism described above, the magnitude of the compressive stress depends on the mercury vapor pressure (in other words, the amount of enclosed mercury).
一般的に、水銀量が多くなるほどランプは破裂しやすくなるところ、本実施形態の封止構造を用いると、水銀量を多くするほど圧縮応力が大きくなり、耐圧が向上する。つまり、本実施形態の構成によれば、水銀量を多くするほど高い耐圧構造を実現することができるため、現在の技術では実現できなかったような、極めて高耐圧での安定点灯を可能にする。 Generally, as the amount of mercury increases, the lamp is more likely to burst. However, when the sealing structure of the present embodiment is used, the compressive stress increases as the amount of mercury increases, and the pressure resistance improves. In other words, according to the configuration of the present embodiment, a higher breakdown voltage structure can be realized as the amount of mercury is increased, so that stable lighting with an extremely high breakdown voltage, which cannot be realized with the current technology, is enabled. .
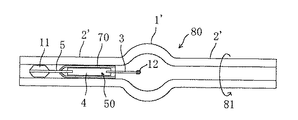
なお、図4に示した状態において、図6に示したような長いガラス管(ロングバイコール管)70を用いることも可能である。図6に示したガラス管70は、一端(すなわち、発光管部1’と反対側の端部)の径が小さくされており、これによりガラス管70は固定されている。固定方法としては、径が小さくなった箇所で外部リード5を押さえるようにしてもよいし、パイプ80を実質的に鉛直にした上で、ガラス管70の径が小さくなった箇所を金属箔(モリブデン箔)4の角に引っかけるようにしてもよい。
In the state shown in FIG. 4, it is also possible to use a long glass tube (long-by-cold tube) 70 as shown in FIG. The diameter of the
本実施形態の高圧放電ランプの製造方法によれば、発光管部1’内に、ハロゲン前駆体として臭化水銀(HgBr2)を導入するので、第2のガラス部7の変質を抑制することができる。その結果、第2のガラス部7に圧縮歪みを効果的に入れることができ、高耐圧の高圧放電ランプをより確実に実現することができる。また、第2のガラス部7と第1のガラス部8との間にクラックが生じることを防止することができる。
According to the method for manufacturing a high-pressure discharge lamp of the present embodiment, mercury bromide (HgBr 2 ) is introduced as a halogen precursor into the
(実施形態2)
図7を参照しながら、本発明の実施形態2に係る高圧放電ランプについて説明する。図7は、本実施形態の高圧放電ランプ200の構成を模式的に示している。ランプ200の発光管1内に、ハロゲン前駆体として臭化水銀(HgBr2)が封入されている点は、上記実施形態1の高圧放電ランプ100と同様である。なお、臭化水銀(HgBr2)は、本実施形態および上記実施形態1において、図中では省略している。
(Embodiment 2)
A high-pressure discharge lamp according to
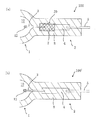
上記実施形態1のランプ100の耐圧強度を更に向上させるには、図7に示したランプ200のように、封止部2内に埋め込まれた部分における電極棒3の少なくとも一部の表面に、金属膜(例えば、Pt膜)30を形成することが好ましい。金属膜30は、Pt、Ir、Rh、Ru、Reからなる群から選択される少なくとも1種の金属から構成されていればよい。金属膜30は、例えば、Pt層からなる単層でもよいし、密着性の観点から、下層がAu層で、上層が例えばPt層のようにしてもよい。
In order to further improve the pressure resistance of the
ランプ200では、封止部2に埋め込まれている部分の電極棒3の表面に金属膜30が形成されているため、電極棒3の周囲に位置するガラスに、微小なクラックが発生することを防止することができる。すなわち、ランプ200では、ランプ100で得られる効果に加えて、クラック発生防止という効果も得られ、それにより、さらに耐圧強度を向上させることができる。以下、クラック発生防止効果について説明を続ける。
In the
封止部2内に位置する電極棒3に金属膜30の無いランプの場合、ランプ製造工程における封止部形成の際に、封止部2のガラスと電極棒3とが一度密着した後、冷却時において、両者の熱膨張係数の差違により、両者は離されることになる。この時に、電極棒3の周囲の石英ガラスにクラックが生じる。このクラックの存在により、クラックの無い理想的なランプよりも、耐圧強度が低下することになる。
In the case of a lamp having no
図7に示したランプ200の場合、表面にPt層を有する金属膜30が電極棒3の表面に形成されているので、封止部2の石英ガラスと、電極棒3の表面(Pt層)との間の濡れ性が悪くなっている。つまり、タングステンと石英ガラスとの組み合わせの場合よりも、白金と石英ガラスとの組み合わせの場合の方が、金属と石英ガラスとの濡れ性が悪くなるため、両者は引っ付かずに、離れやすくなるのである。その結果、電極棒3と石英ガラスとの濡れ性の悪さにより、加熱後の冷却時における両者の離れがよくなり、微細なクラックの発生を防止することが可能となる。このような濡れ性の悪さを利用してクラックの発生を防止するという技術的思想に基づいて作製されたランプ200は、ランプ100よりも更に高い耐圧強度を示す。
In the case of the
なお、図7に示したランプ200の構成に代えて、図8に示すランプ300の構成にしても良い。ランプ300は、図1に示したランプ100の構成において、表面を金属膜30で被覆したコイル40を、封止部2に埋め込まれている部分の電極棒3の表面に巻き付けたものである。言い換えると、ランプ300は、Pt、Ir、Rh、Ru、Reからなる群から選択される少なくとも1種の金属を少なくとも表面に有するコイル40が電極棒3の根本に巻き付けられた構成を有している。なお、図8に示した構成では、コイル40は、発光管1の放電空間10内に位置する電極棒3の部分にまで巻かれている。図8に示したランプ300の構成でも、コイル40表面の金属膜30によって、電極棒3と石英ガラスとの濡れ性を悪くすることができ、その結果、微細なクラックの発生を防止することができる。
Note that the configuration of the
コイル40の表面の金属は、例えば、メッキにより形成すればよい。図7に示した構成と同じように、ここでも、金属膜30は、例えば、Pt層からなる単層でもよいし、密着性の観点から、下層がAu層で、上層が例えばPt層のようにしてもよい。なお、密着性の観点からは、コイル40上に、まず下層となるAu層を形成し、次いで、上層となる例えばPt層を形成することが好ましいが、Pt(上層)/Au(下層)メッキの2層構造にせずに、Ptメッキだけを施したコイル40でも、実用上の十分な密着性を確保することができる。
The metal on the surface of the
Pt、Ir、Rh、Ru、Reからなる群から選択される少なくとも一種の金属(「Pt等」とも称する。)を、電極棒3の表面またはコイル40の表面に設けた構成の場合において、本発明の実施形態の構成のように、金属箔4の周囲に第2のガラス部7が存在する意義は非常に大きい。これについて、さらに説明を続ける。Pt等の金属は、ランプ製造工程(封止工程)において、加工中の加熱によっていくらか蒸発する可能性があるため、それが金属箔4のところに拡散すると、金属箔とガラスとの密着を弱める結果を招き、耐圧を低下させてしまうことがある。しかし、本実施形態の構成のように、金属箔4の周囲に第2のガラス部7を設け、そこに圧縮歪みを存在させると、もはや、Pt等とガラスとの間の濡れ性の悪さは無関係となり、その結果、Pt等の拡散が招く耐圧低下を防止することができる。
In the case where at least one metal selected from the group consisting of Pt, Ir, Rh, Ru, and Re (also referred to as “Pt or the like”) is provided on the surface of the
なお、図7および図8に示した構成においては、ハロゲン(より詳細にはハロゲン前駆体)の封入形態として、CH2Br2のようなガスを用いるよりも、HgBr2のような(室温で)固体をなしている形態のものを採用することが好ましいことを付言しておく。その理由は、バイコールガラスが、封止された時にガス状ハロゲンと反応して変質するのと同様に、Pt等の金属がガス状ハロゲンによってエッチングされるおそれがあるからである。 In the configuration shown in FIG. 7 and FIG. 8, as a sealing form of halogen (more specifically, a halogen precursor), HgBr 2 (at room temperature) is used rather than using a gas such as CH 2 Br 2. It should be added that it is preferable to adopt a solid form. The reason is that the metal such as Pt may be etched by the gaseous halogen in the same way that the Vycor glass reacts with the gaseous halogen and deteriorates when sealed.
本実施形態のランプ200および300においても、図6に示したように、金属箔4の全体を覆うようなガラス管70を用いて、金属箔4の全体を覆う第2のガラス部7を形成してもよい。
Also in the
さらに、本発明の実施形態のランプ100、200、300は、反射鏡と組み合わせて、ミラー付きランプないしランプユニットにすることができる。
Furthermore, the
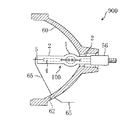
図9は、本実施形態のランプ100を備えたミラー付きランプ900の断面を模式的に示している。
FIG. 9 schematically shows a cross section of a mirror-equipped
ミラー付ランプ900は、略球形の発光管1と一対の封止部2とを有するランプ100と、ランプ100から発せられた光を反射する反射鏡60とを備えている。なお、ランプ100は例示であり、勿論、ランプ200または300であってもよい。また、ミラー付ランプ900は、反射鏡60を保持するランプハウスをさらに備えていてもよい。ここで、ランプハウスを備えた構成のものは、ランプユニットに包含されるものである。
The mirror-equipped
反射鏡60は、例えば、平行光束、所定の微小領域に収束する集光光束、または、所定の微小領域から発散したのと同等の発散光束になるようにランプ100からの放射光を反射するように構成されている。反射鏡60としては、例えば、放物面鏡や楕円面鏡を用いることができる。
The reflecting
本実施形態では、ランプ100の一方の封止部2に口金56が取り付けられており、当該封止部2から延びた外部リード(5)と口金56とは電気的に接続されている。封止部2と反射鏡60とは、例えば無機系接着剤(例えばセメントなど)で固着されて一体化されている。反射鏡60の前面開口部側に位置する封止部2の外部リード5には、引き出しリード線65が電気的に接続されており、引き出しリード線65は、リード線5から、反射鏡60のリード線用開口部62を通して反射鏡60の外にまで延ばされている。反射鏡60の前面開口部には、例えば前面ガラスを取り付けることができる。
In the present embodiment, a
このようなミラー付ランプないしランプユニットは、例えば、液晶やDMDを用いたプロジェクタ等のような画像投影装置に取り付けることができ、画像投影装置用光源として使用される。また、このようなミラー付ランプないしランプユニットと、画像素子(DMD(Digital Micromirror Device)パネルや液晶パネルなど)を含む光学系とを組み合わせることにより、画像投影装置を構成することができる。例えば、DMDを用いたプロジェクタ(デジタルライトプロセッシング(DLP)プロジェクタ)や、液晶プロジェクタ(LCOS(Liquid Crystal on Silicon)構造を採用した反射型のプロジェクタも含む。)を提供することができる。さらに、本実施形態のランプ、およびミラー付ランプないしランプユニットは、画像投影装置用光源の他に、紫外線ステッパ用光源、または競技スタジアム用光源や自動車のヘッドライト用光源、道路標識を照らす投光器用光源などとしても使用することができる。 Such a lamp with a mirror or a lamp unit can be attached to an image projection device such as a projector using liquid crystal or DMD, and is used as a light source for the image projection device. An image projection apparatus can be configured by combining such a lamp with a mirror or a lamp unit with an optical system including an image element (such as a DMD (Digital Micromirror Device) panel or a liquid crystal panel). For example, a projector using a DMD (digital light processing (DLP) projector) or a liquid crystal projector (including a reflection type projector employing a liquid crystal on silicon (LCOS) structure) can be provided. Further, the lamp of the present embodiment, and a lamp or a lamp unit with a mirror, in addition to a light source for an image projection device, a light source for an ultraviolet stepper, or a light source for a sports stadium or a headlight of a car, or a projector for illuminating a road sign. It can also be used as a light source.
(他の実施形態)
上記実施形態では、発光物質として水銀を使用する水銀ランプを高圧放電ランプの一例として説明したが、本発明は、封止部(シール部)によって発光管の気密を保持する構成を有するいずれの高圧放電ランプにも適用可能である。例えば、金属ハロゲン化物を封入したメタルハライドランプやキセノンなどの高圧放電ランプにも適用することができる。メタルハライドランプ等においても、耐圧が向上すればするほど好ましいからである。つまり、リーク防止やクラック防止を図ることにより、高信頼性で長寿命のランプを実現することができるからである。 また、水銀だけでなく金属ハロゲン化物も封入されているメタルハライドランプに、上記実施形態の構成を適用する場合には、次のような効果も得られる。すなわち、第2のガラス部7を設けることにより、封止部2内における金属箔4の密着性を向上させることができ、金属箔4と金属ハロゲン化物(または、ハロゲンおよびアルカリ金属)との反応を抑制することが可能となり、その結果、封止部の構造の信頼性を向上させることができる。特に、図1、図7や図8に示した構成のように、金属棒3の部分に第2のガラス部7が位置している場合には、金属棒3と封止部2のガラスの間にある僅かな隙間から侵入して金属箔4に反応して箔の脆化をもたらす金属ハロゲン化物のその侵入を第2のガラス部7により効果的に軽減させることが可能となる。このように、上記実施形態の構成は、メタルハライドランプに好適に適用可能である。
(Other embodiments)
In the above embodiment, a mercury lamp using mercury as a luminescent substance has been described as an example of a high-pressure discharge lamp. However, the present invention is applicable to any high-pressure discharge lamp having a configuration in which a sealing section (seal section) is used to keep the arc tube airtight. It is also applicable to discharge lamps. For example, the present invention can be applied to a metal halide lamp enclosing a metal halide or a high-pressure discharge lamp such as xenon. This is because the higher the breakdown voltage is, the more preferable it is in a metal halide lamp and the like. That is, by preventing leakage and cracking, a highly reliable and long-life lamp can be realized. When the configuration of the above embodiment is applied to a metal halide lamp in which not only mercury but also a metal halide is sealed, the following effects can be obtained. That is, by providing the
近年、水銀を封入しない無水銀メタルハライドランプの開発も進んでいるが、そのような無水銀メタルハライドランプに、上記実施形態の技術を適用することも可能である。以下、さらに詳述する。 In recent years, the development of mercury-free metal halide lamps in which mercury is not sealed has been advanced, but the technology of the above-described embodiment can be applied to such mercury-free metal halide lamps. Hereinafter, this will be described in more detail.
上記実施形態の技術が適用された無水銀メタルハライドランプとしては、図1図7または図8に示した構成において、発光管1内に、水銀が実質的に封入されてなく、かつ、少なくとも、第1のハロゲン化物と、第2のハロゲン化物と、希ガスとが封入されているものが挙げられる。このとき、第1のハロゲン化物の金属は、発光物質であり、第2のハロゲン化物は、第1のハロゲン化物と比較して、蒸気圧が大きく、かつ、前記第1のハロゲン化物の金属と比較して、可視域において発光しにくい金属の1種または複数種のハロゲン化物である。例えば、第1のハロゲン化物は、ナトリウム、スカンジウム、および希土類金属からなる群から選択された1種または複数種のハロゲン化物である。そして、第2のハロゲン化物は、相対的に蒸気圧が大きく、かつ、第1のハロゲン化物の金属と比較して、可視域に発光しにくい金属の1種または複数種のハロゲン化物である。具体的な第2のハロゲン化物としては、Mg、Fe、Co、Cr、Zn、Ni、Mn、Al、Sb、Be、Re、Ga、Ti、ZrおよびHfからなる群から選択された少なくとも一種の金属のハロゲン化物である。そして、少なくともZnのハロゲン化物を含むような第2のハロゲン化物がより好適である。
As a mercury-free metal halide lamp to which the technology of the above embodiment is applied, in the configuration shown in FIG. 7 or FIG. 8, mercury is not substantially sealed in the
また、他の組み合わせ例を挙げると、透光性の発光管(気密容器)1と、発光管1内に設けられた一対の電極3と、発光管1に連結された一対の封止部2とを備えた無水銀メタルハライドランプにおける発光管1内に、発光物質であるScI3(ヨウ化スカンジウム)およびNaI(ヨウ化ナトリウム)と、水銀代替物質であるInI3(ヨウ化インジウム)およびTlI(ヨウ化タリウム)と、始動補助ガスとしての希ガス(例えば1.4MPaのXeガス)が封入されているものである。この場合、第1のハロゲン化物は、ScI3(ヨウ化スカンジウム)、NaI(ヨウ化ナトリウム)となり、第2のハロゲン化物は、InI3(ヨウ化インジウム)、TlI(ヨウ化タリウム)となる。なお、第2のハロゲン化物は、比較的蒸気圧が高く、水銀の役割の代わりを担うものであればよいので、InI3(ヨウ化インジウム)等に代えて、例えば、Znのヨウ化物を用いても良い。
As another combination example, a light-transmitting light-emitting tube (airtight container) 1, a pair of
このような無水銀メタルハライドランプにおいて、上記実施形態1の技術が好適に適用可能な理由を次に説明する。 The reason why the technique of the first embodiment can be suitably applied to such a mercury-free metal halide lamp will be described below.
まず、Hgの代替物質(Znのハロゲン化物など)を用いた無水銀メタルハライドランプの場合、有水銀のランプと比べて、効率が低下する。効率を上げるためには、点灯動作圧を上げることが非常に有利に働く。上記実施形態のランプの場合、耐圧を向上させた構造であるので、希ガスを高圧封入できるので、簡便に効率を向上させることができるので、実用化可能な無水銀メタルハライドランプを容易に実現することができる。この場合、希ガスとしては、熱伝導率の低いXeが好ましい。 First, in the case of a mercury-free metal halide lamp using an alternative substance of Hg (such as a halide of Zn), the efficiency is lower than that of a mercury-containing lamp. In order to increase the efficiency, it is very advantageous to increase the lighting operating pressure. In the case of the lamp of the above embodiment, since the structure has an improved withstand pressure, a rare gas can be sealed at a high pressure, and the efficiency can be easily improved. Therefore, a practical mercury-free metal halide lamp can be easily realized. be able to. In this case, Xe having a low thermal conductivity is preferable as the rare gas.
そして、無水銀メタルハライドランプの場合、水銀を封入しない関係上、有水銀のメタルハライドランプよりも、ハロゲンを多く封入する必要がある。したがって、電極棒3付近の隙間を通って金属箔4まで達するハロゲンの量も多くなり、ハロゲンが金属箔4(場合によっては、電極棒3の根本部分)と反応する結果、封止部構造が弱くなり、リークが生じやすくなる。図7および図8に示した構成では、電極棒3の表面を金属膜30(またはコイル40)で被覆しているので、電極棒3とハロゲンとの反応を効果的に防止することができる。また、図1のように、電極棒3の周辺に第2のガラス部7が位置している構成の場合、その第2のガラス部7によって、ハロゲン化物(例えば、Scのハロゲン化物)の侵入を防ぐことができ、それによって、リークの発生を防止することが可能となる。それゆえ、上記実施形態の構造を備えた無水銀メタルハライドランプの場合、従来の無水銀メタルハライドランプよりも、高効率化および長寿命化を図ることができる。このことは、一般照明用のランプに広く言えることである。車の前照灯用のランプについていえば、さらに次のような利点がある。
In the case of a mercury-free metal halide lamp, it is necessary to fill more halogen than a mercury-containing metal halide lamp because mercury is not filled. Accordingly, the amount of halogen reaching the
車の前照灯に使用する場合、スイッチをONした次の瞬間に、100%の光を得たいという要求がある。この要求に応えるには、希ガス(具体的には、Xe)を高圧で封入することが効果的である。しかしながら、通常のメタルハライドランプでXeを高圧で封入すれば、破裂の可能性が高まる。これは、より高度の安全性が求められる前照灯用のランプとしては好ましくない。つまり、夜間における前照灯の故障は、車の事故につながるからである。上記実施形態の構造を備えた無水銀メタルハライドランプの場合には、耐圧を向上させた構造となっているので、そのような高圧のXeの封入でも、安全性を確保しながら、点灯の始動性を向上させることができる。また、長寿命化も図られているので、前照灯用としてより好適に適用可能となっている。 When used as a headlight of a car, there is a demand to obtain 100% light at the moment the switch is turned on. To meet this demand, it is effective to fill a rare gas (specifically, Xe) at a high pressure. However, if Xe is sealed at a high pressure in a normal metal halide lamp, the possibility of rupture increases. This is not preferable as a headlight lamp requiring higher safety. That is, failure of the headlight at night leads to a car accident. In the case of the mercury-free metal halide lamp having the structure of the above-described embodiment, the structure is improved in withstand voltage. Can be improved. In addition, since the service life is extended, it can be more suitably applied to a headlight.
さらに、上記実施形態では、水銀蒸気圧が20MPa程度または30MPa程度以上の場合(いわゆる超高圧水銀ランプの場合)について説明したが、上述したように、水銀蒸気圧が1MPa程度の高圧水銀ランプに適用することを排除するものではない。つまり、超高圧水銀ランプおよび高圧水銀ランプを含む高圧放電ランプ全般に適用できるものである。なお、今日の超高圧水銀ランプと呼ばれるものの水銀蒸気圧は、15MPaまたはそれ以上(封入水銀量150mg/ccまたはそれ以上)である。 Further, in the above-described embodiment, the case where the mercury vapor pressure is about 20 MPa or about 30 MPa or more (so-called ultra-high pressure mercury lamp) has been described. It does not exclude doing. That is, the present invention can be applied to general high-pressure discharge lamps including ultra-high-pressure mercury lamps and high-pressure mercury lamps. Incidentally, the mercury vapor pressure of what is called an ultra-high pressure mercury lamp today is 15 MPa or more (the amount of enclosed mercury is 150 mg / cc or more).
動作圧力が極めて高くても安定して動作できるということは、ランプの信頼性が高いことを意味するので、本実施形態の構成を、動作圧力のそれほど高くないランプ(ランプの動作圧力が30MPa程度未満、例えば、20MPa程度〜1MPa程度)に適用した場合、当該動作圧力で動作するランプの信頼性を向上させることができる。 The fact that the lamp can be operated stably even at an extremely high operating pressure means that the reliability of the lamp is high. (For example, about 20 MPa to about 1 MPa), the reliability of the lamp operating at the operating pressure can be improved.
高い耐圧強度を実現できるランプの技術的意義をさらに説明すると、次の通りである。近年、より高出力・高電力の高圧水銀ランプを得るために、アーク長(電極間距離)が短いショートアーク型の水銀ランプ(例えば、電極間距離が2mm以下)の開発が進んでいるところ、ショートアーク型の場合、電流の増大に伴って電極の蒸発が早くなることを抑制するために、通常よりも多くの水銀量を封入する必要がある。上述したように、従来の構成においては、耐圧強度に上限があったため、封入水銀量にも上限(例えば、200mg/cc程度以下)があり、さらなる優れた特性を示すようなランプの実現化に制限が加えられていた。本実施形態のランプは、そのような従来における制限を取り除け得るものであり、従来では実現できなかった優れた特性を示すランプの開発を促進させることができるものである。本実施形態のランプにおいては、封入水銀量が200mg/cc程度を超える、300mg/cc程度またはそれ以上のランプを実現することが可能となる。 The technical significance of the lamp capable of realizing high pressure resistance will be further described as follows. In recent years, in order to obtain a high-power, high-power high-pressure mercury lamp, a short arc type mercury lamp having a short arc length (distance between electrodes) (for example, a distance between electrodes of 2 mm or less) is being developed. In the case of the short arc type, it is necessary to fill a larger amount of mercury than usual in order to prevent the electrode from evaporating faster as the current increases. As described above, in the conventional configuration, there is an upper limit in the pressure resistance, and therefore, there is an upper limit (for example, about 200 mg / cc or less) in the amount of enclosed mercury. There were restrictions. The lamp of the present embodiment can eliminate such a conventional limitation, and can promote the development of a lamp exhibiting excellent characteristics, which could not be realized conventionally. In the lamp of the present embodiment, it is possible to realize a lamp having an enclosed mercury amount of more than about 200 mg / cc, about 300 mg / cc or more.
なお、上述したように、封入水銀量が300〜400mg/cc程度またはそれ以上(点灯動作圧30〜40MPa)を実現できる技術というのは、特に点灯動作圧20MPaを超えるレベルのランプ(すなわち、今日の15MPa〜20MPaのランプを超える点灯動作圧を有するランプ。例えば、23MPa以上または25MPa以上のランプ)について、その安全性および信頼性を確保できる意義も有している。つまり、ランプを大量生産する場合には、ランプの特性にどうしてもばらつきが生じ得るため、点灯動作圧が23MPa程度のランプであっても、マージンを考えた上で耐圧を確保する必要があるので、30MPa以上の耐圧を達成できる技術は、30MPa未満のランプについても、実際に製品を供給できるという観点からの利点は大きい。もちろん、30MPa以上の耐圧を達成できる技術を用いて、23MPaあるいはそれ以下の耐圧でもよいランプを作製すれば、安全性および信頼性の向上を図ることができる。 As described above, a technique capable of realizing a sealed mercury amount of about 300 to 400 mg / cc or more (lighting operating pressure of 30 to 40 MPa) is particularly effective for lamps having a lighting operating pressure of more than 20 MPa (that is, today's lamps). (For example, a lamp having a lighting operation pressure exceeding 15 MPa to 20 MPa, such as a lamp having a pressure of 23 MPa or more or a lamp having a pressure of 25 MPa or more). In other words, when mass-producing a lamp, the characteristics of the lamp may inevitably vary. Therefore, even for a lamp having a lighting operating pressure of about 23 MPa, it is necessary to secure a withstand voltage in consideration of a margin. The technology capable of achieving a pressure resistance of 30 MPa or more has a great advantage from the viewpoint that products can be actually supplied to lamps of less than 30 MPa. Of course, if a lamp capable of withstanding a pressure of 23 MPa or less is manufactured using a technology capable of achieving a pressure resistance of 30 MPa or more, safety and reliability can be improved.
したがって、本実施形態の構成は、信頼性等の面からも、ランプ特性を向上させることができるものである。また、上記実施形態のランプでは、封止部2をシュリンク手法によって作製したが、ピンチング手法で作製してもよい。また、ダブルエンド型の高圧放電ランプについて説明したが、シングルエンド型の放電ランプに上記実施形態の技術を適用することも可能である。なお、上記実施形態では、例えばバイコール製のガラス管(70)から、第2のガラス部7を形成したが、必ずしもガラス管から形成しなくてもよい。金属箔4の全周囲を覆うような構成に限らず、金属箔4に接触して、封止部2の一部に圧縮応力が存在させ得るガラス構造体であれば、ガラス管に限定されない。例えば、ガラス管70の一部にスリットが入って「C字」状となったガラス構造体も用いられるし、金属箔4の片側または両側に接触するように例えばバイコール製のカラット(ガラス片またはガラス板)を配置させてもよいし、金属箔4の周囲を覆うように、例えばバイコール製のガラスファイバーを配置させてもよい。ただし、ガラス構造体ではなく、ガラス粉体、例えば、ガラス粉末を圧縮形成して焼結してなる焼結ガラス体を用いても、封止部2の一部に圧縮応力を存在させることができないので、ガラス粉体は使用しない方がよい。
Therefore, the configuration of the present embodiment can improve the lamp characteristics from the viewpoint of reliability and the like. In the lamp of the above embodiment, the sealing
加えて、一対の電極3間の間隔(アーク長)は、ショートアーク型であってもよいし、それより長い間隔であってもよい。上記実施形態のランプは、交流点灯型および直流点灯型のいずれの点灯方式でも使用可能である。また、上記実施形態で示した構成および改変例は相互に採用することが可能である。なお、金属箔4を含む封止部構造について説明したが、箔無し封止部構造について上記実施形態の構成を適用することも可能である。箔無しの封止部構造の場合においても、耐圧を高めること、および、信頼性を高めることは重要なことだからである。より具体的に述べると、電極構造体50として、モリブデン箔4を用いずに、一本の電極棒(タングステン棒)3を電極構造体とする。その電極棒3の少なくとも一部に第2のガラス部7を配置し、その第2のガラス部7および電極棒3を覆うように第1のガラス部8を形成して、封止部構造を構築することも可能である。この構成の場合、外部リード5も電極棒3によって構成することが可能となる。
In addition, the interval (arc length) between the pair of
上述した実施形態では、放電ランプについて説明したが、上記実施形態1の技術は、放電ランプに限らず、封止部(シール部)によって発光管の気密を保持する構成のランプであれば、放電ランプ以外のランプ(例えば、電球)にも適用可能である。上記実施形態1の技術を適用した電球を図10および図11に示す。 In the above-described embodiment, the discharge lamp has been described. However, the technology of the first embodiment is not limited to the discharge lamp, but any lamp having a configuration in which the sealing portion (sealing portion) maintains the airtightness of the arc tube can be used. It is also applicable to lamps other than lamps (for example, light bulbs). FIGS. 10 and 11 show a light bulb to which the technology of the first embodiment is applied.
図10に示した電球500は、図1に示した構成において、発光管1内にフィラメント9が設けられたダブルエンド型の電球(例えば、ハロゲン電球)である。フィラメント9は、インナーリード(内部導入線)3aに接続されている。発光管1内にアンカーを設けても良い。
The
図11に示した電球600は、同図からわかるように、シングルエンド型の電球である。この例では、シングルエンド型のハロゲン電球を示している。電球600は、例えば、石英製のガラス球1、封止部2(第1のガラス部8、第2のガラス部7、モリブデン箔4)、フィラメント9、インナーリード31、アンカー32、アウターリード(外部導入線)5、インシュレーター51、口金52から構成されている。このようなハロゲン電球でも破裂の問題は重要な課題であり、上述の本発明の実施形態の技術により、破裂を防止できるようになることの技術的意義は大きい。
The
以上、本発明の好ましい例について説明したが、こうした記述は限定事項ではなく、勿論、種々の変形が可能である。 As described above, the preferred examples of the present invention have been described. However, such description is not a limitation and, of course, various modifications can be made.
以上説明したように、本発明に係る高圧放電ランプの製造方法、高圧放電ランプおよびランプユニットでは、第1および第2のガラス部を有する高圧放電ランプにおいて第2のガラスの組成変形を抑制できて高い耐圧強度を有する高圧放電ランプとすることができ、また、高い耐圧強度を有する高圧放電ランプを効果的に製造することができ、一般照明や反射鏡と組み合わせてプロジェクター、自動車の前照灯などの用途に使用される高圧放電ランプ等として有用である。 As described above, the method for manufacturing a high-pressure discharge lamp, the high-pressure discharge lamp, and the lamp unit according to the present invention can suppress the composition deformation of the second glass in the high-pressure discharge lamp having the first and second glass parts. High pressure discharge lamps with high pressure resistance can be produced, and high pressure discharge lamps with high pressure resistance can be produced effectively, combined with general lighting and reflectors, projectors, automobile headlights, etc. It is useful as a high-pressure discharge lamp used for applications.
1 発光管
1’ 発光管部
2 封止部
2’ 側管部
3 電極棒
4 金属箔
5 外部リード
6 発光物質(水銀)
7 第2のガラス部
8 第1のガラス部
9 フィラメント
10 放電空間(管内)
11 支持部材
12 コイル
50 電極構造体
56 口金
60 反射鏡
62 リード線用開口部
65 リード線
70 ガラス管
80 放電ランプ用ガラスパイプ
82 チャック
100、200、300 高圧放電ランプ
500、600 電球(ハロゲン電球)
900 ミラー付ランプ(ランプユニット)
1000 超高圧水銀ランプ
DESCRIPTION OF
7
DESCRIPTION OF
900 Lamp with mirror (lamp unit)
1000 Ultra-high pressure mercury lamp
Claims (19)
前記高圧放電ランプの製造方法は、
高圧放電ランプの発光管となる発光管部と、前記発光管部から延在した側管部とを有する放電ランプ用ガラスパイプを用意する工程と、
前記発光管部内に、臭化水銀(HgBr2)を導入する工程と、
前記側管部から前記封止部を形成する工程と
を包含し、
前記封止部を形成する工程は、
前記側管部を構成する第1のガラスよりも軟化点の低い第2のガラスから構成されたガラス部材を前記側管部内に挿入し、次いで、前記側管部を加熱して前記ガラス部材と前記側管部とを密着させる工程と、
前記密着工程の後、前記第2のガラスの歪点温度よりも高い温度で、前記ガラス部材および前記側管部を少なくとも含む部分を加熱する加熱工程と
を包含する、高圧放電ランプの製造方法。 A method for manufacturing a high-pressure discharge lamp having a light-emitting tube in which a light-emitting substance is sealed in a tube, and a sealing portion for maintaining the airtightness of the light-emitting tube,
The method of manufacturing the high-pressure discharge lamp,
A step of preparing a discharge lamp glass pipe having a light-emitting tube part serving as a light-emitting tube of a high-pressure discharge lamp, and a side tube part extending from the light-emitting tube part;
Introducing mercury bromide (HgBr 2 ) into the arc tube;
Forming the sealing portion from the side tube portion.
The step of forming the sealing portion,
A glass member made of a second glass having a lower softening point than the first glass constituting the side tube portion is inserted into the side tube portion, and then the side tube portion is heated to form the glass member. A step of bringing the side tube into close contact,
A heating step of heating at least a portion including the glass member and the side tube portion at a temperature higher than a strain point temperature of the second glass after the contacting step.
高圧放電ランプの発光管となる発光管部と、前記発光管部の両端から延在した一対の側管部とを有する放電ランプ用ガラスパイプを用意する工程と、
前記一対の側管部のうちの一方の側管部に、前記側管部を構成する第1のガラスよりも軟化点の低い第2のガラスから構成されたガラス管と、少なくとも電極棒を含む電極構造体とを挿入し、次いで、前記側管部を加熱収縮させることによって、前記一対の封止部のうちの一方の封止部を形成する工程と、
前記一方の封止部を形成した後、前記発光管部内に、発光物質および臭化水銀(HgBr2)を導入する工程と、
前記発光物質を導入した後、前記一方に対する他方の側管部に、前記第2のガラスから構成されたガラス管と、少なくとも電極棒を含む電極構造体とを挿入し、次いで、前記側管部を加熱収縮させることによって、前記一方に対する他方の封止部および前記発光物質が封入された発光管を形成する工程と、
両方の封止部および発光管が形成されたランプ完成体に対して、前記第2のガラスの歪点温度よりも高い温度で、且つ、前記第1のガラスの歪点温度よりも低い温度で、前記ガラス管および前記側管部を少なくとも含む部分を加熱する加熱工程と
を包含する、高圧放電ランプの製造方法。 A method for manufacturing a high-pressure discharge lamp having a light-emitting tube in which a light-emitting substance is sealed in a tube, and a pair of sealing portions extending from both ends of the light-emitting tube,
A step of preparing a discharge lamp glass pipe having a light emitting tube part serving as a light emitting tube of a high pressure discharge lamp, and a pair of side tube parts extending from both ends of the light emitting tube part;
One side tube of the pair of side tubes includes a glass tube made of a second glass having a lower softening point than the first glass constituting the side tube, and at least an electrode rod. Inserting the electrode structure, and then, by heating and shrinking the side tube portion, forming one of the pair of sealing portions sealing portion,
Introducing a luminescent substance and mercury bromide (HgBr 2 ) into the arc tube after forming the one sealing portion;
After introducing the luminescent substance, a glass tube made of the second glass and an electrode structure including at least an electrode rod are inserted into the other side tube portion with respect to the one, and then the side tube portion is inserted. Forming a luminous tube in which the other sealing portion for the one and the luminescent substance are sealed by heat shrinking;
At a temperature higher than the strain point temperature of the second glass, and at a temperature lower than the strain point temperature of the first glass, with respect to the completed lamp in which both the sealing portions and the arc tube are formed. A heating step of heating a portion including at least the glass tube and the side tube portion.
前記第2のガラスは、15重量%以下のAl2O3および4重量%以下のBのうちの少なくとも一方と、SiO2とを含む、請求項1から9の何れか一つに記載の高圧放電ランプの製造方法。 The first glass contains 99% by weight or more of SiO 2 ,
The second glass comprises at least one of 15 wt% or less of Al 2 O 3 and 4 wt% or less of B, incl. And SiO 2, a high pressure according to any one of claims 1 9 Manufacturing method of discharge lamp.
前記発光物質として水銀を、前記発光管の内容積を基準に、150mg/cm3以上封入する、請求項1から11の何れか一つに記載の高圧放電ランプの製造方法。 The high-pressure discharge lamp is a high-pressure mercury lamp,
Mercury as the luminous material, based on the internal volume of the luminous bulb enclosing 150 mg / cm 3 or more, a manufacturing method of a high-pressure discharge lamp according to any one of claims 1 to 11.
前記発光管の気密性を保持する封止部と
を備え、
前記封止部は、前記発光管から延在した第1のガラス部と、前記第1のガラス部の内側の少なくとも一部に設けられた第2のガラス部とを有しており、かつ、
前記封止部は、圧縮応力が印加されている部位を有しており、
前記発光管内には、臭化水銀(HgBr2)が封入されている、高圧放電ランプ。 A light emitting tube in which a light emitting substance is sealed in the tube,
A sealing portion for maintaining the airtightness of the arc tube,
The sealing section has a first glass section extending from the arc tube, and a second glass section provided at least partially inside the first glass section, and
The sealing portion has a portion where a compressive stress is applied,
A high-pressure discharge lamp in which mercury bromide (HgBr 2 ) is sealed in the arc tube.
前記発光管の気密性を保持する一対の封止部と
を備え、
前記一対の封止部のそれぞれは、前記発光管から延在した第1のガラス部と、前記第1のガラス部の内側の少なくとも一部に設けられた第2のガラス部とを有しており、かつ、
前記一対の封止部のそれぞれは、圧縮応力が印加されている部位を有しており、
前記圧縮応力は、光弾性効果を利用した鋭敏色板法を用いて前記封止部を測定した場合、前記第2のガラス部に相当する領域において、10kgf/cm2以上50kgf/cm2以下であり、
前記発光管内には、一対の電極棒が互いに対向して配置されており、
前記一対の電極棒のそれぞれの電極棒は、金属箔に接続されており、
前記金属箔は、前記封止部内に設けられ、且つ、少なくとも当該金属箔と前記電極棒との接続部は、前記第2のガラス部内に位置しており、
前記発光管内には、ハロゲン前駆体として臭化水銀(HgBr2)が封入されている、高圧放電ランプ。 A light emitting tube in which a light emitting substance is sealed in the tube,
A pair of sealing portions for maintaining the airtightness of the arc tube,
Each of the pair of sealing portions has a first glass portion extending from the arc tube and a second glass portion provided at least partially inside the first glass portion. And
Each of the pair of sealing portions has a portion to which a compressive stress is applied,
The compressive stress is, in a region corresponding to the second glass portion, 10 kgf / cm 2 or more and 50 kgf / cm 2 or less when the sealing portion is measured by using a sensitive color plate method utilizing a photoelastic effect. Yes,
In the arc tube, a pair of electrode rods are arranged facing each other,
Each electrode rod of the pair of electrode rods is connected to a metal foil,
The metal foil is provided in the sealing portion, and at least a connection portion between the metal foil and the electrode bar is located in the second glass portion,
A high-pressure discharge lamp in which mercury bromide (HgBr 2 ) is sealed in the arc tube as a halogen precursor.
前記発光物質として水銀が、前記発光管の内容積を基準に、150mg/cm3以上封入されている、請求項13または14に記載の高圧放電ランプ。 The high-pressure discharge lamp is a high-pressure mercury lamp,
15. The high-pressure discharge lamp according to claim 13, wherein mercury is enclosed as the luminescent substance in an amount of 150 mg / cm 3 or more based on the inner volume of the arc tube.
A lamp unit, comprising: the high-pressure discharge lamp according to claim 13; and a reflecting mirror that reflects light emitted from the high-pressure discharge lamp.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003423495A JP4606019B2 (en) | 2002-12-27 | 2003-12-19 | High pressure discharge lamp manufacturing method, high pressure discharge lamp and lamp unit |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002379919 | 2002-12-27 | ||
| JP2003423495A JP4606019B2 (en) | 2002-12-27 | 2003-12-19 | High pressure discharge lamp manufacturing method, high pressure discharge lamp and lamp unit |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004221069A true JP2004221069A (en) | 2004-08-05 |
| JP2004221069A5 JP2004221069A5 (en) | 2006-11-30 |
| JP4606019B2 JP4606019B2 (en) | 2011-01-05 |
Family
ID=32911264
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003423495A Expired - Fee Related JP4606019B2 (en) | 2002-12-27 | 2003-12-19 | High pressure discharge lamp manufacturing method, high pressure discharge lamp and lamp unit |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4606019B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008090705A1 (en) * | 2007-01-23 | 2008-07-31 | Panasonic Corporation | Discharge lamp and lighting system |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4971780A (en) * | 1972-11-15 | 1974-07-11 | ||
| JPS5490873A (en) * | 1977-12-27 | 1979-07-18 | Mitsubishi Electric Corp | Method of sealing tubular quarz bulb |
| JPH11162409A (en) * | 1997-09-19 | 1999-06-18 | Matsushita Electric Ind Co Ltd | High-pressure discharge lamp and its manufacture |
| JPH11297268A (en) * | 1998-04-08 | 1999-10-29 | Ushio Inc | High-pressure mercury lamp |
| JP2000311610A (en) * | 1999-04-26 | 2000-11-07 | Phoenix Denki Kk | Sealing method for lamp and seal part structure |
| JP2000331606A (en) * | 1999-05-24 | 2000-11-30 | Toto Ltd | Manufacture of discharge lamp |
| JP2001015067A (en) * | 1999-06-28 | 2001-01-19 | Koito Mfg Co Ltd | Arc tube for discharge lamp device |
| JP2003234067A (en) * | 2001-12-05 | 2003-08-22 | Matsushita Electric Ind Co Ltd | High pressure discharge lamp, method for manufacturing the same and lamp unit |
| JP2003346722A (en) * | 2002-05-28 | 2003-12-05 | Nec Lighting Ltd | High pressure discharge lamp and manufacturing method of the same |
-
2003
- 2003-12-19 JP JP2003423495A patent/JP4606019B2/en not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4971780A (en) * | 1972-11-15 | 1974-07-11 | ||
| JPS5490873A (en) * | 1977-12-27 | 1979-07-18 | Mitsubishi Electric Corp | Method of sealing tubular quarz bulb |
| JPH11162409A (en) * | 1997-09-19 | 1999-06-18 | Matsushita Electric Ind Co Ltd | High-pressure discharge lamp and its manufacture |
| JPH11297268A (en) * | 1998-04-08 | 1999-10-29 | Ushio Inc | High-pressure mercury lamp |
| JP2000311610A (en) * | 1999-04-26 | 2000-11-07 | Phoenix Denki Kk | Sealing method for lamp and seal part structure |
| JP2000331606A (en) * | 1999-05-24 | 2000-11-30 | Toto Ltd | Manufacture of discharge lamp |
| JP2001015067A (en) * | 1999-06-28 | 2001-01-19 | Koito Mfg Co Ltd | Arc tube for discharge lamp device |
| JP2003234067A (en) * | 2001-12-05 | 2003-08-22 | Matsushita Electric Ind Co Ltd | High pressure discharge lamp, method for manufacturing the same and lamp unit |
| JP2003346722A (en) * | 2002-05-28 | 2003-12-05 | Nec Lighting Ltd | High pressure discharge lamp and manufacturing method of the same |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008090705A1 (en) * | 2007-01-23 | 2008-07-31 | Panasonic Corporation | Discharge lamp and lighting system |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4606019B2 (en) | 2011-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6965202B2 (en) | High pressure discharge lamp and lamp unit | |
| JP4416518B2 (en) | High pressure discharge lamp manufacturing method, glass tube for high pressure discharge lamp, and lamp member for high pressure discharge lamp | |
| US7198534B2 (en) | Method for manufacturing high-pressure discharge lamp, glass tube for high-pressure discharge lamp, and lamp element for high-pressure discharge lamp | |
| WO2001029862A1 (en) | High-pressure discharge lamp, lamp unit, method for producing high-pressure discharge lamp, and incandescent lamp | |
| US20030042856A1 (en) | High pressure discharge lamp and method for producing the same | |
| EP1298705A2 (en) | High pressure discharge lamp and method for producing the same | |
| US7038384B2 (en) | High pressure discharge lamp, method for producing the same and lamp unit | |
| JP3813981B2 (en) | Manufacturing method of high-pressure discharge lamp | |
| JP2004031153A (en) | High-pressure mercury lamp and lamp unit | |
| US7097528B2 (en) | Method for producing a high pressure discharge lamp, with sealing portion having first and second glass members | |
| JP4606019B2 (en) | High pressure discharge lamp manufacturing method, high pressure discharge lamp and lamp unit | |
| JP3618332B2 (en) | High pressure discharge lamp manufacturing method, high pressure discharge lamp and lamp unit | |
| JP4332418B2 (en) | High pressure discharge lamp manufacturing method, high pressure discharge lamp and lamp unit | |
| JP3464994B2 (en) | High pressure discharge lamp and method of manufacturing the same | |
| JP4451650B2 (en) | Manufacturing method of high-pressure discharge lamp | |
| JP2004335457A (en) | High pressure discharge lamp | |
| KR20010095250A (en) | Discharge lamp and lamp unit | |
| US7097529B2 (en) | Method for producing a high pressure discharge lamp, with sealing portion having first and second glass members | |
| JP2003234085A (en) | High pressure electric discharge lamp and lamp unit | |
| JP2008103159A (en) | Short arc type extra-high pressure mercury lamp, light source device, and projection image display device | |
| JP2004006424A (en) | High-pressure discharge lamp | |
| JP2004247124A (en) | High pressure discharge lamp and its manufacturing method | |
| JP2004342600A (en) | Lamp with reflecting mirror, high-pressure discharge lamp, and image projector | |
| JP4888674B2 (en) | Ceramic metal halide lamp with multiple arc tubes | |
| JP2004006381A (en) | High-pressure discharge lamp |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061013 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061013 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090402 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090609 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090714 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100817 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100902 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100914 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101005 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4606019 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131015 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |