EP3797882B1 - Installation for sorting postal parcels or packages - Google Patents
Installation for sorting postal parcels or packages Download PDFInfo
- Publication number
- EP3797882B1 EP3797882B1 EP20184978.3A EP20184978A EP3797882B1 EP 3797882 B1 EP3797882 B1 EP 3797882B1 EP 20184978 A EP20184978 A EP 20184978A EP 3797882 B1 EP3797882 B1 EP 3797882B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sorting
- receptacles
- articles
- installation
- conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000009434 installation Methods 0.000 title claims description 42
- 238000002347 injection Methods 0.000 claims description 8
- 239000007924 injection Substances 0.000 claims description 8
- 238000012544 monitoring process Methods 0.000 claims 5
- 238000005096 rolling process Methods 0.000 description 7
- 238000000034 method Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 1
- 238000012876 topography Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C3/00—Sorting according to destination
- B07C3/02—Apparatus characterised by the means used for distribution
- B07C3/06—Linear sorting machines in which articles are removed from a stream at selected points
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C3/00—Sorting according to destination
- B07C3/02—Apparatus characterised by the means used for distribution
- B07C3/08—Apparatus characterised by the means used for distribution using arrangements of conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C3/00—Sorting according to destination
- B07C3/02—Apparatus characterised by the means used for distribution
- B07C3/08—Apparatus characterised by the means used for distribution using arrangements of conveyors
- B07C3/082—In which the objects are carried by transport holders and the transport holders form part of the conveyor belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66F—HOISTING, LIFTING, HAULING OR PUSHING, NOT OTHERWISE PROVIDED FOR, e.g. DEVICES WHICH APPLY A LIFTING OR PUSHING FORCE DIRECTLY TO THE SURFACE OF A LOAD
- B66F9/00—Devices for lifting or lowering bulky or heavy goods for loading or unloading purposes
- B66F9/06—Devices for lifting or lowering bulky or heavy goods for loading or unloading purposes movable, with their loads, on wheels or the like, e.g. fork-lift trucks
- B66F9/063—Automatically guided
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66F—HOISTING, LIFTING, HAULING OR PUSHING, NOT OTHERWISE PROVIDED FOR, e.g. DEVICES WHICH APPLY A LIFTING OR PUSHING FORCE DIRECTLY TO THE SURFACE OF A LOAD
- B66F9/00—Devices for lifting or lowering bulky or heavy goods for loading or unloading purposes
- B66F9/06—Devices for lifting or lowering bulky or heavy goods for loading or unloading purposes movable, with their loads, on wheels or the like, e.g. fork-lift trucks
- B66F9/075—Constructional features or details
- B66F9/12—Platforms; Forks; Other load supporting or gripping members
Definitions
- the present invention relates to a sorting installation for articles such as parcels or small postal packages, comprising a sorting carousel conveyor with transport buckets for the articles which are moved in a closed loop over a plurality of sorting outlets. formed respectively of storage receptacles, an article supply store in which articles stored in bulk are serialized and then injected one by one into the transport buckets of the moving conveyor, and a control / command unit which acts on the buckets transport of the conveyor containing an article to open each above a receptacle which corresponds to a distribution address of the article according to a sorting plan kept in memory in the control / command unit.
- the present invention relates more particularly to an installation for sorting in several sorting passes and more particularly in two sorting passes to a large number of directions or destinations.
- the large number of directions or destinations is of the order of several thousand.
- These directions or destinations correspond to the different delivery routes of parcels or postal packages of a country or a region within a country.
- Parcel sorting can currently be done distributed over several sorting centers, for example a main arrival center for parcels in a country where sorting is carried out and distribution centers in different regions of the country where it is carried out. sorting distribution.
- the aim of the invention is to provide a sorting installation for parcels or postal packages such as small international parcels (PPI) which allows sorting, routing and distribution in a centralized manner on a single site to promote the efficiency of automation and ease of delivery of parcels and packages over a large number of directions.
- PPI small international parcels
- Another object of the invention is to provide a multi-pass sorting installation for parcels or postal packages which has a small footprint for a large number of sorting outlets.
- the invention relates to an installation for the sorting of articles comprising a sorting carousel conveyor with transport buckets of the articles which are moved in a closed loop above a plurality of sorting outlets formed. respectively of storage receptacles, an article supply store in which articles stored in bulk are serialized and then injected one by one into the transport buckets of the moving conveyor, and a control / command unit which acts on the transport buckets of the sorting conveyor containing an article to open them each above a receptacle which corresponds to a distribution address of the article according to a plan sorting unit kept in memory in the control / command unit, characterized in that the control / command unit is arranged to carry out the sorting of the articles in the receptacles of the sorting outlets in several sorting passes, in that when of a first sorting pass, the articles are sorted in first sorting output receptacles with a high bulk storage capacity and in that during a subsequent sorting pass, the articles are sorted in second output
- Items are parcels or postal packets such as small international packets.
- FIG. 1 there is schematically illustrated a sorting installation 1 according to the invention for here for example small international packages called "PPI" which each have a general parallelepipedal shape and a weight of less than 3 kg.
- PPI small international packages
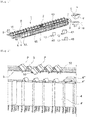
- Sorting installation 1 includes a sorting conveyor carousel 2 with transport buckets 3 here in the form of rectangular trays with flange or retractable flap on one side more visible on the figure 2 .
- transport buckets 3 are moved while being inclined in a closed loop above a plurality of sorting outlets formed by storage receptacles 4 open on the top and arranged here on two parallel and opposite strands of the loop.
- the sorting installation 1 further comprises a supply store 5 in packages with a hopper 6 in which the packages P to be sorted are stored in bulk.
- the packages are serialized, for example at a constant pitch, with a view to being injected onto the trays of the sorting conveyor.
- FIG. 1 there is very schematically illustrated a device 7 for taking digital images which forms an image of each serialized packet in the store 5 and which from this image automatically recognizes by OCR an indication of the distribution or delivery address of the packet .
- serialized packages are conveyed from the supply store 5 to an injection device 8 where the packages are injected one by one into empty transport buckets of the sorting conveyor (here therefore inclined trays with retractable flaps).
- a control / command unit 9 of the installation shown in figure 1 from the address data recognized by the device 7 acts on the transport buckets of the sorting conveyor containing packages to open them (here by tilting the flap 10 of the plate as illustrated on the figure 2 ) each above a receptacle 4 which corresponds to the distribution address of the packet in a sorting plan maintained in memory in the control / command unit.
- the package falls by gravity into the corresponding receptacle located just below.
- the packages are conveyed in series from the store 5 to the injection device 8 here by a flat conveyor 13 such as a belt or roller conveyor illustrated in the figures. figures 1 and 3 .
- the conveyor 13 passes under the loop of the sorting conveyor and extends longitudinally between the two opposite parallel strands of the loop of the sorting conveyor, which contributes to the compactness of the sorting installation according to the invention.
- the packages are injected here onto the trays of the sorting conveyor from the inner side of the loop of the sorting conveyor here by means of piston pushers 11 which are illustrated on the figure. figure 3 .
- the rectangular trays 3 which circulate in a loop above the sorting outlets while being inclined (tray indicated by the reference 3 'on the figure 3 ), are tilted in a horizontal position (like the 3 "plate illustrated on the figure 3 ) at the time of injection of a package on the tray and therefore the injection is done by sliding the package perpendicular to the sorting conveyor.
- the sorting plan which is rolled out by the control / command unit 9 in the sorting installation 1 is a multi-pass sorting plan and here in particular a two-pass sorting plan.
- the P packets serialized in the store are first sorted in the first receptacles with a high bulk storage capacity, that is to say for example several hundred packets. PPI.
- the packages P are separated, for example, into postman rounds batches.
- a receptacle with a high bulk storage capacity is shown on the figure 1 by reference 4A.
- a receptacle 4A may for example be a container.
- the containers filled with packages sorted in the first pass are moved by shuttle robots 12 at the supply inlet of the installation to be placed again in the hopper 5.
- shuttle robots are controlled by the control / command unit 9 to move in particular from a storage area for shuttle robots to the sorting outlets of the installation or even from the sorting outlets to the food store of installation or to a storage area for empty or full receptacles.
- the P packets are sorted in second sorting output receptacles with a smaller bulk storage capacity than that of the receptacles 4A, for example a few tens of PPI packets.
- the packets P are separated, for example, by the postman's tour.
- a low capacity bulk storage receptacle is shown on figure 1 by reference 4B.
- a receptacle 4B may for example be a bin or a bag.
- the receptacles 4A and 4B are rolling receptacles or mounted on rolling carts.
- the bags are carried by rolling carts in the form of a gallows, the top of the bag being held open at the top of the gallows.
- the receptacles 4B filled with packages can be grouped together by destination and by time slot to be transported using shuttle robots to a distribution depot.
- the first sorting pass in receptacles with a high bulk storage capacity makes it possible to simplify the storage and replenishment of the installation, while the second sorting pass in receptacles with a lower bulk storage capacity makes it possible to adapt these second receptacles to the volume of a postman's round, for example, and which can be grouped together in larger containers to be transported by truck.
- the control / command unit 9 is thus configured to control the discharge of the transport buckets 3 at successive locations which correspond to the size of the successive receptacles along the sorting conveyor and at the same time to control the movement of the shuttle robots 12. so that they put the appropriate receptacles under the appropriate sorting outlets.
- the packet sorting process can comprise several successive sorting passes in receptacles 4A and several sorting passes in receptacles 4B.
- sorting installation it is possible to design mixed sorting outlets capable of receiving large and small receptacles 4A and 4B.
- the number of sorting outlets in the installation depends on the length of the sorting conveyor loop and the size of the receptacles placed under the sorting conveyor loop.
- control / command unit 9 keeps in memory the topography of the sorting outlets in order to be able to sort in the sorting outlet receptacles.
- the batches of first pass rounds are made up for example with complete shipments, that is to say tour groups to be grouped together in the same transport containers.
- An installation according to the invention with 64 mixed sorting outlets makes it possible to separate approximately 4000 rounds.
- this sorting installation according to the invention can support the sorting of parcels and packages with in addition large format flat postal objects.
- This sorting installation is very suitable for replacing a conventional mail sorting installation already in place in a postal sorting center, for example.
- the architecture of the sorting installation according to the invention makes it possible to expect high sorting throughputs of the order of 10,000 packages or packages per hour.
Description
La présente invention concerne une installation de tri pour des articles comme des colis ou petits paquets postaux, comprenant un convoyeur de tri à carrousel avec des godets de transport des articles qui sont déplacés en boucle fermée au-dessus d'une pluralité de sorties de tri formées respectivement de réceptacles de stockage, un magasin d'alimentation en articles dans lequel des articles stockés en vrac sont sérialisés puis injectés un par un dans les godets de transport du convoyeur en déplacement, et une unité de contrôle/commande qui agit sur les godets de transport du convoyeur contenant un article pour les ouvrir chacun au-dessus d'un réceptacle qui correspond à une adresse de distribution de l'article suivant un plan de tri maintenu en mémoire dans l'unité de contrôle/commande.The present invention relates to a sorting installation for articles such as parcels or small postal packages, comprising a sorting carousel conveyor with transport buckets for the articles which are moved in a closed loop over a plurality of sorting outlets. formed respectively of storage receptacles, an article supply store in which articles stored in bulk are serialized and then injected one by one into the transport buckets of the moving conveyor, and a control / command unit which acts on the buckets transport of the conveyor containing an article to open each above a receptacle which corresponds to a distribution address of the article according to a sorting plan kept in memory in the control / command unit.
Ce genre d'installation est notamment connue des documents de brevets
La présente invention concerne plus particulièrement une installation pour le tri en plusieurs passes de tri et plus particulièrement en deux passes de tri vers un grand nombre de directions ou destinations.The present invention relates more particularly to an installation for sorting in several sorting passes and more particularly in two sorting passes to a large number of directions or destinations.
Le grand nombre de directions ou destinations est de l'ordre de plusieurs milliers.The large number of directions or destinations is of the order of several thousand.
Ces directions ou destinations correspondent aux différentes tournées de livraison des colis ou paquets postaux d'un pays ou d'une région dans un pays.These directions or destinations correspond to the different delivery routes of parcels or postal packages of a country or a region within a country.
Le tri de colis peut se faire actuellement de façon répartie sur plusieurs centres de tri à savoir par exemple un centre principal d'arrivée des colis dans un pays où est réalisé un tri acheminement et des centres de distribution dans différentes régions du pays où est réalisé un tri distribution.Parcel sorting can currently be done distributed over several sorting centers, for example a main arrival center for parcels in a country where sorting is carried out and distribution centers in different regions of the country where it is carried out. sorting distribution.
Le problème des installations de tri de colis actuelles est que les colis ne sont pas vraiment triés par tournée de distribution et qu'il faut affiner le tri des colis manuellement.The problem with current parcel sorting facilities is that parcels are not really sorted by distribution route and that the sorting of parcels must be refined manually.
Le but de l'invention est de proposer une installation de tri pour colis ou paquets postaux comme des petits paquets internationaux (PPI) qui permet un tri acheminement et distribution de façon centralisée sur un seul site pour favoriser l'efficacité de l'automatisation et la facilité de la distribution des colis et des paquets sur un grand nombre de directions.The aim of the invention is to provide a sorting installation for parcels or postal packages such as small international parcels (PPI) which allows sorting, routing and distribution in a centralized manner on a single site to promote the efficiency of automation and ease of delivery of parcels and packages over a large number of directions.
Un autre but de l'invention est de proposer une installation de tri multi-passes pour colis ou paquets postaux qui présente une faible emprise au sol pour un grand nombre de sorties de triAnother object of the invention is to provide a multi-pass sorting installation for parcels or postal packages which has a small footprint for a large number of sorting outlets.
A cet effet, l'invention a pour objet une installation pour le tri d'articles comprenant un convoyeur de tri à carrousel avec des godets de transport des articles qui sont déplacés en boucle fermée au-dessus d'une pluralité de sorties de tri formées respectivement de réceptacles de stockage, un magasin d'alimentation en articles dans lequel des articles stockés en vrac sont sérialisés puis injectés un par un dans les godets de transport du convoyeur en déplacement, et une unité de contrôle/commande qui agit sur les godets de transport du convoyeur de tri contenant un article pour les ouvrir chacun au-dessus d'un réceptacle qui correspond à une adresse de distribution de l'article suivant un plan de tri maintenu en mémoire dans l'unité de contrôle/commande, caractérisée en ce que l'unité de contrôle/commande est agencée pour dérouler le tri des articles dans les réceptacles des sorties de tri en plusieurs passes de tri, en ce que lors d'une première passe de tri, les articles sont triés dans des premiers réceptacles de sortie de tri à forte capacité de stockage en vrac et en ce que lors d'une passe de tri ultérieure, les articles sont triés dans des seconds réceptacles de sortie de tri qui ont une plus petite capacité de stockage en vrac que les premiers réceptacles.To this end, the invention relates to an installation for the sorting of articles comprising a sorting carousel conveyor with transport buckets of the articles which are moved in a closed loop above a plurality of sorting outlets formed. respectively of storage receptacles, an article supply store in which articles stored in bulk are serialized and then injected one by one into the transport buckets of the moving conveyor, and a control / command unit which acts on the transport buckets of the sorting conveyor containing an article to open them each above a receptacle which corresponds to a distribution address of the article according to a plan sorting unit kept in memory in the control / command unit, characterized in that the control / command unit is arranged to carry out the sorting of the articles in the receptacles of the sorting outlets in several sorting passes, in that when of a first sorting pass, the articles are sorted in first sorting output receptacles with a high bulk storage capacity and in that during a subsequent sorting pass, the articles are sorted in second output receptacles sorters which have a smaller bulk storage capacity than the first receptacles.
Cette installation peut présenter en outre les particularités suivantes :
- les premiers réceptacles sont des containers et les seconds réceptacles sont des bacs ou des sacs.
- les premiers et seconds réceptacles sont des réceptacles roulants.
- plusieurs réceptacles roulants disposés en file servent une même sortie de tri, la file de réceptacles étant déplacée sous la sortie de tri au fur et à mesure du remplissage des réceptacles avec des articles.
- elle comprend des robots-navettes pilotés en déplacement par l'unité de contrôle/commande pour accoster lesdits réceptacles roulants et les entraîner en déplacement sous les sorties de tri.
- l'unité de contrôle/commande est agencée pour piloter en déplacement les robots/navettes de façon à amener les premiers réceptacles remplis d'articles des sorties de tri vers le magasin d'alimentation.
- les godets du convoyeur de tri se présentent chacun comme un plateau rectangulaire muni d'un rebord escamotable sur un côté, et en ce que les articles sont injectés latéralement sur les plateaux qui sont placés en position inclinée pendant l'injection.
- le magasin d'alimentation comporte en sortie de sérialisation des articles, un convoyeur à plat qui s'étend entre deux sections opposées de la boucle.
- the first receptacles are containers and the second receptacles are bins or bags.
- the first and second receptacles are rolling receptacles.
- several rolling receptacles arranged in a line serve the same sorting outlet, the line of receptacles being moved under the sorting outlet as the receptacles are filled with articles.
- it comprises robot-shuttles driven in movement by the control / command unit to accost said rolling receptacles and drive them in movement under the sorting outlets.
- the control / command unit is arranged to drive the robots / shuttles on the move so as to bring the first receptacles filled with articles from the sorting outlets to the food store.
- the buckets of the sorting conveyor are each presented as a rectangular tray provided with a retractable rim on one side, and in that the articles are injected laterally on the trays which are placed in an inclined position during the injection.
- the feed store comprises at the output of the serialization of the articles, a flat conveyor which extends between two opposite sections of the loop.
Les articles sont des colis ou des paquets postaux comme des petits paquets internationaux.Items are parcels or postal packets such as small international packets.
-
La
figure 1 est une vue schématique d'une installation de tri selon l'invention.Thefigure 1 is a schematic view of a sorting installation according to the invention. -
La
figure 2 montre des plateaux de convoyage des articles avec des réceptacles de sortie de tri.Thefigure 2 shows article conveyor trays with sorting outlet receptacles. -
La
figure 3 montre un injecteur pour injecter des articles dans les godets de transport du convoyeur de tri.Thefigure 3 shows an injector for injecting articles into the transport buckets of the sorting conveyor.
L'invention est exposée ci-après plus en détail et illustrée par les dessins qui représentent un exemple d'installation pour le tri de colis ou paquets postaux.The invention is explained below in more detail and illustrated by the drawings which show an example of an installation for sorting parcels or postal packages.
Sur la
L'installation de tri 1 comprend un convoyeur de tri à carrousel 2 avec des godets de transport 3 ici sous la forme de plateaux rectangulaires à rebord ou rabat escamotable sur un côté plus visibles sur la
Ces godets de transport 3 sont déplacés en étant inclinés suivant une boucle fermée au-dessus d'une pluralité de sorties de tri formées par des réceptacles de stockage 4 ouverts sur le dessus et disposés ici sur deux brins parallèles et opposés de la boucle.These
L'installation de tri 1 comprend encore un magasin d'alimentation 5 en paquets avec une trémie 6 dans laquelle des paquets P à trier sont stockés en vrac.The sorting installation 1 further comprises a
En sortie de la trémie, les paquets sont sérialisés par exemple à pas constant en vue d'être injectés sur les plateaux du convoyeur de tri.On leaving the hopper, the packages are serialized, for example at a constant pitch, with a view to being injected onto the trays of the sorting conveyor.
Sur la
Les paquets sérialisés sont convoyés du magasin d'alimentation 5 jusqu'à un dispositif d'injection 8 où les paquets sont injectés un par un dans des godets de transport vides du convoyeur de tri (ici donc des plateaux inclinés à rabat escamotable).The serialized packages are conveyed from the
Une unité de contrôle/commande 9 de l'installation représentée sur la
Lors de l'ouverture du godet, c'est-à-dire du basculement du rabat 10 du plateau, le paquet tombe par gravité dans le réceptacle correspondant situé juste dessous.During the opening of the bucket, that is to say the tilting of the
Les paquets sont convoyés en série du magasin 5 jusqu'au dispositif d'injection 8 ici par un convoyeur à plat 13 comme un convoyeur à tapis ou à rouleaux illustré sur les
Dans l'exemple illustré sur la
Les paquets sont injectés ici sur les plateaux du convoyeur de tri depuis le côté intérieur de la boucle du convoyeur de tri ici par l'intermédiaire de pousseurs à piston 11 qui sont illustrés sur la
Comme visible sur la
On a aussi illustré sur la
Selon l'invention, le plan de tri qui est déroulé par l'unité de contrôle/commande 9 dans l'installation de tri 1 est un plan de tri multi-passes et ici en particulier un plan de tri en deux passes.According to the invention, the sorting plan which is rolled out by the control /
Selon ce plan de tri, lors de la première passe de tri les paquets P sérialisés dans le magasin sont d'abord triés dans des premiers réceptacles à forte capacité de stockage en vrac, c'est-à-dire par exemple plusieurs centaines de paquets PPI.According to this sorting plan, during the first sorting pass, the P packets serialized in the store are first sorted in the first receptacles with a high bulk storage capacity, that is to say for example several hundred packets. PPI.
Dans cette première passe de tri, les paquets P sont séparés par exemple en lots de tournées du facteur.In this first sorting pass, the packages P are separated, for example, into postman rounds batches.
Un réceptacle à forte capacité de stockage en vrac est illustré sur la
Un réceptacle 4A peut être par exemple un container.A
A la fin de cette première passe de tri, les containers remplis de paquets triés dans la première passe sont déplacés par des robots navette 12 en entrée d'alimentation de l'installation pour être de nouveau mis dans la trémie 5.At the end of this first sorting pass, the containers filled with packages sorted in the first pass are moved by
Ces robots navette sont pilotés par l'unité de contrôle/commande 9 pour se déplacer notamment d'une zone de rangement des robots navettes vers les sorties de tri de l'installation ou encore depuis les sorties de tri vers le magasin d'alimentation de l'installation ou encore vers une zone de stockage des réceptacles vides ou pleins.These shuttle robots are controlled by the control /
Lors de la seconde passe de tri, les paquets P sont triés dans des seconds réceptacles de sortie de tri d'une capacité de stockage en vrac plus petite que celle des réceptacles 4A, par exemple quelques dizaines de paquets PPI.During the second sorting pass, the P packets are sorted in second sorting output receptacles with a smaller bulk storage capacity than that of the
Dans cette seconde passe de tri, les paquets P sont séparés par exemple par tournée du facteur.In this second sorting pass, the packets P are separated, for example, by the postman's tour.
Un réceptacle de faible capacité de stockage en vrac est illustré sur la
Un réceptacle 4B peut être par exemple un bac ou un sac.A
Les réceptacles 4A et 4B sont des réceptacles roulants ou montés sur chariots roulants. Les sacs sont portés par des chariots roulants sous forme de potence, le haut du sac étant maintenu ouvert en haut de la potence.The
Après la seconde passe de tri, les réceptacles 4B remplis de paquets peuvent être regroupés par destination et par tranche horaire pour être transportés à l'aide des robots navette vers un dépôt de distribution.After the second sorting pass, the
La première passe de tri dans des réceptacles de forte capacité de stockage en vrac permet de simplifier le stockage et la réalimentation de l'installation tandis que la seconde passe de tri dans des réceptacles de plus faible capacité de stockage en vrac permet d'adapter ces seconds réceptacles au volume d'une tournée du facteur par exemple et qui pourront être regroupés dans des containers plus grands pour être transportés en camion.The first sorting pass in receptacles with a high bulk storage capacity makes it possible to simplify the storage and replenishment of the installation, while the second sorting pass in receptacles with a lower bulk storage capacity makes it possible to adapt these second receptacles to the volume of a postman's round, for example, and which can be grouped together in larger containers to be transported by truck.
L'unité de contrôle/commande 9 est ainsi paramétrée pour commander le déversement des godets de transport 3 à des endroits successifs qui correspondent à la dimension des réceptacles successifs le long du convoyeur de tri et en même temps pour commander le déplacement des robots navettes 12 pour qu'ils mettent les réceptacles adéquats sous les sorties de tri appropriées.The control /
Dans cette installation 1 et comme illustré sur la
Selon l'invention, le processus de tri des paquets peut comprendre plusieurs passes de tri successives dans des réceptacles 4A et plusieurs passes de tri dans des réceptacles 4B.According to the invention, the packet sorting process can comprise several successive sorting passes in
Dans l'installation 1 selon l'invention, plusieurs réceptacles (du type 4A ou 4B) roulants indiqués par les références 4',4" 4"' peuvent être disposés en file pour servir une même sortie de tri comme illustré sur la
Ceci permet d'augmenter encore les capacités de tri de l'installation selon l'invention.This makes it possible to further increase the sorting capacities of the installation according to the invention.
Avec l'installation de tri selon l'invention, on peut concevoir des sorties de tri mixtes aptes à recevoir des grands et des petits réceptacles 4A et 4B. Le nombre de sorties de tri de l'installation dépend de la longueur de la boucle du convoyeur de tri et de la taille des réceptacles placés sous la boucle du convoyeur de tri.With the sorting installation according to the invention, it is possible to design mixed sorting outlets capable of receiving large and
Il est entendu que l'unité de contrôle/commande 9 maintient en mémoire la topographie des sorties de tri pour pouvoir réaliser le tri dans les réceptacles de sortie de tri.It is understood that the control /
Les lots de tournées en première passe sont constitués par exemple avec des expéditions complètes, c'est-à-dire des groupes de tournées devant être regroupés dans les mêmes containers de transport.The batches of first pass rounds are made up for example with complete shipments, that is to say tour groups to be grouped together in the same transport containers.
Si on considère que l'installation peut séparer n lots en première passe de tri et que chaque lot est séparé en m tournées, le nombre total de tournées qui peuvent être séparées est donné par l'expression nxm.If we consider that the installation can separate n lots in the first sorting pass and that each lot is separated into m rounds, the total number of rounds that can be separated is given by the expression nxm.
Une installation selon l'invention à 64 sorties de tri mixte permet de séparer environ 4000 tournées.An installation according to the invention with 64 mixed sorting outlets makes it possible to separate approximately 4000 rounds.
A noter que cette installation de tri selon l'invention peut supporter le tri de colis et paquets avec en plus des objets postaux plats de grands format.It should be noted that this sorting installation according to the invention can support the sorting of parcels and packages with in addition large format flat postal objects.
Cette installation de tri est très adaptée pour être substituée à une installation de tri du courrier classique déjà en place dans un centre de tri postal par exemple.This sorting installation is very suitable for replacing a conventional mail sorting installation already in place in a postal sorting center, for example.
L'architecture de l'installation de tri selon l'invention permet d'attendre des hauts débits de tri de l'ordre de 10000 colis ou paquets par heure.The architecture of the sorting installation according to the invention makes it possible to expect high sorting throughputs of the order of 10,000 packages or packages per hour.
Claims (9)
- An installation for sorting articles (P), which installation comprises a carousel sorting conveyor (2) having article transport bins (3) that are moved around a closed loop over a plurality of sorting outlets formed by respective storage receptacles (4), an article feed magazine (5) in which bulk stored articles are put into series and then injected one-by-one into the transport bins of the conveyor while it is moving, and a monitoring and control unit (9) that acts on the bins of the sorting conveyor so as to open each of them over a receptacle that corresponds to a delivery address of the article following a sorting plan stored in a memory in the monitoring and control unit, said installation being characterized in that the monitoring and control unit is arranged to run the sorting into the receptacles of the sorting outlets in a plurality of passes, in that, during a first sorting pass, the parcels are sorted into first receptacles (4A) that are of high bulk storage capacity, and in that, during a subsequent sorting pass, the parcels are sorted into second sorting outlet receptacles (4B) that are of smaller bulk storage capacity than the first receptacles.
- An installation according to claim 1, characterized in that the first receptacles are containers and the second receptacles are trays or bags.
- An installation according to claim 1 or claim 2, characterized in that the first and second receptacles are wheeled receptacles.
- An installation according to any preceding claim, characterized in that a plurality of wheeled receptacles disposed in line serve the same sorting outlet, the line of receptacles being moved under the sorting outlet as the receptacles are filled with articles.
- An installation according to any preceding claim, characterized in that it further comprises shuttle robots caused to move by the monitoring and control unit to dock with said wheeled receptacles and to drive them to move under the sorting outlets.
- An installation according to claim 5, characterized in that the monitoring and control unit is arranged to cause the shuttle robots to move in such a manner as to bring the first receptacles filled with articles from the sorting outlets to the feed magazine.
- An installation according to any preceding claim, characterized in that each of the bins of the sorting conveyor is in the form of a rectangular platform equipped with a rim that is retractable on one side, and in that the articles are injected sideways onto the platforms that are placed in a tilted position during the injection.
- An installation according to any preceding claim, characterized in that, at the outlet via which the articles as put in series exit, the feed magazine has a conveyor (13) for conveying articles flat, which conveyor extends between two opposite segments of the loop.
- An installation according to any preceding claim, characterized in that the articles are postal parcels or packets.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1910788A FR3101264B1 (en) | 2019-09-30 | 2019-09-30 | Installation for sorting parcels or postal packages |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3797882A1 EP3797882A1 (en) | 2021-03-31 |
| EP3797882B1 true EP3797882B1 (en) | 2021-10-20 |
Family
ID=69158048
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20184978.3A Active EP3797882B1 (en) | 2019-09-30 | 2020-07-09 | Installation for sorting postal parcels or packages |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11534801B2 (en) |
| EP (1) | EP3797882B1 (en) |
| ES (1) | ES2900399T3 (en) |
| FR (1) | FR3101264B1 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020242695A1 (en) * | 2019-05-24 | 2020-12-03 | Laitram, L.L.C. | Compact sorter |
| US11628477B1 (en) * | 2020-06-23 | 2023-04-18 | Amazon Technologies, Inc. | Camera-based tracking systems for item sortation systems |
| DE102022001774A1 (en) | 2022-05-19 | 2023-11-23 | Hansueli Christen | Sorting conveyor device for shipments in a distribution center |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6829369B2 (en) * | 2001-05-18 | 2004-12-07 | Lockheed Martin Corporation | Coding depth file and method of postal address processing using a coding depth file |
| US20080000817A1 (en) * | 2006-06-30 | 2008-01-03 | Bowe Bell + Howell Company | Sort scheme generation based on bin capacity |
| KR102202232B1 (en) * | 2014-02-05 | 2021-01-13 | 한국전자통신연구원 | System for sorting parcel and method thereof |
| DE102015200618A1 (en) * | 2015-01-16 | 2016-07-21 | Siemens Aktiengesellschaft | Sorting apparatus and method for sorting pieces |
| WO2017192824A1 (en) * | 2016-05-06 | 2017-11-09 | United States Postal Service | System and method for sorting and delivering items |
| CN107433263A (en) * | 2016-05-25 | 2017-12-05 | 山东新北洋信息技术股份有限公司 | Sorting unit and intelligent sorting equipment |
| FR3063987A1 (en) * | 2017-03-17 | 2018-09-21 | Solystic | SORTING OF OBJECTS WITH A PIVOTING SHUTTER SORTING CONVEYOR |
| CN109420620B (en) * | 2017-09-05 | 2020-07-24 | 上海同程物流发展有限公司 | Sorting and collecting device and logistics sorting line applying same |
| US10974283B2 (en) * | 2017-10-05 | 2021-04-13 | United States Postal Service | System and method of sorting and sequencing items |
-
2019
- 2019-09-30 FR FR1910788A patent/FR3101264B1/en active Active
-
2020
- 2020-07-09 EP EP20184978.3A patent/EP3797882B1/en active Active
- 2020-07-09 ES ES20184978T patent/ES2900399T3/en active Active
- 2020-07-31 US US16/944,423 patent/US11534801B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| ES2900399T3 (en) | 2022-03-16 |
| FR3101264A1 (en) | 2021-04-02 |
| EP3797882A1 (en) | 2021-03-31 |
| US11534801B2 (en) | 2022-12-27 |
| FR3101264B1 (en) | 2021-10-01 |
| US20210094073A1 (en) | 2021-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3797882B1 (en) | Installation for sorting postal parcels or packages | |
| CN107472852B (en) | Delivery vehicle and method for delivering shipments at different locations of a delivery route | |
| JP3333209B2 (en) | Delivery Ordering Method for Letter Sorting Equipment | |
| EP3302829B1 (en) | Device for sorting objects into bags | |
| EP2906366A1 (en) | Method for processing packages and logistical centre for processing packages | |
| WO2016102821A1 (en) | Postal sorting machine with a feed inlet comprising a robotic arm and a vertically mobile magazine | |
| EP3564164B1 (en) | Storage/picking cell for parcel handling logistics platform | |
| EP1608470B1 (en) | Bin transferring structure for a postal sorting machine | |
| FR3048238B1 (en) | ARTICLE SORTING SYSTEM AND CORRESPONDING SORT METHOD | |
| EP3828107B1 (en) | An installation for sorting articles such as parcels or packets with a system for monitoring the positioning of the articles by outline detection | |
| FR3017546A1 (en) | METHOD FOR THE POSTAL SORTING OF LOW MAIL FLOWS | |
| US20060031127A1 (en) | Method for collecting goods in a warehouse and for handling returned goods | |
| FR2892106A1 (en) | AUTOMATIC PALLETIZING METHOD AND DEVICE | |
| JP2007533421A (en) | How to manually collect flat shipments that can be processed manually | |
| EP2547461A1 (en) | Method for sorting postal items with the aid of shuttle bins having a variable storage capacity | |
| CA3009780C (en) | Sorting outlet module for a postal sorting machine | |
| EP3558551A1 (en) | Equipment for automatically sorting non-standard parcels | |
| WO2007045492A1 (en) | Aiding a filling of a sack with mail items | |
| JPH10277496A (en) | Device for assorting flat delivered objects by plural assorting stages | |
| EP1318075B1 (en) | Method and apparatus for calibrating and conditioning fruit with short term preservation | |
| WO2021176184A9 (en) | System and method for transferring containers in a storage warehouse | |
| WO2022249188A1 (en) | Multi-level sorting system | |
| FR2812857A1 (en) | Grading and preserving peaches, apricots, nectarines comprises placing grade fruit into pallets, putting stacked pallets in refrigerated chamber, grading and removing pallets for packaging |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210414 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B07C 3/08 20060101AFI20210804BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| INTG | Intention to grant announced |
Effective date: 20210823 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602020000783 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1439480 Country of ref document: AT Kind code of ref document: T Effective date: 20211115 |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: FGE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1439480 Country of ref document: AT Kind code of ref document: T Effective date: 20211020 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2900399 Country of ref document: ES Kind code of ref document: T3 Effective date: 20220316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220120 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220220 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220221 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220120 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220121 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602020000783 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220709 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220709 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20230719 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230731 Year of fee payment: 4 Ref country code: FI Payment date: 20230719 Year of fee payment: 4 Ref country code: ES Payment date: 20230927 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20230719 Year of fee payment: 4 Ref country code: FR Payment date: 20230726 Year of fee payment: 4 Ref country code: DE Payment date: 20230719 Year of fee payment: 4 Ref country code: BE Payment date: 20230719 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |