EP3699314A1 - Utility ferritic stainless steel having excellent hot workability, and manufacturing method therefor - Google Patents
Utility ferritic stainless steel having excellent hot workability, and manufacturing method therefor Download PDFInfo
- Publication number
- EP3699314A1 EP3699314A1 EP18892556.4A EP18892556A EP3699314A1 EP 3699314 A1 EP3699314 A1 EP 3699314A1 EP 18892556 A EP18892556 A EP 18892556A EP 3699314 A1 EP3699314 A1 EP 3699314A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- slab
- ferrite
- stainless steel
- less
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/13—Modifying the physical properties of iron or steel by deformation by hot working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/005—Modifying the physical properties by deformation combined with, or followed by, heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0081—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for slabs; for billets
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Definitions
- the present invention relates to a manufacturing method of a utility ferritic stainless steel, More specifically, relates to a manufacturing method of a utility ferritic stainless steel with improved slab hot workability through ferrite factor and ⁇ -ferrite phase fraction control through component control under hot rolling heating temperature conditions of at least 1200°C before hot rolling.
- Utility ferritic stainless steel is a high-strength STS steel with dual phase (ferrite base + tempered martensite) structure by controlling Ni, Mn content, etc. with a Cr content of 11 to 12.5%. It is a steel type that is used as a substitute for carbon steel in the field of structural materials requiring corrosion resistance / abrasion resistance and weldability. This utility ferritic stainless steel is widely used as a structural material requiring strength and corrosion resistance.
- austenitic 304 steel having excellent corrosion resistance is used as a structural material, but a large amount of expensive Ni and Cr is included, which causes economic problems.
- ferritic stainless steel containing 16% or more of Cr, especially in 430 steel corrosion resistance is superior to carbon steel, but workability is poor, and in particular, there is a limitation in the use of a structural material that requires weldability due to problems such as deterioration of toughness of the weld zone due to coarsening of the ferrite structure of the heat-affected zone.
- 409 steel containing relatively low Cr of about 11% or less corrosion resistance is similar to that of the existing 400-based STS, but due to low impact toughness and yield strength, there are many limitations to apply as a structural material.
- the embodiments of the present disclosure as the ⁇ -ferrite fraction in the slab structure is controlled by controlling the alloy component and phase fraction conditions, when hot rolling of a wide slab under high temperature heat treatment conditions of 1200 to 1250°C, provide a utility ferritic stainless steel with excellent hot workability that can prevent the occurrence of surface linear flaws and edge cracks, and a manufacturing method thereof.
- a manufacturing method of a utility ferritic stainless steel with excellent hot workability includes: manufacturing a slab including, in percent (%) by weight of the entire composition, C: 0.005 to 0.020%, N: 0.005 to 0.020%, Si: 0.5 to 0.8%, Mn: 0.5 to 1.5%, Cr: 11.0 to 12.5%, Ni: 0.2 to 0.6%, P: 0.035% or less (excluding 0), S: 0.01% or less (excluding 0), the remainder of iron (Fe) and other inevitable impurities; and hot rolling the slab after heating the slab, and the heating of the slab is performed in a temperature range of 1200 to 1250°C so that the fraction of ⁇ -ferrite phase in the internal structure of the slab is 80 to 95%.
- the heating time may be 3 hours or more.
- the manufacturing method may further include: Cu: 0.2% or less and Ti: 0.03% or less.
- the ferritic stainless steel may further include: Cu: 0.2% or less and Ti: 0.03% or less.
- the reduction of area in the temperature range of 900 to 1200°C may be 70% or more.
- a manufacturing method of a utility ferritic stainless steel with excellent hot workability includes: manufacturing a slab comprising, in percent (%) by weight of the entire composition, C: 0.005 to 0.020%, N: 0.005 to 0.020%, Si: 0.5 to 0.8%, Mn: 0.5 to 1.5%, Cr: 11.0 to 12.5%, Ni: 0.2 to 0.6%, P: 0.035% or less (excluding 0), S: 0.01% or less (excluding 0), the remainder of iron (Fe) and other inevitable impurities; and hot rolling the slab after heating the slab, and the heating of the slab is performed in a temperature range of 1200 to 1250°C so that the fraction of ⁇ -ferrite phase in the internal structure of the slab is 80 to 95%.
- part when a part "includes” or “comprises” an element, unless there is a particular description contrary thereto, the part may further include other elements, not excluding the other elements.
- ferritic stainless steel is described, and then a manufacturing method of ferrite stainless steel is described.
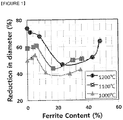
- FIG. 1 is a graph showing the correlation between ⁇ -ferrite fraction and hot workability at 1000, 1100, and 1200°C.
- phase fraction of ⁇ -ferrite during hot rolling causes a difference in deformation resistance to processing between austenite and ⁇ -ferrite structures when processing materials at high temperatures.
- linear flaws and edge cracks are generated.
- hot workability is the most inferior as shown in FIG. 1 when the fraction of ⁇ -ferrite in the range of 15 to 30% at a material surface temperature of 1000 to 1200°C due to contact between the roll and the material during hot rolling.
- Inventors of the present disclosure have studied microstructures to improve hot workability in ferritic stainless steel. As a result, they discovered that the fraction of ⁇ -ferrite formed in the tissue can be controlled by adjusting the temperature of the slab during heating before hot rolling of the slab. In particular, in the case of utility ferritic stainless steel, the fraction of delta-ferrite varies depending on the heating conditions, and they discovered that a large amount of ⁇ -ferrite structure is formed at higher temperatures. Accordingly, alloy components, phase fraction and the temperature range of the heating step was derived.
- a utility ferritic stainless steel with excellent hot workability includes, in percent (%) by weight of the entire composition, C: 0.005 to 0.020%, N: 0.005 to 0.020%, Si: 0.5 to 0.8%, Mn: 0.5 to 1.5%, Cr: 11.0 to 12.5%, Ni: 0.2 to 0.6%, P: 0.035% or less (excluding 0), S: 0.01% or less (excluding 0), the remainder of iron (Fe) and other inevitable impurities.
- the unit is % by weight.
- the content of C and N is 0.005 to 0.020%.
- the sum of the two elements exceeds 0.04%, there is a problem that the ductility of the material decreases rapidly, and the toughness of the martensite formed in the weld zone decreases rapidly.
- the content of Si is 0.5 to 0.8%.
- Silicon (Si) is usually added as a deoxidizer to reduce inclusions in steel, and when high strength is required, it is preferable to add 0.5% or more since it prevents excessive generation of delta ferrite that can lower strength.
- the upper limit can be limited to 0.8%.
- the content of Mn is 0.5 to 1.5%.
- Manganese (Mn) is an austenite-forming element and is effective in improving toughness because it controls ferrite grain size growth. Therefore, it is preferable to add 0.5% or more to improve toughness and workability of the material. However, if the content is excessive, the workability and toughness of the steel material rapidly decreases, and the upper limit can be limited to 1.5%.
- the content of Cr is 11.0 to 12.5%.
- Chromium (Cr) is the most contained element of the corrosion resistance enhancing element of stainless steel, and it is preferable to add 11% or more to express corrosion resistance.
- the content is excessive, since a large amount of austenite forming elements such as Ni, Mn, and Cu must be added, there is a problem that it is difficult to secure the toughness of the weld zone and the workability of the material, and the upper limit can be limited to 12.5%.
- the content of Ni is 0.2 to 0.6%.
- Nickel (Ni) is an austenite-forming element and contributes to the improvement of the toughness of the base material.
- Ni is an element that improves weld zone toughness by refinement of ferrite grains due to austenite residue during welding and refinement of martensite transformation grains during cooling.
- it is preferable to add 0.2% or more.
- the content is excessive, the effect is saturated, causing an increase in cost, and the upper limit can be limited to 0.6%.
- the content of P is 0.035% or less.
- Phosphorus (P) is an inevitably contained impurity, and its content is preferably managed as low as possible. Theoretically, it is advantageous to control the content of phosphorus to 0% by weight, but inevitably, it must be contained in the manufacturing process. Therefore, it is important to manage the upper limit, and in the present disclosure, the upper limit is managed as 0.035%.
- the content of S is 0.01% or less.
- S Sulfur
- S Sulfur
- utility ferritic stainless steel with excellent hot workability may further include Cu: 0.2% or less and Ti: 0.03% or less.
- the content of Cu is 0.2% or less.
- Copper (Cu) is an austenite-forming element similar to Ni, which contributes to the improvement of the toughness of the base material. In addition, there is an effect of improving the ductility when adding a certain amount of Cu. However, considering the cost aspect, the content is limited to 0.2% or less.
- the content of Ti is 0.03% or less.
- Titanium (Ti) is an element that fixes carbon and nitrogen, and forms a precipitate to lower the content of solid solution C and solid solution N to improve corrosion resistance of steel.
- the content is excessive, surface defects may occur due to coarse Ti inclusions, and there is a problem in that manufacturing costs increase, and the upper limit may be limited to 0.03%.
- the remaining component of the present disclosure is iron (Fe).
- Fe iron
- impurities that are not intended from the raw material or the surrounding environment can be inevitably mixed, and therefore cannot be excluded. Since these impurities are known to anyone skilled in the ordinary manufacturing process, they are not specifically mentioned in this specification.
- the utility ferritic stainless steel with excellent hot workability that satisfies the aforementioned alloy composition may satisfy a range of 10.5 to 12.0 in a ferrite factor represented by the following equation (1).
- Ferrite factor Cr + 6 Si ⁇ 2 Mn + 4 Ni + 40 C + N
- Cr and Si are ferrite forming elements, which inhibit the formation of austenite at high temperatures
- Mn, Ni, C, and N are austenite forming elements, which promote the formation of austenite at high temperatures. That is, the larger the ferrite factor, the more difficult it is to form austenite at high temperatures.
- the ferrite factor exceeds 12
- the formation of ⁇ -ferrite single-phase structure during heat treatment may cause hot workability deterioration due to grain coarsening.
- the ferrite factor is less than 10.5
- the ⁇ -ferrite fraction falls within a range of 15 to 30% due to a decrease in the material temperature during hot rolling, and thus there is a problem of inferior hot workability. Therefore, it is preferable that the ferrite factor satisfies the range of 10.5 to 12.
- the fraction of the ⁇ -ferrite phase upon heating before hot rolling of utility ferritic stainless steel with excellent hot workability satisfying the aforementioned alloy composition may be 80 to 95%.
- a manufacturing method of a utility ferritic stainless steel with excellent hot workability includes a manufacturing a slab comprising, in percent (%) by weight of the entire composition, C: 0.005 to 0.020%, N: 0.005 to 0.020%, Si: 0.5 to 0.8%, Mn: 0.5 to 1.5%, Cr: 11.0 to 12.5%, Ni: 0.2 to 0.6%, P: 0.035% or less (excluding 0), S: 0.01% or less (excluding 0), the remainder of iron (Fe) and other inevitable impurities; and a hot rolling the slab after heating the slab, and the heating of the slab may be performed in a temperature range of 1200 to 1250°C so that the fraction of ⁇ -ferrite phase in the internal structure of the slab is 80 to 95%.
- the molten steel containing the above composition is cast into a slab in a continuous casting machine, the cooled slab is heated, and then hot rolled to produce a hot rolled product.
- the produced slab is subjected to a heating process before hot rolling.
- the present disclosure adjusts the heating temperature of the slab to control the fraction of ⁇ -ferrite phase in the internal structure of the slab to be 80 to 95% during the heating process.
- FIG. 2 is a picture for explaining the change in the microstructure during the high-temperature slab heat treatment according to Examples and Comparative Examples of the present disclosure.
- the ⁇ -ferrite measured in the present disclosure refers to the ⁇ -ferrite content present during slab heating before hot rolling.
- the specimens heat-treated at 1250°C for various alloying components were quenched and quantified through observation of microstructures at room temperature as shown in FIG. 2 .
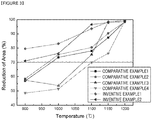
- phase fraction of the initial slab state greatly affects the hot workability of the material, and the results are shown in FIG. 3 .
- FIG. 3 is a result showing the reduction of area (%) measured through a high temperature gleeble tensile test at various hot rolling temperatures of 900 to 1200°C after maintaining for 3 hours at a temperature of 1250°C using various alloy components.
- the measured reduction of area means that the higher the value, the better the hot workability.
- the heating temperature of the slab is set to 1200 to 1250°C. To this end, it is achieved by charging the slab into the interior of the furnace and then maintaining the interior of the furnace at 1200 to 1250°C for at least 3 hours.
- the utility ferritic stainless steel manufactured according to an embodiment of the present disclosure is capable of producing wide materials, while minimizing the occurrence of linear flaws and edge cracks.
- the ferritic stainless steel according to the present disclosure has improved durability and can be used as a material for bus structures.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
- The present invention relates to a manufacturing method of a utility ferritic stainless steel, More specifically, relates to a manufacturing method of a utility ferritic stainless steel with improved slab hot workability through ferrite factor and δ-ferrite phase fraction control through component control under hot rolling heating temperature conditions of at least 1200°C before hot rolling.
- Utility ferritic stainless steel is a high-strength STS steel with dual phase (ferrite base + tempered martensite) structure by controlling Ni, Mn content, etc. with a Cr content of 11 to 12.5%. It is a steel type that is used as a substitute for carbon steel in the field of structural materials requiring corrosion resistance / abrasion resistance and weldability. This utility ferritic stainless steel is widely used as a structural material requiring strength and corrosion resistance.
- In some cases, austenitic 304 steel having excellent corrosion resistance is used as a structural material, but a large amount of expensive Ni and Cr is included, which causes economic problems. In addition, in the case of ferritic stainless steel containing 16% or more of Cr, especially in 430 steel, corrosion resistance is superior to carbon steel, but workability is poor, and in particular, there is a limitation in the use of a structural material that requires weldability due to problems such as deterioration of toughness of the weld zone due to coarsening of the ferrite structure of the heat-affected zone. And in the case of 409 steel containing relatively low Cr of about 11% or less, corrosion resistance is similar to that of the existing 400-based STS, but due to low impact toughness and yield strength, there are many limitations to apply as a structural material.
- In manufacturing such utility ferritic steel, it is desirable to perform slab heating at high temperature for the purpose of removing the segregation inside the slab during hot rolling and lowering the rolling load for smooth hot rolling. However, when the slab is heated at a high temperature of 1300°C or higher, which is a temperature above the ferrite single-phase region, it causes quality problems such as deterioration in physical properties such as impact toughness due to grain boundary oxidation and grain growth, and surface linear flaws. Therefore, when heating the slab, it is important to heat at a temperature capable of forming a two-phase structure of austenite and δ-ferrite. This is because grain coarsening during heat treatment can be suppressed due to the austenite phase formed locally compared to the ferrite single phase. However, the fraction of δ-ferrite in this two-phase structure not only changes depending on the heating temperature, but also continuously changes the phase fraction when the temperature of the initial heated slab decreases due to contact between the roll and the material during hot rolling.
- The embodiments of the present disclosure, as the δ-ferrite fraction in the slab structure is controlled by controlling the alloy component and phase fraction conditions, when hot rolling of a wide slab under high temperature heat treatment conditions of 1200 to 1250°C, provide a utility ferritic stainless steel with excellent hot workability that can prevent the occurrence of surface linear flaws and edge cracks, and a manufacturing method thereof.
- In accordance with an aspect of the present disclosure, a manufacturing method of a utility ferritic stainless steel with excellent hot workability includes: manufacturing a slab including, in percent (%) by weight of the entire composition, C: 0.005 to 0.020%, N: 0.005 to 0.020%, Si: 0.5 to 0.8%, Mn: 0.5 to 1.5%, Cr: 11.0 to 12.5%, Ni: 0.2 to 0.6%, P: 0.035% or less (excluding 0), S: 0.01% or less (excluding 0), the remainder of iron (Fe) and other inevitable impurities; and hot rolling the slab after heating the slab, and the heating of the slab is performed in a temperature range of 1200 to 1250°C so that the fraction of δ-ferrite phase in the internal structure of the slab is 80 to 95%.
- The heating time may be 3 hours or more.
- The manufacturing method may further include: Cu: 0.2% or less and Ti: 0.03% or less.
- In accordance with an aspect of the present disclosure, a utility ferritic stainless steel with excellent hot workability includes, in percent (%) by weight of the entire composition, C: 0.005 to 0.020%, N: 0.005 to 0.020%, Si: 0.5 to 0.8%, Mn: 0.5 to 1.5%, Cr: 11.0 to 12.5%, Ni: 0.2 to 0.6%, P: 0.035% or less (excluding 0), S: 0.01% or less (excluding 0), the remainder of iron (Fe) and other inevitable impurities, and a ferrite factor represented by the following equation (1) satisfies the range of 10.5 to 12.0.

- The ferritic stainless steel may further include: Cu: 0.2% or less and Ti: 0.03% or less.
- The reduction of area in the temperature range of 900 to 1200°C may be 70% or more.
- According to an embodiment of the present disclosure, it is possible to improve the hot workability of the slab during hot rolling by controlling the ferrite factor and the δ-ferrite phase fraction.
- Accordingly, it is possible to prevent the occurrence of linear flaws and edge cracks on the surface of the slab during hot rolling, and it is possible to improve the surface and edge quality of the pickled coil annealed after hot rolling.
-
-
FIG. 1 is a graph showing a correlation between a δ-ferrite fraction and hot workability according to an embodiment of the present disclosure. -
FIG. 2 is a picture for explaining the change in the microstructure during the high-temperature slab heat treatment according to Examples and Comparative Examples of the present disclosure. -
FIG. 3 is a graph showing changes in hot workability when cooling slabs according to Examples and Comparative Examples of the present disclosure. - A manufacturing method of a utility ferritic stainless steel with excellent hot workability according to an embodiment of the present disclosure includes: manufacturing a slab comprising, in percent (%) by weight of the entire composition, C: 0.005 to 0.020%, N: 0.005 to 0.020%, Si: 0.5 to 0.8%, Mn: 0.5 to 1.5%, Cr: 11.0 to 12.5%, Ni: 0.2 to 0.6%, P: 0.035% or less (excluding 0), S: 0.01% or less (excluding 0), the remainder of iron (Fe) and other inevitable impurities; and hot rolling the slab after heating the slab, and the heating of the slab is performed in a temperature range of 1200 to 1250°C so that the fraction of δ-ferrite phase in the internal structure of the slab is 80 to 95%.
- Hereinafter, the embodiments of the present disclosure will be described in detail with reference to the accompanying drawings. The following embodiments are provided to transfer the technical concepts of the present disclosure to one of ordinary skill in the art. However, the present disclosure is not limited to these embodiments, and may be embodied in another form. In the drawings, parts that are irrelevant to the descriptions may be not shown in order to clarify the present disclosure, and also, for easy understanding, the sizes of components are more or less exaggeratedly shown.
- Also, when a part "includes" or "comprises" an element, unless there is a particular description contrary thereto, the part may further include other elements, not excluding the other elements.
- An expression used in the singular encompasses the expression of the plural, unless it has a clearly different meaning in the context.
- Hereinafter, embodiments according to the present disclosure will be described in detail with reference to the accompanying drawings. First, ferritic stainless steel is described, and then a manufacturing method of ferrite stainless steel is described.
-
FIG. 1 is a graph showing the correlation between δ-ferrite fraction and hot workability at 1000, 1100, and 1200°C. - The change in phase fraction of δ-ferrite during hot rolling causes a difference in deformation resistance to processing between austenite and δ-ferrite structures when processing materials at high temperatures. As a result, linear flaws and edge cracks are generated. In particular, it is known that hot workability is the most inferior as shown in
FIG. 1 when the fraction of δ-ferrite in the range of 15 to 30% at a material surface temperature of 1000 to 1200°C due to contact between the roll and the material during hot rolling. - As a method of improving such hot workability, it is preferable to perform hot forming while maintaining a δ-ferrite phase of 10% or less, but heat treatment at a low temperature is essential when heating the slab. However, under low-temperature heat treatment conditions, the heating load increases when the slab is heated, making it difficult to produce a 5ft wide material.
- Accordingly, it is required to derive utility ferritic stainless steel and its manufacturing method that can increase the slab temperature and produce a wide slab, and at the same time, ensure the excellent hot workability through the formation of an appropriate phase fraction.
- Inventors of the present disclosure have studied microstructures to improve hot workability in ferritic stainless steel. As a result, they discovered that the fraction of δ-ferrite formed in the tissue can be controlled by adjusting the temperature of the slab during heating before hot rolling of the slab. In particular, in the case of utility ferritic stainless steel, the fraction of delta-ferrite varies depending on the heating conditions, and they discovered that a large amount of δ-ferrite structure is formed at higher temperatures. Accordingly, alloy components, phase fraction and the temperature range of the heating step was derived.
- A utility ferritic stainless steel with excellent hot workability according to the present disclosure includes, in percent (%) by weight of the entire composition, C: 0.005 to 0.020%, N: 0.005 to 0.020%, Si: 0.5 to 0.8%, Mn: 0.5 to 1.5%, Cr: 11.0 to 12.5%, Ni: 0.2 to 0.6%, P: 0.035% or less (excluding 0), S: 0.01% or less (excluding 0), the remainder of iron (Fe) and other inevitable impurities.
- Hereinafter, the reason for the numerical limitation of the alloy component content in the embodiment of the present disclosure will be described. In the following, unless otherwise specified, the unit is % by weight.
- The content of C and N is 0.005 to 0.020%.
- The lower the content of carbon (C) and nitrogen (N), the better the impact characteristics of the weld zone and the ductility can be secured, so the upper limit is set to 0.02% so that normal manufacturing is possible, and the sum of the two elements, C + N, is set to be 0.04% or less. When the sum of the two elements exceeds 0.04%, there is a problem that the ductility of the material decreases rapidly, and the toughness of the martensite formed in the weld zone decreases rapidly.
- The content of Si is 0.5 to 0.8%.
- Silicon (Si) is usually added as a deoxidizer to reduce inclusions in steel, and when high strength is required, it is preferable to add 0.5% or more since it prevents excessive generation of delta ferrite that can lower strength. However, when the content is excessive, there is a problem of deteriorating the toughness of the weld zone, in particular, the upper limit can be limited to 0.8%.
- The content of Mn is 0.5 to 1.5%.
- Manganese (Mn) is an austenite-forming element and is effective in improving toughness because it controls ferrite grain size growth. Therefore, it is preferable to add 0.5% or more to improve toughness and workability of the material. However, if the content is excessive, the workability and toughness of the steel material rapidly decreases, and the upper limit can be limited to 1.5%.
- The content of Cr is 11.0 to 12.5%.
- Chromium (Cr) is the most contained element of the corrosion resistance enhancing element of stainless steel, and it is preferable to add 11% or more to express corrosion resistance. However, when the content is excessive, since a large amount of austenite forming elements such as Ni, Mn, and Cu must be added, there is a problem that it is difficult to secure the toughness of the weld zone and the workability of the material, and the upper limit can be limited to 12.5%.
- The content of Ni is 0.2 to 0.6%.
- Nickel (Ni) is an austenite-forming element and contributes to the improvement of the toughness of the base material. In addition, since it is an element that improves weld zone toughness by refinement of ferrite grains due to austenite residue during welding and refinement of martensite transformation grains during cooling, it is preferable to add 0.2% or more. However, if the content is excessive, the effect is saturated, causing an increase in cost, and the upper limit can be limited to 0.6%.
- The content of P is 0.035% or less.
- Phosphorus (P) is an inevitably contained impurity, and its content is preferably managed as low as possible. Theoretically, it is advantageous to control the content of phosphorus to 0% by weight, but inevitably, it must be contained in the manufacturing process. Therefore, it is important to manage the upper limit, and in the present disclosure, the upper limit is managed as 0.035%.
- The content of S is 0.01% or less.
- Sulfur (S) is an inevitably contained impurity, and it is preferable to manage the content as low as possible. Theoretically, it is advantageous to control the content of phosphorus to 0% by weight, but inevitably, it must be contained in the manufacturing process. Therefore, it is important to manage the upper limit, and in the present disclosure, the upper limit is managed as 0.01%.
- In addition, utility ferritic stainless steel with excellent hot workability according to an embodiment of the present disclosure may further include Cu: 0.2% or less and Ti: 0.03% or less.
- The content of Cu is 0.2% or less.
- Copper (Cu) is an austenite-forming element similar to Ni, which contributes to the improvement of the toughness of the base material. In addition, there is an effect of improving the ductility when adding a certain amount of Cu. However, considering the cost aspect, the content is limited to 0.2% or less.
- The content of Ti is 0.03% or less.
- Titanium (Ti) is an element that fixes carbon and nitrogen, and forms a precipitate to lower the content of solid solution C and solid solution N to improve corrosion resistance of steel. However, if the content is excessive, surface defects may occur due to coarse Ti inclusions, and there is a problem in that manufacturing costs increase, and the upper limit may be limited to 0.03%.
- The remaining component of the present disclosure is iron (Fe). However, in the normal manufacturing process, impurities that are not intended from the raw material or the surrounding environment can be inevitably mixed, and therefore cannot be excluded. Since these impurities are known to anyone skilled in the ordinary manufacturing process, they are not specifically mentioned in this specification.
- According to one embodiment of the present disclosure, the utility ferritic stainless steel with excellent hot workability that satisfies the aforementioned alloy composition may satisfy a range of 10.5 to 12.0 in a ferrite factor represented by the following equation (1).

- In the above equation, Cr and Si are ferrite forming elements, which inhibit the formation of austenite at high temperatures, and Mn, Ni, C, and N are austenite forming elements, which promote the formation of austenite at high temperatures. That is, the larger the ferrite factor, the more difficult it is to form austenite at high temperatures.
- For example, when the ferrite factor exceeds 12, the formation of δ-ferrite single-phase structure during heat treatment may cause hot workability deterioration due to grain coarsening. When the ferrite factor is less than 10.5, the δ-ferrite fraction falls within a range of 15 to 30% due to a decrease in the material temperature during hot rolling, and thus there is a problem of inferior hot workability. Therefore, it is preferable that the ferrite factor satisfies the range of 10.5 to 12.
- According to one embodiment of the present disclosure, the fraction of the δ-ferrite phase upon heating before hot rolling of utility ferritic stainless steel with excellent hot workability satisfying the aforementioned alloy composition may be 80 to 95%.
- Accordingly, even if it is considered that the heated slab decreases in temperature due to contact with the roll during hot rolling, a relatively high reduction of area of 70% or more can be exhibited. Therefore, it is possible to solve the problem of linear flaws and edge cracks occurring in the production process of the product.
- Next, a manufacturing method of a utility ferritic stainless steel with excellent hot workability according to another aspect of the present disclosure will be described.
- A manufacturing method of a utility ferritic stainless steel with excellent hot workability according to an embodiment of the present disclosure includes a manufacturing a slab comprising, in percent (%) by weight of the entire composition, C: 0.005 to 0.020%, N: 0.005 to 0.020%, Si: 0.5 to 0.8%, Mn: 0.5 to 1.5%, Cr: 11.0 to 12.5%, Ni: 0.2 to 0.6%, P: 0.035% or less (excluding 0), S: 0.01% or less (excluding 0), the remainder of iron (Fe) and other inevitable impurities; and a hot rolling the slab after heating the slab, and the heating of the slab may be performed in a temperature range of 1200 to 1250°C so that the fraction of δ-ferrite phase in the internal structure of the slab is 80 to 95%.
- The reason for the numerical limitation of the alloying element content is as described above.
- After the molten steel containing the above composition is cast into a slab in a continuous casting machine, the cooled slab is heated, and then hot rolled to produce a hot rolled product.
- The produced slab is subjected to a heating process before hot rolling.
- The present disclosure adjusts the heating temperature of the slab to control the fraction of δ-ferrite phase in the internal structure of the slab to be 80 to 95% during the heating process.
-
FIG. 2 is a picture for explaining the change in the microstructure during the high-temperature slab heat treatment according to Examples and Comparative Examples of the present disclosure. - The δ-ferrite measured in the present disclosure refers to the δ-ferrite content present during slab heating before hot rolling. In order to infer the δ-ferrite content in this state, the specimens heat-treated at 1250°C for various alloying components were quenched and quantified through observation of microstructures at room temperature as shown in
FIG. 2 . - Referring to
FIG. 2 , in Examples 1 and 2, it can be confirmed that the tempered-martensite structure is distributed along the grain boundary of the ferrite matrix. On the other hand, in the case of the comparative examples, it can be seen that the fraction of martensite is higher than that of ferrite, and it can be seen that the phase fraction of austenite and δ-ferrite constituting the microstructure changes according to the change in alloy composition. - The difference in phase fraction of the initial slab state greatly affects the hot workability of the material, and the results are shown in
FIG. 3 . -
FIG. 3 is a result showing the reduction of area (%) measured through a high temperature gleeble tensile test at various hot rolling temperatures of 900 to 1200°C after maintaining for 3 hours at a temperature of 1250°C using various alloy components. The measured reduction of area means that the higher the value, the better the hot workability. - As described above, the fraction of δ-ferrite phase in the internal structure of the slab increases as the heating temperature of the slab increases, and thus in order to control the fraction of the δ-ferrite phase to be 80 to 95%, the heating temperature of the slab is set to 1200 to 1250°C. To this end, it is achieved by charging the slab into the interior of the furnace and then maintaining the interior of the furnace at 1200 to 1250°C for at least 3 hours.
- Hereinafter, it will be described in more detail through a preferred embodiment of the present disclosure.
-
[Table 1] C N Si Mn Cr Ni P S Inventive Example 1 0.017 0.017 0.79 1.21 12.4 0.44 0.02 > 0.001 Inventive Example 2 0.012 0.010 0.6 1.0 11.8 0.4 0.018 0.001 Comparative Example 1 0.011 0.013 0.31 1.4 11.3 0.41 0.018 > 0.001 Comparative Example 2 0.019 0.013 0.44 0.6 11.0 0.42 0.02 > 0.001 Comparative Example 3 0.016 0.014 0.5 0.56 11.3 0.4 0.018 > 0.001 Comparative Example 4 0.021 0.018 0.6 1.079 11.48 0.44 0.026 0.008 - As shown in Table 1, after heat treatment was performed for 3 hours at a temperature of 1250°C for the slabs produced while changing the content of each component, hot rolling was performed, and accordingly, the δ-ferrite fraction, austenite fraction, and Reduction of Area, linear flaw and edge cracks are shown in Table 2.
[Table 2] Ferrite factor δ-ferrite fraction(%) Austenite fraction (%) Reduction of Area (%) Linear flaw Edge crack Inventive Example 1 11.6 91 9 ≥ 70 x X Inventive Example 2 10.9 82 18 ≥ 70 X X Comparative Example 1 7.8 5 95 ≥ 55 O O Comparative Example 2 9.5 5 95 ≥ 55 O O Comparative Example 3 10.4 35 65 ≥ 52 O O Comparative Example 4 9.6 15 85 ≥ 48 O O - Referring to
FIG. 2 and Table 2, when heating before hot rolling according to the change of alloy component, it can be seen that the phase fraction of austenite and δ-ferrite constituting the microstructure of the slab changes. Specifically, in Table 2, it can be seen that, in the inventive examples, the δ-ferrite phase is more than the austenite phase, whereas in the comparative examples, the austenite phase is more than the δ-ferrite phase. - Referring to Table 2 and Table 3, in the case of inventive examples, compared to comparative examples, it shows a ferrite fraction of about 80% or more at an initial heat treatment condition of 1250°C. In the high temperature state during hot working, it showed a 98% level reduction of area similar to the previous one, and it can be seen that the reduction of area decreases to about 70% as the temperature decreases. That is, linear flaw and edge cracking did not occur due to a relatively high reduction of area at a low temperature compared to the comparative example.
- On the other hand, in Comparative Examples 1 and 2, the Si content was 0.31% and 0.44%, which was less than 0.5%, and as the ferrite factor was derived low, the ferrite fraction of about 5% or less was exhibited under the initial heat treatment conditions of 1250°C. In the high temperature state during hot working, a high reduction of area of about 98% was shown, but it can be seen that the reduction of area decreases to about 55% as the temperature decreases. That is, linear flaw and edge cracks occurred due to the low reduction of area at relatively low temperatures.
- In addition, in the case of Comparative Examples 3, all the component ranges of the present disclosure were satisfied, but the ferrite factor was 10.4, which was less than 10.5, indicating a ferrite fraction of about 35% at the initial heat treatment condition of 1250°C. In the high temperature state during hot working, it showed a high reduction of area of about 98%, but it can be seen that the reduction of area decreases by about 52% compared to Comparative Examples 1 and 2 as the temperature decreases. Linear flaw and edge cracks occurred due to securing low reduction of area at low temperature.
- In addition, in the case of Comparative Examples 4, as the carbon content was 0.021%, which exceeded 0.2% and as the ferrite factor was derived low, it showed a ferrite fraction of about 15% at the initial heat treatment condition of 1250°C. In the high temperature state during hot working, it showed a high reduction of area of about 98%, but it can be confirmed that the reduction of area decreases by about 48% compared to Comparative Examples 1 and 2 as the temperature decreases. Linear flaw and edge cracks occurred due to securing low reduction of area at low temperature.
- When hot rolling is performed after heating the slab in a temperature range of 1200 to 1250°C so that the δ-ferrite content satisfies the range of 80 to 95%, the utility ferritic stainless steel manufactured according to an embodiment of the present disclosure is capable of producing wide materials, while minimizing the occurrence of linear flaws and edge cracks.
- While the present disclosure has been particularly described with reference to exemplary embodiments, it should be understood by those of skilled in the art that various changes in form and details may be made without departing from the spirit and scope of the present disclosure.
- The ferritic stainless steel according to the present disclosure has improved durability and can be used as a material for bus structures.
Claims (6)
- A manufacturing method of a utility ferritic stainless steel with excellent hot workability, the manufacturing method comprising:manufacturing a slab comprising, in percent (%) by weight of the entire composition, C: 0.005 to 0.020%, N: 0.005 to 0.020%, Si: 0.5 to 0.8%, Mn: 0.5 to 1.5%, Cr: 11.0 to 12.5%, Ni: 0.2 to 0.6%, P: 0.035% or less (excluding 0), S: 0.01% or less (excluding 0), the remainder of iron (Fe) and other inevitable impurities; andhot rolling the slab after heating the slab,wherein the heating of the slab is performed in a temperature range of 1200 to 1250°C so that the fraction of δ-ferrite phase in the internal structure of the slab is 80 to 95%.
- The manufacturing method of claim 1, wherein the heating time is 3 hours or more.
- The manufacturing method of claim 1, further comprising: Cu: 0.2% or less and Ti: 0.03% or less
- A utility ferritic stainless steel with excellent hot workability, the ferritic stainless steel comprising, in percent (%) by weight of the entire composition, C: 0.005 to 0.020%, N: 0.005 to 0.020%, Si: 0.5 to 0.8%, Mn: 0.5 to 1.5%, Cr: 11.0 to 12.5%, Ni: 0.2 to 0.6%, P: 0.035% or less (excluding 0), S: 0.01% or less (excluding 0), the remainder of iron (Fe) and other inevitable impurities, and
wherein a ferrite factor represented by the following equation (1) satisfies the range of 10.5 to 12.0.
- The ferritic stainless steel of claim 4, further comprising: Cu: 0.2% or less and Ti: 0.03% or less.
- The ferritic stainless steel of claim 4, wherein a reduction of area in the temperature range of 900 to 1200°C is 70% or more.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020170178047A KR101987665B1 (en) | 2017-12-22 | 2017-12-22 | Utility ferritic stainless steel excellent in hot workability and method of manufacturing the same |
| PCT/KR2018/013418 WO2019124729A1 (en) | 2017-12-22 | 2018-11-07 | Utility ferritic stainless steel having excellent hot workability, and manufacturing method therefor |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3699314A4 EP3699314A4 (en) | 2020-08-26 |
| EP3699314A1 true EP3699314A1 (en) | 2020-08-26 |
Family
ID=66847309
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18892556.4A Pending EP3699314A1 (en) | 2017-12-22 | 2018-11-07 | Utility ferritic stainless steel having excellent hot workability, and manufacturing method therefor |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20200392609A1 (en) |
| EP (1) | EP3699314A1 (en) |
| KR (1) | KR101987665B1 (en) |
| CN (1) | CN111448326B (en) |
| WO (1) | WO2019124729A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115029622B (en) * | 2022-04-29 | 2023-05-23 | 武汉钢铁有限公司 | High-surface-quality hot-rolled dual-phase steel and production process thereof |
| CN115261744B (en) * | 2022-07-20 | 2023-10-27 | 山西太钢不锈钢股份有限公司 | High-toughness low-chromium ferrite stainless steel medium plate and manufacturing method thereof |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4608099A (en) * | 1984-10-10 | 1986-08-26 | Amax Inc. | General purpose maintenance-free constructional steel of superior processability |
| JPS63219527A (en) * | 1987-03-10 | 1988-09-13 | Sumitomo Metal Ind Ltd | Manufacture of ferritic stainless steel excellent in cold workability |
| KR100433250B1 (en) * | 1999-06-17 | 2004-05-27 | 주식회사 포스코 | Structural ferritic stainless steel with good weldability |
| WO2005073422A1 (en) * | 2004-01-29 | 2005-08-11 | Jfe Steel Corporation | Austenitic-ferritic stainless steel |
| KR101056211B1 (en) * | 2008-11-25 | 2011-08-11 | 주식회사 포스코 | Ferritic stainless steel with excellent workability and its manufacturing method |
| CN102899587B (en) * | 2011-07-25 | 2015-01-21 | 宝山钢铁股份有限公司 | Double phase stainless steel and manufacturing method thereof |
| KR101463315B1 (en) * | 2012-12-21 | 2014-11-18 | 주식회사 포스코 | Stainless hot-rolled steel sheet with high hardness and low temperature impact toughness |
| KR20150074694A (en) * | 2013-12-24 | 2015-07-02 | 주식회사 포스코 | Ferritic stainless steel with excellent hot workability and method of manufacturing the same |
| KR101685825B1 (en) * | 2015-06-18 | 2016-12-12 | 현대제철 주식회사 | Carbon steel for machine structure and method for manufacturing thereof |
-
2017
- 2017-12-22 KR KR1020170178047A patent/KR101987665B1/en active IP Right Grant
-
2018
- 2018-11-07 WO PCT/KR2018/013418 patent/WO2019124729A1/en unknown
- 2018-11-07 US US16/772,058 patent/US20200392609A1/en not_active Abandoned
- 2018-11-07 CN CN201880079341.9A patent/CN111448326B/en active Active
- 2018-11-07 EP EP18892556.4A patent/EP3699314A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| KR101987665B1 (en) | 2019-06-11 |
| WO2019124729A1 (en) | 2019-06-27 |
| CN111448326A (en) | 2020-07-24 |
| CN111448326B (en) | 2022-10-28 |
| EP3699314A4 (en) | 2020-08-26 |
| US20200392609A1 (en) | 2020-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2969200C (en) | Thick-walled high-toughness high-strength steel plate and method for manufacturing the same | |
| CN110100034B (en) | High-hardness wear-resistant steel and method for manufacturing same | |
| KR101988144B1 (en) | High toughness and high tensile strength thick steel plate with excellent material homogeneity and production method for same | |
| EP2940171B1 (en) | High-manganese wear resistant steel having excellent weldability and method for manufacturing same | |
| JP5687624B2 (en) | Stainless steel, cold-rolled strip made from this steel, and method for producing steel plate products from this steel | |
| JP5335502B2 (en) | Martensitic stainless steel with excellent corrosion resistance | |
| CN111479945B (en) | Wear-resistant steel having excellent hardness and impact toughness and method for manufacturing same | |
| EP3239327A1 (en) | High-strength steel plate for pressure vessel having excellent toughness after post weld heat treatment and manufacturing method thereof | |
| CA2899570A1 (en) | Thick, tough, high tensile strength steel plate and production method therefor | |
| KR101344537B1 (en) | High strength steel sheet and method of manufacturing the steel sheet | |
| JP2018059187A (en) | Abrasion resistant steel sheet and manufacturing method of abrasion resistant steel sheet | |
| EP3699314A1 (en) | Utility ferritic stainless steel having excellent hot workability, and manufacturing method therefor | |
| JP7324361B2 (en) | Austenitic stainless steel with improved strength and method for producing the same | |
| EP2220260A1 (en) | Low chrome ferritic stainless steel with high corrosion resistance and stretchability and method of manufacturing the same | |
| KR20190044689A (en) | Steel plate | |
| EP3822384B1 (en) | Austenitic stainless steel having improved strength | |
| KR101463315B1 (en) | Stainless hot-rolled steel sheet with high hardness and low temperature impact toughness | |
| KR102497433B1 (en) | Austenitic stainless steel with imporoved strength and corrosion resistance, and method for manufacturing the same | |
| KR20150074694A (en) | Ferritic stainless steel with excellent hot workability and method of manufacturing the same | |
| EP4249623A1 (en) | High-strength austenitic stainless steel having excellent hot workability | |
| KR20140003010A (en) | Steel plate and method for manufacturing of the same | |
| KR20150025946A (en) | Steel sheet and method of manufacturing the same | |
| KR20140017115A (en) | High strength thick steel sheet and method of manufacturing the high strength thick steel sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200522 |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20200720 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: POSCO HOLDINGS INC. |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: POSCO CO., LTD |