EP3552761A1 - Slab edge polishing and/or milling system, method of polishing and/or milling slab edges, and panel obtained by joining polished and/or milled edges of slab pieces - Google Patents
Slab edge polishing and/or milling system, method of polishing and/or milling slab edges, and panel obtained by joining polished and/or milled edges of slab pieces Download PDFInfo
- Publication number
- EP3552761A1 EP3552761A1 EP18382242.8A EP18382242A EP3552761A1 EP 3552761 A1 EP3552761 A1 EP 3552761A1 EP 18382242 A EP18382242 A EP 18382242A EP 3552761 A1 EP3552761 A1 EP 3552761A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- slab
- edge
- guiding body
- tool
- polishing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
- B24B41/068—Table-like supports for panels, sheets or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/07—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor involving a stationary work-table
- B24B7/075—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor involving a stationary work-table using a reciprocating grinding head mounted on a movable carriage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
Definitions
- the present invention relates to a slab edge polishing and/or milling system, as well as to an edge polishing and/or milling method for a slab made of material capable of being machined such as stone agglomerates, ceramics, natural stones and the like.
- the system supports a tool for polishing and/or milling the edges of slabs that can be made of different materials, particularly hard materials.
- the invention refers too to machined slabs obtained through the methods as well as panels made up of joined polished and/or milled edges of slabs.
- the invention is applicable in the field of portable hand tools for polishing or milling the edges of slabs, preferably of stone agglomerates, natural stone, ceramics, and the like, that preferably find use in the fabrication and installation of kitchen countertops.
- the starting slabs are cut in pieces, and the cut edges which are used for making those joints are polished and/or milled before they are joined together with intermediation of an adhesive.
- the length of these joints might range up to more than 1 m, but more normally they are between 40 - 80 cm long, and their visual appearance for the quality of the installation work is of upmost importance.
- polishing and/or milling machines are described for example in US-7373936-B1 and US-8162726-B1 . Both documents describe tools placed on a guiding body and displaced manually for polishing or milling at least one edge of a slab. These guiding bodies of the machines are directly placed on the slab that is to be polished or milled, which is at the same time placed on a flat surface (floor, a table, a structure, etc.). Afterwards, the guiding body and the slab have to be positioned and aligned in order to guarantee that the edge is parallel to the movement of the polishing or milling head and afterwards secured with clamps.
- the known devices are placed manually by an operator it is difficult to assure that the guide will always be perfectly aligned and that the tool will move with the required parallelism to the edge of the slab and perpendicularity to the surface of the slab all through the polishing/milling process.
- the positioning and adjusting of the slab is subject to operator mistakes.
- the guiding body is directly fixed to the slab and the retention means used, mainly the clamps, do not guarantee that the different components cannot move relative to each other when the tool is moved, considering too that the polishing/milling step is inevitably accompanied by severe vibrations when the head of the tool acts on the edge of these normally hard materials.
- even highly skilled operators have difficulties to obtain reproducible results regarding the parallelism, planarity and perpendicularity of the machined edges of different slab pieces.
- the invention achieves an improvement in the machined slab edges and as a result, also in the creation of joints from those edges, by the combination of at least the following:
- the present invention provides an improved slab edge polishing and/ or milling system, as well as a method among other objects.
- this invention proposes a slab edge polishing and/or milling system, which is preferably portable, according to claim 1. Additional features of the invention are contained in claims 2 to 7.
- system object of the invention, comprises:
- the system is portable, meaning that it can be transported and used in the site where the installation of the slab or panel takes place, and it is not a fixed construction.
- the system can be transported by the operator itself or with the help of another person.
- the system allows the blocking of a slab in the correct position, between the supporting frame and the guiding body, wherein the slab is made of materials that are capable of being machined, such as stone agglomerates, natural stones, ceramics and the like.
- the slab comprises two major surfaces, normally the top and bottom surfaces, one front edge (the one intended to be machined), one rear edge (opposed to the front edge), and two lateral edges.
- the top surface will be the surface that remains visible in the application or final location of the slab (for example, the top surface of a kitchen countertop).
- the system assures through the positioning and fixing means that the relative position of the guiding body and the tool carriage with respect to the frame, and through the locking means that the relative position of the edge of the slab to be machined with respect to the movement of the head of the polishing and/or milling tool does not change during the machining process, despite the vibrations generated by the tool and despite the refrigerating/lubricating means normally used in this process.
- the system assures too that the possibility of alignment deviations or operator errors are minimized, and therefore that the edge can be precisely duplicated in another slab.
- the positioning means of the system are preferably vertical devices to allow the vertical displacement of the guiding body with respect to the supporting frame along a vertical axis (z).
- the fixing means are stops that prevent the movement of the guiding body with respect to the supporting frame in any of three orthogonal axes (x, y, z).
- the locking means of the system are placed to block the position of the slab, and therefore also the edge slab, between the supporting frame and the guiding body, once the slab has been correctly positioned.
- the system includes adjusting means for the correct positioning of the slab edge to be machined relative to the machining head as well as relative to the guiding body and supporting frame.
- the combination of adjusting means and locking means in the system assure the parallelism, planarity, linearity and perpendicularity between the edge of the slab and the different surfaces of the system and the repeatability of the results, blocking the right position of the slab in the system before and during the polishing and/or milling.
- Said locking means preferably block the slab in three orthogonal axes (x, y, z) to secure its position.
- said locking means are preferably:
- the position of the slab between the frame and the guiding body can be adjusted manually by using a measuring meter, a gauge, references, or a ruler. However, this might be subject to operator mistakes.
- the system includes adjusting means for correct and repeatable positioning of the slab to therefore achieve correct positioning, improved repeatability and to minimize the risk of operator mistakes.
- the adjusting means preferably comprise limiting devices, spacers or extended elements with two ends, that act as limiters of the position of the slab along the transversal axis (y), suitably placed on the front part of the guiding body or of the frame. These adjusting means define the distance between the edge of the slab to polish and/ or mill and the guiding body, guaranteeing the parallelism between the edge of the slab and the movement of the head of the machining tool.
- the guiding body might comprise any number of displacement guides.
- the guiding body preferably comprises at least two displacement guides, which may be parallel between them, and suitably also parallel to the front part of the guiding body.
- the guiding body comprises two parallel displacement guides which are designed to be positioned during the machining process, also substantially parallel to the edge being polished and/or milled during the machining step.
- the displacement guides serve the guiding means of the tool carriage to displace along said guiding body.
- the tool carriage comprises too guiding means intended to be located on said at least one displacement guide on the guiding body, coupled to this at least one displacement guide, allowing only a linear translational movement along said guides longitudinally parallel to the edge to be machined and preventing the carriage from moving in any other direction.
- Said carriage further comprises a tool connection for coupling the polishing and/or milling tool and it will travel along and parallel to the edge of the slab, machining the same, when the guiding means and the tool carriage move along the at least one displacement guide driven manually by the user.
- the guides may have adjustable limit switches in order to prevent the support from slipping out of the guides or for limiting the extend of the edge to be machined, preferably a limit switch on each end of at least one of the guides.
- Said guiding means are preferably at least two friction guide shoes, for example, made of Teflon, roller guide shoes with ball bearings or the like, which would be in contact with the at least one displacement guide.
- the displacement guides are located inside said guiding means, the means and the guides having complementary shapes in order to ensure tight connection between both.
- the sections of the guides and the guiding means may be rounded or curved, or dovetailed, such that they enable the displacement of the means over the guides, without risking "derailing" of the former or the slipping out of the latter.
- the tool connection on the tool carriage comprises regulating means for modifying the position or distance of the head of the polishing and/ or milling tool, allowing the tool to get closer or farther from the supporting frame and therefore from the front edge of the slab, or to regulate the pressure that the head exerts on the edge during the polishing and/or milling process.
- the carriage also comprises inclination means to modify the inclination of the head of the machining tool with respect to said edge.
- the guiding body in order to polish and/or mill the edge of the slab, is placed on top of one of the major faces or surfaces of the slab, normally the top major surface of the slab, with the at least one displacement guide, preferably two guides, projecting up from the guiding body.
- the other major face or surface of the slab is placed facing the supporting frame.
- the guiding body is suitably positioned and secured to the supporting frame through the positioning means and the fixing means comprised in the system.
- a second object of the invention is, according to claim 8, a method for polishing and/or milling a slab edge, which may use the slab edge polishing and/or milling system of the first aspect of the invention.
- step d) is done before or simultaneously with step c), or step c) might be done simultaneously or before step b), or step b) might be done simultaneously or before step a).
- the method additionally comprises a step b1) of arranging, on the guiding body and/or on the supporting frame, the adjusting means for the position of the slab.
- the method comprises additionally a step d1), which may be done after step d), of removing the adjusting means for the position of the slab from the guiding body and/or the supporting frame.
- Step c) is preferably performed so that the guiding body on the frame is blocked in any spatial direction.
- Step d) is preferably performed so that the position of the slab is locked in any spatial direction.
- the method includes a step e1) of adjusting the angle of the head of the polishing and/or milling tool relative to the top major surface of the slab, preferably to an angle of 90° ⁇ 5°, more preferably to an angle of 90° ⁇ 2°.
- the polishing and/or milling step f) is conducted by displacing the head several times along the edge.
- particle abrasives are used with a decreasing particle size sequence, more preferably with a grit size sequence of 50-100-200, and optionally finishing with grit size 400.
- the edges of the slabs obtained have improved parallelism, planarity and perpendicularity to the major surfaces of the slab.
- the repeatability of the results is also improved, with reduced risk of the occurrence of operator mistakes.
- These improved polished and/or milled edges allow joining two slab pieces to obtain panels where the joint between the slab pieces is significantly improved regarding its visual appearance. The improvement is such, that the joint is nearly imperceptible.
- the appearance of the joints between two slab pieces can be further improved by an improved method of joining two slab pieces, which is an additional aspect of the invention.
- Said method comprises polishing and/or milling the edges to be joined of the slab pieces in accordance with the invention. Then, it is followed by a step of grinding the machined edge for creating a recess on the lower part of the edge (the part of the edge distal from the top surface of the slab, the visible surface during use of the slab) for placing an adhesive for gluing the slab pieces.
- the slab piece comprises a recess where adhesive can be introduced to further be fixed or glued to other slab piece, wherein the adhesive is not visible in the joint from the top major surface of the panel obtained. Since the adhesive is only present in the lower recesses of the joint edges, the upper part of the edges can still come into intimate contact with each other.
- Another object of the invention also relates to the slabs or slab pieces with improved machined edges, obtained by the method for polishing and/or milling slab edges according to the embodiments herein.
- the invention also comprises a method for the formation of joints between slab pieces made of materials capable of being machined such as stone agglomerates, ceramics, natural stone and the like, which uses the method for polishing and/or milling slab edges according to the embodiments herein.
- Said method, object of the present invention is a method for obtaining a panel made up of at least two slab pieces, wherein:
- the invention also concerns the panel formed by joining at least two slab pieces, wherein their machined edged to be joined are obtained in accordance with the method for polishing and/or milling slab edges of the embodiments herein.
- the panels of the invention are also obtained by applying method for obtaining a panel made up of at least two slab pieces of the embodiments herein.
- relative position terms are used, such as top, bottom, horizontal, vertical, upper, lower, etc. Unless it is otherwise specified, those terms are intended to describe the position relative to the common understanding and relative to the position of the ground.
- the edge 2 polishing and/or milling system 10 for a slab 1 made of materials capable of being machined such as stone agglomerates, ceramics, natural stone and the like comprises a guiding body 200, a tool carriage 300 with a polishing and/or milling tool connection 310 and with guiding means 330 enabling the displacement of said carriage 300 along the guiding body 200, a slab supporting frame 100, positioning means 120, 240, and fixing means 241 for relative fixation of the guiding body 200 on said frame 100, and locking means 233, 234, 235 for securing the position of the slab 1 between the guiding body 200 and the frame 100.
- the polishing and/or milling system 10 is a portable system and incorporates several handles 106 for its transportation by the user.
- the supporting frame 100 preferably a frame table, and more preferably a frame table with a T shaped body 105, is placed on a surface, for example the floor or more preferably other elevated surface, standing on at least four legs 110, preferably seven legs, with height regulating means that are acted independently for leveling the supporting frame 100 on the surface.
- the guiding body 200 with the tool carriage 300 is positioned on top of the supporting frame 100 with help of the positioning means 120, 240, for example represented by vertical devices such as rods 120 arranged on the frame 100, introduced in receiving means 240 placed for that purpose on the guiding body 200, for example, rings 240 in the guiding body 200 adapted to receive the rods 120.
- the positioning means 120, 240 for example represented by vertical devices such as rods 120 arranged on the frame 100, introduced in receiving means 240 placed for that purpose on the guiding body 200, for example, rings 240 in the guiding body 200 adapted to receive the rods 120.
- Other types of positioning means are thinkable without departing from the scope of the invention.
- two limiting devices 220 acting as adjusting means along the transversal axis (y) of the system 10 are coupled to the front part or side 225 of the guiding body 200 (as shown in figures 1-4 ) or the front part or side of the supporting frame 100 (as shown in figures 13-14 ).
- the front part or side 225 of the guiding body 200 or the frame 100 refers to the part or side more proximal to the intended position of the front edge 2 to be machined of the slab 1.
- These limiting devices 220 preferably have an "L" shape to define the appropriate distance between the short leg of the "L” shaped device 220 and the front part or side 225 of the guiding body 200 or the front part of the frame 100.
- additional means for supporting the slab 1 may be placed on the frame 100, specifically on the short side of the T-shaped body 105.
- Said supporting means comprise an L piece 130 with a slot and can move perpendicular to said short side depending of the size of the slab.
- the L piece 130 comprises adjustable means 131 that displace with respect to the L piece 130 until they contact with the lower major surface 4 of the slab 1.
- the locking means of the system 10 are activated to secure/block the position of the slab 1 within the system 10, between the guiding body 200 and the supporting frame 100.
- the first locking means move along the longitudinal axis (x), that is the axis parallel to the front edge 2 of the slab 1 to be machined, and perpendicular to the lateral edges 3 of the slab 1, and are activated by moving two lateral wheels 230 that displace side carriages 231 along the guiding body 200. These side carriages 231 are displaced until they contact the lateral edges 3 of the slab 1, which are normally approximately perpendicular to the front edge 2 of the slab 1 to be machined or front edge 2 of the slab 1.
- Said carriages 231 preferably comprise also second locking means 233, 235 that work along the vertical axis (z), that is the axis perpendicular to the major surfaces 4 of the slab 1, of the system 10, and act vertically on the lateral carriages 231 to prevent the movement of the slab 1 in the vertical axis (z) with respect to the whole system.
- Said side carriages 231 comprise a side wheel 230 connected to the carriage 231 through rods 236, being one of said rods 236 an endless screw that allows the movement of the carriage along the rods 236.
- Said carriage 231 comprises a vertical plate 232 that moves under the surface 205 of the guiding body 200 that comprises the second locking means 233, 235 and means 234 for precise adjustment of the locking in the longitudinal (x) axis.
- the second locking means are preferably composed by a vertical screw 235 that vertically displaces a horizontal plate 233 that pushes upwards the slab 1 through its lower major surface.
- the precise longitudinal adjustment means 234 push the slab 1 through its lateral edges 3.
- the slab 1 is reliably secured/blocked between the guiding body 200 and the supporting frame 100, and simultaneously the guiding body 200 is fixed to the supporting frame 100.
- the components of the system 10 and the slab 1 are blocked against any movement relative to each other, even in the occurrence of strong vibrations or the operator inadvertently pushing the slab 1.
- the front edge 2 of the slab 1 will be exposed by removing the limiting devices 220.
- the head 341 of the polishing and/or milling tool 342 on the tool carriage 300 can be positioned facing the edge 2 to be machined and this head 341 can be displaced parallel to the front edge 2 of the slab 1, by moving the carriage 300 along the two parallel displacement guides 210 placed on the surface 205 of the guiding body 200.
- the displacement guides 210 are preferably covered by a suitable protection 250 such as an accordion cover that is folded when the guiding means 330 of the carriage 300 displace along the displacement guides 210 on the guiding body 200 pushing said accordion cover 250.
- a suitable protection 250 such as an accordion cover that is folded when the guiding means 330 of the carriage 300 displace along the displacement guides 210 on the guiding body 200 pushing said accordion cover 250.
- the side carriages 231 on the guiding body 200 are also preferably protected by cases 235. These protections 250, 235 help to prevent the introduction of refrigerating/lubricating liquids and/or particles arising from the polishing/milling of slab.
- the movement of the guiding means 330 placed on the tool carriage 300, and therefore the movement of the tool carriage 300, along the displacement guides 210 of the guiding body 200 can be carried out manually through the force that an operator or user exerts on the carriage 300 or on the guiding means 330, by driving or pushing the same on the guides 210.
- the tool carriage 300, or the tool connection 310 comprised in it comprises a gripping element 312, such as a grip, clamp, handle or the like, which facilitates gripping or holding the tool carriage 300 by the operator and subsequent manual driving.
- the manual polishing and/or milling tool 342 couples to the tool carriage 300 through retention means 340 on the tool connection 310.
- the tool carriage 300 and the tool 342 are configured so that it is enabled that the machining head 341 of the tool 342 can be arranged either in a resting position (far from the front edge 2 of the slab 1) or in a working position (near and facing the front edge 2 of the slab 1).
- said tool carriage 300 comprises means of articulation 322 for pivoting the connection 310, and hence the tool 342, from the resting position to the working position.
- a security device that prevents undesired articulation of the connection 310 and that locks the tool in the working position can be also included and may comprise a grip 323 with a rod connected with a chain 324, where the rod, with or without a screw, crosses the body of the tool connection 310 and the body 320 of the tool carriage 300 preventing the movement of the tool connection 310 with respect to the tool carriage 300. Further the body 320 of the tool carriage 300 has stops 321 to receive the tool connection 310 when this pivots to its resting position on to the carriage 300.
- the tool connection 310 of the carriage 300 shall allow easy coupling and uncoupling of different polishing and/or milling hand tools 342 through the retention means 340 on the connection 310.
- the tool carriage 300 might also comprise displaceable coupling means 311 of the tool, preferably in the tool connection 310 itself, so as to be able to regulate the distance between the machining head 341 of the polishing and/or milling tool 342 and the slab edge 2 to be machined, and therefore also regulate the pressure that the tool head 341 exerts against the edge 2 of the slab 1 during polishing and/or milling.
- These displaceable means 311 for the tool 342 comprise an endless screw that when it is actuated displaces the tool 342 with respect to a plate 316 on the tool connection 310.
- the retention means 340 for the tool 342 must preferably allow the coupling of different manual polishing and/or milling hand machines, without being limited by the manufacturer and the type of tool, for which it may be necessary to use an adapter between the connection and the tool.
- the system Since it is a portable system that must allow being transferred to the place where it is needed for use, usually the installation site of the slab in a bathroom or a kitchen, and since people, preferably without the help of additional machinery, carry out said transfer, the system must be, just like the tool, transportable by a user, i.e., portable.
- the system comprises fastenings or grips 106 at the ends, preferably of the supporting frame 100 and in the guiding body 200, that enable the transfer thereof by means of one or two people, depending on the dimensions of the supporting frame 100.
- the weight and dimensions of the frame 100 and the components thereof may vary depending on the dimensions of the slabs 1 to be machined and the materials of the different components of the support, which will preferably be duralumin for the frame 100, guiding body 200 and tool carriage 300.
- the tool carriage 300 comprises inclination means 317 for adjusting the inclination of the tool head 341 relative to the plane of the top major surface of the slab 1.
- the inclination means are realized by two screws 317 located in threads provided in the body 320 of the carriage 300, so that when the tool connection 310 is pivoted to the working position, the tool connection 310 rests onto the heads of these two screws 317.
- the resting position of the tool connection 310 is slightly raised or lowered, and so, the inclination angle of the tool head 341 relative to the top major surface of the slab 1 might be adjusted to an angle of 90° with very small deviation of ⁇ 5° or even ⁇ 2°.
- the screws 317 are provided with blocking means, a nut in the figures, to block further rotational movement of the screw once the inclination angle has been set.
- the machine is switched on and the front edge 2 is polished and/ or milled by moving the tool carriage 300 along the displacement guides 210 of the guiding body 200.
- the same system 10 After polishing and/ or milling the edge 2 of the slab 1, it is possible to use the same system 10 to, once the edge 2 has been polished and/or milled, grind said edge 2 to create a recess 5 in a portion of that edge 2, by simply changing the head 341 of the tool 342 to a grinding head.
- the system may be provided with limiters of the displacement of the tool carriage (300) to limit the length of the recess 5.
- Said recess 5 may be used to place adhesive inside it for joining two slab pieces 1, 1'.
- the panel obtained by joining the two slab pieces 1, 1', with confronted edges polished and/or milled with the previously described system 10 and method, using adhesive in the recesses 5, 5', allows obtaining improved joints of slab pieces, which are nearly visually imperceptible and with minimized risk of accumulating dirt or microorganisms.
- the joining of both slab pieces 1 is made by applying pressure between both confronted edges provided with adhesive through known means.
- devices 500 are coupled to the two slab pieces 1, 1' to be joined, by creating vacuum between the devices 500 and the surface of the slab pieces 1, 1', wherein the devices 500 are joined through rods so that they can be pneumatically approximated. Once the two slab pieces 1, 1'are joined, the excess of adhesive that might exit from the joint due to the pressure exerted is removed.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
The invention relates to a slab edge polishing and/or milling system, as well as to a slab edge polishing and/or milling method for a slab made of material capable of being machined such as agglomerates, ceramics, natural stones and the like. The system supports a tool for polishing and/or milling the edges of slabs that can be made of different materials. The invention refers too to slab pieces obtained through the method, to a method of forming panels by joining at least two slab pieces, as well as to panels made up of joined slab pieces.
Description
- The present invention relates to a slab edge polishing and/or milling system, as well as to an edge polishing and/or milling method for a slab made of material capable of being machined such as stone agglomerates, ceramics, natural stones and the like. The system supports a tool for polishing and/or milling the edges of slabs that can be made of different materials, particularly hard materials. The invention refers too to machined slabs obtained through the methods as well as panels made up of joined polished and/or milled edges of slabs.
- The invention is applicable in the field of portable hand tools for polishing or milling the edges of slabs, preferably of stone agglomerates, natural stone, ceramics, and the like, that preferably find use in the fabrication and installation of kitchen countertops.
- In the state of the art, different portable manual machines are known for polishing and/or milling the edges of natural stone slabs or stone agglomerates, used at the place of installation of the slab in order to adapt it to the necessary dimensions and shapes determined by the required application, the dimensions and spaces at the place of installation of the slab, usually bathrooms and kitchens, for flooring, wall cladding and most frequently countertops. It is customary to cut the slab in situ since the actual required measurements often differ from those on plan. Therefore the slab needs to be cut and trimmed by the installers just prior to installation. The edges obtained by cutting the slabs, which would be visible during the intended use of the slab, are generally polished and/or milled to improve their appearance.
- In most cases, it is also necessary to join together different pieces of slabs, for example when the required length or width of the countertop exceeds the dimensions of the starting slab, or when the countertop is designed with no-straight shapes. In those cases, the starting slabs are cut in pieces, and the cut edges which are used for making those joints are polished and/or milled before they are joined together with intermediation of an adhesive. The length of these joints might range up to more than 1 m, but more normally they are between 40 - 80 cm long, and their visual appearance for the quality of the installation work is of upmost importance.
- Examples of said polishing and/or milling machines are described for example in
US-7373936-B1 andUS-8162726-B1 . Both documents describe tools placed on a guiding body and displaced manually for polishing or milling at least one edge of a slab. These guiding bodies of the machines are directly placed on the slab that is to be polished or milled, which is at the same time placed on a flat surface (floor, a table, a structure, etc.). Afterwards, the guiding body and the slab have to be positioned and aligned in order to guarantee that the edge is parallel to the movement of the polishing or milling head and afterwards secured with clamps. - After thorough investigations, the inventors realized that although these devices might provide acceptable results when the polished or milled edges are those to remain visible in the intended use of the slab, they fail importantly when the machined edges are to be used for forming joints between slab pieces.
- As the known devices are placed manually by an operator it is difficult to assure that the guide will always be perfectly aligned and that the tool will move with the required parallelism to the edge of the slab and perpendicularity to the surface of the slab all through the polishing/milling process. The positioning and adjusting of the slab is subject to operator mistakes. In addition to the above, the guiding body is directly fixed to the slab and the retention means used, mainly the clamps, do not guarantee that the different components cannot move relative to each other when the tool is moved, considering too that the polishing/milling step is inevitably accompanied by severe vibrations when the head of the tool acts on the edge of these normally hard materials. As a consequence, even highly skilled operators have difficulties to obtain reproducible results regarding the parallelism, planarity and perpendicularity of the machined edges of different slab pieces.
- Even small deviations in the machined edges of different slab pieces in their parallelism, or in the perpendicularity between the major surfaces of the slab and the slab edge, results in grooves, separations or openings in the joints between the machined edges of two slab pieces or boards. The imperfections in the joints can be seen with the naked eye, and further to an aesthetic disadvantage, dirt and microorganisms can also accumulate in them, meaning a potential risk for the use as kitchen worktop.
- The cited prior art documents
US-7373936-B1 andUS-8162726-B1 are silent regarding to the above problematic. - From the above, it is apparent that there is a need for an improved portable manual polishing and/or milling tool, and an improved method for polishing and/or milling slab edges, which allows the operator to move the tool along the edges of the slabs under very repeatable conditions of linearity and perpendicularity to the upper and lower major faces of the slab, conditions which can be precisely reproduced in the different edges to be joined together, minimizing the occurrence of deviations. As already mentioned, the tools used in the state of the art do not allow linearity in the polishing and/or milling path to be achieved and reproduced with sufficient level of reproducibility, and therefore, they do not allow the edges of the parts to be joined to be perfectly parallel and perpendicular to the major slab surfaces.
- The invention achieves an improvement in the machined slab edges and as a result, also in the creation of joints from those edges, by the combination of at least the following:
- Reproducible positioning and reliable fixation of the polishing and/or milling tool with respect to the slab,
- Uniform movement of translation of said tool along the slab parallel to the edge being polished and/or milled,
- Constant and adjustable pressure of the tool head on the slab during the machining operation of the slab edge,
- Assurance of the planarity and perpendicularity of the polished and/or milled edges relative to the major slab surfaces,
- Improved reproducibility of the resulting polished and/or milled edges of different slab pieces or boards.
- In order to achieve these objectives resulting in improved joints of slab pieces or board, which are nearly visually imperceptible and which cannot accumulate dirt or microorganisms, the present invention provides an improved slab edge polishing and/ or milling system, as well as a method among other objects.
- In accordance with a first object of the invention, this invention proposes a slab edge polishing and/or milling system, which is preferably portable, according to
claim 1. Additional features of the invention are contained inclaims 2 to 7. - Specifically, the system, object of the invention, comprises:
- A guiding body,
- A tool carriage with a polishing and/or milling tool connection and with guiding means enabling the displacement of said carriage along the guiding body,
- A slab supporting frame, preferably a supporting frame table,
- Positioning means and fixing means for relative fixation of the guiding body on said frame, and
- Locking means for securing the position of the slab between the guiding body and the frame.
- The system is portable, meaning that it can be transported and used in the site where the installation of the slab or panel takes place, and it is not a fixed construction. Preferably, the system can be transported by the operator itself or with the help of another person.
- The system allows the blocking of a slab in the correct position, between the supporting frame and the guiding body, wherein the slab is made of materials that are capable of being machined, such as stone agglomerates, natural stones, ceramics and the like. The slab comprises two major surfaces, normally the top and bottom surfaces, one front edge (the one intended to be machined), one rear edge (opposed to the front edge), and two lateral edges. In the intended uses of the slab, normally the top surface will be the surface that remains visible in the application or final location of the slab (for example, the top surface of a kitchen countertop).
- The system assures through the positioning and fixing means that the relative position of the guiding body and the tool carriage with respect to the frame, and through the locking means that the relative position of the edge of the slab to be machined with respect to the movement of the head of the polishing and/or milling tool does not change during the machining process, despite the vibrations generated by the tool and despite the refrigerating/lubricating means normally used in this process. The system assures too that the possibility of alignment deviations or operator errors are minimized, and therefore that the edge can be precisely duplicated in another slab.
- In order to make possible using slabs of different thicknesses, the positioning means of the system are preferably vertical devices to allow the vertical displacement of the guiding body with respect to the supporting frame along a vertical axis (z). Also preferably, the fixing means are stops that prevent the movement of the guiding body with respect to the supporting frame in any of three orthogonal axes (x, y, z).
- The locking means of the system are placed to block the position of the slab, and therefore also the edge slab, between the supporting frame and the guiding body, once the slab has been correctly positioned. Preferably, the system includes adjusting means for the correct positioning of the slab edge to be machined relative to the machining head as well as relative to the guiding body and supporting frame. The combination of adjusting means and locking means in the system assure the parallelism, planarity, linearity and perpendicularity between the edge of the slab and the different surfaces of the system and the repeatability of the results, blocking the right position of the slab in the system before and during the polishing and/or milling. Said locking means preferably block the slab in three orthogonal axes (x, y, z) to secure its position. Specifically, said locking means are preferably:
- First locking means along the longitudinal axis (x): these are preferably side carriages on the lateral ends of the guiding body that displace stop devices that are placed between the frame and the guiding body, pushing against the lateral edges, perpendicular or nearly perpendicular to the edge of the slab to be polished and/ or milled (front edge), and
- Second locking means along the vertical axis (z): these are preferably means that act on the side carriages placed on the lateral ends of the guiding body and exert a pressure on the major surface of the slab, that is to be placed in contact with the supporting frame.
- By the effect of the combination of the locking means along the longitudinal axis (x) and the vertical axis (z), it is also achieved a locking in the remaining transversal axis (y) direction.
- The position of the slab between the frame and the guiding body can be adjusted manually by using a measuring meter, a gauge, references, or a ruler. However, this might be subject to operator mistakes. In preferred embodiments, the system includes adjusting means for correct and repeatable positioning of the slab to therefore achieve correct positioning, improved repeatability and to minimize the risk of operator mistakes. The adjusting means preferably comprise limiting devices, spacers or extended elements with two ends, that act as limiters of the position of the slab along the transversal axis (y), suitably placed on the front part of the guiding body or of the frame. These adjusting means define the distance between the edge of the slab to polish and/ or mill and the guiding body, guaranteeing the parallelism between the edge of the slab and the movement of the head of the machining tool.
- The guiding body might comprise any number of displacement guides. However, the guiding body preferably comprises at least two displacement guides, which may be parallel between them, and suitably also parallel to the front part of the guiding body. In preferred embodiments, the guiding body comprises two parallel displacement guides which are designed to be positioned during the machining process, also substantially parallel to the edge being polished and/or milled during the machining step. The displacement guides serve the guiding means of the tool carriage to displace along said guiding body.
- The tool carriage comprises too guiding means intended to be located on said at least one displacement guide on the guiding body, coupled to this at least one displacement guide, allowing only a linear translational movement along said guides longitudinally parallel to the edge to be machined and preventing the carriage from moving in any other direction. Said carriage further comprises a tool connection for coupling the polishing and/or milling tool and it will travel along and parallel to the edge of the slab, machining the same, when the guiding means and the tool carriage move along the at least one displacement guide driven manually by the user. Thus, the displacement of the tool carriage along said guides and therefore the displacement of the tool along the edge of the slab are achieved. The guides may have adjustable limit switches in order to prevent the support from slipping out of the guides or for limiting the extend of the edge to be machined, preferably a limit switch on each end of at least one of the guides.
- Said guiding means are preferably at least two friction guide shoes, for example, made of Teflon, roller guide shoes with ball bearings or the like, which would be in contact with the at least one displacement guide. Preferably, the displacement guides are located inside said guiding means, the means and the guides having complementary shapes in order to ensure tight connection between both. For example, the sections of the guides and the guiding means may be rounded or curved, or dovetailed, such that they enable the displacement of the means over the guides, without risking "derailing" of the former or the slipping out of the latter.
- The tool connection on the tool carriage, in suitable embodiments, comprises regulating means for modifying the position or distance of the head of the polishing and/ or milling tool, allowing the tool to get closer or farther from the supporting frame and therefore from the front edge of the slab, or to regulate the pressure that the head exerts on the edge during the polishing and/or milling process. In preferred embodiments of the system, the carriage also comprises inclination means to modify the inclination of the head of the machining tool with respect to said edge. Therefore, by these inclination means it is possible to assure that the angle between the head of the tool with respect to the surface of the supporting frame where the slab is placed, and therefore with respect to the major surfaces of the slab, is always 90° ± 5°, preferable 90° ± 2°, and that the machined edge is always perfectly perpendicular to those major (top and bottom) surfaces.
- In view of the above, in order to polish and/or mill the edge of the slab, the guiding body is placed on top of one of the major faces or surfaces of the slab, normally the top major surface of the slab, with the at least one displacement guide, preferably two guides, projecting up from the guiding body. The other major face or surface of the slab is placed facing the supporting frame. The guiding body is suitably positioned and secured to the supporting frame through the positioning means and the fixing means comprised in the system.
- A second object of the invention is, according to claim 8, a method for polishing and/or milling a slab edge, which may use the slab edge polishing and/or milling system of the first aspect of the invention.
- The steps of said method are, in view of the described system:
- a) Placing a guiding body on a supporting frame through positioning means,
- b) Placing the slab with the edge to be polished and/ or milled between the guiding body and the supporting frame,
- c) Blocking the position of the guiding body on the frame by fixing means,
- d) Securing the position of the slab between the guiding body and the frame by locking means,
- e) Confronting the head of a polishing and/ or milling tool with the edge of the slab, the tool being connected to a tool carriage displaceable along the guiding body,
- f) Polishing and/ or milling the edge of the slab after activation and displacement of the head of the tool along the edge of the slab, when the carriage is moved along the guiding body.
- The steps of this method do not need be performed in the sequence given, and any meaningful sequence is also possible without departing from the scope of the invention. Thus, for instance, it is thinkable that the step d) is done before or simultaneously with step c), or step c) might be done simultaneously or before step b), or step b) might be done simultaneously or before step a).
- In preferred embodiments of the method, it additionally comprises a step b1) of arranging, on the guiding body and/or on the supporting frame, the adjusting means for the position of the slab. In further preferred embodiments, the method comprises additionally a step d1), which may be done after step d), of removing the adjusting means for the position of the slab from the guiding body and/or the supporting frame.
- Step c) is preferably performed so that the guiding body on the frame is blocked in any spatial direction.
- Step d) is preferably performed so that the position of the slab is locked in any spatial direction.
- In further preferred embodiments, the method includes a step e1) of adjusting the angle of the head of the polishing and/or milling tool relative to the top major surface of the slab, preferably to an angle of 90° ± 5°, more preferably to an angle of 90° ± 2°.
- Advantageously, the polishing and/or milling step f) is conducted by displacing the head several times along the edge. Preferably, particle abrasives are used with a decreasing particle size sequence, more preferably with a grit size sequence of 50-100-200, and optionally finishing with grit size 400.
- With the afore-mentioned method and system, the edges of the slabs obtained have improved parallelism, planarity and perpendicularity to the major surfaces of the slab. The repeatability of the results is also improved, with reduced risk of the occurrence of operator mistakes. These improved polished and/or milled edges allow joining two slab pieces to obtain panels where the joint between the slab pieces is significantly improved regarding its visual appearance. The improvement is such, that the joint is nearly imperceptible.
- The appearance of the joints between two slab pieces can be further improved by an improved method of joining two slab pieces, which is an additional aspect of the invention. Said method comprises polishing and/or milling the edges to be joined of the slab pieces in accordance with the invention. Then, it is followed by a step of grinding the machined edge for creating a recess on the lower part of the edge (the part of the edge distal from the top surface of the slab, the visible surface during use of the slab) for placing an adhesive for gluing the slab pieces. With this new step the slab piece comprises a recess where adhesive can be introduced to further be fixed or glued to other slab piece, wherein the adhesive is not visible in the joint from the top major surface of the panel obtained. Since the adhesive is only present in the lower recesses of the joint edges, the upper part of the edges can still come into intimate contact with each other.
- Another object of the invention also relates to the slabs or slab pieces with improved machined edges, obtained by the method for polishing and/or milling slab edges according to the embodiments herein.
- The invention also comprises a method for the formation of joints between slab pieces made of materials capable of being machined such as stone agglomerates, ceramics, natural stone and the like, which uses the method for polishing and/or milling slab edges according to the embodiments herein. Said method, object of the present invention, is a method for obtaining a panel made up of at least two slab pieces, wherein:
- the slab pieces are obtained through a method of the embodiments herein with polished and/or milled edges having a recess,
- placing an adhesive in the recess of the edge of at least one of the pieces,
- joining both pieces together and applying pressure, and
- removing the excess of adhesive.
- By the above method a panel formed by two slab pieces is obtained, wherein the joint shows an improved appearance and wherein the risk of accumulation of dirt and microorganisms in the joint is significantly reduced.
- The invention also concerns the panel formed by joining at least two slab pieces, wherein their machined edged to be joined are obtained in accordance with the method for polishing and/or milling slab edges of the embodiments herein. Preferably, the panels of the invention are also obtained by applying method for obtaining a panel made up of at least two slab pieces of the embodiments herein.
- Along this description, relative position terms are used, such as top, bottom, horizontal, vertical, upper, lower, etc. Unless it is otherwise specified, those terms are intended to describe the position relative to the common understanding and relative to the position of the ground.
- The foregoing and other advantages and characteristics of the invention will be more fully understood in light of the following detailed description of the embodiments, with reference to the attached figures, which must be considered by way of illustration and not limitation, wherein:
-
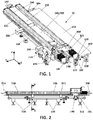
Figure 1 shows a perspective view of a system according to the invention, with the guiding body positioned on but not fixed to the supporting frame. -
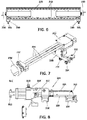
Figure 2 shows a side view of the system. -
Figure 3 shows the AA cross-sectional view ofFigure 2 . -
Figure 4 shows a plan view of the system. -
Figure 5 shows a perspective view of the guiding body of the system. -
Figure 6 shows a plan view of the guiding body. -
Figure 7 shows a perspective view of the locking means of the system. -
Figure 8 shows a side view of the tool carriage with guiding means of the system. -
Figure 9 shows a perspective view of the tool carriage. -
Figure 10 shows a perspective view of part of the tool carriage, specifically the tool connection. -
Figure 11 shows a perspective view of an inverted supporting frame of the system. -
Figure 12 shows a side view of the supporting frame. -
Figure 13 shows a top perspective view of the system with a slab positioned and locked between the frame and the guiding body, with the adjusting means for the position of the slab in place. -
Figure 14 shows a rear perspective view of the system with a slab positioned and locked between the supporting frame and the guiding body , with the adjusting means for the position of the slab in place. -
Figure 15 shows a perspective view of the system with the tool connection pivoting to confront the head of the tool with the edge of the slab. -
Figure 16 shows a perspective lateral of the head of the tool confronting the edge of the slab. -
Figure 17 shows a perspective view of the system with the tool head confronting and acting on the edge. -
Figure 18 shows a perspective view of a slab piece with a polished and/or milled edge having a recess for receiving adhesive. -
Figure 19 shows a top perspective view of two slab pieces being joined together through their previously machined edges. -
Figure 20 shows schematically a cross-section of the panel made up of two slab pieces showing the improved joint between them, result of joining their machined edges with the adhesive inside the recessed parts of the edges. - Referring to the enclosed figures, the preferred embodiments of the present invention will be now described. As previously mentioned, the
edge 2 polishing and/ormilling system 10 for aslab 1 made of materials capable of being machined such as stone agglomerates, ceramics, natural stone and the like, comprises a guidingbody 200, atool carriage 300 with a polishing and/or millingtool connection 310 and with guiding means 330 enabling the displacement of saidcarriage 300 along the guidingbody 200, aslab supporting frame 100, positioning means 120, 240, and fixing means 241 for relative fixation of the guidingbody 200 on saidframe 100, and locking means 233, 234, 235 for securing the position of theslab 1 between the guidingbody 200 and theframe 100. In the preferred embodiments shown in the figures, the polishing and/ormilling system 10 is a portable system and incorporatesseveral handles 106 for its transportation by the user. - To couple the different components of the
system 10 in order to polish and/or mill theedge 2 of aslab 1, in a preferred way of carrying out the invention, the supportingframe 100, preferably a frame table, and more preferably a frame table with a T shapedbody 105, is placed on a surface, for example the floor or more preferably other elevated surface, standing on at least fourlegs 110, preferably seven legs, with height regulating means that are acted independently for leveling the supportingframe 100 on the surface. Once theframe 100 is leveled horizontally, the guidingbody 200 with thetool carriage 300 is positioned on top of the supportingframe 100 with help of the positioning means 120, 240, for example represented by vertical devices such asrods 120 arranged on theframe 100, introduced in receiving means 240 placed for that purpose on the guidingbody 200, for example, rings 240 in the guidingbody 200 adapted to receive therods 120. Other types of positioning means are thinkable without departing from the scope of the invention. - Once the guiding
body 200 is placed on the supportingframe 100, in preferred embodiments, two limitingdevices 220 acting as adjusting means along the transversal axis (y) of thesystem 10 are coupled to the front part orside 225 of the guiding body 200 (as shown infigures 1-4 ) or the front part or side of the supporting frame 100 (as shown infigures 13-14 ). The front part orside 225 of the guidingbody 200 or theframe 100 refers to the part or side more proximal to the intended position of thefront edge 2 to be machined of theslab 1. These limitingdevices 220 preferably have an "L" shape to define the appropriate distance between the short leg of the "L" shapeddevice 220 and the front part orside 225 of the guidingbody 200 or the front part of theframe 100. Once the limitingdevices 220 have been coupled, theslab 1 is placed between the guidingbody 200 and the supportingframe 100, e.g. by elevating the guidingbody 200 and introducing theslab 1 between bothcomponents slab 1 is between the guidingbody 200 and the supportingframe 100, it is positioned with thefront edge 2 to be machined contacting the short leg of the "L" shaped limitingdevice 220. - In the particular embodiments shown in the figures, so that edges of different lengths can be machined, and the system can adapt to slabs of different sizes, additional means for supporting the
slab 1 may be placed on theframe 100, specifically on the short side of the T-shapedbody 105. Said supporting means comprise anL piece 130 with a slot and can move perpendicular to said short side depending of the size of the slab. To reach the position of theslab 1 placed on the T-shapedbody 105 theL piece 130 comprisesadjustable means 131 that displace with respect to theL piece 130 until they contact with the lowermajor surface 4 of theslab 1. - Afterwards the relative position of the guiding
body 200 and the supportingframe 100 is locked through the fixing means 241, a screw pushing therod 120 of the positioning means inside thering 240, so that in this stage the guidingbody 200 and the guiding means 330 on thetool carriage 300 will not be able to move anymore with respect to the supportingframe 100. - Afterwards, the locking means of the
system 10, preferably first and second locking means, are activated to secure/block the position of theslab 1 within thesystem 10, between the guidingbody 200 and the supportingframe 100. Specifically, in the preferred embodiments shown in the figures, the first locking means move along the longitudinal axis (x), that is the axis parallel to thefront edge 2 of theslab 1 to be machined, and perpendicular to thelateral edges 3 of theslab 1, and are activated by moving twolateral wheels 230 that displaceside carriages 231 along the guidingbody 200. Theseside carriages 231 are displaced until they contact thelateral edges 3 of theslab 1, which are normally approximately perpendicular to thefront edge 2 of theslab 1 to be machined orfront edge 2 of theslab 1. Once they have contacted saidlateral edges 3, these first locking means of thesystem 10 are secured or blocked with locks orbrakes 237 and further fixing means 234, preventing the movement of theslab 1 in the longitudinal (x) direction. Saidcarriages 231 preferably comprise also second locking means 233, 235 that work along the vertical axis (z), that is the axis perpendicular to themajor surfaces 4 of theslab 1, of thesystem 10, and act vertically on thelateral carriages 231 to prevent the movement of theslab 1 in the vertical axis (z) with respect to the whole system. - Said
side carriages 231 comprise aside wheel 230 connected to thecarriage 231 throughrods 236, being one of saidrods 236 an endless screw that allows the movement of the carriage along therods 236. Saidcarriage 231 comprises avertical plate 232 that moves under thesurface 205 of the guidingbody 200 that comprises the second locking means 233, 235 and means 234 for precise adjustment of the locking in the longitudinal (x) axis. The second locking means are preferably composed by avertical screw 235 that vertically displaces ahorizontal plate 233 that pushes upwards theslab 1 through its lower major surface. The precise longitudinal adjustment means 234 push theslab 1 through its lateral edges 3. - Now the
slab 1 is reliably secured/blocked between the guidingbody 200 and the supportingframe 100, and simultaneously the guidingbody 200 is fixed to the supportingframe 100. As a result, the components of thesystem 10 and theslab 1 are blocked against any movement relative to each other, even in the occurrence of strong vibrations or the operator inadvertently pushing theslab 1. - Before proceeding with the polishing and/or milling step, the
front edge 2 of theslab 1 will be exposed by removing the limitingdevices 220. - At this point, the
head 341 of the polishing and/ormilling tool 342 on thetool carriage 300 can be positioned facing theedge 2 to be machined and thishead 341 can be displaced parallel to thefront edge 2 of theslab 1, by moving thecarriage 300 along the two parallel displacement guides 210 placed on thesurface 205 of the guidingbody 200. - The displacement guides 210 are preferably covered by a
suitable protection 250 such as an accordion cover that is folded when the guiding means 330 of thecarriage 300 displace along the displacement guides 210 on the guidingbody 200 pushing saidaccordion cover 250. Further, theside carriages 231 on the guidingbody 200 are also preferably protected bycases 235. Theseprotections - The movement of the guiding means 330 placed on the
tool carriage 300, and therefore the movement of thetool carriage 300, along the displacement guides 210 of the guidingbody 200 can be carried out manually through the force that an operator or user exerts on thecarriage 300 or on the guiding means 330, by driving or pushing the same on theguides 210. Advantageously, it is foreseen that thetool carriage 300, or thetool connection 310 comprised in it, comprises agripping element 312, such as a grip, clamp, handle or the like, which facilitates gripping or holding thetool carriage 300 by the operator and subsequent manual driving. - The manual polishing and/or
milling tool 342 couples to thetool carriage 300 through retention means 340 on thetool connection 310. Thetool carriage 300 and thetool 342 are configured so that it is enabled that themachining head 341 of thetool 342 can be arranged either in a resting position (far from thefront edge 2 of the slab 1) or in a working position (near and facing thefront edge 2 of the slab 1). In order to facilitate positioning of thetool head 341 from the resting position to the working position, saidtool carriage 300 comprises means ofarticulation 322 for pivoting theconnection 310, and hence thetool 342, from the resting position to the working position. A security device that prevents undesired articulation of theconnection 310 and that locks the tool in the working position can be also included and may comprise agrip 323 with a rod connected with achain 324, where the rod, with or without a screw, crosses the body of thetool connection 310 and thebody 320 of thetool carriage 300 preventing the movement of thetool connection 310 with respect to thetool carriage 300. Further thebody 320 of thetool carriage 300 hasstops 321 to receive thetool connection 310 when this pivots to its resting position on to thecarriage 300. - The
tool connection 310 of thecarriage 300 shall allow easy coupling and uncoupling of different polishing and/or millinghand tools 342 through the retention means 340 on theconnection 310. Thetool carriage 300 might also comprise displaceable coupling means 311 of the tool, preferably in thetool connection 310 itself, so as to be able to regulate the distance between themachining head 341 of the polishing and/ormilling tool 342 and theslab edge 2 to be machined, and therefore also regulate the pressure that thetool head 341 exerts against theedge 2 of theslab 1 during polishing and/or milling. These displaceable means 311 for thetool 342 comprise an endless screw that when it is actuated displaces thetool 342 with respect to aplate 316 on thetool connection 310. Once the definitive position of thetool 342 is reached said position is fixed by activating side locks orbrakes tool connection 310 that prevent the movement of the endless screw of the displaceable means 311 for thetool 342. The retention means 340 for thetool 342 must preferably allow the coupling of different manual polishing and/or milling hand machines, without being limited by the manufacturer and the type of tool, for which it may be necessary to use an adapter between the connection and the tool. - Since it is a portable system that must allow being transferred to the place where it is needed for use, usually the installation site of the slab in a bathroom or a kitchen, and since people, preferably without the help of additional machinery, carry out said transfer, the system must be, just like the tool, transportable by a user, i.e., portable. To this end, the system comprises fastenings or grips 106 at the ends, preferably of the supporting
frame 100 and in the guidingbody 200, that enable the transfer thereof by means of one or two people, depending on the dimensions of the supportingframe 100. The weight and dimensions of theframe 100 and the components thereof may vary depending on the dimensions of theslabs 1 to be machined and the materials of the different components of the support, which will preferably be duralumin for theframe 100, guidingbody 200 andtool carriage 300. - As previously mentioned, and as it is shown in
figures 15 to 17 , once theslab 1 is locked between theframe 100 and the guidingbody 200, thetool connection 310 with thetool 342 is confronted with theedge 2 of theslab 1 to be machined. - In preferred embodiments, the
tool carriage 300 comprises inclination means 317 for adjusting the inclination of thetool head 341 relative to the plane of the top major surface of theslab 1. In the embodiments shown in the figures, the inclination means are realized by twoscrews 317 located in threads provided in thebody 320 of thecarriage 300, so that when thetool connection 310 is pivoted to the working position, thetool connection 310 rests onto the heads of these twoscrews 317. By screwing in or screwing out thescrews 317 from the threads in thebody 320 of thecarriage 300, the resting position of thetool connection 310 is slightly raised or lowered, and so, the inclination angle of thetool head 341 relative to the top major surface of theslab 1 might be adjusted to an angle of 90° with very small deviation of ±5° or even ±2°. Thescrews 317 are provided with blocking means, a nut in the figures, to block further rotational movement of the screw once the inclination angle has been set. - Once it is assured that the
tool head 341 is perpendicular to the top major surface of theslab 1, the machine is switched on and thefront edge 2 is polished and/ or milled by moving thetool carriage 300 along the displacement guides 210 of the guidingbody 200. - Therefore, summarizing, the main steps of the method for polishing and/ or milling an edge of a slab or slab piece, according to the preferred embodiments shown in the figures, are:
- Placing a guiding
body 200 on a supportingframe 100 through positioning means 120, 240. - Placing the
slab 1 with theedge 2 to be polished and/ or milled between the guidingbody 200 and the supportingframe 100, with help of the adjusting means 220. - Blocking the position of the guiding
body 200 on theframe 100 by fixingmeans 241. - Locking the position of the
slab 1 between the guidingbody 200 and theframe 100 by locking means. - Removing the adjusting means 220.
- Confronting the
head 341 of a polishing and/ ormilling tool 342 with theedge 2 of theslab 1, thetool 342 being connected to atool carriage 300 displaceable along the guidingbody 200. - Polishing and/ or milling the
edge 2 of theslab 1 after activation and displacement of thehead 341 of thetool 342 along theedge 2 of theslab 1, when thecarriage 300 is moved manually along the guidingbody 200. - After polishing and/ or milling the
edge 2 of theslab 1, it is possible to use thesame system 10 to, once theedge 2 has been polished and/or milled, grind saidedge 2 to create a recess 5 in a portion of thatedge 2, by simply changing thehead 341 of thetool 342 to a grinding head. The system may be provided with limiters of the displacement of the tool carriage (300) to limit the length of the recess 5. Said recess 5 may be used to place adhesive inside it for joining twoslab pieces 1, 1'. The panel obtained by joining the twoslab pieces 1, 1', with confronted edges polished and/or milled with the previously describedsystem 10 and method, using adhesive in the recesses 5, 5', allows obtaining improved joints of slab pieces, which are nearly visually imperceptible and with minimized risk of accumulating dirt or microorganisms. The joining of bothslab pieces 1 is made by applying pressure between both confronted edges provided with adhesive through known means. Forexample devices 500 are coupled to the twoslab pieces 1, 1' to be joined, by creating vacuum between thedevices 500 and the surface of theslab pieces 1, 1', wherein thedevices 500 are joined through rods so that they can be pneumatically approximated. Once the twoslab pieces 1, 1'are joined, the excess of adhesive that might exit from the joint due to the pressure exerted is removed.
Claims (15)
- An edge polishing and/or milling system for a slab made of materials capable of being machined such as stone agglomerates, ceramics, natural stone and the like, comprising:- A guiding body,- A tool carriage with a polishing and/or milling tool connection and with guiding means enabling the displacement of said carriage along the guiding body,- A slab supporting frame,characterized in that it further comprises:- Positioning means and fixing means for relative fixation of the guiding body on said frame, and- Locking means for securing the position of the slab between the guiding body and the frame.
- System, according to claim 1, characterized in that the positioning means are vertical devices to allow the vertical displacement of the guiding body with respect to the supporting frame along a vertical axis (z) and the fixing means are stops to prevent the movement of the guiding body with respect to the supporting in any of three orthogonal axes (x, y, z).
- System, according to any of the previous claims, characterized in that the locking means comprise first locking means in the longitudinal axis (x) acting on the lateral edges of the slab, and second locking means in the vertical axis (z) acting on the thickness direction of the slab, to secure the position of the slab.
- System, according to any of the previous claims, characterized in that it further comprises adjusting means along the transversal axis (y) to adjust the slab in position and to define the distance between the edge of the slab to polish and/ or mill and the guiding body.
- System, according to any of the preceding claims, characterized in that the guiding body comprises two displacement guides parallel between them and designed to be positioned parallel to the edge of the slab during the polishing and/or milling process.
- System, according to any of the preceding claims, characterized in that the tool carriage comprises regulating means for modifying the distance of the head of the polishing and/ or milling tool to the edge of the slab.
- System, according to any of the preceding claims, characterized in that the tool carriage comprises inclination means to modify the inclination of the head of the machining tool with respect to a major surface of the slab.
- A method for polishing and/or milling an edge of a slab or slab piece made of materials capable of being machined such as stone agglomerates, ceramics, natural stone and the like, characterized in that it comprises:a) Placing a guiding body on a supporting frame through positioning means,b) Placing the slab with the edge to be polished and/or milled between the guiding body and the supporting frame,c) Blocking the position of the guiding body on the frame by fixing means,d) securing the position of the slab between the guiding body and the frame by locking means,e) Confronting the head of a polishing and/or milling tool with the edge of the slab, the tool being connected to a tool carriage displaceable along the guiding body,f) Polishing and/ or milling the edge of the slab after activation and displacement of the head of the tool along the edge of the slab, when the carriage is moved along the guiding body.
- Method, according to claim 8, characterized in that it comprises a further step b1) of arranging on the guiding body and/or on the supporting frame, adjusting means for the position of the slab.
- Method, according to any of the claims 8-9, characterized in that it comprises a further step e1) of adjusting the angle of the head of the polishing and/or milling tool relative to the major surface of the slab, preferably to an angle of 90° ± 5°, more preferably 90° ± 2°.
- Method, according to any of the claims 8-10, characterized in that it comprises a further step:
g) Grinding the polished and/or milled edge for creating a recess for placing an adhesive for creating joints between slab pieces. - Slab made of materials capable of being machined, such as stone agglomerates, ceramics, natural stones and the like, having a polished and/or milled edge obtained through the method of any of the claims 8 or 11.
- Method for obtaining a panel made up of two slab pieces characterized in that- the slab pieces are obtained with at least one polished and/or milled edge through the method of any of the claims 8 and 11,- placing an adhesive on the polished and/or milled edge at least one of the slab pieces,- joining both slab pieces together and applying pressure, and- removing the excess of adhesive.
- Method according to claim 13, wherein the slab pieces are obtained through the method of claim 11 and the adhesive is placed in the recess ground on the edge of at least one slab piece.
- Panel obtained according to any of the claims 13-14.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18382242.8A EP3552761A1 (en) | 2018-04-09 | 2018-04-09 | Slab edge polishing and/or milling system, method of polishing and/or milling slab edges, and panel obtained by joining polished and/or milled edges of slab pieces |
| PCT/EP2019/057180 WO2019197132A1 (en) | 2018-04-09 | 2019-03-22 | Slab edge polishing system and method, and panel obtained by joining edges |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18382242.8A EP3552761A1 (en) | 2018-04-09 | 2018-04-09 | Slab edge polishing and/or milling system, method of polishing and/or milling slab edges, and panel obtained by joining polished and/or milled edges of slab pieces |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3552761A1 true EP3552761A1 (en) | 2019-10-16 |
Family
ID=62046844
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18382242.8A Withdrawn EP3552761A1 (en) | 2018-04-09 | 2018-04-09 | Slab edge polishing and/or milling system, method of polishing and/or milling slab edges, and panel obtained by joining polished and/or milled edges of slab pieces |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3552761A1 (en) |
| WO (1) | WO2019197132A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119057617A (en) * | 2024-11-05 | 2024-12-03 | 西安南洋迪克整装智能家居有限公司 | Surface grinding device for wooden furniture production |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111716197B (en) * | 2020-06-22 | 2024-11-08 | 佛山市顺德区佳顺隆机械有限公司 | Eight-side grinding machine |
| CN119928049B (en) * | 2025-02-14 | 2025-09-05 | 广东天弼陶瓷有限公司 | Inkjet printing production process and production system for imitation travertine tiles |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19805410A1 (en) * | 1998-02-11 | 1999-08-26 | Zech | Machine for grinding chamfers or bevels at hard sheet plate workpieces |
| EP1000702A2 (en) * | 1998-11-09 | 2000-05-17 | Romeo Toniolo | An automatic device for replacing grinding wheels in machines for profiling and polishing works obtained from slabs of marble, granite, stone, glass, stoneware, cement and the like |
| EP1561555A1 (en) * | 2004-02-05 | 2005-08-10 | Sankyo Diamond Industrial Co., Ltd. | Groove cutting tool |
| US7373936B1 (en) | 2006-12-06 | 2008-05-20 | Viateheslav Zagorouiko | Portable finishing apparatus for hard material |
| US8162726B1 (en) | 2008-07-16 | 2012-04-24 | NSI Solutions, LLC | Edge dressing grinder tool |
| WO2014140946A1 (en) * | 2013-03-15 | 2014-09-18 | Maema S.R.L. Unipersonale | Multi-tool machine for processing products made of stone materials |
-
2018
- 2018-04-09 EP EP18382242.8A patent/EP3552761A1/en not_active Withdrawn
-
2019
- 2019-03-22 WO PCT/EP2019/057180 patent/WO2019197132A1/en not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19805410A1 (en) * | 1998-02-11 | 1999-08-26 | Zech | Machine for grinding chamfers or bevels at hard sheet plate workpieces |
| EP1000702A2 (en) * | 1998-11-09 | 2000-05-17 | Romeo Toniolo | An automatic device for replacing grinding wheels in machines for profiling and polishing works obtained from slabs of marble, granite, stone, glass, stoneware, cement and the like |
| EP1561555A1 (en) * | 2004-02-05 | 2005-08-10 | Sankyo Diamond Industrial Co., Ltd. | Groove cutting tool |
| US7373936B1 (en) | 2006-12-06 | 2008-05-20 | Viateheslav Zagorouiko | Portable finishing apparatus for hard material |
| US8162726B1 (en) | 2008-07-16 | 2012-04-24 | NSI Solutions, LLC | Edge dressing grinder tool |
| WO2014140946A1 (en) * | 2013-03-15 | 2014-09-18 | Maema S.R.L. Unipersonale | Multi-tool machine for processing products made of stone materials |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119057617A (en) * | 2024-11-05 | 2024-12-03 | 西安南洋迪克整装智能家居有限公司 | Surface grinding device for wooden furniture production |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019197132A1 (en) | 2019-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7621206B2 (en) | Multi-function woodworking guide | |
| EP3552761A1 (en) | Slab edge polishing and/or milling system, method of polishing and/or milling slab edges, and panel obtained by joining polished and/or milled edges of slab pieces | |
| US4603717A (en) | Sliding dovetail template | |
| US20030233926A1 (en) | Multi-function woodworking system | |
| US7281969B2 (en) | Tool sharpening and compound honing jig | |
| US7198042B2 (en) | Apparatus for cutting a mitered edge in stone | |
| WO1997029880A1 (en) | Miniature all-purpose tool | |
| EP4023392A1 (en) | Apparatus for deburring and trimming the edges of slab-shaped objects | |
| KR101612324B1 (en) | The sliding angle precision cutting machine | |
| US20030233925A1 (en) | Multi-function woodworking adapter | |
| US2507052A (en) | Surface finishing machine | |
| JPH03256632A (en) | Centering stand for tubular holder | |
| US6997175B2 (en) | Portable apparatus for working, shaping and polishing stone and other hard materials | |
| US7182080B1 (en) | Apparatus and method for finishing stone tiles | |
| CA3067505A1 (en) | Combined cutting and bevelling machine for slabs of stone or stone-like material | |
| CN208930062U (en) | A kind of clamping device of bamboo wood furniture processing | |
| US7673662B2 (en) | Planer/sander wood machine | |
| US20220072672A1 (en) | Apparatus for cutting, grinding, and polishing work pieces at multiple axes | |
| US8267751B2 (en) | Chamfering tool and method | |
| EP3117957B1 (en) | Device for trimming the edges of tiles | |
| AU2006201904B2 (en) | Planer/Sander Wood Machine | |
| US20100154931A1 (en) | Guide Assembly for a Cutting Tool | |
| KR20140117051A (en) | Chisel, Plane and Blade polishing Guide | |
| CN208163883U (en) | A kind of Workpiece clamping device of woodworking engraving-milling machine | |
| TWI764725B (en) | Grinding machine fixing assembly of building material board body and its grinding machine fixing table |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20200603 |