EP3867435B1 - Pulp-containing biodegradable non-woven fabric and method for producing the same - Google Patents
Pulp-containing biodegradable non-woven fabric and method for producing the same Download PDFInfo
- Publication number
- EP3867435B1 EP3867435B1 EP19787262.5A EP19787262A EP3867435B1 EP 3867435 B1 EP3867435 B1 EP 3867435B1 EP 19787262 A EP19787262 A EP 19787262A EP 3867435 B1 EP3867435 B1 EP 3867435B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- biodegradable
- fibers
- woven fabric
- wet
- binder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004745 nonwoven fabric Substances 0.000 title claims description 77
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 239000000835 fiber Substances 0.000 claims description 272
- 239000011230 binding agent Substances 0.000 claims description 86
- 239000003795 chemical substances by application Substances 0.000 claims description 44
- 239000000463 material Substances 0.000 claims description 37
- 238000000034 method Methods 0.000 claims description 34
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 claims description 33
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 claims description 30
- 230000008569 process Effects 0.000 claims description 27
- 239000000203 mixture Substances 0.000 claims description 25
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 20
- 229920000297 Rayon Polymers 0.000 claims description 15
- 238000001035 drying Methods 0.000 claims description 14
- 229920002134 Carboxymethyl cellulose Polymers 0.000 claims description 12
- 239000001768 carboxy methyl cellulose Substances 0.000 claims description 12
- 235000010948 carboxy methyl cellulose Nutrition 0.000 claims description 12
- 239000008112 carboxymethyl-cellulose Substances 0.000 claims description 12
- 229920002678 cellulose Polymers 0.000 claims description 12
- 229920003043 Cellulose fiber Polymers 0.000 claims description 8
- 238000004140 cleaning Methods 0.000 claims description 8
- 229920000433 Lyocell Polymers 0.000 claims description 7
- 238000002156 mixing Methods 0.000 claims description 6
- 239000000123 paper Substances 0.000 claims description 6
- 239000004627 regenerated cellulose Substances 0.000 claims description 6
- 238000009960 carding Methods 0.000 claims description 5
- 230000001815 facial effect Effects 0.000 claims description 5
- 229920001661 Chitosan Polymers 0.000 claims description 4
- 229920000881 Modified starch Polymers 0.000 claims description 4
- 239000004368 Modified starch Substances 0.000 claims description 4
- 239000004902 Softening Agent Substances 0.000 claims description 4
- 235000019426 modified starch Nutrition 0.000 claims description 4
- 239000000654 additive Substances 0.000 claims description 3
- 229920003086 cellulose ether Polymers 0.000 claims description 3
- 230000000996 additive effect Effects 0.000 claims description 2
- 239000005018 casein Substances 0.000 claims description 2
- BECPQYXYKAMYBN-UHFFFAOYSA-N casein, tech. Chemical compound NCCCCC(C(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(CC(C)C)N=C(O)C(CCC(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(C(C)O)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(COP(O)(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(N)CC1=CC=CC=C1 BECPQYXYKAMYBN-UHFFFAOYSA-N 0.000 claims description 2
- 235000021240 caseins Nutrition 0.000 claims description 2
- 235000015165 citric acid Nutrition 0.000 claims description 2
- 239000002537 cosmetic Substances 0.000 claims description 2
- 235000018102 proteins Nutrition 0.000 claims description 2
- 102000004169 proteins and genes Human genes 0.000 claims description 2
- 108090000623 proteins and genes Proteins 0.000 claims description 2
- 239000000523 sample Substances 0.000 description 25
- 239000000758 substrate Substances 0.000 description 22
- 238000005452 bending Methods 0.000 description 18
- 239000007788 liquid Substances 0.000 description 15
- 238000005259 measurement Methods 0.000 description 15
- 238000012360 testing method Methods 0.000 description 14
- 239000001913 cellulose Substances 0.000 description 9
- 239000004753 textile Substances 0.000 description 9
- 230000015572 biosynthetic process Effects 0.000 description 7
- 239000006210 lotion Substances 0.000 description 7
- 239000007864 aqueous solution Substances 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 6
- 229910000403 monosodium phosphate Inorganic materials 0.000 description 6
- 235000019799 monosodium phosphate Nutrition 0.000 description 6
- AJPJDKMHJJGVTQ-UHFFFAOYSA-M sodium dihydrogen phosphate Chemical compound [Na+].OP(O)([O-])=O AJPJDKMHJJGVTQ-UHFFFAOYSA-M 0.000 description 6
- 239000000243 solution Substances 0.000 description 6
- 238000013001 point bending Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 238000004080 punching Methods 0.000 description 4
- 239000013074 reference sample Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 3
- 238000007605 air drying Methods 0.000 description 3
- 229920002301 cellulose acetate Polymers 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000009987 spinning Methods 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 239000001856 Ethyl cellulose Substances 0.000 description 2
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 229920001249 ethyl cellulose Polymers 0.000 description 2
- 235000019325 ethyl cellulose Nutrition 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 238000011010 flushing procedure Methods 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 239000004631 polybutylene succinate Substances 0.000 description 2
- -1 polybutylene succinate Polymers 0.000 description 2
- 229920002961 polybutylene succinate Polymers 0.000 description 2
- 239000002964 rayon Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- LNAZSHAWQACDHT-XIYTZBAFSA-N (2r,3r,4s,5r,6s)-4,5-dimethoxy-2-(methoxymethyl)-3-[(2s,3r,4s,5r,6r)-3,4,5-trimethoxy-6-(methoxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6r)-4,5,6-trimethoxy-2-(methoxymethyl)oxan-3-yl]oxyoxane Chemical compound CO[C@@H]1[C@@H](OC)[C@H](OC)[C@@H](COC)O[C@H]1O[C@H]1[C@H](OC)[C@@H](OC)[C@H](O[C@H]2[C@@H]([C@@H](OC)[C@H](OC)O[C@@H]2COC)OC)O[C@@H]1COC LNAZSHAWQACDHT-XIYTZBAFSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- AVXURJPOCDRRFD-UHFFFAOYSA-N Hydroxylamine Chemical compound ON AVXURJPOCDRRFD-UHFFFAOYSA-N 0.000 description 1
- 229920002153 Hydroxypropyl cellulose Polymers 0.000 description 1
- LFTLOKWAGJYHHR-UHFFFAOYSA-N N-methylmorpholine N-oxide Chemical compound CN1(=O)CCOCC1 LFTLOKWAGJYHHR-UHFFFAOYSA-N 0.000 description 1
- 229920001131 Pulp (paper) Polymers 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000003974 emollient agent Substances 0.000 description 1
- ZOOODBUHSVUZEM-UHFFFAOYSA-N ethoxymethanedithioic acid Chemical compound CCOC(S)=S ZOOODBUHSVUZEM-UHFFFAOYSA-N 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 239000003906 humectant Substances 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 239000001863 hydroxypropyl cellulose Substances 0.000 description 1
- 235000010977 hydroxypropyl cellulose Nutrition 0.000 description 1
- 230000003116 impacting effect Effects 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229920000609 methyl cellulose Polymers 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 235000010981 methylcellulose Nutrition 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000002304 perfume Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004629 polybutylene adipate terephthalate Substances 0.000 description 1
- 229920001896 polybutyrate Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 239000003755 preservative agent Substances 0.000 description 1
- 239000012925 reference material Substances 0.000 description 1
- 239000013535 sea water Substances 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000011122 softwood Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 239000012991 xanthate Substances 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B5/00—Forcing liquids, gases or vapours through textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing impregnating
- D06B5/12—Forcing liquids, gases or vapours through textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing impregnating through materials of definite length
- D06B5/22—Forcing liquids, gases or vapours through textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing impregnating through materials of definite length through fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
- D04H1/4258—Regenerated cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/48—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation
- D04H1/488—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation in combination with bonding agents
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/48—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation
- D04H1/49—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation entanglement by fluid jet in combination with another consolidation means
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5412—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres sheath-core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5418—Mixed fibres, e.g. at least two chemically different fibres or fibre blends
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/587—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives characterised by the bonding agents used
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H5/00—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length
- D04H5/02—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by mechanical methods, e.g. needling
- D04H5/03—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by mechanical methods, e.g. needling by fluid jet
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H5/00—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length
- D04H5/04—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by applying or incorporating chemical or thermo-activatable bonding agents in solid or liquid form
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H13/00—Pulp or paper, comprising synthetic cellulose or non-cellulose fibres or web-forming material
- D21H13/02—Synthetic cellulose fibres
- D21H13/08—Synthetic cellulose fibres from regenerated cellulose
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/18—Reinforcing agents
- D21H21/20—Wet strength agents
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
Definitions
- the present invention relates to a biodegradable non-woven fabric, a method for producing a biodegradable non-woven fabric and wipes or tissues comprising the biodegradable non-woven fabric.
- the biodegradable non-woven fabric may be a plastic-free, entirely compostable non-woven fabric or substrate suitable for disposable applications, such as wipes or tissues.
- Disposable wipes such as wet toilet wipes or personal care wipes like baby wipes, facial wipes etc. are very popular for cleaning the skin of human bodies or facilities in the household because of their comfort for consumers and efficacy in cleaning.
- increasing concerns about plastic contamination of the environment create an increasing demand for plastic-free and fully compostable/biodegradable substrates for disposable wipes and similar products.
- Spunlacing (which may also be referred to as hydroentanglement) and needle punching are technologies conventionally used for producing non-woven fabric or substrates suitable as wipes.
- Spunlacing is a bonding process for wet or dry fibrous webs where fine, high pressure jets of water penetrate the fibrous web and cause an entanglement of fibers, thereby providing fabric integrity.
- Needle punching is a bonding process where fibers are mechanically intertwined by needles.
- Spunlace technology only using compostable fibers made of regenerated cellulose like Viscose/Rayon, Tencel or Cellulose Acetate or natural fibers like cotton provide a technical solution for plastic-free and compostable/biodegradable disposable wipes but is challenged by the significant increase of material cost by replacing PET fibers commonly used in disposable wipe substrates (e.g. baby wipes) by compostable fibers at an up to 50% increase of material cost. Due to the too high material cost, such products so far have only been used in a niche premium segment but could not replace standard volume products like baby wipes.
- wetlaid/airlaid technology blending fibers and pulp combined with spunlace technology for bonding without the application of binders as it is commonly used for the production of dispersible wipes (moist toilet tissue) as disclosed in EP 2 985 375 A1 or non-dispersible wipe substrates (airlaced) is facing two limitations in the mechanical integrity of the non-woven structure, especially after exposure to liquid being critical for using such substrates in applications like baby wipes and personal care wipes requiring higher mechanical strength and resiliency:
- EP 0 602 881 A1 discloses a wet wipe with good wet strength properties, comprising a nonwoven which is obtained by hydroentangling a mixture of wood pulp and rayon fibers, then applying a wet-strength agent.
- the present invention aims at overcoming the above described problems and drawbacks.
- the present inventor has made diligent studies and has found that the mechanical properties (such as strength and/or resiliency) of a non-woven fabric made by mechanically entangling a blend of pulp fibers and biodegradable fibers may be improved by (i) adding a biodegradable binder potentially including softening agents like glycerol after formation of an entangled textile structure from biodegradable fibers and pulp fibers, by (ii) adding a preferably compostable wet-strength agent prior to the head box before formation of a textile structure from biodegradable fibers and pulp fibers, and/or by (iii) blending biodegradable binder fibers (in particular biodegradable thermobonding fibers) to a fiber blend comprising biodegradable fibers and pulp fibers, these objects can be solved.
- a biodegradable binder potentially including softening agents like glycerol after formation of an entangled textile structure from biodegradable fibers and pulp fibers
- the present inventor assumes that by any of the above measures (i) to (iii), bonding points (in particular covalent bondings) at the pulp fibers may be created bonding them together and fixing them to an integrated structure within the structure of the spunlaced fibers.
- a pulp-web-structure may be formed which is integrated into (or embedded in) the structure of entangled biodegradable fibers such that a structure is created where the pulp fibers may not substantially move within the entangled fiber structure even after exposure to a liquid, such as water, and crumpling the web or applying mechanical strength to the web.
- a liquid such as water
- biodegradable fibers and pulp fibers as well as the content of wet-strength agent, binder and/or binder fiber, it may be possible to properly adjust the material properties in a wide range and to avoid pulp fibers moving and clumping after exposing the substrate to liquid/water and tailoring the desired web-strength and resiliency. This may allow the design of wipe substrates with similar properties like spunlace materials also in the wet state and replacing a high content of compostable fibers by much lower cost pulp fibers.
- the present invention relates to a biodegradable non-woven fabric comprising biodegradable fibers and pulp fibers, wherein at least a part of the biodegradable fibers is entangled with each other (at least partly entrapping pulp fibers), and wherein at least a part of the pulp fibers is covalently bonded (fixed, adhered) to each other (together) by a biodegradable binder.
- the present invention further relates to a method for producing a biodegradable non-woven fabric, comprising the steps of (a) forming a fibrous web from a fiber blend comprising biodegradable fibers and pulp fibers or forming a layer of biodegradable fibers on a tissue carrier, (b) entangling at least a part of the biodegradable fibers with each other (thereby enclosing at least a part of the pulp fiber) by subjecting the fibrous web (or layer of tissue/fibers) to a water-jet treatment, and (c) drying the entangled fibrous web (at a temperature sufficient to cure applied binders), wherein the method further comprises the following step:
- the present invention relates to a wipe or tissue comprising the biodegradable non-woven fabric as described herein.
- the expression "at least a part of", as used herein, may mean at least 5 % thereof, in particular at least 10 % thereof, in particular at least 15 % thereof, in particular at least 20 % thereof, in particular at least 25 % thereof, in particular at least 30 % thereof, in particular at least 35 % thereof, in particular at least 40 % thereof, in particular at least 45 % thereof, in particular at least 50 % thereof, in particular at least 55 % thereof, in particular at least 60 % thereof, in particular at least 65 % thereof, in particular at least 70 % thereof, in particular at least 75 % thereof, in particular at least 80 % thereof, in particular at least 85 % thereof, in particular at least 90 % thereof, in particular at least 95 % thereof, in particular at least 98 % thereof, and may also mean 100 % thereof.
- the present invention relates to a biodegradable non-woven fabric.
- non-woven fabric may in particular mean a web of individual fibers which are at least partially intertwined, but not in a regular manner as in a knitted or woven fabric.
- biodegradable (which may also be referred to as “compostable”), as used herein, means that the material concerned, such as the biodegradable non-woven fabric, the biodegradable fibers, the biodegradable binder fiber (if present), the biodegradable wet-strength agent (if present) and the biodegradable binder and the like, complies at least with the requirements for industrial compostability, for instance in accordance with EN 13432, and preferably also with the requirements for home compostability and is most preferred also marine biodegradable.
- the term “marine biodegradable”, as used herein, may in particular mean that the material biodegrades by more than 90% by weight within 12 month storage in sea water at min. 15 °C and exposure to daylight.
- the biodegradable non-woven fabric comprises biodegradable fibers and pulp fibers.
- the biodegradable fibers comprise cellulosic fibers.
- cellulosic fibers may in particular denote fibers based on cellulose, in particular modified or regenerated cellulose fibers, such as fibers prepared from cellulose, or cellulose derivates, such as ethyl cellulose, cellulose acetate and the like.
- regenerated cellulose fibers may in particular denote manmade cellulose fibers obtained by a solvent spinning process.
- the regenerated cellulose fibers may be selected from the group consisting of viscose (rayon) or lyocell (tencel).
- Viscose is a type of solvent spun fiber produced according to the viscose process typically involving an intermediate dissolution of cellulose as cellulose xanthate and subsequent spinning to fibers.
- Lyocell is a type of solvent spun fiber produced according to the aminoxide process typically involving the dissolution of cellulose in N-methylmorpholine N-oxide and subsequent spinning to fibers.
- the biodegradable fibers may have an average fiber length of from 1 mm to 100 mm, for instance an average fiber length of from 3 mm to 80 mm, for instance an average fiber length of from 5 to 70 mm, for instance an average fiber length of from 10 to 65 mm, for instance an average fiber length of from 15 to 60 mm, for instance an average fiber length of from 18 to 50 mm, such as an average fiber length of from 20 to 40 mm.
- the biodegradable fibers may have an average fiber length of from 1 mm to 12 mm, in particular of from 3 mm to 10 mm. This may be advantageous, in particular when the non-woven fabric is prepared by an airlaid process.
- the biodegradable fibers may have an average fiber length of from 1 mm to 12 mm, in particular of from 3 mm to 8 mm. This may be advantageous, in particular when the non-woven fabric is prepared by a wetlaid process.
- the biodegradable fibers may have an average fiber length of from 10 mm to 100 mm, in particular of from 10 mm to 80 mm. This may be advantageous, in particular when the non-woven fabric is prepared by an airlay process.
- the biodegradable fibers may have an average fiber length of from 15 mm to 60 mm. This may be advantageous, in particular when the nonwoven fabric is prepared by a carding process.
- the biodegradable fibers may have a fiber coarseness of from 0.5 to 10 dtex, in particular from 0.5 to 4.0 dtex or from 1.0 to 10 dtex, such as from 1.0 to 2.5 dtex.
- the biodegradable fibers may be comprised in an amount of from 10 to 80 wt.-%, such as in an amount of from 15 to 70 wt.-%, such as in an amount of from 20 to 60 wt.-%, such as in an amount of from 25 to 50 wt.-%, such as in an amount of from 30 to 40 wt.-%, based on the total weight of the non-woven fabric.
- the pulp fibers may be natural pulp fibers, in particular pulp fibers of natural origin, such as softwood pulp fibers or hardwood pulp fibers.
- Pulp may in particular denote a (lignocellulosic) fibrous material prepared by chemically or mechanically separating cellulose fibers from wood or the like, such as by a kraft process (sulfate process).
- the pulp fibers may have an average fiber length of from 1.0 mm to 4.0 mm, for instance from 1.5 mm to 3.5 mm, such as from 2.0 mm to 3.2 mm.
- the pulp fibers may have a fiber coarseness of from 0.3 to 3.5 dtex, such as from 0.6 to 2.5 dtex.
- the pulp fibers may be comprised in an amount of from 20 to 90 wt.-%, such as in an amount of from 30 to 85 wt.-%, such as in an amount of from 40 to 80 wt.-%, such as in an amount of from 50 to 75 wt.-%, such as in an amount of from 60 to 70 wt.-%, based on the total weight of the non-woven fabric.
- At least a part of the biodegradable fibers is entangled with each other.
- at least a part of the biodegradable fibers may be entangled with each other such that at least a part of the pulp fibers is entrapped (with)in the entangled biodegradable fibers.
- the term "entangled”, as used herein, may in particular mean that the biodegradable fibers are at least partly intertwined with each other, thereby imparting strength, such as tear strength or tensile strength, to the non-woven fabric. Entangling of the biodegradable fibers might in particular be achieved by a treatment of a fibrous web with water jets, as will be explained in further detail below, which may also be referred to as “hydroentanglement” or “spunlacing” and the entangled fibers may thus also be referred to as “hydroentangled fibers” or “spunlaced fibers”.
- the layer of biodegradable fibers may also be formed on top of a layer of tissue using carding or airlay or airlaid technology and then be fed into the spunlacing unit which is disintegrating the tissue forming a web of at least partially entangled biodegradable fibers enclosing at least part of the pulp fibers.
- the pulp fibers is covalently bonded (fixed, adhered) to each other (thereby forming an integrated pulp layer within the biodegradable spunlaced fiber structure) by a biodegradable binder.
- a pulp-web-structure may be formed which is integrated into (or embedded in) the structure of entangled biodegradable fibers such that a structure is created where the pulp fibers may not substantially move within the entangled fiber structure even after exposure to a liquid, such as water. Moreover, a clumping of pulp fibers may be substantially avoided. Therefore, the bonding of the pulp fibers is preferably initiated by application of heat after entangling the biodegradable fibers by means of hydroentangling or needle punching.
- At least one of the group consisting of a biodegradable binder, a biodegradable wet-strength agent and a biodegradable binder fiber may optionally, but not necessarily, also bond the biodegradable fibers, in particular the entangled biodegradable fibers, together and may optionally, but not necessarily, also bond pulp fibers to the biodegradable fibers, in particular to the entangled biodegradable fibers.
- the (large) majority of the at least one of the group consisting of a biodegradable binder, a biodegradable wet-strength agent and a biodegradable binder fiber bonds the pulp fibers together (rather than bonding to the biodegradable fibers) thereby forming a pulp-web-structure which may also (but does need to) bond to the structure of entangled biodegradable fibers.
- the increase in bulkiness due to the formation of a pulp-web-structure and the resulting integration or embedding thereof within the structure of entangled biodegradable fibers is believed sufficient (even without bonding to the biodegradable fibers) for substantially limiting a free movement of the pulp within the entangled fiber structure even after exposure to a liquid, such as water, and for substantially avoiding extraction and/or clumping.
- the formation of a layer of inter-bonded pulp fibers within the structure of entangled biodegradable fibers may increase the resiliency of the material.
- the pulp fibers is bonded to each other by a biodegradable binder fiber.
- the term "binder fiber”, as used herein, may in particular denote a fiber that is able to bind (e.g. by thermobonding, by forming covalent bonds, by ionic interactions or the like) to each other or to other fibers.
- the biodegradable binder fiber is a biodegradable thermobonding (or thermally activatable) fiber.
- the biodegradable binder fiber may in particular be a biodegradable thermoplastic fiber.
- thermoplastic fibers may in particular denote fibers that soften and/or partly melt when exposed to heat and are capable to bind with each other or to other nonthermoplastic fibers, such as cellulose fibers, upon cooling and resolidifying.
- the biodegradable binder fiber comprises a multicomponent fiber, in particular a bicomponent fiber, such as bicomponent fibers of the sheath-core type.
- Bicomponent fibers are composed of two sorts of polymers having different physical and/or chemical characteristics, in particular different melting characteristics.
- a bicomponent fiber of the sheath-core type typically has a core of a higher melting point component and a sheath of a lower melting point component.
- the biodegradable binder fiber may comprise polylactic acid (PLA), polybutylene succinate (PBS), polybutyratadipate terephthalate (polybutylene adipate terephthalate, PBAT), and other biodegradable thermoplastic polymers. Combinations of two or more thereof may also be applied.
- the biodegradable binder fiber may be comprised in an amount of from 0.1 to 30 wt.-%, such as in an amount of 0.2 to 20 wt.-%, such as in an amount of from 0.2 to 10 wt.-%, such as in an amount of from 0.2 to 7.5 wt.-%, such as in an amount of from 0.35 to 5 wt.-%, such as in an amount of from 0.5 to 4 wt.-%, based on the total weight of the non-woven fabric.
- At least a part of the pulp fibers is bonded to each other by a biodegradable wet-strength agent.
- the term "wet-strength agent”, as used herein, may in particular denote an agent that improves the tensile strength of the non-woven web in the wet state, for instance by forming covalent bonds.
- the wet-strength agent is biodegradable.
- a non-biodegradable wet-strength agent for instance in small amounts not negatively impacting the biodegradability/compostability which may significantly increase the wet tensile strength of the non-woven fabric.
- the biodegradable wet-strength agent may be selected from the group consisting of chitosan, modified starch, cellulose derivatives and others. Combinations of two or more thereof may also be applied.
- the term "cellulosic derivatives", as used herein, may in particular denote chemically modified (for instance methylated, ethylated, hydroxypropylated, acetylated and/or carboxylated) cellulose compounds, and may in particular include cellulose ethers and cellulose esters, such as methylcellulose, ethylcellulose, hydroxyethyl cellulose, hydroxypropyl cellulose, carboxymethyl cellulose or cellulose acetate.
- the biodegradable wet-strength agent may be comprised in an amount of from 0.1 to 3 wt.-%, such as in an amount of from 0.2 to 2 wt.-%, such as in an amount of from 0.35 to 1.5 wt.-%, such as in an amount of from 0.5 to 1 wt.-%, based on the total weight of the non-woven fabric.
- the biodegradable non-woven fabric may comprise a further wet-strength agent, in particular a non-biodegradable wet-strength agent.
- a further wet-strength agent may include an epichlorhydrine resin, such as a polyamine-polyamide-epichlorohydrin resin
- binder may in particular denote a chemical compound that is able to bind (e.g. by forming covalent bonds, by ionic interactions or the like) to two or more fibers, thereby interconnecting the fibers, resulting in an increased tensile strength of the web or fabric.
- the biodegradable binder may be selected from the group consisting of chitosan, modified starch, cellulose derivatives, in particular blends of carboxymethylcellulose and citric acid, protein based binders, such as casein, and others. Combinations of two or more thereof may also be applied.
- Further suitable biodegradable binders are disclosed in WO 2014/117964 A1 , the disclosure of which is incorporated herein by reference.
- the biodegradable binder may be comprised in an in amount of from 0.05 to 5 wt.-%, such as in an amount of from 0.1 to 4 wt.-%, such as in an amount of from 0.25 to 3 wt.-%, such as in an amount of from 0.5 to 2 wt.-%, based on the total weight of the non-woven fabric.
- the biodegradable binder further comprises an additive, such as glycerol, (configured for) acting as softening agent improving the flexibility and drapability of the (dried treated) non-woven fabric.
- an additive such as glycerol, (configured for) acting as softening agent improving the flexibility and drapability of the (dried treated) non-woven fabric.
- glycerol or similar softening additives may be added to the biodegradable binder or wet-strength agent in order to improve the flexibility and drapability of the dried treated non-woven fabric.
- a wet-strength agent within the meaning of the present application and a binder within the meaning of the present application may in particular be distinguished by the time of its application.
- a wet-strength agent is typically added to a fiber blend prior to formation of a fibrous web or textile structure.
- a wet-strength agent may be applied into or prior to a head box of a paper-making machine.
- a binder is typically applied after formation of a fibrous web or textile structure, and may even be applied after entanglement of the fibrous web.
- a binder may be applied or added to an entangled fibrous web, but preferable prior to drying the entangled web. It is also feasible to apply the binder after drying the hydroentangled web but this would be less efficient due to the necessity of drying the web twice.
- a binder fiber may be added to the blend of the other fibers prior to formation of a fibrous web or textile structure.
- At least a part of the pulp fibers may be bonded to each other by a biodegradable wet-strength agent and/or by a biodegradable binder, and optionally further by a biodegradable binder fiber.
- At least a part of the pulp fibers may be bonded to each other only by a biodegradable wet-strength agent; at least a part of the pulp fibers may be bonded to each other only by a biodegradable binder; at least a part of the pulp fibers may be bonded to each other by a biodegradable wet-strength agent and by a biodegradable binder; at least a part of the pulp fibers may be bonded to each other by a biodegradable wet-strength agent and by a biodegradable binder fiber; at least a part of the pulp fibers may be bonded to each other by a biodegradable binder and by a biodegradable binder fiber; and/or at least a part of the pulp fibers may be bonded to each other by a biodegradable binder, by a biodegradable wet-strength agent and by a biodegradable binder fiber.
- substantially all fibers comprised in the biodegradable nonwoven fabric may be biodegradable fibers, in particular substantially all fibers comprised in the biodegradable non-woven fabric may be the biodegradable fibers, the pulp fibers and optionally the biodegradable binder fiber described herein.
- the biodegradable non-woven fabric does substantially not comprise any other fibers than biodegradable fibers, in particular no other fibers than the biodegradable fibers, the pulp fibers and optionally the biodegradable binder fiber described herein.
- other fibers than biodegradable fibers may still be present in relatively minor amounts of up to 10, up to 5, up to 3, up to 2, or up to 1 wt.-% based on the total weight of the non-woven fabric.
- the biodegradable non-woven fabric may have a grammage or basis weight of from 20 to 150 g/m 2 , such as from 30 to 125 g/m 2 , such as from 40 to 100 g/m 2 , such as from 50 to 80 g/m 2 .
- the non-woven fabric is non-dispersible in water, rather than dispersible.
- the term "dispersible” may in particular denote the property of a non-woven fabric to be capable of disintegrating or decomposing in water by applying a relatively low mechanical energy, such as a situation that typically occurs in a toilet upon flushing.
- a dispersible non-woven fabric when being flushed, may be no longer intact, for instance a certain amount of individual fibers or of fiber aggregates may be released from the fabric and/or the fabric may break to several pieces.
- non-dispersible may accordingly denote the property of the non-woven fabric to be capable of resisting to disintegration in water upon applying a relatively low mechanical energy, such as a situation that typically occurs in a toilet upon flushing.
- the non-woven fabric may be treated (impregnated) with a liquid or a lotion.
- the non-woven fabric may further comprise a liquid or a lotion.
- the non-woven fabric may in particular represent a wet wipe or wet tissue.
- the liquid or the lotion is not particularly limited, and any liquid or lotion customary in the field of wet wipes or wet tissues may be applied.
- the liquid or the lotion may comprise a solvent, such as water, an alcohol, or mixtures thereof, surfactants or detergents, skin care agents, emollients, humectants, perfumes, preservatives etc. depending on the intended use.
- the biodegradable non-woven fabric shows an increase of material resiliency characterized by a Circular Bend Stiffness Force determined in accordance with modified ASTM D 4032-94 as described further below of more than 25%, preferably more than 50% and most preferably more than 75%, compared to a non-woven fabric without any one of a biodegradable binder fiber, a biodegradable wet-strength agent and a biodegradable binder.
- the biodegradable non-woven fabric shows an increase of material resiliency characterized by a bending stiffness in machine direction (MD) and/or in cross direction (CD) determined in accordance with modified ISO 5628 (DIN 53 121) as described further below of more than 25%, preferably more than 50% and most preferably more than 75%, compared to a non-woven fabric without any one of a biodegradable binder fiber, a biodegradable wet-strength agent and a biodegradable binder.
- MD machine direction
- CD cross direction
- the present invention relates to a method for producing a biodegradable non-woven fabric as described herein.
- the method comprises the steps of:
- the method further comprises the following step:
- the fibrous web may be prepared for instance by a conventional wetlaid process using a wet-laid machine, such as an inclined wire or flat wire machine, or a dry-forming air-laid non-woven manufacturing process.
- a wet-lay process is described for instance in US 2004/0129632 A1 .
- a suitable dry-forming air-laid non-woven manufacturing process is described for instance in US 3,905,864 .
- the fibrous web may be formed for instance by a wet-laid process or an air-laid process.
- the fibrous web is formed by a wet-laid process. In another embodiment, the fibrous web is formed by an air-laid process. Also a combination of a carding process or an airlay process combined with an airlaid process is suitable for forming a layer of biodegradable fibers combined with a layer of pulp fibers. Instead of the airlaid process the pulp fibers can also be fed into the process as a tissue/paper layer getting combined with the fiber layer prior to entering the hydroentangling section where the tissue/pulp get disintegrated and blended with the biodegradable fibers.
- the fiber blend used for forming the fibrous web comprises biodegradable fibers and pulp fibers and may optionally further comprise a biodegradable binder fiber and/or a biodegradable wet-strength agent.
- step (b) at least a part of the biodegradable fibers are entangled with each other by subjecting the fibrous web to a water-jet treatment.
- at least a part of the biodegradable fibers may be entangled with each other such that at least a part of the pulp fibers may be enclosed (with)in the entangled biodegradable fibers (the entangled fibrous web of biodegradable fibers).
- water-jet treatment may in particular mean a process of mechanically entangling fibers by giving the fibrous web an impact with jets of water.
- Water-jet treatment may also be referred to as hydroentanglement or spunlacing.
- Water-jet treatment typically involves the ejection of fine, high pressure jets of water from a plurality of nozzles on a fibrous web provided on a conveyor belt or forming-wire. The water jets penetrate the web, hit the belt where they may be reflected and pass again the web causing the fibers to entangle.
- the fibrous web to the water-jet treatment, the fibers are entangled, in particular hydroentangled.
- a biodegradable binder is applied to the entangled fibrous web.
- the biodegradable binder may be applied in the form of a solution or dispersion to the entangled fibrous web.
- the biodegradable binder may be applied by spraying or other means of liquid application like a size-press, foulard or other. It may be favorable to remove excessive water prior to application of the binder especially in case of spray application by application of vacuum, pressure or other removing excessive water to avoid dilution of the binder.
- a softening agent like glycerol is added to the biodegradable binder providing an enhanced flexibility/drapeability (reduced stiffness) of the finished non-woven especially in the dry state.
- step (c) the drying of the entangled fibrous web may preferably be carried out such that the biodegradable binder fiber softens and/or partly melts, in particular is thermally activated, and/or that the biodegradable wet-strength agent and/or the biodegradable binder is cured, in particular undergoes a chemical reaction.
- the drying is preferably carried out at a (sufficiently high) temperature to thermally activate the biodegradable binder fiber and/or to cause a chemical reaction of the biodegradable wet-strength agent and/or the biodegradable binder, for instance at a temperature of more than 80 °C, such as more than 100 °C, such as more than 120 °C, such as more than 140°C, such as more than 180°C, depending on the specific biodegradable binder fiber, biodegradable wet-strength agent and/or biodegradable binder used.
- the present invention relates to a wipe or tissue comprising the biodegradable non-woven fabric as described herein.
- the non-woven fabric according to the present invention may be usable as a wipe or a tissue.
- the wipe or tissue may be a dry wipe or dry tissue. Dry wipes may be particularly suitable for use as kitchen tissue/towel, shop floor towel and paper towel, enabling the soakage of liquids.
- the wipe or tissue may be a wet wipe or wet tissue.
- the wet wipe may be treated with a liquid or a lotion, as described in further detail above.
- Wet wipes may be particularly suitable for personal care applications cleaning the skin of a human body, including the private parts thereof.
- wet wipes may be particularly suitable for personal care use such as facial wipes or baby wipes.
- the wipe is selected from the group consisting facial wipes, cosmetic wipes, baby wipes, sanitary wipes, kitchen towel, paper towel, handkerchiefs (facial tissue), cleaning tissue, cleansing tissue, floor mop and hard surface cleaning wipe.
- resiliency may in particular denote a property of a textile like structure, such as an elasticity or capability of at least partly reverting to an original shape after crumpling.
- the resiliency may be characterized for instance by a Circular Bend Stiffness Force determined in accordance with modified ASTM D 4032-94 and/or a bending stiffness in machine direction (MD) and/or in cross direction (CD) determined in accordance with modified ISO 5628 (DIN 53 121) as described in further detail below.
- a Circular Bend Stiffness Force determined in accordance with modified ASTM D 4032-94 and/or a bending stiffness in machine direction (MD) and/or in cross direction (CD) determined in accordance with modified ISO 5628 (DIN 53 121) as described in further detail below.
- a blend of 20 wt.-% of viscose fibers and 80 wt.-% of natural pulp fibers have been processed on an inclined wire machine with a basis weight of 60 g/m 2 and hydroentangled by application of water jets and dried as described in the patent EP 2 985 375 B1 .
- the substrate is used as "base substrate” to demonstrate the effect of different binder applications. Due to the lack of binder the substrate can get “reactivated” by application of the aqueous binder system simulating an in-line process.
- This layer of entangled fibers has been treated in 3 different ways:
- the measurement of the 2-point bending stiffness is used to characterize the resiliency of the material describing the capability of a material to resist to get crumpled up.
- Measurement of the 2-point bending stiffness according to modified ISO 5628 (DIN 53 121) The 2-point bending stiffness has been measured according to a modified ISO 5628 (DIN 53 121) test.
- Fig. 3 illustrates an exemplary set-up for the sample measurements. This can be done either by measuring the force needed to bend a test piece to a predetermined angle, or by measuring and determining the bending stiffness, which is an elastic property of the material.
- test piece 38 mm x 50 mm
- the clamp turns slowly to move the free end of the test piece in contact with the load cell.
- the test piece is bent to the selected angle of 30°.
- the instrument records the force throughout the measurement process.
- the clamp then returns to the start position and the test piece can be released.
- Bending stiffness Bending force ⁇ Bending length L 2 ⁇ 60 ⁇ ⁇ Bending angle ⁇ ⁇ Test piece width
- the measurement is repeated 6 times and the mean value of these measurements is used.
- Circular Bend Force The measurement of the Circular Bend Force is used to characterize the resiliency of the material describing the capability of a material to recover after getting crumpled up.
- Circular Bend Stiffness Force has been measured according to a modified ASTM D 4032-94 test.
- Fig. 4 illustrates an exemplary set-up for the Circular Bend Force measurements (not to scale).
- Circular Bend Stiffness Force is measured as the force required to push a sample (38 mm x 38 mm) with a moisture content of 200 wt.% positioned on top of an orifice into the orifice with a piston at a defined penetration distance (see Fig. 3 ).
- the piston is made of smoothly polished stainless steel with a length of 72 mm and a diameter of 6.3 mm having tip shaped as a round-nose with a radius of 3 mm and is used to push the sample into an orifice in a smoothly polished stainless-steel plate of the dimensions 102 mm x 102 mm x 6.4 mm with a diameter of 18.75 mm.
- the lap edge of the orifice is at a 45° angel to a depth of 4.8 mm.
- the force required to push the sample lying flat of the surface of the orifice with the piston positioned central on top of the orifice into the orifice is measured using a load cell positioned between the piston and a drive moving the piston into the orifice.
- a Zwick Z.2.5/TN1S has been used to move the piston and to measure the force.
- the Circular Bend Stiffness Force is defined as the max. force measured when pushing the sample with the piston at a speed of 500 mm/min into the orifice to a depth of 6.4 mm. The measurement is repeated 5 times and the mean value of these measurements is used.
- Figure 1 shows photographs of a reference sample subjected to a crumpling test wherein the photograph on the left-hand side illustrates a flat moistened sample prior to crumpling, the photograph in the middle illustrates the sample crumpled in a fist and the photograph on the right-hand side illustrates the sample after crumpling.
- Figure 2 shows photographs of a sample of a biodegradable non-woven fabric according to an embodiment of the invention subjected to a crumpling test wherein the photograph on the left-hand side illustrates a flat moistened sample prior to crumpling, the photograph in the middle illustrates the sample crumpled in a fist and the photograph on the right-hand side illustrates the sample after crumpling.
- the simple crumpling test demonstrates the substantially increased resiliency of the hydroentangled blend of biodegradable fibers and pulp fibers by adding a binder after hydroentanglement which bonds the pulp fibers together forming a layer with integrity within the structure of the entangled biodegradable fibers. This is clearly seen by an increase of the Circular Bend Stiffness Force measuring the resistance of the material against getting crumpled trying to move the sheet back into the original flat shape prior to crumpling. Comparing the tensile strength and elongation at break data of sample a) and the reference reveal that these properties alone are not suitable to characterize/predict the effect of increased resiliency.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Nonwoven Fabrics (AREA)
Description
- The present invention relates to a biodegradable non-woven fabric, a method for producing a biodegradable non-woven fabric and wipes or tissues comprising the biodegradable non-woven fabric. In particular, the biodegradable non-woven fabric may be a plastic-free, entirely compostable non-woven fabric or substrate suitable for disposable applications, such as wipes or tissues.
- Disposable wipes, such as wet toilet wipes or personal care wipes like baby wipes, facial wipes etc. are very popular for cleaning the skin of human bodies or facilities in the household because of their comfort for consumers and efficacy in cleaning. However, increasing concerns about plastic contamination of the environment create an increasing demand for plastic-free and fully compostable/biodegradable substrates for disposable wipes and similar products.
- Spunlacing (which may also be referred to as hydroentanglement) and needle punching are technologies conventionally used for producing non-woven fabric or substrates suitable as wipes. Spunlacing is a bonding process for wet or dry fibrous webs where fine, high pressure jets of water penetrate the fibrous web and cause an entanglement of fibers, thereby providing fabric integrity. Needle punching is a bonding process where fibers are mechanically intertwined by needles.
- Spunlace technology only using compostable fibers made of regenerated cellulose like Viscose/Rayon, Tencel or Cellulose Acetate or natural fibers like cotton provide a technical solution for plastic-free and compostable/biodegradable disposable wipes but is challenged by the significant increase of material cost by replacing PET fibers commonly used in disposable wipe substrates (e.g. baby wipes) by compostable fibers at an up to 50% increase of material cost. Due to the too high material cost, such products so far have only been used in a niche premium segment but could not replace standard volume products like baby wipes.
- An established approach to reduce material cost of such spunlaced substrates is to replace part of the viscose fibers by pulp providing the required hydrophilic properties of the wipe substrate. This approach for providing non-woven fabrics resides in the combined entanglement of a certain amount of relatively short and fine fibers and a certain amount of longer fibers.
- In general, wetlaid/airlaid technology blending fibers and pulp combined with spunlace technology for bonding without the application of binders as it is commonly used for the production of dispersible wipes (moist toilet tissue) as disclosed in
EP 2 985 375 A1 - (i) The material strength is low compared to standard spunlace materials even if the fiber content is increased compared to the recipe used for dispersible wipes. As the pulp fibers are too short and too stiff to be entangled by the hydroentangling process, they are only entrapped in the structure of the hydroentangled viscose/tencel fibers but do not meaningfully contribute to the mechanical strength of the web. Therefore such materials require a significantly increased basis weight compared to standard spunlace to achieve similar mechanical strength.
- (ii) As the pulp fibers are only entrapped within the structure of hydroentangled viscose/Tencel fibers and do not have bonding points themselves, they can move and clump together after exposure to liquid/water and mechanical stress and crumpling of the web destroying the textile structure. Compared to spunlace and airlaid materials where the majority of fibers are connected by bonding points creating a 3-dimensional structure preserving a textile like structure even after exposure to liquid/water and mechanical stress/crumpling. This behavior is considered as "paper like" or "similar to standard toilette tissue" and perceived by consumers as poor performance of the wipe. In addition to this perceived lack of comfort, the functionality of the wipe negatively impacted by the clumping/shifting of the pulp fiber as the movement of the pulp fibers within the structure changes the local composition of the web in an uncontrolled manner. The creation of pulp poor areas results in thin spots limiting the barrier and containment capacity the wipe should provide while areas with an increased pulp content create increased thickness or even clumps destroying the desired even surface and textile touch of the wipe.
- (iii) Linting of pulp fibers results from the lack of integration of pulp fibers by bonding points to the matrix of the non-woven material resulting in fibers falling off the wipe during converting and use when the web is exposed to mechanical stress (bending, stretching, crunshing...). The loss of pulp fibers when using a wipe for cleaning purposes is limiting the field of potential applications and is considered by users as a product deficiency.
- Thus, the hitherto known technologies face challenges on cost and technical performance.
-
EP 0 602 881 A1 discloses a wet wipe with good wet strength properties, comprising a nonwoven which is obtained by hydroentangling a mixture of wood pulp and rayon fibers, then applying a wet-strength agent. - The present invention aims at overcoming the above described problems and drawbacks. Thus, it may be an object of the present invention to provide a biodegradable, compostable non-woven fabric suitable for disposable applications, such as wipes, with tailored or adjustable properties, in particular in terms of (wet) strength and resiliency, and at low cost.
- The present inventor has made diligent studies and has found that the mechanical properties (such as strength and/or resiliency) of a non-woven fabric made by mechanically entangling a blend of pulp fibers and biodegradable fibers may be improved by (i) adding a biodegradable binder potentially including softening agents like glycerol after formation of an entangled textile structure from biodegradable fibers and pulp fibers, by (ii) adding a preferably compostable wet-strength agent prior to the head box before formation of a textile structure from biodegradable fibers and pulp fibers, and/or by (iii) blending biodegradable binder fibers (in particular biodegradable thermobonding fibers) to a fiber blend comprising biodegradable fibers and pulp fibers, these objects can be solved. Without wishing to be bound by any theory, the present inventor assumes that by any of the above measures (i) to (iii), bonding points (in particular covalent bondings) at the pulp fibers may be created bonding them together and fixing them to an integrated structure within the structure of the spunlaced fibers. As a result, a pulp-web-structure may be formed which is integrated into (or embedded in) the structure of entangled biodegradable fibers such that a structure is created where the pulp fibers may not substantially move within the entangled fiber structure even after exposure to a liquid, such as water, and crumpling the web or applying mechanical strength to the web. As a result, an extraction and clumping of pulp fibers may be avoided maintaining the functionality of the non-woven material. In addition, by tailoring the ratio of biodegradable fibers and pulp fibers as well as the content of wet-strength agent, binder and/or binder fiber, it may be possible to properly adjust the material properties in a wide range and to avoid pulp fibers moving and clumping after exposing the substrate to liquid/water and tailoring the desired web-strength and resiliency. This may allow the design of wipe substrates with similar properties like spunlace materials also in the wet state and replacing a high content of compostable fibers by much lower cost pulp fibers.
- Accordingly, the present invention relates to a biodegradable non-woven fabric comprising biodegradable fibers and pulp fibers, wherein at least a part of the biodegradable fibers is entangled with each other (at least partly entrapping pulp fibers), and wherein at least a part of the pulp fibers is covalently bonded (fixed, adhered) to each other (together) by a biodegradable binder.
- The present invention further relates to a method for producing a biodegradable non-woven fabric, comprising the steps of (a) forming a fibrous web from a fiber blend comprising biodegradable fibers and pulp fibers or forming a layer of biodegradable fibers on a tissue carrier, (b) entangling at least a part of the biodegradable fibers with each other (thereby enclosing at least a part of the pulp fiber) by subjecting the fibrous web (or layer of tissue/fibers) to a water-jet treatment, and (c) drying the entangled fibrous web (at a temperature sufficient to cure applied binders), wherein the method further comprises the following step:
- (i) applying a biodegradable binder to the entangled fibrous web prior to the drying step (c), and optionally one or both of the following steps:
- (ii) adding a biodegradable wet-strength agent to the fiber blend, and (iii) blending a biodegradable binder fiber to the fiber blend.
- Moreover, the present invention relates to a wipe or tissue comprising the biodegradable non-woven fabric as described herein.
- Other objects and many of the attendant advantages of embodiments of the present invention will be readily appreciated and become better understood by reference to the following detailed description of embodiments and the accompanying drawings.
-
-
Figure 1 shows photographs of a reference sample subjected to a crumpling test wherein the photograph on the left-hand side illustrates a flat moistened sample prior to crumpling, the photograph in the middle illustrates the sample crumpled in a fist and the photograph on the right-hand side illustrates the sample after crumpling. -
Figure 2 shows photographs of a sample of a biodegradable non-woven fabric according to an embodiment of the invention subjected to a crumpling test wherein the photograph on the left-hand side illustrates a flat moistened sample prior to crumpling, the photograph in the middle illustrates the sample crumpled in a fist and the photograph on the right-hand side illustrates the sample after crumpling. -
Figure 3 illustrates an exemplary set-up for the 2-point bending stiffness measurements. -
Figure 4 illustrates an exemplary set-up for the Circular Bend Force measurements. The set-up is not drawn to scale. - Hereinafter, details of the present invention and other features and advantages thereof will be described. However, the present invention is not limited to the following specific descriptions, but they are rather for illustrative purposes only.
- It should be noted that features described in connection with one exemplary embodiment or exemplary aspect may be combined with any other exemplary embodiment or exemplary aspect, in particular features described with any exemplary embodiment of a biodegradable non-woven fabric may be combined with any other exemplary embodiment of a biodegradable non-woven fabric, with any exemplary embodiment of a method for producing a biodegradable nonwoven fabric , with any exemplary embodiment a wipe or tissue and with any exemplary embodiment of a use and vice versa, unless specifically stated otherwise.
- Where an indefinite or definite article is used when referring to a singular term, such as "a", "an" or "the", a plural of that term is also included and vice versa, unless specifically stated otherwise, whereas the word "one" or the number "1", as used herein, typically means "just one" or "exactly one".
- The expression "comprising", as used herein, includes not only the meaning of "comprising", "including" or "containing", but may also encompass "consisting essentially of" and "consisting of".
- Unless specifically stated otherwise, the expression "at least a part of", as used herein, may mean at least 5 % thereof, in particular at least 10 % thereof, in particular at least 15 % thereof, in particular at least 20 % thereof, in particular at least 25 % thereof, in particular at least 30 % thereof, in particular at least 35 % thereof, in particular at least 40 % thereof, in particular at least 45 % thereof, in particular at least 50 % thereof, in particular at least 55 % thereof, in particular at least 60 % thereof, in particular at least 65 % thereof, in particular at least 70 % thereof, in particular at least 75 % thereof, in particular at least 80 % thereof, in particular at least 85 % thereof, in particular at least 90 % thereof, in particular at least 95 % thereof, in particular at least 98 % thereof, and may also mean 100 % thereof.
- In a first aspect, the present invention relates to a biodegradable non-woven fabric.
- The term "non-woven fabric", as used herein, may in particular mean a web of individual fibers which are at least partially intertwined, but not in a regular manner as in a knitted or woven fabric.
- The term "biodegradable" (which may also be referred to as "compostable"), as used herein, means that the material concerned, such as the biodegradable non-woven fabric, the biodegradable fibers, the biodegradable binder fiber (if present), the biodegradable wet-strength agent (if present) and the biodegradable binder and the like, complies at least with the requirements for industrial compostability, for instance in accordance with EN 13432, and preferably also with the requirements for home compostability and is most preferred also marine biodegradable. The term "marine biodegradable", as used herein, may in particular mean that the material biodegrades by more than 90% by weight within 12 month storage in sea water at min. 15 °C and exposure to daylight.
- The biodegradable non-woven fabric comprises biodegradable fibers and pulp fibers.
- In an embodiment, the biodegradable fibers comprise cellulosic fibers. The term "cellulosic fibers", as used herein, may in particular denote fibers based on cellulose, in particular modified or regenerated cellulose fibers, such as fibers prepared from cellulose, or cellulose derivates, such as ethyl cellulose, cellulose acetate and the like. The term "regenerated cellulose fibers", as used herein, may in particular denote manmade cellulose fibers obtained by a solvent spinning process.
- In an embodiment, the regenerated cellulose fibers may be selected from the group consisting of viscose (rayon) or lyocell (tencel).
- Viscose is a type of solvent spun fiber produced according to the viscose process typically involving an intermediate dissolution of cellulose as cellulose xanthate and subsequent spinning to fibers.
- Lyocell is a type of solvent spun fiber produced according to the aminoxide process typically involving the dissolution of cellulose in N-methylmorpholine N-oxide and subsequent spinning to fibers.
- In an embodiment, the biodegradable fibers may have an average fiber length of from 1 mm to 100 mm, for instance an average fiber length of from 3 mm to 80 mm, for instance an average fiber length of from 5 to 70 mm, for instance an average fiber length of from 10 to 65 mm, for instance an average fiber length of from 15 to 60 mm, for instance an average fiber length of from 18 to 50 mm, such as an average fiber length of from 20 to 40 mm.
- In an embodiment, the biodegradable fibers may have an average fiber length of from 1 mm to 12 mm, in particular of from 3 mm to 10 mm. This may be advantageous, in particular when the non-woven fabric is prepared by an airlaid process.
- In an embodiment, the biodegradable fibers may have an average fiber length of from 1 mm to 12 mm, in particular of from 3 mm to 8 mm. This may be advantageous, in particular when the non-woven fabric is prepared by a wetlaid process.
- In an embodiment, the biodegradable fibers may have an average fiber length of from 10 mm to 100 mm, in particular of from 10 mm to 80 mm. This may be advantageous, in particular when the non-woven fabric is prepared by an airlay process.
- In an embodiment, the biodegradable fibers may have an average fiber length of from 15 mm to 60 mm. This may be advantageous, in particular when the nonwoven fabric is prepared by a carding process.
- In an embodiment, the biodegradable fibers may have a fiber coarseness of from 0.5 to 10 dtex, in particular from 0.5 to 4.0 dtex or from 1.0 to 10 dtex, such as from 1.0 to 2.5 dtex.
- In an embodiment, the biodegradable fibers may be comprised in an amount of from 10 to 80 wt.-%, such as in an amount of from 15 to 70 wt.-%, such as in an amount of from 20 to 60 wt.-%, such as in an amount of from 25 to 50 wt.-%, such as in an amount of from 30 to 40 wt.-%, based on the total weight of the non-woven fabric.
- In an embodiment, the pulp fibers may be natural pulp fibers, in particular pulp fibers of natural origin, such as softwood pulp fibers or hardwood pulp fibers. Pulp may in particular denote a (lignocellulosic) fibrous material prepared by chemically or mechanically separating cellulose fibers from wood or the like, such as by a kraft process (sulfate process).
- In an embodiment, the pulp fibers may have an average fiber length of from 1.0 mm to 4.0 mm, for instance from 1.5 mm to 3.5 mm, such as from 2.0 mm to 3.2 mm.
- In an embodiment, the pulp fibers may have a fiber coarseness of from 0.3 to 3.5 dtex, such as from 0.6 to 2.5 dtex.
- In an embodiment, the pulp fibers may be comprised in an amount of from 20 to 90 wt.-%, such as in an amount of from 30 to 85 wt.-%, such as in an amount of from 40 to 80 wt.-%, such as in an amount of from 50 to 75 wt.-%, such as in an amount of from 60 to 70 wt.-%, based on the total weight of the non-woven fabric.
- In the biodegradable non-woven fabric, at least a part of the biodegradable fibers is entangled with each other. In particular, at least a part of the biodegradable fibers may be entangled with each other such that at least a part of the pulp fibers is entrapped (with)in the entangled biodegradable fibers.
- The term "entangled", as used herein, may in particular mean that the biodegradable fibers are at least partly intertwined with each other, thereby imparting strength, such as tear strength or tensile strength, to the non-woven fabric. Entangling of the biodegradable fibers might in particular be achieved by a treatment of a fibrous web with water jets, as will be explained in further detail below, which may also be referred to as "hydroentanglement" or "spunlacing" and the entangled fibers may thus also be referred to as "hydroentangled fibers" or "spunlaced fibers". Alternatively, entangling of the biodegradable fibers might be achieved by needle punching where the biodegradable fibers are mechanically intertwined by means of needles. Alternatively to blending the biodegradable fibers and the pulp forming a layer by means of airlaid or carding or airlay plus airlaid to be fed into the spunlacing unit, the layer of biodegradable fibers may also be formed on top of a layer of tissue using carding or airlay or airlaid technology and then be fed into the spunlacing unit which is disintegrating the tissue forming a web of at least partially entangled biodegradable fibers enclosing at least part of the pulp fibers.
- In the biodegradable non-woven fabric, at least a part of the pulp fibers is covalently bonded (fixed, adhered) to each other (thereby forming an integrated pulp layer within the biodegradable spunlaced fiber structure) by a biodegradable binder.
- As a result of this at least partial covalent bonding of pulp fibers together, a pulp-web-structure may be formed which is integrated into (or embedded in) the structure of entangled biodegradable fibers such that a structure is created where the pulp fibers may not substantially move within the entangled fiber structure even after exposure to a liquid, such as water. Moreover, a clumping of pulp fibers may be substantially avoided. Therefore, the bonding of the pulp fibers is preferably initiated by application of heat after entangling the biodegradable fibers by means of hydroentangling or needle punching.
- In addition to the bonding of the pulp fibers together, at least one of the group consisting of a biodegradable binder, a biodegradable wet-strength agent and a biodegradable binder fiber may optionally, but not necessarily, also bond the biodegradable fibers, in particular the entangled biodegradable fibers, together and may optionally, but not necessarily, also bond pulp fibers to the biodegradable fibers, in particular to the entangled biodegradable fibers. However, without wishing to be bound by any theory, it is believed that the (large) majority of the at least one of the group consisting of a biodegradable binder, a biodegradable wet-strength agent and a biodegradable binder fiber bonds the pulp fibers together (rather than bonding to the biodegradable fibers) thereby forming a pulp-web-structure which may also (but does need to) bond to the structure of entangled biodegradable fibers. In addition, the increase in bulkiness due to the formation of a pulp-web-structure and the resulting integration or embedding thereof within the structure of entangled biodegradable fibers is believed sufficient (even without bonding to the biodegradable fibers) for substantially limiting a free movement of the pulp within the entangled fiber structure even after exposure to a liquid, such as water, and for substantially avoiding extraction and/or clumping. Furthermore, the formation of a layer of inter-bonded pulp fibers within the structure of entangled biodegradable fibers may increase the resiliency of the material.
- In an embodiment, at least a part of the pulp fibers is bonded to each other by a biodegradable binder fiber. The term "binder fiber", as used herein, may in particular denote a fiber that is able to bind (e.g. by thermobonding, by forming covalent bonds, by ionic interactions or the like) to each other or to other fibers. Preferably, the biodegradable binder fiber is a biodegradable thermobonding (or thermally activatable) fiber. The biodegradable binder fiber may in particular be a biodegradable thermoplastic fiber. The term "thermoplastic fibers", as used herein, may in particular denote fibers that soften and/or partly melt when exposed to heat and are capable to bind with each other or to other nonthermoplastic fibers, such as cellulose fibers, upon cooling and resolidifying.
- In an embodiment, the biodegradable binder fiber comprises a multicomponent fiber, in particular a bicomponent fiber, such as bicomponent fibers of the sheath-core type. Bicomponent fibers are composed of two sorts of polymers having different physical and/or chemical characteristics, in particular different melting characteristics. A bicomponent fiber of the sheath-core type typically has a core of a higher melting point component and a sheath of a lower melting point component.
- For example, the biodegradable binder fiber may comprise polylactic acid (PLA), polybutylene succinate (PBS), polybutyratadipate terephthalate (polybutylene adipate terephthalate, PBAT), and other biodegradable thermoplastic polymers. Combinations of two or more thereof may also be applied.
- In an embodiment, the biodegradable binder fiber may be comprised in an amount of from 0.1 to 30 wt.-%, such as in an amount of 0.2 to 20 wt.-%, such as in an amount of from 0.2 to 10 wt.-%, such as in an amount of from 0.2 to 7.5 wt.-%, such as in an amount of from 0.35 to 5 wt.-%, such as in an amount of from 0.5 to 4 wt.-%, based on the total weight of the non-woven fabric.
- In an embodiment, at least a part of the pulp fibers is bonded to each other by a biodegradable wet-strength agent. The term "wet-strength agent", as used herein, may in particular denote an agent that improves the tensile strength of the non-woven web in the wet state, for instance by forming covalent bonds. In particular, it may be preferred that the wet-strength agent is biodegradable. However, it may also be possible to use a non-biodegradable wet-strength agent (for instance in small amounts not negatively impacting the biodegradability/compostability) which may significantly increase the wet tensile strength of the non-woven fabric.
- For example, the biodegradable wet-strength agent may be selected from the group consisting of chitosan, modified starch, cellulose derivatives and others. Combinations of two or more thereof may also be applied. The term "cellulosic derivatives", as used herein, may in particular denote chemically modified (for instance methylated, ethylated, hydroxypropylated, acetylated and/or carboxylated) cellulose compounds, and may in particular include cellulose ethers and cellulose esters, such as methylcellulose, ethylcellulose, hydroxyethyl cellulose, hydroxypropyl cellulose, carboxymethyl cellulose or cellulose acetate. In an embodiment, the biodegradable wet-strength agent may be comprised in an amount of from 0.1 to 3 wt.-%, such as in an amount of from 0.2 to 2 wt.-%, such as in an amount of from 0.35 to 1.5 wt.-%, such as in an amount of from 0.5 to 1 wt.-%, based on the total weight of the non-woven fabric.
- In an embodiment, the biodegradable non-woven fabric may comprise a further wet-strength agent, in particular a non-biodegradable wet-strength agent. An example of the further wet-strength agent may include an epichlorhydrine resin, such as a polyamine-polyamide-epichlorohydrin resin
- At least a part of the pulp fibers is bonded to each other by a biodegradable binder. The term "binder", as used herein, may in particular denote a chemical compound that is able to bind (e.g. by forming covalent bonds, by ionic interactions or the like) to two or more fibers, thereby interconnecting the fibers, resulting in an increased tensile strength of the web or fabric.
- For example, the biodegradable binder may be selected from the group consisting of chitosan, modified starch, cellulose derivatives, in particular blends of carboxymethylcellulose and citric acid, protein based binders, such as casein, and others. Combinations of two or more thereof may also be applied. Further suitable biodegradable binders are disclosed in
WO 2014/117964 A1 , the disclosure of which is incorporated herein by reference. - In an embodiment, the biodegradable binder may be comprised in an in amount of from 0.05 to 5 wt.-%, such as in an amount of from 0.1 to 4 wt.-%, such as in an amount of from 0.25 to 3 wt.-%, such as in an amount of from 0.5 to 2 wt.-%, based on the total weight of the non-woven fabric.
- In an embodiment, the biodegradable binder further comprises an additive, such as glycerol, (configured for) acting as softening agent improving the flexibility and drapability of the (dried treated) non-woven fabric. In other words, glycerol or similar softening additives may be added to the biodegradable binder or wet-strength agent in order to improve the flexibility and drapability of the dried treated non-woven fabric.
- A wet-strength agent within the meaning of the present application and a binder within the meaning of the present application may in particular be distinguished by the time of its application. A wet-strength agent is typically added to a fiber blend prior to formation of a fibrous web or textile structure. For instance, a wet-strength agent may be applied into or prior to a head box of a paper-making machine. A binder is typically applied after formation of a fibrous web or textile structure, and may even be applied after entanglement of the fibrous web. For instance, a binder may be applied or added to an entangled fibrous web, but preferable prior to drying the entangled web. It is also feasible to apply the binder after drying the hydroentangled web but this would be less efficient due to the necessity of drying the web twice. A binder fiber may be added to the blend of the other fibers prior to formation of a fibrous web or textile structure.
- In an embodiment, at least a part of the pulp fibers may be bonded to each other by a biodegradable wet-strength agent and/or by a biodegradable binder, and optionally further by a biodegradable binder fiber. In particular, at least a part of the pulp fibers may be bonded to each other only by a biodegradable wet-strength agent; at least a part of the pulp fibers may be bonded to each other only by a biodegradable binder; at least a part of the pulp fibers may be bonded to each other by a biodegradable wet-strength agent and by a biodegradable binder; at least a part of the pulp fibers may be bonded to each other by a biodegradable wet-strength agent and by a biodegradable binder fiber; at least a part of the pulp fibers may be bonded to each other by a biodegradable binder and by a biodegradable binder fiber; and/or at least a part of the pulp fibers may be bonded to each other by a biodegradable binder, by a biodegradable wet-strength agent and by a biodegradable binder fiber.
- In an embodiment, substantially all fibers comprised in the biodegradable nonwoven fabric may be biodegradable fibers, in particular substantially all fibers comprised in the biodegradable non-woven fabric may be the biodegradable fibers, the pulp fibers and optionally the biodegradable binder fiber described herein. In other words, it may be possible that the biodegradable non-woven fabric does substantially not comprise any other fibers than biodegradable fibers, in particular no other fibers than the biodegradable fibers, the pulp fibers and optionally the biodegradable binder fiber described herein. With regard to embodiments comprising "substantially no other fibers than biodegradable fibers", other fibers than biodegradable fibers, if any, may still be present in relatively minor amounts of up to 10, up to 5, up to 3, up to 2, or up to 1 wt.-% based on the total weight of the non-woven fabric.
- In an embodiment, the biodegradable non-woven fabric may have a grammage or basis weight of from 20 to 150 g/m2, such as from 30 to 125 g/m2, such as from 40 to 100 g/m2, such as from 50 to 80 g/m2.
- The non-woven fabric is non-dispersible in water, rather than dispersible. The term "dispersible" may in particular denote the property of a non-woven fabric to be capable of disintegrating or decomposing in water by applying a relatively low mechanical energy, such as a situation that typically occurs in a toilet upon flushing. In particular, when being flushed, a dispersible non-woven fabric may be no longer intact, for instance a certain amount of individual fibers or of fiber aggregates may be released from the fabric and/or the fabric may break to several pieces. The term "non-dispersible", as used herein, may accordingly denote the property of the non-woven fabric to be capable of resisting to disintegration in water upon applying a relatively low mechanical energy, such as a situation that typically occurs in a toilet upon flushing.
- In an embodiment, the non-woven fabric may be treated (impregnated) with a liquid or a lotion. In other words, the non-woven fabric may further comprise a liquid or a lotion. In such situation, the non-woven fabric may in particular represent a wet wipe or wet tissue. The liquid or the lotion is not particularly limited, and any liquid or lotion customary in the field of wet wipes or wet tissues may be applied. Typically, the liquid or the lotion may comprise a solvent, such as water, an alcohol, or mixtures thereof, surfactants or detergents, skin care agents, emollients, humectants, perfumes, preservatives etc. depending on the intended use.
- In an embodiment, the biodegradable non-woven fabric shows an increase of material resiliency characterized by a Circular Bend Stiffness Force determined in accordance with modified ASTM D 4032-94 as described further below of more than 25%, preferably more than 50% and most preferably more than 75%, compared to a non-woven fabric without any one of a biodegradable binder fiber, a biodegradable wet-strength agent and a biodegradable binder.
- In an embodiment, the biodegradable non-woven fabric shows an increase of material resiliency characterized by a bending stiffness in machine direction (MD) and/or in cross direction (CD) determined in accordance with modified ISO 5628 (DIN 53 121) as described further below of more than 25%, preferably more than 50% and most preferably more than 75%, compared to a non-woven fabric without any one of a biodegradable binder fiber, a biodegradable wet-strength agent and a biodegradable binder.
- In a second aspect, the present invention relates to a method for producing a biodegradable non-woven fabric as described herein.
- The method comprises the steps of:
- (a) forming a fibrous web from a fiber blend comprising biodegradable fibers and pulp fibers or alternatively forming a layer of biodegradable fibers combined with a tissue/paper layer;
- (b) entangling at least a part of the biodegradable fibers with each other by subjecting the fibrous web or the fibrous web combined with a tissue layer to a water-jet treatment; and
- (c) drying the entangled fibrous web.
- The method further comprises the following step:
- (i) applying a biodegradable binder to the entangled fibrous web prior to drying the entangled fibrous web, and optionally one or both of the following steps:
- (ii) adding a biodegradable wet-strength agent to the fiber blend, and
- (iii) blending a biodegradable binder fiber to the fiber blend.
- In step (a), the fibrous web may be prepared for instance by a conventional wetlaid process using a wet-laid machine, such as an inclined wire or flat wire machine, or a dry-forming air-laid non-woven manufacturing process. A conventional wet-lay process is described for instance in
US 2004/0129632 A1 . A suitable dry-forming air-laid non-woven manufacturing process is described for instance inUS 3,905,864 . Thus, the fibrous web may be formed for instance by a wet-laid process or an air-laid process. - In an embodiment, the fibrous web is formed by a wet-laid process. In another embodiment, the fibrous web is formed by an air-laid process. Also a combination of a carding process or an airlay process combined with an airlaid process is suitable for forming a layer of biodegradable fibers combined with a layer of pulp fibers. Instead of the airlaid process the pulp fibers can also be fed into the process as a tissue/paper layer getting combined with the fiber layer prior to entering the hydroentangling section where the tissue/pulp get disintegrated and blended with the biodegradable fibers.
- The fiber blend used for forming the fibrous web comprises biodegradable fibers and pulp fibers and may optionally further comprise a biodegradable binder fiber and/or a biodegradable wet-strength agent.
- In step (b), at least a part of the biodegradable fibers are entangled with each other by subjecting the fibrous web to a water-jet treatment. In particular, at least a part of the biodegradable fibers may be entangled with each other such that at least a part of the pulp fibers may be enclosed (with)in the entangled biodegradable fibers (the entangled fibrous web of biodegradable fibers).
- The term "water-jet treatment", as used herein, may in particular mean a process of mechanically entangling fibers by giving the fibrous web an impact with jets of water. Water-jet treatment may also be referred to as hydroentanglement or spunlacing. Water-jet treatment typically involves the ejection of fine, high pressure jets of water from a plurality of nozzles on a fibrous web provided on a conveyor belt or forming-wire. The water jets penetrate the web, hit the belt where they may be reflected and pass again the web causing the fibers to entangle. Thus, by subjecting the fibrous web to the water-jet treatment, the fibers are entangled, in particular hydroentangled.
- A biodegradable binder is applied to the entangled fibrous web. The biodegradable binder may be applied in the form of a solution or dispersion to the entangled fibrous web. For instance, the biodegradable binder may be applied by spraying or other means of liquid application like a size-press, foulard or other. It may be favorable to remove excessive water prior to application of the binder especially in case of spray application by application of vacuum, pressure or other removing excessive water to avoid dilution of the binder.
- In an embodiment, a softening agent like glycerol is added to the biodegradable binder providing an enhanced flexibility/drapeability (reduced stiffness) of the finished non-woven especially in the dry state.
- In step (c), the drying of the entangled fibrous web may preferably be carried out such that the biodegradable binder fiber softens and/or partly melts, in particular is thermally activated, and/or that the biodegradable wet-strength agent and/or the biodegradable binder is cured, in particular undergoes a chemical reaction. In particular, the drying is preferably carried out at a (sufficiently high) temperature to thermally activate the biodegradable binder fiber and/or to cause a chemical reaction of the biodegradable wet-strength agent and/or the biodegradable binder, for instance at a temperature of more than 80 °C, such as more than 100 °C, such as more than 120 °C, such as more than 140°C, such as more than 180°C, depending on the specific biodegradable binder fiber, biodegradable wet-strength agent and/or biodegradable binder used.
- In a third aspect, the present invention relates to a wipe or tissue comprising the biodegradable non-woven fabric as described herein. In particular, the non-woven fabric according to the present invention may be usable as a wipe or a tissue.
- In an embodiment, the wipe or tissue may be a dry wipe or dry tissue. Dry wipes may be particularly suitable for use as kitchen tissue/towel, shop floor towel and paper towel, enabling the soakage of liquids.
- In an embodiment, the wipe or tissue may be a wet wipe or wet tissue. For instance, the wet wipe may be treated with a liquid or a lotion, as described in further detail above. Wet wipes may be particularly suitable for personal care applications cleaning the skin of a human body, including the private parts thereof. Thus, wet wipes may be particularly suitable for personal care use such as facial wipes or baby wipes.
- In an embodiment, the wipe is selected from the group consisting facial wipes, cosmetic wipes, baby wipes, sanitary wipes, kitchen towel, paper towel, handkerchiefs (facial tissue), cleaning tissue, cleansing tissue, floor mop and hard surface cleaning wipe.
- The present inventors have found that by using a biodegradable binder, a biodegradable wet-strength agent and/or a biodegradable binder fiber in a biodegradable non-woven fabric, the resulting non-woven fabric as well as a wipe or tissue comprising the same may be imparted with resiliency. The term "resiliency", as used herein, may in particular denote a property of a textile like structure, such as an elasticity or capability of at least partly reverting to an original shape after crumpling. The resiliency may be characterized for instance by a Circular Bend Stiffness Force determined in accordance with modified ASTM D 4032-94 and/or a bending stiffness in machine direction (MD) and/or in cross direction (CD) determined in accordance with modified ISO 5628 (DIN 53 121) as described in further detail below.
- The present invention is further described by the following examples, which are solely for the purpose of illustrating specific embodiments, and are not construed as limiting the scope of the invention in any way.
- A blend of 20 wt.-% of viscose fibers and 80 wt.-% of natural pulp fibers have been processed on an inclined wire machine with a basis weight of 60 g/m2 and hydroentangled by application of water jets and dried as described in the
patent EP 2 985 375 B1 . - As this wetlaid material does not contain any binder, the substrate is used as "base substrate" to demonstrate the effect of different binder applications. Due to the lack of binder the substrate can get "reactivated" by application of the aqueous binder system simulating an in-line process.
- This layer of entangled fibers has been treated in 3 different ways:
- a) An aqueous solution of carboxymethyl cellulose (0.4 wt.%), citric acid (0.1 wt.%) and sodium dihydrogenphosphate (0.06 wt.%) is sprayed at room temperature (25°C) on the surface of the base substrate described above so that the solution is evenly distributed on the surface of base substrate and gets sucked into the material by capillary force. The sample is dried in a lab oven at 120°C without direct contact to a hot surface (air drying). The amount of aqueous solution of carboxymethyl cellulose and citric acid is chosen to achieve the following material composition after drying of the material to constant weight at 120°C
- 19.6 wt.% viscose fibers
- 78.2 wt.% pulp fibers
- 1.5 wt.% carboxymethyl cellulose
- 0.5 wt.% citric acid
- 0.25 wt.% sodium dihydrogenphosphate
- b) An aqueous solution of carboxymethyl cellulose (0.4 wt.%), citric acid (0.1 wt.%), sodium dihydrogenphosphate (0.06 wt.%) and glycerol (1 wt.%) is sprayed at room temperature (25°C) on the surface of the base substrate described above so that the solution is evenly distributed on the surface of the base substrate and gets sucked into the base substrate by capillary force. The sample is dried in a lab oven at 120°C without direct contact to a hot surface (air drying). The amount of aqueous solution of carboxymethyl cellulose and citric acid and glycerol is chosen to achieve the following material composition after drying of the material to constant weight at 120°C
- 18.8 wt.% viscose fibers
- 75 wt.% pulp fibers
- 1.5 wt.% carboxymethyl cellulose
- 0.5 wt.% citric acid
- 0.25 wt.% sodium dihydrogenphosphate
- 4 wt.% glycerol
- c) An aqueous solution of carboxymethyl cellulose (0.4 wt.%) citric acid (0.1 wt.%), sodium dihydrogenphosphate (0.06 wt.%) and epichlorohydrin based wet-strength agent (Kymmene GHP 20, 0.05 wt.%) is sprayed at room temperature (25°C) on the surface of the base substrate described above so that the solution is evenly distributed on the surface of the base substrate and gets sucked into the base substrate by capillary force. The sample is dried in a lab oven at 120°C without direct contact to a hot surface (air drying). The amount of aqueous solution of carboxymethyl cellulose and citric acid and wet-strength agent is chosen to achieve the following material composition after drying of the material to constant weight at 120°C
- 19.5 wt.% viscose fibers
- 78 wt.% pulp fibers
- 1.5 wt.% carboxymethyl cellulose
- 0.5 wt.% citric acid
- 0.25 wt.% sodium dihydrogenphosphate
- 0.25 wt.% epichlorohydrin based wet-strength agent
- In order to determine the impact of the treatment of the hydroentangled blend of viscose and pulp fibers on the mechanical properties, especially the flexibility and resilience of the base substrate and the treated samples a) , b) and c), the following material properties got measured which are summarized in table 1 below:
- 1) Tensile strength ASTM D5035 measured at 200% moisture content
- 2) Elongation at break (ASTM D5035) measured at 200% moisture content
- 3) Circular Bend Stiffness Force modified ASTM D 4032-94 at 200% moisture content (see below)
- 4) Bursting pressure (ASTM D774) measured at 200% moisture content
- 5) 2-point bending stiffness modified ISO 5628 (DIN 53 121) at 200% moisture content
- The measurement of the 2-point bending stiffness is used to characterize the resiliency of the material describing the capability of a material to resist to get crumpled up.
- Measurement of the 2-point bending stiffness according to modified ISO 5628 (DIN 53 121):
The 2-point bending stiffness has been measured according to a modified ISO 5628 (DIN 53 121) test.Fig. 3 illustrates an exemplary set-up for the sample measurements. This can be done either by measuring the force needed to bend a test piece to a predetermined angle, or by measuring and determining the bending stiffness, which is an elastic property of the material. - A test piece (38 mm x 50 mm) with a defined moisture content is placed in the clamp. Upon starting the measurement, the clamp turns slowly to move the free end of the test piece in contact with the load cell. The test piece is bent to the selected angle of 30°. The instrument records the force throughout the measurement process. The clamp then returns to the start position and the test piece can be released.
- A Lorentzen-Wettre bending tester 016-94281 has been used to perform the determination of the bending force and the bending stiffness, using the following parameter set-up: Bending angle α=30°; Bending length L=1mm; Bending velocity: 5°/s;
-
Test piece width 38 mm. - The bending stiffness Sb 30-1 has been computed using the corresponding formula:

- The measurement is repeated 6 times and the mean value of these measurements is used.
- The measurement of the Circular Bend Force is used to characterize the resiliency of the material describing the capability of a material to recover after getting crumpled up.
- Measurement of the Circular Bend Stiffness Force according to modified ASTM D 4032-94:
The Circular Bend Stiffness Force has been measured according to a modified ASTM D 4032-94 test.Fig. 4 illustrates an exemplary set-up for the Circular Bend Force measurements (not to scale). - The Circular Bend Stiffness Force is measured as the force required to push a sample (38 mm x 38 mm) with a moisture content of 200 wt.% positioned on top of an orifice into the orifice with a piston at a defined penetration distance (see
Fig. 3 ). - The piston is made of smoothly polished stainless steel with a length of 72 mm and a diameter of 6.3 mm having tip shaped as a round-nose with a radius of 3 mm and is used to push the sample into an orifice in a smoothly polished stainless-steel plate of the
dimensions 102 mm x 102 mm x 6.4 mm with a diameter of 18.75 mm. The lap edge of the orifice is at a 45° angel to a depth of 4.8 mm. - The force required to push the sample lying flat of the surface of the orifice with the piston positioned central on top of the orifice into the orifice is measured using a load cell positioned between the piston and a drive moving the piston into the orifice. A Zwick Z.2.5/TN1S has been used to move the piston and to measure the force.
- The Circular Bend Stiffness Force is defined as the max. force measured when pushing the sample with the piston at a speed of 500 mm/min into the orifice to a depth of 6.4 mm. The measurement is repeated 5 times and the mean value of these measurements is used.
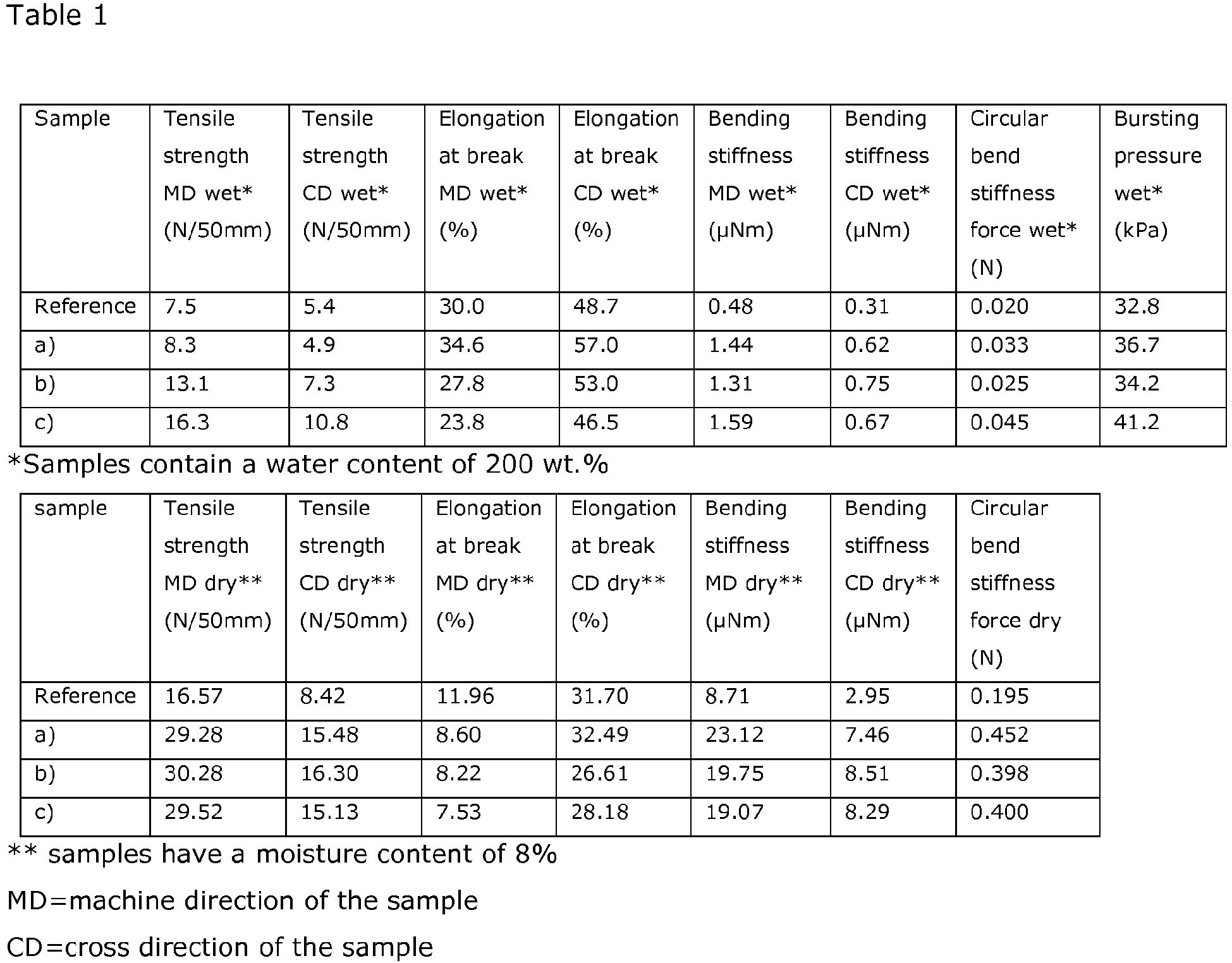
- The data in table 1 show an increasing value of resilience of the web against mechanical deformation measured both by the bending stiffness and the circular bend stiffness force. The positive effect of adding a wet-strength agent (sample c)) is also evident as reflected by the increased values at similar binder content.
- Comparing both the bending stiffness and the Circular Bend Stiffness Force (dry) of the reference material and sample a) reveal the significant increase of material stiffness of the dry material after application of the binder and the softening effect of addition of glycerol reducing the material stiffness which is of importance for the application as dry wipe. For applications as wet-wipe the added solution/lotion is functioning as a wetting agent, so that the addition of glycerol may not be required.
- There are no standardized measurements available describing quantifying the capability of a web to resist crumpling. However, the effect can be easily demonstrated by soaking the samples to a water content of 400 wt.-% and crumpling a sample of 20 cm x 20 cm in the fist.
-
Figure 1 shows photographs of a reference sample subjected to a crumpling test wherein the photograph on the left-hand side illustrates a flat moistened sample prior to crumpling, the photograph in the middle illustrates the sample crumpled in a fist and the photograph on the right-hand side illustrates the sample after crumpling. -
Figure 2 shows photographs of a sample of a biodegradable non-woven fabric according to an embodiment of the invention subjected to a crumpling test wherein the photograph on the left-hand side illustrates a flat moistened sample prior to crumpling, the photograph in the middle illustrates the sample crumpled in a fist and the photograph on the right-hand side illustrates the sample after crumpling. - While the reference sample remains as a clump of material similar to a tissue without wet-strength agent as shown in
Fig. 1 , the other samples have the capability to unfold as shown inFig. 2 which is more distinct the stronger the bonding of the pulp fibers is which correlates with an increasing burst pressure and circular bending force. - The simple crumpling test demonstrates the substantially increased resiliency of the hydroentangled blend of biodegradable fibers and pulp fibers by adding a binder after hydroentanglement which bonds the pulp fibers together forming a layer with integrity within the structure of the entangled biodegradable fibers. This is clearly seen by an increase of the Circular Bend Stiffness Force measuring the resistance of the material against getting crumpled trying to move the sheet back into the original flat shape prior to crumpling. Comparing the tensile strength and elongation at break data of sample a) and the reference reveal that these properties alone are not suitable to characterize/predict the effect of increased resiliency.
- While the present invention has been described in detail by way of specific embodiments and examples, the invention is not limited thereto and various alterations and modifications are possible, without departing from the scope of the invention.
Claims (15)
- A biodegradable non-woven fabric comprising biodegradable fibers and pulp fibers,wherein at least a part of the biodegradable fibers is entangled with each other,characterized in thatat least a part of the pulp fibers is covalently bonded to each other by a biodegradable binder,wherein the biodegradable non-woven fabric is non-dispersible in water.
- The biodegradable non-woven fabric according to claim 1, wherein all fibers comprised in the biodegradable non-woven fabric are the biodegradable fibers, the pulp fibers and optionally a biodegradable binder fiber.
- The biodegradable non-woven fabric according to claim 1 or 2, wherein the biodegradable fibers comprise cellulosic fibers, in particular regenerated cellulose fibers.
- The biodegradable non-woven fabric according to claim 3, wherein the regenerated cellulose fibers are selected from the group consisting of viscose or lyocell.
- The biodegradable non-woven fabric according to any one of the preceding claims, wherein the pulp fibers are comprised in an amount of from 20 to 90 wt.-% based on the total weight of the non-woven fabric, and/or wherein the biodegradable fibers are comprised in an amount of from 10 to 80 wt.-% based on the total weight of the non-woven fabric.
- The biodegradable non-woven fabric according to any one of the preceding claims, wherein at least a part of the pulp fibers is further bonded to each other by a biodegradable binder fiber, in particular wherein the biodegradable binder fiber comprises a bicomponent fiber.
- The biodegradable non-woven fabric according to any one of the preceding claims, wherein at least a part of the pulp fibers is further bonded to each other by a biodegradable wet-strength agent, in particular wherein the biodegradable wet-strength agent is selected from the group consisting of chitosan, modified starch, cellulose ethers and cellulose esters.
- The biodegradable non-woven fabric according to any one of the preceding claims, wherein the biodegradable binder is selected from the group consisting of chitosan, modified starch, cellulose esters, cellulose ethers, in particular blends of carboxymethylcellulose and citric acid, and protein based binders, such as casein.
- The biodegradable non-woven fabric according to claim 8, wherein the biodegradable binder further comprises an additive, such as glycerol, acting as softening agent and/or improving the flexibility and drapability of the non-woven fabric.
- The biodegradable non-woven fabric according to any one of the preceding claims, showing an increase of material resiliency characterized by a Circular Bend Stiffness Force determined in accordance with modified ASTM D 4032-94 as described in the specification of more than 25%, preferably more than 50% and most preferably more than 75%, compared to a non-woven fabric without any one of a biodegradable binder fiber, a biodegradable wet-strength agent and a biodegradable binder.
- A method for producing the biodegradable non-woven fabric according to any one of claims 1 to 10, comprising the steps of:(a) forming a fibrous web from a fiber blend comprising biodegradable fibers and pulp fibers or forming a layer of biodegradable fibers with a layer of tissue;(b) entangling at least a part of the biodegradable fibers with each other by subjecting the fibrous web or the fibrous web combined with a tissue layer to a water-jet treatment; and(c) drying the entangled fibrous web,wherein the method further comprises applying a biodegradable binder to the entangled fibrous web prior to drying the entangled fibrous web.
- The method according to claim 11, wherein in step (a) the fibrous web is formed by a wet-laid process or an air-laid process or the fibrous web combined with a tissue layer is formed by a dry laying process such as carding or air-laid.
- The method according to claim 11 or 12, wherein the method further comprises at least one of the following steps:- adding a biodegradable wet-strength agent to the fiber blend,- blending a biodegradable binder fiber to the fiber blend.
- A wipe or tissue comprising the biodegradable non-woven fabric according to any one of claims 1 to 10.
- The wipe or tissue according to claim 14,wherein the wipe or tissue is a dry wipe or a wet wipe and/orwherein the wipe or tissue is selected from the group consisting of facial wipes, cosmetic wipes, baby wipes, sanitary wipes, kitchen tissue, paper towel, handkerchiefs, cleaning tissue, cleansing tissue, floor mop and hard surface cleaning wipe.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18200989 | 2018-10-17 | ||
| PCT/EP2019/078089 WO2020079083A1 (en) | 2018-10-17 | 2019-10-16 | Pulp-containing biodegradable non-woven fabric and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3867435A1 EP3867435A1 (en) | 2021-08-25 |
| EP3867435B1 true EP3867435B1 (en) | 2023-05-03 |
Family
ID=63878544
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19787262.5A Active EP3867435B1 (en) | 2018-10-17 | 2019-10-16 | Pulp-containing biodegradable non-woven fabric and method for producing the same |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20210340700A1 (en) |
| EP (1) | EP3867435B1 (en) |
| CN (1) | CN113227480B (en) |
| CA (1) | CA3116792A1 (en) |
| ES (1) | ES2949666T3 (en) |
| PL (1) | PL3867435T3 (en) |
| RU (1) | RU2769362C1 (en) |
| WO (1) | WO2020079083A1 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL3867435T3 (en) | 2018-10-17 | 2023-08-28 | Glatfelter Gernsbach Gmbh | Pulp-containing biodegradable non-woven fabric and method for producing the same |
| EP3854923A1 (en) * | 2020-01-22 | 2021-07-28 | Glatfelter Gernsbach GmbH | Biodegradable non-woven fabric and method for producing the same |
| EP3910102A1 (en) * | 2020-05-12 | 2021-11-17 | Glatfelter Gernsbach GmbH | Non-woven fabric containing a disinfecting agent and method for producing the same |
| WO2021246924A1 (en) * | 2020-06-04 | 2021-12-09 | Essity Hygiene And Health Aktiebolag | A method for consolidating a fibrous material with a bio-based binder, a consolidated fibrous material and an aqueous binder solution |
| GB2599642A (en) | 2020-10-02 | 2022-04-13 | Teknoweb Mat S P A | Spunlace composite web comprising staple fibers, short absorbent fibers and binder |
| US11485849B2 (en) | 2021-03-04 | 2022-11-01 | Balena Ltd. | Composite biodegradable polymeric based material, a product and a method of making same |
| CN113756015A (en) * | 2021-08-11 | 2021-12-07 | 杭州萧山凤凰纺织有限公司 | High-water-absorption environment-friendly non-woven fabric |
| CN114000374A (en) * | 2021-10-14 | 2022-02-01 | 余姚大发化纤有限公司 | Biodegradable non-woven fabric sheet prepared by recycling waste textiles, preparation method and application |
| CN115089041A (en) * | 2022-04-13 | 2022-09-23 | 中国制浆造纸研究院有限公司 | Wet toilet tissue base material and preparation method thereof |
Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03241050A (en) | 1990-02-16 | 1991-10-28 | Agency Of Ind Science & Technol | Decomposable nonwoven fabric sheet and production thereof |
| US5308663A (en) | 1989-06-20 | 1994-05-03 | Kanai Juyo Kogyo Company Limited | Biodegradable nonwoven fabric and its molding vessel |
| EP0602881A1 (en) | 1992-12-15 | 1994-06-22 | The Dexter Corporation | Wet wipe |
| WO1996012849A1 (en) | 1994-10-24 | 1996-05-02 | SCA Mölnlycke AB | Nonwoven material containing a mixture of pulp fibres and long hydrophilic plant fibres and a method of producing the nonwoven material |
| JPH093757A (en) | 1995-06-14 | 1997-01-07 | New Oji Paper Co Ltd | Water absorbing nonwoven fabric |
| US5656367A (en) | 1994-04-29 | 1997-08-12 | National Starch And Chemical Investment Holding Corporation | Poly(hydroxybutyrate/hydroxyvalerate) copolymers for fiber bonding |
| EP1088938A1 (en) | 1999-09-30 | 2001-04-04 | Uni-Charm Corporation | Water-decomposable fibrous sheet containing water-insoluble carboxymethyl cellulose |
| US20010023160A1 (en) | 1998-01-16 | 2001-09-20 | Uni-Charm Corporation | Method of manufacturing a water disintegratable non-woven fabric and the water disintegratable non-woven fabric |
| US20030203195A1 (en) | 2002-04-25 | 2003-10-30 | Weyerhaeuser Company | Tissue and towel products containing crosslinked cellulosic fibers |
| JP2007190531A (en) | 2006-01-23 | 2007-08-02 | Kanai Juyo Kogyo Co Ltd | Filter medium for air filter and filter unit |
| EP2108676A1 (en) * | 2008-04-03 | 2009-10-14 | Organoclick AB | Crosslinked heterogeneous polysacharides |
| WO2014117964A1 (en) | 2013-01-31 | 2014-08-07 | Glatfelter Gernsbach Gmbh & Co. Kg | Crosslinking/functionalization system for a paper or non-woven web |
| GB2513124A (en) | 2013-04-15 | 2014-10-22 | Welland Medical Ltd | Flushable wipe |
| EP2985375A1 (en) * | 2014-08-12 | 2016-02-17 | Glatfelter Gernsbach GmbH | Dispersible non-woven fabric and method for producing the same |
| WO2017086851A1 (en) | 2015-11-20 | 2017-05-26 | Sca Hygiene Products Ab | An absorbent material |
| WO2018007092A1 (en) | 2016-07-06 | 2018-01-11 | Ellepot A/S | Use of an air permeable composite sheet material for propagation plugs for organic production |
| WO2018038670A1 (en) | 2016-08-24 | 2018-03-01 | Organoclick Ab | Bio-based polyelectrolyte complex compositions with increased hydrophobicity comprising fatty compounds |
| WO2018038671A1 (en) | 2016-08-24 | 2018-03-01 | Organoclick Ab | Bio-based pec compositions as binders for fiber based materials, textiles, woven and nonwoven materials |
| WO2019152638A1 (en) | 2018-01-31 | 2019-08-08 | Georgia-Pacific Nonwovens LLC | Modified cellulose-based natural binder for nonwoven fabrics |
| WO2020079083A1 (en) | 2018-10-17 | 2020-04-23 | Glatfelter Gernsbach Gmbh | Pulp-containing biodegradable non-woven fabric and method for producing the same |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1435703A (en) | 1972-09-09 | 1976-05-12 | Kroyer St Annes Ltd Karl | Multi-ply paper and paperboard |
| US4002171A (en) * | 1975-03-17 | 1977-01-11 | Personal Products Company | Water-dispersible ionic polyurethane binder for nonwoven fabrics |
| US5264269A (en) * | 1989-09-21 | 1993-11-23 | Kao Corporation | Water-disintegratable cleaning article in laminated sheet form |
| US5500281A (en) * | 1994-02-23 | 1996-03-19 | International Paper Company | Absorbent, flushable, bio-degradable, medically-safe nonwoven fabric with PVA binding fibers, and process for making the same |
| CA2200049A1 (en) * | 1994-09-16 | 1996-03-21 | Sca Hygiene Paper Gmbh | Tissue paper treating agent, process for producing tissue paper by using said treating agent and its use |
| US6436234B1 (en) * | 1994-09-21 | 2002-08-20 | Kimberly-Clark Worldwide, Inc. | Wet-resilient webs and disposable articles made therewith |
| US5916678A (en) * | 1995-06-30 | 1999-06-29 | Kimberly-Clark Worldwide, Inc. | Water-degradable multicomponent fibers and nonwovens |
| US5905046A (en) * | 1995-10-13 | 1999-05-18 | Uni-Charm Corporation | Biodegradable and hydrolyzable sheet |
| US6471824B1 (en) * | 1998-12-29 | 2002-10-29 | Weyerhaeuser Company | Carboxylated cellulosic fibers |
| CA2392835C (en) * | 2000-01-17 | 2008-05-27 | Gerold Fleissner | Method and device for production of composite non-woven fibre fabrics by means of hydrodynamic needling |
| US6670521B2 (en) * | 2000-04-20 | 2003-12-30 | The Procter & Gamble Company | Dispersible absorbent products and methods of manufacture and use |
| US7732357B2 (en) * | 2000-09-15 | 2010-06-08 | Ahlstrom Nonwovens Llc | Disposable nonwoven wiping fabric and method of production |
| DE10231403B3 (en) | 2002-07-11 | 2004-02-05 | Papierfabrik Schoeller & Hoesch Gmbh & Co. Kg | Heat sealable filter material |
| EP2450487B1 (en) * | 2010-11-05 | 2016-01-27 | Arjowiggins Healthcare | Biodegradable sterilization wrap |
| US8907155B2 (en) * | 2010-11-19 | 2014-12-09 | Kimberly-Clark Worldwide, Inc. | Biodegradable and flushable multi-layered film |
| US20140189970A1 (en) * | 2011-07-26 | 2014-07-10 | Sca Hygiene Products Ab | Flushable moist wipe or hygiene tissue and a method for making it |
| GB2498443B (en) * | 2012-01-04 | 2016-06-15 | Procter & Gamble | Active containing fibrous structures with multiple regions having differing characteristics |
| CN103361880A (en) * | 2012-04-11 | 2013-10-23 | 上海杰事杰新材料(集团)股份有限公司 | Completely degradable high shock resistance composite, and preparation method and application thereof |
| ITMI20121341A1 (en) * | 2012-07-31 | 2014-02-01 | Suominen Corp | MATERIAL NOT WOVEN IN THE WATER |
| US20170027392A1 (en) * | 2014-04-08 | 2017-02-02 | Sca Hygiene Products Ab | Flushable hydroentangled moist wipe or hygiene tissue |
| WO2016200299A1 (en) * | 2015-06-10 | 2016-12-15 | Sca Hygiene Products Ab | Disintegrable hydroentangled moist wipe or hygiene tissue and method for producing it |
| CN105463703B (en) * | 2015-12-25 | 2018-02-16 | 常熟市飞龙无纺机械有限公司 | Degradable composite fibre water needled non-woven cloth and preparation method thereof can be broken up |
-
2019
- 2019-10-16 PL PL19787262.5T patent/PL3867435T3/en unknown
- 2019-10-16 ES ES19787262T patent/ES2949666T3/en active Active
- 2019-10-16 CA CA3116792A patent/CA3116792A1/en active Pending
- 2019-10-16 US US17/286,374 patent/US20210340700A1/en active Pending
- 2019-10-16 EP EP19787262.5A patent/EP3867435B1/en active Active
- 2019-10-16 WO PCT/EP2019/078089 patent/WO2020079083A1/en active Search and Examination
- 2019-10-16 RU RU2021113308A patent/RU2769362C1/en active
- 2019-10-16 CN CN201980080916.3A patent/CN113227480B/en active Active
Patent Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5308663A (en) | 1989-06-20 | 1994-05-03 | Kanai Juyo Kogyo Company Limited | Biodegradable nonwoven fabric and its molding vessel |
| JPH03241050A (en) | 1990-02-16 | 1991-10-28 | Agency Of Ind Science & Technol | Decomposable nonwoven fabric sheet and production thereof |
| EP0602881A1 (en) | 1992-12-15 | 1994-06-22 | The Dexter Corporation | Wet wipe |
| US5656367A (en) | 1994-04-29 | 1997-08-12 | National Starch And Chemical Investment Holding Corporation | Poly(hydroxybutyrate/hydroxyvalerate) copolymers for fiber bonding |
| WO1996012849A1 (en) | 1994-10-24 | 1996-05-02 | SCA Mölnlycke AB | Nonwoven material containing a mixture of pulp fibres and long hydrophilic plant fibres and a method of producing the nonwoven material |
| JPH093757A (en) | 1995-06-14 | 1997-01-07 | New Oji Paper Co Ltd | Water absorbing nonwoven fabric |
| US20010023160A1 (en) | 1998-01-16 | 2001-09-20 | Uni-Charm Corporation | Method of manufacturing a water disintegratable non-woven fabric and the water disintegratable non-woven fabric |
| EP1088938A1 (en) | 1999-09-30 | 2001-04-04 | Uni-Charm Corporation | Water-decomposable fibrous sheet containing water-insoluble carboxymethyl cellulose |
| US20030203195A1 (en) | 2002-04-25 | 2003-10-30 | Weyerhaeuser Company | Tissue and towel products containing crosslinked cellulosic fibers |
| JP2007190531A (en) | 2006-01-23 | 2007-08-02 | Kanai Juyo Kogyo Co Ltd | Filter medium for air filter and filter unit |
| EP2108676A1 (en) * | 2008-04-03 | 2009-10-14 | Organoclick AB | Crosslinked heterogeneous polysacharides |
| WO2014117964A1 (en) | 2013-01-31 | 2014-08-07 | Glatfelter Gernsbach Gmbh & Co. Kg | Crosslinking/functionalization system for a paper or non-woven web |
| GB2513124A (en) | 2013-04-15 | 2014-10-22 | Welland Medical Ltd | Flushable wipe |
| EP2985375A1 (en) * | 2014-08-12 | 2016-02-17 | Glatfelter Gernsbach GmbH | Dispersible non-woven fabric and method for producing the same |
| WO2017086851A1 (en) | 2015-11-20 | 2017-05-26 | Sca Hygiene Products Ab | An absorbent material |
| WO2018007092A1 (en) | 2016-07-06 | 2018-01-11 | Ellepot A/S | Use of an air permeable composite sheet material for propagation plugs for organic production |
| WO2018038670A1 (en) | 2016-08-24 | 2018-03-01 | Organoclick Ab | Bio-based polyelectrolyte complex compositions with increased hydrophobicity comprising fatty compounds |
| WO2018038671A1 (en) | 2016-08-24 | 2018-03-01 | Organoclick Ab | Bio-based pec compositions as binders for fiber based materials, textiles, woven and nonwoven materials |
| WO2019152638A1 (en) | 2018-01-31 | 2019-08-08 | Georgia-Pacific Nonwovens LLC | Modified cellulose-based natural binder for nonwoven fabrics |
| WO2020079083A1 (en) | 2018-10-17 | 2020-04-23 | Glatfelter Gernsbach Gmbh | Pulp-containing biodegradable non-woven fabric and method for producing the same |
Non-Patent Citations (3)
| Title |
|---|
| "Encyclopedia of polymer science and technology", 1 January 1987, JOHN WILEY & SONS, INC., ISBN: 978-0-471-80942-5, article ARTHUR DRELICH: "NONAQUEOUS DISPERSIONS", pages: 204 - 226, XP093161381 |
| "Paper Products Physics and Technology", 16 October 2009, WALTER DE GRUYTER, ISBN: 978-3-11-021345-4, article BO ANDREASSON: "7. On the Mechanisms Behind the Action of Wet Strength and Wet Strength Agents", pages: 185 - 208, XP093161375, DOI: 10.1515/9783110213461.185 |
| LAURA ANDZE: "EFFECT OF MOLECULAR CHITOSAN ON RECOVERED PAPER PROPERTIES DESCRIBED BY A MATHEMATIC MODEL", CELLULOSE CHEMISTRY AND TECHNOLOGY, vol. 52, no. 9-10, 1 January 2018 (2018-01-01), pages 873 - 881, XP093161386 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210340700A1 (en) | 2021-11-04 |
| PL3867435T3 (en) | 2023-08-28 |
| CA3116792A1 (en) | 2020-04-23 |
| WO2020079083A1 (en) | 2020-04-23 |
| RU2769362C1 (en) | 2022-03-30 |
| CN113227480A (en) | 2021-08-06 |
| EP3867435A1 (en) | 2021-08-25 |
| ES2949666T3 (en) | 2023-10-02 |
| CN113227480B (en) | 2023-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3867435B1 (en) | Pulp-containing biodegradable non-woven fabric and method for producing the same | |
| CA2955566C (en) | Dispersible non-woven fabric and method for producing the same | |
| JP5599544B2 (en) | Cosmetic and / or dermatological personal care and / or cleansing absorbent product comprising at least one absorbent sheet | |
| EP2968033B1 (en) | Multistrata nonwoven material | |
| EP2627229B1 (en) | Flushable moist wipe or hygiene tissue | |
| RU2534534C2 (en) | Laminated nonwoven fabric with high cellulose content | |
| US20140189970A1 (en) | Flushable moist wipe or hygiene tissue and a method for making it | |
| WO2011046478A1 (en) | Flushable moist wipe or hygiene tissue | |
| AU2014356113B2 (en) | Multi-purpose tough stain removal articles | |
| AU2014390092A1 (en) | Method for producing a flushable hydroentangled moist wipe or hygiene tissue | |
| US20110020618A1 (en) | Nowoven webs with visible compressed sites | |
| EP2313545A1 (en) | Nonwoven webs with visible compressed sites | |
| US20230060026A1 (en) | Biodegradable non-woven fabric and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210510 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 40060096 Country of ref document: HK |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20220701 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D21H 27/00 20060101ALI20221116BHEP Ipc: D21H 13/08 20060101ALI20221116BHEP Ipc: D04H 5/04 20060101ALI20221116BHEP Ipc: D04H 5/03 20120101ALI20221116BHEP Ipc: D04H 1/587 20120101ALI20221116BHEP Ipc: D04H 1/492 20120101ALI20221116BHEP Ipc: D04H 1/49 20120101ALI20221116BHEP Ipc: D04H 1/488 20120101ALI20221116BHEP Ipc: D04H 1/4258 20120101ALI20221116BHEP Ipc: D04H 1/425 20120101AFI20221116BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20221221 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1564667 Country of ref document: AT Kind code of ref document: T Effective date: 20230515 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602019028460 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230517 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230503 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2949666 Country of ref document: ES Kind code of ref document: T3 Effective date: 20231002 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1564667 Country of ref document: AT Kind code of ref document: T Effective date: 20230503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230904 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230803 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230903 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231009 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231102 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231010 Year of fee payment: 5 Ref country code: FR Payment date: 20231027 Year of fee payment: 5 Ref country code: DE Payment date: 20231026 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 602019028460 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20231009 Year of fee payment: 5 |
|
| 26 | Opposition filed |
Opponent name: KEMIRA OYJ Effective date: 20240202 Opponent name: SUOMINEN OYJ Effective date: 20240202 Opponent name: AHLSTROM OYJ Effective date: 20240201 |
|
| R26 | Opposition filed (corrected) |
Opponent name: KEMIRA OYJ Effective date: 20240202 Opponent name: SUOMINEN OYJ Effective date: 20240202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230503 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20231031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231016 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602019028460 Country of ref document: DE Representative=s name: LAVOIX MUNICH ZWEIGNIEDERLASSUNG DER CABINET L, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231031 |