EP3467138B1 - Method for forming aluminum alloy blank - Google Patents
Method for forming aluminum alloy blank Download PDFInfo
- Publication number
- EP3467138B1 EP3467138B1 EP17194723.7A EP17194723A EP3467138B1 EP 3467138 B1 EP3467138 B1 EP 3467138B1 EP 17194723 A EP17194723 A EP 17194723A EP 3467138 B1 EP3467138 B1 EP 3467138B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- blank
- temperature
- forming
- ageing
- forming tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 44
- 229910000838 Al alloy Inorganic materials 0.000 title description 15
- 230000032683 aging Effects 0.000 claims description 37
- 239000000956 alloy Substances 0.000 claims description 17
- 238000001816 cooling Methods 0.000 claims description 17
- 229910045601 alloy Inorganic materials 0.000 claims description 14
- 238000010791 quenching Methods 0.000 claims description 13
- 238000010438 heat treatment Methods 0.000 claims description 12
- 230000000171 quenching effect Effects 0.000 claims description 10
- 238000001953 recrystallisation Methods 0.000 claims description 4
- 239000003973 paint Substances 0.000 description 7
- 239000000203 mixture Substances 0.000 description 6
- 239000006104 solid solution Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000005275 alloying Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
Definitions
- the present disclosure relates to a heat treatment method of blank sheets of aluminum alloys, and especially to a method suitable for blank sheets of any aluminum alloy grade, composition or temper.
- the hot forming of blank sheets is important, in particular hot forming of blank sheets of high strength aluminum alloys.
- EP2987878 A2 discloses a method of forming an AI alloy blank comprising steps of heating the blank for solution heat treatment, shielding a part of the blank such that a first part of the blank is quenched to a temperature between 150-200°C and a second part of the blank is quenched to below 150°C, forming the blank during or after the quenching, and ageing the formed blank.
- DE102012007213 A1 discloses a method comprising heating aluminum sheet to solution annealing temperature and molding and simultaneously quenching. Consequently, there is a need for production method for forming aluminum alloy blank sheets which alleviate the mentioned drawbacks of known technology.
- a method is provided that, with high accuracy of the formed components and low amount of springbacks, is suitable for AA6082 or 7xxx series aluminum alloy grade sheet blank.
- the time in which the blank is kept at or above the solution heat treatment (SHT) temperature may be chosen to be sufficient to ensure maximum concentration of hardening elements, such as copper, zinc, magnesium, manganese, silicon etc. in the solid solution.
- the concentration and rate of dissolution of these elements in the solid solution may increase with increasing temperature.
- the SHT composition of the solid solution may be preserved at the intermediate temperature. If the blank were to be cooled in a too slow rate, the alloying elements may diffuse through the solid solution and concentrate at the grain boundaries, in large voids, undissolved particles or other undesired locations. To achieve improved strength properties of the formed part, it may be desirable to avoid such recrystallization and decrease the diffusion process and maintain the alloying elements in the solid solution by providing a rapid cooling.
- the cooling rate to achieve this may be selected depending on the aluminum alloy grade and composition of the blank. Further, a quenching rate may be selected depending on the aluminum alloy grade and composition of the blank.
- the forming tool may be preheated to the intermediate temperature.
- the blank may thereby be formed at the intermediate temperature.
- the temperature of the blank may thereby be controlled during the forming, which may improve the accuracy in the properties of the final formed component.
- the blank may be kept at the intermediate temperature during the forming step in the forming tool.
- the temperature of the tool may be controlled in order to keep the temperature of both the tool and the blank stable at the intermediate temperature during the forming.
- the temperature of the forming tool may be controlled in order to quench the formed blank to room temperature.
- a temperature control function may be provided for the forming tool in order to control the temperature of the forming tool to the intermediate temperature throughout the forming step.
- the forming and the quenching may be performed in separate forming tools.
- a first forming tool may form the blank at the intermediate temperature, and a second forming tool may quench the blank to room temperature.
- the first forming tool may be preheated to the intermediate temperature, thereby keeping the blank at the intermediate temperature during the forming.
- the blank may then be transferred to the second forming tool, quenching the blank to room temperature.
- the second forming tool may be a cold forming tool.
- the first forming tool may not be preheated, thereby cooling the blank during the forming.
- the blank may then in the second forming tool be quenched in a controlled manner to room temperature in the second forming tool.
- a method 100 comprises a first step of heating 102 a 6xxx or 7xxx series Al alloy blank 2 to the solutionization (SHT) temperature for the specific alloy of the blank 2.
- SHT solutionization
- a blank forming system 1 is provided, wherein the heating 102 is performed in a heating station 10.
- the temperature of the blank 2 is kept at the SHT temperature or above until the solutionization of the alloy of the blank 2 is complete.
- the blank 2 is cooled 104 to an intermediate temperature.
- the cooling 104 is performed at a cooling station 20.
- the intermediate temperature is selected for the alloy of the blank 2 at which temperature the kinetic movement for the alloy stops.
- the cooling 104 is performed at a cooling rate high enough such that recrystallization in the alloy of the blank 2 does not occur.
- the blank 2 is formed 106 in a forming tool 32 at a press station 30 in the blank forming system 1.
- the press station 30 may be a press suitable for aluminum alloy blank sheet forming, such as a hydraulic press, a servo press (servo hydraulic or servo mechanical).
- the formed blank 2', or formed component 2' is quenched 108 in the forming tool 32 to room temperature.
- the formed blank 2' is artificially aged 110 at an ageing station 40.
- the ageing process is provided to control and limit the recrystallization in the alloy material of the blank 2.
- Fig. 3 illustrates the blank forming method 100 according to an embodiment of the present invention.
- the blank 2 is heated from room temperature T E to the SHT temperature T SHT , and kept at the T SHT for a necessary time t 1 -t 2 as discussed above.
- the blank 2 is rapidly cooled to the intermediate temperature T ITM at the necessary cooling rate as discussed above.
- the blank 2 is then formed during t 2 -t 3 in the forming tool 32.
- the formed blank 2' is quenched to room temperature T E .
- the formed component 2' is processed for artificial ageing by being heated to an ageing temperature T A .
- the component 2' is kept at the ageing temperature T A during a period t 5 -t 6 until the ageing process is complete.
- the time t 3 -t 4 provides a transfer of the formed blank to the ageing station 40.
- the blank 2 is transferred between the different stations 10, 20, 30, 40.
- the transfer may be performed such that minimal heat loss in the blank 2 is achieved.
- Figs. 4 and 5 illustrates a method 200 and system 3 according to an embodiment of the invention.
- the steps of heating 202 and cooling 204 correspond to the steps 102 and 104 as discussed above.
- the blank 2 is formed 206 in a preheated first forming tool 32a at a press station 30 in the blank forming system 3.
- the first forming tool 32a is preheated to the intermediate temperature.
- the blank 2 is thereby not further cooled when arranged in the first forming tool 32a.
- the intermediate temperature may be kept in the first forming tool 32a and the blank 2 throughout the forming process 106.
- the formed blank is moved to a separate cold second forming tool 32b.
- the blank is quenched to room temperature.
- the cold second forming tool 32b may further form and quench the blank to its final shaped component.
- Fig. 5 further illustrates an optional arrangement of ageing which can be used for either of the above presented embodiments.
- a first pre-ageing step is performed at a pre-ageing station 40a, in which the formed component 2' is heated to the ageing temperature T A , kept at T A until the pre-ageing is complete and then cooled to room temperature T E .
- the component 2' is again heated to T A , kept at T A for a time period and thereafter cooled to room temperature T E , to provide a paint baking of the component 2'.
- the component can be heated to a different temperature in the paint baking process than the temperature T A in the pre-ageing process.
- a two-step ageing process is thereby provided comprising pre-ageing and paint baking.
- the pre-ageing process is integrated in the forming/stamping line, and performed in direct connection to the forming of the component 2'.
- the paint baking process may be performed at a later stage, whichever may be suitable for the production line.
- the use of the pre-ageing process prevents natural ageing after stamping in the second forming tool. Otherwise, natural ageing may occur after about 30 minutes for 7xxx series Al alloy materials or about one hour for 6xxx series Al alloy materials.
- the paint baking process cannot take effect on the formed component to achieve peak hardness.
- the pre-ageing process further enables post processing activities such as transport to another location, storage for a required period before assembly or joining operations. Then, the paint baking operation may be performed at the most suitable time to provide optimal peak hardness in a short cycle time and at a low cost. This may e.g. be after joining the formed component 2' to a desired assembly.
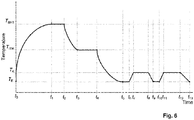
- Fig. 6 illustrates the process blank forming method 200 according to an embodiment of the present invention.
- the blank 2 is heated from room temperature T E to the SHT temperature T SHT , and kept at the T SHT for a necessary time t 1 -t 2 as discussed above. Between t 2 and t 3 , the blank 2 is cooled to the intermediate temperature T ITM at the necessary cooling rate as discussed above. The blank 2 is then formed during t 3 -t 4 in the preheated first forming tool 32a. Between t 4 and t 5 the formed blank 2' is quenched to room temperature T E in the second forming tool 32b.
- Fig. 6 further illustrate the process of the embodiment comprising a pre-ageing and a paint baking step as discussed above.
- the formed blank 2' is processed for artificial ageing by being heated to the ageing temperature T A and kept at the ageing temperature T A during a period t 7 -t 8 .
- the blank 2' is in the second ageing station 40b again heated to the ageing temperature T A and kept at T A between t 11 -t 12 until the ageing process is complete.
- the blank 2' formed to a final shaped component is then again cooled to room temperature T E .
Description
- The present disclosure relates to a heat treatment method of blank sheets of aluminum alloys, and especially to a method suitable for blank sheets of any aluminum alloy grade, composition or temper.
- In especially the automotive industry, the hot forming of blank sheets is important, in particular hot forming of blank sheets of high strength aluminum alloys. There are numerous methods known for forming aluminum alloy blanks. E.g. the hot forming die quenching methods as presented in
WO2010/032002 andWO2015/136299 . - However, such known methods have several drawbacks. For instance, these methods are not suitable for all aluminum alloy grades. The method in
WO2010/032002 may be suitable for AA6082 material, but not for any AA7xxx material. Further, the aluminum alloy grade material compositions and tempers may vary from different material suppliers. The resulting formed components using the known methods are very sensitive to different compositions and tempers. - Further, the known processes have problems in being suitable for mass production due to lack of stability, repeatability and accuracy of the formed components.
-
EP2987878 A2 discloses a method of forming an AI alloy blank comprising steps of heating the blank for solution heat treatment, shielding a part of the blank such that a first part of the blank is quenched to a temperature between 150-200°C and a second part of the blank is quenched to below 150°C, forming the blank during or after the quenching, and ageing the formed blank.DE102012007213 A1 discloses a method comprising heating aluminum sheet to solution annealing temperature and molding and simultaneously quenching. Consequently, there is a need for production method for forming aluminum alloy blank sheets which alleviate the mentioned drawbacks of known technology. - It is an object of the present invention to provide an improved solution that alleviates the mentioned drawbacks with present devices. Furthermore, it is an object to provide a method resulting in improved accuracy of the formed parts.
- The invention is defined by the appended independent claim 1, with embodiments being set forth in the appended dependent claims 2-4.
- By using a method according to the present invention, a method is provided that, with high accuracy of the formed components and low amount of springbacks, is suitable for AA6082 or 7xxx series aluminum alloy grade sheet blank.
- The time in which the blank is kept at or above the solution heat treatment (SHT) temperature may be chosen to be sufficient to ensure maximum concentration of hardening elements, such as copper, zinc, magnesium, manganese, silicon etc. in the solid solution. The concentration and rate of dissolution of these elements in the solid solution may increase with increasing temperature.
- By cooling the blank at a specific cooling rate the SHT composition of the solid solution may be preserved at the intermediate temperature. If the blank were to be cooled in a too slow rate, the alloying elements may diffuse through the solid solution and concentrate at the grain boundaries, in large voids, undissolved particles or other undesired locations. To achieve improved strength properties of the formed part, it may be desirable to avoid such recrystallization and decrease the diffusion process and maintain the alloying elements in the solid solution by providing a rapid cooling. The cooling rate to achieve this may be selected depending on the aluminum alloy grade and composition of the blank. Further, a quenching rate may be selected depending on the aluminum alloy grade and composition of the blank.
- In one embodiment, the forming tool may be preheated to the intermediate temperature. The blank may thereby be formed at the intermediate temperature. The temperature of the blank may thereby be controlled during the forming, which may improve the accuracy in the properties of the final formed component.
- In one embodiment, the blank may be kept at the intermediate temperature during the forming step in the forming tool. The temperature of the tool may be controlled in order to keep the temperature of both the tool and the blank stable at the intermediate temperature during the forming. After the forming, the temperature of the forming tool may be controlled in order to quench the formed blank to room temperature. A temperature control function may be provided for the forming tool in order to control the temperature of the forming tool to the intermediate temperature throughout the forming step.
- In one embodiment, the forming and the quenching may be performed in separate forming tools. A first forming tool may form the blank at the intermediate temperature, and a second forming tool may quench the blank to room temperature. In a further embodiment, the first forming tool may be preheated to the intermediate temperature, thereby keeping the blank at the intermediate temperature during the forming. The blank may then be transferred to the second forming tool, quenching the blank to room temperature. The second forming tool may be a cold forming tool. Alternatively, the first forming tool may not be preheated, thereby cooling the blank during the forming. The blank may then in the second forming tool be quenched in a controlled manner to room temperature in the second forming tool.
- The invention will in the following be described in more detail with reference to the enclosed drawings, wherein:
-
Fig. 1 shows a flow chart of a method according to an embodiment of the invention; -
Fig. 2 shows a block scheme of a system according to an embodiment of the invention; -
Fig. 3 shows a diagram view of a process of the method according to an embodiment of the invention; -
Fig. 4 shows a flow chart of a method according to an embodiment of the invention; -
Fig. 5 shows a block scheme of a system according to an embodiment of the invention; and -
Fig. 6 shows a diagram view of a process of the method according to an embodiment of the invention. - The present invention will be described more fully hereinafter with reference to the accompanying drawings, in which preferred embodiments of the invention are shown. This invention may, however, be embodied in many different forms and should not be construed as limited to the embodiments set forth herein; rather, these embodiments are provided so that this disclosure will be thorough and complete, and will fully convey the invention to those skilled in the art. In the drawings, like numbers refer to like elements.
- As illustrated in
figure 1 , amethod 100 according to an embodiment of the present invention comprises a first step of heating 102 a 6xxx or 7xxx series Al alloy blank 2 to the solutionization (SHT) temperature for the specific alloy of the blank 2. As further seen infig. 2 , a blank forming system 1 is provided, wherein theheating 102 is performed in aheating station 10. In theheating station 10, when the blank 2 has reached its SHT temperature or above, the temperature of the blank 2 is kept at the SHT temperature or above until the solutionization of the alloy of the blank 2 is complete. - In a next step, the blank 2 is cooled 104 to an intermediate temperature. In the blank forming system 1, the
cooling 104 is performed at acooling station 20. The intermediate temperature is selected for the alloy of the blank 2 at which temperature the kinetic movement for the alloy stops. Thecooling 104 is performed at a cooling rate high enough such that recrystallization in the alloy of the blank 2 does not occur. - In a next step, the blank 2 is formed 106 in a forming
tool 32 at apress station 30 in the blank forming system 1. Thepress station 30 may be a press suitable for aluminum alloy blank sheet forming, such as a hydraulic press, a servo press (servo hydraulic or servo mechanical). - After forming 106 of the blank 2, the formed blank 2', or formed component 2', is quenched 108 in the forming
tool 32 to room temperature. - Finally, the formed blank 2' is artificially aged 110 at an
ageing station 40. The ageing process is provided to control and limit the recrystallization in the alloy material of the blank 2. -
Fig. 3 illustrates the blank formingmethod 100 according to an embodiment of the present invention. The blank 2 is heated from room temperature TE to the SHT temperature TSHT, and kept at the TSHT for a necessary time t1-t2 as discussed above. At t2 the blank 2 is rapidly cooled to the intermediate temperature TITM at the necessary cooling rate as discussed above. The blank 2 is then formed during t2-t3 in the formingtool 32. At t3 the formed blank 2' is quenched to room temperature TE. - At the ageing
station 40, the formed component 2' is processed for artificial ageing by being heated to an ageing temperature TA. The component 2' is kept at the ageing temperature TA during a period t5-t6 until the ageing process is complete. The time t3-t4 provides a transfer of the formed blank to the ageingstation 40. - The blank 2 is transferred between the
different stations -
Figs. 4 and5 illustrates amethod 200 andsystem 3 according to an embodiment of the invention. The steps ofheating 202 and cooling 204 correspond to thesteps tool 32a at apress station 30 in the blank formingsystem 3. The first formingtool 32a is preheated to the intermediate temperature. The blank 2 is thereby not further cooled when arranged in the first formingtool 32a. The intermediate temperature may be kept in the first formingtool 32a and the blank 2 throughout the formingprocess 106. - Next, the formed blank is moved to a separate cold second forming
tool 32b. In the cold second formingtool 32b, the blank is quenched to room temperature. The cold second formingtool 32b may further form and quench the blank to its final shaped component. -
Fig. 5 further illustrates an optional arrangement of ageing which can be used for either of the above presented embodiments. In such ageing embodiment, a first pre-ageing step is performed at apre-ageing station 40a, in which the formed component 2' is heated to the ageing temperature TA, kept at TA until the pre-ageing is complete and then cooled to room temperature TE. After transfer to asecond ageing station 40b, the component 2' is again heated to TA, kept at TA for a time period and thereafter cooled to room temperature TE, to provide a paint baking of the component 2'. Alternatively, the component can be heated to a different temperature in the paint baking process than the temperature TA in the pre-ageing process. A two-step ageing process is thereby provided comprising pre-ageing and paint baking. - Preferably, the pre-ageing process is integrated in the forming/stamping line, and performed in direct connection to the forming of the component 2'. The paint baking process may be performed at a later stage, whichever may be suitable for the production line.
- The use of the pre-ageing process prevents natural ageing after stamping in the second forming tool. Otherwise, natural ageing may occur after about 30 minutes for 7xxx series Al alloy materials or about one hour for 6xxx series Al alloy materials. The paint baking process cannot take effect on the formed component to achieve peak hardness. The pre-ageing process further enables post processing activities such as transport to another location, storage for a required period before assembly or joining operations. Then, the paint baking operation may be performed at the most suitable time to provide optimal peak hardness in a short cycle time and at a low cost. This may e.g. be after joining the formed component 2' to a desired assembly.
-
Fig. 6 illustrates the process blank formingmethod 200 according to an embodiment of the present invention. The blank 2 is heated from room temperature TE to the SHT temperature TSHT, and kept at the TSHT for a necessary time t1-t2 as discussed above. Between t2 and t3, the blank 2 is cooled to the intermediate temperature TITM at the necessary cooling rate as discussed above. The blank 2 is then formed during t3-t4 in the preheated first formingtool 32a. Between t4 and t5 the formed blank 2' is quenched to room temperature TE in the second formingtool 32b. -
Fig. 6 further illustrate the process of the embodiment comprising a pre-ageing and a paint baking step as discussed above. At thepre-ageing station 40a, the formed blank 2' is processed for artificial ageing by being heated to the ageing temperature TA and kept at the ageing temperature TA during a period t7-t8. After being cooled to room temperature, the blank 2' is in thesecond ageing station 40b again heated to the ageing temperature TA and kept at TA between t11-t12 until the ageing process is complete. The blank 2' formed to a final shaped component is then again cooled to room temperature TE. - In the drawings and specification, there have been disclosed preferred embodiments and examples of the invention and, although specific terms are employed, they are used in a generic and descriptive sense only and not for the purpose of limitation, the scope of the invention being set forth in the following claims.
Claims (4)
- A method (100) of forming a AA6082 alloy blank or a 7xxx series alloy blank (2), wherein the method comprises the steps of:heating (102) the blank to a solutionization (SHT) temperature (TSHT) for the alloy of the blank at a heating station (10) and keeping the blank at said SHT temperature until SHT is complete,cooling (104) the blank at a cooling station (20) to an intermediate temperature (TITM) and at a cooling rate that is high enough such that recrystallization in the alloy of the blank does not occur, wherein for a AA6082 alloy blank the intermediate temperature is between 300-350ºC and the cooling rate is at least 30 K/s, and for a 7xxx series alloy blank the intermediate temperature is between 400-420ºC and the cooling rate is at least 50 K/s,forming (106) the blank in a forming tool (32),quenching (108) the formed blank (2') to room temperature (TE),pre-ageing the formed and quenched blank in a pre-ageing station (40a) within one hour of the quenching of the formed blank for a AA6082 alloy blank and within 30 minutes of the quenching of the formed blank for a 7xxx series alloy blank, in which pre-ageing the formed and quenched blank is heated to an ageing temperature (TA), kept at the ageing temperature during a time period, and cooled to room temperature.
- The method according to any of the preceding claims, wherein the forming tool (32) is preheated to the intermediate temperature (TITM).
- The method according to any of the preceding claims, wherein the blank (2) is kept at the intermediate temperature (TITM) during the forming (106) in the forming tool (32).
- The method according to any of the preceding claims, wherein the forming is performed in a first forming tool (32a) and the quenching is performed in a second forming tool (32b).
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PT171947237T PT3467138T (en) | 2017-10-04 | 2017-10-04 | Method and system for forming aluminum alloy blank |
| PL17194723T PL3467138T3 (en) | 2017-10-04 | 2017-10-04 | Method for forming aluminum alloy blank |
| EP17194723.7A EP3467138B1 (en) | 2017-10-04 | 2017-10-04 | Method for forming aluminum alloy blank |
| ES17194723T ES2906633T3 (en) | 2017-10-04 | 2017-10-04 | Method for forming aluminum alloy preforms |
| MX2020003344A MX2020003344A (en) | 2017-10-04 | 2018-10-03 | Method and system for forming aluminum alloy blank. |
| US16/652,908 US20200299818A1 (en) | 2017-10-04 | 2018-10-03 | Method and system for forming aluminum alloy blank |
| PCT/EP2018/076913 WO2019068767A1 (en) | 2017-10-04 | 2018-10-03 | Method and system for forming aluminum alloy blank |
| KR1020207011254A KR20200110737A (en) | 2017-10-04 | 2018-10-03 | Method and system for forming aluminum alloy blanks |
| JP2020517798A JP2020536166A (en) | 2017-10-04 | 2018-10-03 | Methods and systems for forming aluminum alloy blanks |
| CN201880061712.0A CN111315910A (en) | 2017-10-04 | 2018-10-03 | Method and system for shaping aluminum alloy blanks |
| CA3084330A CA3084330A1 (en) | 2017-10-04 | 2018-10-03 | Method and system for forming aluminum alloy blank |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17194723.7A EP3467138B1 (en) | 2017-10-04 | 2017-10-04 | Method for forming aluminum alloy blank |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3467138A1 EP3467138A1 (en) | 2019-04-10 |
| EP3467138B1 true EP3467138B1 (en) | 2021-11-24 |
Family
ID=60164580
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17194723.7A Active EP3467138B1 (en) | 2017-10-04 | 2017-10-04 | Method for forming aluminum alloy blank |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20200299818A1 (en) |
| EP (1) | EP3467138B1 (en) |
| JP (1) | JP2020536166A (en) |
| KR (1) | KR20200110737A (en) |
| CN (1) | CN111315910A (en) |
| CA (1) | CA3084330A1 (en) |
| ES (1) | ES2906633T3 (en) |
| MX (1) | MX2020003344A (en) |
| PL (1) | PL3467138T3 (en) |
| PT (1) | PT3467138T (en) |
| WO (1) | WO2019068767A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3896188A1 (en) | 2020-04-15 | 2021-10-20 | Politechnika Wroclawska | A method of manufacturing of energy-absorbing elements made of age-hardenable aluminum alloy sheets that facilitate further joining |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5785777A (en) | 1996-11-22 | 1998-07-28 | Reynolds Metals Company | Method of making an AA7000 series aluminum wrought product having a modified solution heat treating process for improved exfoliation corrosion resistance |
| US20060070689A1 (en) | 2004-10-05 | 2006-04-06 | Corus Aluminium Walzprodukte Gmbh | Method of heat treating an aluminium alloy member and apparatus therefor |
| US7503986B2 (en) | 2003-01-21 | 2009-03-17 | Alcoa, Inc. | Method for shortening production time of heat treated aluminum alloys |
| WO2011058332A1 (en) | 2009-11-13 | 2011-05-19 | Imperial Innovations Limited | Method of forming a component of complex shape from sheet material |
| WO2015136299A2 (en) | 2014-03-14 | 2015-09-17 | Imperial Innovations Limited | A method of forming parts from sheet metal alloy |
| EP2993244A1 (en) | 2014-09-05 | 2016-03-09 | Constellium Valais SA (AG, Ltd) | High strength products extruded from 6xxx aluminium alloys having excellent crash performance |
| WO2017062225A1 (en) | 2015-10-08 | 2017-04-13 | Novelis Inc. | Optimization of aluminum hot working |
| US20170175239A1 (en) | 2015-12-18 | 2017-06-22 | Novelis Inc. | High strength 6xxx aluminum alloys and methods of making the same |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1652960B1 (en) * | 2003-08-05 | 2017-08-30 | JX Nippon Mining & Metals Corporation | Sputtering target and method for production thereof |
| KR100750460B1 (en) * | 2007-06-20 | 2007-08-22 | 카야바 고교 가부시기가이샤 | Aluminum alloy pipe |
| JP2009173973A (en) * | 2008-01-22 | 2009-08-06 | Kobe Steel Ltd | Aluminum alloy sheet having excellent ridging mark property upon forming |
| GB0817169D0 (en) | 2008-09-19 | 2008-10-29 | Univ Birmingham | Improved process for forming aluminium alloy sheet components |
| DE102012007213A1 (en) * | 2012-04-11 | 2012-11-29 | Daimler Ag | Producing aluminum molded part useful for producing vehicle body part, comprises heating aluminum plate to be molded, preferably aluminum sheet to solution annealing temperature and molding and simultaneously quenching heated aluminum plate |
| EP2581218B2 (en) * | 2012-09-12 | 2018-06-06 | Aleris Aluminum Duffel BVBA | Production of formed automotive structural parts from AA7xxx-series aluminium alloys |
| DE102014111920B4 (en) * | 2014-08-20 | 2017-04-13 | Benteler Automobiltechnik Gmbh | Method for producing a motor vehicle component from a hardenable aluminum alloy |
| GB201513832D0 (en) * | 2015-08-05 | 2015-09-16 | Imp Innovations Ltd | A Fast ageing method for heat-treatable aluminium alloys |
| GB201521443D0 (en) * | 2015-12-04 | 2016-01-20 | Impression Technologies Ltd | Method for operating a press for metal sheet forming |
-
2017
- 2017-10-04 PT PT171947237T patent/PT3467138T/en unknown
- 2017-10-04 ES ES17194723T patent/ES2906633T3/en active Active
- 2017-10-04 EP EP17194723.7A patent/EP3467138B1/en active Active
- 2017-10-04 PL PL17194723T patent/PL3467138T3/en unknown
-
2018
- 2018-10-03 JP JP2020517798A patent/JP2020536166A/en active Pending
- 2018-10-03 CA CA3084330A patent/CA3084330A1/en active Pending
- 2018-10-03 US US16/652,908 patent/US20200299818A1/en not_active Abandoned
- 2018-10-03 KR KR1020207011254A patent/KR20200110737A/en not_active Application Discontinuation
- 2018-10-03 MX MX2020003344A patent/MX2020003344A/en unknown
- 2018-10-03 CN CN201880061712.0A patent/CN111315910A/en active Pending
- 2018-10-03 WO PCT/EP2018/076913 patent/WO2019068767A1/en active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5785777A (en) | 1996-11-22 | 1998-07-28 | Reynolds Metals Company | Method of making an AA7000 series aluminum wrought product having a modified solution heat treating process for improved exfoliation corrosion resistance |
| US7503986B2 (en) | 2003-01-21 | 2009-03-17 | Alcoa, Inc. | Method for shortening production time of heat treated aluminum alloys |
| US20060070689A1 (en) | 2004-10-05 | 2006-04-06 | Corus Aluminium Walzprodukte Gmbh | Method of heat treating an aluminium alloy member and apparatus therefor |
| WO2011058332A1 (en) | 2009-11-13 | 2011-05-19 | Imperial Innovations Limited | Method of forming a component of complex shape from sheet material |
| WO2015136299A2 (en) | 2014-03-14 | 2015-09-17 | Imperial Innovations Limited | A method of forming parts from sheet metal alloy |
| EP2993244A1 (en) | 2014-09-05 | 2016-03-09 | Constellium Valais SA (AG, Ltd) | High strength products extruded from 6xxx aluminium alloys having excellent crash performance |
| WO2017062225A1 (en) | 2015-10-08 | 2017-04-13 | Novelis Inc. | Optimization of aluminum hot working |
| US20170175239A1 (en) | 2015-12-18 | 2017-06-22 | Novelis Inc. | High strength 6xxx aluminum alloys and methods of making the same |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200299818A1 (en) | 2020-09-24 |
| EP3467138A1 (en) | 2019-04-10 |
| CN111315910A (en) | 2020-06-19 |
| PL3467138T3 (en) | 2022-04-04 |
| CA3084330A1 (en) | 2019-04-11 |
| MX2020003344A (en) | 2020-07-28 |
| KR20200110737A (en) | 2020-09-25 |
| PT3467138T (en) | 2022-02-21 |
| WO2019068767A1 (en) | 2019-04-11 |
| JP2020536166A (en) | 2020-12-10 |
| ES2906633T3 (en) | 2022-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8496764B2 (en) | System and method for manufacturing an F-temper 7xxx series aluminum alloy | |
| US20230088978A1 (en) | High strength aluminum stamping | |
| EP2324137B1 (en) | Process for forming aluminium alloy sheet components | |
| US9469892B2 (en) | Hot thermo-mechanical processing of heat-treatable aluminum alloys | |
| EP3795712A1 (en) | Methods for artificially aging aluminum-zinc-magnesium alloys, and products based on the same | |
| US20150240339A1 (en) | Tailored rolling of high strength aluminum | |
| CN105331908A (en) | Hot-stamping tailor-welded blanks of aluminum sheet | |
| US20150101718A1 (en) | Artificial Aging Process For High Strength Aluminum | |
| WO2009130175A1 (en) | Method of manufacturing a structural aluminium alloy part | |
| US20180251877A1 (en) | High-strength aluminum stampings with tailored properties | |
| CN111057903A (en) | Large-size titanium alloy locking ring and preparation method thereof | |
| CN109385587A (en) | Method for manufacturing the motor vehicle component made of 6000 series alloys | |
| JPS6246621B2 (en) | ||
| EP3467138B1 (en) | Method for forming aluminum alloy blank | |
| CN104018039B (en) | A kind of processing method suppressing aluminum alloy plate materials recrystallization | |
| Ng et al. | Reviews on the forming process of heat treatable aluminium alloys | |
| US20190368021A1 (en) | High strength aluminum hot stamping with intermediate quench | |
| GB2530709A (en) | Method to operate a hydraulic press for metal sheet forming | |
| US4358324A (en) | Method of imparting a fine grain structure to aluminum alloys having precipitating constituents | |
| GB2536193A (en) | A method for forming a part from aluminium alloy | |
| CN109023185B (en) | Method for refining surface grain of GH80A high-temperature alloy part | |
| EP3279350B1 (en) | Method for producing an object made from a hardenable aluminium alloy | |
| US4596609A (en) | Thermomechanical forging of aluminum alloys | |
| WO2019038534A1 (en) | A method for forming sheet material components | |
| JP2022549682A (en) | Aluminum manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20191002 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: AUTOMATION, PRESS AND TOOLING, A.P. & T AB |
|
| 17Q | First examination report despatched |
Effective date: 20200430 |
|
| 17Q | First examination report despatched |
Effective date: 20200901 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20201120 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20210514 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602017049704 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1449934 Country of ref document: AT Kind code of ref document: T Effective date: 20211215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 3467138 Country of ref document: PT Date of ref document: 20220221 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20220214 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20211124 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20211124 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2906633 Country of ref document: ES Kind code of ref document: T3 Effective date: 20220419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220324 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 602017049704 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: ISERN-JARA, NURIA Effective date: 20220824 |
|
| R26 | Opposition filed (corrected) |
Opponent name: ISERN-JARA, NURIA Effective date: 20220824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20220914 Year of fee payment: 6 Ref country code: NO Payment date: 20220916 Year of fee payment: 6 Ref country code: GB Payment date: 20220915 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20220922 Year of fee payment: 6 Ref country code: FR Payment date: 20220916 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220926 Year of fee payment: 6 Ref country code: ES Payment date: 20221102 Year of fee payment: 6 Ref country code: DE Payment date: 20220921 Year of fee payment: 6 Ref country code: AT Payment date: 20220916 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 1449934 Country of ref document: AT Kind code of ref document: T Effective date: 20211124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211124 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20221031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 39390 Country of ref document: SK Effective date: 20221004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230704 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20171004 |