EP3810839B1 - Braided footwear with integrated laces and methods for their manufacture - Google Patents
Braided footwear with integrated laces and methods for their manufacture Download PDFInfo
- Publication number
- EP3810839B1 EP3810839B1 EP19733335.4A EP19733335A EP3810839B1 EP 3810839 B1 EP3810839 B1 EP 3810839B1 EP 19733335 A EP19733335 A EP 19733335A EP 3810839 B1 EP3810839 B1 EP 3810839B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- braided
- lace
- yarn
- main body
- footwear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 21
- 238000004519 manufacturing process Methods 0.000 title description 3
- 238000009954 braiding Methods 0.000 claims description 62
- 230000010354 integration Effects 0.000 claims description 25
- 239000000463 material Substances 0.000 claims description 16
- 210000000452 mid-foot Anatomy 0.000 claims description 12
- 229920000728 polyester Polymers 0.000 claims description 5
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 2
- 239000004917 carbon fiber Substances 0.000 claims description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 2
- 239000004760 aramid Substances 0.000 claims 1
- 229920003235 aromatic polyamide Polymers 0.000 claims 1
- 239000004973 liquid crystal related substance Substances 0.000 claims 1
- 229920001169 thermoplastic Polymers 0.000 claims 1
- 239000004416 thermosoftening plastic Substances 0.000 claims 1
- 210000002683 foot Anatomy 0.000 description 11
- 239000002184 metal Substances 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 150000002739 metals Chemical class 0.000 description 5
- 239000004753 textile Substances 0.000 description 5
- 239000004677 Nylon Substances 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 229920001778 nylon Polymers 0.000 description 3
- 239000012815 thermoplastic material Substances 0.000 description 3
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000009940 knitting Methods 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 238000009941 weaving Methods 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 229920002334 Spandex Polymers 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- -1 for example Substances 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images









Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B1/00—Footwear characterised by the material
- A43B1/02—Footwear characterised by the material made of fibres or fabrics made therefrom
- A43B1/04—Footwear characterised by the material made of fibres or fabrics made therefrom braided, knotted, knitted or crocheted
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C1/00—Braid or lace, e.g. pillow-lace; Processes for the manufacture thereof
- D04C1/06—Braid or lace serving particular purposes
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0205—Uppers; Boot legs characterised by the material
- A43B23/0235—Different layers of different material
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/04—Heat-responsive characteristics
- D10B2401/041—Heat-responsive characteristics thermoplastic; thermosetting
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
- D10B2501/043—Footwear
Definitions
- Braiding offers many advantages over knitting or weaving such as, for example, the reduction of frictional forces applied to the yarns used in the creation of the braided structure, the ability to use high dtex (denier) yarns (e.g., between 888.9 dtex to 22222.2 dtex (800D to 20000D), between 1111.1 dtex to 11111.1 dtex (1000D to 10000D), between 1111.1 dtex to 5555.6 dtex (1000D to 5000D), and the like), the ability to combine different types of yarns with non-yarn materials such as, for example, rubber strands, ropes, metals, and the like.
- Braiding is a process of interlacing or interweaving three or more yarns diagonally to a product axis in order to obtain a thicker, wider or stronger product or in order to cover (overbraid) some profile.
- Interlacing diagonally means that the yarns make an angle with the product axis, which can be between 1° and 89° but is usually in the range of 30° - 80°. This angle is called the braiding angle.
- Braids can be linear products (ropes), hollow tubular shells or solid articles (one, two or three-dimensional textiles) with constant or variable cross-section, and of closed or open appearance.
- the yarns, filaments, or other materials used for braiding may be formed of different materials having different properties.
- the properties that a particular yarn or other will impart to an area of a braided component partially depend upon the materials that form the yarn.
- Cotton for example, provides a softer product, natural aesthetics, and biodegradability.
- Elastane and stretch polyester each provide substantial stretchability and fast recovery, with stretch polyester also providing recyclability.
- Rayon provides high luster and moisture absorption.
- Wool provides high moisture absorption in addition to having insulating properties and biodegradability.
- Nylon is a durable and abrasion-resistant material with relatively high strength.
- Polyester is a hydrophobic material that also provides relatively high durability.
- a yarn may be a monofilament or a multifilament.
- the yarn may also include separate filaments that are each formed of different materials.
- the yarn may include filaments that are each formed of two or more different materials, such as a bicomponent yarn with filaments having a sheath-core configuration or two halves formed of different materials.
- braided articles can be formed as tubular braids on a braiding machine.
- Different types of braiding machines such as a radial, axial or lace are available.
- a lace braiding machine can be found in Ichikawa, EP 1 486 601, granted May 9, 2007 entitled “Torchon Lace Machine” and EP No. 2 657 384, published Oct. 30, 2013 entitled “Torchon Lace Machine,”.
- the upper portion of an exemplary braiding machine 10 is shown in FIG. 1 .
- Braiding machine 10 includes a plurality of spools 12. In some configurations, the spools 12 carry the yarn 14 selected for braiding.
- the yarns 14 from individual spools are selectively interlaced or intertwined with one another by the braiding machine 10. This interlacing or intertwining of strands forms a braided article 16, as further described below.
- Each of the spools 12 is supported and constrained by a track 18 about the circumference of the braiding machine 10.
- Each spool 12 has a tensioner 20 (shown schematically in FIG. 1 ) that operates, along with a roller 22, to maintain a desired tension in the yarns 14 and the braided article 16.
- the braiding point is defined as the point or area where yarns 14 consolidate to form braided article 16.
- the distance between yarns 14 from different spools 12 diminishes. As the distance between yarns 14 is reduced, the yarns 14 intermesh (i.e. interlace) or braid with one another in a tighter fashion and are pulled linearly by roller 22.
- each spool 12 is carried and supported by a carriage 26.
- Each spool 12 is movable about the circumference of the track 18 by rotor metals 28.
- each of the rotor metals 28 can be moved clockwise or counterclockwise.
- each rotor metal is not intermeshed with the adjacent rotor metal. Instead, each rotor metal 28 may be selectively independently movable. As can be seen by comparing FIG. 3 to FIG.
- the braiding machine 10 is programmable such that the individual rotor metals 28 rotate the carriages 26, and thus the spools 12 to move them about the circumference of the track 18.
- the yarns 14 carried on the spools 12 interlace to create a desired braid pattern.
- the movement of spools 12 may be pre-programmed to form particular shapes, designs, and to specify thread densities of a braided component or portions of a braided component.
- Such an exemplary braiding machine may form intricate braid configurations including both jacquard and non-jacquard braid configurations or geometries. Such configurations and geometries offer design possibilities beyond those offered by other textiles, such as knitting or weaving.
- the size of braiding machine 10 may be varied. It should be understood that the braiding machine 10 shown and described is for illustrative purposes only. In some aspects, braiding machine 10 may be able to accept, for example, 144 carriages, although other sizes of braiding machines, carrying different numbers of carriages and spools is possible and is within the scope of this disclosure. By varying the number of carriages and spools within a braiding machine, the density of the braided articles as well as the size of the braided component may be altered.
- the braided upper has a medial side, a lateral side opposite the medial side, where each of the lateral and medial sides has an underfoot edge proximate the sole.
- the medial and lateral sides have a toe portion, a heel portion, a throat portion, and a midfoot portion.
- the braided upper further includes at least one braided lace formed from a second yarn different from the first yarn, the second yarn being a high-performance yarn, the braided lace integrated with the braided upper, at a lace integration portion of the braided upper.
- the braided upper includes at least two braided laces integrated with the braided upper at each edge of the throat of the upper.
- a braided article of footwear comprising a sole and a braided upper.
- the braided article of footwear may also include at least one braided lace that is integrated with the braided upper at a lace integration portion.
- the throat portion is defined by at least a first edge and an opposite second edge spaced from the first edge.
- the braided upper comprises a first plurality of arcuate braided eyelets formed along the first edge of the throat portion and a second plurality of arcuate braided eyelets formed along the second edge of the throat portion.
- Each of the first plurality of arcuate braided eyelets and the second plurality of arcuate braided eyelets are contiguously braided with the upper.
- a method for forming a braided article of footwear.
- the method includes braiding a unitary braided upper with a first yarn, the braided upper having at least a main body and independently braiding at least one braided lace with a second yarn different from the first yarn, the second yarn being a high performance yarn, and braiding the at least one braided lace while braiding the unitary upper, the method further comprising forming the main body of the unitary braided upper having a toe portion , a heel portion, a medial midfoot portion and a lateral midfoot portion between the toe portion and the heel portion, a throat portion between the medial midfoot portion and the lateral midfoot portion, and an underfoot portion, affixing a sole to the underfoot portion of the braided upper.
- the method includes integrating the at least one braided lace into the unitary braided upper.
- the braided upper 100 has a medial side 102 and a lateral side 104.
- the medial side 102 and the lateral side 104 may further be defined as having a toe portion 106, a heel portion 108 and a mid-foot portion 110.
- the braided upper 100 includes a defined throat portion 112 having a medial edge 114 and a lateral edge 116 that project from a throat base 117.
- the braided upper 100 further has a collar portion 118.
- the medial side 102, lateral side 104, toe portion 106, heel portion 108, mid-foot portion 110, throat portion 112 and collar portion 118 may be collectively referred to as the main body 120 of braided upper 100.
- the braid pattern of main body 120 is shown schematically in FIG. 5 , for simplicity. Any of a number of braid patterns are suitable for the main body 120.
- the braided upper 100 also includes a first braided lace 122 and a second braided lace 124.
- First braided lace 122 and second braided lace 124 are braided independently, and contiguously, to the main body 120 of braided upper 100. If the braided upper 100 is braided in the direction from the toe portion 106 toward the heel portion 108, first braided lace 122 and second braided lace 124 are braided on the same braiding machine (such as braiding machine 10) and at the same time as main body 120.
- first braided lace 122 and second braided lace 124 are braided into the main body 120 at the base 117 of the throat portion 112 at a lace integration portion 130.
- the main body 120 may also, in some aspects, include integrally braided eyelets 132 (shown schematically in FIG. 5 and FIG. 6 ) along the medial edge 114 and lateral edge 116 of the throat portion 112.
- first braided lace 122 and second braided lace 124 may be laced through the eyelets 132 in any of a number of lacing patterns, as further discussed below with reference to FIG. 8 .
- main body 120 is braided with a base yarn, and the first and second braided laces 122, 124 are braided with a high performance yarn.
- the main body 120 may also have high performance yarns and base yarns braided together to form the main body 120 to add structural integrity and support to the braided upper.
- the high performance yarns may include high tenacity yarns that have higher strength than the base yarns such as carbon fiber yarns, aramid fiber yarns, liquid crystal polymer yarns, high strength nylon yarns, and the like.
- the high performance yarns in accordance with aspects herein may, for example, be high dtex (denier) yarns ranging between, 888.9 dtex and 22222.2 dtex (800D and 20000D), 1111.1 dtex and 11111.1 dtex (1000D and 10000D), 1111.1 and 10000 dtex (1000D and 9000D), 1111.1 dtex and 5555.6 dtex (1000D and 5000D), and the like.
- the high performance yarns in accordance with aspects herein may further include, for example, composite yarns that may include filaments that are each formed of two or more different materials, such as in a bicomponent yarn with filaments having a sheath-core configuration or two halves formed of different material.
- the composite yarns may include, for example, a polyester core, a nylon core, or any of the high tenacity material yarns described above as the core and a thermoplastic material sheath, such as, for example, thermoplastic polyurethane (TPU), a silicone based thermoplastic material, and the like.
- the bicomponent yarns in accordance with aspects herein may be further processed, for example, to create locked down areas for the article of footwear by selectively applying heat to melt the thermoplastic material only in certain areas of the article of footwear where the composite yarn is present (e.g., using a masking technique to protect other areas).
- the main body 120 may include an eyelet structure incorporated as an overlay attached to the main body 120 along the medial edge 114 and lateral edge 116 of the throat portion 112.
- FIG. 7 and FIG. 8 show an additional aspect with braided upper 100 shown on a last 140.
- the main body 120 of braided upper 100 is braided in a braid pattern with a base yarn 142 in addition to a high performance yarn 144.
- the high performance yarn 144 is also used to integrally braid eyelets 132 along the throat portion 112.
- the eyelets 132 may be contiguous with the braid pattern of the high performance yarn, such that tension on the eyelets 132 is transferred to (and through) the remainder of the braid pattern of the high performance yarn. As shown in FIG. 7 and FIG.
- the first braided lace 122 and the second braided lace 124 are integrally braided with the main body 120 of the upper, and are incorporated into the main body 120 at the lace integration portion 130.
- the first braided lace 122 and second braided lace 124 may be independently braided at the same time as main body 120 is being braided, and on the same braiding machine (such as braiding machine 10).
- the braiding of the first and second laces 122, 124 continues independently from the main body 120, until reaching the lace integration portion 130, at which point the first and second laces 122, 124 are integrated into the main body 120, as shown in FIG. 7 and FIG. 8 .
- independently braided generally refers to the simultaneous braiding of two independent braid structures by one braiding machine during one braiding operation.
- the independent braid structures (the main body 120, the first braided lace 122 and the second braided lace 124) are merged and/or inter-braided.
- the braiding operation may also start at the toe portion 106 and proceed to the heel portion 108.
- the braided upper 100 is braided until the lace integration portion 130 is reached, at which point the remainder of the main body 120 of braided upper 100 is independently braided from the first braided lace 122 and the second braided lace 124.
- main body 120 of braided upper is braided at the same time, but independently from, the first braided lace 122 and the second braided lace 124, such that the first and second braided laces 122, 124 are integral with the main body 120, but project separately from the main body 120.
- a high performance yarn (which may be the same as, or different from, the high performance yarn 144) is used to braid the first and second laces 122, 124.
- FIG. 8 shows the first and second braided laces 122, 124 in the as-worn condition in one example of a lace pattern, crisscrossing through eyelets 132.
- the braided framework for the main body 120 of braided upper is contiguously braided with the eyelets 132 along the throat portion 112.
- the eyelets 132 are braided independently from the main body 120.
- the eyelets 132 may be on a separate plane or braided layer.
- Each braided eyelet comprises an exit location 134 (also referred to as the first location), and an entry location 136 (also referred to as the second location).
- An individual braided eyelet 132 is contiguously braided with the main braided layer forming the main body 120 of braided upper 100 and as part of the braided framework of the main body 120, up to the edge (either medial edge 114 or lateral edge 116) of the throat portion 112 of the braided upper 100.
- the eyelet 132 continues to be braided separately/independently from the throat starting at exit location 134 for a predetermined length and then is reincorporated into the main body 120 of the braided upper 100 at an entry location 136.
- the eyelets 132 briefly form a second braided layer at the medial edge 114 and lateral edge 116 of the unitary braided upper 100.
- first and second braided laces 122, 124 cooperate with the high performance yarns 144 in the braid pattern of the main body 120 to add tension across the braided upper 100 in a controlled pattern as the high performance yarns 144 of the main body are pulled by the first and second braided laces 122, 124 though the eyelets 132.
- the lace integration portion 130 may, in some aspects, be located at different points along the main body 120.
- the first braided lace 122 and the second braided lace 124 could be any of a variety of lengths based on the desired lacing pattern, the type of footwear for which braided upper 100 is used, etc.
- the space or gap 148 between the lateral edges of throat portion 112 may be closed by providing a tongue element (not shown), or a braided elastic portion covering a top portion of a wearer's foot when the braided article of footwear is worn by a wearer.
- the braided elastic portion may comprise, for example, elastic yarns to aid in the donning and doffing of the article of footwear, and at the same time, to aid in securing the article of footwear on the last 140 or a wearer's foot when the article of footwear is worn.
- a sole 150 may be coupled to the braided upper 100 along a joint edge 152, as shown in FIG. 8 , to complete the article of footwear.
- braided framework shown in FIG. 7 and FIG. 8 forms a crisscross pattern profile
- pattern profiles such as, for example, linear, curvilinear, organic, geometric, logos, and the like, are possible and are within the scope of this disclosure.
- a method 900 of braiding a braided upper (such as the braided upper 1000 of Figures 5-8 ) through the interbraiding of at least an independently braided lace and a main body is provided in accordance with aspects herein.
- at block 902B at least one lace and a portion of the main body of a footwear upper are independently braided.
- this independent braiding may be done on the same braiding machine (such as braiding machine 10) using a portion of the spools 12 to braid the main body (such as main body 120) and a different portion of the spools 12 to braid the at least one lace (such as either first braided lace 122 or second braided lace 124.
- Each of the at least one lace and the main body portion are braided with different yarns.
- the at least one lace is braided with a high performance yarn 144.
- the braiding machine 10 may be configured to inter-braid the independently braided at least one lace and the main body portion, joining the at least one lace to the main body portion through the braiding process.
- the lace integration portion may occur in any portion of the braided upper 100.
- the lace integration portion is located at, or near, the base of the throat portion (such as throat portion 112).
- the method includes finishing or completing the braiding of the braided footwear upper.
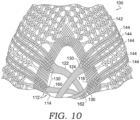
- FIG. 10 and FIG. 11 show an additional aspect somewhat similar to FIG. 7 and FIG. 8 .
- FIG. 10 shows a top plan view of a portion of braided upper 100 in one aspect.
- the main body 120 of braided upper 100 is braided in a braid pattern with a base yarn 142 in addition to a high performance yarn 144.
- the high performance yarn 144 may be integrally braided with the base yarn 142, or in some aspects may be woven with the base yarn 142.
- the first braided lace 122 and the second braided lace 124 are each formed from six individual high performance yarns 144 that are woven into the base yarn 142 in the main body 120 of upper 100. As shown in FIG.
- FIG. 10 shows a third braided lace 160 and a fourth braided lace 162.
- the third braided lace 160 and the fourth braided lace 162 are each formed from four individual high performance yarns 144 that are woven into the base yarn 142 in the main body 120 of upper 100.
- the individual high performance yarns 144 are braided together to form third braided lace 160 and fourth braided lace 162.
- first braided lace 122 second braided lace 124, third braided lace 160 and fourth braided lace 162.
- the high performance yarns 144 woven into the main body 120 and braided into first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162 form a containment zone that allows added lateral foot stability with a minimal upper structure.
- the integrally braided first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162 provide support for upper 100 in the direction of shear forces generated in the worn condition, such as when a user is changing direction laterally ("cutting").
- first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162 are tightened, the performance yarns 144 woven into main body 120 tighten around the user's foot, along with the surrounding braided portion formed by base yarns 142.
- first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162 are integrated into the main body 120 of the upper, and are incorporated into the main body 120 at the lace integration portion 130.
- first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162 may be independently braided at the same time as main body 120 is being braided, and on the same braiding machine (such as braiding machine 10).
- the braiding of first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162 continues independently from the main body 120, until reaching the lace integration portion 130, at which point the high performance yarn strands 144 of first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162 are integrated into the main body 120, as shown in FIG. 10 .
- independently braided generally refers to the simultaneous braiding of two independent braid structures by one braiding machine during one braiding operation.
- the independent braid structures (the main body 120, first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162) are merged, woven and/or inter-braided.
- the braiding operation may also start at the toe portion 106 and proceed to the heel portion 108.
- the braided upper 100 is braided with base yarn 142 and the high performance yarn strands 144 of first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162 are merged, woven and/or inter-braided with the main body 120 until the lace integration portion 130 is reached, at which point the remainder of the main body 120 of braided upper 100 is independently braided from first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162.
- main body 120 of braided upper is braided at the same time, but independently from, first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162, such that first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162 are integral with the main body 120, but project separately from the main body 120.
- the eyelets 132 may be contiguous with the braid pattern of the high performance yarn 144, such that tension on the eyelets 132 is transferred to (and through) the remainder of the braid pattern of the high performance yarn.
- FIG. 11 shows second braided lace 124 and fourth braided lace 162 in the as-worn condition in one example of a lace pattern, crisscrossing through eyelets 132.
- One aspect of a different pattern for the high performance yarn 144 forming eyelets 132 is shown in FIG. 11 .
- high performance yarn 144 may extend under main body 120 of braided upper 100 and upwardly towards throat portion 112 in a vertical section 164, exiting throat portion 112 at exit location 134, and re-entering at entry location 136 to form eyelet 132. High performance yarn 144 may then continue in a generally orthogonal orientation to vertical section 164 in a horizontal section 166 that wraps around heel portion 108. As shown in FIG. 11 , a series of high performance yarns 144 may be used to form the desired number of eyelets 132 (with four eyelets being shown in FIG. 11 ). More, or fewer, eyelets can be so formed with high performance yarn 144 in other aspects.
- first braided lace 122 may differ from the high performance yarn 144 used to form eyelets 132 in some aspects. Note that in FIG. 11 , the braid pattern of braided upper 100 is not shown to clarify the location of the high performance yarn 144 in this aspect.
- the braided upper 100 with high performance yarns 144 forming first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162, as well as extending through upper 100 to form eyelets 132, all allow the braided upper 100 to provide containment for a user's foot in the as worn condition when the first braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162 are tightened.
- the high performance yarns 144 together with the braided pattern of braided upper 100 form a containment net that provides containment forces to surround the foot, providing added stability.
- First braided lace 122, second braided lace 124, third braided lace 160 and fourth braided lace 162 provide a containment zone to support to upper 100 in the direction of shear forces exerted during lateral movement to contain the foot during lateral movement, or "cutting.”
- the braided framework for the main body 120 of braided upper is contiguously braided with the eyelets 132 along the throat portion 112.
- the eyelets 132 are braided independently from the main body 120.
- the eyelets 132 may be on a separate plane or braided layer.
- Each braided eyelet comprises an exit location 134 (also referred to as the first location), and an entry location 136 (also referred to as the second location).
- An individual braided eyelet 132 is contiguously braided with the main braided layer forming the main body 120 of braided upper 100 and as part of the braided framework of the main body 120, up to the edge (either medial edge 114 or lateral edge 116) of the throat portion 112 of the braided upper 100.
- the eyelet 132 continues to be braided separately/independently from the throat starting at exit location 134 for a predetermined length and then is reincorporated into the main body 120 of the braided upper 100 at an entry location 136.
- the eyelets 132 briefly form a second braided layer at the medial edge 114 and lateral edge 116 of the unitary braided upper 100.
- first and second braided laces 122, 124 cooperate with the high performance yarns 144 in the braid pattern of the main body 120 to add tension across the braided upper 100 in a controlled pattern as the high performance yarns 144 of the main body are pulled by the first and second braided laces 122, 124 though the eyelets 132.
- the lace integration portion 130 may, in some aspects, be located at different points along the main body 120.
- the first braided lace 122 and the second braided lace 124 could be any of a variety of lengths based on the desired lacing pattern, the type of footwear for which braided upper 100 is used, etc.
- the space or gap 148 between the lateral edges of throat portion 112 may be closed by providing a tongue element (not shown), or a braided elastic portion covering a top portion of a wearer's foot when the braided article of footwear is worn by a wearer.
- the braided elastic portion may comprise, for example, elastic yarns to aid in the donning and doffing of the article of footwear, and at the same time, to aid in securing the article of footwear on the last 140 or a wearer's foot when the article of footwear is worn.
- a sole 150 may be coupled to the braided upper 100 along a joint edge 152, as shown in FIG. 8 , to complete the article of footwear.
- braided framework shown in FIG. 7 and FIG. 8 forms a crisscross pattern profile
- pattern profiles such as, for example, linear, curvilinear, organic, geometric, logos, and the like, are possible and are within the scope of this disclosure.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Textile Engineering (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
- Knitting Of Fabric (AREA)
Description
- Aspects herein relate braided articles and in particular, braided articles of footwear.
- Traditional shoes are often made from textiles or materials that have uppers that are cut to a desired shape and stitched together. Newer methods also now include forming shoe uppers from a knitted textile. Still newer methods involve braiding a tubular textile for use as the shoe upper. Aspects herein relate to braiding tubular structures that in some aspects are used in articles of footwear. Traditional shoes often also have a separate lace closure system to tighten or secure the footwear to a user's foot. Aspects herein relate to a braided upper for footwear that has an integrally braided lace closure system.
US 2014/377488 A1 describes a patterned plexus of filaments, a method of producing and articles containing patterned filaments.US 2008/110049 A1 describes an article of footwear having a flat knit upper construction or other upper construction. - Aspects herein is described in detail below with reference to the attached drawing figures, wherein:
-
FIG. 1 depicts a perspective view of a braiding machine in accordance with aspects herein; -
FIG. 2 depicts a schematic top-down view of the braiding machine in an initial configuration in accordance with aspects herein; -
FIG. 3 depicts a schematic top-down view of the braiding machine in an active configuration in accordance with aspects herein; -
FIG. 4 depicts a schematic top-down view of the braiding machine in a different active configuration fromFIG. 3 in accordance with aspects herein; -
FIG. 5 depicts a top plan view of an aspect of a braided upper, with the braids shown schematically, in accordance with aspects herein; -
FIG. 6 depicts a side perspective view of an aspect of a braided upper, with the braids shown schematically, in accordance with aspects herein; -
FIG. 7 depicts a plan view of an aspect of a braided upper, on a last, in accordance with aspects herein; -
FIG. 8 depicts a plan view similar toFIG. 7 , but with the braided laces laced through the eyelets of the braided upper in accordance with aspects herein; -
FIG. 9 depicts a method of making a braided upper in accordance with aspects herein; -
FIG. 10 depicts an enlarged portion of a braided upper in accordance with aspects herein; and -
FIG. 11 depicts a side view of an aspect of a braided upper, with the braids not shown for clarity, but showing other aspects. - Aspects described herein are directed to braided articles and methods for their manufacture. Braiding offers many advantages over knitting or weaving such as, for example, the reduction of frictional forces applied to the yarns used in the creation of the braided structure, the ability to use high dtex (denier) yarns (e.g., between 888.9 dtex to 22222.2 dtex (800D to 20000D), between 1111.1 dtex to 11111.1 dtex (1000D to 10000D), between 1111.1 dtex to 5555.6 dtex (1000D to 5000D), and the like), the ability to combine different types of yarns with non-yarn materials such as, for example, rubber strands, ropes, metals, and the like.
- Braiding is a process of interlacing or interweaving three or more yarns diagonally to a product axis in order to obtain a thicker, wider or stronger product or in order to cover (overbraid) some profile. Interlacing diagonally means that the yarns make an angle with the product axis, which can be between 1° and 89° but is usually in the range of 30° - 80°. This angle is called the braiding angle. Braids can be linear products (ropes), hollow tubular shells or solid articles (one, two or three-dimensional textiles) with constant or variable cross-section, and of closed or open appearance.
- As used herein, the yarns, filaments, or other materials used for braiding may be formed of different materials having different properties. The properties that a particular yarn or other will impart to an area of a braided component partially depend upon the materials that form the yarn. Cotton, for example, provides a softer product, natural aesthetics, and biodegradability. Elastane and stretch polyester each provide substantial stretchability and fast recovery, with stretch polyester also providing recyclability. Rayon provides high luster and moisture absorption. Wool provides high moisture absorption in addition to having insulating properties and biodegradability. Nylon is a durable and abrasion-resistant material with relatively high strength. Polyester is a hydrophobic material that also provides relatively high durability. In addition to materials, other aspects of the yarn selected for formation of a braided component may affect the properties of the braided component. For example, a yarn may be a monofilament or a multifilament. The yarn may also include separate filaments that are each formed of different materials. In addition, the yarn may include filaments that are each formed of two or more different materials, such as a bicomponent yarn with filaments having a sheath-core configuration or two halves formed of different materials.
- As stated above, braided articles can be formed as tubular braids on a braiding machine. Different types of braiding machines such as a radial, axial or lace are available. One example of a lace braiding machine can be found in Ichikawa,
EP 1 486 601, granted May 9, 2007 entitled "Torchon Lace Machine" andEP No. 2 657 384, published Oct. 30, 2013 entitled "Torchon Lace Machine,". The upper portion of anexemplary braiding machine 10 is shown inFIG. 1 . Braidingmachine 10 includes a plurality ofspools 12. In some configurations, thespools 12 carry theyarn 14 selected for braiding. Theyarns 14 from individual spools are selectively interlaced or intertwined with one another by the braidingmachine 10. This interlacing or intertwining of strands forms abraided article 16, as further described below. Each of thespools 12 is supported and constrained by atrack 18 about the circumference of thebraiding machine 10. Eachspool 12 has a tensioner 20 (shown schematically inFIG. 1 ) that operates, along with aroller 22, to maintain a desired tension in theyarns 14 and thebraided article 16. As theyarns 14 extend upwardly, they pass through abraid ring 24 that is generally considered the braiding point. The braiding point is defined as the point or area whereyarns 14 consolidate to form braidedarticle 16. At or nearbraid ring 24, the distance betweenyarns 14 fromdifferent spools 12 diminishes. As the distance betweenyarns 14 is reduced, theyarns 14 intermesh (i.e. interlace) or braid with one another in a tighter fashion and are pulled linearly byroller 22. - As best seen in
FIG. 2 , eachspool 12 is carried and supported by acarriage 26. Eachspool 12 is movable about the circumference of thetrack 18 byrotor metals 28. As described on the Torchon Lace Machine referenced previously, and disclosed inEP 1 486 601 , each of therotor metals 28 can be moved clockwise or counterclockwise. In contrast to radial braiding machines or fully non-jacquard machines, in a lace braiding machine, each rotor metal is not intermeshed with the adjacent rotor metal. Instead, eachrotor metal 28 may be selectively independently movable. As can be seen by comparingFIG. 3 to FIG. 4 , as therotor metals 28 rotate, they move thecarriages 26, and thus thespools 12 supported on thecarriages 26 by moving them about the circumference of thetrack 18. Thebraiding machine 10 is programmable such that theindividual rotor metals 28 rotate thecarriages 26, and thus thespools 12 to move them about the circumference of thetrack 18. As anindividual spool 12 moves relative to anadjacent spool 12, theyarns 14 carried on thespools 12 interlace to create a desired braid pattern. The movement ofspools 12 may be pre-programmed to form particular shapes, designs, and to specify thread densities of a braided component or portions of a braided component. By varying the rotation and location ofindividual spools 12 various braid configurations may be formed. Such an exemplary braiding machine may form intricate braid configurations including both jacquard and non-jacquard braid configurations or geometries. Such configurations and geometries offer design possibilities beyond those offered by other textiles, such as knitting or weaving. - In some aspects, the size of braiding
machine 10 may be varied. It should be understood that thebraiding machine 10 shown and described is for illustrative purposes only. In some aspects, braidingmachine 10 may be able to accept, for example, 144 carriages, although other sizes of braiding machines, carrying different numbers of carriages and spools is possible and is within the scope of this disclosure. By varying the number of carriages and spools within a braiding machine, the density of the braided articles as well as the size of the braided component may be altered. - One aspect of the technology described herein is related to a braided article of footwear comprising a sole and a unitary braided upper formed from a first yarn and coupled to the sole. The braided upper has a medial side, a lateral side opposite the medial side, where each of the lateral and medial sides has an underfoot edge proximate the sole. The medial and lateral sides have a toe portion, a heel portion, a throat portion, and a midfoot portion. The braided upper further includes at least one braided lace formed from a second yarn different from the first yarn, the second yarn being a high-performance yarn, the braided lace integrated with the braided upper, at a lace integration portion of the braided upper. In some aspects, the braided upper includes at least two braided laces integrated with the braided upper at each edge of the throat of the upper.
- In one aspect, a braided article of footwear is provided comprising a sole and a braided upper. The braided article of footwear may also include at least one braided lace that is integrated with the braided upper at a lace integration portion. The throat portion is defined by at least a first edge and an opposite second edge spaced from the first edge. The braided upper comprises a first plurality of arcuate braided eyelets formed along the first edge of the throat portion and a second plurality of arcuate braided eyelets formed along the second edge of the throat portion. Each of the first plurality of arcuate braided eyelets and the second plurality of arcuate braided eyelets are contiguously braided with the upper.
- In one aspect, a method is provided for forming a braided article of footwear. In one aspect, the method includes braiding a unitary braided upper with a first yarn, the braided upper having at least a main body and independently braiding at least one braided lace with a second yarn different from the first yarn, the second yarn being a high performance yarn, and braiding the at least one braided lace while braiding the unitary upper, the method further comprising forming the main body of the unitary braided upper having a toe portion , a heel portion, a medial midfoot portion and a lateral midfoot portion between the toe portion and the heel portion, a throat portion between the medial midfoot portion and the lateral midfoot portion, and an underfoot portion, affixing a sole to the underfoot portion of the braided upper. At a lace integration portion of the unitary braided upper, the method includes integrating the at least one braided lace into the unitary braided upper.
- Turning now to
FIG. 5 andFIG. 6 , a top view and a perspective view of an exemplary braided upper 100 are shown, provided in accordance with aspects herein. The braided upper 100 has amedial side 102 and alateral side 104. In addition, themedial side 102 and thelateral side 104 may further be defined as having atoe portion 106, aheel portion 108 and amid-foot portion 110. Further, the braided upper 100 includes a definedthroat portion 112 having amedial edge 114 and alateral edge 116 that project from athroat base 117. The braided upper 100 further has acollar portion 118. Themedial side 102,lateral side 104,toe portion 106,heel portion 108,mid-foot portion 110,throat portion 112 andcollar portion 118 may be collectively referred to as themain body 120 of braided upper 100. The braid pattern ofmain body 120 is shown schematically inFIG. 5 , for simplicity. Any of a number of braid patterns are suitable for themain body 120. - The braided upper 100 also includes a
first braided lace 122 and asecond braided lace 124. First braidedlace 122 and secondbraided lace 124 are braided independently, and contiguously, to themain body 120 of braided upper 100. If the braided upper 100 is braided in the direction from thetoe portion 106 toward theheel portion 108,first braided lace 122 and secondbraided lace 124 are braided on the same braiding machine (such as braiding machine 10) and at the same time asmain body 120. As the braiding ofmain body 120 advances to thethroat portion 112, thefirst braided lace 122 and secondbraided lace 124 are braided into themain body 120 at thebase 117 of thethroat portion 112 at alace integration portion 130. Themain body 120 may also, in some aspects, include integrally braided eyelets 132 (shown schematically inFIG. 5 andFIG. 6 ) along themedial edge 114 andlateral edge 116 of thethroat portion 112. In the worn condition,first braided lace 122 and secondbraided lace 124 may be laced through theeyelets 132 in any of a number of lacing patterns, as further discussed below with reference toFIG. 8 . According to the claimed invention,main body 120 is braided with a base yarn, and the first and second braided laces 122, 124 are braided with a high performance yarn. Themain body 120 may also have high performance yarns and base yarns braided together to form themain body 120 to add structural integrity and support to the braided upper. For example, the high performance yarns may include high tenacity yarns that have higher strength than the base yarns such as carbon fiber yarns, aramid fiber yarns, liquid crystal polymer yarns, high strength nylon yarns, and the like. Additionally or alternatively, the high performance yarns in accordance with aspects herein may, for example, be high dtex (denier) yarns ranging between, 888.9 dtex and 22222.2 dtex (800D and 20000D), 1111.1 dtex and 11111.1 dtex (1000D and 10000D), 1111.1 and 10000 dtex (1000D and 9000D), 1111.1 dtex and 5555.6 dtex (1000D and 5000D), and the like. Further, the high performance yarns in accordance with aspects herein may further include, for example, composite yarns that may include filaments that are each formed of two or more different materials, such as in a bicomponent yarn with filaments having a sheath-core configuration or two halves formed of different material. The composite yarns may include, for example, a polyester core, a nylon core, or any of the high tenacity material yarns described above as the core and a thermoplastic material sheath, such as, for example, thermoplastic polyurethane (TPU), a silicone based thermoplastic material, and the like. The bicomponent yarns in accordance with aspects herein may be further processed, for example, to create locked down areas for the article of footwear by selectively applying heat to melt the thermoplastic material only in certain areas of the article of footwear where the composite yarn is present (e.g., using a masking technique to protect other areas). While not shown inFIG. 5 andFIG. 6 , themain body 120 may include an eyelet structure incorporated as an overlay attached to themain body 120 along themedial edge 114 andlateral edge 116 of thethroat portion 112. -
FIG. 7 and FIG. 8 show an additional aspect with braided upper 100 shown on a last 140. In one aspect, themain body 120 of braided upper 100 is braided in a braid pattern with abase yarn 142 in addition to ahigh performance yarn 144. In some aspects, thehigh performance yarn 144 is also used to integrally braideyelets 132 along thethroat portion 112. Theeyelets 132 may be contiguous with the braid pattern of the high performance yarn, such that tension on theeyelets 132 is transferred to (and through) the remainder of the braid pattern of the high performance yarn. As shown inFIG. 7 and FIG. 8 , thefirst braided lace 122 and thesecond braided lace 124 are integrally braided with themain body 120 of the upper, and are incorporated into themain body 120 at thelace integration portion 130. Again, thefirst braided lace 122 and secondbraided lace 124 may be independently braided at the same time asmain body 120 is being braided, and on the same braiding machine (such as braiding machine 10). The braiding of the first andsecond laces main body 120, until reaching thelace integration portion 130, at which point the first andsecond laces main body 120, as shown inFIG. 7 and FIG. 8 . The term independently braided generally refers to the simultaneous braiding of two independent braid structures by one braiding machine during one braiding operation. At thelace integration portion 130, the independent braid structures (themain body 120, thefirst braided lace 122 and the second braided lace 124) are merged and/or inter-braided. In aspects, the braiding operation may also start at thetoe portion 106 and proceed to theheel portion 108. In such a case, the braided upper 100 is braided until thelace integration portion 130 is reached, at which point the remainder of themain body 120 of braided upper 100 is independently braided from thefirst braided lace 122 and thesecond braided lace 124. In other words, the remainder ofmain body 120 of braided upper is braided at the same time, but independently from, thefirst braided lace 122 and thesecond braided lace 124, such that the first and second braided laces 122, 124 are integral with themain body 120, but project separately from themain body 120. In some aspects, a high performance yarn (which may be the same as, or different from, the high performance yarn 144) is used to braid the first andsecond laces FIG. 8 shows the first and second braided laces 122, 124 in the as-worn condition in one example of a lace pattern, crisscrossing througheyelets 132. - In some aspects, the braided framework for the
main body 120 of braided upper is contiguously braided with theeyelets 132 along thethroat portion 112. In some aspects, theeyelets 132 are braided independently from themain body 120. In other words, theeyelets 132 may be on a separate plane or braided layer. Each braided eyelet comprises an exit location 134 (also referred to as the first location), and an entry location 136 (also referred to as the second location). Anindividual braided eyelet 132, for example, is contiguously braided with the main braided layer forming themain body 120 of braided upper 100 and as part of the braided framework of themain body 120, up to the edge (eithermedial edge 114 or lateral edge 116) of thethroat portion 112 of the braided upper 100. Once the braided framework reaches the edge of thethroat portion 112, theeyelet 132 continues to be braided separately/independently from the throat starting atexit location 134 for a predetermined length and then is reincorporated into themain body 120 of the braided upper 100 at anentry location 136. In other words, theeyelets 132 briefly form a second braided layer at themedial edge 114 andlateral edge 116 of the unitary braided upper 100. - In one aspect, the first and second braided laces 122, 124 cooperate with the
high performance yarns 144 in the braid pattern of themain body 120 to add tension across the braided upper 100 in a controlled pattern as thehigh performance yarns 144 of the main body are pulled by the first and second braided laces 122, 124 though theeyelets 132. - While shown at the base of the
throat portion 112, thelace integration portion 130 may, in some aspects, be located at different points along themain body 120. Further, thefirst braided lace 122 and thesecond braided lace 124 could be any of a variety of lengths based on the desired lacing pattern, the type of footwear for which braided upper 100 is used, etc. - In some aspects, the space or
gap 148 between the lateral edges ofthroat portion 112 may be closed by providing a tongue element (not shown), or a braided elastic portion covering a top portion of a wearer's foot when the braided article of footwear is worn by a wearer. The braided elastic portion may comprise, for example, elastic yarns to aid in the donning and doffing of the article of footwear, and at the same time, to aid in securing the article of footwear on the last 140 or a wearer's foot when the article of footwear is worn. In some aspects, a sole 150 may be coupled to the braided upper 100 along ajoint edge 152, as shown inFIG. 8 , to complete the article of footwear. - Although the braided framework shown in
FIG. 7 and FIG. 8 forms a crisscross pattern profile other pattern profiles, such as, for example, linear, curvilinear, organic, geometric, logos, and the like, are possible and are within the scope of this disclosure. - Turning now to
FIG. 9 , amethod 900 of braiding a braided upper (such as the braided upper 1000 ofFigures 5-8 ) through the interbraiding of at least an independently braided lace and a main body is provided in accordance with aspects herein. At block 902B, at least one lace and a portion of the main body of a footwear upper are independently braided. As described above, this independent braiding may be done on the same braiding machine (such as braiding machine 10) using a portion of thespools 12 to braid the main body (such as main body 120) and a different portion of thespools 12 to braid the at least one lace (such as either firstbraided lace 122 or secondbraided lace 124. Each of the at least one lace and the main body portion are braided with different yarns. The at least one lace is braided with ahigh performance yarn 144. - At
block 904, at a lace integration portion (such as lace integration portion 130), thebraiding machine 10 may be configured to inter-braid the independently braided at least one lace and the main body portion, joining the at least one lace to the main body portion through the braiding process. The lace integration portion may occur in any portion of the braided upper 100. In one aspect, the lace integration portion is located at, or near, the base of the throat portion (such as throat portion 112). Atblock 906, the method includes finishing or completing the braiding of the braided footwear upper. -
FIG. 10 andFIG. 11 show an additional aspect somewhat similar toFIG. 7 and FIG. 8 .FIG. 10 shows a top plan view of a portion of braided upper 100 in one aspect. Like the braided upper ofFIG. 7 and FIG. 8 , themain body 120 of braided upper 100 is braided in a braid pattern with abase yarn 142 in addition to ahigh performance yarn 144. Thehigh performance yarn 144 may be integrally braided with thebase yarn 142, or in some aspects may be woven with thebase yarn 142. In some aspects thefirst braided lace 122 and thesecond braided lace 124 are each formed from six individualhigh performance yarns 144 that are woven into thebase yarn 142 in themain body 120 of upper 100. As shown inFIG. 10 , at thelace integration portion 130, the individualhigh performance yarns 144 are braided together to form first braidedlace 122 and secondbraided lace 124.FIG. 10 also shows athird braided lace 160 and afourth braided lace 162. In some aspects thethird braided lace 160 and thefourth braided lace 162 are each formed from four individualhigh performance yarns 144 that are woven into thebase yarn 142 in themain body 120 of upper 100. As shown inFIG. 10 , at thelace integration portion 130 just abovefirst braided lace 122 and secondbraided lace 124, the individualhigh performance yarns 144 are braided together to form thirdbraided lace 160 and fourthbraided lace 162. Having two braided laces on each side ofthroat portion 112 helps to reduce pressure points along the throat portion to distribute the force applied to themain body 120 byfirst braided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162. Thehigh performance yarns 144 woven into themain body 120 and braided intofirst braided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162 form a containment zone that allows added lateral foot stability with a minimal upper structure. The integrally braided first braidedlace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162 provide support for upper 100 in the direction of shear forces generated in the worn condition, such as when a user is changing direction laterally ("cutting"). As thefirst braided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162 are tightened, theperformance yarns 144 woven intomain body 120 tighten around the user's foot, along with the surrounding braided portion formed bybase yarns 142. This is an advantage of a braided structure that allows forces delivered in one portion to be distributed across the entire braided structure, effectively allowing themain body 120 to tighten across a user's foot when worn. In some aspects, thehigh performance yarn 144 is also used to integrally braideyelets 132 along thethroat portion 112. Each of firstbraided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162 are integrated into themain body 120 of the upper, and are incorporated into themain body 120 at thelace integration portion 130. Again,first braided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162 may be independently braided at the same time asmain body 120 is being braided, and on the same braiding machine (such as braiding machine 10). The braiding of firstbraided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162 continues independently from themain body 120, until reaching thelace integration portion 130, at which point the highperformance yarn strands 144 of firstbraided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162 are integrated into themain body 120, as shown inFIG. 10 . The term independently braided generally refers to the simultaneous braiding of two independent braid structures by one braiding machine during one braiding operation. At thelace integration portion 130, the independent braid structures (themain body 120,first braided lace 122,second braided lace 124, thirdbraided lace 160 and fourth braided lace 162) are merged, woven and/or inter-braided. In aspects, the braiding operation may also start at thetoe portion 106 and proceed to theheel portion 108. In such a case, the braided upper 100 is braided withbase yarn 142 and the highperformance yarn strands 144 of firstbraided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162 are merged, woven and/or inter-braided with themain body 120 until thelace integration portion 130 is reached, at which point the remainder of themain body 120 of braided upper 100 is independently braided from firstbraided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162. In other words, the remainder ofmain body 120 of braided upper is braided at the same time, but independently from,first braided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162, such that firstbraided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162 are integral with themain body 120, but project separately from themain body 120. - As discussed above with respect to
FIG. 7 and FIG. 8 , theeyelets 132 may be contiguous with the braid pattern of thehigh performance yarn 144, such that tension on theeyelets 132 is transferred to (and through) the remainder of the braid pattern of the high performance yarn.FIG. 11 shows second braidedlace 124 and fourthbraided lace 162 in the as-worn condition in one example of a lace pattern, crisscrossing througheyelets 132. One aspect of a different pattern for thehigh performance yarn 144 formingeyelets 132 is shown inFIG. 11 . As shown,high performance yarn 144 may extend undermain body 120 of braided upper 100 and upwardly towardsthroat portion 112 in avertical section 164, exitingthroat portion 112 atexit location 134, and re-entering atentry location 136 to formeyelet 132.High performance yarn 144 may then continue in a generally orthogonal orientation tovertical section 164 in ahorizontal section 166 that wraps aroundheel portion 108. As shown inFIG. 11 , a series ofhigh performance yarns 144 may be used to form the desired number of eyelets 132 (with four eyelets being shown inFIG. 11 ). More, or fewer, eyelets can be so formed withhigh performance yarn 144 in other aspects. Additionally, the yarn used for firstbraided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162 may differ from thehigh performance yarn 144 used to formeyelets 132 in some aspects. Note that inFIG. 11 , the braid pattern of braided upper 100 is not shown to clarify the location of thehigh performance yarn 144 in this aspect. The braided upper 100, withhigh performance yarns 144 forming firstbraided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162, as well as extending through upper 100 to formeyelets 132, all allow the braided upper 100 to provide containment for a user's foot in the as worn condition when thefirst braided lace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162 are tightened. Thehigh performance yarns 144 together with the braided pattern of braided upper 100 form a containment net that provides containment forces to surround the foot, providing added stability. First braidedlace 122,second braided lace 124, thirdbraided lace 160 and fourthbraided lace 162 provide a containment zone to support to upper 100 in the direction of shear forces exerted during lateral movement to contain the foot during lateral movement, or "cutting." - In some aspects, the braided framework for the
main body 120 of braided upper is contiguously braided with theeyelets 132 along thethroat portion 112. In some aspects, theeyelets 132 are braided independently from themain body 120. In other words, theeyelets 132 may be on a separate plane or braided layer. Each braided eyelet comprises an exit location 134 (also referred to as the first location), and an entry location 136 (also referred to as the second location). Anindividual braided eyelet 132, for example, is contiguously braided with the main braided layer forming themain body 120 of braided upper 100 and as part of the braided framework of themain body 120, up to the edge (eithermedial edge 114 or lateral edge 116) of thethroat portion 112 of the braided upper 100. Once the braided framework reaches the edge of thethroat 112, theeyelet 132 continues to be braided separately/independently from the throat starting atexit location 134 for a predetermined length and then is reincorporated into themain body 120 of the braided upper 100 at anentry location 136. In other words, theeyelets 132 briefly form a second braided layer at themedial edge 114 andlateral edge 116 of the unitary braided upper 100. - In one aspect, the first and second braided laces 122, 124 cooperate with the
high performance yarns 144 in the braid pattern of themain body 120 to add tension across the braided upper 100 in a controlled pattern as thehigh performance yarns 144 of the main body are pulled by the first and second braided laces 122, 124 though theeyelets 132. - While shown at the base of the
throat portion 112, thelace integration portion 130 may, in some aspects, be located at different points along themain body 120. Further, thefirst braided lace 122 and thesecond braided lace 124 could be any of a variety of lengths based on the desired lacing pattern, the type of footwear for which braided upper 100 is used, etc. - In some aspects, the space or
gap 148 between the lateral edges ofthroat portion 112 may be closed by providing a tongue element (not shown), or a braided elastic portion covering a top portion of a wearer's foot when the braided article of footwear is worn by a wearer. The braided elastic portion may comprise, for example, elastic yarns to aid in the donning and doffing of the article of footwear, and at the same time, to aid in securing the article of footwear on the last 140 or a wearer's foot when the article of footwear is worn. In some aspects, a sole 150 may be coupled to the braided upper 100 along ajoint edge 152, as shown inFIG. 8 , to complete the article of footwear. - Although the braided framework shown in
FIG. 7 and FIG. 8 forms a crisscross pattern profile other pattern profiles, such as, for example, linear, curvilinear, organic, geometric, logos, and the like, are possible and are within the scope of this disclosure. - From the foregoing, it will be seen that this invention is one well adapted to attain all the ends and objects hereinabove set forth together with other advantages which are obvious and which are inherent to the structure.
- It will be understood that certain features and sub-combinations are of utility and may be employed without reference to other features and sub-combinations. This is contemplated by and is within the scope of the claims.
- Since many possible embodiments may be made of the invention without departing from the scope thereof, it is to be understood that all matter herein set forth or shown in the accompanying drawings is to be interpreted as illustrative and not in a limiting sense.
Claims (11)
- A braided article of footwear comprising: a sole (150); a unitary braided upper (100) formed from a first yarn (142) and coupled to the sole (150) and having a toe portion (106), a heel portion (108), a midfoot portion (110) extending between the toe portion (106) and the heel portion (108), and a throat portion (112); and at least one braided lace (122, 124, 160, 162) formed from a second yarn different from the first yarn (142), the braided lace (122, 124, 160, 162) integrated with the braided upper (100), at a lace integration portion (130) of the braided upper (100),
characterized in that the second yarn is a high-performance yarn (144). - The braided article of footwear of claim 1, wherein the throat portion (112) includes a base (117), and the lace integration portion (130) is located at the base (117) of the throat portion (112).
- The braided article of footwear of claim 1, wherein at least two braided laces (122, 124, 160, 162) are integrated with the braided upper (100), at the lace integration portion (130) of the braided upper (100).
- The braided article of footwear of claim 1, wherein the high performance yarn (144) comprises one or more of a thermoplastic coated polyester yarn, an aramid material yarn, a liquid crystal material yarn, a carbon fiber yarn, or a combination thereof.
- The braided article of footwear of claim 1, wherein the throat portion (112) includes a medial edge (114) and a lateral edge (116), further comprising a plurality of integrally braided eyelets (132) along each of the medial edge (114) and the lateral edge (116) of the throat portion (112).
- The braided article of footwear of claim 5, wherein the plurality of integrally braided eyelets (132) are braided with a high performance yarn (144).
- The braided article of footwear of claim 5, wherein at least two braided laces (122, 124, 160, 162) are integrated with the braided upper (100) along the medial edge (114) of the throat portion (112) and the at least two braided laces (122, 124, 160, 162) are integrated with the braided upper (100) along the lateral edge (116) of the throat portion (112).
- A method of forming a braided article of footwear (900), the method comprising: braiding a unitary braided upper (100) with a first yarn (142), the braided upper (100) having at least a main body (120) and independently braiding at least one braided lace (122, 124, 160, 162) with a second yarn different from the first yarn (142) (902), and braiding the at least one braided lace (122, 124, 160, 162) while braiding the unitary upper (100); at a lace integration portion (130) of the unitary braided upper (100), integrating the at least one braided lace (122, 124, 160, 162) into the unitary braided upper (100) (904),the method further comprising forming the main body (120) of the unitary braided upper (100) having a toe portion (106), a heel portion (108), a medial midfoot portion and a lateral midfoot portion between the toe portion (106) and the heel portion (108), a throat portion (112) between the medial midfoot portion and the lateral midfoot portion, and an underfoot portion, and comprising affixing a sole (150) to the underfoot portion of the braided upper (100),characterized in that the second yarn is a high-performance yarn (144).
- The method of claim 8, wherein the integrating the at least one braided lace (122, 124, 160, 162) into the unitary braided upper (100) is performed by interlacing a plurality of yarns of the at least one braided lace (122, 124, 160, 162) and a plurality of yarns of the unitary braided upper (100) in at least two different directions.
- The method of claim 8, further comprising braiding a plurality of integrally braided eyelets (132), each eyelet in the plurality of integrally braided eyelets (132) having an exit point (134) and an entry point (136) into the main body (120).
- The method of claim 8, wherein the throat portion (112) has a medial side (114) and a lateral side (116), the method further comprising, at the lace integration portion (130) of the unitary braided upper (100), integrating at least two braided laces (122, 124, 160, 162) into the unitary braided upper (100) along each of the medial side (114) and the lateral side (116).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201862681797P | 2018-06-07 | 2018-06-07 | |
| PCT/US2019/035954 WO2019236945A1 (en) | 2018-06-07 | 2019-06-07 | Braided footwear with integrated laces and methods for their manufacture |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3810839A1 EP3810839A1 (en) | 2021-04-28 |
| EP3810839B1 true EP3810839B1 (en) | 2024-09-18 |
Family
ID=67003742
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19733335.4A Active EP3810839B1 (en) | 2018-06-07 | 2019-06-07 | Braided footwear with integrated laces and methods for their manufacture |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20210235807A1 (en) |
| EP (1) | EP3810839B1 (en) |
| CN (1) | CN112292486B (en) |
| WO (1) | WO2019236945A1 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9668544B2 (en) | 2014-12-10 | 2017-06-06 | Nike, Inc. | Last system for articles with braided components |
| US10806210B2 (en) * | 2017-05-31 | 2020-10-20 | Nike, Inc. | Braided articles and methods for their manufacture |
| US11439206B2 (en) | 2019-12-17 | 2022-09-13 | Under Armour, Inc. | Method of making an article of footwear with braided upper |
| US11535960B2 (en) * | 2020-04-17 | 2022-12-27 | Jhih Huei Trading Co., Ltd. | Textile for shoe upper and shoe body including the same |
| US11602196B2 (en) * | 2020-07-13 | 2023-03-14 | Adidas Ag | Articles of footwear comprising a wound component and methods of making the same |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4106308B2 (en) | 2003-06-10 | 2008-06-25 | 株式会社市川鉄工 | Torsion racing machine |
| US7293371B2 (en) * | 2004-09-22 | 2007-11-13 | Nike, Inc. | Woven shoe with integral lace loops |
| US8225530B2 (en) * | 2006-11-10 | 2012-07-24 | Nike, Inc. | Article of footwear having a flat knit upper construction or other upper construction |
| JP5652821B2 (en) | 2010-12-22 | 2015-01-14 | 株式会社市川鉄工 | Torsion racing machine |
| US8839532B2 (en) * | 2011-03-15 | 2014-09-23 | Nike, Inc. | Article of footwear incorporating a knitted component |
| US9150986B2 (en) * | 2011-05-04 | 2015-10-06 | Nike, Inc. | Knit component bonding |
| US9861160B2 (en) * | 2012-11-30 | 2018-01-09 | Nike, Inc. | Article of footwear incorporating a knitted component |
| US10306946B2 (en) * | 2013-05-14 | 2019-06-04 | Nike, Inc. | Article of footwear having heel portion with knitted component |
| US10159297B2 (en) * | 2013-05-21 | 2018-12-25 | Bradford C. Jamison | Patterned plexus of filaments, method of producing and articles containing patterned filaments |
| US20140373389A1 (en) * | 2013-06-25 | 2014-12-25 | Nike, Inc. | Braided Upper With Overlays For Article Of Footwear |
| US9510637B2 (en) * | 2014-06-16 | 2016-12-06 | Nike, Inc. | Article incorporating a knitted component with zonal stretch limiter |
| US9903054B2 (en) * | 2014-08-27 | 2018-02-27 | Nike, Inc. | Knitted component having tensile strand for adjusting auxetic portion |
| JP6933444B2 (en) * | 2015-03-31 | 2021-09-08 | アディダス アーゲー | Shoe upper for sports shoes |
| TWI667968B (en) * | 2015-05-15 | 2019-08-11 | 荷蘭商耐克創新有限合夥公司 | Knitted component |
| US20160345675A1 (en) * | 2015-05-26 | 2016-12-01 | Nike, Inc. | Hybrid Braided Article |
| US11103028B2 (en) * | 2015-08-07 | 2021-08-31 | Nike, Inc. | Multi-layered braided article and method of making |
| EP3402918B1 (en) * | 2016-01-15 | 2023-06-28 | NIKE Innovate C.V. | Method of manufacturing a footwear upper with knitted component |
-
2019
- 2019-06-07 CN CN201980038626.2A patent/CN112292486B/en active Active
- 2019-06-07 WO PCT/US2019/035954 patent/WO2019236945A1/en unknown
- 2019-06-07 EP EP19733335.4A patent/EP3810839B1/en active Active
- 2019-06-07 US US15/734,871 patent/US20210235807A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CN112292486B (en) | 2022-04-26 |
| WO2019236945A4 (en) | 2020-01-30 |
| EP3810839A1 (en) | 2021-04-28 |
| WO2019236945A1 (en) | 2019-12-12 |
| US20210235807A1 (en) | 2021-08-05 |
| CN112292486A (en) | 2021-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11425956B2 (en) | Braided articles and methods for their manufacture | |
| EP3631068B1 (en) | Braided articles and methods for their manufacture | |
| US11051573B2 (en) | Braided articles and methods for their manufacture | |
| EP3810839B1 (en) | Braided footwear with integrated laces and methods for their manufacture | |
| CN107835646B (en) | Hybrid knitted article | |
| CN111372483B (en) | Multi-layer braided shoe upper | |
| TWI589743B (en) | Method of knitting a knitted component with a vertically inlaid tensile element | |
| TWI550153B (en) | Knitting machine configured for knitting a knit component and method of manufacturing a knit component with a knitting machine | |
| CN110691870B (en) | Braided article of footwear incorporating flat yarns | |
| TWI547615B (en) | Feeder for knitting machine with friction reducing features and system including a feeder for forming a knit component | |
| TWI634849B (en) | Knitted component with adjustable inlaid strand for an article of footwear |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20201203 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20221212 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230515 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240412 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602019059076 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |