EP3869080A1 - Druckbehälter und verfahren zur herstellung eines druckbehälters - Google Patents
Druckbehälter und verfahren zur herstellung eines druckbehälters Download PDFInfo
- Publication number
- EP3869080A1 EP3869080A1 EP20000268.1A EP20000268A EP3869080A1 EP 3869080 A1 EP3869080 A1 EP 3869080A1 EP 20000268 A EP20000268 A EP 20000268A EP 3869080 A1 EP3869080 A1 EP 3869080A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- inner container
- pressure vessel
- fiber
- plastic
- connecting pieces
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C1/00—Pressure vessels, e.g. gas cylinder, gas tank, replaceable cartridge
- F17C1/02—Pressure vessels, e.g. gas cylinder, gas tank, replaceable cartridge involving reinforcing arrangements
- F17C1/04—Protecting sheathings
- F17C1/06—Protecting sheathings built-up from wound-on bands or filamentary material, e.g. wires
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2201/00—Vessel construction, in particular geometry, arrangement or size
- F17C2201/01—Shape
- F17C2201/0104—Shape cylindrical
- F17C2201/0109—Shape cylindrical with exteriorly curved end-piece
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2201/00—Vessel construction, in particular geometry, arrangement or size
- F17C2201/05—Size
- F17C2201/056—Small (<1 m3)
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0602—Wall structures; Special features thereof
- F17C2203/0604—Liners
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0602—Wall structures; Special features thereof
- F17C2203/0612—Wall structures
- F17C2203/0614—Single wall
- F17C2203/0619—Single wall with two layers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0634—Materials for walls or layers thereof
- F17C2203/0658—Synthetics
- F17C2203/066—Plastics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2203/00—Vessel construction, in particular walls or details thereof
- F17C2203/06—Materials for walls or layers thereof; Properties or structures of walls or their materials
- F17C2203/0634—Materials for walls or layers thereof
- F17C2203/0658—Synthetics
- F17C2203/0663—Synthetics in form of fibers or filaments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2205/00—Vessel construction, in particular mounting arrangements, attachments or identifications means
- F17C2205/03—Fluid connections, filters, valves, closure means or other attachments
- F17C2205/0302—Fittings, valves, filters, or components in connection with the gas storage device
- F17C2205/0305—Bosses, e.g. boss collars
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2223/00—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel
- F17C2223/01—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel characterised by the phase
- F17C2223/0107—Single phase
- F17C2223/0123—Single phase gaseous, e.g. CNG, GNC
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2223/00—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel
- F17C2223/03—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel characterised by the pressure level
- F17C2223/036—Very high pressure (>80 bar)
Definitions
- the invention relates to a pressure vessel and a method for producing a pressure vessel made of plastic for a pressurized, flowable or gaseous medium for pressures of up to 700 bar and above.
- pressure vessels for pressurized, flowable or gaseous media for high pressures are described as composite pressure vessels consisting of a plastic liner with pole pieces or connection flanges with fiber-reinforced reinforcement arranged on the end faces
- a pressure vessel for storing gaseous media which has a wall made of a fiber composite material and a liner made of plastic and a connection flange.
- a section of an outer circumference of the connection flange is designed in a conical shape and interacts with a correspondingly designed support ring on the wall of the liner.
- the cone is oriented in such a way that at the end of the connection flange pointing away from the actual pressure vessel, viewed in the longitudinal extension of the pressure vessel, the outer diameter of the flange is smaller than at its end pointing towards the pressure vessel.
- the wall or the fiber composite material is equipped with a ring-shaped or collar-shaped support ring, which in turn is embodied in a correspondingly conical manner at least in sections on its inwardly facing surface.
- the connection flange can thus be pushed outwards from the inside through the opening formed by the support ring. Due to the conical design of the connection flange and the inner surface of the support ring, a positionally and accurately fitting seat of the connection flange on the support ring is achieved.
- the surfaces of the support ring and the connecting flange which are in direct contact with one another serve at the same time as a sealing surface in order to make the pressure vessel gas-tight even under high pressure.
- the DE 10 2011 012 705 B4 discloses a pressure vessel for storing a fluid having an annular inner port having an inner surface and an outer surface, the inner surface defining a passage adapted to receive a supply device therein.
- the inner port further includes a U-shape with a liner channel formed between the inner surface and the outer surface.
- the pressure vessel further comprises a vessel liner, a portion of which is disposed in the liner channel of the inner connector, and an outer connector that is fixed to the outer surface of the inner connector.
- the outer connector has a neck portion and a shoulder portion.
- the shoulder portion has a tapered shape with a decreasing thickness toward a circumference thereof.
- the outer surface of the inner terminal includes a first coupling element for engaging and fixing the inner terminal with the outer terminal.
- the inner surface of the inner connection comprises a second coupling element which is designed to fix the supply device.
- the neck portion of the outer terminal includes a coupling element that engages the first coupling element of the inner terminal.
- the liner channel of the inner connection and the portion of the container liner arranged in the liner channel of the inner connection extend to a region of the inner connection which is arranged between the first coupling element and the second coupling element of the inner connection.
- the DE 10 2011 116 553 A1 describes an inner container for a pressure vessel made of thermoplastic material, with at least one pole piece provided in a neck area and with a winding made of a fiber material reinforcing the inner container, the inner container being produced by extrusion blow molding, and the pole piece being attached to the blow molding tool when the inner container is formed the inner container is molded.
- the pole piece is at least partially enclosed by the inner container and at the same time connected to the inner container in a form-fitting manner. After completion of the inner container, the pole piece is braced and / or secured from the outside with a counter element against the wall of the container.
- the pole piece has an externally threaded neck which penetrates the opening remaining in the inner container and protrudes therefrom.
- the pole piece is placed on a mandrel-shaped or rod-shaped support element between the opened parts of a blow molding tool and enclosed by a tubular or several web-like hot-melt preforms and pressed with the preform between the parts of the closing blow molding tool be screwed onto the neck of the pole piece, the container wall being clamped in the neck area between the pole piece and the counter element, optionally with the interposition of one or more further parts.
- a pole cap encompassing the inner container from the outside can be provided, which is secured with the counter element.
- the pole piece is molded onto the inner container and secured from the outside by a counter element. Since the pole piece is molded onto the inside of the inner container and secured by a counter element, there is a separating surface between the inner wall and the pole piece, which can lead to leaks in the container.
- the DE 196 31 546 C1 discloses a pressure vessel made of a plastic liner and two neck pieces arranged in the neck area and a winding of a fiber composite material reinforcing the liner, at least one neck piece being designed to accommodate a screw-in valve.
- the liner or inner container can either have been produced by a rotary process, a thermal process or by extrusion blow molding.
- the neck pieces are positively anchored to the liner.
- the neck piece is provided with an annular groove into which the liner material engages in a form-fitting manner.
- a clamping ring is pressed onto the end area of the liner.
- a high-pressure tank which consists of a liner, a release agent layer arranged on a surface of the liner, and a reinforcement layer formed on the release agent layer (30).
- the reinforcement layer comprises a resin and a fiber.
- the thickness of the release agent layer is equal to or smaller than the diameter of the fiber of the reinforcement layer.
- the DE 11 2004 002 795 T5 / WO 2005 093313 A1 relates to a metal nozzle bead which is inserted into a plastic cladding of a composite container.
- the container consists of two hoods produced by an injection molding process and a cylinder part produced by an extrusion process. The two hoods are connected by a thermal welding process with opposite ends of the cylinder part to form a container which is used as a core in a filament winding process.
- carbon fiber impregnated with epoxy resin is wrapped around the cladding and cured to form a composite layer and thereby produce a desired high pressure composite container.
- a metal nozzle bead is arranged in the hoods, which uses both a sealing ring made of an elastic material such as rubber or silicone and a tubular fastening part in the plastic lining of the composite container.
- the metal nozzle bead consists of a cylindrical nozzle head part, which has both a vertical through-hole in its center and an internal thread which is formed on an upper portion of the inner peripheral surface of the vertical through-hole, and a disk-shaped nozzle vane part, which around the outer edge of the lower end of the nozzle head part protrudes outwards.
- the metal nozzle bead also includes a seal device provided on a lower portion of the inner peripheral surface of the through hole.
- the sealing device comprises a sealing ring mounting part holding a sealing ring, an external fastening thread which engages with the fastening part, and a fastening surface for applying a predetermined constant pressure to the fastening part, thus providing a desired sealing effect.
- a sealing ring is placed over the sealing ring assembly part and is pressed together by the fastening part, with which the connection point between the metal nozzle bead and the plastic lining is sealed.
- the sealing ring is compressed by the sealing ring mounting part, whereby it is deformed in a cranked sealing ring seat of the fastening part and with the junction between the Nozzle bead and the fairing comes into close contact. In this way, the sealing ring closes a passage for the escape of gas.
- the disadvantage of this invention consists in the use of a container which consists of a cylindrical central part with hoods welded to it and in the use of a metal nozzle bead which is connected to the hood by injection molding, but by an additional fastening part in connection with that inside the hood arranged thread of the metal nozzle lump and is pressed against the hoods with sealing rings.
- Frequent changes in the load on the pressure vessel, as can occur when filling and emptying the vessel, can lead to leaks due to wear on the sealing rings and fatigue of the welded joints.
- the cost of manufacturing such a container is very high.
- the DE 11 2017 003 239 T5 discloses a pressure vessel comprised of a polymeric impervious liner and a reinforcing layer of composite material formed externally around the impervious liner. At least one hub is coupled to the impermeable liner and the reinforcement layer to provide an opening of the pressure vessel, the impervious liner being connected to the hub by means of an annular polymer-metal bond zone formed as a multi-component cast. An annular connecting zone, the metal hub, is coated by means of a polymeric intermediate layer, which is molded with the metal material of the hub as a multi-component casting.
- the polymeric impermeable lining is molded with the polymeric intermediate layer as a multicomponent casting, the polymeric material of the intermediate layer having an adhesiveness to the metal of the hub which is greater than the adhesiveness of the polymeric material of the impermeable lining to the metal of the hub.
- the pressure vessel is manufactured using the following steps: providing a hub made of a metal material, pre-adhesion of the hub by means of multi-component casting of a polymeric intermediate layer on the metal material of the hub, production of an impermeable lining and multi-component casting of the polymer-impermeable lining with the polymeric intermediate layer, covering with a reinforcing layer, see above that the reinforcement layer after completion of the pressure vessel on the outside impermeable liner and extends around at least a portion of the hub, the polymer material of the intermediate layer having an adhesion to the metal of the hub that is greater than an adhesion of the polymer material of the impermeable liner to the metal of the hub.
- the pressure vessel for storing liquid or gaseous media.
- the pressure vessel comprises a plastic inner container with a neck piece connected to it.
- the neck piece is arranged on the container neck in the region of the container opening and is provided with a support sleeve which at least partially encloses the plastic inner container and the neck piece.
- the neck piece is provided with means for receiving a connection fitting.
- An insert forms at least part of the container neck and a sealing seat for the fitting to be inserted into the neck piece.
- the insert has a collar which is welded and / or glued to the wall of the plastic inner container.
- the wall of the plastic inner container is drawn in conically in the area of the container opening and the collar of the insert is designed to complement it.
- connection element comprises a sleeve-shaped neck section and a shoulder section. Furthermore, the connection element has a through-channel which is at least partially rotationally symmetrical to its longitudinal axis and which is delimited by an inlet opening of the neck section.
- the connection element is connected to an inner surface of the inner container via an outer surface of the shoulder section, so that the inner container is arranged between the shoulder section of the connection element and the support sleeve.
- the pressure vessel comprises a clamping collar which is positively connected to the connection element.
- the clamping sleeve is arranged between the inner container and the support sleeve, so that an axial force exerted on the connection element, directed parallel to the longitudinal axis and in the direction of the inlet opening is at least indirectly transferable to the support sleeve via the clamping sleeve, and a displacement of the inner container in the direction of the inlet opening is counteracted by means of the clamping sleeve.
- the 10 2014 013 249 B4 of the applicant describes a pressure vessel which consists of an inner container with end faces and a collar arranged on one end face and an outer jacket made of fiber-reinforced reinforcement, connecting pieces being arranged between the inner container and the outer jacket at the end faces.
- depressions are arranged, into which the connecting pieces are glued with arched flanges adapted to the curvature of the end faces, with a collar directed inwards into the inner container with an axial bore and one, the external thread of a central part of the domed flange of the connector receiving female threads are arranged.
- connection pieces are also glued in or welded in and do not form a positive connection with the plastic inner container, in which case the high pressure results in leaks and the connection pieces being torn out.
- DE 10 2008 040 967 A1 relates to material-plastic composites as functional parts, the material-plastic composites realizing a direct bond via adhesive and, above all, covalent bonds.
- the material-plastic composites consist of at least one material component and at least one elastic plastic component, the material component being coated with at least one (partially) cross-linked lacquer, its (re) active and / or activatable groups with functional groups or its functional groups have formed covalent bonds with (re-) active and / or activatable groups of the elastic plastic component.
- the object is also achieved by a method for producing material-plastic composites in which a layer of a (partially) crosslinkable lacquer is applied to at least one material component, followed by at least one elastic plastic component at least partially on the lacquer layer by means of a thermal application process is applied.
- the object of the invention is to create a pressure vessel made of plastic which is characterized by a high degree of tightness against pressurized, flowable or gaseous media for pressures of up to 700 bar and beyond with frequent and rapid load changes and by cost-effective production.
- the object is achieved by a pressure vessel and a method for its production, the pressure vessel being composed of an inner container (1) made of plastic with connecting pieces (5, 6) arranged on the end faces (3, 4) and of an outer casing (2) consists of a fiber-reinforced reinforcement.
- the connecting pieces (5, 6) are molded, in particular rotated, into the end faces (3, 4) of the inner container (3, 4) and into the fiber-reinforced reinforcement of the outer jacket (2).
- the connecting pieces (5,6) consist of a hub (7), a cylindrical center piece (10), and a flange (11), the hub (7) having a bore (8) and with an internal thread (9) an external thread (17) arranged at the lower end of the hub (7) reaching into the interior of the inner container (1), the flange (11) with undercuts (12) and anti-rotation locks a (13), and the cylindrical center piece (10) anti-rotation devices b (14) distributed around the circumference and threaded bores (16) arranged on the end face (15) of the cylindrical center piece (10).
- the connecting pieces (5, 6) are designed as a metal insert, which has been pretreated by plasma treatment, flame treatment or laser treatment, and provided with an adhesive for a molding process for plastics, in particular for the rotary sintering process for manufacturing the inner container (1).
- connection pieces (5, 6) with its undercuts (12) and the anti-rotation locks a (13) is rotated into the wall of the inner container (1) by means of rotational sintering on the end faces (3).
- the inner container (1) with the connection piece (5,6) is wrapped with an outer jacket (2) made of a fiber-reinforced reinforcement, the cylindrical middle part (10) with its anti-rotation locks b (14) of the connection pieces (5,6), the outside of the inner container (1) are arranged, are incorporated into the fiber-reinforced reinforcement.
- the inner container consists of cross-linked polyethylenes (PEX), or polyethylenes (PE) or polyamides (PP) or polypropylenes (PP).
- PEX cross-linked polyethylenes
- PE polyethylenes
- PP polyamides
- PP polypropylenes
- An adhesive which forms a convalent bond with a plastic can be used as an adhesion promoter.
- connection pieces (5,6) are made of a stainless steel by machining processes such as turning, milling, drilling and EDM, the connection pieces (5,6) then from a hub (7), a cylindrical center piece (10) and a Flange (11), the hub (7) having a bore (8) carrying an internal thread (9) and an end of the hub (7) with an external thread (17) extending into the interior of the inner container (1) ) are provided, the flange (11) with undercuts (12), anti-rotation devices a (13), the cylindrical center piece (10) with anti-rotation devices b (14) distributed around the circumference and on the end face (15) of the cylindrical center piece (10) arranged threaded bores (16) are provided.
- connection pieces (5, 6) are then pretreated by plasma treatment and provided with an adhesive that forms a convalent bond with plastic and then subjected to a heat treatment at 80 ° C. to remove the solvent contained in the adhesive.
- the connecting pieces (5, 6) are then introduced into a mold for a rotary sintering process and fastened in such a way that the connecting pieces (5, 6) are attached to the end faces (3, 4,) of the inner container (1) during the manufacture of the inner container ( 1) rotated by rotation sintering into the plastic material PEX so that the flange (11) with the undercuts (12) and anti-rotation locks a (13) is embedded in the cross-linked polyethylene (PEX).
- the inner container (1) After the production of the inner container (1) with the connecting pieces (5, 6) on the end faces (3, 4) of the inner container (1), the inner container (1) is wrapped with the outer jacket (2) made of fiber-reinforced reinforcement in such a way that the connecting pieces (5,6) up to the anti-rotation locks b (14) are incorporated into the reinforcement.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
Abstract
Die Erfindung betrifft einen Druckbehälter und ein Verfahren zur Herstellung eines Druckbehälters aus Kunststoff für ein druckbelastetes, fließfähiges oder gasförmiges Medium für Drücke bis 700 bar und darüber. Der Druckbehälter besteht aus einem Innenbehälter (1) aus Kunststoff mit an den Stirnseite (3,4) angeordneten Anschlussstücken (5,6) und aus einem Außenmantel (2) aus einer faserverstärkten Armierung, wobei die Anschlussstücke (5,6) in die Wandung der Stirnseiten (3,4) des Innenbehälters (1) eingeformt, insbesondere einrotiert und von der faserverstärkten Armierung des Außenmantel (2) umformt sind.
Description
- Die Erfindung betrifft einen Druckbehälter und ein Verfahren zur Herstellung eines Druckbehälters aus Kunststoff für ein druckbelastetes, fließfähiges oder gasförmiges Medium für Drücke bis 700 bar und darüber.
- Im Stand der Technik werden Druckbehälter für druckbelastete, fließfähige oder gasförmige Medien für hohe Drücke als Composite- Druckbehälter bestehend aus einem Kunststoffliner mit an den Stirnseiten angeordneten Polstücke oder Anschlussflansche mit faserverstärkter Armierung beschrieben
- In der
DE 10 2009 014 057 A1 wird ein Druckbehälter zum Speichern gasförmiger Medien beschrieben, der über eine Wandung aus einem Faserverbundwerkstoff und einen Liner aus Kunststoff sowie einen Anschlussflansch verfügt. Zum einfachen Herstellen und Abdichten des Druckbehälters ist ein Abschnitt eines Außenumfangs des Anschlussflansches konusförmig ausgebildet und wirkt mit einem korrespondierend ausgebildeten Stützring an der Wandung des Liners zusammen. Dabei ist der Konus derart ausgerichtet, dass am vom eigentlichen Druckbehälter wegweisenden Ende des Anschlussflansches, in Längserstreckung des Druckbehälters gesehen, dessen Außendurchmesser geringer ist als an dessen zum Druckbehälter hinweisenden Ende. Weiterhin ist die Wandung beziehungsweise der Faserverbundwerkstoff mit einem ring- oder kragenförmig ausgebildeten Stützring ausgestattet, der wiederum zumindest abschnittsweise an seiner nach Innen weisenden Oberfläche korrespondierend konisch ausgebildet ist. Somit kann der Anschlussflansch von innen her durch die durch den Stützring gebildete Öffnung nach außen geschoben werden. Durch die konische Ausbildung des Anschlussflansches sowie der inneren Oberfläche des Stützrings wird ein lage- und passgenauer Sitz des Anschlussflansches am Stützring erreicht. Dabei dienen die unmittelbar aneinander anliegenden Oberflächen des Stützrings sowie des Anschlussflansches gleichzeitig als Dichtfläche, um den Druckbehälter auch unter hohem Druck gasdicht zu machen. - Die
DE 10 2011 012 705 B4 offenbart einen Druckbehälter zum Speichern eines Fluid, der einen kreisringförmigen inneren Anschluss mit einer inneren Fläche und einer äußeren Fläche umfasst, wobei die innere Fläche einen Durchgang bildet, der geeignet ist, eine Versorgungsvorrichtung darin aufzunehmen. Der innere Anschluss umfasst ferner eine U- Form mit einem Auskleidungskanal, der zwischen der inneren Fläche und der äußeren Fläche gebildet ist. Weiterhin umfasst der Druckbehälter eine Behälterauskleidung, von der ein Abschnitt in dem Auskleidungskanal des inneren Anschlusses angeordnet ist, und einen äußeren Anschluss, der an der äußeren Fläche des inneren Anschlusses fixiert ist. Der äußere Anschluss weist einen Halsabschnitt und einen Schulterabschnitt auf. Der Schulterabschnitt weist eine verjüngte Form mit einer abnehmenden Dicke in Richtung eines Umfanges davon auf. Die äußere Fläche des inneren Anschlusses umfasst ein erstes Kopplungselement zum Eingriff und Fixieren des inneren Anschlusses mit dem äußeren Anschluss. Die innere Fläche des inneren Anschlusses umfasst ein zweites Kopplungselement, das dazu ausgebildet ist, die Versorgungsvorrichtung zu fixieren. Der Halsabschnitt des äußeren Anschlusses umfasst ein Kopplungselement, das mit dem ersten Kopplungselement des inneren Anschlusses in Eingriff steht. Der Auskleidungskanal des inneren Anschlusses und der in dem Auskleidungskanal des inneren Anschlusses angeordnete Abschnitt der Behälterauskleidung erstrecken sich bis zu einem Bereich des inneren Anschlusses, der zwischen dem ersten Kopplungselement und dem zweiten Kopplungselement des inneren Anschlusses angeordnet ist. - In der
DE 10 2011 116 553 A1 wird ein Innenbehälter für einen Druckbehälter aus thermoplastischem Kunststoff, mit wenigstens einem in einem Halsbereich vorgesehenen Polstück sowie mit einer den Innenbehälter verstärkenden Wicklung aus einem Faserwerkstoff beschrieben, wobei der Innenbehälters durch Extrusionsblasformen hergestellt wird, und wobei das Polstück bei der Ausformung des Innenbehälters im Blasformwerkzeug an den Innenbehälter angeformt wird. Dabei wird das Polstück von dem Innenbehälter zumindest teilweise umschlossen und gleichzeitig mit dem Innenbehälter formschlüssig verbunden. Das Polstück wird nach Fertigstellung des Innenbehälters von außen mit einem Konterelement gegen die Wandung des Behälters verspannt und/oder gesichert. Das Polstück weist einen mit Außengewinde versehenen Hals auf, der die im Innenbehälter verbleibende Öffnung durchsetzt und aus dieser hervorsteht. Das Polstück wird auf einen dornförmigen oder stangenförmigen Trägerelement zwischen die geöffneten Teile eines Blasformwerkzeugs verbracht und von einem schlauchförmigen oder mehreren bahnförmigen schmelzheißen Vorformlingen umschlossen und zwischen den Teilen des sich schließenden Blasformwerkzeugs mit dem Vorformling verpresst w. Nach Umblasen des oder der Polstücke kann das Trägerelement aus dem Innenbehälter entfernt werden, sodann kann ein entsprechend ausgebildetes Konterelement von außen auf den Hals des Polstücks aufgeschraubt werden, wobei die Behälterwandung im Halsbereich zwischen dem Polstück und dem Konterelement eingespannt wird, ggf. unter Zwischenlage eines oder mehrerer weiterer Teile. Beispielsweise kann eine den Innenbehälter von außen umgreifende Polkappe vorgesehen sein, die mit dem Konterelement gesichert wird. - Bei dieser Erfindung wird das Polstück an den Innenbehälter angeformt und durch eine Konterelement von außen gesichert. Da das Polstück an der Innenseite der Innenbehälters angeformt und durch ein Konterelement gesichert ist besteht hier eine Trennfläche zwischen der Innenwand und dem Polstück, die zu Undichtigkeiten des Behälters führen kann.
- Die
DE 196 31 546 C1 offenbart einen Druckbehälter aus einem Liner aus Kunststoff und zwei im Halsbereich angeordnete Halsstücke sowie eine den Liner verstärkenden Wicklung eines Faserverbundwerkstoffs, wobei wenigstens ein Halsstück zur Aufnahme eines einschraubbaren Ventils ausgebildet ist. Der Liner bzw. Innenbehälter kann entweder durch ein Rotationsverfahren, ein Thermoverfahren oder durch Extrusionsblasformen hergestellt worden sein. Die Halsstücke sind formschlüssig mit dem Liner verankert. Das Halsstück ist mit einer ringförmigen Nut versehen, in die das Linermaterial formschlüssig eingreift. Um eine ausreichende Anpassung des Halsbereichs des Liners an das Halsstück im Sinne einer ausreichenden Abdichtung zu gewährleisten, wird ein Klemmring auf den Endbereich des Liners gepresst. - In der
DE 10 2017 127 853 A1 wird ein Hochdrucktank beschrieben, der aus einer Auskleidung, einer Trennmittelschicht, die auf einer Oberfläche der Auskleidung angeordnet ist, sowie einer Verstärkungsschicht die auf der Trennmittelschicht (30) ausgebildet ist, besteht. Die Verstärkungsschicht umfasst ein Harz sowie eine Faser Die Dicke der Trennmittelschicht ist gleich oder kleiner als der Durchmesser der Faser der Verstärkungsschicht. - Die
DE 11 2004 002 795 T5 /WO 2005 093313 A1 betrifft einen Metall-Düsenwulst, der in eine Kunststoffverkleidung eines Verbundbehälters eingeführt Der Behälter besteht aus zwei durch einen Spritzgussprozess hergestellte Hauben und aus einem durch einen Strangpressprozess gefertigtes Zylinderteil. Die zwei Hauben werden durch einen thermischen Schweißprozess mit entgegengesetzten Enden des Zylinderteils zu einem Behälter verbunden, der als Kern in einem Filamentwicklungsprozess verwendet wird. Nach dem Herstellen der Verkleidung wird mit Epoxidharz imprägnierte Kohlenfaser um die Verkleidung gewickelt und ausgehärtet, um eine Verbundschicht zu bilden und dadurch einen gewünschten Hochdruck-Verbundbehälter herzustellen. - In die Hauben wird eine Metall-Düsenwulst angeordnet, die sowohl einen Dichtungsring, der aus einem elastischen Werkstoff wie etwa Gummi oder Silikon gefertigt ist, als auch ein rohrförmiges Befestigungsteil in der Kunststoffverkleidung des Verbundbehälters verwendet.
- Der Metall-Düsenwulst besteht ein zylindrisches Düsenkopfteil , das sowohl eine vertikale Durchgangsbohrung in ihrer Mitte als auch ein Innengewinde, das an einem oberen Abschnitt der inneren Umfangsfläche der vertikalen Durchgangsbohrung ausgebildet ist, aufweist, und ein scheibenförmiges Düsenschaufelteil, das um die Außenkante des unteren Endes des Düsenkopfteils nach außen vorsteht. Der Metall-Düsenwulst umfasst außerdem eine Dichtungsvorrichtung, die an einem unteren Abschnitt der inneren Umfangsfläche der Durchgangsbohrung vorgesehen ist. Die Dichtungsvorrichtung umfasst ein einen Dichtungsring haltender Dichtungsring-Montageteil, ein äußeres Befestigungsgewinde, das mit dem Befestigungsteil in Eingriff gelangt, und eine Befestigungsfläche, um das Befestigungsteil mit einem vorgegebenen konstanten Druck zu beaufschlagen, womit ein gewünschter Abdichtungseffekt verschafft ist. Über das Dichtungsring-Montageteil ist ein Dichtungsring gesetzt, der durch das Befestigungsteil zusammengedrückt wird, womit die Verbindungsstelle zwischen dem Metall-Düsenwulst und der Kunststoffverkleidung abgedichtet ist. Im oben genannten Zustand wird der Dichtungsring durch das Dichtungsring-Montageteil zusammengedrückt, wodurch er in einem gekröpften Dichtungsringsitz des Befestigungsteils verformt wird und mit der Verbindungsstelle zwischen dem Düsenwulst und der Verkleidung in engen Kontakt kommt. In dieser Weise verschließt der Dichtungsring einen Durchgang für das Entweichen von Gas. Der Nachteil dieser Erfindung besteht in der Verwendung eines Behälters, der aus einem zylindrischen Mittelteil mit daran angeschweißten Hauben und in der Verwendung einer Metall-Düsenwulst, die zwar durch Spitzgießen mit der Haube verbunden ist, aber durch ein zusätzliches Befestigungsteil in Verbindung mit dem im Innern der Haube angeordneten Gewinde der Metall-Düsenwust und mit Dichtungsringen gegen die Hauben verpresst wird. Es kann hierbei bei häufigen Belastungswechseln des Druckbehälters, wie sie beim Füllen und Entleeren des Behälters entstehen können, zu Undichtigkeiten durch Verschleiß der Dichtungsringe und Ermüdung der Schweißverbindungen führen. Außerdem ist der Aufwand für die Herstellung eines solchen Behälters sehr hoch.
- Die
DE 11 2017 003 239 T5 offenbart einen Druckbehälter, der aus einer polymeren undurchlässigen Auskleidung und eine Verstärkungsschicht aus einem Verbundwerkstoff, die außen um die undurchlässige Auskleidung herum ausgebildet ist, besteht. Mindestens eine Nabe ist mit der undurchlässigen Auskleidung und der Verstärkungsschicht gekoppelt, um eine Öffnung des Druckbehälters bereitzustellen, wobei die undurchlässige Auskleidung mit der Nabe mittels einer als Mehrkomponentenguss geformten ringförmigen Polymer-Metall-Verbindungszone verbunden ist. Eine ringförmigen Verbindungszone die Metallnabe wird mittels einer polymeren Zwischenschicht beschichtet, die mit dem Metallwerkstoff der Nabe als Mehrkomponentenguss geformt ist. Die polymere undurchlässige Auskleidung wird mit der polymeren Zwischenschicht als Mehrkomponentenguss geformt, wobei der polymere Werkstoff der Zwischenschicht ein Adhäsionsvermögen an dem Metall der Nabe aufweist, das größer als das Adhäsionsvermögen des polymeren Werkstoffes der undurchlässigen Auskleidung an dem Metall der Nabe ist. - Der Druckbehälter wird mittels der folgenden Schritte hergestellt: Bereitstellen einer Nabe aus einem Metallwerkstoff, Voradhäsivierung der Nabe mittels Mehrkomponentengießen einer polymeren Zwischenschicht auf dem Metallwerkstoff der Nabe, Anfertigen einer undurchlässigen Auskleidung und Mehrkomponentengießen der polymerundurchlässigen Auskleidung mit der polymeren Zwischenschicht, Umhüllen mit einer Verstärkungsschicht, so dass sich die Verstärkungsschicht nach Fertigstellung des Druckbehälters außen um die undurchlässige Auskleidung und um mindestens einen Teil der Nabe herum erstreckt, wobei der Polymerwerkstoff der Zwischenschicht ein Adhäsionsvermögen an dem Metall der Nabe aufweist, das größer als ein Adhäsionsvermögen des Polymerwerkstoffes der undurchlässigen Auskleidung an dem Metall der Nabe ist.
- In der
WO 2011/047752 A1 wird einen Druckbehälter zur Speicherung von flüssigen oder gasförmigen Medien beschrieben. Der Druckbehälter umfasst einen Kunststoffinnenbehälter mit einem mit diesem verbundenen Halsstück. Das Halsstück ist am Behälterhals im Bereich der Behälteröffnung angeordnet und mit einer den Kunststoffinnenbehälter und das Halsstück zumindest teilweise umschließenden Stützhülle versehen. - Das Halsstück ist mit Mitteln zur Aufnahme einer Anschlussarmatur versehen. Ein Einsatz bildet wenigstens einen Teil des Behälterhalses und einen Dichtsitz für die in das Halsstück einzusetzende Armatur. Der Einsatz weist einen Kragen auf, der mit der Wandung des Kunststoffinnenbehälters verschweißt und/oder verklebt ist. Die Wandung des Kunststoffinnenbehälters ist im Bereich der Behälteröffnung konisch eingezogen und der Kragen des Einsatzes ist komplementär hierzu ausgebildet.
- Die
WO 2015/197457 A1 beschreibt einen Druckbehälter mit einem Anschlusselement, einen Innenbehälter und eine den Innenbehälter umschließende und mit dem Innenbehälter verbundene Stützhülle. Das Anschlusselement umfasst einen hülsenförmigen Halsabschnitt und einen Schulterabschnitt. Ferner weist das Anschlusselement einen zu dessen Längsachse zumindest abschnittsweise rotationssymmetrischen Durchgangskanal auf, der von einer Eintrittsöffnung des Halsabschnitts begrenzt ist. Das Anschlusselement ist über eine Außenfläche des Schulterabschnitts mit einer Innenfläche des Innenbehälters verbunden, so dass der Innenbehälter zwischen dem Schulterabschnitt des Anschlusselements und der Stützhülle angeordnet ist. - Der Druckbehälter umfasst eine Klemmmanschette, die mit dem Anschlusselement formschlüssig verbunden ist. Die Klemmmanschette ist zwischen dem Innenbehälter und der Stützhülle angeordnet, so dass eine auf das Anschlusselement ausgeübte, parallel zur Längsachse und in Richtung der Eintrittsöffnung gerichtete Axialkraft zumindest mittelbar über die Klemmmanschette auf die Stützhülle übertragbar ist, und einer Verdrängung des Innenbehälters in Richtung der Eintrittsöffnung mittels der Klemmmanschette entgegengewirkt wird.
- Die
10 2014 013 249 B4 - Auch werden die Anschlussstücke eingeklebt oder eingeschweißt und gehen mit dem Kunststoff- Innenbehälter keine formschlüssige Verbindung ein, wobei es dann bei dem hohen Drucken zu Leckagen und zum Ausreißen der Anschlussstücke kommt.
-
DE 10 2008 040 967 A1 betrifft Werkstoff-Kunststoff-Verbunde als Funktionsteilen, wobei die Werkstoff-Kunststoff-Verbunde einen direkten Verbund über adhäsive und vor allem kovalente Bindungen stoffschlüssig realisieren. Die Werkstoff-Kunststoff-Verbunde bestehen aus mindestens einer Werkstoffkomponente und mindestens einer elastischen Kunststoffkomponente, wobei die Werkstoffkomponente mit mindestens einem (teil-)vernetzten Lack beschichtet ist, dessen (re-)aktive und/oder aktivierbare Gruppen mit funktionellen Gruppen oder dessen funktionelle Gruppen mit (re-)aktiven und/oder aktivierbaren Gruppen der elastischen Kunststoffkomponente kovalente Bindungen ausgebildet haben. Die Aufgabe wird weiterhin gelöst durch ein Verfahren zur Herstellung von Werkstoff-Kunststoff-Verbunden, bei dem auf mindestens eine Werkstoffkomponente eine Schicht aus einem (teil-)vernetzbaren Lack aufgebracht wird, nachfolgend mindestens eine elastische Kunststoffkomponente mittels eines thermischen Auftragungsverfahrens mindestens teilweise auf die Lackschicht aufgebracht wird. - Die im Stand der Technik beschriebenen Lösungen beschreiben Druckbehälter, bei denen die Druckbehälter aus einem Innenbehälter und einer äußeren Umhüllung bestehen und die Innenbehälter Halsbereiche zur Aufnahme von Anschlüssen für Füll- und Auslassventile aufweisen, wobei
- die Druckbehälter aus einem zylindrischen Mittelteil bestehen, an das Hauben mit Halsbereichen angeschweißt sind, die mit Anschlüssen für Füll- und Auslassventile versehen sind,
- die Anschlüsse entweder im Halsbereich geklemmt oder geklebt oder geschweißt sind, um eine Dichtheit zwischen den Anschlüssen und dem Innenbehälter zu erreichen
und - die metallenen Anschlüsse mit einer polymeren Zwischenschicht durch Mehrkomponentengießen versehen sind und an diese polymere Zwischenschichten der Innenbehälter aus Kunststoff angeformt ist.
- Bei allen beschrieben Druckbehältern entstehen auf diese Weise zusätzliche Nähte zwischen zylindrischen Mittelteilen und Hauben oder zusätzliche Verbindungen durch Klemmen, Schweißen, Kleben oder durch polymere Zwischenschichten der Anschlüsse an die Innenbehälter, die bei häufigen Lastwechseln, die beim Füllen und Entleeren der Innenbehälter anfallen, Ermüdungserscheinungen zeigen und so zur Undichtigkeit und zum Ausreißen der Naben führen
Außerdem ist bei diesen Lösungen aus dem Stand der Technik ein erheblicher konstruktiver Aufwand erforderlich, der zu erheblichen Kostensteigerungen bei der Fertigung Dieser Druckbehälter führt. - Aufgabe der Erfindung ist es, einen Druckbehälter aus Kunststoff zu schaffen, der sich durch eine hohe Dichtigkeit gegenüber druckbelastete, fließfähige oder gasförmige Medien für Drücke bis 700 bar und darüber hinaus bei häufigen und schnellen Lastwechseln und durch eine kosteneffektive Fertigung auszeichnet.
- Überraschender Weise wurde gefunden, dass bei einer Vorbehandlung der Anschlussstücke (5,6) mit einem Haftmittel, und durch das Einformen, insbesondere Einrotieren dieser Anschlussstücke (5,6) in die Wandung der Stirnseiten (3,4) des Innenbehälters (1) und in die Wandung der faserverstärkten Armierung des Außenmantels (2) keine Gasleckagen und kein Ausreißen der Anschlussstücke auftreten.
- Erfindungsgemäß wird die Aufgabe dazu durch einen Druckbehälter und ein Verfahren zu dessen Herstellung gelöst, wobei der Druckbehälter aus einem Innenbehälter (1) aus Kunststoff mit an den Stirnseiten (3,4) angeordneten Anschlussstücken (5,6) und aus einem Außenmantel (2) aus einer faserverstärkten Armierung besteht. Die Anschlussstücke (5,6) sind in die Stirnseiten (3,4) des Innenbehälters (3,4) und in die faserverstärkte Armierung des Außenmantels (2) eingeformt, insbesondere einrotiert. Die Anschlussstücke (5,6) bestehen aus einer Nabe (7), einem zylindrischen Mittelstück (10), und einem Flansch (11), wobei die Nabe (7) mit einer, ein Innengewinde (9) tragende Bohrung (8) und mit einem am unteren, in das Innere des Innenbehälter (1) reichende Ende der Nabe (7) angeordnetes Außengewinde (17), der Flansch (11) mit Hinterschneidungen (12) und Verdrehsicherungen a (13), das zylindrische Mittelstück (10) mit auf dem Umfang verteilten Verdrehsicherungen b (14) und auf der Stirnseite (15) der zylindrischen Mittelstücks (10) angeordnete Gewindebohrungen (16) versehen sind. Die Anschlussstücke (5,6) sind als ein durch eine Plasmabehandlung, ein Beflammen oder durch eine Laserbehandlung vorbehandeltes, metallenes und mit einem Haftmittel versehenes Einlegeteil für ein Formgebungsverfahren für Kunststoffe, insbesondere für das Rotations- Sinterverfahren zur Fertigung des Innenbehälters (1) ausgebildet.
- Der Flansch (11) der jeweiligen Anschlusstücke (5,6) mit seinen Hinterschneidungen (12) und den Verdrehsicherungen a (13) ist mittels Rotationssintern an den Stirnseiten (3,4) in die Wandung des Innenbehälters (1) eingefomrt, insbesondere eiinrotiert.
- Der Innenbehälter (1) mit dem Anschlussstück (5,6) ist mit einem Außenmantel (2) aus einer faserverstärkten Armierung umwickelt, wobei das zylindrische Mittelteil (10) mit seinen Verdrehsicherungen b (14) der Anschlussstücke (5,6), die außerhalb des Innenbehälters (1) angeordnet sind, in die faserverstärkte Armierung eingearbeitet sind.
- Der Innenbehälter besteht aus vernetzten Polyethylenen (PEX), oder Polyethylene (PE) oder Polyamiden (PP) oder Polypropylenen (PP).
- Das Verfahren zur Herstellung des Druckbehälters aus Kunststoff, bestehend aus einem Innenbehälter (1) aus Kunststoff mit an den Stirnseiten (3,4) angeordneten metallenen Anschlussstücken (5,6) und aus einem Außenmantel (2) aus einer faserverstärkten Armierung kennzeichnet sich durch folgende Verfahrensschritte aus:
- Herstellung der Anschlusstücke (5,6) aus Metall, insbesondere aus rostfreiem Stahl durch ein
spanabhebendes Verfahren, - Vorbehandlung der Anschlussstücke (5,6) durch eine Plasmabehandlung, durch ein Beflammen oder durch eine Laserbehandlung,
- Behandeln der Anschlussstücke (5,6) mit einem Haftmittel,
- Entfernen des im Haftmittel gebundenen Lösungsmittels durch eine Wärmebehandlung,
- Einbringen der Anschlussstücke (5,6) als Einlegeteil in ein Formwerkzeug eines Kunststoffverformungsverfahrens, insbesondere eines Rotation-Sinterverfahrens, aber auch anderen Kunststoffverformungsverfahren, wie Spritzgießen oder Blasen,
- Herstellen des Innenbehälters (1) aus einem Kunststoff durch ein Kunststoffverformungsverfahren, insbesondere durch das Rotationssinterverfahren, aber durch auch andere Kunststoffverformungsverfahren, wie Spritzgießen oder Blasen, wobei die Anschlussstücke (5,6) mit dem Flansch (11) mit den Hinterschneidungen (12) und Verdrehsicherungen a (13) in die Wandung der Stirnseiten (3,4) des Innenbehälters (1) eingeformt, insbesondere einrotiert werden,
- Entfernen Innenbehälter (1) nach dem Kunststoffverformungsverfahren aus dem Formwerkzeug,
und - Umwickeln des Innenbehälters (1) mit dem Außenmantel (2) aus faserverstärkter Armierung, wobei die Anschlussstücke (5,6) bis zu den Verdrehsicherungen b (14) mit in die Armierung eingearbeitet werden.
- Als Haftvermittler kann ein eine konvalente Bindung mit einem Kunststoff eingehendes Haftmittel eingesetzt werden.
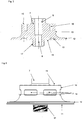
- Die Erfindung wird nun an Hand eines Beispiels näher erläutert, wobei die
Fig.1 eine Schnittdarstellung durch den Druckbehälter,Fig. 2 eine Schnittdarstellung der Anschlussstücke (5,6), dieFig. 3 eine Seitendarstellung der Anschlussstücke (5,6),Fig. 4 eine 3D- Ansicht auf die Unterseite der Anschlussstücke (5,6), dieFig. 5 eine 3D- Ansicht auf die Oberseite der Anschlussstücke (5,6), dieFig. 6 eine Darstellung des Details A der Stirnseite (3) mit dem Anschlussstück (5) und dieFig. 7 eine Darstellung des Details B der Stirnseite (4) mit dem Anschlussstück (6) zeigen, wobei - 1
- Innenbehälter
- 2
- Außenmantel
- 3
- Stirnseite
- 4
- Stirnseite
- 5
- Anschlussstück
- 6
- Anschlussstück
- 7
- Nabe
- 8
- Bohrung
- 9
- Innengewinde
- 10
- Zylindrisches Mittelstück
- 11
- Flansch
- 12
- Hinterschneidungen#
- 13
- Verdrehsicherung a
- 14
- Verdrehsicherung b
- 15
- Stirnseite
- 16
- Gewindebohrung
- 17
- Außengewinde
- Die Anschlussstücke (5,6) werden durch spanabhebende Verfahren, wie Drehen, Fräsen, Bohren und Formerodieren aus einem rostfreien Stahl gefertigt, wobei die Anschlussstücke (5,6) dann aus einer Nabe (7), einem zylindrischen Mittelstück (10) und einem Flansch (11) bestehen, wobei die Nabe (7) mit einer, ein Innengewinde (9) tragende Bohrung (8) und einem am unteren, in das Innere des Innenbehälters (1) reichende Ende der Nabe (7) mit einem Außengewinde (17) versehen sind, der Flansch (11) mit Hinterschneidungen (12), Verdrehsicherungen a (13), das zylindrische Mittelstück (10) mit auf dem Umfang verteilten Verdrehsicherungen b (14) und auf der Stirnseite (15) des zylindrischen Mittelstücks (10) angeordnete Gewindebohrungen (16) versehen sind.
- Anschließend werden die Anschlussstücke (5,6) durch eine Plasmabehandlung vorbehandelt und mit einem, eine konvalente Bindung mit Kunststoff eingehendes, Haftmittel versehen und danach einer Wärmebehandlung bei 80°C zur Entfernung des im Haftmittel enthaltenen Lösungsmittel unterzogen. Anschließend werden die Anschlussstücke (5, 6) in eine Formwerkzeug für ein Rotations- Sinterverfahren so eingebracht und befestigt, dass die Anschlussstücke (5,6) an den Stirnseiten (3,4,) des Innenbehälters (1) bei der Herstellung des Innenbehälters (1) durch das Rotationssintern in das Kunststoffmaterial PEX, so einrotiert werden, dass der Flansch (11) mit den Hinterschneidungen (12) und Verdrehsicherungen a (13), im vernetzten Polyethylen (PEX) eingebettet ist.
- Nach der Herstellung des Innenbehälters (1) mit den Anschlusstücken (5,6) an den Stirnseiten (3,4) des Innenbehälters (1) wird der Innenbehälter (1) mit dem Außenmantel (2) aus faserverstärkter Armierung so umwickelt, dass die Anschlussstücke (5,6) bis zu den Verdrehsicherungen b (14) mit in die Armierung eingearbeitet werden.
Claims (11)
- Druckbehälter bestehend aus einem Innenbehälter (1) aus Kunststoff mit an den Stirnseite (3,4) angeordneten Anschlussstücken (5,6) und aus einem Außenmantel (2) aus einer faserverstärkten Armierung, dadurch gekennzeichnet, dass die Anschlussstücke (5,6) als Einlegeteile für ein Kunststoffverformungsverfahren ausgebildet, in die Wandung der Stirnseiten (3,4) des Innenbehälters (3,4) und in die faserverstärkte Armierung des Außenmantels (2) eingeformt sind und die Anschlussstücke (5,6) aus einer Nabe (7), einem zylindrischen Mittelstück (10) und einem Flansch (11) bestehen, wobei die Nabe (7) mit einer, ein Innengewinde (9) tragende, Bohrung (8) und einem am unteren, in das Innere des Innenbehälters (1) reichende Ende der Nabe (7) angeordnetes Außengewinde (17), der Flansch (11) mit Hinterschneidungen (12) und Verdrehsicherungen a (13), die Nabe (7) mit dem Mittelstück (10) mit auf dem Umfang verteilten Verdrehsicherungen b (14) und auf der Stirnseite (15) des zylindrischen Mittelstücks (10) angeordnete Gewindebohrungen (16) versehen sind.
- Druckbehälter nach Anspruch 1, dadurch gekennzeichnet, dass die Anschlussstücke (5,6) aus Metall gefertigt sind
- Druckbehälter nach Anspruch 1-2, dadurch gekennzeichnet, dass die Anschlussstücke (5,6) als ein durch eine Plasmabehandlung, ein Beflammen oder durch eine Laserbehandlung vorbehandeltes, metallenes und mit einem Haftmittel versehenes Einlegeteil für ein Formgebungsverfahren für Kunststoffe zur Fertigung des Innenbehälters (1) ausgebildet sind
- Druckbehälter nach Anspruch 1- 3, dadurch gekennzeichnet, dass der Flansch (11) der jeweiligen Anschlusstücke (5,6) mit seinen Hinterschneidungen (12) und den Verdrehsicherungen a (13) mittels Rotationssintern an den Stirnseiten (3,4) des Innenbehälters (1) in die Wandung des Innenbehälters (1) eingearbeitet sind.
- Druckbehälter nach Anspruch 1- 4, dadurch gekennzeichnet, dass der Innenbehälter (1) mit den eingeformten Anschlussstücken (5,6) mit einem Außenmantel (2) aus einer faserverstärkten Armierung umwickelt ist, wobei das zylindrische Mittelteil (10) mit seinen Verdrehsicherungen b (14) der Anschlussstücks (5,6), die außerhalb des Innenbehälters (1) angeordnet sind, in die faserverstärkten Armierung eingearbeitet ist.
- Druckbehälter nach Anspruch 1 - 4, dadurch gekennzeichnet, dass der Innenbehälter (1) aus vernetzten Polyethylenen (PEX), oder Polyethylenen (PE) oder Polyamiden (PA) oder Polypropylenen (PP) besteht.
- Druckbehälter nach Anspruch 5, dadurch gekennzeichnet, dass der Außenmantel (2) aus in Epoxid- oder Phenolharzen eingebetteten Fasern, wie Kohlenstoff-, Glas-, Aramid-, Bor-, oder AI203- Fasern besteht.
- Druckbehälter nach Anspruch 5 und 6, dadurch gekennzeichnet, dass der Außenmantel (2) aus einer faserverstärkten Armierung aus Kohlenstofffasern mit einer auf diese Armierung angeordneten zweiten Armierung aus Glasfasern besteht.
- Verfahren zur Herstellung eine Druckbehälters aus Kunststoff gemäß der Ansprüche 1 bis 8 bestehend aus einem Innenbehälter (1) aus Kunststoff mit an den Stirnseiten (3,4) angeordneten metallenen Anschlussstücken (5,6) und aus einem Außenmantel (2) aus einer faserverstärkten Armierung, dadurch gekennzeichnet, dass die metallenen Anschlusstücke (5,6) einer Vorbehandlung durch eine Plasmabehandlung, ein Beflammen oder einer Laserbehandlung unterzogen und mit einem Haftmittel behandelt werden , wobei das im Haftmittel gebundene Lösungsmittel durch eine Wärmebehandlung entfernt wird, die vorbehandelten Anschlussstücke (5,6) als Einlegeteile in ein Formwerkzeug für ein Kunststoffverformungsverfahren eingebracht und beim Herstellen des Innenbehälters (1) in die Wandung der Stirnseiten (3,4) des Innenbehälters (1) eingeformt werden und der Innenbehälter (1) nach dem Kunststoffverformungsverfahren aus dem Formwerkzeug entfernt und mit dem Außenmantel (2) aus faserverstärkter Armierung umwickelt wird, wobei die Anschlussstücke (5,6) bis zu den Verdrehsicherungen b (14) mit in die Armierung eingearbeitet werden.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass als Haftvermittler ein, eine konvalente Bindung mit einem Kunststoff eingehender Haftvermittler eingesetzt wird.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass das Kunststoffverformungsverfahren ein Rotationssinterverfahren ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102020001135.7A DE102020001135B3 (de) | 2020-02-20 | 2020-02-20 | Druckbehälter und Verfahren zur Herstellung eines Druckbehälters |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3869080A1 true EP3869080A1 (de) | 2021-08-25 |
Family
ID=71994274
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20000268.1A Pending EP3869080A1 (de) | 2020-02-20 | 2020-07-29 | Druckbehälter und verfahren zur herstellung eines druckbehälters |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3869080A1 (de) |
| DE (1) | DE102020001135B3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022203991A1 (de) | 2022-04-25 | 2023-10-26 | Mahle International Gmbh | Tank, insbesondere Wasserstofftank |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022002415B4 (de) | 2022-07-04 | 2024-02-22 | Emano Kunststofftechnik Gmbh | Druckbehälter |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19631546C1 (de) | 1996-07-24 | 1997-11-13 | Mannesmann Ag | Composite-Druckbehälter zur Speicherung von gasförmigen Medien unter Druck mit einem Liner aus Kunststoff |
| EP0810081A1 (de) * | 1995-12-04 | 1997-12-03 | Toray Industries, Inc. | Druckbehälter und verfahren zu seiner herstellung |
| KR20030041002A (ko) * | 2001-11-19 | 2003-05-23 | 이중희 | 고압용기용 밀폐식 금속성 노즐 및 금속성 노즐을플라스틱용기에 결착시키는 방법 |
| WO2005093313A1 (en) | 2004-03-11 | 2005-10-06 | Korea Composite Research Co., Ltd. | The high gas-tighten metallic nozzle-boss for the high pressure composite vessel |
| DE102008040967A1 (de) | 2008-08-04 | 2010-02-11 | Leibniz-Institut Für Polymerforschung Dresden E.V. | Werkstoff-Kunststoff-Verbunde und Verfahren zu ihrer Herstellung |
| WO2010080948A1 (en) * | 2009-01-09 | 2010-07-15 | Lincoln Composites | Pressure vessel boss and liner interface |
| DE102009014057A1 (de) | 2009-03-20 | 2010-09-23 | Daimler Ag | Druckbehälter mit einem Liner aus Kunststoff |
| WO2011047752A1 (de) | 2009-10-19 | 2011-04-28 | Kautex Maschinenbau Gmbh | Behälterhalsaufbau eines druckbehälters |
| WO2011152732A1 (en) * | 2010-05-31 | 2011-12-08 | Ragasco As | Inlet/outlet system for composite pressure container |
| DE102011116553A1 (de) | 2011-10-21 | 2013-04-25 | Kautex Textron Gmbh & Co. Kg | Verfahren zur Herstellung eines Verbund-Druckbehälters sowie Verbund-Druckbehälter |
| KR20140066871A (ko) * | 2012-11-23 | 2014-06-03 | 일진복합소재 주식회사 | 압력 용기 |
| WO2015197457A1 (de) | 2014-06-27 | 2015-12-30 | Kautex Textron Gmbh & Co. Kg | Druckbehälter |
| DE102011012705B4 (de) | 2010-03-10 | 2017-10-19 | GM Global Technology Operations LLC (n. d. Ges. d. Staates Delaware) | Druckbehälter zum Speichern eines Fluids und Herstellungsverfahren |
| DE102017127853A1 (de) | 2016-12-08 | 2018-06-14 | Toyota Jidosha Kabushiki Kaisha | Hochdrucktank |
| DE112017003239T5 (de) | 2016-06-28 | 2019-03-28 | Faber Industries S.P.A. | Druckbehälter |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9316357B2 (en) | 2012-11-23 | 2016-04-19 | ILJIN Composites Co., Ltd. | Pressure vessel |
| US20150338024A1 (en) | 2013-01-07 | 2015-11-26 | Fibrasynthetica Do Brasil Ltda. | Nozzle for a plastic container and plastic container for pressurized gases |
| JP5979446B2 (ja) | 2013-02-04 | 2016-08-24 | 豊田合成株式会社 | 圧力容器 |
| DE102014013249B4 (de) | 2014-09-08 | 2017-04-27 | Emano Kunststofftechnik Gmbh | Druckbehälter |
-
2020
- 2020-02-20 DE DE102020001135.7A patent/DE102020001135B3/de active Active
- 2020-07-29 EP EP20000268.1A patent/EP3869080A1/de active Pending
Patent Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0810081A1 (de) * | 1995-12-04 | 1997-12-03 | Toray Industries, Inc. | Druckbehälter und verfahren zu seiner herstellung |
| DE19631546C1 (de) | 1996-07-24 | 1997-11-13 | Mannesmann Ag | Composite-Druckbehälter zur Speicherung von gasförmigen Medien unter Druck mit einem Liner aus Kunststoff |
| KR20030041002A (ko) * | 2001-11-19 | 2003-05-23 | 이중희 | 고압용기용 밀폐식 금속성 노즐 및 금속성 노즐을플라스틱용기에 결착시키는 방법 |
| WO2005093313A1 (en) | 2004-03-11 | 2005-10-06 | Korea Composite Research Co., Ltd. | The high gas-tighten metallic nozzle-boss for the high pressure composite vessel |
| DE112004002795T5 (de) | 2004-03-11 | 2006-12-28 | Korea Composite Research Co., Ltd. | Hochgradig gasdichter metallischer Düsenwulst für Hochdruck-Verbundstoffbehälter |
| DE102008040967A1 (de) | 2008-08-04 | 2010-02-11 | Leibniz-Institut Für Polymerforschung Dresden E.V. | Werkstoff-Kunststoff-Verbunde und Verfahren zu ihrer Herstellung |
| WO2010080948A1 (en) * | 2009-01-09 | 2010-07-15 | Lincoln Composites | Pressure vessel boss and liner interface |
| DE102009014057A1 (de) | 2009-03-20 | 2010-09-23 | Daimler Ag | Druckbehälter mit einem Liner aus Kunststoff |
| WO2011047752A1 (de) | 2009-10-19 | 2011-04-28 | Kautex Maschinenbau Gmbh | Behälterhalsaufbau eines druckbehälters |
| DE102011012705B4 (de) | 2010-03-10 | 2017-10-19 | GM Global Technology Operations LLC (n. d. Ges. d. Staates Delaware) | Druckbehälter zum Speichern eines Fluids und Herstellungsverfahren |
| WO2011152732A1 (en) * | 2010-05-31 | 2011-12-08 | Ragasco As | Inlet/outlet system for composite pressure container |
| DE102011116553A1 (de) | 2011-10-21 | 2013-04-25 | Kautex Textron Gmbh & Co. Kg | Verfahren zur Herstellung eines Verbund-Druckbehälters sowie Verbund-Druckbehälter |
| KR20140066871A (ko) * | 2012-11-23 | 2014-06-03 | 일진복합소재 주식회사 | 압력 용기 |
| WO2015197457A1 (de) | 2014-06-27 | 2015-12-30 | Kautex Textron Gmbh & Co. Kg | Druckbehälter |
| DE112017003239T5 (de) | 2016-06-28 | 2019-03-28 | Faber Industries S.P.A. | Druckbehälter |
| DE102017127853A1 (de) | 2016-12-08 | 2018-06-14 | Toyota Jidosha Kabushiki Kaisha | Hochdrucktank |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022203991A1 (de) | 2022-04-25 | 2023-10-26 | Mahle International Gmbh | Tank, insbesondere Wasserstofftank |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102020001135B3 (de) | 2021-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2491294B1 (de) | Behälterhalsaufbau eines druckbehälters | |
| DE112004002795B4 (de) | Hochgradig gasdichter metallischer Düsenwulst für Hochdruck-Verbundstoffbehälter | |
| DE19751411C1 (de) | Composite-Druckbehälter zur Speicherung von gasförmigen Medien unter Druck mit einem Liner aus Kunststoff | |
| DE102010049838B4 (de) | Ansatzrohr für ein Gefäß sowie Druckgefäß mit solch einem Ansatzrohr | |
| DE19631546C1 (de) | Composite-Druckbehälter zur Speicherung von gasförmigen Medien unter Druck mit einem Liner aus Kunststoff | |
| DE102011103801B4 (de) | Verfahren und Formwerkzeug zum Bilden eines Behälters | |
| DE102020001135B3 (de) | Druckbehälter und Verfahren zur Herstellung eines Druckbehälters | |
| DE2152123C3 (de) | Druckbehälter | |
| DE102014009343B4 (de) | Druckbehälter | |
| DE10000705A1 (de) | Druckbehälter zur Speicherung von flüssigen und/oder gasförmigen Medien unter Druck bestehend aus einem Kunststoff-Kernbehälter der mit faserverstärkten Kunststoffen verstärkt ist und Verfahren zu dessen Herstellung | |
| DE102010023386A1 (de) | Druckbehälter | |
| DE102014009341B4 (de) | Druckbehälter | |
| WO2013020694A1 (de) | Vorrichtung zur speicherung und abgabe von flüssigen und/oder gasförmigen medien unter druck sowie kraftstoffenergieumwandlungsvorrichtung und verfahren zur montage einer vorrichtung zur speicherung und abgabe von flüssigen und/oder gasförmigen medien unter druck | |
| DE102014013249B4 (de) | Druckbehälter | |
| DE102014009342B4 (de) | Druckbehälter | |
| DE202020000706U1 (de) | Druckbehälter | |
| DE102018009829B4 (de) | Druckbehälter und Verfahren zur Herstellung des Druckbehälters | |
| DE2248589B2 (de) | Elektrisch isolierende Rohrkupplung | |
| DE102021107165B4 (de) | Endboss-Abdichtung | |
| DE202018005823U1 (de) | Druckbehälter | |
| DE202014007319U1 (de) | Druckbehälter | |
| DE102022002415B4 (de) | Druckbehälter | |
| WO2023088943A1 (de) | Blasverfahren mit eingesetztem anschlussstück | |
| DE102006037520B3 (de) | Verfahren zur Herstellung eines Druckbehälters | |
| EP1058045B1 (de) | Rohrleitungsverbindung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200804 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20230331 |