EP3669552B1 - A type of speaker cabinet, and an extrusion blow mould and manufacturing method for a speaker cabinet - Google Patents
A type of speaker cabinet, and an extrusion blow mould and manufacturing method for a speaker cabinet Download PDFInfo
- Publication number
- EP3669552B1 EP3669552B1 EP18845590.1A EP18845590A EP3669552B1 EP 3669552 B1 EP3669552 B1 EP 3669552B1 EP 18845590 A EP18845590 A EP 18845590A EP 3669552 B1 EP3669552 B1 EP 3669552B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- aforementioned
- extrusion blow
- shafts
- speaker cabinet
- moulds
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R1/00—Details of transducers, loudspeakers or microphones
- H04R1/20—Arrangements for obtaining desired frequency or directional characteristics
- H04R1/22—Arrangements for obtaining desired frequency or directional characteristics for obtaining desired frequency characteristic only
- H04R1/28—Transducer mountings or enclosures modified by provision of mechanical or acoustic impedances, e.g. resonator, damping means
- H04R1/2869—Reduction of undesired resonances, i.e. standing waves within enclosure, or of undesired vibrations, i.e. of the enclosure itself
- H04R1/2884—Reduction of undesired resonances, i.e. standing waves within enclosure, or of undesired vibrations, i.e. of the enclosure itself by means of the enclosure structure, i.e. strengthening or shape of the enclosure
- H04R1/2888—Reduction of undesired resonances, i.e. standing waves within enclosure, or of undesired vibrations, i.e. of the enclosure itself by means of the enclosure structure, i.e. strengthening or shape of the enclosure for loudspeaker transducers
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R1/00—Details of transducers, loudspeakers or microphones
- H04R1/02—Casings; Cabinets ; Supports therefor; Mountings therein
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/04—Extrusion blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/20—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor of articles having inserts or reinforcements ; Handling of inserts or reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R31/00—Apparatus or processes specially adapted for the manufacture of transducers or diaphragms therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/20—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor of articles having inserts or reinforcements ; Handling of inserts or reinforcements
- B29C2049/2008—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor of articles having inserts or reinforcements ; Handling of inserts or reinforcements inside the article
- B29C2049/2013—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor of articles having inserts or reinforcements ; Handling of inserts or reinforcements inside the article for connecting opposite walls, e.g. baffles in a fuel tank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3418—Loud speakers
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R2201/00—Details of transducers, loudspeakers or microphones covered by H04R1/00 but not provided for in any of its subgroups
- H04R2201/02—Details casings, cabinets or mounting therein for transducers covered by H04R1/02 but not provided for in any of its subgroups
- H04R2201/029—Manufacturing aspects of enclosures transducers
Definitions
- the invention involves a speaker cabinet.
- the weight of the speaker cabinet was intimately linked to speaker sound quality, as the larger the speaker unit of the speaker cabinet, the greater the power required to cause the speaker unit to vibrate. And the larger the speaker unit, the more sonic pressure is created in the speaker cabinet after it vibrates. The more sonic pressure created, the more likely it is that the area within the speaker cabinet will warp, becoming larger or smaller, according to the vibration.
- the speaker cabinet walls need to be made thicker, and the materials used to produce the speaker cabinet must be fairly rigid as well.
- the main technical problem the invention seeks to solve is the provision of a speaker cabinet, where the capacity of the speaker cabinet can remain unchanged during use, but the speaker cabinet is also light-weight, with thin walls.
- the invention completely fulfils sound quality and portability requirements.
- a speaker cabinet produced using the claimed extrusion blow mould includes a containment space within; multiple reinforcing rib connectors pass through the space between the two faces on the inside of the aforementioned containment space with the largest area; when these two faces start moving towards or away from each other, the reinforcing rib connectors provide resistance in the opposite direction of the movement;
- the aforementioned cabinet and reinforcing rib connectors are created in one piece via extrusion mould extrusion blow moulding.
- the aforementioned reinforcing rib connectors are hollow shafts, and the aforementioned two faces each have apertures connecting through to the hollow shafts; and each of the aforementioned apertures are set in positions corresponding to each of the hollow shafts.
- the aforementioned reinforcing ribs are parallel to each other.
- the aforementioned cabinet is rectangular, and the aforementioned reinforcing rib connectors pass between its top and bottom faces.
- the extrusion blow mould for producing the aforementioned speaker cabinet is comprised of two moulds provided symmetrically, with one side of the aforementioned two moulds being the opening face; multiple shafts extending from the face within each mould furthest from the opening face towards the direction closest to the opening face; with the aforementioned shafts being lower than the flat surface existing on the aforementioned opening face;
- the aforementioned mould is rectangular.
- This invention also provides a method of using the aforementioned extrusion blow mould to produce a speaker cabinet, where the parison required for the extrusion blow moulding is placed between the two moulds along the lengthwise direction, and the two ends of the parison are cut off when the mould is closed, keeping it between the two moulds;
- Blowing commencing into the blow port of the closed two moulds, causing the parison within the mould to expand; and during the expansion process the parison covers the inner walls of the mould and the outer walls of the shafts, forming the speaker cabinet.
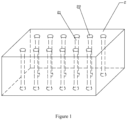
- Fig. 1-3 shows an extrusion blow mould for producing a speaker cabinet, which is comprised of two moulds (1) provided symmetrically, with one side of the aforementioned two moulds (1) being the opening face; multiple shafts (11) extending from the face within each mould (1) furthest from the opening face towards the direction closest to the opening face; with the aforementioned shafts (11) being lower than the flat surface existing on the aforementioned opening face;
- the mould in the optimal example is rectangular, but this is only for illustrative purposes, and this can be exchanged for a mould of any other shape in practical application, as a simple exchange belonging to the example.
- the parison required for the extrusion blow moulding is placed between the two moulds (1) along the lengthwise direction, and the two ends of the parison are cut off when the mould (1) is closed, keeping it between the two moulds (1);
- Blowing commences into the blow port of the closed two moulds (1), causing the parison within the mould (1) to expand; and during the expansion process the parison will flow through the lengthwise gaps between the shaft (11) ends, causing the parison to cover the inner walls of the mould (1) and outer walls of the shafts (11), forming the speaker cabinet (2).
- the speaker cabinet (2) is formed, and includes a containment space within, where multiple reinforcing rib connectors (21) pass through the space between the two faces on the inside of the aforementioned containment space with the largest area; and when these two faces start moving towards or away from each other, the reinforcing rib connectors (21) provide resistance in the opposite direction of the movement;
- the aforementioned reinforcing rib connectors (21) are hollow shafts, and the aforementioned two faces each have apertures (22) connecting through to the hollow shafts; each of the aforementioned apertures (22) are set in positions corresponding to each of the hollow shafts (21), and the aforementioned reinforcing ribs (21) are parallel to each other.
- the aforementioned speaker cabinet is formed in one piece via extrusion blow moulding, has a relatively high surface tension, and has good pressure-resistant capabilities during operation, making it difficult to warp.
- reinforcing rib connectors pass between the two faces of the speaker cabinet with the largest area and act on both, further increasing the pressure-resistant capabilities of the speaker cabinet. This enables the speaker cabinet to be light and thin, while also fulfilling the demands of a speaker cabinet to provide good sound quality.
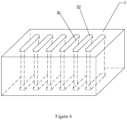
- Fig. 4 shows that in this example, the reinforcing ribs are no longer hollow and cylindrical shafts, and that they are now flat and hollow shafts. This shape also achieves the action of the reinforcing ribs, and as the rest of the design is the same as that of Example 1, no further explanation will be provided.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Signal Processing (AREA)
- Health & Medical Sciences (AREA)
- Otolaryngology (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Details Of Audible-Bandwidth Transducers (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
- The invention involves a speaker cabinet.
- Traditionally, the weight of the speaker cabinet was intimately linked to speaker sound quality, as the larger the speaker unit of the speaker cabinet, the greater the power required to cause the speaker unit to vibrate. And the larger the speaker unit, the more sonic pressure is created in the speaker cabinet after it vibrates. The more sonic pressure created, the more likely it is that the area within the speaker cabinet will warp, becoming larger or smaller, according to the vibration. To stabilise the capacity of the speaker cabinet, the speaker cabinet walls need to be made thicker, and the materials used to produce the speaker cabinet must be fairly rigid as well. These all increased speaker cabinet quality. Meaning that it a light speaker cabinet was an oxymoron where good sound quality was concerned, and the two properties could not exist together.
- Relevant speaker cabinets and manufacturing methods are disclosed in e.g.
JP H11 88974 A US 4,905,860 A andUS 2002/036113 A1 . - The main technical problem the invention seeks to solve is the provision of a speaker cabinet, where the capacity of the speaker cabinet can remain unchanged during use, but the speaker cabinet is also light-weight, with thin walls. The invention completely fulfils sound quality and portability requirements.
- In order to solve the aforementioned problem, the invention provides an extrusion blow mould for producing a speaker cabinet, as defined in
claim 1. A speaker cabinet produced using the claimed extrusion blow mould includes a containment space within; multiple reinforcing rib connectors pass through the space between the two faces on the inside of the aforementioned containment space with the largest area; when these two faces start moving towards or away from each other, the reinforcing rib connectors provide resistance in the opposite direction of the movement; - The aforementioned cabinet and reinforcing rib connectors are created in one piece via extrusion mould extrusion blow moulding.
- In an optimal example: the aforementioned reinforcing rib connectors are hollow shafts, and the aforementioned two faces each have apertures connecting through to the hollow shafts; and each of the aforementioned apertures are set in positions corresponding to each of the hollow shafts.
- In an optimal example: the aforementioned reinforcing ribs are parallel to each other.
- In an optimal example: the aforementioned cabinet is rectangular, and the aforementioned reinforcing rib connectors pass between its top and bottom faces.
- The extrusion blow mould for producing the aforementioned speaker cabinet is comprised of two moulds provided symmetrically, with one side of the aforementioned two moulds being the opening face; multiple shafts extending from the face within each mould furthest from the opening face towards the direction closest to the opening face; with the aforementioned shafts being lower than the flat surface existing on the aforementioned opening face;
- And when the two moulds are fitted together, there is a fixed distance between the shaft ends of the two moulds.
- In an optimal example: the aforementioned mould is rectangular.
- This invention also provides a method of using the aforementioned extrusion blow mould to produce a speaker cabinet, where the parison required for the extrusion blow moulding is placed between the two moulds along the lengthwise direction, and the two ends of the parison are cut off when the mould is closed, keeping it between the two moulds;
- Blowing commencing into the blow port of the closed two moulds, causing the parison within the mould to expand; and during the expansion process the parison covers the inner walls of the mould and the outer walls of the shafts, forming the speaker cabinet.
- The invention offers the following advantages over conventional technology:
- 1. The invention provides a type of speaker where the entire body of the speaker is formed in one piece via an extrusion blow moulding process, with relatively high surface tension. The speaker is quite resistant to pressure while in operation, and thus, its shape is difficult to warp. In addition, reinforcing rib connectors pass between the two faces of the speaker cabinet with the largest area and act on both, further increasing the pressure-resistant capabilities of the speaker cabinet. This enables the speaker cabinet to be light and thin, while also fulfilling the demands of a speaker cabinet to provide good sound quality.
- 2. The invention provides a type of speaker cabinet, where the elongated speaker cabinets can be created easily via and extrusion blow moulding process. In addition, the mould required for the extrusion blow moulding is fairly inexpensive, representing a large cost saving over traditional injection moulds. This means that the same soundbar can be placed in speaker cabinets of different lengths, allowing users to select speaker cabinets which match the length of their home television sets, making the speaker and television will be more compatible, and increasing overall integration.
- 3.The invention provides a type of speaker cabinet which uses reinforcing ribs to produce the cabinet of the speaker cabinet, making the capacity of the speaker cabinet very stable. The speaker cabinet can therefore take various different forms, and is not subject to the restrictions of being a pressure container. This makes it possible to make a wide variety of individual speakers via an extrusion blow moulding process.
- 4. The invention provides a type of speaker cabinet. As many hollow shafts naturally exist within the speaker cabinet, these shafts to provide inverted tube speakers or labyrinth speakers.
-
-
Fig. 1 is a structural diagram showing the speaker cabinet structure described in Optimal Example 1 of the invention; -
Fig. 2 is a structural diagram showing the extrusion blow mould of Optimal Example 1 of the invention; -
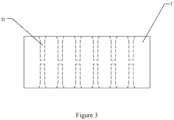
Fig. 3 is a schematic diagram showing the closed extrusion blow mould of Optimal Example 1 of the invention; -
Fig. 4 is a structural diagram showing the speaker cabinet of Optimal Example 2 of the invention. - The technical solutions of the invention will be further described below with reference to the attached drawings.
-
Fig. 1-3 shows an extrusion blow mould for producing a speaker cabinet, which is comprised of two moulds (1) provided symmetrically, with one side of the aforementioned two moulds (1) being the opening face; multiple shafts (11) extending from the face within each mould (1) furthest from the opening face towards the direction closest to the opening face; with the aforementioned shafts (11) being lower than the flat surface existing on the aforementioned opening face; - Therefore, when the two moulds (1) are fitted together, there is a fixed distance between the shaft (11) ends of the two moulds (1). The mould in the optimal example is rectangular, but this is only for illustrative purposes, and this can be exchanged for a mould of any other shape in practical application, as a simple exchange belonging to the example.
- In the method of producing a speaker cabinet using the aforementioned extrusion blow moulds, the parison required for the extrusion blow moulding is placed between the two moulds (1) along the lengthwise direction, and the two ends of the parison are cut off when the mould (1) is closed, keeping it between the two moulds (1);
- Blowing commences into the blow port of the closed two moulds (1), causing the parison within the mould (1) to expand; and during the expansion process the parison will flow through the lengthwise gaps between the shaft (11) ends, causing the parison to cover the inner walls of the mould (1) and outer walls of the shafts (11), forming the speaker cabinet (2).
- The speaker cabinet (2) is formed, and includes a containment space within, where multiple reinforcing rib connectors (21) pass through the space between the two faces on the inside of the aforementioned containment space with the largest area; and when these two faces start moving towards or away from each other, the reinforcing rib connectors (21) provide resistance in the opposite direction of the movement;
- The aforementioned reinforcing rib connectors (21) are hollow shafts, and the aforementioned two faces each have apertures (22) connecting through to the hollow shafts; each of the aforementioned apertures (22) are set in positions corresponding to each of the hollow shafts (21), and the aforementioned reinforcing ribs (21) are parallel to each other.
- The aforementioned speaker cabinet is formed in one piece via extrusion blow moulding, has a relatively high surface tension, and has good pressure-resistant capabilities during operation, making it difficult to warp. In addition, reinforcing rib connectors pass between the two faces of the speaker cabinet with the largest area and act on both, further increasing the pressure-resistant capabilities of the speaker cabinet. This enables the speaker cabinet to be light and thin, while also fulfilling the demands of a speaker cabinet to provide good sound quality. Example 2
-
Fig. 4 shows that in this example, the reinforcing ribs are no longer hollow and cylindrical shafts, and that they are now flat and hollow shafts. This shape also achieves the action of the reinforcing ribs, and as the rest of the design is the same as that of Example 1, no further explanation will be provided. - Everything described above is only a preferred example of the invention, but the scope of the invention is not limited to this. Anyone familiar with these technologies can easily think of changes or substitutions which would fall under the scope of the technology disclosed by the invention, such as using a different type of blow moulding, and any such changes or substitutions would all be within the scope of protection given to the invention. Therefore, the scope of protection of the invention should be as the Scope of Claims.
Claims (7)
- An extrusion blow mould for producing a speaker cabinet, the aforementioned speaker cabinet (2) including a containment space within, with multiple reinforcing rib connectors passing through the containment space between two faces with the largest area on the inside of the aforementioned containment space; and when these two faces start moving towards or away from each other, the reinforcing rib connectors provide resistance in the opposite direction of the movement; where the aforementioned cabinet and reinforcing rib connectors are created in one piece via extrusion blow moulding, wherein the extrusion blow mould is characterised by: being comprised of two moulds (1) provided symmetrically, with one side of each of the aforementioned two moulds being an opening face; multiple shafts (11) extending from the face within each mould furthest from the opening face towards the direction closest to the opening face; with the aforementioned shafts being lower than a flat surface existing on the aforementioned opening face; and when the two moulds are fitted together, there is a fixed distance between the shaft ends of the two moulds.
- The extrusion blow mould described in Claim 1, wherein: the aforementioned reinforcing rib connectors being hollow shafts, with the aforementioned two faces each having apertures connecting through to the hollow shafts; and each of the aforementioned apertures being set in positions corresponding to each of the hollow shafts.
- The extrusion blow mould described in Claim 1, wherein: the aforementioned reinforcing rib connectors being hollow and flat shafts, with the aforementioned two faces each having apertures connecting through to the hollow and flat shafts; and each of the aforementioned apertures being set in positions corresponding to each of the hollow and flat shafts.
- The extrusion blow mould described in Claim 1, wherein: the aforementioned reinforcing rib connectors being parallel to each other.
- The extrusion blow mould described in Claim 1, wherein: the aforementioned cabinet being rectangular; with the aforementioned reinforcing rib connectors passing between its top and bottom faces.
- The aforementioned extrusion blow mould described in any one of Claims 1 to 5, wherein the aforementioned mould being rectangular.
- A method of using the aforementioned extrusion blow mould described in any of Claims 1 to 6 to produce a speaker cabinet, characterised by: the parison required for the extrusion blow moulding being placed between the two moulds (1) along lengthwise direction, with the two ends of the parison being cut off when the mould is closed, keeping it between the two moulds; blowing commencing into the blow port of the closed two moulds, causing the parison within the extrusion blow mould to expand; and during the expansion process the parison covers the inner walls of the mould and the outer walls of the shafts (11), forming the speaker cabinet.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710711948.1A CN107566928A (en) | 2017-08-18 | 2017-08-18 | A kind of box body of sound box, the blow molding mold of box body of sound box and manufacturing method |
| PCT/SG2018/050413 WO2019035767A1 (en) | 2017-08-18 | 2018-08-14 | A type of speaker cabinet, and an extrusion blow mould and manufacturing method for a speaker cabinet |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3669552A1 EP3669552A1 (en) | 2020-06-24 |
| EP3669552A4 EP3669552A4 (en) | 2021-04-07 |
| EP3669552B1 true EP3669552B1 (en) | 2025-02-19 |
Family
ID=60976052
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18845590.1A Active EP3669552B1 (en) | 2017-08-18 | 2018-08-14 | A type of speaker cabinet, and an extrusion blow mould and manufacturing method for a speaker cabinet |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11405708B2 (en) |
| EP (1) | EP3669552B1 (en) |
| JP (1) | JP6912844B2 (en) |
| KR (1) | KR102555636B1 (en) |
| CN (1) | CN107566928A (en) |
| HU (1) | HUE070931T2 (en) |
| PL (1) | PL3669552T3 (en) |
| WO (1) | WO2019035767A1 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108391987A (en) * | 2018-01-29 | 2018-08-14 | 李世煌 | A kind of joint product of speaker and furniture |
| CN109379648A (en) * | 2018-10-09 | 2019-02-22 | 湖南捷创新材料有限公司 | A kind of blow molding integrated molding loudspeaker box structure |
| CN112087679A (en) * | 2020-08-21 | 2020-12-15 | 李世煌 | Manufacturing method of sound box body and manufacturing method of sound box |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0787627B2 (en) * | 1987-05-20 | 1995-09-20 | 本田技研工業株式会社 | Speaker box |
| JPH0715257Y2 (en) * | 1988-05-27 | 1995-04-10 | オンキヨー株式会社 | Speaker cabinet |
| JPH0346293U (en) * | 1989-09-11 | 1991-04-30 | ||
| JPH1188974A (en) * | 1997-09-02 | 1999-03-30 | Mitsubishi Electric Corp | Speaker cabinet and manufacturing method thereof |
| CA2342746A1 (en) * | 2000-04-10 | 2001-10-10 | David Chu | Sound speaker system |
| CN2445535Y (en) * | 2000-10-20 | 2001-08-29 | 王兴力 | New structure loudspeaker box |
| US6588544B2 (en) * | 2001-08-06 | 2003-07-08 | Joseph C. Fox | Speaker box with molded plastic end caps |
| GB2409366A (en) * | 2003-12-16 | 2005-06-22 | Nokia Corp | sealed casing for a mobile electronic device such as a mobile phone |
| US7181039B2 (en) * | 2004-01-30 | 2007-02-20 | Step Technologies Inc. | Thermal chimney equipped audio speaker cabinet |
| JP2006287310A (en) * | 2005-03-31 | 2006-10-19 | Onkyo Corp | Speaker cabinet and speaker system using the same |
| CN100467252C (en) * | 2006-03-03 | 2009-03-11 | 黄锦强 | Molds for direct injection and blown plastic hollow container molding products |
| CN102326196A (en) * | 2009-02-20 | 2012-01-18 | 日东纺音响工程株式会社 | Sound producing system, sound recording system, sound producing method, sound recording method, sound adjusting method, sound adjusting program, sound field adjusting system, speaker base, furniture, speaker box, and speaker device |
| CN203243475U (en) * | 2013-04-12 | 2013-10-16 | 广州杰士莱电子有限公司 | High-strength box body structure of sound box |
| CN104339628A (en) * | 2013-08-06 | 2015-02-11 | 昆山巨元升机械设计有限公司 | Operation-convenient blowing mold |
| JP6593741B2 (en) * | 2014-04-30 | 2019-10-23 | パナソニックIpマネジメント株式会社 | Speaker system |
| CN105516836A (en) * | 2015-10-30 | 2016-04-20 | 李世煌 | Box body of loudspeaker box and loudspeaker box |
| EP3239974B1 (en) * | 2016-04-25 | 2021-09-29 | GWF MessSysteme AG | Compact wide angle acoustic transducer |
-
2017
- 2017-08-18 CN CN201710711948.1A patent/CN107566928A/en active Pending
-
2018
- 2018-08-14 JP JP2020507089A patent/JP6912844B2/en active Active
- 2018-08-14 EP EP18845590.1A patent/EP3669552B1/en active Active
- 2018-08-14 KR KR1020207006676A patent/KR102555636B1/en active Active
- 2018-08-14 US US16/639,961 patent/US11405708B2/en active Active
- 2018-08-14 PL PL18845590.1T patent/PL3669552T3/en unknown
- 2018-08-14 WO PCT/SG2018/050413 patent/WO2019035767A1/en not_active Ceased
- 2018-08-14 HU HUE18845590A patent/HUE070931T2/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP3669552A4 (en) | 2021-04-07 |
| JP2020532171A (en) | 2020-11-05 |
| JP6912844B2 (en) | 2021-08-04 |
| HUE070931T2 (en) | 2025-07-28 |
| KR102555636B1 (en) | 2023-07-13 |
| EP3669552A1 (en) | 2020-06-24 |
| WO2019035767A1 (en) | 2019-02-21 |
| PL3669552T3 (en) | 2025-06-23 |
| US11405708B2 (en) | 2022-08-02 |
| CN107566928A (en) | 2018-01-09 |
| KR20200033962A (en) | 2020-03-30 |
| US20200252702A1 (en) | 2020-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3669552B1 (en) | A type of speaker cabinet, and an extrusion blow mould and manufacturing method for a speaker cabinet | |
| KR20180112763A (en) | Speaker enclosures and speakers | |
| JP6483776B2 (en) | Pantograph structure for keyboard keys | |
| CN206136289U (en) | Move diaphragm of indisputable loudspeaker and move indisputable loudspeaker | |
| CN203386877U (en) | Cavity filter and filter cavity | |
| CN104581583A (en) | Novel moving iron unit and iron core producing method | |
| WO2020224276A1 (en) | Sound production device | |
| JP2015227939A (en) | Resonator type sound absorber | |
| CN213593551U (en) | Structure of air-cooled slender needle | |
| CN209810067U (en) | Micro oscillator | |
| JP2007318405A (en) | Diaphragm for electroacoustic transducer | |
| CN208798219U (en) | Loudspeaker mould group | |
| CN207014652U (en) | A kind of special two steps type screw extruding foaming machine of expanded polypropylene plastics | |
| CN203023102U (en) | Fan base structure with integral bearing and shaft tube | |
| CN213353273U (en) | Transmission assembly for synchronously moving upper cover of foaming mold up and down | |
| CN109866444A (en) | Method and apparatus for manufacturing bellows | |
| CN104028640A (en) | Machining process of speaker frame with irregular oval border | |
| CN203859855U (en) | Sound equipment and laying frame thereof | |
| CN104053097A (en) | Improved speaker frame made of ultra-thin roll material | |
| CN212850979U (en) | Labyrinth pipeline type acoustic module and labyrinth sound box | |
| CN201450574U (en) | Single directional microphone | |
| CN104202699A (en) | Vibrating diaphragm for electroacoustic transducer | |
| JP2008249191A (en) | Ice storage structure | |
| CN206455153U (en) | A kind of new die casting | |
| JP2016173147A (en) | Vacuum heat insulation panel and refrigerator |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200212 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Free format text: PREVIOUS MAIN CLASS: H04R0001020000 Ipc: H04R0001280000 Ref document number: 602018079404 Country of ref document: DE |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20210311 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B29C 49/20 20060101ALI20210304BHEP Ipc: B29C 49/04 20060101ALI20210304BHEP Ipc: H04R 1/28 20060101AFI20210304BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20230202 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240911 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Free format text: CASE NUMBER: APP_5674/2025 Effective date: 20250203 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602018079404 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250619 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250520 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E070931 Country of ref document: HU |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1769518 Country of ref document: AT Kind code of ref document: T Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20250825 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250728 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250801 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250820 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250828 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602018079404 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: L10 Free format text: ST27 STATUS EVENT CODE: U-0-0-L10-L00 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251231 |
|
| 26N | No opposition filed |
Effective date: 20251120 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: H13 Free format text: ST27 STATUS EVENT CODE: U-0-0-H10-H13 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250831 |