EP4293397A1 - Polarizing plate - Google Patents
Polarizing plate Download PDFInfo
- Publication number
- EP4293397A1 EP4293397A1 EP22752584.7A EP22752584A EP4293397A1 EP 4293397 A1 EP4293397 A1 EP 4293397A1 EP 22752584 A EP22752584 A EP 22752584A EP 4293397 A1 EP4293397 A1 EP 4293397A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- polarizing film
- support substrate
- film
- polarizing
- polarizing plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000758 substrate Substances 0.000 claims abstract description 91
- 239000004372 Polyvinyl alcohol Substances 0.000 claims abstract description 76
- 229920002451 polyvinyl alcohol Polymers 0.000 claims abstract description 76
- 239000011347 resin Substances 0.000 claims abstract description 54
- 229920005989 resin Polymers 0.000 claims abstract description 54
- 239000007767 bonding agent Substances 0.000 claims abstract description 27
- 239000000126 substance Substances 0.000 claims abstract description 23
- 150000003918 triazines Chemical class 0.000 claims description 28
- 125000002887 hydroxy group Chemical group [H]O* 0.000 claims description 17
- 230000018044 dehydration Effects 0.000 claims description 14
- 238000006297 dehydration reaction Methods 0.000 claims description 14
- 239000000463 material Substances 0.000 claims description 7
- 238000010030 laminating Methods 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 claims description 5
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical group C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 claims description 3
- 150000001875 compounds Chemical class 0.000 claims description 3
- 238000009833 condensation Methods 0.000 claims description 3
- 230000005494 condensation Effects 0.000 claims description 3
- 229910010272 inorganic material Inorganic materials 0.000 claims description 3
- 239000011147 inorganic material Substances 0.000 claims description 3
- 239000011368 organic material Substances 0.000 claims description 3
- 238000000034 method Methods 0.000 description 43
- 239000010410 layer Substances 0.000 description 30
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 23
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 20
- 239000013078 crystal Substances 0.000 description 19
- 239000010453 quartz Substances 0.000 description 19
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical compound [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 17
- 229910052740 iodine Inorganic materials 0.000 description 17
- 239000011630 iodine Substances 0.000 description 17
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 13
- 208000005156 Dehydration Diseases 0.000 description 13
- 230000001681 protective effect Effects 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 12
- 238000004132 cross linking Methods 0.000 description 11
- 239000000243 solution Substances 0.000 description 11
- 238000000576 coating method Methods 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- 238000003851 corona treatment Methods 0.000 description 9
- 229910052594 sapphire Inorganic materials 0.000 description 9
- 239000010980 sapphire Substances 0.000 description 9
- 239000003054 catalyst Substances 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 8
- 238000005406 washing Methods 0.000 description 8
- 239000007864 aqueous solution Substances 0.000 description 7
- 230000008859 change Effects 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 7
- 238000004043 dyeing Methods 0.000 description 7
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- 239000002253 acid Substances 0.000 description 6
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 6
- 239000004327 boric acid Substances 0.000 description 6
- 208000028659 discharge Diseases 0.000 description 6
- 238000003825 pressing Methods 0.000 description 6
- 238000004528 spin coating Methods 0.000 description 6
- -1 polyvinylene Polymers 0.000 description 5
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 239000012790 adhesive layer Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 125000000524 functional group Chemical group 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 238000005507 spraying Methods 0.000 description 4
- 230000037303 wrinkles Effects 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 3
- 125000005678 ethenylene group Chemical group [H]C([*:1])=C([H])[*:2] 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 229920001197 polyacetylene Polymers 0.000 description 3
- 229920002689 polyvinyl acetate Polymers 0.000 description 3
- 239000011118 polyvinyl acetate Substances 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- RDOXTESZEPMUJZ-UHFFFAOYSA-N anisole Chemical compound COC1=CC=CC=C1 RDOXTESZEPMUJZ-UHFFFAOYSA-N 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 2
- DIOQZVSQGTUSAI-UHFFFAOYSA-N decane Chemical compound CCCCCCCCCC DIOQZVSQGTUSAI-UHFFFAOYSA-N 0.000 description 2
- SNRUBQQJIBEYMU-UHFFFAOYSA-N dodecane Chemical compound CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 238000007602 hot air drying Methods 0.000 description 2
- 239000002346 layers by function Substances 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- RZJRJXONCZWCBN-UHFFFAOYSA-N octadecane Chemical compound CCCCCCCCCCCCCCCCCC RZJRJXONCZWCBN-UHFFFAOYSA-N 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 239000005368 silicate glass Substances 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 238000002834 transmittance Methods 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- PZHIWRCQKBBTOW-UHFFFAOYSA-N 1-ethoxybutane Chemical compound CCCCOCC PZHIWRCQKBBTOW-UHFFFAOYSA-N 0.000 description 1
- ZNQVEEAIQZEUHB-UHFFFAOYSA-N 2-ethoxyethanol Chemical compound CCOCCO ZNQVEEAIQZEUHB-UHFFFAOYSA-N 0.000 description 1
- BMYNFMYTOJXKLE-UHFFFAOYSA-N 3-azaniumyl-2-hydroxypropanoate Chemical compound NCC(O)C(O)=O BMYNFMYTOJXKLE-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920002284 Cellulose triacetate Polymers 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- NIQCNGHVCWTJSM-UHFFFAOYSA-N Dimethyl phthalate Chemical compound COC(=O)C1=CC=CC=C1C(=O)OC NIQCNGHVCWTJSM-UHFFFAOYSA-N 0.000 description 1
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical compound OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 1
- RJUFJBKOKNCXHH-UHFFFAOYSA-N Methyl propionate Chemical compound CCC(=O)OC RJUFJBKOKNCXHH-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical class C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 1
- GNKTZDSRQHMHLZ-UHFFFAOYSA-N [Si].[Si].[Si].[Ti].[Ti].[Ti].[Ti].[Ti] Chemical compound [Si].[Si].[Si].[Ti].[Ti].[Ti].[Ti].[Ti] GNKTZDSRQHMHLZ-UHFFFAOYSA-N 0.000 description 1
- DHKHKXVYLBGOIT-UHFFFAOYSA-N acetaldehyde Diethyl Acetal Natural products CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- 150000001241 acetals Chemical class 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 150000003926 acrylamides Chemical class 0.000 description 1
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 238000007754 air knife coating Methods 0.000 description 1
- 150000001299 aldehydes Chemical group 0.000 description 1
- 150000001338 aliphatic hydrocarbons Chemical class 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 125000005370 alkoxysilyl group Chemical group 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-O ammonium group Chemical group [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- 230000003373 anti-fouling effect Effects 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 238000007611 bar coating method Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- WUKWITHWXAAZEY-UHFFFAOYSA-L calcium difluoride Chemical compound [F-].[F-].[Ca+2] WUKWITHWXAAZEY-UHFFFAOYSA-L 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 238000007766 curtain coating Methods 0.000 description 1
- 150000001925 cycloalkenes Chemical class 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 229920005994 diacetyl cellulose Polymers 0.000 description 1
- 238000007607 die coating method Methods 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000005383 fluoride glass Substances 0.000 description 1
- 239000010436 fluorite Substances 0.000 description 1
- 239000005350 fused silica glass Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000004313 glare Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- XMBWDFGMSWQBCA-UHFFFAOYSA-N hydrogen iodide Chemical compound I XMBWDFGMSWQBCA-UHFFFAOYSA-N 0.000 description 1
- 229940071870 hydroiodic acid Drugs 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000004093 laser heating Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- UZKWTJUDCOPSNM-UHFFFAOYSA-N methoxybenzene Substances CCCCOC=C UZKWTJUDCOPSNM-UHFFFAOYSA-N 0.000 description 1
- 229940017219 methyl propionate Drugs 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229940038384 octadecane Drugs 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N octane Chemical compound CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 125000004430 oxygen atom Chemical group O* 0.000 description 1
- 239000011941 photocatalyst Substances 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000007127 saponification reaction Methods 0.000 description 1
- 238000007767 slide coating Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 239000011029 spinel Substances 0.000 description 1
- 229910052596 spinel Inorganic materials 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 150000003460 sulfonic acids Chemical class 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 238000001931 thermography Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 229910001845 yogo sapphire Inorganic materials 0.000 description 1
- OMQSJNWFFJOIMO-UHFFFAOYSA-J zirconium tetrafluoride Chemical compound F[Zr](F)(F)F OMQSJNWFFJOIMO-UHFFFAOYSA-J 0.000 description 1
Images
Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
- G02B5/3025—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state
- G02B5/3033—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state in the form of a thin sheet or foil, e.g. Polaroid
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/04—Optical elements characterised by the material of which they are made; Optical coatings for optical elements made of organic materials, e.g. plastics
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/52—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/45—Joining of substantially the whole surface of the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/746—Joining plastics material to non-plastics material to inorganic materials not provided for in groups B29C66/742 - B29C66/744
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/746—Joining plastics material to non-plastics material to inorganic materials not provided for in groups B29C66/742 - B29C66/744
- B29C66/7465—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/005—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising one layer of ceramic material, e.g. porcelain, ceramic tile
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
- C08J5/122—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives using low molecular chemically inert solvents, swelling or softening agents
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2329/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
- C08J2329/02—Homopolymers or copolymers of unsaturated alcohols
- C08J2329/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
- G02B5/3025—Polarisers, i.e. arrangements capable of producing a definite output polarisation state from an unpolarised input state
Definitions
- the present invention relates to a polarizing plate and more particularly to a polarizing plate obtained by laminating a polarizing film composed of a polyvinyl alcohol-based resin and a translucent support substrate through a molecular bonding agent.
- a conventionally known optical member that transmits light polarized in a specific direction is a polarizing plate having a configuration in which a polarizing film (PVA polarizing film) composed of a polyvinyl alcohol-based resin is laminated on a translucent support substrate such as glass or quartz crystal through an adhesive.
- a polarizing film PVA polarizing film
- Patent Literature 1 WO 13/154139 A
- the PVA polarizing film used in the polarizing plate is a film in which iodine or a dichroic dye is adsorbed and oriented to a uniaxially stretched polyvinyl alcohol-based resin film.
- a PVA polarizing film absorbs light parallel to an absorption axis from its characteristics and therefore has a problem in that shrinkage stress is generated in a stretching direction in response to an increase in temperature of the PVA polarizing film caused by absorbed light energy, and thermal shrinkage occurs.
- the PVA polarizing film is thermally shrunk, deformation in appearance (or poor appearance) such as irregularities and wrinkles occurs in the PVA polarizing film.
- the PVA polarizing film in which poor appearance occurs causes poor image or a decrease in contrast.
- an image display device or the like is required to have high luminance and high definition, and a light source having a large or high numerical value in light flux, luminous intensity, luminance, light density, and the like has been used in recent years.
- a light source having a large or high numerical value in light flux, luminous intensity, luminance, light density, and the like has been used in recent years.
- the light energy absorbed by the PVA polarizing film increases, so that the poor appearance caused by the thermal shrinkage of the PVA polarizing film becomes more remarkable.
- the present invention has been made in view of such a problem and has as its object to provide a novel polarizing plate that suppresses the poor appearance caused by the thermal shrinkage of the PVA polarizing film and is excellent in durability.
- the present inventors conducted intensive studies for suppressing poor appearance caused by thermal shrinkage of a polarizing film in a polarizing plate. As a result, it was found that use of a molecular bonding technique of bonding a PVA polarizing film and a support substrate by a chemical bond enables firmer adhesion between the PVA polarizing film and the support substrate as well as efficient dissipation of heat generated in the PVA polarizing to the support substrate so that the thermal load on the PVA polarizing film can be reduced. Thus, the present invention has been accomplished.
- a polarizing plate including: a polarizing film composed of a polyvinyl alcohol-based resin; and a translucent support substrate laminated on at least one surface of the polarizing film through a bonding layer, in which the bonding layer is composed of a molecular bonding agent that bonds the polarizing film and the support substrate by a chemical bond.
- a method for producing a polarizing plate including: a step of providing a molecular bonding agent on a surface of a polarizing film composed of a polyvinyl alcohol-based resin and/or a translucent support substrate; a step of laminating the polarizing film and/or the support substrate through the molecular bonding agent present on the surface of the polarizing film and/or the support substrate; and a step of thermocompression-bonding the polarizing film and the support substrate to bond the polarizing film and the support substrate by a chemical bond.
- the PVA polarizing film and the support substrate are bonded by a chemical bond, which can reduce the heat load on the PVA polarizing film and suppress poor appearance caused by thermal shrinkage of the PVA polarizing film.
- the PVA polarizing film and the support substrate are bonded by a chemical bond, which enables firm adhesion between the support substrate and the polarizing film to suppress thermal shrinkage of the PVA polarizing film and can suppress poor appearance caused by the thermal shrinkage of the PVA polarizing film.
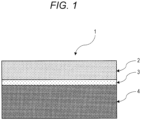
- Fig. 1 is a cross-sectional view illustrating an example of the polarizing plate according to the present invention.
- FIG. 1 is a view illustrating an example of the polarizing plate according to the present invention.
- a polarizing plate 1 illustrated in Fig. 1 includes a polarizing film 2 composed of a polyvinyl alcohol-based resin and a support substrate 4 laminated on at least one surface of the polarizing film 2 through a bonding layer 3. More specifically, the polarizing film 2 and the support substrate 4 are laminated through the bonding layer 3 composed of a molecular bonding agent using a molecular bonding technique of bonding the polarizing film 2 and the support substrate 4 by a chemical bond.
- the molecular bonding technique is a technique of bonding members by a chemical bond with one or several molecular layers.
- a polarizing plate bonded by the molecular bonding technique has higher thermal conductivity than that in known bonding by an intermolecular force and can reduce the thermal load on the polarizing film, so that poor appearance caused by thermal shrinkage of the polarizing film can be suppressed.
- the polarizing plate bonded by the molecular bonding technique is directly bonded by a chemical bond, the adhesive force is higher than that in known bonding by an intermolecular force, and the polarizing film and the support substrate can firmly adhere to each other. Therefore, the thermal shrinkage of the polarizing film can be suppressed to suppress poor appearance.
- the polarizing plate bonded by the molecular bonding technique has the high durability of maintaining the performance of the polarizing film for a long period of time.
- another support substrate may be provided on the other surface of the polarizing film through a bonding layer composed of a molecular bonding agent.
- a polarizing film has absorption dichroism at any wavelength of 380 to 780 nm and is formed of a polyvinyl alcohol-based resin film.
- the polarizing film having absorption dichroism at any wavelength of 380 to 780 nm include a polyvinyl alcohol-based resin film (H-type polarizing film) in which iodine and/or a dichroic dye are adsorbed and oriented and a polyvinyl alcohol-based resin film (K-type polarizing film) in which a polyvinyl alcohol resin is dehydrated to form a light-absorbing vinylene block segment in a polymer.
- the H-type polarizing film composed of a polyvinyl alcohol-based resin to which iodine and/or a dichroic dye are adsorbed and oriented can be produced by, for example, a method including a step of uniaxially stretching a polyvinyl alcohol-based resin film, a step of dyeing the polyvinyl alcohol-based resin film with iodine and/or a dichroic dye so that the iodine and/or the dichroic dye is adsorbed, a step of crosslinking the polyvinyl alcohol-based resin film on which iodine and/or a dichroic dye are adsorbed with a crosslinking liquid such as an aqueous boric acid solution, and a step of washing the polyvinyl alcohol-based resin film with water.
- a crosslinking liquid such as an aqueous boric acid solution
- polyvinyl alcohol-based resin a saponified polyvinyl acetate-based resin
- examples of the polyvinyl acetate-based resin include, in addition to polyvinyl acetate which is a homopolymer of vinyl acetate, a copolymer with another monomer copolymerizable with vinyl acetate.
- examples of the other monomer copolymerizable with vinyl acetate include unsaturated carboxylic acids, olefins, vinyl ethers, unsaturated sulfonic acids, and (meth)acrylamides having an ammonium group.
- the saponification degree of the polyvinyl alcohol-based resin is usually 85 to 100 mol% and preferably 98 mol% or more.
- the polyvinyl alcohol-based resin may be modified.
- polyvinyl formal or polyvinyl acetal modified with aldehydes can also be used.
- the average polymerization degree of the polyvinyl alcohol-based resin is usually 1000 to 10000 and preferably 1500 to 5000.
- the average polymerization degree of the polyvinyl alcohol-based resin can be obtained in accordance with JIS K 6726.
- a film formed with such a polyvinyl alcohol-based resin is used as a raw material film of a polarizing film.
- the method for forming a film of the polyvinyl alcohol-based resin is not particularly limited, and a known method is employed.
- the thickness of the polyvinyl alcohol-based raw material film is not particularly limited but, for example, preferably 10 to 200 ⁇ m.
- the uniaxial stretching of the polyvinyl alcohol-based resin film can be performed before, simultaneously with, or after dyeing with iodine and/or a dichroic dye.
- this uniaxial stretching may be performed before or during the crosslinking treatment.
- the uniaxial stretching may be performed in a plurality of these stages.
- the uniaxial stretching may be performed between rolls having different circumferential speeds or may be performed using heat rolls.
- the uniaxial stretching may be dry stretching of stretching in the air or may be wet stretching of stretching in a state in which the polyvinyl alcohol-based resin film is swollen with a solvent or water.
- the draw ratio is usually 3 to 8 times.
- An example of the method for dyeing the polyvinyl alcohol-based resin film with iodine and/or a dichroic dye is a method of immersing the film in an aqueous solution that contains iodine and/or a dichroic dye.
- the polyvinyl alcohol-based resin film is preferably subjected to an immersion treatment in water before the dyeing treatment.
- An example of the crosslinking treatment after dyeing is a method for immersing the dyed polyvinyl alcohol-based resin film in a boric acid-containing aqueous solution.
- the crosslinking treatment may be performed once or a plurality of times.
- Examples of the water-washing treatment after crosslinking include immersing in water the polyvinyl alcohol-based resin film crosslinked after dyeing, spraying water as a shower, and a combination of immersing and spraying. After the water-washing treatment, the polyvinyl alcohol-based resin film may be dried by a known method.
- the K-type polarizing film composed of a polyvinyl alcohol-based resin in which a polyvinyl alcohol resin is dehydrated to form a light-absorbing vinylene block segment in a polymer can be produced by, for example, a method including a step of uniaxially stretching a polyvinyl alcohol-based resin film, a step of dehydrating the polyvinyl alcohol-based resin film, a step of crosslinking the dehydrated polyvinyl alcohol-based resin film with a crosslinking liquid such as an aqueous boric acid solution, and a step of water-washing the polyvinyl alcohol-based resin film.
- the raw material film is as described above.
- the uniaxial stretching of the polyvinyl alcohol-based resin film can be performed at various stages.
- the uniaxial stretching may be performed, for example, before the dehydration treatment, simultaneously with the dehydration treatment, or simultaneously with or before or after the boric acid crosslinking after the dehydration treatment. Also, the uniaxial stretching may be performed in a plurality of these stages.
- the method for uniaxial stretching is as described above.
- An example of the method for dehydrating the polyvinyl alcohol-based resin film is exposing the polyvinyl alcohol-based resin film to an acid having a pH of 3 or more and then heating the exposed film.
- the polyvinyl alcohol-based resin film can be immersed in deionized water for about 1 second to about 5 minutes and then immersed in an acid having a pH of 3 or more for a desired time.
- the polyvinyl alcohol-based resin film can also be exposed to a dehydration catalyst by a different method.
- the film may be dipped or immersed in an aqueous dehydration catalyst for a sufficient retention time to diffuse the catalyst into the film.
- the acid used for the dehydration treatment can be any acid having a pH of 3 or more and capable of removing hydrogen atoms and oxygen atoms from the hydroxylated portion of the linear polymer in the presence of heat or other appropriate treatment conditions to leave a conjugated vinylene unit.
- Specific examples of the acid include hydrochloric acid, hydrobromic acid, hydroiodic acid, phosphoric acid, and sulfuric acid. These acids may be diluted with water or alcohol such as methanol.
- the polyvinyl alcohol-based resin film and the adsorption catalyst can be heated so that a part of the oriented film is converted into polyvinylene which is a desired dehydrated product.
- the film can be heated by conductive heating, convective heating, radiation heating, or a combination thereof.
- the film and the catalyst can be passed through a heating oven at a temperature range of about 88°C to about 205°C for about a few seconds to about 10 minutes.
- the film and the catalyst can be exposed to microwave radiation heating, laser heating, or infrared radiation heating.
- the dehydration treatment step a part of the vinyl alcohol-based polymer in the polyvinyl alcohol-based resin film is converted into a polarizing molecule of a block copolymer of poly(vinylene-co-vinyl alcohol).
- the effect of the dehydration treatment is to form a conjugated polyvinylene block from a polyvinyl alcohol block.
- An example of the crosslinking treatment after the dehydration treatment is a method of immersing the dehydrated polyvinyl alcohol-based resin film in a boric acid-containing aqueous solution.
- the dehydrated polyvinyl alcohol-based resin film can be brought into contact with an aqueous boric acid solution having a concentration of 10 to 20% at a temperature of 85 to 95°C.
- An example of the water-washing treatment after the crosslinking is immersing in water the polyvinyl alcohol-based resin film crosslinked after the dehydration treatment, spraying water as a shower, or a combination of immersing and spraying.
- the polyvinyl alcohol-based resin film may be dried by a known method.
- the thickness of the polarizing film is not particularly limited but preferably 50 ⁇ m or less, more preferably 30 ⁇ m or less, and further preferably 25 ⁇ m or less.
- the thickness of the polarizing film is usually 1 ⁇ m or more and preferably 3 ⁇ m or more.
- the bonding layer is composed of a molecular bonding agent using a molecular bonding technique of bonding the polarizing film and the support substrate by a chemical bond.
- the molecular bonding technique is a technique of bonding members by a chemical bond with one or several molecular layers and, for example, converting a surface of an adherend into a surface of one type of functional group to achieve bonding by a bond with this functional group.
- the molecular bonding agent preferably contains a triazine derivative having a functional group that bonds the polarizing film and the support substrate by a chemical bond.
- the bonding layer composed of the molecular bonding agent that contains a triazine derivative preferably contains a triazine derivative as a main component.
- the "main component” means that the constituent ratio in the components constituting the bonding layer is 50 wt% or more, preferably 60 wt% or more, more preferably 80 wt% or more, further preferably 90 wt% or more, and particularly preferably 95 wt% or more.
- the triazine derivative is preferably a compound that contains two or more OH groups and/or OH-generating groups and one triazine ring.
- the triazine derivative that contains two or more OH groups and/or OH-generating groups and one triazine ring forms a bonding layer in which the OH groups on the surface of the support substrate and/or the OH groups on the surface of the polarizing film are chemically bonded with the OH groups or OH-generating groups of the triazine derivative by dehydration condensation.
- a conventionally known compound can be used as the triazine derivative.
- the OH groups or OH-generating groups are preferably alkoxysilyl groups.
- the molecular bonding agent may contain components other than the triazine derivative within a scope that does not impair the effects of the present invention.
- the components other than the triazine derivative include a crosslinking agent, fine particles, an ultraviolet absorber, an antifoaming agent, a thickener, a dispersant, a surfactant, a catalyst, a lubricant, and an antistatic agent.
- the thickness of the bonding layer is not particularly limited but, for example, preferably 5 ⁇ m or less and 0.001 ⁇ m or more, more preferably 1 ⁇ m or less and 0.001 ⁇ m or more, further preferably 0.1 ⁇ m or less and 0.005 ⁇ m or more, and particularly preferably 0.05 ⁇ m or less and 0.01 ⁇ m or more.
- the thickness of the bonding layer is preferably thin from the viewpoint of efficiently dissipating the heat generated in the polarizing film to the outside and suppressing an increase in temperature of the polarizing film.
- the thickness of the bonding layer may be appropriately designed in consideration of these conditions.
- the contact area of each surface is small because of the influence of the surface roughness of both surfaces, and thus the adhesion force is extremely low.
- the thickness of the bonding layer is 0.05 ⁇ m or less and 0.01 ⁇ m or more, the surface roughness of the support substrate and the polarizing film can be filled, so that the contact area is increased, which is advantageous for bonding strength.
- the support substrate supports the polarizing film that easily cracks and that is difficult to handle as a single body, facilitates handling of the polarizing film, protects the polarizing film, and is composed of a material having translucency to visible light.
- the translucency as described herein means that the total light transmittance is 80% or more, preferably 85% or more, and more preferably 90% or more.
- the light transmittance can be measured using a spectrophotometer (UV-visible-near infrared spectrophotometer "V-570" manufactured by JASCO Corporation) in accordance with JIS K 0115.
- Examples of the material having translucency to visible light include an organic material, an inorganic material, and an organic-inorganic hybrid material.
- Examples of the organic material include polyolefin resins such as triacetyl cellulose, diacetyl cellulose, polyester resin, polyimide resin, polyamide, polyethylene, and polypropylene, cycloolefin resins such as a cycloolefin polymer and a cycloolefin copolymer, polyether sulfone, polysulfone, polyvinyl chloride, acrylic resin, polycarbonate resin, and urethane resin.
- polyolefin resins such as triacetyl cellulose, diacetyl cellulose, polyester resin, polyimide resin, polyamide, polyethylene, and polypropylene
- cycloolefin resins such as a cycloolefin polymer and a cycloolefin copolymer
- polyether sulfone polysul
- the inorganic material examples include fluoride glass such as silicate glass, borosilicate glass, titanium silicate glass, and zirconium fluoride, fused quartz, quartz crystal, sapphire, YAG crystal, fluorite, magnesia, and spinel (MgO ⁇ Al 2 O 3 ).
- fluoride glass such as silicate glass, borosilicate glass, titanium silicate glass, and zirconium fluoride
- An example of the organic-inorganic hybrid material is a resin composed of a silsesquioxane derivative having an organic functional group such as a (meth)acryloyl group.
- the support substrate laminated on at least one surface of the polarizing film preferably has a higher thermal conductivity than the polarizing film.
- the thermal conductivity is, for example, preferably 0.7 W/mK or more, more preferably 1 W/mK or more, and further preferably 5 W/mK or more.
- Examples of such a material include sapphire (thermal conductivity: 40 W/mK) and quartz crystal (thermal conductivity: 8 W/mK).
- the thickness of the support substrate is not particularly limited and may be appropriately designed so as to facilitate handling of the polarizing film and protect the polarizing film.
- the thickness is 10 to 3000 ⁇ m, preferably 20 to 1500 ⁇ m, and more preferably 30 to 1000 ⁇ m.
- Various functional layers may be formed on the surface of the support substrate as necessary.
- the functional layers include a conductive layer, an antistatic layer, an antiglare (non-glare) layer, an antifouling layer (such as a photocatalyst layer), an antireflection layer, a hard coat layer, an ultraviolet shielding layer, a heat ray shielding layer, an electromagnetic wave shielding layer, and a gas barrier layer.
- the method for producing a polarizing plate includes: a step of providing a molecular bonding agent on a surface of a polarizing film composed of a polyvinyl alcohol-based resin and/or a translucent support substrate; a step of laminating the polarizing film and/or the support substrate through the molecular bonding agent present on the surface of the polarizing film and/or the support substrate; and a step of thermocompression-bonding the polarizing film and the support substrate to bond the polarizing film and the support substrate by a chemical bond.
- the polarizing film and support substrate may be either long or sheet-like.
- the surfaces of the polarizing film and the support substrate may be cleaned as necessary by, for example, a washing treatment with a washing agent such as ethanol or acetone.
- the surfaces of the polarizing film and the support substrate may be subjected to an activation treatment as necessary by, for example, an ultraviolet irradiation treatment, a corona discharge treatment, or a plasma treatment.
- the molecular bonding agent may be diluted with a solvent.
- the solvent include water, alcohol (for example, methanol, ethanol, isopropanol, ethylene glycol, propylene glycol, cellosolve, and carbitol), ketone (for example, acetone, methyl ethyl ketone, cyclohexanone), aromatic hydrocarbon (for example, benzene, toluene, and xylene), aliphatic hydrocarbon (for example, hexane, octane, decane, dodecane, and octadecane), ester (for example, ethyl acetate, methyl propionate, and methyl phthalate), ether (for example, tetrahydrofuran, ethyl butyl ether, and anisole), and a mixture thereof
- the molecular bonding agent is provided on the surface of the polarizing film and/or the support substrate. Specifically, this is achieved by coating the surface of the polarizing film and/or the support substrate with a solution in which the above-described molecular bonding agent is dissolved. Thereafter, drying is performed as necessary to volatilize the solvent, so that the molecular bonding agent remains on the surface of the polarizing film and/or the support substrate.
- the coating method is not particularly limited, and a known method can be employed.
- Examples of the known method include a wire bar coating method, a dip method, a spray method, a spin coating method, a roll coating method, a gravure coating method, an air knife coating method, a curtain coating method, a slide coating method, an extrusion coating method, and a die coating method.
- the drying method is not particularly limited, and a known method can be adopted.
- the molecular bonding agent was provided on the surface of the polarizing film and/or the support substrate, these are laminated through the molecular bonding agent present on the surface of the polarizing film and/or the support substrate. Specifically, this is achieved by laminating such that the surfaces of the polarizing film and/or the support substrate coated with the solution in which the molecular bonding agent is dissolved face each other.
- the polarizing film and the support substrate are thermocompression-bonded to be integrally bonded by a chemical bond. Specifically, this is achieved by heating in a state in which a pressing force is allowed to act on the polarizing film toward the support substrate, heating in a state in which a pressing force is allowed to act on the support substrate toward the polarizing film side, or heating in a state in which a pressing force is allowed to act on each of the polarizing film and the support substrate.
- the pressing force is a pressing force with which the OH groups or the OH groups generated from the OH-generating groups of the triazine derivative present on the surface of the polarizing film and/or the support substrate are brought into contact with the other surface.
- the pressing force is, for example, preferably 0.01 to 50 MPa, more preferably 0.1 to 20 MPa, further preferably 0.5 to 10 MPa, and particularly preferably 0.5 to 5 MPa.
- the action time is, for example, 0.1 to 200 minutes.
- the heating temperature is a temperature at which the chemical reaction of the triazine derivative is promoted.
- the heating temperature is, for example, 30 to 300°C, preferably 50 to 250°C, more preferably 70 to 200°C, and further preferably 80 to 150°C.
- a 25 ⁇ m-thick iodine-based polarizing film having a surface protective film laminated thereon was prepared.
- the surface of the polarizing film opposite the surface having the surface protective film laminated thereon was washed with ethanol and dried. Thereafter, the surface was subjected to a corona discharge treatment.
- a 0.7 mm-thick quartz crystal substrate was prepared. The quartz crystal substrate was ultrasonically washed in acetone (10 minutes) and dried. Thereafter, the surface was subjected to a corona discharge treatment.
- an ethanol solution that contains 0.1 wt% of a triazine derivative (product name: MB1015 aqueous solution, manufactured by Iou Chemical Laboratory Co., Ltd.) was applied on the corona discharge-treated surface of the polarizing film by a spin coating method (coating amount: 2 ml, spin rotation speed: 3000 rpm). Thereafter, the product was dried at room temperature to provide a triazine derivative on the surface of the polarizing film.
- an ethanol solution that contains 0.1 wt% of a triazine derivative (product name: MB1015 aqueous solution, manufactured by Iou Chemical Laboratory Co., Ltd.) was applied on the corona discharge-treated surface of the quartz crystal substrate by a spin coating method (coating amount: 2 ml, spin rotation speed: 3000 rpm). Thereafter, the product was placed in a hot air drying furnace and dried at 80°C for 10 minutes to provide a triazine derivative on the surface of the quartz crystal substrate.
- a polarizing plate surface protective film/iodine-based polarizing film/bonding layer/crystal quartz substrate.
- a 25 ⁇ m-thick iodine-based polarizing film having a surface protective film laminated thereon was prepared.
- the surface of the polarizing film opposite the surface having the surface protective film laminated thereon was washed with ethanol and dried. Thereafter, the surface was subjected to a corona discharge treatment.
- a 0.7 mm-thick sapphire substrate was prepared. The sapphire substrate was ultrasonically washed in acetone (10 minutes) and dried. Thereafter, the surface was subjected to a corona discharge treatment.
- an ethanol solution that contains 0.1 wt% of a triazine derivative (product name: MB1015 aqueous solution, manufactured by Iou Chemical Laboratory Co., Ltd.) was applied on the corona discharge-treated surface of the polarizing film by a spin coating method (coating amount: 2 ml, spin rotation speed: 3000 rpm). Thereafter, the product was dried at room temperature to provide a triazine derivative on the surface of the polarizing film.
- an ethanol solution that contains 0.1 wt% of a triazine derivative (product name: MB1015 aqueous solution, manufactured by Iou Chemical Laboratory Co., Ltd.) was applied on the corona discharge-treated surface of the sapphire substrate by a spin coating method (coating amount: 2 ml, spin rotation speed: 3000 rpm). Thereafter, the product was placed in a hot air drying furnace and dried at 80°C for 10 minutes to provide a triazine derivative on the surface of the sapphire substrate.
- a polarizing plate surface protective film/iodine-based polarizing film/bonding layer/sapphire substrate.
- a 25 ⁇ m-thick iodine-based polarizing film having a surface protective film laminated thereon was prepared.
- the surface of the polarizing film opposite the surface having the surface protective film laminated thereon was washed with ethanol and dried. Thereafter, the surface was subjected to a corona discharge treatment.
- a 0.7 mm-thick quartz crystal substrate was prepared. The quartz crystal substrate was ultrasonically washed in acetone (10 minutes) and dried. Thereafter, the surface was subjected to a corona discharge treatment.
- an adhesive layer (thickness: 15 ⁇ m, NCF-211S, manufactured by Lintec Corporation) was bonded to the corona discharge-treated surface of the polarizing film, and the quartz crystal substrate was bonded to the surface of the adhesive layer opposite the polarizing film.
- the product was pressed with a hand roller to prepare a polarizing plate (surface protective film/iodine-based polarizing film/adhesive layer/quartz crystal substrate).
- a 25 ⁇ m-thick iodine-based polarizing film having a surface protective film laminated thereon was prepared.
- the surface of the polarizing film opposite the surface having the surface protective film laminated thereon was washed with ethanol and dried. Thereafter, the surface was subjected to a corona discharge treatment.
- a 0.7 mm-thick quartz crystal substrate was prepared. The quartz crystal substrate was ultrasonically washed in acetone (10 minutes) and dried. Thereafter, the surface was subjected to a corona discharge treatment.
- an acrylate-based ultraviolet curable adhesive (product name: Loctite AA 3105, solid content: 100%, manufactured by Henkel Japan Ltd.) was applied on the corona discharge-treated surface of the polarizing film by a spin coating method (coating amount: 2 ml, spin rotation speed: 3000 rpm) to provide a coating layer. Then, the polarizing film and the quartz crystal substrate were superimposed through the coating layer and pressed with a hand roller. Thereafter, the quartz crystal substrate side was irradiated with ultraviolet light using an ultraviolet irradiation device such that the integrated light amount on the surface was 1000 mJ/cm 2 . Accordingly, the ultraviolet curable adhesive was cured to prepare a polarizing plate (surface protective film/iodine-based polarizing film/ultraviolet curable adhesive layer/quartz crystal substrate).
- the polarizing plates obtained in Examples 1 and 2 and Comparative Examples 1 and 2 were evaluated as follows. The evaluation results are illustrated in Table 1. In the following evaluation, the polarizing plate from which the surface protective film was peeled off was used.
- the temperature of the hottest location in the plane of the polarizing film was measured as the surface temperature of the polarizing film using thermography from the polarizing film side.
- the appearance of the polarizing film in the polarizing plate after laser irradiation and the projection image of the polarizing plate when a backlight was used were visually evaluated according to the following criteria.
- the polarizing plate was disposed such that the polarizing film absorbs the polarized light of the laser (the polarized light of the laser and the absorption axis of the polarizing film were parallel).
- the polarizing plate of Example 1 obtained by bonding with the molecular bonding agent using a molecular bonding technique of bonding the polarizing film and the quartz substrate by a chemical bond demonstrated the result that the surface temperature of the polarizing film after laser irradiation was lower than those of the polarizing plates according to Comparative Examples 1 and 2 and the result that the polarizing film after laser irradiation had excellent appearance and projection images.
- the polarizing plate of Example 2 obtained by bonding with the molecular bonding agent using a molecular bonding technique of bonding the polarizing film and the sapphire substrate by a chemical bond demonstrated the result that the surface temperature of the polarizing film was lower and the result that the polarizing plate after laser irradiation had more excellent appearance and projection images.
- the polarizing plate bonded by the molecular bonding technique can reduce the thermal load on the PVA polarizing film and enables the support substrate and the polarizing film to firmly adhere to each other. This can suppress poor appearance caused by the thermal shrinkage of the PVA polarizing film and achieve the high durability of maintaining the performance of the PVA polarizing film for a long period of time. Therefore, the polarizing plate bonded by the molecular bonding technique is particularly useful in applications using a light source having a large or high numerical value in light flux, luminous intensity, luminance, light density, and the like.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Polarising Elements (AREA)
- Laminated Bodies (AREA)
Abstract
To provide a novel polarizing plate that suppresses poor appearance caused by thermal shrinkage of a polarizing film and is excellent in durability. There is provided a polarizing plate including: a polarizing film composed of a polyvinyl alcohol-based resin; and a translucent support substrate laminated on at least one surface of the polarizing film through a bonding layer, in which the bonding layer is composed of a molecular bonding agent that bonds the polarizing film and the support substrate by a chemical bond.
Description
- The present invention relates to a polarizing plate and more particularly to a polarizing plate obtained by laminating a polarizing film composed of a polyvinyl alcohol-based resin and a translucent support substrate through a molecular bonding agent.
- A conventionally known optical member that transmits light polarized in a specific direction is a polarizing plate having a configuration in which a polarizing film (PVA polarizing film) composed of a polyvinyl alcohol-based resin is laminated on a translucent support substrate such as glass or quartz crystal through an adhesive.
- Patent Literature 1:
WO 13/154139 A - The PVA polarizing film used in the polarizing plate is a film in which iodine or a dichroic dye is adsorbed and oriented to a uniaxially stretched polyvinyl alcohol-based resin film. Such a PVA polarizing film absorbs light parallel to an absorption axis from its characteristics and therefore has a problem in that shrinkage stress is generated in a stretching direction in response to an increase in temperature of the PVA polarizing film caused by absorbed light energy, and thermal shrinkage occurs. When the PVA polarizing film is thermally shrunk, deformation in appearance (or poor appearance) such as irregularities and wrinkles occurs in the PVA polarizing film. In an image display device such as a liquid crystal display, the PVA polarizing film in which poor appearance occurs causes poor image or a decrease in contrast.
- On the other hand, an image display device or the like is required to have high luminance and high definition, and a light source having a large or high numerical value in light flux, luminous intensity, luminance, light density, and the like has been used in recent years. When such a light source is used, the light energy absorbed by the PVA polarizing film increases, so that the poor appearance caused by the thermal shrinkage of the PVA polarizing film becomes more remarkable.
- The present invention has been made in view of such a problem and has as its object to provide a novel polarizing plate that suppresses the poor appearance caused by the thermal shrinkage of the PVA polarizing film and is excellent in durability.
- The present inventors conducted intensive studies for suppressing poor appearance caused by thermal shrinkage of a polarizing film in a polarizing plate. As a result, it was found that use of a molecular bonding technique of bonding a PVA polarizing film and a support substrate by a chemical bond enables firmer adhesion between the PVA polarizing film and the support substrate as well as efficient dissipation of heat generated in the PVA polarizing to the support substrate so that the thermal load on the PVA polarizing film can be reduced. Thus, the present invention has been accomplished.
- According to the present invention, there is provided a polarizing plate including: a polarizing film composed of a polyvinyl alcohol-based resin; and a translucent support substrate laminated on at least one surface of the polarizing film through a bonding layer, in which the bonding layer is composed of a molecular bonding agent that bonds the polarizing film and the support substrate by a chemical bond.
- Also, according to the present invention, there is provided a method for producing a polarizing plate, including: a step of providing a molecular bonding agent on a surface of a polarizing film composed of a polyvinyl alcohol-based resin and/or a translucent support substrate; a step of laminating the polarizing film and/or the support substrate through the molecular bonding agent present on the surface of the polarizing film and/or the support substrate; and a step of thermocompression-bonding the polarizing film and the support substrate to bond the polarizing film and the support substrate by a chemical bond.
- According to the polarizing plate of the present invention, the PVA polarizing film and the support substrate are bonded by a chemical bond, which can reduce the heat load on the PVA polarizing film and suppress poor appearance caused by thermal shrinkage of the PVA polarizing film. Also, according to the polarizing plate of the present invention, the PVA polarizing film and the support substrate are bonded by a chemical bond, which enables firm adhesion between the support substrate and the polarizing film to suppress thermal shrinkage of the PVA polarizing film and can suppress poor appearance caused by the thermal shrinkage of the PVA polarizing film.
-
Fig. 1 is a cross-sectional view illustrating an example of the polarizing plate according to the present invention. - Hereinafter, the present invention will be described in detail. It is noted that the present invention is not limited to the following forms, and various forms can be made within a scope that exerts the effects of the present invention.
-
Fig. 1 is a view illustrating an example of the polarizing plate according to the present invention. A polarizingplate 1 illustrated inFig. 1 includes a polarizingfilm 2 composed of a polyvinyl alcohol-based resin and asupport substrate 4 laminated on at least one surface of the polarizingfilm 2 through abonding layer 3. More specifically, the polarizingfilm 2 and thesupport substrate 4 are laminated through thebonding layer 3 composed of a molecular bonding agent using a molecular bonding technique of bonding the polarizingfilm 2 and thesupport substrate 4 by a chemical bond. The molecular bonding technique is a technique of bonding members by a chemical bond with one or several molecular layers. A polarizing plate bonded by the molecular bonding technique has higher thermal conductivity than that in known bonding by an intermolecular force and can reduce the thermal load on the polarizing film, so that poor appearance caused by thermal shrinkage of the polarizing film can be suppressed. In addition, since the polarizing plate bonded by the molecular bonding technique is directly bonded by a chemical bond, the adhesive force is higher than that in known bonding by an intermolecular force, and the polarizing film and the support substrate can firmly adhere to each other. Therefore, the thermal shrinkage of the polarizing film can be suppressed to suppress poor appearance. Thus, the polarizing plate bonded by the molecular bonding technique has the high durability of maintaining the performance of the polarizing film for a long period of time. Although not illustrated, another support substrate may be provided on the other surface of the polarizing film through a bonding layer composed of a molecular bonding agent. - A polarizing film has absorption dichroism at any wavelength of 380 to 780 nm and is formed of a polyvinyl alcohol-based resin film. Examples of the polarizing film having absorption dichroism at any wavelength of 380 to 780 nm include a polyvinyl alcohol-based resin film (H-type polarizing film) in which iodine and/or a dichroic dye are adsorbed and oriented and a polyvinyl alcohol-based resin film (K-type polarizing film) in which a polyvinyl alcohol resin is dehydrated to form a light-absorbing vinylene block segment in a polymer.
- The H-type polarizing film composed of a polyvinyl alcohol-based resin to which iodine and/or a dichroic dye are adsorbed and oriented can be produced by, for example, a method including a step of uniaxially stretching a polyvinyl alcohol-based resin film, a step of dyeing the polyvinyl alcohol-based resin film with iodine and/or a dichroic dye so that the iodine and/or the dichroic dye is adsorbed, a step of crosslinking the polyvinyl alcohol-based resin film on which iodine and/or a dichroic dye are adsorbed with a crosslinking liquid such as an aqueous boric acid solution, and a step of washing the polyvinyl alcohol-based resin film with water.
- As the polyvinyl alcohol-based resin, a saponified polyvinyl acetate-based resin can be used. Examples of the polyvinyl acetate-based resin include, in addition to polyvinyl acetate which is a homopolymer of vinyl acetate, a copolymer with another monomer copolymerizable with vinyl acetate. Examples of the other monomer copolymerizable with vinyl acetate include unsaturated carboxylic acids, olefins, vinyl ethers, unsaturated sulfonic acids, and (meth)acrylamides having an ammonium group.
- The saponification degree of the polyvinyl alcohol-based resin is usually 85 to 100 mol% and preferably 98 mol% or more. The polyvinyl alcohol-based resin may be modified. For example, polyvinyl formal or polyvinyl acetal modified with aldehydes can also be used. The average polymerization degree of the polyvinyl alcohol-based resin is usually 1000 to 10000 and preferably 1500 to 5000. The average polymerization degree of the polyvinyl alcohol-based resin can be obtained in accordance with JIS K 6726.
- A film formed with such a polyvinyl alcohol-based resin is used as a raw material film of a polarizing film. The method for forming a film of the polyvinyl alcohol-based resin is not particularly limited, and a known method is employed. The thickness of the polyvinyl alcohol-based raw material film is not particularly limited but, for example, preferably 10 to 200 µm.
- The uniaxial stretching of the polyvinyl alcohol-based resin film can be performed before, simultaneously with, or after dyeing with iodine and/or a dichroic dye. When uniaxial stretching is performed after dyeing, this uniaxial stretching may be performed before or during the crosslinking treatment. Also, the uniaxial stretching may be performed in a plurality of these stages. The uniaxial stretching may be performed between rolls having different circumferential speeds or may be performed using heat rolls. The uniaxial stretching may be dry stretching of stretching in the air or may be wet stretching of stretching in a state in which the polyvinyl alcohol-based resin film is swollen with a solvent or water. The draw ratio is usually 3 to 8 times.
- An example of the method for dyeing the polyvinyl alcohol-based resin film with iodine and/or a dichroic dye is a method of immersing the film in an aqueous solution that contains iodine and/or a dichroic dye. The polyvinyl alcohol-based resin film is preferably subjected to an immersion treatment in water before the dyeing treatment.
- An example of the crosslinking treatment after dyeing is a method for immersing the dyed polyvinyl alcohol-based resin film in a boric acid-containing aqueous solution. The crosslinking treatment may be performed once or a plurality of times.
- Examples of the water-washing treatment after crosslinking include immersing in water the polyvinyl alcohol-based resin film crosslinked after dyeing, spraying water as a shower, and a combination of immersing and spraying. After the water-washing treatment, the polyvinyl alcohol-based resin film may be dried by a known method.
- The K-type polarizing film composed of a polyvinyl alcohol-based resin in which a polyvinyl alcohol resin is dehydrated to form a light-absorbing vinylene block segment in a polymer can be produced by, for example, a method including a step of uniaxially stretching a polyvinyl alcohol-based resin film, a step of dehydrating the polyvinyl alcohol-based resin film, a step of crosslinking the dehydrated polyvinyl alcohol-based resin film with a crosslinking liquid such as an aqueous boric acid solution, and a step of water-washing the polyvinyl alcohol-based resin film. The raw material film is as described above.
- The uniaxial stretching of the polyvinyl alcohol-based resin film can be performed at various stages. The uniaxial stretching may be performed, for example, before the dehydration treatment, simultaneously with the dehydration treatment, or simultaneously with or before or after the boric acid crosslinking after the dehydration treatment. Also, the uniaxial stretching may be performed in a plurality of these stages. The method for uniaxial stretching is as described above.
- An example of the method for dehydrating the polyvinyl alcohol-based resin film is exposing the polyvinyl alcohol-based resin film to an acid having a pH of 3 or more and then heating the exposed film. Specifically, the polyvinyl alcohol-based resin film can be immersed in deionized water for about 1 second to about 5 minutes and then immersed in an acid having a pH of 3 or more for a desired time. The polyvinyl alcohol-based resin film can also be exposed to a dehydration catalyst by a different method. For example, the film may be dipped or immersed in an aqueous dehydration catalyst for a sufficient retention time to diffuse the catalyst into the film.
- The acid used for the dehydration treatment can be any acid having a pH of 3 or more and capable of removing hydrogen atoms and oxygen atoms from the hydroxylated portion of the linear polymer in the presence of heat or other appropriate treatment conditions to leave a conjugated vinylene unit. Specific examples of the acid include hydrochloric acid, hydrobromic acid, hydroiodic acid, phosphoric acid, and sulfuric acid. These acids may be diluted with water or alcohol such as methanol.
- After the polyvinyl alcohol-based resin film was exposed to the dehydration catalyst, the polyvinyl alcohol-based resin film and the adsorption catalyst can be heated so that a part of the oriented film is converted into polyvinylene which is a desired dehydrated product. The film can be heated by conductive heating, convective heating, radiation heating, or a combination thereof. For example, the film and the catalyst can be passed through a heating oven at a temperature range of about 88°C to about 205°C for about a few seconds to about 10 minutes. In another method, the film and the catalyst can be exposed to microwave radiation heating, laser heating, or infrared radiation heating.
- In the dehydration treatment step, a part of the vinyl alcohol-based polymer in the polyvinyl alcohol-based resin film is converted into a polarizing molecule of a block copolymer of poly(vinylene-co-vinyl alcohol). The effect of the dehydration treatment is to form a conjugated polyvinylene block from a polyvinyl alcohol block. By orienting the PVA matrix in one direction, the transition moment of the conjugated polyvinylene block is also oriented, and the material becomes visibly dichroic.
- An example of the crosslinking treatment after the dehydration treatment is a method of immersing the dehydrated polyvinyl alcohol-based resin film in a boric acid-containing aqueous solution. Specifically, the dehydrated polyvinyl alcohol-based resin film can be brought into contact with an aqueous boric acid solution having a concentration of 10 to 20% at a temperature of 85 to 95°C.
- An example of the water-washing treatment after the crosslinking is immersing in water the polyvinyl alcohol-based resin film crosslinked after the dehydration treatment, spraying water as a shower, or a combination of immersing and spraying. After the water-washing treatment, the polyvinyl alcohol-based resin film may be dried by a known method.
- The thickness of the polarizing film is not particularly limited but preferably 50 µm or less, more preferably 30 µm or less, and further preferably 25 µm or less. The thickness of the polarizing film is usually 1 µm or more and preferably 3 µm or more.
- The bonding layer is composed of a molecular bonding agent using a molecular bonding technique of bonding the polarizing film and the support substrate by a chemical bond. The molecular bonding technique is a technique of bonding members by a chemical bond with one or several molecular layers and, for example, converting a surface of an adherend into a surface of one type of functional group to achieve bonding by a bond with this functional group.
- The molecular bonding agent preferably contains a triazine derivative having a functional group that bonds the polarizing film and the support substrate by a chemical bond. The bonding layer composed of the molecular bonding agent that contains a triazine derivative preferably contains a triazine derivative as a main component. Here, the "main component" means that the constituent ratio in the components constituting the bonding layer is 50 wt% or more, preferably 60 wt% or more, more preferably 80 wt% or more, further preferably 90 wt% or more, and particularly preferably 95 wt% or more.
- The triazine derivative is preferably a compound that contains two or more OH groups and/or OH-generating groups and one triazine ring. The triazine derivative that contains two or more OH groups and/or OH-generating groups and one triazine ring forms a bonding layer in which the OH groups on the surface of the support substrate and/or the OH groups on the surface of the polarizing film are chemically bonded with the OH groups or OH-generating groups of the triazine derivative by dehydration condensation. As the triazine derivative, a conventionally known compound can be used. The OH groups or OH-generating groups are preferably alkoxysilyl groups.
- The molecular bonding agent may contain components other than the triazine derivative within a scope that does not impair the effects of the present invention. Examples of the components other than the triazine derivative include a crosslinking agent, fine particles, an ultraviolet absorber, an antifoaming agent, a thickener, a dispersant, a surfactant, a catalyst, a lubricant, and an antistatic agent.
- The thickness of the bonding layer is not particularly limited but, for example, preferably 5 µm or less and 0.001 µm or more, more preferably 1 µm or less and 0.001 µm or more, further preferably 0.1 µm or less and 0.005 µm or more, and particularly preferably 0.05 µm or less and 0.01 µm or more. The thickness of the bonding layer is preferably thin from the viewpoint of efficiently dissipating the heat generated in the polarizing film to the outside and suppressing an increase in temperature of the polarizing film. However, if the surface properties of the adherend are poor, the OH groups or the OH groups generated from the OH-generating groups of the triazine derivative present on the surface of the polarizing film and/or the support substrate are less likely to come into contact with the other surface. Therefore, the thickness of the bonding layer may be appropriately designed in consideration of these conditions.
- Although dehydration condensation may occur even with the OH groups on the surface of the support substrate and the OH groups on the surface of the polarizing film, the contact area of each surface is small because of the influence of the surface roughness of both surfaces, and thus the adhesion force is extremely low. When the thickness of the bonding layer is 0.05 µm or less and 0.01 µm or more, the surface roughness of the support substrate and the polarizing film can be filled, so that the contact area is increased, which is advantageous for bonding strength.
- The support substrate supports the polarizing film that easily cracks and that is difficult to handle as a single body, facilitates handling of the polarizing film, protects the polarizing film, and is composed of a material having translucency to visible light. The translucency as described herein means that the total light transmittance is 80% or more, preferably 85% or more, and more preferably 90% or more. The light transmittance can be measured using a spectrophotometer (UV-visible-near infrared spectrophotometer "V-570" manufactured by JASCO Corporation) in accordance with JIS K 0115.
- Examples of the material having translucency to visible light include an organic material, an inorganic material, and an organic-inorganic hybrid material. Examples of the organic material include polyolefin resins such as triacetyl cellulose, diacetyl cellulose, polyester resin, polyimide resin, polyamide, polyethylene, and polypropylene, cycloolefin resins such as a cycloolefin polymer and a cycloolefin copolymer, polyether sulfone, polysulfone, polyvinyl chloride, acrylic resin, polycarbonate resin, and urethane resin. Examples of the inorganic material include fluoride glass such as silicate glass, borosilicate glass, titanium silicate glass, and zirconium fluoride, fused quartz, quartz crystal, sapphire, YAG crystal, fluorite, magnesia, and spinel (MgO·Al2O3). An example of the organic-inorganic hybrid material is a resin composed of a silsesquioxane derivative having an organic functional group such as a (meth)acryloyl group.
- From the viewpoint of efficiently dissipating the heat generated in the polarizing film to the outside and suppressing thermal shrinkage of the polarizing film, the support substrate laminated on at least one surface of the polarizing film preferably has a higher thermal conductivity than the polarizing film. The thermal conductivity is, for example, preferably 0.7 W/mK or more, more preferably 1 W/mK or more, and further preferably 5 W/mK or more. Examples of such a material include sapphire (thermal conductivity: 40 W/mK) and quartz crystal (thermal conductivity: 8 W/mK).
- The thickness of the support substrate is not particularly limited and may be appropriately designed so as to facilitate handling of the polarizing film and protect the polarizing film. For example, the thickness is 10 to 3000 µm, preferably 20 to 1500 µm, and more preferably 30 to 1000 µm.
- Various functional layers may be formed on the surface of the support substrate as necessary. Examples of the functional layers include a conductive layer, an antistatic layer, an antiglare (non-glare) layer, an antifouling layer (such as a photocatalyst layer), an antireflection layer, a hard coat layer, an ultraviolet shielding layer, a heat ray shielding layer, an electromagnetic wave shielding layer, and a gas barrier layer.
- Next, a method for producing a polarizing plate will be described. The method for producing a polarizing plate includes: a step of providing a molecular bonding agent on a surface of a polarizing film composed of a polyvinyl alcohol-based resin and/or a translucent support substrate; a step of laminating the polarizing film and/or the support substrate through the molecular bonding agent present on the surface of the polarizing film and/or the support substrate; and
a step of thermocompression-bonding the polarizing film and the support substrate to bond the polarizing film and the support substrate by a chemical bond. - First, the above-described polarizing film and support substrate are prepared. The polarizing film and support substrate may be either long or sheet-like. The surfaces of the polarizing film and the support substrate may be cleaned as necessary by, for example, a washing treatment with a washing agent such as ethanol or acetone. The surfaces of the polarizing film and the support substrate may be subjected to an activation treatment as necessary by, for example, an ultraviolet irradiation treatment, a corona discharge treatment, or a plasma treatment.
- Also, there is prepared a solution or a dispersion liquid in which the above-described molecular bonding agent is dissolved. The molecular bonding agent may be diluted with a solvent. Examples of the solvent include water, alcohol (for example, methanol, ethanol, isopropanol, ethylene glycol, propylene glycol, cellosolve, and carbitol), ketone (for example, acetone, methyl ethyl ketone, cyclohexanone), aromatic hydrocarbon (for example, benzene, toluene, and xylene), aliphatic hydrocarbon (for example, hexane, octane, decane, dodecane, and octadecane), ester (for example, ethyl acetate, methyl propionate, and methyl phthalate), ether (for example, tetrahydrofuran, ethyl butyl ether, and anisole), and a mixture thereof. The content of the triazine derivative may be appropriately set in consideration of coating work and the like and is, for example, 0.0001 to 10 wt%, preferably 0.001 to 3 wt%, and more preferably 0.01 to 2 wt%.
- The molecular bonding agent is provided on the surface of the polarizing film and/or the support substrate. Specifically, this is achieved by coating the surface of the polarizing film and/or the support substrate with a solution in which the above-described molecular bonding agent is dissolved. Thereafter, drying is performed as necessary to volatilize the solvent, so that the molecular bonding agent remains on the surface of the polarizing film and/or the support substrate. The coating method is not particularly limited, and a known method can be employed. Examples of the known method include a wire bar coating method, a dip method, a spray method, a spin coating method, a roll coating method, a gravure coating method, an air knife coating method, a curtain coating method, a slide coating method, an extrusion coating method, and a die coating method. The drying method is not particularly limited, and a known method can be adopted.
- After the molecular bonding agent was provided on the surface of the polarizing film and/or the support substrate, these are laminated through the molecular bonding agent present on the surface of the polarizing film and/or the support substrate. Specifically, this is achieved by laminating such that the surfaces of the polarizing film and/or the support substrate coated with the solution in which the molecular bonding agent is dissolved face each other.
- Subsequently, the polarizing film and the support substrate are thermocompression-bonded to be integrally bonded by a chemical bond. Specifically, this is achieved by heating in a state in which a pressing force is allowed to act on the polarizing film toward the support substrate, heating in a state in which a pressing force is allowed to act on the support substrate toward the polarizing film side, or heating in a state in which a pressing force is allowed to act on each of the polarizing film and the support substrate.
- The pressing force is a pressing force with which the OH groups or the OH groups generated from the OH-generating groups of the triazine derivative present on the surface of the polarizing film and/or the support substrate are brought into contact with the other surface. The pressing force is, for example, preferably 0.01 to 50 MPa, more preferably 0.1 to 20 MPa, further preferably 0.5 to 10 MPa, and particularly preferably 0.5 to 5 MPa. The action time is, for example, 0.1 to 200 minutes. Thus, even if there are minute irregularities on the surfaces of the polarizing film and the support substrate, the polarizing film and the support substrate are accordingly deformed, and the OH groups of the triazine derivative present on these surfaces reach the other surface and are bonded thereto. That is, the polarizing film and the support substrate are firmly bonded by a chemical bond (reaction) by the triazine derivative. The heating temperature is a temperature at which the chemical reaction of the triazine derivative is promoted. The heating temperature is, for example, 30 to 300°C, preferably 50 to 250°C, more preferably 70 to 200°C, and further preferably 80 to 150°C.
- Hereinafter, the present invention will be described in further detail by Examples. It is noted that the present invention is not limited to the following Examples.
- First, a 25 µm-thick iodine-based polarizing film having a surface protective film laminated thereon was prepared. The surface of the polarizing film opposite the surface having the surface protective film laminated thereon was washed with ethanol and dried. Thereafter, the surface was subjected to a corona discharge treatment. Also, a 0.7 mm-thick quartz crystal substrate was prepared. The quartz crystal substrate was ultrasonically washed in acetone (10 minutes) and dried. Thereafter, the surface was subjected to a corona discharge treatment. Subsequently, an ethanol solution that contains 0.1 wt% of a triazine derivative (product name: MB1015 aqueous solution, manufactured by Iou Chemical Laboratory Co., Ltd.) was applied on the corona discharge-treated surface of the polarizing film by a spin coating method (coating amount: 2 ml, spin rotation speed: 3000 rpm). Thereafter, the product was dried at room temperature to provide a triazine derivative on the surface of the polarizing film. In the same manner, an ethanol solution that contains 0.1 wt% of a triazine derivative (product name: MB1015 aqueous solution, manufactured by Iou Chemical Laboratory Co., Ltd.) was applied on the corona discharge-treated surface of the quartz crystal substrate by a spin coating method (coating amount: 2 ml, spin rotation speed: 3000 rpm). Thereafter, the product was placed in a hot air drying furnace and dried at 80°C for 10 minutes to provide a triazine derivative on the surface of the quartz crystal substrate. Then, the surfaces of the polarizing film and the quartz crystal substrate on which the triazine derivative was provided were superimposed and thermocompression-bonded with a hot press machine (pressure: 5 MPa, temperature: 120°C, time: 20 minutes) to prepare a polarizing plate (surface protective film/iodine-based polarizing film/bonding layer/crystal quartz substrate).
- First, a 25 µm-thick iodine-based polarizing film having a surface protective film laminated thereon was prepared. The surface of the polarizing film opposite the surface having the surface protective film laminated thereon was washed with ethanol and dried. Thereafter, the surface was subjected to a corona discharge treatment. Also, a 0.7 mm-thick sapphire substrate was prepared. The sapphire substrate was ultrasonically washed in acetone (10 minutes) and dried. Thereafter, the surface was subjected to a corona discharge treatment. Subsequently, an ethanol solution that contains 0.1 wt% of a triazine derivative (product name: MB1015 aqueous solution, manufactured by Iou Chemical Laboratory Co., Ltd.) was applied on the corona discharge-treated surface of the polarizing film by a spin coating method (coating amount: 2 ml, spin rotation speed: 3000 rpm). Thereafter, the product was dried at room temperature to provide a triazine derivative on the surface of the polarizing film. In the same manner, an ethanol solution that contains 0.1 wt% of a triazine derivative (product name: MB1015 aqueous solution, manufactured by Iou Chemical Laboratory Co., Ltd.) was applied on the corona discharge-treated surface of the sapphire substrate by a spin coating method (coating amount: 2 ml, spin rotation speed: 3000 rpm). Thereafter, the product was placed in a hot air drying furnace and dried at 80°C for 10 minutes to provide a triazine derivative on the surface of the sapphire substrate. Then, the surfaces of the polarizing film and the sapphire substrate on which the triazine derivative was provided were superimposed and thermocompression-bonded with a hot press machine (pressure: 5 MPa, temperature: 120°C, time: 20 minutes) to prepare a polarizing plate (surface protective film/iodine-based polarizing film/bonding layer/sapphire substrate).
- First, a 25 µm-thick iodine-based polarizing film having a surface protective film laminated thereon was prepared. The surface of the polarizing film opposite the surface having the surface protective film laminated thereon was washed with ethanol and dried. Thereafter, the surface was subjected to a corona discharge treatment. Also, a 0.7 mm-thick quartz crystal substrate was prepared. The quartz crystal substrate was ultrasonically washed in acetone (10 minutes) and dried. Thereafter, the surface was subjected to a corona discharge treatment. Then, an adhesive layer (thickness: 15 µm, NCF-211S, manufactured by Lintec Corporation) was bonded to the corona discharge-treated surface of the polarizing film, and the quartz crystal substrate was bonded to the surface of the adhesive layer opposite the polarizing film. The product was pressed with a hand roller to prepare a polarizing plate (surface protective film/iodine-based polarizing film/adhesive layer/quartz crystal substrate).
- First, a 25 µm-thick iodine-based polarizing film having a surface protective film laminated thereon was prepared. The surface of the polarizing film opposite the surface having the surface protective film laminated thereon was washed with ethanol and dried. Thereafter, the surface was subjected to a corona discharge treatment. Also, a 0.7 mm-thick quartz crystal substrate was prepared. The quartz crystal substrate was ultrasonically washed in acetone (10 minutes) and dried. Thereafter, the surface was subjected to a corona discharge treatment. Subsequently, an acrylate-based ultraviolet curable adhesive (product name: Loctite AA 3105, solid content: 100%, manufactured by Henkel Japan Ltd.) was applied on the corona discharge-treated surface of the polarizing film by a spin coating method (coating amount: 2 ml, spin rotation speed: 3000 rpm) to provide a coating layer. Then, the polarizing film and the quartz crystal substrate were superimposed through the coating layer and pressed with a hand roller. Thereafter, the quartz crystal substrate side was irradiated with ultraviolet light using an ultraviolet irradiation device such that the integrated light amount on the surface was 1000 mJ/cm2. Accordingly, the ultraviolet curable adhesive was cured to prepare a polarizing plate (surface protective film/iodine-based polarizing film/ultraviolet curable adhesive layer/quartz crystal substrate).
- The polarizing plates obtained in Examples 1 and 2 and Comparative Examples 1 and 2 were evaluated as follows. The evaluation results are illustrated in Table 1. In the following evaluation, the polarizing plate from which the surface protective film was peeled off was used.
- Air was blown toward the polarizing plate (23 mm × 20 mm) obtained in each of Examples and Comparative Examples, and the polarizing film side of the polarizing plate was irradiated with laser light (wavelength: 455 nm) using a laser irradiator for 2 minutes while air at a constant speed was blown to the polarizing plate. The temperature of the hottest location in the plane of the polarizing film was measured as the surface temperature of the polarizing film using thermography from the polarizing film side. The appearance of the polarizing film in the polarizing plate after laser irradiation and the projection image of the polarizing plate when a backlight was used were visually evaluated according to the following criteria.
- It is noted that the polarizing plate was disposed such that the polarizing film absorbs the polarized light of the laser (the polarized light of the laser and the absorption axis of the polarizing film were parallel).
- Good: No change in appearance and projection image.
- Fair: Slight change (irregularities, wrinkles and the like) observed in appearance and slight change (distortion, unevenness) observed in projection image.
- Poor: Change (irregularities, wrinkles and the like) observed in appearance and change (distortion, unevenness) observed in projection image.
- Very poor: Remarkable change (irregularities, wrinkles and the like) observed in appearance and change (distortion, unevenness) observed in projection image.
[Table 1] Example 1 Example 2 Comparative Example 1 Comparative Example 2 Laser irradiation intensity [W/cm2] Surface temperature [°C] Appearance & projection image Surface temperature [°C] Appearance & projection image Surface temperature [°C] Appearance & projection image Surface temperature [°C] Appearance & projection image 4.77 58 Good 36 Good 60 Good 60 Good 5.72 65 Good 38 Good 70 Fair 69 Good 6.76 74 Good 41 Good 80 Poor 79 Good 7.58 83 Good 46 Good 90 Poor 90 Fair 8.79 94 Fair 46 Good 100 Very poor 99 Fair 9.57 99 Fair 48 Good 110 Very poor 107 Poor - As illustrated in Table 1, the polarizing plate of Example 1 obtained by bonding with the molecular bonding agent using a molecular bonding technique of bonding the polarizing film and the quartz substrate by a chemical bond demonstrated the result that the surface temperature of the polarizing film after laser irradiation was lower than those of the polarizing plates according to Comparative Examples 1 and 2 and the result that the polarizing film after laser irradiation had excellent appearance and projection images. Also, as illustrated in Table 1, the polarizing plate of Example 2 obtained by bonding with the molecular bonding agent using a molecular bonding technique of bonding the polarizing film and the sapphire substrate by a chemical bond demonstrated the result that the surface temperature of the polarizing film was lower and the result that the polarizing plate after laser irradiation had more excellent appearance and projection images.
- As described above, the polarizing plate bonded by the molecular bonding technique can reduce the thermal load on the PVA polarizing film and enables the support substrate and the polarizing film to firmly adhere to each other. This can suppress poor appearance caused by the thermal shrinkage of the PVA polarizing film and achieve the high durability of maintaining the performance of the PVA polarizing film for a long period of time. Therefore, the polarizing plate bonded by the molecular bonding technique is particularly useful in applications using a light source having a large or high numerical value in light flux, luminous intensity, luminance, light density, and the like.
-
- 1
- Polarizing plate
- 2
- Polarizing film
- 3
- Bonding layer
- 4
- Support substrate
Claims (8)
- A polarizing plate comprising:a polarizing film including a polyvinyl alcohol-based resin; anda translucent support substrate laminated on at least one surface of the polarizing film through a bonding layer,wherein the bonding layer includes a molecular bonding agent that bonds the polarizing film and the support substrate by a chemical bond.
- The polarizing plate according to claim 1, wherein the molecular bonding agent contains a triazine derivative.
- The polarizing plate according to claim 2, wherein the triazine derivative is a compound that contains two or more OH groups and/or OH-generating groups and one triazine ring.
- The polarizing plate according to claim 3, wherein OH groups on a surface of the support substrate and/or OH groups on the surface of the polarizing film are chemically bonded with the OH groups or OH-generating groups of the triazine derivative by dehydration condensation.
- The polarizing plate according to any one of claims 1 to 4, wherein the bonding layer has a film thickness of 5 µm or less and 0.001 µm or more.
- The polarizing plate according to any one of claims 1 to 5, wherein the support substrate is composed of one or more selected from an organic material, an inorganic material, and an organic-inorganic hybrid material.
- The polarizing plate according to any one of claims 1 to 6, wherein the support substrate has a thermal conductivity of 1 W/mK or more.
- A method for producing the polarizing plate according to any one of claims 1 to 7, comprising:a step of providing the molecular bonding agent on the surface of the polarizing film and/or the support substrate;a step of laminating the polarizing film and/or the support substrate through the molecular bonding agent present on the surface of the polarizing film and/or the support substrate; anda step of thermocompression-bonding the polarizing film and the support substrate to bond the polarizing film and the support substrate by a chemical bond.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021019045 | 2021-02-09 | ||
| PCT/JP2022/002859 WO2022172755A1 (en) | 2021-02-09 | 2022-01-26 | Polarizing plate |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4293397A1 true EP4293397A1 (en) | 2023-12-20 |
Family
ID=82838715
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22752584.7A Pending EP4293397A1 (en) | 2021-02-09 | 2022-01-26 | Polarizing plate |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20240085591A1 (en) |
| EP (1) | EP4293397A1 (en) |
| JP (1) | JPWO2022172755A1 (en) |
| KR (1) | KR20230131283A (en) |
| CN (1) | CN116724256A (en) |
| TW (1) | TW202239613A (en) |
| WO (1) | WO2022172755A1 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023080182A1 (en) * | 2021-11-05 | 2023-05-11 | 日東電工株式会社 | Layered body and method for producing layered body |
| TW202343041A (en) * | 2022-03-03 | 2023-11-01 | 日商大倉工業股份有限公司 | Bonding layer-coated polarizing film, polarizing plate, and production method for same |
| TW202411699A (en) * | 2022-08-01 | 2024-03-16 | 日商大倉工業股份有限公司 | Inorganic substrate-attached polarizing plate and method for producing same |
| JP2024076511A (en) * | 2022-11-25 | 2024-06-06 | 日東電工株式会社 | Polarizing film, optical film, and image display device |
| JP2024076510A (en) * | 2022-11-25 | 2024-06-06 | 日東電工株式会社 | Polarizing film, optical film, and image display device |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4894713B2 (en) * | 2007-10-17 | 2012-03-14 | セイコーエプソン株式会社 | Polarizing plate, image display device |
| JP5125719B2 (en) * | 2008-04-17 | 2013-01-23 | セイコーエプソン株式会社 | Wave plate, optical pickup device using the same, and projector |
| WO2013154139A1 (en) | 2012-04-13 | 2013-10-17 | 日本化薬株式会社 | Polarizing element, and polarizer |
| WO2019044481A1 (en) * | 2017-08-28 | 2019-03-07 | Agc株式会社 | Laminate and manufacturing method therefor |
| JP2019161054A (en) * | 2018-03-14 | 2019-09-19 | 株式会社東芝 | Flexible printed wiring board and electronic apparatus |
| JP2020142437A (en) * | 2019-03-06 | 2020-09-10 | 株式会社東芝 | Conjugate and jointing method |
-
2022
- 2022-01-26 JP JP2022581305A patent/JPWO2022172755A1/ja active Pending
- 2022-01-26 KR KR1020237029066A patent/KR20230131283A/en unknown
- 2022-01-26 CN CN202280010573.5A patent/CN116724256A/en active Pending
- 2022-01-26 WO PCT/JP2022/002859 patent/WO2022172755A1/en active Application Filing
- 2022-01-26 US US18/262,452 patent/US20240085591A1/en active Pending
- 2022-01-26 EP EP22752584.7A patent/EP4293397A1/en active Pending
- 2022-01-27 TW TW111103513A patent/TW202239613A/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022172755A1 (en) | 2022-08-18 |
| US20240085591A1 (en) | 2024-03-14 |
| KR20230131283A (en) | 2023-09-12 |
| WO2022172755A1 (en) | 2022-08-18 |
| CN116724256A (en) | 2023-09-08 |
| TW202239613A (en) | 2022-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4293397A1 (en) | Polarizing plate | |
| KR102444485B1 (en) | Polarizing film and method for producing polarizing laminate film | |
| KR102095144B1 (en) | Polarizing film, adhesive layer-forming polarizing film, and image display device | |
| KR101811489B1 (en) | A process for producing a polarizer | |
| KR20160037758A (en) | Polarizing plate | |
| KR102473609B1 (en) | Method for manufacturing laminated polarizing plate and method for manufacturing polarizing plate | |
| KR102587187B1 (en) | Method for producing polarizing plate | |
| CN108780180B (en) | Method for producing single-side protective polarizing film with transparent resin layer, method for producing polarizing film with adhesive layer, and method for producing image display device | |
| JP7161004B1 (en) | optical laminate | |
| WO2024029356A1 (en) | Inorganic substrate-attached polarizing plate and method for producing same | |
| KR20110061722A (en) | A polarizing plate and preparing method for the same | |
| WO2023167188A1 (en) | Bonding layer–coated polarizing film, polarizing plate, and production method for same | |
| JP6764244B2 (en) | Method of manufacturing polarizing film | |
| TWI849003B (en) | Polarizing plate | |
| WO2017033750A1 (en) | Polarizing film production method | |
| KR20130112379A (en) | Adhesive composition and polarizing plate using the same | |
| WO2020110538A1 (en) | Polarizing plate | |
| TW201017235A (en) | Polarizing plate | |
| KR102328404B1 (en) | Polarizing plate manufacturing method | |
| WO2023189796A1 (en) | Polarizing film stack and image displaying device | |
| JP2018092156A (en) | Polarizing film and manufacturing method of polarized laminate film | |
| JP2010224098A (en) | Optical laminate and method for manufacturing polarizing plate | |
| KR20220022409A (en) | Polarizing Plate for Antireflection and Display Device Comprising the Same | |
| WO2023189815A1 (en) | Polarizing film, and image display device | |
| WO2023189814A1 (en) | Polarizing film, and image display device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230721 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) |