JP2004168421A - Packaging container - Google Patents
Packaging container Download PDFInfo
- Publication number
- JP2004168421A JP2004168421A JP2003361857A JP2003361857A JP2004168421A JP 2004168421 A JP2004168421 A JP 2004168421A JP 2003361857 A JP2003361857 A JP 2003361857A JP 2003361857 A JP2003361857 A JP 2003361857A JP 2004168421 A JP2004168421 A JP 2004168421A
- Authority
- JP
- Japan
- Prior art keywords
- packaging container
- sheet
- film
- synthetic resin
- water
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Abstract
Description
本発明は、合成樹脂シートを成形して形成される包装用容器に関するものである。 The present invention relates to a packaging container formed by molding a synthetic resin sheet.
近年、コンビニエンスストアやスーパー等で販売されている弁当やデザート等の食品は、所謂プラスチック製の包装用容器に入れられている。このようなプラスチック製の包装用容器は、大量かつ安価に提供されるため使い捨てができ、しかも衛生的であることから、食品用容器として最も便利なものである。 BACKGROUND ART In recent years, foods such as lunch boxes and desserts sold at convenience stores and supermarkets have been put in so-called plastic packaging containers. Such plastic packaging containers are most convenient as food containers because they are provided in large quantities and at low cost, are disposable, and are hygienic.
このような容器を形成するためのプラスチックとしては、積層されていない一枚の合成樹脂シートが採用されることもあるが、ガスバリア性を強化したり(例えば、特許文献1参照)、発泡部分による断熱とフィルムによる液漏れ遮断とが行えるようにするために、プラスチックシートまたはフィルムを「積層」した合成樹脂シートも多く採用されるようになってきている。 As a plastic for forming such a container, a single non-laminated synthetic resin sheet may be employed, but the gas barrier property is enhanced (for example, see Patent Literature 1) or a foamed portion is used. Synthetic resin sheets in which plastic sheets or films are "laminated" have been increasingly employed in order to be able to perform heat insulation and liquid leakage blocking by films.
プラスチックシートまたはフィルムを積層するためには、接着剤が必要であるが、この接着剤としては、例えば特許文献2に示されたような「顔料、樹脂及び有機溶剤を主成分とするラミネート加工用インキ」がある。このようなインキを使用して積層された合成樹脂シート中には、上記有機溶剤が残留していることがあり、この有機溶剤が発散して異臭を発生する原因になる。 In order to laminate a plastic sheet or a film, an adhesive is required. As the adhesive, for example, as described in Patent Literature 2, "a laminating process mainly comprising a pigment, a resin and an organic solvent" There is "ink". The above organic solvent may remain in the synthetic resin sheet laminated using such an ink, and this organic solvent may be diverged to cause an odor.
また、この種の合成樹脂シートには、詰められる食品の内容表示や装飾のための印刷を直接印刷して、食品用容器としての価値を高めることもなされるようになってきている。従来の、装飾や内容表示等のための印刷は、所謂「油性インキ」を採用して行われているのであるが、この油性インキの中には、酢酸エチルやトルエン、さらにはメチルエチルケトン等の溶剤が含まれている。これらの酢酸エチルやトルエン、あるいはメチルエチルケトン等の溶剤は、印刷完了後の合成樹脂シートに残留し易いものであるのが一般的である。 In addition, printing for content display and decoration of the packed food is directly printed on this type of synthetic resin sheet to enhance its value as a food container. Conventionally, printing for decoration and display of contents is performed by using a so-called "oil-based ink". In this oil-based ink, a solvent such as ethyl acetate, toluene, and methyl ethyl ketone is used. It is included. In general, these solvents such as ethyl acetate, toluene, and methyl ethyl ketone tend to remain on the synthetic resin sheet after printing is completed.
このような油性インキによる印刷を施した合成樹脂シートを採用して、食品用の包装用容器を製造した場合には、印刷部分に残留していた酢酸エチルやトルエン、あるいはメチルエチルケトン等の溶剤を原因とする異臭が発生する。この溶剤の異臭は、それだけで食品に対する不安を与えるだけでなく、食品の味をも低下させる原因となり得る。 When a synthetic resin sheet printed with such an oil-based ink is used to manufacture a packaging container for food, a solvent such as ethyl acetate, toluene, or methyl ethyl ketone remaining in the printed portion may cause a problem. Odor is generated. The unpleasant odor of the solvent alone may not only cause anxiety about the food, but also cause the taste of the food to deteriorate.
さらに、従来より使用されている油性インキは粘度が高いため、これによるグラビア印刷等の印刷を行う場合に、その凹版に油性インキを深く塗り込まなければならないだけでなく、凹版内に溜まり易い。このため、合成樹脂シートに油性インキでグラビア印刷するに際しては、メンテナンスが大変であるだけでなく、合成樹脂シートに油性インキを綺麗に印刷できないこともあったのである。 Furthermore, since oil-based inks that have been used conventionally have high viscosity, when printing such as gravure printing is performed, the oil-based inks must be deeply applied to the intaglio and also easily accumulate in the intaglio. For this reason, when performing gravure printing on a synthetic resin sheet with oil-based ink, not only maintenance is troublesome, but also oil-based ink may not be printed neatly on the synthetic resin sheet.
本発明者等が、この種の食品用の包装用容器について、積層のための接着剤あるいは印刷されたインキ中の溶剤を原因とする異臭の回避や、印刷を良好にするにはどうしたらよいか、について種々検討を重ねてきた結果、例えば特許文献3あるいは特許文献4にて提案されているような「水性インキ」を利用するのが好適であることを発見し、本発明を完成したのである。
本発明は、以上のような経緯に基づいてなされたもので、その解決しようとする課題は、装飾等の印刷が綺麗で、しかも異臭の発生という問題が全く生じない包装用容器を提供することにある。 The present invention has been made on the basis of the above circumstances, and an object to be solved is to provide a packaging container in which the printing of decorations and the like is beautiful and the problem of generation of an unpleasant odor does not occur at all. It is in.
以上の課題を解決するために、まず、請求項1に係る発明の採った手段は、後述する実施の形態の説明中で使用する符号を付して説明すると、
「合成樹脂シート20を成形することにより形成した包装用容器10であって、
合成樹脂シート20は、基材シート21と、これに水性インキ23を介して押出機または熱ラミネート機によりラミネートしたフィルム22とにより積層して構成したものであることを特徴とする包装用容器10」
である。
In order to solve the above problems, first, means adopted by the invention according to claim 1 will be described with reference numerals used in the description of the embodiments described below.
"The
The
It is.
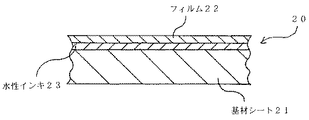
すなわち、この請求項1の包装用容器10は、容器本体、あるいはこれに嵌合される蓋体、またはこれらの一体物を対象とするものであるが、合成樹脂シート20を成形することによって形成したものである。この包装用容器10の材料である合成樹脂シート20は、水性インキ23を介した状態で基材シート21とフィルム22とを積層して構成したものである。つまり、この合成樹脂シート20を構成している基材シート21とフィルム22との間には、図3及び図4に示すように、水性インキ23が印刷されているのである。印刷されるのはフィルム22に対する濡れ性にも優れたアルコールと水を含む水性インキ23であるから、常温でフィルム22等に簡単に印刷できるだけでなく、常温で印刷できるのであるから、溶剤(水及びアルコール)濃度の変化は殆ど発生せず、グラビア印刷の製版の凹版に水性インキ23が綺麗に載り、フィルム22に水性インキ23を綺麗に転写できるのである。
That is, the
つまり、水性インキ23は、水を含んでいるため粘度が低く、表面に光沢が出て鮮明な印刷となるグラビア印刷に最も適したものであり、水性インキ23の槽から製版に当該インキ23を載せ、ドクターブレードによって製版から余分のインキ23を除くようにして使用されるものである。また、この水性インキ23は、粘度が低いことから、有機溶剤を入れた従来の油性インキ23に較べ、グラビア印刷の凹版に薄く載せることができ(油性インキの約半分である)、安定した印刷作業が行えるものである。
In other words, the water-based
この水性インキ23は、上記特許文献4に記載されているような、水とアルコール、そして顔料とアクリル系あるいはウレタン系の熱可塑性樹脂分とが含まれているものであり、異臭の原因となる有機溶剤を使用していないものである。また、この水性インキ23は、これを介して、基材シート21にフィルム22を、エキストルージョンラミネート等の押出機またはストレッチラミネーション等の熱ラミネート機によりラミネートした後にあっては、その樹脂分の殆どが基材シート21とフィルム22とを分子的に熱溶着してしまうのである。このため、基材シート21とフィルム22との溶着が強固になされているだけでなく、当該水性インキ23を使用して構成した合成樹脂シート20中には、水やアルコールは殆ど残留していないのである。なお、シート21とフィルム22とを同種類の材料によって形成すれば、接着剤を使用しなくても溶着される。
The water-based
勿論、水性インキ23中に含ませてあった顔料はそのまま基材シート21とフィルム22との間に残留して外には出ないのであるから、図1に示すような綺麗な模様を呈しているのであり、食品中に溶出することもないのである。また、この水性インキ23は、基材シート21とフィルム22との間に言わば閉じこめられているのであるから、当該包装用容器10の取り扱い時等において、基材シート21またはフィルム22が破れない限り、水性インキ23あるいはこれを構成している顔料が剥離するようなことはないのである。
Of course, the pigment contained in the water-based
従って、この請求項1の包装用容器10は、装飾等の印刷が綺麗で、しかもこの印刷による衛生上の問題が全く生じないものとなっているのである。
Therefore, the
上記課題を解決するために、請求項2に係る発明の採った手段は、請求項1に記載の包装用容器10について、
「水性インキ23は、1〜30%のアルコールと、水と、顔料と、樹脂分とにより構成したものであること」
である。
In order to solve the above-mentioned problems, a means adopted by the invention according to claim 2 is a
"The water-based
It is.
すなわち、この請求項2の包装用容器10は、これに使用している水性インキ23として、1〜30%のアルコールと、水と、顔料と、樹脂分とにより構成したものを採用したものであるが、アルコールが1〜30%の範囲である必要がある理由は、まず、アルコールが1%より少ない割合であると、基材シート21とフィルム22との分子的な熱溶着が十分行えないからである。一方、アルコールの割合が30%より多いと、この水性インキ23を介して押出機または熱ラミネート機によりラミネートした後に、分子的な熱溶着に使用されなかったアルコールの量が増大し、アルコールの残留が無視できない量となるからである。
That is, the
このアルコールとしては、イソプロピレンアルコール、エチルアルコール、メタノール、プロパノールが採用される。 As the alcohol, isopropylene alcohol, ethyl alcohol, methanol, and propanol are employed.
従って、この請求項2に係る包装用容器10は、上記請求項1のそれと同様な作用を呈する他、アルコールの残留を極力抑えたものであり、これによる異臭の発生がより一層抑制されたものとなっているのである。
Therefore, the
上記課題を解決するために、請求項3に係る発明の採った手段は、請求項1または請求項2に記載の包装用容器10について、
「合成樹脂シート20の成形は、真空または圧空成形の熱成形であること」である。
In order to solve the above-mentioned problems, the means adopted by the invention according to claim 3 relates to the
"The molding of the
すなわち、この請求項3の包装用容器10では、水性インキ23を介して基材シート21とフィルム22とを積層した合成樹脂シート20の成形を、真空または圧空成形の熱成形によるものとしたものである。この熱成形によれば、上記の分子的熱溶着を阻害することなく成形を行うことができ、合成樹脂シート20を成形して包装用容器10とするにあたって、基材シート21とフィルム22との間の剥離を発生することがないのである。
That is, in the
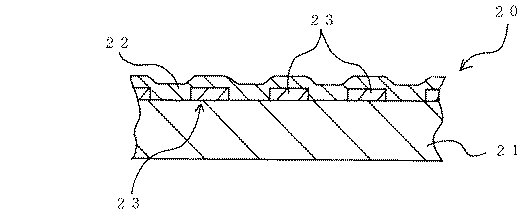
この場合、基材シート21とフィルム22とを同種の樹脂によって形成したものを採用すれば、図4に示すように、水性インキ23がない部分であっても両者の溶着が可能である。勿論、水性インキ23がある部分は、図3に示すように、この水性インキ23中の樹脂分が接着剤の役目を果たすのである。つまり、基材シート21とフィルム22とからなる合成樹脂シート20は、いずれの部分においてもしっかりと溶着及び接着されているのであり、包装用容器10の熱成形時に部分的に伸びる個所があったとしても、剥離部分のない安定的な成形が行えるのであり、その剥離しないという効果は当該包装用容器10を長期間保存しても損なわれることはない。
In this case, if a material in which the
なお、水性インキ23内の樹脂分による接着強度を高めるようにすれば、フィルム22の全面は勿論、部分的な印刷であっても、基材シート21とフィルム22との接着あるいは溶着を強固に行うことができるものである。
If the adhesive strength by the resin component in the
従って、この請求項3に係る包装用容器10は、上記請求項1または2のそれと同様な作用を呈する他、例えば包装用容器10のコーナー部等においても、基材シート21とフィルム22との間の剥離は発生しないものとなっているのである。
Therefore, the
以上、詳述した通り、本発明においては、上記実施形態にて例示した如く、
「合成樹脂シート20を成形することにより形成した包装用容器10であって、合成樹脂シート20は、基材シート21と、これに水性インキ23を介して押出機または熱ラミネート機により熱ラミネートしたフィルム22とにより積層して構成した」
ことにその主たる特徴があり、これにより、装飾等の印刷が綺麗で、しかもこの印刷される水性インキ23は異臭の原因となる有機溶剤を使用していないものであるため異臭が発生せず、衛生上の問題が全く生じない包装用容器10を提供することができたのである。
As described above in detail, in the present invention, as exemplified in the above embodiment,
"This is a
In particular, it has a main feature, whereby the printing of decorations and the like is beautiful, and furthermore, the
次に、以上のように構成した各請求項に係る発明を、図面に示した実施の形態である包装用容器10について説明するが、この実施形態の包装用容器10は、上記各請求項に係る発明の全てを実質的に含むものである。また、この包装用容器10は、基材シート21に水性インキ23を介してフィルム22を熱ラミネートして構成した合成樹脂シート20に対して、真空または圧空成形による熱成形を施すことにより、図1及び図2に示したような形状のものにしたものである。
Next, the invention according to each claim configured as described above will be described with respect to a
まず、合成樹脂シート20を構成するための基材シート21であるが、この基材シート21としては、100〜2000μm好ましくは200〜1000μmのPP(ポリプロピレン)フィルムあるいはシートを採用した。この基材シート21のフィルムあるいはシートは、ポリスチレンペーパー(中衝撃性ポリスチレン=ハイインパクトポリスチレン)によって形成したものであってもよく、これらがフィラー入りのものであってもよい。
First, a
また、フィルム22としては、10〜100μm好ましくは15〜50μmのCPP(未延伸ポリプロピレン)フィルムを採用したが、ポリスチレンフィルムや汎用ポリスチレン(ジェネラルパーパスポリスチレン)、あるいは耐衝撃性ポリスチレン(ハイインパクトポリスチレン)であってもよいものである。 As the film 22, a CPP (unstretched polypropylene) film having a thickness of 10 to 100 μm, preferably 15 to 50 μm is used. It may be.
水性インキ23は、1〜30%(好ましくは10〜20%)のアルコールと、残部の水とにより構成したものであり、アルコールとしては、イソプロピレンアルコール、エチルアルコール、メタノール、あるいはプロパノールを使用すればよい。この水性インキ23は、上記フィルム22に、10〜2000g/m2好ましくは100〜1000g/m2の条件でグラビア印刷されるものである。
The
なお、フィルム22に水性インキ23を印刷する前に、コロナ放電処理またはフレム処理を行えば、フィルム22の表面にカルボニル基等を生じさせることができるのであり、フィルム22の表面を極性化あるいは親水化させて接着力を大きくすることができる。また、基材シート21とフィルム22とを異種材料によって形成して、接着剤を使用して一体化して合成樹脂シート20とすることも可能である。
If a corona discharge treatment or a framing treatment is performed before printing the water-based
以上の材料から実施例に係る次の試料を作成し、この実施例に対して比較するものを次のように選定してそれぞれの合成樹脂シートを形成し、これらから本発明に係る包装用容器10と、これと同様な形状の比較容器を真空または圧空成形による熱成形によって形成した。そして、これらの合成樹脂シートと、これらから成形した包装用容器10及び比較容器について、そのラミネート強度、及び残留溶剤測定を行った結果、以下に示す結果が得られた。この場合、「フィルム密着性」は粘着テープ剥離で確認した。
From the above materials, the following samples according to the examples were prepared, and those to be compared with the examples were selected as follows to form respective synthetic resin sheets, and from these, the packaging container according to the present invention was formed. 10 and a comparative container having a similar shape were formed by thermoforming by vacuum or pressure forming. The lamination strength and the residual solvent were measured for these synthetic resin sheets, the
実施例試料:未延伸ポリプロピレンフィルムに水性インキ23をグラビア印刷して、これを押出しポリプロピレンシートに熱ラミネートしたもの
比較例試料:未延伸ポリプロピレンフィルムに市販の油性インキをグラビア印刷して、これを市販のフィラー入りポリプロピレンシートに熱ラミネートしたもの
[ラミネート物性]
ラミネート強度:N/15mm、剥離速度300m/分、MD/TD
[残留溶剤測定]
単位:mg/m2
以上の結果から、本発明に係る包装用容器10は、比較例と較べて、ラミネート強度や耐油性に優れ、残留溶剤が非常に少なかった。
Example sample: A water-based
Laminate strength: N / 15mm, peeling speed 300m / min, MD / TD
[Residual solvent measurement]
From the above results, the
10 包装用容器
20 合成樹脂シート
21 基材シート
22 フィルム
23 水性インキ
DESCRIPTION OF
Claims (3)
前記合成樹脂シートは、基材シートと、これに水性インキを介して押出機または熱ラミネート機によりラミネートしたフィルムとにより積層して構成したものであることを特徴とする包装用容器。 A packaging container formed by molding a synthetic resin sheet,
The packaging container, wherein the synthetic resin sheet is formed by laminating a base sheet and a film laminated on the base sheet with an extruder or a heat laminating machine via an aqueous ink.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003361857A JP2004168421A (en) | 2003-10-22 | 2003-10-22 | Packaging container |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003361857A JP2004168421A (en) | 2003-10-22 | 2003-10-22 | Packaging container |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002332285 Division | 2002-11-15 | 2002-11-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004168421A true JP2004168421A (en) | 2004-06-17 |
Family
ID=32709313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003361857A Pending JP2004168421A (en) | 2003-10-22 | 2003-10-22 | Packaging container |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004168421A (en) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006130814A (en) * | 2004-11-08 | 2006-05-25 | Kaneka Corp | Laminated foamed polypropylene resin sheet and its molding |
| JP2011006152A (en) * | 2010-08-04 | 2011-01-13 | Shinmei:Kk | Food film case |
| US8715449B2 (en) | 2011-06-17 | 2014-05-06 | Berry Plastics Corporation | Process for forming an insulated container having artwork |
| US8883280B2 (en) | 2011-08-31 | 2014-11-11 | Berry Plastics Corporation | Polymeric material for an insulated container |
| US9102461B2 (en) | 2011-06-17 | 2015-08-11 | Berry Plastics Corporation | Insulated sleeve for a cup |
| US9150344B2 (en) | 2012-12-14 | 2015-10-06 | Berry Plastics Corporation | Blank for container |
| US9562140B2 (en) | 2013-08-16 | 2017-02-07 | Berry Plastics Corporation | Polymeric material for an insulated container |
| US9688456B2 (en) | 2012-12-14 | 2017-06-27 | Berry Plastics Corporation | Brim of an insulated container |
| US9713906B2 (en) | 2012-08-07 | 2017-07-25 | Berry Plastics Corporation | Cup-forming process and machine |
| US9725202B2 (en) | 2013-03-14 | 2017-08-08 | Berry Plastics Corporation | Container |
| US9758292B2 (en) | 2011-06-17 | 2017-09-12 | Berry Plastics Corporation | Insulated container |
| US9758655B2 (en) | 2014-09-18 | 2017-09-12 | Berry Plastics Corporation | Cellular polymeric material |
| US9840049B2 (en) | 2012-12-14 | 2017-12-12 | Berry Plastics Corporation | Cellular polymeric material |
| US9957365B2 (en) | 2013-03-13 | 2018-05-01 | Berry Plastics Corporation | Cellular polymeric material |
| US9993098B2 (en) | 2011-06-17 | 2018-06-12 | Berry Plastics Corporation | Insulated container with molded brim |
| US10011696B2 (en) | 2012-10-26 | 2018-07-03 | Berry Plastics Corporation | Polymeric material for an insulated container |
| US10513589B2 (en) | 2015-01-23 | 2019-12-24 | Berry Plastics Corporation | Polymeric material for an insulated container |
| US11091311B2 (en) | 2017-08-08 | 2021-08-17 | Berry Global, Inc. | Insulated container and method of making the same |
-
2003
- 2003-10-22 JP JP2003361857A patent/JP2004168421A/en active Pending
Cited By (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006130814A (en) * | 2004-11-08 | 2006-05-25 | Kaneka Corp | Laminated foamed polypropylene resin sheet and its molding |
| JP2011006152A (en) * | 2010-08-04 | 2011-01-13 | Shinmei:Kk | Food film case |
| US9993098B2 (en) | 2011-06-17 | 2018-06-12 | Berry Plastics Corporation | Insulated container with molded brim |
| US8715449B2 (en) | 2011-06-17 | 2014-05-06 | Berry Plastics Corporation | Process for forming an insulated container having artwork |
| US9758293B2 (en) | 2011-06-17 | 2017-09-12 | Berry Plastics Corporation | Insulative container |
| US9102461B2 (en) | 2011-06-17 | 2015-08-11 | Berry Plastics Corporation | Insulated sleeve for a cup |
| US9975687B2 (en) | 2011-06-17 | 2018-05-22 | Berry Plastics Corporation | Process for forming an insulated container having artwork |
| US9758292B2 (en) | 2011-06-17 | 2017-09-12 | Berry Plastics Corporation | Insulated container |
| US9346605B2 (en) | 2011-06-17 | 2016-05-24 | Berry Plastics Corporation | Insulative container |
| US9358772B2 (en) | 2011-06-17 | 2016-06-07 | Berry Plastics Corporation | Process for forming an insulated container having artwork |
| US9067705B2 (en) | 2011-06-17 | 2015-06-30 | Berry Plastics Corporation | Process for forming an insulated container having artwork |
| US9694962B2 (en) | 2011-06-17 | 2017-07-04 | Berry Plastics Corporation | Process for forming an insulated container having artwork |
| US8883280B2 (en) | 2011-08-31 | 2014-11-11 | Berry Plastics Corporation | Polymeric material for an insulated container |
| US9102802B2 (en) | 2011-08-31 | 2015-08-11 | Berry Plastics Corporation | Polymeric material for an insulated container |
| US10428195B2 (en) | 2011-08-31 | 2019-10-01 | Berry Plastics Corporation | Polymeric material for an insulated container |
| US9783649B2 (en) | 2011-08-31 | 2017-10-10 | Berry Plastics Corporation | Polymeric material for an insulated container |
| US9624348B2 (en) | 2011-08-31 | 2017-04-18 | Berry Plastic Corporation | Polymeric material for an insulated container |
| US9713906B2 (en) | 2012-08-07 | 2017-07-25 | Berry Plastics Corporation | Cup-forming process and machine |
| US10011696B2 (en) | 2012-10-26 | 2018-07-03 | Berry Plastics Corporation | Polymeric material for an insulated container |
| US9840049B2 (en) | 2012-12-14 | 2017-12-12 | Berry Plastics Corporation | Cellular polymeric material |
| US9731888B2 (en) | 2012-12-14 | 2017-08-15 | Berry Plastics Corporation | Blank for container |
| US9150344B2 (en) | 2012-12-14 | 2015-10-06 | Berry Plastics Corporation | Blank for container |
| US9688456B2 (en) | 2012-12-14 | 2017-06-27 | Berry Plastics Corporation | Brim of an insulated container |
| US9957365B2 (en) | 2013-03-13 | 2018-05-01 | Berry Plastics Corporation | Cellular polymeric material |
| US9725202B2 (en) | 2013-03-14 | 2017-08-08 | Berry Plastics Corporation | Container |
| US10046880B2 (en) | 2013-03-14 | 2018-08-14 | Berry Plastics Corporation | Container |
| US10633139B2 (en) | 2013-03-14 | 2020-04-28 | Berry Plastics Corporation | Container |
| US9562140B2 (en) | 2013-08-16 | 2017-02-07 | Berry Plastics Corporation | Polymeric material for an insulated container |
| US9758655B2 (en) | 2014-09-18 | 2017-09-12 | Berry Plastics Corporation | Cellular polymeric material |
| US10513589B2 (en) | 2015-01-23 | 2019-12-24 | Berry Plastics Corporation | Polymeric material for an insulated container |
| US11091311B2 (en) | 2017-08-08 | 2021-08-17 | Berry Global, Inc. | Insulated container and method of making the same |
| US11214429B2 (en) | 2017-08-08 | 2022-01-04 | Berry Global, Inc. | Insulated multi-layer sheet and method of making the same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004168421A (en) | Packaging container | |
| WO2006093091A1 (en) | Transfer film, and synthetic resin molded product having decoration formed by transfer film | |
| JP2006143269A (en) | Packaging bag and package using it | |
| JP6184742B2 (en) | In-mold label | |
| JP2004017984A (en) | Layered body of paper container for retort processing, and paper container for retort processing | |
| JP2006215245A (en) | Heat-shrinkable cylindrical label | |
| JP2006137044A (en) | Polystyrene laminated material used for molding electronic oven container | |
| JP2006001206A (en) | Laminate provided with indicator for heat treatment and its manufacturing method | |
| KR200408674Y1 (en) | Paper packaging bag of rice | |
| JP2004175452A (en) | Packaging container and its manufacturing method | |
| JP2000025067A (en) | Label for in-mold labeling and in-mold label molding container using the same | |
| JP2006143864A (en) | Oxygen absorptive film, laminate and packaging container using the same | |
| JP2007076259A (en) | Heat-shrinkable laminated film and heat-shrinkable cylindrical label | |
| JP7333012B2 (en) | packaging material | |
| JP4867711B2 (en) | Tray container that can be easily disassembled into a flat shape | |
| JP2808262B2 (en) | Deep drawing packaging material, deep drawing container and package using the same | |
| JP2011013395A (en) | Label | |
| JP5446912B2 (en) | Lid material | |
| JP2001163322A (en) | Container with foamed resin layer | |
| JP4995547B2 (en) | In-mold molded product with label | |
| JP2006027675A (en) | Heat-shrinkable label and labelled container | |
| JP2007062786A (en) | Easily releasable food packaging paper, easily releasable food container using this and method for using it, and easily releasable laminate | |
| JP6637555B2 (en) | Manufacturing method of mirror cake type container | |
| EP1277664A1 (en) | Packaging bag or lid with sticker | |
| JP2006143272A (en) | Packaging bag and package using it |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050818 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081110 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090106 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090106 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090127 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090226 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090325 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20090402 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20091225 |