EP4375391A1 - High-strength steel sheet having excellent hole expandability and ductility and manufacturing method therefor - Google Patents
High-strength steel sheet having excellent hole expandability and ductility and manufacturing method therefor Download PDFInfo
- Publication number
- EP4375391A1 EP4375391A1 EP22846060.6A EP22846060A EP4375391A1 EP 4375391 A1 EP4375391 A1 EP 4375391A1 EP 22846060 A EP22846060 A EP 22846060A EP 4375391 A1 EP4375391 A1 EP 4375391A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel sheet
- less
- excluding
- cooling
- strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 126
- 239000010959 steel Substances 0.000 title claims abstract description 126
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 32
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 66
- 238000000137 annealing Methods 0.000 claims abstract description 40
- 238000000034 method Methods 0.000 claims abstract description 34
- 238000005097 cold rolling Methods 0.000 claims abstract description 25
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 21
- 238000001816 cooling Methods 0.000 claims description 89
- 238000010438 heat treatment Methods 0.000 claims description 30
- 239000011572 manganese Substances 0.000 claims description 20
- 238000002791 soaking Methods 0.000 claims description 20
- 239000011651 chromium Substances 0.000 claims description 19
- 229910052799 carbon Inorganic materials 0.000 claims description 18
- 239000010960 cold rolled steel Substances 0.000 claims description 17
- 239000010936 titanium Substances 0.000 claims description 17
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 16
- 229910001566 austenite Inorganic materials 0.000 claims description 16
- 239000010955 niobium Substances 0.000 claims description 15
- 238000005098 hot rolling Methods 0.000 claims description 13
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 12
- 230000009467 reduction Effects 0.000 claims description 11
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 9
- 229910052782 aluminium Inorganic materials 0.000 claims description 9
- 229910052796 boron Inorganic materials 0.000 claims description 8
- 229910052748 manganese Inorganic materials 0.000 claims description 8
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims description 7
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 7
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 claims description 7
- 229910052710 silicon Inorganic materials 0.000 claims description 7
- 239000010703 silicon Substances 0.000 claims description 7
- 229910052717 sulfur Inorganic materials 0.000 claims description 7
- 239000011593 sulfur Substances 0.000 claims description 7
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 6
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 claims description 6
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims description 6
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims description 6
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 6
- 229910052804 chromium Inorganic materials 0.000 claims description 6
- 239000012535 impurity Substances 0.000 claims description 6
- 229910052750 molybdenum Inorganic materials 0.000 claims description 6
- 239000011733 molybdenum Substances 0.000 claims description 6
- 229910052758 niobium Inorganic materials 0.000 claims description 6
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 claims description 6
- 229910052757 nitrogen Inorganic materials 0.000 claims description 6
- 229910052698 phosphorus Inorganic materials 0.000 claims description 6
- 239000011574 phosphorus Substances 0.000 claims description 6
- 229910052719 titanium Inorganic materials 0.000 claims description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 4
- 230000000717 retained effect Effects 0.000 claims description 3
- 230000008569 process Effects 0.000 abstract description 22
- 239000000463 material Substances 0.000 abstract description 14
- 239000011159 matrix material Substances 0.000 abstract description 3
- 230000000052 comparative effect Effects 0.000 description 37
- 230000000694 effects Effects 0.000 description 12
- 238000003754 machining Methods 0.000 description 12
- 230000007547 defect Effects 0.000 description 11
- 238000005096 rolling process Methods 0.000 description 11
- 230000015572 biosynthetic process Effects 0.000 description 9
- 150000001247 metal acetylides Chemical class 0.000 description 8
- 239000000203 mixture Substances 0.000 description 8
- 238000001953 recrystallisation Methods 0.000 description 8
- 229910045601 alloy Inorganic materials 0.000 description 7
- 239000000956 alloy Substances 0.000 description 7
- 238000005728 strengthening Methods 0.000 description 7
- 239000013078 crystal Substances 0.000 description 6
- 239000006104 solid solution Substances 0.000 description 6
- 229910001563 bainite Inorganic materials 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 230000009466 transformation Effects 0.000 description 5
- 229910000794 TRIP steel Inorganic materials 0.000 description 4
- 238000005336 cracking Methods 0.000 description 4
- 238000007747 plating Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 230000033228 biological regulation Effects 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 229910001562 pearlite Inorganic materials 0.000 description 3
- 238000005554 pickling Methods 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- HMUNWXXNJPVALC-UHFFFAOYSA-N 1-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperazin-1-yl]-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)N1CCN(CC1)C(CN1CC2=C(CC1)NN=N2)=O HMUNWXXNJPVALC-UHFFFAOYSA-N 0.000 description 2
- VZSRBBMJRBPUNF-UHFFFAOYSA-N 2-(2,3-dihydro-1H-inden-2-ylamino)-N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]pyrimidine-5-carboxamide Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C(=O)NCCC(N1CC2=C(CC1)NN=N2)=O VZSRBBMJRBPUNF-UHFFFAOYSA-N 0.000 description 2
- WZFUQSJFWNHZHM-UHFFFAOYSA-N 2-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperazin-1-yl]-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)N1CCN(CC1)CC(=O)N1CC2=C(CC1)NN=N2 WZFUQSJFWNHZHM-UHFFFAOYSA-N 0.000 description 2
- YJLUBHOZZTYQIP-UHFFFAOYSA-N 2-[5-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]-1,3,4-oxadiazol-2-yl]-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C1=NN=C(O1)CC(=O)N1CC2=C(CC1)NN=N2 YJLUBHOZZTYQIP-UHFFFAOYSA-N 0.000 description 2
- CONKBQPVFMXDOV-QHCPKHFHSA-N 6-[(5S)-5-[[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperazin-1-yl]methyl]-2-oxo-1,3-oxazolidin-3-yl]-3H-1,3-benzoxazol-2-one Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)N1CCN(CC1)C[C@H]1CN(C(O1)=O)C1=CC2=C(NC(O2)=O)C=C1 CONKBQPVFMXDOV-QHCPKHFHSA-N 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 239000013256 coordination polymer Substances 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 230000001376 precipitating effect Effects 0.000 description 2
- 238000010583 slow cooling Methods 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- VWVRASTUFJRTHW-UHFFFAOYSA-N 2-[3-(azetidin-3-yloxy)-4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]pyrazol-1-yl]-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound O=C(CN1C=C(C(OC2CNC2)=N1)C1=CN=C(NC2CC3=C(C2)C=CC=C3)N=C1)N1CCC2=C(C1)N=NN2 VWVRASTUFJRTHW-UHFFFAOYSA-N 0.000 description 1
- SXAMGRAIZSSWIH-UHFFFAOYSA-N 2-[3-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]-1,2,4-oxadiazol-5-yl]-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C1=NOC(=N1)CC(=O)N1CC2=C(CC1)NN=N2 SXAMGRAIZSSWIH-UHFFFAOYSA-N 0.000 description 1
- LPZOCVVDSHQFST-UHFFFAOYSA-N 2-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]-3-ethylpyrazol-1-yl]-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C=1C(=NN(C=1)CC(=O)N1CC2=C(CC1)NN=N2)CC LPZOCVVDSHQFST-UHFFFAOYSA-N 0.000 description 1
- ZRPAUEVGEGEPFQ-UHFFFAOYSA-N 2-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]pyrazol-1-yl]-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C=1C=NN(C=1)CC(=O)N1CC2=C(CC1)NN=N2 ZRPAUEVGEGEPFQ-UHFFFAOYSA-N 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000885 Dual-phase steel Inorganic materials 0.000 description 1
- 229910000655 Killed steel Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 229910000797 Ultra-high-strength steel Inorganic materials 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- JMANVNJQNLATNU-UHFFFAOYSA-N oxalonitrile Chemical compound N#CC#N JMANVNJQNLATNU-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229910001568 polygonal ferrite Inorganic materials 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/02—Winding-up or coiling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/84—Controlled slow cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0062—Heat-treating apparatus with a cooling or quenching zone
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present disclosure relates to a steel suitable as a material for automobiles, and more particularly, to a high-strength steel sheet having excellent hole expandability and ductility and a manufacturing method thereof.
- high-strength steel with excellent strength has been used as a material for structural members, such as members, seat rails, and pillars to improve impact resistance of vehicle bodies.
- hole expandability is required for smooth molding, but high-strength steel has low hole expandability, resulting in defects such as cracks during molding. As such, poor hole expandability may result in cracks in part molded portions when the car crashes, and thus, parts may be easily destroyed to threaten the safety of occupants.
- high-strength steel used as a material for automobiles includes dual phase steel (DP Steel), transformation induced plasticity steel (TRIP steel), complex phase steel (CP steel), ferrite-bainite steel (FB steel), and the like.
- DP Steel dual phase steel
- TRIP steel transformation induced plasticity steel
- CP steel complex phase steel
- FB steel ferrite-bainite steel
- DP steel an ultra-high-strength steel, has a low yield ratio of approximately 0.5 to 0.6, so it is easy to process and advantageously has high elongation next to TRIP steel. Accordingly, DP steel is mainly applied to door outers, seat rails, seat belts, suspensions, arms, wheel rims, and the like.
- TRIP steel has a yield ratio in the range of 0.57 to 0.67, exhibiting excellent formability (high ductility), and is therefore suitable for parts requiring high formability, such as members, roofs, seat belts, and bumper rails.
- CP steel is applied to side panels and underbody stiffeners due to a low yield ratio, high elongation, and bending workability thereof, and FB steel has excellent hole expandability and is mainly applied to suspension lower arms or wheel discs.
- DP steel mainly includes ferrite with excellent ductility and hard phases (martensite phase, bainite phase) with high strength, and a small amount of residual austenite may be present therein.
- the DP steel has low yield strength and high tensile strength, thus having a low yield ratio (YR) and have characteristics of high strain hardening rate, high ductility, continuous yield behavior, room temperature aging resistance, baking hardenability, and the like.
- high-strength steel with high hole expandability may be manufactured by controlling the fraction, recrystallization degree, and distribution uniformity of each phase.
- a slab is manufactured through a steelmaking and casting process, [heating-rough rolling-finish hot rolling] is performed on the slab to obtain a hot-rolled coil, and then a final product is manufactured through an annealing process.
- the annealing process is a process mainly performed in the manufacturing of a cold-rolled steel sheet, and the cold-rolled steel sheet is manufactured by pickling a hot-rolled coil to remove surface scale therefrom, cold-rolling the resultant coil at a constant reduction rate at room temperature, and then performing annealing and an additional temper rolling process as necessary.
- Cold-rolled steel sheets (cold-rolled material) obtained by cold rolling are in a very hardened state and are not suitable for manufacturing parts requiring workability, and therefore, workability may be improved by softening through a heat treatment in a continuous annealing furnace, as a subsequent process.
- the steel sheet (cold-rolled material) is heated to approximately 650°C to 850°C in a heating furnace and then maintained for a predetermined period of time to lower hardness and improve workability through recrystallization and phase transformation.
- the steel sheet that has not undergone the annealing process has high hardness, particularly, surface hardness, and lacks workability
- the steel sheet subjected to the annealing process has a recrystallized structure, so that hardness, a yield point, and tensile strength are lowered to improve workability.
- ferrite may be completely recrystallized in a heating process during continuous annealing to be produced in the form of equiaxed crystals, so that austenite may be created and grown in equiaxed crystals in a subsequent process, thereby advantageously forming an austenite phase having small and uniform grains.
- Patent Document 1 proposes a method according to refining the microstructure, and specifically, a method of dispersing fine precipitated copper particles having a grain size of 1 to 100 nm inside the structure for a composite structure steel sheet mainly comprised of a martensite phase.
- this technique requires the addition of 2 to 5% of Cu to obtain good fine precipitated particles, leading to a possibility that hot brittleness may occur due to a large amount of Cu and manufacturing costs may excessively increase.
- Patent Document 2 discloses a steel sheet having a structure containing 2 to 10 area% of pearlite based on ferrite as a base structure, and having improved strength through precipitation enhancement and crystal grain refinement by adding carbon nitride forming elements (e.g., Ti, etc.). While the steel sheet is good in terms of hole expandability, it has limitations in further increasing tensile strength, and has a problem in that cracks occur during fresh forming due to high yield strength and low ductility.
- carbon nitride forming elements e.g., Ti, etc.
- Patent Document 3 discloses a method of manufacturing a cold-rolled steel sheet simultaneously obtaining high strength and high ductility using a tempered martensite phase and having an excellent plate shape after continuous annealing, but the content of carbon (C) in the steel is 0.2% or more to have poor weldability and there is a possibility that dent defects in a furnace may occur due to the addition of a large amount of Si.
- An aspect of the present disclosure is to provide a high-strength steel sheet having a low yield ratio, high strength, and excellent formability, such as hole expandability, through enhancement of ductility, as a material suitable for automotive structural members, and the like, and a method for manufacturing the same.
- the object of the present disclosure is not limited to the above.
- the object of the present disclosure will be understood from the entire contents of this specification, and those skilled in the art will have no difficulty in understanding the additional subject of the present disclosure.
- a high-strength steel sheet having excellent hole expandability comprises, by wt%, carbon (C): 0.05 to 0.12%, manganese (Mn): 2.5 to 3.0%, silicon (Si): 1.2% or less (excluding 0%), chromium (Cr): 0.1% or less (excluding 0%), molybdenum (Mo): 0.1% or less (excluding 0%), niobium (Nb): 0.1% or less (excluding 0%), titanium (Ti): 0.1% or less (excluding 0%), boron (B): 0.002% or less (excluding 0%), aluminum (sol.Al): 0.02 to 0.05%, phosphorus (P): 0.05% or less (excluding 0%), sulfur (S): 0.01% or less (excluding 0%), nitrogen (N): 0.01% or less (excluding 0%), iron (Fe) and other unavoidable impurities, wherein a microstructure comprises ferrite of 20 to 30% by area fraction, non
- a method of manufacturing a high-strength steel sheet having excellent hole expandability includes: preparing a steel slab including an alloy composition described above; heating the steel slab in a temperature range of 1100 to 1300°C; hot-rolling the heated steel slab to manufacture a hot-rolled steel sheet; coiling the hot-rolled steel sheet in a temperature range of 400 to 700°C; cooling the hot-rolled steel sheet to room temperature after the coiling; cold-rolling the cooled hot-rolled steel sheet to manufacture a cold-rolled steel sheet; continuously annealing the cold-rolled steel sheet; primarily cooling the cold-rolled steel sheet at an average cooling rate of 1 to 10°C/s to a temperature range of 570 to 630°C after the continuous annealing; and secondarily cooling the cooled cold-rolled steel sheet at an average cooling rate of 5 to 50°C to a temperature range of 300 to 400°C, after the primary cooling, wherein the continuous annealing is performed in a facility equipped with a heating zone,
- the steel sheet of the present disclosure with improved formability may prevent machining defects, such as cracks or wrinkles during press forming, the steel sheet may be appropriately applied to parts of structures requiring machining into complex shapes. Furthermore, the steel sheet of the present disclosure is also effective in manufacturing a material with improved collision resistance so that defects, such as cracks, are not easily formed if a vehicle to which such parts are applied inevitably collides.
- the inventors of the present disclosure conducted in-depth research to develop a material having a level of formability that may be suitably used for parts requiring machining into complex shapes among automotive materials.
- the present inventors completed the present disclosure by deriving a structure configuration capable of resolving a difference in hardness between a soft phase and a hard phase, which affects crack resistance of steel, and, at the same time, confirming that a target could be achieved through refinement of the hard phase and control of crystal grain shape, which are advantageous for preventing generation and propagation of voids.
- the present disclosure has technical significance in introducing an intermediate phase, preferably, a non-equilibrium (quasi-equilibrium) ferrite phase, in order to solve the difference in hardness between the soft phase and the hard phase, and optimizing an alloy composition and manufacturing conditions in forming such a structure.
- an intermediate phase preferably, a non-equilibrium (quasi-equilibrium) ferrite phase
- a high-strength steel sheet having excellent hole expandability and ductility comprises, by wt%, carbon (C): 0.05 to 0.12%, manganese (Mn): 2.5 to 3.0%, silicon (Si): 1.2% or less (excluding 0%), chromium (Cr): 0.1% or less (excluding 0%), molybdenum (Mo): 0.1% or less (excluding 0%), niobium (Nb): 0.1% or less (excluding 0%), titanium (Ti): 0.1% or less (excluding 0%), boron (B): 0.002% or less (excluding 0%), aluminum (sol.Al): 0.02 to 0.05%, phosphorus (P): 0.05% or less (excluding 0%), sulfur (S): 0.01% or less (excluding 0%), and nitrogen (N): 0.01% or less (excluding 0%).
- the content of each element is based on weight, and the ratio of a structure is based on area.
- Carbon (C) is an important element added for solid solution strengthening, and carbon (C) may be combined with a precipitated element to form a fine precipitate, thereby contributing to enhancement of the strength of steel.
- the content of C exceeds 0.12%, hardenability may be increased and strength may be excessively increased as martensite is formed during cooling during steel production, while elongation is reduced. In addition, weldability may become inferior to cause welding defects during machining into parts. Meanwhile, if the C content is less than 0.05%, it may be difficult to secure a target level of strength.
- carbon (C) may be included in the amount of 0.05 to 0.12%. More advantageously, carbon (C) may be included by 0.06% or more, and may be included by 0.10% or less.
- Manganese (Mn) is an element advantageous for preventing hot brittleness due to the formation of FeS by precipitating sulfur (S) in steel as MnS, and for solid solution strengthening of steel.
- Mn-Band Mn oxide band
- Mn oxide may be eluted on the surface, thereby significantly impairing plating properties.
- Mn may be included in an amount of 2.5 to 3.0%.
- Silicon (Si) is a ferrite stabilizing element and is advantageous in securing a target level of ferrite fraction by accelerating ferrite transformation.
- silicon (Si) has good solid solution strengthening ability to be effective in increasing the strength of ferrite and is a useful in securing strength without reducing the ductility of steel.
- the content of Si exceeds 1.2%, the solid solution strengthening effect may be excessive to rather lower the ductility and induce surface scale defects to adversely affect a plating surface quality. In addition, there is a problem of impairing chemical conversion treatability.
- Si may be included in an amount of 1.2% or less, and 0% may be excluded. More advantageously, Si may be included in an amount of 0.1% or more.
- Chromium (Cr) is an element contributing to constituting a structure intended in the present disclosure, suppresses the formation of martensite and bainite phases during annealing heat treatment, and contributes to strength enhancement by forming fine carbides. That is, Cr has an effect of suppressing bainite formed competitively with non-equilibrium (quasi-equilibrium) ferrite, and Cr included at an appropriate level is advantageous in forming a non-equilibrium (quasi-equilibrium) ferrite phase at high temperatures.
- the non-equilibrium (quasi-equilibrium) ferrite phase may not be formed to reduce the ductility and hole expandability of the steel, and when carbides are formed at grain boundaries, strength and elongation may be inferior. In addition, manufacturing costs may increase.
- Cr may be included in an amount of 0.1% or less, and 0% may be excluded. More advantageously, Cr may be included in an amount of 0.01% or more.
- Molybdenum (Mo) is an element that facilitates the formation of a non-equilibrium (quasi-equilibrium) ferrite phase by suppressing the transformation of pearlite, suppresses the formation of a martensite phase during annealing heat treatment, and contributes to strength enhancement by forming fine carbides.
- non-equilibrium (quasi-equilibrium) ferrite phase may not rather be formed to reduce the ductility and hole expandability of the steel, and manufacturing costs may increase.
- Mo may be included in an amount of 0.1% or less, and 0% may be excluded. More advantageously, Mo may be included in an amount of 0.01% or less.
- Niobium (Nb) is an element that segregates at austenite grain boundaries to suppress coarsening of austenite crystal grains during annealing heat treatment and contributes to strength enhancement by forming fine carbides.
- Nb may be included in an amount of 0.1% or less, and 0% may be excluded. More advantageously, Nb may be included in an amount of 0.01% or less.
- Titanium (Ti) is an element that forms fine carbides and contributes to securing yield strength and tensile strength.
- Ti has an effect of precipitating N in steel as TiN to suppress the formation of AlN due to Al inevitably present in steel, thereby reducing the possibility of cracking during continuous casting.
- Ti may be included in an amount of 0.1% or less, and 0% may be excluded. More advantageously, Ti may be included in an amount of 0.01% or less.
- Boron (B) is an element that retards the transformation of austenite into pearlite during cooling after annealing heat treatment, but if the content of boron (B) exceeds 0.002%, B may be excessively concentrated on the surface to cause deterioration of plating adhesion.
- B may be included in an amount of 0.002% or less, and 0% may be excluded.
- Aluminum (sol.Al) is an element added for the grain size refinement effect and deoxidation of steel, and if the content of aluminum (sol.Al) is less than 0.02%, aluminum killed steel cannot be manufactured in a stable state. Meanwhile, if the content of aluminum (sol.Al) exceeds 0.05%, the crystal grains may be refined to improve the strength, but excessive formation of inclusions during steel casting operation may increase the risk of surface defects of a plated steel sheet.
- the sol.Al may be included in an amount of 0.02 to 0.05%.
- Phosphorus (P) is a substitutional element having the greatest solid-solution strengthening effect and is an element advantageous for improving in-plane anisotropy and securing strength without significantly deteriorating formability.
- P is excessively added, the possibility of brittle fracture may significantly increase, thereby increasing the possibility of plate breakage of a slab during hot rolling and impairing plating surface characteristics.
- the content of P may be controlled to 0.05% or less, and 0% may be excluded in consideration of the level that is inevitably added.
- S Sulfur
- S is an element that is inevitably added as an impurity element in steel, and since S inhibits ductility, it is desirable to manage the content of S as low as possible.
- S since S has a problem of increasing the possibility of generating hot brittleness, it is preferable to control the content of S to 0.01% or less.
- 0% may be excluded.
- N Nitrogen
- N may be included in an amount of 0.01% or less, and 0% may be excluded in consideration of an inevitably added level.
- the remaining component of the present disclosure is iron (Fe).
- Fe iron
- unintended impurities from raw materials or the surrounding environment inevitably mixed in a normal manufacturing process cannot be excluded. Since these impurities are known to anyone skilled in the ordinary manufacturing process, not all thereof are specifically mentioned in this specification.
- the steel sheet of the present disclosure having the aforementioned alloy composition may include ferrite as a soft phase, a martensite phase as a hard phase, and a non-equilibrium (quasi-equilibrium) ferrite phase formed at these interfaces.
- the steel sheet of the present disclosure may include a ferrite phase in an area fraction of 20 to 30% and a non-equilibrium (quasi-equilibrium) ferrite phase in an area fraction of 5 to 15%, and may include a martensite phase as a remaining structure.
- a trace amount of a retained austenite phase may be included.
- the non-equilibrium (quasi-equilibrium) ferrite phase is a structure advantageous to minimizing a difference in hardness between the soft phase and the hard phase and is a structure distinct from existing equilibrium ferrite (polygonal ferrite).
- the non-equilibrium (quasi-equilibrium) ferrite may be an acicular ferrite or a bainitic ferrite.
- Widmanstatten ferrite, massive ferrite, and the like may be included depending on cooling conditions.
- non-equilibrium (quasi-equilibrium) ferrite includes relatively high C and Mn compared to equilibrium ferrite, while being affected by components constituting a mother phase. For example, if the C concentration of equilibrium ferrite is taken to be 0.02%, non-equilibrium (quasi-equilibrium) ferrite has a higher C content of 0.03 to 0.04%.
- the hard phase formed near non-equilibrium (quasi-equilibrium) ferrite has a relatively low concentration of C and Mn, the difference in hardness between the soft phase and the hard phase may be reduced and hole expandability may be improved.
- the Si concentration in non-equilibrium (quasi-equilibrium) ferrite is as low as less than 1%, stacking fault energy may increase and cross slip may be difficult, resulting in resistance to the formation of voids due to deformation ( FIG. 2 ).
- the fraction of the non-equilibrium (quasi-equilibrium) ferrite phase is excessively high, the fraction of the hard phase may be relatively low, making it impossible to secure a target level of strength.
- the non-equilibrium (quasi-equilibrium) ferrite phase may be included in an amount of 15% or less. Meanwhile, if the fraction is less than 5%, the aforementioned effect (minimization of the hardness difference between the hard phase and the soft phase) cannot be sufficiently obtained, resulting in poor hole expandability.
- the fraction of the martensite phase may not be specifically limited, but may be included in an area fraction of 50% or more to secure ultra-high strength of 1100 MPa or more in tensile strength. However, if the fraction of the martensite phase exceeds 75%, ductility may be lowered, making it difficult to secure a target level of formability.
- the fraction of the retained austenite phase does not exceed 3%, and even if the fraction is 0%, there is no difficulty in securing intended physical properties.
- the steel sheet of the present disclosure having the aforementioned microstructure may have a tensile strength of 1100 MPa or more, a yield strength of 550 to 700 MPa, and an elongation (total elongation) of 12% or more, so as to have high strength and high ductility.
- the steel sheet has a hole expansion ratio (HER) of 25% or more, so that resistance to cracks that may occur during machining and resistance to impact fracture are excellent.
- HER hole expansion ratio
- the present disclosure may manufacture a desired steel sheet through the processes of [steel slab heating - hot rolling - coiling - cold rolling - continuous annealing], and each process will be described in detail below.
- a steel slab satisfying the aforementioned alloy composition may be prepared and heated.
- This process is performed in order to smoothly perform the subsequent hot rolling process and sufficiently obtain target mechanical properties of the steel sheet.
- the conditions may be normal conditions.
- the heating process may be performed in a temperature range of 1100 to 1300°C.
- the heated steel slab may be hot-rolled to produce a hot-rolled steel sheet, and at this time, finish hot-rolling may be performed at an exit side temperature of Ar3 or more and 1000°C or less.
- hot deformation resistance may increase rapidly, and the top, bottom, and edge of the hot-rolled coil may become a single-phase region, resulting in increased in-plane anisotropy to deteriorate formability. Meanwhile, if the temperature exceeds 1000°C, a rolling load may be relatively reduced, which is advantageous to productivity, but there is a risk of thick oxide scale.
- the finish hot rolling may be performed in a temperature range of 760 to 940°C.
- the hot-rolled steel sheet manufactured according to the above may be coiled to have a coil shape.
- the coiling may be performed in a temperature range of 400 to 700°C. If the coiling temperature is less than 400°C., martensite or non-equilibrium (quasi-equilibrium) ferrite phase may be excessively formed, resulting in an excessive increase in strength of the hot-rolled steel sheet, which may cause problems, such as shape defects due to a load during subsequent cold rolling. Meanwhile, if the coiling temperature exceeds 700°C, a surface scale may increase to deteriorate pickling properties.
- the coiled hot-rolled steel sheet it is preferable to cool the coiled hot-rolled steel sheet to room temperature at an average cooling rate of 0.1°C/s or less (excluding 0°C/s).
- the rolled hot-rolled steel sheet may be cooled after performing processes, such as transfer and stacking, but it should be noted that the process prior to cooling is not limited thereto.
- the hot-rolled steel sheet coiled according to the above may be cold-rolled to produce a cold-rolled steel sheet.
- the cold rolling may be performed at a cold rolling reduction rate of 55 to 70%. If the cold rolling reduction rate is less than 55%, the recrystallization driving force may be weakened, making it difficult to obtain good recrystallized grains. Meanwhile, if the cold rolling reduction rate exceeds 70%, the risk of cracking may increase at the edge of the steel sheet, and the rolling load may increase rapidly.
- the present disclosure may further promote recrystallization of ferrite in a heating section during the subsequent continuous annealing process in a state in which an appropriate level of cold rolling reduction rate is applied during cold rolling, and from this, the formation of fine ferrite may be induced to form small austenite uniformly at the ferrite grain boundary.
- This affects the size or distribution of the non-equilibrium (quasi-equilibrium) structure during cooling and is advantageous to improving workability, such as elongation and hole expandability, while maintaining the strength of a final product.
- the cold rolling reduction rate may be implemented with only one cold rolling, that is, one stand, and thus, there is an economically advantageous effect as the rolling reduction is possible.
- a target reduction ratio may be achieved by repeated rolling using a reversing mill.
- the reversing mill is a type of rolling mill used for rolling thin materials, and refers to a rolling mill that rolls, while reciprocating the material between a pair of rolls. One way may be set to 1 pass, when reciprocating the material.
- the hot-rolled steel sheet may be pickled before the cold rolling, and the pickling process may be performed in a general manner.
- the continuous annealing may be performed in a continuous annealing furnace (CAL), for example.
- CAL continuous annealing furnace
- the continuous annealing furnace may include [heating zone - soaking zone - cooling zone (slow cooling zone and rapid cooling zone) - (overaging zone, if necessary)].
- the cold rolled steel sheet is heated to a specific temperature in the heating zone, and after reaching a target temperature, the steel sheet is subjected to a process of maintaining in the soaking zone for a certain period of time.
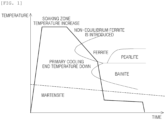
- the temperature of the heating zone and the soaking zone may be equally controlled, which means that an end temperature of the heating zone and a starting temperature of the soaking zone are controlled to be the same ( FIG. 1 ).
- the temperature of the heating zone and soaking zone may be controlled to 810 to 850°C.
- the temperature of the heating zone is less than 810°C, sufficient heat input for recrystallization cannot be applied, whereas if the temperature exceeds 850°C, productivity may be reduced and an austenite phase may be excessively formed, resulting in a significant increase in the fraction of the hard phase after subsequent cooling to lower the ductility of the steel.
- the temperature of the soaking zone is less than 810°C, excessive cooling may be required at the end temperature of the heating zone, which is economically disadvantageous, and the amount of heat for recrystallization may be insufficient. Meanwhile, if the temperature exceeds 850°C, the austenite fraction may become excessive and formability may decrease due to an increase in the hard phase during cooling.
- Increasing the temperature of the soaking zone within the aforementioned temperature range may lower the austenite stability, thereby promoting the formation of a non-equilibrium (quasi-equilibrium) ferrite phase during subsequent cooling.
- the present disclosure performs stepwise cooling during cooling after passing through the heating zone and soaking zone.
- a non-equilibrium (quasi-equilibrium) ferrite phase may be introduced, and the non-equilibrium (quasi-equilibrium) ferrite phase may be configured together with a certain fraction of soft and hard phases as a final structure. Accordingly, in the steel sheet of the present disclosure, not only strength and ductility may be improved, but also a workability improvement effect may be obtained by interfacial strengthening by the non-equilibrium (quasi-equilibrium) ferrite phase.
- the heat input applied to the steel sheet in the heating section including the heating zone and the soaking zone during the continuous annealing it is preferable to control the heat input applied to the steel sheet in the heating section including the heating zone and the soaking zone during the continuous annealing.
- a target structure may be formed by cooling the cold-rolled steel sheet heat-treated according to the above, and at this time, it is preferable to perform cooling in a stepwise manner.
- the stepwise cooling may include primary cooling - secondary cooling. Specifically, after the primary cooling at an average cooling rate of 1 to 10°C/s to a temperature range of 570 to 630°C after the continuous annealing, secondary cooling may be performed at an average cooling rate of 5 to 50°C/s up to a temperature range of 300 to 400°C.
- the diffusion activity of carbon may be low due to the excessively low temperature and the carbon concentration in ferrite may increase, while the yield ratio may increase due to an excessive hard phase fraction as the carbon concentration in austenite decreases, thereby increasing the tendency of cracking during machining.
- the cooling rate between the soaking zone and the cooling zone may excessively increase, causing a problem that a shape of the plate is not uniform. If the end temperature exceeds 630°C, an excessively high cooling rate may be required during subsequent cooling (secondary cooling) and it may be difficult to introduce the non-equilibrium (quasi-equilibrium) ferrite phase.
- the primary cooling may be performed at an average cooling rate of 1°C/s or more.
- rapid cooling may be performed at a cooling rate equal to or higher than a certain level.
- the secondary cooling end temperature is less than 300°C, cooling deviation may occur in width and length directions of the steel sheet, so that the plate shape may be deteriorated.
- the temperature exceeds 400°C, it may not be possible to sufficiently secure the hard phase, and thus, the strength may be lowered and bainite may be formed to cause an increase in yield ratio and a decrease in elongation.
- the average cooling rate during the secondary cooling is less than 5°C/s, there is a risk that the fraction of the hard phase may be excessive, whereas if the average cooling rate exceeds 50°C/s, the hard phase may be insufficient.
- overaging treatment may be performed.
- the overaging treatment is a process of maintaining for a predetermined time after the secondary cooling end temperature, and has an effect of improving shape quality by performing uniform heat treatment in the width direction and length direction of the coil. To this end, the overaging treatment may be performed for 200 to 800 seconds.
- the temperature thereof may be the same as the end temperature of the secondary cooling or may be performed within the end temperature range of the secondary cooling.
- the high-strength steel sheet of the present disclosure prepared as described above may have a microstructure including a hard phase and a soft phase, and in particular, by maximizing ferrite recrystallization by an optimized cold rolling and annealing process, a structure in which the martensite phase, which is a hard phase, is uniformly distributed in the finally recrystallized ferrite matrix may be achieved.
- a non-equilibrium (quasi-equilibrium) ferrite phase into the interface between the hard phase and the soft phase, crack resistance during machining may increase.
- the steel sheet of the present disclosure has a high tensile strength of 1100 MPa or more, it is possible to ensure excellent formability, such as hole expandability by securing a low yield ratio and high ductility.
- each steel slab was heated at 1200°C for 1 hour, and then finish hot-rolled at a finish rolling temperature of 880 to 920°C to manufacture hot-rolled steel sheets. Thereafter, each hot-rolled steel sheet was coiled at 650°C and then cooled to room temperature at a cooling rate of 0.1°C/s. Thereafter, each of the coiled hot-rolled steel sheets was subjected to cold rolling and continuous annealing under the conditions illustrated in Table 2 below, stepwise cooling (primary-secondary) was performed, and then, overaging treatment was performed at 360°C for 520 seconds to manufacture a final steel sheet.
- stepwise cooling primary-secondary
- the primary cooling was performed at an average cooling rate of 3°C/s and the secondary cooling was performed at an average cooling rate of 20°C/s.
- cold rolling was performed by one stand.
- a tensile test piece having a size of JIS No. 5 was taken in a direction perpendicular to the rolling direction, and then, a tensile test was performed at a strain rate 0.01/s.
- the hole expandability (HER) (%) measurement test was performed according to the ISO16630 standard. Specifically, after a circular hole is punched in a test piece, a hole enlargement amount until cracks occurring at the edge of the hole penetrates in a thickness direction when the circular hole is expanded using a conical punch is expressed as a ratio to the initial hole. At this time, the specimen size was 120 mm ⁇ 120 mm, the clearance was 12%, and a diameter of the punched hole was set to 10 mm, a punching holding load was set to be 20 tons, and a test speed was set to 12 mm/min.
- FIG. 3 is microstructure images of Comparative Examples 4 to 7 and Inventive Example 1.
- Inventive Example 1 a uniform and fine non-equilibrium (quasi-equilibrium) ferrite phase was introduced into a sufficient fraction of a recrystallized ferrite matrix during primary cooling, and a certain fraction of a martensite phase was formed during secondary cooling.
- a uniform and fine non-equilibrium (quasi-equilibrium) ferrite phase was introduced into a sufficient fraction of a recrystallized ferrite matrix during primary cooling, and a certain fraction of a martensite phase was formed during secondary cooling.
- Comparative Examples 4 to 7 it can be seen that a small amount of non-equilibrium (quasi-equilibrium) ferrite was introduced by deviating from the conditions of the soaking zone temperature or the primary cooling end temperature during continuous annealing. Thereamong, in Comparative Example 4 in which the soaking zone temperature was less than 800°C and the primary cooling end temperature was considerably high and in Comparative Example 7 in which the primary cooling end temperature was considerably high, non-equilibrium (quasi-equilibrium) ferrite was rarely observed as less than 1%.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
The present invention relates to steel suitable as a material for automobiles and, specifically, to a high-strength steel sheet having excellent hole expandability and ductility, and a manufacturing method therefor. The high-strength steel sheet of the present invention has a microstructure comprising a hard phase and a soft phase, wherein a martensite phase, which is the hard phase, is evenly distributed in a recrystallized ferrite matrix through optimized cold-rolling and annealing processes, and a nonequilibrium ferrite phase is introduced at the interface between the hard phase and the soft phase so as to increase the crack resistance during processing.
Description
- The present disclosure relates to a steel suitable as a material for automobiles, and more particularly, to a high-strength steel sheet having excellent hole expandability and ductility and a manufacturing method thereof.
- Recently, in the automobile industry, the use of high-strength steel has been required to improve fuel efficiency or durability due to environmental regulations related to CO2 emissions and energy consumption regulations.
- In particular, with the expansion of regulations on the impact stability of automobiles, high-strength steel with excellent strength has been used as a material for structural members, such as members, seat rails, and pillars to improve impact resistance of vehicle bodies.
- Since these automobile parts have complex shapes depending on stability and design and are mainly manufactured by molding with a press mold, a high level of formability is required in addition to high strength.
- However, higher strength of steel is more advantageous to absorb impact energy. However, in general, higher strength lowers elongation, thereby reducing molding workability. In addition, when yield strength is excessively high, flow of a material from a mold during molding is reduced, resulting in poor formability and an increase in manufacturing costs.
- In addition, since automobile parts have many molded portions that expand after holes are worked, hole expandability (HER) is required for smooth molding, but high-strength steel has low hole expandability, resulting in defects such as cracks during molding. As such, poor hole expandability may result in cracks in part molded portions when the car crashes, and thus, parts may be easily destroyed to threaten the safety of occupants.
- Meanwhile, high-strength steel used as a material for automobiles includes dual phase steel (DP Steel), transformation induced plasticity steel (TRIP steel), complex phase steel (CP steel), ferrite-bainite steel (FB steel), and the like.
- DP steel, an ultra-high-strength steel, has a low yield ratio of approximately 0.5 to 0.6, so it is easy to process and advantageously has high elongation next to TRIP steel. Accordingly, DP steel is mainly applied to door outers, seat rails, seat belts, suspensions, arms, wheel rims, and the like.
- TRIP steel has a yield ratio in the range of 0.57 to 0.67, exhibiting excellent formability (high ductility), and is therefore suitable for parts requiring high formability, such as members, roofs, seat belts, and bumper rails.
- CP steel is applied to side panels and underbody stiffeners due to a low yield ratio, high elongation, and bending workability thereof, and FB steel has excellent hole expandability and is mainly applied to suspension lower arms or wheel discs.
- Among the steels, DP steel mainly includes ferrite with excellent ductility and hard phases (martensite phase, bainite phase) with high strength, and a small amount of residual austenite may be present therein. The DP steel has low yield strength and high tensile strength, thus having a low yield ratio (YR) and have characteristics of high strain hardening rate, high ductility, continuous yield behavior, room temperature aging resistance, baking hardenability, and the like. In addition, high-strength steel with high hole expandability may be manufactured by controlling the fraction, recrystallization degree, and distribution uniformity of each phase.
- However, in order to secure ultra-high strength having tensile strength of 1100 MPa or more, it is necessary to increase the fraction of a hard phase, such as martensite phase advantageous for strength enhancement, and in this case, the yield strength may increase, resulting in defects, such as cracks, during press forming.
- In general, for DP steel for automobiles, a slab is manufactured through a steelmaking and casting process, [heating-rough rolling-finish hot rolling] is performed on the slab to obtain a hot-rolled coil, and then a final product is manufactured through an annealing process.
- Here, the annealing process is a process mainly performed in the manufacturing of a cold-rolled steel sheet, and the cold-rolled steel sheet is manufactured by pickling a hot-rolled coil to remove surface scale therefrom, cold-rolling the resultant coil at a constant reduction rate at room temperature, and then performing annealing and an additional temper rolling process as necessary.
- Cold-rolled steel sheets (cold-rolled material) obtained by cold rolling are in a very hardened state and are not suitable for manufacturing parts requiring workability, and therefore, workability may be improved by softening through a heat treatment in a continuous annealing furnace, as a subsequent process.
- For example, in the annealing process, the steel sheet (cold-rolled material) is heated to approximately 650°C to 850°C in a heating furnace and then maintained for a predetermined period of time to lower hardness and improve workability through recrystallization and phase transformation.
- While the steel sheet that has not undergone the annealing process has high hardness, particularly, surface hardness, and lacks workability, the steel sheet subjected to the annealing process has a recrystallized structure, so that hardness, a yield point, and tensile strength are lowered to improve workability.
- As a representative method for lowering the yield strength of DP steel, ferrite may be completely recrystallized in a heating process during continuous annealing to be produced in the form of equiaxed crystals, so that austenite may be created and grown in equiaxed crystals in a subsequent process, thereby advantageously forming an austenite phase having small and uniform grains.
- Meanwhile, as related art for improving the workability of high-strength steel, Patent Document 1 proposes a method according to refining the microstructure, and specifically, a method of dispersing fine precipitated copper particles having a grain size of 1 to 100 nm inside the structure for a composite structure steel sheet mainly comprised of a martensite phase. However, this technique requires the addition of 2 to 5% of Cu to obtain good fine precipitated particles, leading to a possibility that hot brittleness may occur due to a large amount of Cu and manufacturing costs may excessively increase.
- Patent Document 2 discloses a steel sheet having a structure containing 2 to 10 area% of pearlite based on ferrite as a base structure, and having improved strength through precipitation enhancement and crystal grain refinement by adding carbon nitride forming elements (e.g., Ti, etc.). While the steel sheet is good in terms of hole expandability, it has limitations in further increasing tensile strength, and has a problem in that cracks occur during fresh forming due to high yield strength and low ductility.
- Patent Document 3 discloses a method of manufacturing a cold-rolled steel sheet simultaneously obtaining high strength and high ductility using a tempered martensite phase and having an excellent plate shape after continuous annealing, but the content of carbon (C) in the steel is 0.2% or more to have poor weldability and there is a possibility that dent defects in a furnace may occur due to the addition of a large amount of Si.
- Judging from the above related art, in order to improve formability, such as hole expandability of high-strength steel satisfying mechanical properties, such as weldability, development of a method to improve ductility, while lowering yield strength, while forming a uniform structure in steel is required.
-
- (Patent Document 1)
Japanese Application Publication No. 2005-264176 - (Patent Document 2)
Korean Application Publication No. 2015-0073844 - (Patent Document 3)
Japanese Application Publication No. 2010-090432 - An aspect of the present disclosure is to provide a high-strength steel sheet having a low yield ratio, high strength, and excellent formability, such as hole expandability, through enhancement of ductility, as a material suitable for automotive structural members, and the like, and a method for manufacturing the same.
- The object of the present disclosure is not limited to the above. The object of the present disclosure will be understood from the entire contents of this specification, and those skilled in the art will have no difficulty in understanding the additional subject of the present disclosure.
- According to an aspect of the present disclosure, a high-strength steel sheet having excellent hole expandability comprises, by wt%, carbon (C): 0.05 to 0.12%, manganese (Mn): 2.5 to 3.0%, silicon (Si): 1.2% or less (excluding 0%), chromium (Cr): 0.1% or less (excluding 0%), molybdenum (Mo): 0.1% or less (excluding 0%), niobium (Nb): 0.1% or less (excluding 0%), titanium (Ti): 0.1% or less (excluding 0%), boron (B): 0.002% or less (excluding 0%), aluminum (sol.Al): 0.02 to 0.05%, phosphorus (P): 0.05% or less (excluding 0%), sulfur (S): 0.01% or less (excluding 0%), nitrogen (N): 0.01% or less (excluding 0%), iron (Fe) and other unavoidable impurities,
wherein a microstructure comprises ferrite of 20 to 30% by area fraction, non-equilibrium (quasi-equilibrium) ferrite of 5 to 15% by area fraction, and residual martensite. - According to another aspect of the present disclosure, a method of manufacturing a high-strength steel sheet having excellent hole expandability includes: preparing a steel slab including an alloy composition described above; heating the steel slab in a temperature range of 1100 to 1300°C; hot-rolling the heated steel slab to manufacture a hot-rolled steel sheet; coiling the hot-rolled steel sheet in a temperature range of 400 to 700°C; cooling the hot-rolled steel sheet to room temperature after the coiling; cold-rolling the cooled hot-rolled steel sheet to manufacture a cold-rolled steel sheet; continuously annealing the cold-rolled steel sheet; primarily cooling the cold-rolled steel sheet at an average cooling rate of 1 to 10°C/s to a temperature range of 570 to 630°C after the continuous annealing; and secondarily cooling the cooled cold-rolled steel sheet at an average cooling rate of 5 to 50°C to a temperature range of 300 to 400°C, after the primary cooling,
wherein the continuous annealing is performed in a facility equipped with a heating zone, a soaking zone, and a cooling zone, and the heating zone and the soaking zone are controlled in a temperature range of 810 to 850°C. - According to an aspect of the present disclosure, it is possible to provide a steel sheet having improved formability and collision resistance due to excellent hole expandability, while having high strength.
- As described above, since the steel sheet of the present disclosure with improved formability may prevent machining defects, such as cracks or wrinkles during press forming, the steel sheet may be appropriately applied to parts of structures requiring machining into complex shapes. Furthermore, the steel sheet of the present disclosure is also effective in manufacturing a material with improved collision resistance so that defects, such as cracks, are not easily formed if a vehicle to which such parts are applied inevitably collides.
-
-
FIG. 1 illustrates a thermal history and a phase transformation history during continuous annealing according to an embodiment in the present disclosure. -
FIG. 2 (a) illustrates a void forming mechanism in a structure and (b) illustrates an interface reinforcing mechanism in a structure of the inventive example according to an embodiment in the present disclosure. -
FIG. 3 illustrates pictures of microstructures of the inventive example and comparative examples according to an embodiment in the present disclosure. - The inventors of the present disclosure conducted in-depth research to develop a material having a level of formability that may be suitably used for parts requiring machining into complex shapes among automotive materials.
- In particular, the present inventors completed the present disclosure by deriving a structure configuration capable of resolving a difference in hardness between a soft phase and a hard phase, which affects crack resistance of steel, and, at the same time, confirming that a target could be achieved through refinement of the hard phase and control of crystal grain shape, which are advantageous for preventing generation and propagation of voids.
- In particular, the present disclosure has technical significance in introducing an intermediate phase, preferably, a non-equilibrium (quasi-equilibrium) ferrite phase, in order to solve the difference in hardness between the soft phase and the hard phase, and optimizing an alloy composition and manufacturing conditions in forming such a structure.
- Hereinafter, the present disclosure will be described in detail.
- A high-strength steel sheet having excellent hole expandability and ductility according to an aspect of the present disclosure comprises, by wt%, carbon (C): 0.05 to 0.12%, manganese (Mn): 2.5 to 3.0%, silicon (Si): 1.2% or less (excluding 0%), chromium (Cr): 0.1% or less (excluding 0%), molybdenum (Mo): 0.1% or less (excluding 0%), niobium (Nb): 0.1% or less (excluding 0%), titanium (Ti): 0.1% or less (excluding 0%), boron (B): 0.002% or less (excluding 0%), aluminum (sol.Al): 0.02 to 0.05%, phosphorus (P): 0.05% or less (excluding 0%), sulfur (S): 0.01% or less (excluding 0%), and nitrogen (N): 0.01% or less (excluding 0%).
- Hereinafter, the reason for limiting the alloy composition of the steel sheet provided in the present disclosure as above will be described in detail.
- Meanwhile, in the present disclosure, unless otherwise specified, the content of each element is based on weight, and the ratio of a structure is based on area.
- Carbon (C) is an important element added for solid solution strengthening, and carbon (C) may be combined with a precipitated element to form a fine precipitate, thereby contributing to enhancement of the strength of steel.
- If the content of C exceeds 0.12%, hardenability may be increased and strength may be excessively increased as martensite is formed during cooling during steel production, while elongation is reduced. In addition, weldability may become inferior to cause welding defects during machining into parts. Meanwhile, if the C content is less than 0.05%, it may be difficult to secure a target level of strength.
- Therefore, carbon (C) may be included in the amount of 0.05 to 0.12%. More advantageously, carbon (C) may be included by 0.06% or more, and may be included by 0.10% or less.
- Manganese (Mn) is an element advantageous for preventing hot brittleness due to the formation of FeS by precipitating sulfur (S) in steel as MnS, and for solid solution strengthening of steel.
- If the content of Mn is less than 2.5%, the above effect cannot be obtained and it may be difficult to secure a target level of strength. Meanwhile, if the content of Mn exceeds 3.0%, problems, such as weldability and hot rolling properties, may occur, and at the same time, as martensite may be more easily formed due to an increase in hardenability, there is a risk of deterioration in ductility. In addition, an Mn-Band (Mn oxide band) in the structure may be excessively formed to increase the risk of defects, such as machining cracks. In addition, during annealing, Mn oxide may be eluted on the surface, thereby significantly impairing plating properties.
- Therefore, Mn may be included in an amount of 2.5 to 3.0%.
- Silicon (Si) is a ferrite stabilizing element and is advantageous in securing a target level of ferrite fraction by accelerating ferrite transformation. In addition, silicon (Si) has good solid solution strengthening ability to be effective in increasing the strength of ferrite and is a useful in securing strength without reducing the ductility of steel.
- If the content of Si exceeds 1.2%, the solid solution strengthening effect may be excessive to rather lower the ductility and induce surface scale defects to adversely affect a plating surface quality. In addition, there is a problem of impairing chemical conversion treatability.
- Therefore, Si may be included in an amount of 1.2% or less, and 0% may be excluded. More advantageously, Si may be included in an amount of 0.1% or more.
- Chromium (Cr) is an element contributing to constituting a structure intended in the present disclosure, suppresses the formation of martensite and bainite phases during annealing heat treatment, and contributes to strength enhancement by forming fine carbides. That is, Cr has an effect of suppressing bainite formed competitively with non-equilibrium (quasi-equilibrium) ferrite, and Cr included at an appropriate level is advantageous in forming a non-equilibrium (quasi-equilibrium) ferrite phase at high temperatures.
- If the content of Cr exceeds 0.1%, the non-equilibrium (quasi-equilibrium) ferrite phase may not be formed to reduce the ductility and hole expandability of the steel, and when carbides are formed at grain boundaries, strength and elongation may be inferior. In addition, manufacturing costs may increase.
- Therefore, Cr may be included in an amount of 0.1% or less, and 0% may be excluded. More advantageously, Cr may be included in an amount of 0.01% or more.
- Molybdenum (Mo) is an element that facilitates the formation of a non-equilibrium (quasi-equilibrium) ferrite phase by suppressing the transformation of pearlite, suppresses the formation of a martensite phase during annealing heat treatment, and contributes to strength enhancement by forming fine carbides.
- If the content of Mo exceeds 0.1%, hardenability may be excessive, and non-equilibrium (quasi-equilibrium) ferrite phase may not rather be formed to reduce the ductility and hole expandability of the steel, and manufacturing costs may increase.
- Therefore, Mo may be included in an amount of 0.1% or less, and 0% may be excluded. More advantageously, Mo may be included in an amount of 0.01% or less.
- Niobium (Nb) is an element that segregates at austenite grain boundaries to suppress coarsening of austenite crystal grains during annealing heat treatment and contributes to strength enhancement by forming fine carbides.
- If the content of Nb exceeds 0.1%, coarse carbides may be precipitated, strength and elongation may be inferior due to a decrease in carbon content in steel, and manufacturing costs may increase.
- Accordingly, Nb may be included in an amount of 0.1% or less, and 0% may be excluded. More advantageously, Nb may be included in an amount of 0.01% or less.
- Titanium (Ti) is an element that forms fine carbides and contributes to securing yield strength and tensile strength. In addition, Ti has an effect of precipitating N in steel as TiN to suppress the formation of AlN due to Al inevitably present in steel, thereby reducing the possibility of cracking during continuous casting.
- If the content of Ti exceeds 0.1%, coarse carbides may be precipitated, and there is a risk of reduction in strength and elongation due to a decrease in carbon content in steel. In addition, there is a concern of causing nozzle clogging during continuous casting, and manufacturing costs may increase.
- Therefore, Ti may be included in an amount of 0.1% or less, and 0% may be excluded. More advantageously, Ti may be included in an amount of 0.01% or less.
- Boron (B) is an element that retards the transformation of austenite into pearlite during cooling after annealing heat treatment, but if the content of boron (B) exceeds 0.002%, B may be excessively concentrated on the surface to cause deterioration of plating adhesion.
- Therefore, B may be included in an amount of 0.002% or less, and 0% may be excluded.
- Aluminum (sol.Al) is an element added for the grain size refinement effect and deoxidation of steel, and if the content of aluminum (sol.Al) is less than 0.02%, aluminum killed steel cannot be manufactured in a stable state. Meanwhile, if the content of aluminum (sol.Al) exceeds 0.05%, the crystal grains may be refined to improve the strength, but excessive formation of inclusions during steel casting operation may increase the risk of surface defects of a plated steel sheet.
- Therefore, the sol.Al may be included in an amount of 0.02 to 0.05%.
- Phosphorus (P) is a substitutional element having the greatest solid-solution strengthening effect and is an element advantageous for improving in-plane anisotropy and securing strength without significantly deteriorating formability. However, if P is excessively added, the possibility of brittle fracture may significantly increase, thereby increasing the possibility of plate breakage of a slab during hot rolling and impairing plating surface characteristics.
- Therefore, in the present disclosure, the content of P may be controlled to 0.05% or less, and 0% may be excluded in consideration of the level that is inevitably added.
- Sulfur (S) is an element that is inevitably added as an impurity element in steel, and since S inhibits ductility, it is desirable to manage the content of S as low as possible. In particular, since S has a problem of increasing the possibility of generating hot brittleness, it is preferable to control the content of S to 0.01% or less. However, considering the level that is inevitably added during the manufacturing process, 0% may be excluded.
- Nitrogen (N) is a solid solution strengthening element, but if the content of N exceeds 0.01%, the risk of brittleness may increase and N may be combined with Al in steel to excessively precipitate AlN, thereby impairing performance quality.
- Therefore, N may be included in an amount of 0.01% or less, and 0% may be excluded in consideration of an inevitably added level.
- The remaining component of the present disclosure is iron (Fe). However, unintended impurities from raw materials or the surrounding environment inevitably mixed in a normal manufacturing process cannot be excluded. Since these impurities are known to anyone skilled in the ordinary manufacturing process, not all thereof are specifically mentioned in this specification.
- The steel sheet of the present disclosure having the aforementioned alloy composition may include ferrite as a soft phase, a martensite phase as a hard phase, and a non-equilibrium (quasi-equilibrium) ferrite phase formed at these interfaces.
- Specifically, the steel sheet of the present disclosure may include a ferrite phase in an area fraction of 20 to 30% and a non-equilibrium (quasi-equilibrium) ferrite phase in an area fraction of 5 to 15%, and may include a martensite phase as a remaining structure. In addition, a trace amount of a retained austenite phase may be included.
- In the present disclosure, the non-equilibrium (quasi-equilibrium) ferrite phase is a structure advantageous to minimizing a difference in hardness between the soft phase and the hard phase and is a structure distinct from existing equilibrium ferrite (polygonal ferrite). The non-equilibrium (quasi-equilibrium) ferrite may be an acicular ferrite or a bainitic ferrite. In addition, Widmanstatten ferrite, massive ferrite, and the like may be included depending on cooling conditions. Specifically, non-equilibrium (quasi-equilibrium) ferrite includes relatively high C and Mn compared to equilibrium ferrite, while being affected by components constituting a mother phase. For example, if the C concentration of equilibrium ferrite is taken to be 0.02%, non-equilibrium (quasi-equilibrium) ferrite has a higher C content of 0.03 to 0.04%.
- As a result, since the hard phase formed near non-equilibrium (quasi-equilibrium) ferrite has a relatively low concentration of C and Mn, the difference in hardness between the soft phase and the hard phase may be reduced and hole expandability may be improved. In addition, when the Si concentration in non-equilibrium (quasi-equilibrium) ferrite is as low as less than 1%, stacking fault energy may increase and cross slip may be difficult, resulting in resistance to the formation of voids due to deformation (
FIG. 2 ). - If the fraction of the non-equilibrium (quasi-equilibrium) ferrite phase is excessively high, the fraction of the hard phase may be relatively low, making it impossible to secure a target level of strength. In consideration thereof, the non-equilibrium (quasi-equilibrium) ferrite phase may be included in an amount of 15% or less. Meanwhile, if the fraction is less than 5%, the aforementioned effect (minimization of the hardness difference between the hard phase and the soft phase) cannot be sufficiently obtained, resulting in poor hole expandability.
- Less than 20% of the fraction of the ferrite phase may be disadvantageous to secure the ductility of the steel. Meanwhile, if the fraction exceeds 30%, the fraction of the hard phase may be relatively low, making it difficult to secure the target level of strength.
- In the structure excluding the ferrite phase and the non-equilibrium (quasi-equilibrium) ferrite phase, the fraction of the martensite phase may not be specifically limited, but may be included in an area fraction of 50% or more to secure ultra-high strength of 1100 MPa or more in tensile strength. However, if the fraction of the martensite phase exceeds 75%, ductility may be lowered, making it difficult to secure a target level of formability.
- Meanwhile, it is advantageous that the fraction of the retained austenite phase does not exceed 3%, and even if the fraction is 0%, there is no difficulty in securing intended physical properties.
- The steel sheet of the present disclosure having the aforementioned microstructure may have a tensile strength of 1100 MPa or more, a yield strength of 550 to 700 MPa, and an elongation (total elongation) of 12% or more, so as to have high strength and high ductility.
- In addition, the steel sheet has a hole expansion ratio (HER) of 25% or more, so that resistance to cracks that may occur during machining and resistance to impact fracture are excellent.
- Hereinafter, a method for manufacturing a high-strength steel sheet having excellent hole expandability and ductility according to another aspect of the present disclosure will be described in detail.
- Briefly, the present disclosure may manufacture a desired steel sheet through the processes of [steel slab heating - hot rolling - coiling - cold rolling - continuous annealing], and each process will be described in detail below.
- First, a steel slab satisfying the aforementioned alloy composition may be prepared and heated.
- This process is performed in order to smoothly perform the subsequent hot rolling process and sufficiently obtain target mechanical properties of the steel sheet. In the present disclosure, there is no particular restriction on the conditions of the heating process, and the conditions may be normal conditions. As an example, the heating process may be performed in a temperature range of 1100 to 1300°C.
- The heated steel slab may be hot-rolled to produce a hot-rolled steel sheet, and at this time, finish hot-rolling may be performed at an exit side temperature of Ar3 or more and 1000°C or less.
- If the exit side temperature during the finish hot rolling is less than Ar3, hot deformation resistance may increase rapidly, and the top, bottom, and edge of the hot-rolled coil may become a single-phase region, resulting in increased in-plane anisotropy to deteriorate formability. Meanwhile, if the temperature exceeds 1000°C, a rolling load may be relatively reduced, which is advantageous to productivity, but there is a risk of thick oxide scale.
- More specifically, the finish hot rolling may be performed in a temperature range of 760 to 940°C.
- The hot-rolled steel sheet manufactured according to the above may be coiled to have a coil shape.
- The coiling may be performed in a temperature range of 400 to 700°C. If the coiling temperature is less than 400°C., martensite or non-equilibrium (quasi-equilibrium) ferrite phase may be excessively formed, resulting in an excessive increase in strength of the hot-rolled steel sheet, which may cause problems, such as shape defects due to a load during subsequent cold rolling. Meanwhile, if the coiling temperature exceeds 700°C, a surface scale may increase to deteriorate pickling properties.
- It is preferable to cool the coiled hot-rolled steel sheet to room temperature at an average cooling rate of 0.1°C/s or less (excluding 0°C/s). At this time, the rolled hot-rolled steel sheet may be cooled after performing processes, such as transfer and stacking, but it should be noted that the process prior to cooling is not limited thereto.
- In this manner, by cooling the rolled hot-rolled steel sheet at a constant rate, a hot-rolled steel sheet in which carbides serving as austenite nucleation sites are finely dispersed may be obtained.
- The hot-rolled steel sheet coiled according to the above may be cold-rolled to produce a cold-rolled steel sheet.
- In the present disclosure, the cold rolling may be performed at a cold rolling reduction rate of 55 to 70%. If the cold rolling reduction rate is less than 55%, the recrystallization driving force may be weakened, making it difficult to obtain good recrystallized grains. Meanwhile, if the cold rolling reduction rate exceeds 70%, the risk of cracking may increase at the edge of the steel sheet, and the rolling load may increase rapidly.
- The present disclosure may further promote recrystallization of ferrite in a heating section during the subsequent continuous annealing process in a state in which an appropriate level of cold rolling reduction rate is applied during cold rolling, and from this, the formation of fine ferrite may be induced to form small austenite uniformly at the ferrite grain boundary. This affects the size or distribution of the non-equilibrium (quasi-equilibrium) structure during cooling and is advantageous to improving workability, such as elongation and hole expandability, while maintaining the strength of a final product.
- Meanwhile, the cold rolling reduction rate may be implemented with only one cold rolling, that is, one stand, and thus, there is an economically advantageous effect as the rolling reduction is possible.
- However, when a thickness of the hot-rolled steel sheet before cold rolling is 6 mm or more, that is, in the case of a thick hot-rolled steel sheet, a target reduction ratio may be achieved by repeated rolling using a reversing mill. In this case, it should be noted that the number of all passes of repeated rolling may be set to 1 stand. The reversing mill is a type of rolling mill used for rolling thin materials, and refers to a rolling mill that rolls, while reciprocating the material between a pair of rolls. One way may be set to 1 pass, when reciprocating the material.
- In the present disclosure, it should be noted that the hot-rolled steel sheet may be pickled before the cold rolling, and the pickling process may be performed in a general manner.
- It is preferable to continuously anneal the cold-rolled steel sheet manufactured according to the above. The continuous annealing may be performed in a continuous annealing furnace (CAL), for example.
- In general, the continuous annealing furnace (CAL) may include [heating zone - soaking zone - cooling zone (slow cooling zone and rapid cooling zone) - (overaging zone, if necessary)]. After loading the cold rolled steel sheet into the continuous annealing furnace, the cold rolled steel sheet is heated to a specific temperature in the heating zone, and after reaching a target temperature, the steel sheet is subjected to a process of maintaining in the soaking zone for a certain period of time.
- In the present disclosure, during the continuous annealing, the temperature of the heating zone and the soaking zone may be equally controlled, which means that an end temperature of the heating zone and a starting temperature of the soaking zone are controlled to be the same (
FIG. 1 ). - Specifically, the temperature of the heating zone and soaking zone may be controlled to 810 to 850°C.
- If the temperature of the heating zone is less than 810°C, sufficient heat input for recrystallization cannot be applied, whereas if the temperature exceeds 850°C, productivity may be reduced and an austenite phase may be excessively formed, resulting in a significant increase in the fraction of the hard phase after subsequent cooling to lower the ductility of the steel.
- In addition, if the temperature of the soaking zone is less than 810°C, excessive cooling may be required at the end temperature of the heating zone, which is economically disadvantageous, and the amount of heat for recrystallization may be insufficient. Meanwhile, if the temperature exceeds 850°C, the austenite fraction may become excessive and formability may decrease due to an increase in the hard phase during cooling.
- Increasing the temperature of the soaking zone within the aforementioned temperature range may lower the austenite stability, thereby promoting the formation of a non-equilibrium (quasi-equilibrium) ferrite phase during subsequent cooling.
- As will be described later in detail, the present disclosure performs stepwise cooling during cooling after passing through the heating zone and soaking zone. After primary cooling, a non-equilibrium (quasi-equilibrium) ferrite phase may be introduced, and the non-equilibrium (quasi-equilibrium) ferrite phase may be configured together with a certain fraction of soft and hard phases as a final structure. Accordingly, in the steel sheet of the present disclosure, not only strength and ductility may be improved, but also a workability improvement effect may be obtained by interfacial strengthening by the non-equilibrium (quasi-equilibrium) ferrite phase.
- Therefore, in order to obtain the microstructure intended in the present disclosure, it is preferable to control the heat input applied to the steel sheet in the heating section including the heating zone and the soaking zone during the continuous annealing.
- As mentioned above, a target structure may be formed by cooling the cold-rolled steel sheet heat-treated according to the above, and at this time, it is preferable to perform cooling in a stepwise manner.
- In the present disclosure, the stepwise cooling may include primary cooling - secondary cooling. Specifically, after the primary cooling at an average cooling rate of 1 to 10°C/s to a temperature range of 570 to 630°C after the continuous annealing, secondary cooling may be performed at an average cooling rate of 5 to 50°C/s up to a temperature range of 300 to 400°C.
- At this time, by performing the primary cooling more slowly than the secondary cooling, a plate shape defect due to a rapid temperature drop during the secondary cooling, which is a relatively rapid cooling section, may be suppressed.
- If the end temperature of the primary cooling is less than 570°C, the diffusion activity of carbon may be low due to the excessively low temperature and the carbon concentration in ferrite may increase, while the yield ratio may increase due to an excessive hard phase fraction as the carbon concentration in austenite decreases, thereby increasing the tendency of cracking during machining. In addition, the cooling rate between the soaking zone and the cooling zone (slow cooling zone) may excessively increase, causing a problem that a shape of the plate is not uniform. If the end temperature exceeds 630°C, an excessively high cooling rate may be required during subsequent cooling (secondary cooling) and it may be difficult to introduce the non-equilibrium (quasi-equilibrium) ferrite phase.
- In addition, if the average cooling rate during the primary cooling exceeds 10°C/s, carbon diffusion may not sufficiently occur. Meanwhile, in consideration of productivity, the primary cooling may be performed at an average cooling rate of 1°C/s or more.
- After the primary cooling is completed as described above, rapid cooling (secondary cooling) may be performed at a cooling rate equal to or higher than a certain level. At this time, if the secondary cooling end temperature is less than 300°C, cooling deviation may occur in width and length directions of the steel sheet, so that the plate shape may be deteriorated. Meanwhile, if the temperature exceeds 400°C, it may not be possible to sufficiently secure the hard phase, and thus, the strength may be lowered and bainite may be formed to cause an increase in yield ratio and a decrease in elongation.
- In addition, if the average cooling rate during the secondary cooling is less than 5°C/s, there is a risk that the fraction of the hard phase may be excessive, whereas if the average cooling rate exceeds 50°C/s, the hard phase may be insufficient.
- Meanwhile, if necessary, after completing the stepwise cooling, overaging treatment may be performed.
- The overaging treatment is a process of maintaining for a predetermined time after the secondary cooling end temperature, and has an effect of improving shape quality by performing uniform heat treatment in the width direction and length direction of the coil. To this end, the overaging treatment may be performed for 200 to 800 seconds.
- Since the overaging treatment may be performed immediately after the end of the secondary cooling, the temperature thereof may be the same as the end temperature of the secondary cooling or may be performed within the end temperature range of the secondary cooling.
- The high-strength steel sheet of the present disclosure prepared as described above may have a microstructure including a hard phase and a soft phase, and in particular, by maximizing ferrite recrystallization by an optimized cold rolling and annealing process, a structure in which the martensite phase, which is a hard phase, is uniformly distributed in the finally recrystallized ferrite matrix may be achieved. In addition, by introducing a non-equilibrium (quasi-equilibrium) ferrite phase into the interface between the hard phase and the soft phase, crack resistance during machining may increase.
- From this, even though the steel sheet of the present disclosure has a high tensile strength of 1100 MPa or more, it is possible to ensure excellent formability, such as hole expandability by securing a low yield ratio and high ductility.
- Hereinafter, the present disclosure will be described more specifically by way of embodiments. It should be noted, however, that the following embodiments are intended to illustrate and specify the present disclosure and do not to limit the scope of the present disclosure. The scope of the present disclosure is determined by the matters described in the claims and the matters able to be reasonably deduced therefrom.
- After manufacturing steel slabs having alloy compositions illustrated in Table 1 below, each steel slab was heated at 1200°C for 1 hour, and then finish hot-rolled at a finish rolling temperature of 880 to 920°C to manufacture hot-rolled steel sheets. Thereafter, each hot-rolled steel sheet was coiled at 650°C and then cooled to room temperature at a cooling rate of 0.1°C/s. Thereafter, each of the coiled hot-rolled steel sheets was subjected to cold rolling and continuous annealing under the conditions illustrated in Table 2 below, stepwise cooling (primary-secondary) was performed, and then, overaging treatment was performed at 360°C for 520 seconds to manufacture a final steel sheet.
- At this time, during the stepwise cooling, the primary cooling was performed at an average cooling rate of 3°C/s and the secondary cooling was performed at an average cooling rate of 20°C/s. In addition, cold rolling was performed by one stand.
- A microstructure of each steel sheet manufactured according to the above was observed, and an index of mechanical properties used in the machining process, such as tensile and machining characteristics and hole expansion ratio, was evaluated, and the results are illustrated in Table 3 below.
- At this time, as for a tensile test for each test piece, a tensile test piece having a size of JIS No. 5 was taken in a direction perpendicular to the rolling direction, and then, a tensile test was performed at a strain rate 0.01/s.
- Meanwhile, the hole expandability (HER) (%) measurement test was performed according to the ISO16630 standard. Specifically, after a circular hole is punched in a test piece, a hole enlargement amount until cracks occurring at the edge of the hole penetrates in a thickness direction when the circular hole is expanded using a conical punch is expressed as a ratio to the initial hole. At this time, the specimen size was 120 mm × 120 mm, the clearance was 12%, and a diameter of the punched hole was set to 10 mm, a punching holding load was set to be 20 tons, and a test speed was set to 12 mm/min.
- In addition, the martensite phase and the non-equilibrium (quasi-equilibrium) ferrite phase corresponding to the hard phase among the phases of the structure were observed through SEM at 2000 and 5000 magnifications after nital etching. At this time, the size and fraction of each of the observed phases were measured. In addition, the fractions of each phase were measured using SEM and an image analyzer program after nital etching.
[Table 1] STEE L NO. ALLOY COMPOSITION (wt%) C Si Mn P S Sol. Al Nb Ti Cr Mo N * B * 1 0.09 1.09 2.75 0.00 0.00 0.03 0.00 0.00 0.01 0.00 3 3 97 5 7 89 08 1 3 25 5 4 9 2 0.07 0.40 2.30 0.00 0.00 0.03 0.05 0.02 0.81 0.09 3 2 18 4 3 79 21 8 1 03 4 4 9 6 N*, B* ARE EXPRESSED IN PPM [Table 2] STEEL NO. COLD ROLLING CONTINUOUS ANNEALING CLASSIFICATION COLD ROLLING REDUCTION RATE (%) SOAKING ZONE TEMPERATURE (°C) PRIMARY COOLING END TEMPERATURE (°C) SECONDARY COOLING END TEMPERATURE (°C) 1 58 790 500 300 COMPARATIVE EXAMPLE 1 1 58 790 550 300 COMPARATIVE EXAMPLE 2 1 58 790 600 300 COMPARATIVE EXAMPLE 3 1 58 790 650 300 COMPARATIVE EXAMPLE 4 1 58 810 570 300 INVENTIVE EXAMPLE 1 1 58 800 600 300 COMPARATIVE EXAMPLE 5 1 58 800 630 300 COMPARATIVE EXAMPLE 6 1 58 810 650 300 COMPARATIVE EXAMPLE 7 1 58 830 570 300 INVENTIVE EXAMPLE 2 1 58 830 600 300 INVENTIVE EXAMPLE 3 1 58 830 650 300 COMPARATIVE EXAMPLE 8 1 58 830 650 300 COMPARATIVE EXAMPLE 9 1 58 850 570 300 INVENTIVE EXAMPLE 4 1 58 850 600 300 INVENTIVE EXAMPLE 5 1 58 850 630 300 INVENTIVE EXAMPLE 6 1 58 850 650 300 COMPARATIVE EXAMPLE 10 2 58 790 570 450 COMPARATIVE EXAMPLE 11 2 58 790 600 450 COMPARATIVE EXAMPLE 12 2 58 790 630 450 COMPARATIVE EXAMPLE 13 2 58 790 650 450 COMPARATIVE EXAMPLE 14 [Table 3] CLASSIFICAT ION MICROSTRUCTURE (AREA%) MECHANICAL PROPERTIES FERRITE NON-EQUILIBRIUM FERRITE MARTENS ITE YS (MP a) TS (MP a) YR (YS/TS) El (%) HER (%) COMPARATIVE EXAMPLE 1 26.23 3.51 70.26 559 112 3 0.50 10. 90 20. 6 COMPARATIVE EXAMPLE 2 26.23 2.24 71.53 552 111 4 0.50 10. 36 20. 3 COMPARATIVE EXAMPLE 3 27.21 1.78 71.01 527 110 6 0.48 11. 23 20. 4 COMPARATIVE EXAMPLE 4 27.26 ≤1 71.74 532 110 8 0.48 11. 87 20. 6 INVENTIVE EXAMPLE 1 25.01 5.14 69.85 605 118 8 0.51 13. 28 25. 2 COMPARATIVE EXAMPLE 5 26.48 4.11 69.41 614 119 0 0.52 12. 56 23. 9 COMPARATIVE EXAMPLE 6 24.34 4.89 70.77 593 118 8 0.50 13. 04 22. 2 COMPARATIVE EXAMPLE 7 23.62 ≤1 75.38 685 115 6 0.59 12. 22 20. 8 INVENTIVE EXAMPLE 2 21.80 5.97 72.23 607 117 2 0.52 12. 08 27. 8 INVENTIVE EXAMPLE 3 21.41 6.41 72.18 591 117 5 0.50 12. 16 28. 7 COMPARATIVE EXAMPLE 8 21.97 4.76 73.27 615 116 8 0.53 11. 95 24. 6 COMPARATIVE EXAMPLE 9 22.38 4.13 73.49 693 113 8 0.61 11. 63 22. 8 INVENTIVE EXAMPLE 4 20.25 7.06 72.69 598 111 2 0.54 12. 80 32. 8 INVENTIVE EXAMPLE 5 20.47 7.40 72.13 592 112 8 0.52 12. 70 29. 4 INVENTIVE EXAMPLE 6 20.97 7.97 71.06 608 112 6 0.54 12. 01 29. 0 COMPARATIVE EXAMPLE 10 21.37 4.81 73.82 704 113 6 0.62 11. 56 28. 7 COMPARATIVE EXAMPLE 11 28.54 ≤1 70.46 786 108 9 0.72 11. 52 34. 8 COMPARATIVE EXAMPLE 12 29.73 ≤1 69.27 790 107 7 0.73 11. 42 40. 9 COMPARATIVE EXAMPLE 13 30.85 ≤1 68.15 710 105 7 0.67 12. 17 37. 0 COMPARATIVE EXAMPLE 14 31.41 ≤1 67.59 705 104 9 0.67 12. 36 38. 1 YS: YIELD STRENGTH, TS: TENSILE STRENGTH YR: YEILD RATIO, El: TOTAL ELONGATION - As illustrated in Tables 1 to 3, it can be seen that, Inventive Examples 1 to 6 satisfying all of the steel alloy compositions and manufacturing conditions, particularly, the cold rolling and continuous annealing processes proposed in the present disclosure, sufficiently recrystallize ferrite and fine hard phases were formed in the annealing process after cold rolling, and connected to a non-equilibrium (quasi-equilibrium) ferrite structure at the interface to have a yield strength suitable for plate shape machining, while having high strength, and have excellent elongation. In addition, it can be seen that it is possible to secure a target level of formability due to excellent hole expandability.
- Meanwhile, in Comparative Examples 1 to 6, which had a low soaking temperature during continuous annealing during the steel sheet manufacturing process, recrystallization did not occur sufficiently, and the appropriate fraction of austenite formed in the soaking zone had high stability, so that non-equilibrium (quasi-equilibrium) ferrite was not sufficiently introduced during cooling. As a result, ductility and/or hole expandability were poor.
- Meanwhile, in comparative examples 7 to 10, despite the fact that heating was performed at an appropriate temperature during continuous annealing, the end temperature during primary cooling was high and an introduction time of non-equilibrium (quasi-equilibrium) ferrite during cooling was insufficient, resulting in inferior ductility and/or hole expandability.
- In addition, in Comparative Examples 11 to 14 including excessively hardenable element Cr, yield strength was excessive and there was a risk of cracking during machining, and since a soaking zone temperature was low, making it impossible to introduce a non-equilibrium (quasi-equilibrium) ferrite phase, ductility was inferior in some Comparative Examples.
-
FIG. 3 is microstructure images of Comparative Examples 4 to 7 and Inventive Example 1. - As illustrated in
FIG. 3 , in Inventive Example 1, a uniform and fine non-equilibrium (quasi-equilibrium) ferrite phase was introduced into a sufficient fraction of a recrystallized ferrite matrix during primary cooling, and a certain fraction of a martensite phase was formed during secondary cooling. - Meanwhile, in Comparative Examples 4 to 7, it can be seen that a small amount of non-equilibrium (quasi-equilibrium) ferrite was introduced by deviating from the conditions of the soaking zone temperature or the primary cooling end temperature during continuous annealing. Thereamong, in Comparative Example 4 in which the soaking zone temperature was less than 800°C and the primary cooling end temperature was considerably high and in Comparative Example 7 in which the primary cooling end temperature was considerably high, non-equilibrium (quasi-equilibrium) ferrite was rarely observed as less than 1%.
Claims (10)
- A high-strength steel sheet having excellent hole expandability, the high-strength steel sheet comprising:by wt%, carbon (C): 0.05 to 0.12%, manganese (Mn): 2.5 to 3.0%, silicon (Si): 1.2% or less (excluding 0%), chromium (Cr): 0.1% or less (excluding 0%), molybdenum (Mo): 0.1% or less (excluding 0%), niobium (Nb): 0.1% or less (excluding 0%), titanium (Ti): 0.1% or less (excluding 0%), boron (B): 0.002% or less (excluding 0%), aluminum (sol.Al): 0.02 to 0.05%, phosphorus (P): 0.05% or less (excluding 0%), sulfur (S): 0.01% or less (excluding 0%), nitrogen (N): 0.01% or less (excluding 0%), iron (Fe) and other unavoidable impurities,wherein a microstructure comprises ferrite of 20 to 30% by area fraction, non-equilibrium (quasi-equilibrium) ferrite of 5 to 15% by area fraction, and residual martensite.
- The high-strength steel sheet of claim 1, wherein the steel sheet includes a martensite phase of 50% or more by area fraction.
- The high-strength steel sheet of claim 1, wherein the steel sheet further comprises a retained austenite phase of 3% or less (including 0%) by area fraction.
- The high-strength steel sheet of claim 1, wherein the steel sheet has a tensile strength of 1100 MPa or more, a yield strength of 550 to 700 MPa, and a total elongation of 12% or more.
- The high-strength steel sheet of claim 1, wherein the steel sheet has a hole expansion rate (HER) of 25% or more.
- A method of manufacturing a high-strength steel sheet having excellent hole expandability, the method comprising:preparing a steel slab including, by wt%, carbon (C): 0.05 to 0.12%, manganese (Mn): 2.5 to 3.0%, silicon (Si): 1.2% or less (excluding 0%), chromium (Cr): 0.1% or less (excluding 0%), molybdenum (Mo) : 0.1% or less (excluding 0%), niobium (Nb): 0.1% or less (excluding 0%), titanium (Ti): 0.1% or less (excluding 0%), boron (B): 0.002% or less (excluding 0%), aluminum (sol.Al): 0.02 to 0.05%, phosphorus (P): 0.05% or less (excluding 0%), sulfur (S): 0.01% or less (excluding 0%), nitrogen (N): 0.01% or less (excluding 0%), iron (Fe) and other unavoidable impurities,heating the steel slab in a temperature range of 1100 to 1300°C;hot-rolling the heated steel slab to manufacture a hot-rolled steel sheet;coiling the hot-rolled steel sheet in a temperature range of 400 to 700°C;cooling the hot-rolled steel sheet to room temperature after the coiling;cold-rolling the cooled hot-rolled steel sheet to manufacture a cold-rolled steel sheet;continuously annealing the cold-rolled steel sheet;primarily cooling the cold-rolled steel sheet at an average cooling rate of 1 to 10°C/s to a temperature range of 570 to 630°C after the continuous annealing; andsecondarily cooling the cooled cold-rolled steel sheet at an average cooling rate of 5 to 50°C to a temperature range of 300 to 400°C, after the primary cooling,wherein the continuous annealing is performed in a facility equipped with a heating zone, a soaking zone, and a cooling zone, and the heating zone and the soaking zone are controlled in a temperature range of 810 to 850°C.
- The method of claim 6, wherein the hot-rolling is finish hot-rolling at an exit side temperature of Ar3 or more to 1000°C or less.
- The method of claim 6, wherein the cooling after the coiling is performed at a cooling rate of 0.1°C/s or less (excluding 0°C).
- The method of claim 6, wherein the cold-rolling is performed in one stand, and a total reduction ratio is 55 to 70%.
- The method of claim 6, further comprising:performing overaging treatment after the secondary cooling,wherein the overaging treatment is performed for 200 to 800 seconds.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210094848A KR20230014121A (en) | 2021-07-20 | 2021-07-20 | High-strength steel sheet having excellent hole expandability and ductility and mathod for manufacturing thereof |
| PCT/KR2022/008874 WO2023003188A1 (en) | 2021-07-20 | 2022-06-22 | High-strength steel sheet having excellent hole expandability and ductility and manufacturing method therefor |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4375391A1 true EP4375391A1 (en) | 2024-05-29 |
Family
ID=84980348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22846060.6A Pending EP4375391A1 (en) | 2021-07-20 | 2022-06-22 | High-strength steel sheet having excellent hole expandability and ductility and manufacturing method therefor |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240287639A1 (en) |
| EP (1) | EP4375391A1 (en) |
| JP (1) | JP2024527419A (en) |
| KR (1) | KR20230014121A (en) |
| CN (1) | CN117043382A (en) |
| WO (1) | WO2023003188A1 (en) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4308689B2 (en) | 2004-03-16 | 2009-08-05 | Jfeスチール株式会社 | High-strength steel with good workability and method for producing the same |
| AU2009234667B2 (en) * | 2008-04-10 | 2012-03-08 | Nippon Steel Corporation | High-strength steel sheets which are extremely excellent in the balance between burring workability and ductility and excellent in fatigue endurance, zinc-coated steel sheets, and processes for production of both |
| JP5359168B2 (en) | 2008-10-08 | 2013-12-04 | Jfeスチール株式会社 | Ultra-high strength cold-rolled steel sheet with excellent ductility and method for producing the same |
| JP5771034B2 (en) * | 2010-03-29 | 2015-08-26 | 株式会社神戸製鋼所 | Ultra-high strength steel plate with excellent workability and manufacturing method thereof |
| ES2711891T3 (en) * | 2010-09-16 | 2019-05-08 | Nippon Steel & Sumitomo Metal Corp | High strength steel sheet and high strength zinc coated steel sheet with excellent ductility and stretch ability and method of manufacturing these |
| KR101674751B1 (en) | 2013-12-20 | 2016-11-10 | 주식회사 포스코 | Precipitation hardening steel sheet having excellent hole expandability and method for manufacturing the same |
| US10876181B2 (en) * | 2015-02-24 | 2020-12-29 | Nippon Steel Corporation | Cold-rolled steel sheet and method of manufacturing same |
| CN108779536B (en) * | 2016-04-19 | 2020-06-30 | 杰富意钢铁株式会社 | Steel sheet, plated steel sheet, and method for producing same |
-
2021
- 2021-07-20 KR KR1020210094848A patent/KR20230014121A/en active Search and Examination
-
2022
- 2022-06-22 CN CN202280017433.0A patent/CN117043382A/en active Pending
- 2022-06-22 JP JP2024502609A patent/JP2024527419A/en active Pending
- 2022-06-22 WO PCT/KR2022/008874 patent/WO2023003188A1/en active Application Filing
- 2022-06-22 US US18/578,672 patent/US20240287639A1/en active Pending
- 2022-06-22 EP EP22846060.6A patent/EP4375391A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2024527419A (en) | 2024-07-24 |
| US20240287639A1 (en) | 2024-08-29 |
| WO2023003188A1 (en) | 2023-01-26 |
| CN117043382A (en) | 2023-11-10 |
| KR20230014121A (en) | 2023-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111511951B (en) | High-strength steel sheet having excellent collision characteristics and formability, and method for producing same | |
| KR101767780B1 (en) | High strength cold rolled steel sheet having high yield ratio and method for manufacturing the same | |
| KR102020407B1 (en) | High-strength steel sheet having high yield ratio and method for manufacturing thereof | |
| JP2023554277A (en) | High-strength hot-dip galvanized steel sheet with excellent ductility and formability and its manufacturing method | |
| EP3556893B1 (en) | High tensile strength steel having excellent bendability and stretch-flangeability and manufacturing method thereof | |
| EP4375391A1 (en) | High-strength steel sheet having excellent hole expandability and ductility and manufacturing method therefor | |
| KR100946066B1 (en) | Method for Manufacturing Ultra High Strength Cold-rolled Steel Sheets for Automotive Bumper Reinforcements | |
| KR20210080664A (en) | Steel sheet having excellent ductility and workablity, and method for manufacturing thereof | |
| EP4170055A1 (en) | High-strength steel sheet having excellent formability, and method for manufacturing same | |
| EP4411013A1 (en) | High-strength and thick steel sheet having excellent hole expandability and ductility, and manufacturing method therefor | |
| EP4212644A1 (en) | High-strength steel sheet having excellent hole expandability and method for manufacturing same | |
| EP4261318A1 (en) | High-strength steel sheet having excellent bendability and formability and method for manufacturing same | |
| EP4428262A1 (en) | High-strength steel sheet having excellent crashworthiness and formability, and method for manufacturing same | |
| EP4421204A1 (en) | Eco-friendly steel sheet having high strength and high formability, and method for manufacturing same | |
| KR102245228B1 (en) | Steel sheet having excellent uniform elongation and strain hardening rate and method for manufacturing thereof | |
| KR20230094234A (en) | High-strength steel sheet having excellent ductility and hole expandability, and method for manufacturing thereof | |
| KR20240098907A (en) | Steel sheet having excellent formability and fracture resistance, and method for manufacturing the same | |
| KR20230087773A (en) | Steel sheet having excellent strength and ductility, and manufacturing method thereof | |
| KR20240087898A (en) | High-strength hot-dip galvanized steel sheet, and method for the same | |
| KR20240098246A (en) | Ultra high-strength cold-rolled steel sheet having excellent formability and method of manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20240112 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |