EP3260600B1 - Procédé de réparation d'un rail ferroviaire au moyen d'un moule de réparation - Google Patents
Procédé de réparation d'un rail ferroviaire au moyen d'un moule de réparation Download PDFInfo
- Publication number
- EP3260600B1 EP3260600B1 EP17171995.8A EP17171995A EP3260600B1 EP 3260600 B1 EP3260600 B1 EP 3260600B1 EP 17171995 A EP17171995 A EP 17171995A EP 3260600 B1 EP3260600 B1 EP 3260600B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- recess
- rail
- circulation rail
- circulation
- withdrawing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B31/00—Working rails, sleepers, baseplates, or the like, in or on the line; Machines, tools, or auxiliary devices specially designed therefor
- E01B31/02—Working rail or other metal track components on the spot
- E01B31/18—Reconditioning or repairing worn or damaged parts on the spot, e.g. applying inlays, building-up rails by welding; Heating or cooling of parts on the spot, e.g. for reducing joint gaps, for hardening rails
Definitions
- the present invention relates to the field of repairing a rail of a railway.
- a railway conventionally comprises longitudinal traffic rails connected by transverse sleepers of wood or concrete which rest on the ground.
- two consecutive circulation rails are connected by solder joints.
- a joint has the disadvantage of creating a discontinuity between the circulation rails, which is a source of shock and prematurely increases the wear of the circulation rails.
- LRS Long Rail Welded
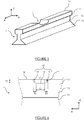
- a circulation rail 1 comprises: a lower part 13, designated “pad”, adapted to rest on the ground, an upper part 11, designated “mushroom”, adapted to be in contact with a wheel of a rail vehicle according to a upper surface 14 designated “tread”, and an intermediate portion 12, designated “soul” which connects the upper portion 11 to the lower portion 13.
- a rail 1 is known to those skilled in the art and will not be presented in more detail.
- the circulation rail 1 extends longitudinally along an axis X, laterally along an axis Y and vertically along an axis Z so as to form an orthogonal reference (X, Y, Z).
- the mushroom 11 of a traffic rail 1 may comprise a damaged zone ZE (impacting or not the tread 14), which affects its behavior.
- the repair method depends on the size of the damaged area.
- the damaged zone ZE is of large size, greater than a threshold limit of keeping track known to those skilled in the art
- the damaged portion of the circulation rail is removed and replaced by a new longitudinal portion known to the man of the trade under the designation "coupon".
- the new longitudinal portion must be welded to the existing longitudinal portions of an LRS rail, which increases the number of solder joints and has the aforementioned drawbacks. The performance of the rail LRS are then degraded.
- this repair method proposes to remove a damaged zone ZE located at the mushroom 11 of the circulation rail 1 (impacting or not the tread 14) by producing a recess 2, 3 in the circulation rail 1. Then, a mold (not shown) is placed around the recess 2, 3 to allow the casting of liquid metal in the mold and, consequently, the filling of the recess 2, 3. The damaged zone ZE of the mushroom 11 of the circulation rail 1 is thus replaced by a defect free zone formed from the cast metal.
- the circulation rail 1 comprises a "dressing" made from the cast metal.
- the recess 2, 3 made in the mushroom 11 of the circulation rail 1 is in the form of a notch that can be of different sizes and shapes.
- the notch may be of circular shape 2 or rectangular 3.
- a notch is called "circular" when the profile of the recess 2, 3 in the longitudinal plane of the circulation rail 1, that is to say, the plane (X, Z) has a shape of an arc of a circle.
- the circular notch 2 is obtained by cutting metal (local oxidation) by means of a template for a circular cut. Such cutting is accurate but its length is limited to 90 mm, which has a first disadvantage.
- a circular notch 2 does not allow the removal of a damaged area which is deep. Indeed, as illustrated in figure 2 , the vertical distance P2 between the tread 14 and the bottom of the circular notch 2 is variable along the length of the notch 2, which does not remove a damaged zone ZE of great length in the depth of the mushroom 11. In other words, the notch length is variable at a given depth.
- a notch 3 is called "rectangular" when the profile of the recess 3 in the longitudinal plane of the circulation rail 1, that is to say, the plane (X, Z), consecutively presents a vertical flank 31, a flank horizontal 32 and a vertical flank 33.
- a rectangular notch 3 has a maximum length of 55 mm, which limits its application.
- a rectangular notch 3 is obtained by grinding, which takes time and increases the cost of repair.
- grinding defects may occur at the intersection of the flanks.
- the patent application GB802256 has such a rectangular notch.
- liquid metal M at a very high temperature is poured into the rectangular notch 3, resulting in the appearance of a melting zone ZF in the mushroom 11 at the level of the profile. the rectangular notch 3.
- a melting zone ZF also called molten zone, allows the liquid metal M added in the rectangular notch 3 to mingle with the existing metal of the circulation rail 1 in order to form a weld of good quality.
- the melted zone ZF must be as large as possible in order to ensure the good behavior of the weld.
- the melted zone ZF is not of constant width and is, in particular, thinner near the ends of the horizontal flank 32 of the profile of the rectangular notch 3, which can affect the robustness in the time of such a weld.
- EP 2,808,446 A1 and FR 2,266,570 also relate to the repair of a rail of a railway.
- One of the objectives of the present invention is to propose a new repair method that makes it possible to overcome the aforementioned drawbacks while being simple to implement.
- the invention is remarkable in that said recess has, in a plane in longitudinal section (X, Z), a concave profile successively comprising a first curvilinear portion, a longitudinal portion and a second curvilinear portion.
- the curvilinear portions make it possible to obtain a wide melting zone when filling the mold with liquid metal, which guarantees a robust weld over time.
- the melting zone has a width of at least 3 mm.
- the recess has a depth configured to maintain a residual thickness of the upper portion of the rail between 6 and 10 mm.
- the depth is adapted to the profile of the circulation rail.
- the recess has a total length of between 126 and 140 mm, preferably of the order of 130 mm.
- the total length is defined at the upper surface, i.e., of the tread.
- Such a recess is adapted to remove a damaged area of great depth, which avoids replacing a damaged portion of the rail with a new portion.
- the length of the longitudinal portion of the recess is between 50 mm and 80 mm.
- Such a recess allows to remove a damaged area which is lengthened in depth in the manner of a rectangular notch.
- the radius of curvature of each curvilinear portion of the recess is between 40 mm and 44 mm, preferably of the order of 42 mm.
- the melted zone has a large thickness.
- At least one curvilinear portion is a portion of arc of a circle of constant radius of curvature.
- a curvilinear portion makes it possible to form a molten zone of large and regular thickness along the curvilinear portion, which improves the robustness.
- each curvilinear portion is a portion of a circular arc of constant radius of curvature.
- the radii of curvature of the curvilinear portions are equal.
- the step of removing the damaged zone comprises at least one step of removal by means of a template, preferably by oxycutting.
- a withdrawal is analogous to a withdrawal for a circular notch.
- the skilled person can achieve such withdrawal quickly and accurately.
- the recess is symmetrical with respect to a plane transverse to the axis along which the circulation rail extends.
- the circulation rail is repaired homogeneously, which improves the strength of the weld.
- the removal step makes it possible to make the curvilinear portions similarly to a circular notch.
- the template according to the prior art can be preserved.
- the first two withdrawal phases are carried out by flame cutting and then grinding again.
- the third withdrawal phase is performed by grinding.
- the recess has a homogeneous surface state.
- the same template is used to form the two curvilinear portions successively.
- a single template makes it possible to form the recess in a single withdrawal step.
- the invention also relates to a mold for repairing a rail of a railway track, the mold comprising an intermediate portion adapted to be positioned at an upper portion of the circulation rail which is adapted to be in contact with a wheel of a railway vehicle, the intermediate portion comprising at least one cavity having a concave profile successively comprising a first curvilinear portion, a longitudinal portion and a second curvilinear portion.
- Such a mold is adapted to guide liquid metal in a recess as presented above to obtain a quality repair.
- This application also describes a running rail extending longitudinally along an axis X and vertically along an axis Z, said circulation rail comprising an upper part adapted to be in contact with a wheel of a railway vehicle, the upper part comprising at least one minus a new zone formed by filling with liquid metal of a recess of said upper part, said recess having, in a plane in longitudinal section (X, Z), a concave profile successively comprising a first curvilinear portion, a longitudinal portion and a second curvilinear portion.
- a circulation rail 1 comprises: a lower part 13, designated “pad”, adapted to rest on the ground, an upper part 11, designated “mushroom”, adapted to be in contact with a wheel of a rail vehicle according to a upper surface 14 designated “tread”, and an intermediate portion 12, designated “soul” which connects the upper part 11 to the part 13.
- a circulation rail 1 is known to those skilled in the art and will not be presented in more detail.
- the circulation rail 1 extends longitudinally along an axis X, laterally along an axis Y and vertically along an axis Z so as to form an orthogonal reference (X, Y, Z).
- the circulation rail 1 comprises at least one damaged zone ZE formed in its upper part 11.
- a damaged zone ZE corresponds to a rail portion whose upper portion 11 contains at least one defect (affecting or not the tread 14) whose dimensions can reach or exceed a value known as "threshold limit of maintenance track" known from the skilled person.
- the "limit threshold for keeping track” corresponds to a damaged zone ZE whose length is 80 mm and / or the depth is 15 mm.
- the defects of a damaged zone ZE can be in various forms, in particular a slump and / or widening of the tread 14, localized impacts, horizontal cracks or diving cracks propagating in the depth of a circulation rail 1.
- the repair method comprises a step of removing the damaged zone ZE so as to form a recess 4 in the upper part 11 of the circulation rail 1.
- said recess 4 has, in a plane in longitudinal section (X, Z), a concave profile 40 successively comprising a first curvilinear portion 41, a longitudinal portion 42 and a second curvilinear portion 43.
- a recess can be considered an "oblong" notch.
- the longitudinal portion 42 extends horizontally, that is to say, parallel to the tread 14.
- the recess 4 has a total length L1 of between 126 and 140 mm, preferably of the order of 130 mm.
- the length L2 of the longitudinal portion 42 of the recess 4 is between 50 and 80 mm.
- the ratio of the length of the longitudinal portion 42 to the total length L1 is between 36% and 64% so as to allow removal of a damaged zone ZE of considerable length in depth of the circulation rail 1 in the manner of a rectangular notch.
- the recess 4 has a depth P1 configured to maintain a residual thickness of the upper part of the rail between 6 and 10 mm.
- each curvilinear portion 41, 43 of the recess 4 is between 40 and 44 mm, preferably of the order of 42 mm.
- the radii of curvature of the curvilinear portions are equal so that the recess has a plane of symmetry.
- Each curvilinear portion 41, 43 corresponds to a portion of a circular arc of constant radius of curvature. Nevertheless, the invention also applies to curvilinear portions having different radii of curvature and different angular ranges in order to be able to adapt to damaged zones ZE of different shapes.
- the withdrawal phases using a template 61, 62 are performed by an oxycutting method known to those skilled in the art in order to obtain a precise and rapid withdrawal.
- the removal of the material between the oxycutting cut areas is preferably carried out by grinding in order to directly guarantee a surface condition free of impurities related to the cutting method.
- the curvilinear portions 41, 43 may also be resumed by grinding.
- the recess 4 is conveniently formed similarly to a circular notch according to the prior art.
- the mushroom 11 of the circulation rail 1 advantageously comprises at least a residual height h of 8 mm, preferably between 6 and 10 mm, in order to allow the formation of a large width melted zone to obtain an optimum weld as will be presented later.
- one and the same template is used successively to produce the two curvilinear portions 41, 43.
- a single template of suitable shape can be used to remove the entire damaged area, which accelerates the removal step.
- the template has an oblong profile.
- the method further comprises a step of placing a mold 5 around the recess 4.
- the general structure of such a mold 5 is known to those skilled in the art.
- the mold 5 has an internal cavity 50 adapted to follow the curvature of said circulation rail 1 and ensure its sealing during the flow of the liquid metal. As illustrated in figure 9 , the mold 5 has an upper opening 56 allowing access to said internal cavity 50.
- the mold 5 comprises a lower portion 52, adapted to be positioned at the core 12 of the circulation rail 1, an upper portion 53, adapted to be positioned above the upper surface 14 of the circulation rail 1 and an intermediate portion 54 adapted to be positioned at the level of the mushroom 11 to form a lateral envelope to the recess 4.
- the intermediate portion 54 of the mold 5 comprises at least one recess 7 having a concave profile 70 successively comprising a first curvilinear portion 71, a longitudinal portion 72 and a second curvilinear portion 73.
- Such an impression 7 advantageously makes it possible to cooperate by complementarity of shapes with the profile of the recess 4 to form a chamber of calibrated shape to receive the liquid metal.
- the upper portion 53 of the mold 5 further comprises a pipe 55 of generally trapezoidal shape and flared vertically upwards so as to allow optimum guidance of the liquid metal in the enclosure formed by the mold 5 and the recess 4 and direct the solidification up the mold 5.
- the intermediate portion 54 of the mold 5 has vents 57 to allow the gases generated during welding to be able to escape.
- the mold 5 comprises two mold members 51 which are complementary and adapted to position laterally to the circulation rail 1 to be repaired.
- the mold members 51 are positioned on the circulation rail 1 and locked in position, preferably by means of a vice or the like so that the mold 5 is sealed.
- each mold member 51 has an imprint 7 as presented above. It goes without saying that the mold 5 could have a different structure.
- the repair method also comprises a step of filling the mold 5 with liquid metal so as to fill said recess 4 and thus repair said circulation rail 1.
- the liquid metal at very high temperature, is poured into the upper opening 56 of the mold 5 and fills the recess 4.
- the liquid metal poured into the mold 5 melts the metal of the circulation rail 1, in particular the first curvilinear portion 41, the longitudinal portion 42 and the second curvilinear portion 43 of the profile 40 of the recess 4.
- the metal portions 11, 12, 13 of the circulation rail 1 also melt, at least partially.
- a melting zone appears at the level of the profile 40 of the recess 4 and comprises a mixture of poured liquid metal and existing liquefied metal of the circulation rail 1 thus forming a robust weld. Due to the shape of the recess 4 and, in particular its curvilinear portions 41, 43, the melted zone has a large thickness, preferably greater than 3 mm. The melted zone also makes it possible to reduce any residual defects.
- the liquid metal is steel whose composition approaches the shade of the circulation rail 1 to be repaired. Steel has a similar hardness.
- the mold 5 and the circulation rail 1 are preheated so as to optimize the formation of the melted zone during the pouring of the liquid metal.
- the mold 5 After cooling and hardening of the poured metal, the mold 5 is removed from the circulation rail 1 as illustrated in FIG. figure 10 .
- the recess 4 thus filled has been replaced by a new zone ZN comprising the cooled liquid metal.
- the circulation rail 1 comprises a "dressing" made from the poured metal.
- the repair method comprises a finishing step in which the outer contour of the circulation rail 1 is restored accurately, in particular, by sanding said new zone ZN.
- a finishing step makes it possible to avoid any joint defect by smoothing the profile of the circulation rail 1.
- Such a repair method can be implemented in situ on the railway track, which reduces the repair time as well as the costs. With the repair method, damaged areas of different natures, sizes and types can advantageously be repaired.
Description
- La présente invention concerne le domaine de la réparation d'un rail de circulation d'une voie ferrée.
- Une voie ferrée comporte de manière classique des rails de circulation longitudinaux reliés par des traverses transversales en bois ou en béton qui reposent sur le sol. De manière connue, deux rails de circulation consécutifs sont reliés par des joints de soudure. Un joint présente l'inconvénient de créer une discontinuité entre les rails de circulation, ce qui est une source de chocs et augmente de manière prématurée l'usure des rails de circulation. Afin d'éliminer cet inconvénient, il a été proposé de limiter le nombre de joints en formant des rails de circulation de grande longueur, connus de l'homme du métier sous la désignation de rails LRS (Long Rail Soudé).
- Pour rappel, en référence à la
figure 1 , un rail de circulation 1 comporte : une partie inférieure 13, désignée « patin », adaptée pour reposer sur le sol, une partie supérieure 11, désignée «champignon», adaptée pour être en contact avec une roue d'un véhicule ferroviaire selon une surface supérieure 14 désignée « table de roulement », et une partie intermédiaire 12, désignée « âme » qui relie la partie supérieure 11 à la partie inférieure 13. Un tel rail de circulation 1 est connu de l'homme du métier et ne sera pas présenté plus en détails. Comme illustré à lafigure 1 , le rail de circulation 1 s'étend longitudinalement selon un axe X, latéralement selon un axe Y et verticalement selon un axe Z de manière à former un repère orthogonal (X, Y, Z). - Du fait du passage régulier de véhicules ferroviaires, le champignon 11 d'un rail de circulation 1 peut comprendre une zone endommagée ZE (impactant ou non la table de roulement 14), ce qui affecte son comportement. De manière connue, le procédé de réparation dépend de la dimension de la zone endommagée. Lorsque la zone endommagée ZE est de taille importante, supérieure à un seuil limite de maintien en voie connu de l'homme du métier, la portion endommagée du rail de circulation est retirée et remplacée par une portion longitudinale neuve connue de l'homme du métier sous la désignation de « coupon ». Lors de la réparation, la portion longitudinale neuve doit être soudée aux portions longitudinales existantes d'un rail LRS, ce qui augmente le nombre de joints de soudure et présente les inconvénients précités. Les performances du rail LRS sont alors dégradées.
- Afin d'éviter le remplacement systématique d'une portion longitudinale, il a été proposé, dans l'art antérieur, un procédé de réparation par aluminothermie. En référence à la
figure 1 , ce procédé de réparation propose de retirer une zone endommagée ZE localisée au champignon 11 du rail de circulation 1 (impactant ou non la table de roulement 14) par la réalisation d'un évidement 2, 3 dans le rail de circulation 1. Puis, un moule (non représenté) est mis en place autour de l'évidement 2, 3 afin de permettre le coulage de métal liquide dans le moule et, par voie de conséquence, le remplissage de l'évidement 2, 3. La zone endommagée ZE du champignon 11 du rail de circulation 1 est ainsi remplacée par une zone dénuée de défauts formée à partir du métal coulé. Autrement dit, le rail de circulation 1 comporte un « pansement » réalisé à partir du métal coulé. - De manière connue, toujours en référence à la
figure 1 , l'évidement 2, 3 réalisé dans le champignon 11 du rail de circulation 1 se présente sous la forme d'une encoche pouvant être de dimensions et de formes différentes. L'encoche peut être de forme soit circulaire 2, soit rectangulaire 3. Une encoche est dite «circulaire» quand le profil de l'évidement 2, 3 dans le plan longitudinal du rail de circulation 1, c'est-à-dire, le plan (X, Z), présente une forme d'arc de cercle. - En pratique, l'encoche circulaire 2 est obtenue par découpage de métal (oxydation locale) au moyen d'un gabarit permettant une découpe circulaire. Un tel découpage est précis mais sa longueur est limitée à 90 mm, ce qui présente un premier inconvénient. Une encoche circulaire 2 ne permet pas le retrait d'une zone endommagée qui soit profonde. En effet, comme illustré à la
figure 2 , la distance verticale P2 entre la table de roulement 14 et le fond de l'encoche circulaire 2 est variable sur la longueur de l'encoche 2, ce qui ne permet pas de retirer une zone endommagée ZE de grande longueur dans la profondeur du champignon 11. Autrement dit, la longueur d'encoche est variable à une profondeur donnée. - Pour éliminer cet inconvénient, en référence aux
figures 1 et 2 , il a été proposé de réaliser une encoche rectangulaire 3 afin de permettre le retrait d'une zone endommagée ZE qui soit profonde. Une encoche est dite «rectangulaire » quand le profil de l'évidement 3 dans le plan longitudinal du rail de circulation 1, c'est-à-dire, le plan (X, Z), présente consécutivement un flanc vertical 31, un flanc horizontal 32 et un flanc vertical 33. En pratique, une encoche rectangulaire 3 possède une longueur maximale de 55 mm, ce qui limite son application. En outre, une encoche rectangulaire 3 est obtenue par meulage, ce qui prend du temps et augmente le coût de réparation. Par ailleurs, des défauts de meulage peuvent apparaître à l'intersection des flancs. La demande de brevetGB802256 - Enfin, en référence à la
figure 3 , lors de la réparation du rail de circulation 1, du métal liquide M à très haute température est versé dans l'encoche rectangulaire 3, ce qui entraîne l'apparition d'une zone de fusion ZF dans le champignon 11 au niveau du profil de l'encoche rectangulaire 3. Une telle zone de fusion ZF, également désignée zone fondue, permet au métal liquide M ajouté dans l'encoche rectangulaire 3 de se mêler au métal existant du rail de circulation 1 afin de former une soudure de bonne qualité. En pratique, la zone fondue ZF doit être la plus grande possible afin d'assurer la bonne tenue de la soudure. Comme illustré à lafigure 3 , pour une encoche rectangulaire 3, la zone fondue ZF n'est pas de largeur constante et est, en particulier, plus fine à proximité des extrémités du flanc horizontal 32 du profil de l'encoche rectangulaire 3, ce qui peut affecter la robustesse dans le temps d'une telle soudure. - Les documents
EP 2 808 446 A1 etFR 2 266 570 - Un des objectifs de la présente invention est de proposer un nouveau procédé de réparation qui permette de s'affranchir des inconvénients précités tout en étant simple à mettre en oeuvre.
- A cet effet, l'invention concerne un procédé de réparation d'un rail de circulation de voie ferrée, ledit rail de circulation s'étendant longitudinalement selon un axe X verticalement selon un axe Z, ledit rail de circulation comportant une partie supérieure, adaptée pour être en contact avec une roue d'un véhicule ferroviaire, qui comporte au moins une zone endommagée, le procédé comportant :
- une étape de retrait de la zone endommagée de manière à former un évidement dans la partie supérieure du rail de circulation,
- une étape de mise en place d'un moule autour de l'évidement et
- une étape de remplissage du moule avec du métal liquide de manière à combler ledit évidement et ainsi réparer ledit rail de circulation.
- L'invention est remarquable en ce que ledit évidement présente, dans un plan en coupe longitudinal (X, Z), un profil concave comportant successivement une première portion curviligne, une portion longitudinale et une deuxième portion curviligne.
- Grâce à la portion longitudinale du profil de l'évidement, une zone endommagée profonde et de grande longueur peut être retirée de manière analogue à une encoche rectangulaire. De manière avantageuse, les portions curvilignes permettent d'obtenir une zone de fusion large lors du remplissage du moule avec du métal liquide, ce qui garantit une soudure robuste dans le temps. De préférence, la zone de fusion possède une largeur au moins égale à 3 mm.
- De manière préférée, l'évidement possède une profondeur configurée pour conserver une épaisseur résiduelle de la partie supérieure du rail comprise entre 6 et 10 mm. La profondeur est adaptée au profil du rail de circulation.
- De préférence, l'évidement possède une longueur totale comprise entre 126 et 140 mm, de préférence, de l'ordre de 130 mm. La longueur totale est définie au niveau de la surface supérieure, c'est-à-dire, de la table de roulement. Un tel évidement est adapté pour retirer une zone endommagée de grande profondeur, ce qui évite de remplacer une portion endommagée du rail par une nouvelle portion.
- De manière avantageuse, la longueur de la portion longitudinale de l'évidement est comprise entre 50 mm et 80 mm. Un tel évidement permet de retirer une zone endommagée qui soit allongée en profondeur à la manière d'une encoche rectangulaire.
- De manière préférée, le rayon de courbure de chaque portion curviligne de l'évidement est compris entre 40 mm et 44 mm, de préférence, de l'ordre de 42 mm. Ainsi, la zone fondue possède une épaisseur importante.
- De manière préférée, au moins une portion curviligne est une portion d'arc de cercle de rayon de courbure constant. Une telle portion curviligne permet de former une zone fondue d'épaisseur importante et régulière le long de la portion curviligne, ce qui améliore la robustesse. De préférence encore, chaque portion curviligne est une portion d'arc de cercle de rayon de courbure constant. De préférence, les rayons de courbure des portions curvilignes sont égaux.
- De préférence, l'étape de retrait de la zone endommagée comporte au moins une étape de retrait au moyen d'un gabarit, de préférence, par oxycoupage. Un tel retrait est analogue à un retrait pour une encoche circulaire. Ainsi, l'homme du métier peut réaliser un tel retrait de manière rapide et précise.
- De manière préférée, l'évidement est symétrique par rapport à un plan transversal à l'axe selon lequel s'étend le rail de circulation. Ainsi, le rail de circulation est réparé de manière homogène, ce qui améliore la robustesse de la soudure.
- De préférence, l'étape de retrait de la zone endommagée comporte au moins les trois phases suivantes :
- une première phase de retrait au moyen d'un premier gabarit permettant une découpe circulaire dont le rayon de courbure correspond à celui de la première portion curviligne,
- une deuxième phase de retrait au moyen d'un deuxième gabarit permettant une découpe circulaire dont le rayon de courbure correspond à celui de la deuxième portion curviligne, et
- une troisième phase de retrait de manière à former la portion longitudinale du profil de l'évidement.
- L'étape de retrait permet de réaliser les portions curvilignes de manière analogue à une encoche circulaire. De manière avantageuse, le gabarit selon l'art antérieur peut être conservé. De préférence, les deux premières phases de retrait sont réalisées par oxycoupage puis reprises par meulage. De manière préférée, la troisième phase de retrait est réalisée par meulage. Ainsi, l'évidement possède un état de surface homogène.
- Selon un aspect préféré, un même gabarit est utilisé pour former les deux portions curvilignes de manière successive. De manière alternative, un gabarit unique permet de former l'évidement en une unique étape de retrait.
- L'invention concerne également un moule pour la réparation d'un rail de circulation d'une voie ferroviaire, le moule comportant une partie intermédiaire adaptée pour se positionner au niveau d'une partie supérieure du rail de circulation qui est adaptée pour être en contact avec une roue d'un véhicule ferroviaire, la partie intermédiaire comportant au moins une empreinte comportant un profil concave comportant successivement une première portion curviligne, une portion longitudinale et une deuxième portion curviligne.
- Un tel moule est adapté pour permettre de guider du métal liquide dans un évidement tel que présenté précédemment afin d'obtenir une réparation de qualité.
- Cette demande décrit également un rail de circulation s'étendant longitudinalement selon un axe X et verticalement selon un axe Z, ledit rail de circulation comportant une partie supérieure adaptée pour être en contact avec une roue d'un véhicule ferroviaire, la partie supérieure comportant au moins une zone neuve formée par comblement avec du métal liquide d'un évidement de ladite partie supérieure, ledit évidement présentant, dans un plan en coupe longitudinal (X, Z), un profil concave comportant successivement une première portion curviligne, une portion longitudinale et une deuxième portion curviligne.
- L'invention sera mieux comprise à la lecture de la description qui va suivre, donnée uniquement à titre d'exemple, et se référant aux dessins annexés sur lesquels :
- la
figure 1 est une représentation schématique en perspective d'un rail de circulation comportant une zone endommagée, une encoche circulaire et une encoche rectangulaire ; - la
figure 2 est une vue en coupe longitudinale des encoches de lafigure 1 ; - la
figure 3 est une représentation schématique d'une zone fondue lors du versement de métal liquide dans l'encoche rectangulaire ; - la
figure 4 est une représentation schématique en perspective d'un rail de circulation comportant une zone endommagée ; - la
figure 5 est une représentation schématique en perspective d'un rail de circulation comportant un évidement de forme oblongue ; - la
figure 6 est une vue en coupe longitudinale de l'évidement de lafigure 5 ; - la
figure 7 est une représentation schématique d'un exemple de formation d'un évidement ; - la
figure 8 est une représentation schématique en coupe longitudinale d'un ensemble d'un rail de circulation et d'un moule ; - la
figure 9 est une représentation schématique en perspective d'un ensemble selon lafigure 8 ; et - la
figure 10 une représentation schématique en coupe longitudinale d'un rail de circulation après réparation. - Il faut noter que les figures exposent l'invention de manière détaillée pour mettre en oeuvre l'invention, lesdites figures pouvant bien entendu servir à mieux définir l'invention le cas échéant.
- Il va dorénavant être présenté un procédé de réparation d'un rail de circulation de voie ferrée selon un mode de mise en oeuvre de l'invention.
- Pour rappel, en référence à la
figure 4 , un rail de circulation 1 comporte : une partie inférieure 13, désignée « patin », adaptée pour reposer sur le sol, une partie supérieure 11, désignée «champignon», adaptée pour être en contact avec une roue d'un véhicule ferroviaire selon une surface supérieure 14 désignée « table de roulement », et une partie intermédiaire 12, désignée « âme » qui relie la partie supérieure 11 à la partie inférieure 13. Un tel rail de circulation 1 est connu de l'homme du métier et ne sera pas présenté plus en détails. Comme illustré à lafigure 4 , le rail de circulation 1 s'étend longitudinalement selon un axe X, latéralement selon un axe Y et verticalement selon un axe Z de manière à former un repère orthogonal (X, Y, Z). Dans cet exemple, le rail de circulation 1 comporte au moins une zone endommagée ZE formée dans sa partie supérieure 11. - Une zone endommagée ZE correspond à une portion de rail dont la partie supérieure 11 contient au moins un défaut (affectant ou non la table de roulement 14) dont les dimensions peuvent atteindre voire dépasser une valeur dite «seuil limite de maintien en voie» connue de l'homme de métier. De manière préférée, le «seuil limite de maintien en voie» correspond à une zone endommagée ZE dont la longueur est de 80 mm et/ou la profondeur est de 15mm. Les défauts d'une zone endommagée ZE peuvent se présenter sous diverses formes, en particulier un affaissement et/ou un élargissement de la table de roulement 14, des impacts localisés, des fissures horizontales ou des fissures plongeantes se propageant dans la profondeur d'un rail de circulation 1.
- En référence à la
figure 5 , le procédé de réparation comporte une étape de retrait de la zone endommagée ZE de manière à former un évidement 4 dans la partie supérieure 11 du rail de circulation 1. Conformément à l'invention et en référence à lafigure 6 , ledit évidement 4 présente, dans un plan en coupe longitudinal (X, Z), un profil concave 40 comportant successivement une première portion curviligne 41, une portion longitudinale 42 et une deuxième portion curviligne 43. Par abus de langage, un tel évidement peut être considéré comme une encoche «oblongue». La portion longitudinale 42 s'étend horizontalement, c'est-à-dire, parallèlement à la table de roulement 14. - Comme illustré à la
figure 6 , l'évidement 4 possède une longueur totale L1 comprise entre 126 et 140 mm, de préférence, de l'ordre de 130 mm. La longueur L2 de la portion longitudinale 42 de l'évidement 4 est comprise entre 50 et 80 mm. De manière préférée, le rapport de la longueur de la portion longitudinale 42 sur la longueur totale L1 est compris entre 36% et 64% de manière à permettre un retrait d'une zone endommagée ZE de longueur importante en profondeur du rail de circulation 1 à la manière d'une encoche rectangulaire. De manière préférée, l'évidement 4 possède une profondeur P1 configurée pour conserver une épaisseur résiduelle de la partie supérieure du rail comprise entre 6 et 10 mm. - De manière préférée, le rayon de courbure de chaque portion curviligne 41, 43 de l'évidement 4 est compris entre 40 et 44 mm, de préférence, de l'ordre de 42 mm. Dans cet exemple, les rayons de courbure des portions curvilignes sont égaux de manière à ce que l'évidement possède un plan de symétrie. Chaque portion curviligne 41, 43 correspond à une portion d'arc de cercle de rayon de courbure constant. Néanmoins, l'invention s'applique également à des portions curvilignes ayant des rayons de courbure différents et des plages angulaires différentes afin de pouvoir s'adapter à des zones endommagées ZE de formes différentes.
- De manière préférée, l'évidement 4 est réalisé, au moins en partie, au moyen d'un gabarit qui permet de suivre le profil 40 de l'évidement 4. Dans cet exemple, en référence à la
figure 7 , la zone endommagée ZE est retirée en trois phases : - une première phase de retrait au moyen d'un premier gabarit 61 permettant une découpe circulaire dont le rayon de courbure R3 correspond à celui de la première portion curviligne 41,
- une deuxième phase de retrait au moyen d'un deuxième gabarit 62 permettant une découpe circulaire dont le rayon de courbure R4 correspond à celui de la deuxième portion curviligne 43, et
- une troisième phase de retrait de manière à former la portion longitudinale 42 du profil de l'évidement 4.
- Dans cet exemple, les phases de retrait au moyen d'un gabarit 61, 62 sont réalisées par une méthode d'oxycoupage connue de l'homme du métier afin d'obtenir un retrait précis et rapide. Le retrait de la matière entre les zones découpées par oxycoupage est, de préférence, réalisé par meulage afin de garantir directement un état de surface exempt d'impuretés liées à la méthode de découpe. Les portions curvilignes 41, 43 peuvent également être reprises par meulage.
- L'évidement 4 est formé de manière pratique similairement à une encoche circulaire selon l'art antérieur. Suite à la formation de l'évidement 4, en référence à la
figure 7 , le champignon 11 du rail de circulation 1 comporte de manière avantageuse au moins une hauteur résiduelle h de 8 mm, de préférence comprise entre 6 et 10 mm, afin de permettre la formation d'une zone fondue de largeur importante pour obtenir une soudure optimale comme cela sera présenté par la suite. Dans cet exemple, un seul et même gabarit est utilisé de manière successive pour réaliser les deux portions curvilignes 41, 43. - Selon un aspect de l'invention, un unique gabarit de forme adaptée peut être utilisé pour retirer toute la zone endommagée, ce qui accélère l'étape de retrait. A cet effet, le gabarit possède un profil oblong.
- En référence aux
figures 8 et9 , le procédé comporte en outre une étape de mise en place d'un moule 5 autour de l'évidement 4. La structure générale d'un tel moule 5 est connue de l'homme du métier. - Le moule 5 comporte une cavité interne 50 adaptée pour suivre la courbure dudit rail de circulation 1 et assurer son étanchéité lors de l'écoulement du métal liquide. Comme illustré à la
figure 9 , le moule 5 comporte une ouverture supérieure 56 permettant d'accéder à ladite cavité interne 50. - En référence à la
figure 8 , le moule 5 comporte une partie inférieure 52, adaptée pour se positionner au niveau de l'âme 12 du rail de circulation 1, une partie supérieure 53, adaptée pour se positionner au-dessus de la surface supérieure 14 du rail de circulation 1 et une partie intermédiaire 54 adaptée pour se positionner au niveau du champignon 11 afin de former une enveloppe latérale à l'évidement 4. - La partie intermédiaire 54 du moule 5 comporte au moins une empreinte 7 comportant un profil concave 70 comportant successivement une première portion curviligne 71, une portion longitudinale 72 et une deuxième portion curviligne 73. Une telle empreinte 7 permet avantageusement de coopérer par complémentarité de formes avec le profil de l'évidement 4 pour former une enceinte de forme calibrée pour recevoir le métal liquide.
- Dans cette forme de réalisation, la partie supérieure 53 du moule 5 comporte en outre une conduite 55 de forme généralement trapézoïdale et évasée verticalement vers le haut de manière à permettre un guidage optimal du métal liquide dans l'enceinte formée par le moule 5 et l'évidement 4 et diriger la solidification vers le haut du moule 5. De même, la partie intermédiaire 54 du moule 5 comporte des évents 57 afin de permettre aux gaz générés lors de la soudure de pouvoir s'échapper.
- Dans cet exemple, en référence à la
figure 9 , le moule 5 comporte deux organes de moule 51 qui sont complémentaires et adaptés pour se positionner latéralement au rail de circulation 1 à réparer. Les organes de moules 51 sont positionnés sur le rail de circulation 1 et verrouillés en position, de préférence, au moyen d'un étau ou analogue de manière à ce que le moule 5 soit étanche. Dans cet exemple, chaque organe de moule 51 comporte une empreinte 7 telle que présentée précédemment. Il va de soi que le moule 5 pourrait posséder une structure différente. - Le procédé de réparation comporte également une étape de remplissage du moule 5 avec du métal liquide de manière à combler ledit évidement 4 et ainsi réparer ledit rail de circulation 1. En pratique, le métal liquide, à très haute température, est versé dans l'ouverture supérieure 56 du moule 5 et vient remplir l'évidement 4.
- Le métal liquide versé dans le moule 5 entraîne la fusion du métal du rail de circulation 1, en particulier, de la première portion curviligne 41, de la portion longitudinale 42 et de la deuxième portion curviligne 43 du profil 40 de l'évidement 4. Le métal des parties 11, 12, 13 du rail de circulation 1 entrent également en fusion, au moins partiellement.
- Une zone de fusion apparait au niveau du profil 40 de l'évidement 4 et comporte un mélange de métal liquide versé et de métal liquéfié existant du rail de circulation 1 formant ainsi une soudure robuste. Du fait de la forme de l'évidement 4 et, notamment de ses portions curvilignes 41, 43, la zone fondue possède une épaisseur importante, de préférence, supérieure à 3 mm. La zone fondue permet, par ailleurs, de diminuer d'éventuels défauts résiduels. De manière préférée, le métal liquide est de l'acier dont la composition approche la nuance du rail de circulation 1 à réparer. L'acier possède notamment une dureté analogue.
- De manière préférée, préalablement à la phase remplissage, le moule 5 et le rail de circulation 1 sont préchauffés de manière à optimiser la formation de la zone fondue lors du versement du métal liquide.
- Après refroidissement et durcissement du métal versé, le moule 5 est retiré du rail de circulation 1 comme illustré à la
figure 10 . L'évidement 4 ainsi comblé a été remplacé par une zone neuve ZN comportant le métal liquide refroidi. Autrement dit, le rail de circulation 1 comporte un « pansement » réalisé à partir du métal versé. - De manière préférée, le procédé de réparation comporte une étape de finition dans laquelle le contour extérieur du rail de circulation 1 est rétabli de manière précise, en particulier, par ponçage de ladite zone neuve ZN. Une telle étape de finition permet d'éviter tout défaut de jointure en lissant le profil du rail de circulation 1.
- Grâce au procédé selon l'invention, il n'est pas nécessaire de découper une portion longitudinale du rail de circulation 1 pour supprimer une zone endommagée, ce qui permet d'éviter la formation de joints de soudure dans un rail de circulation 1, notamment un rail LRS de grande longueur. Une zone endommagée de grande longueur située en profondeur du rail de circulation 1 peut être réparée de manière pratique et rapide. En outre, la formation d'une encoche «oblongue» permet de former une zone de fusion d'épaisseur suffisante pour former une soudure robuste par comparaison à une encoche « rectangulaire ».
- Un tel procédé de réparation peut être mis en oeuvre in situ sur la voie ferroviaire, ce qui réduit le temps de réparation ainsi que les coûts. Grâce au procédé de réparation, des zones endommagées de natures, de dimensions et de types différents peuvent avantageusement être réparées.
Claims (9)
- Procédé de réparation d'un rail de circulation (1) de voie ferrée, ledit rail de circulation (1) s'étendant longitudinalement selon un axe (X) verticalement selon un axe (Z), ledit rail de circulation (1) comportant une partie supérieure (11), adaptée pour être en contact avec une roue d'un véhicule ferroviaire, qui comporte au moins une zone endommagée (ZE), le procédé comportant :- une étape de retrait de la zone endommagée (ZE) de manière à former un évidement (4) dans la partie supérieure (11) du rail de circulation (1), ledit évidement (4) présentant dans un plan en coupe longitudinal (X, Z), un profil concave (40) comportant successivement une première portion curviligne (41), une portion longitudinale (42) et une deuxième portion curviligne (43),caractérisé par le fait que le procédé comporte de plus les étapes suivantes:- une étape de mise en place d'un moule (5) autour de l'évidement (4), et- une étape de remplissage du moule (5) avec du métal liquide (6) de manière à combler ledit évidement (4) et ainsi réparer ledit rail de circulation (1).
- Procédé selon la revendication 1, dans lequel l'évidement (4) possède une profondeur (P1) configurée pour conserver une épaisseur résiduelle de la partie supérieure (11) du rail de circulation (1) comprise entre 6 et 10 mm.
- Procédé selon l'une des revendications précédentes, dans lequel l'évidement (4) possède une longueur totale (L1) comprise entre 126 et 140 mm, de préférence, de l'ordre de 130 mm.
- Procédé selon l'une des revendications précédentes, dans lequel la longueur (L2) de la portion longitudinale (42) de l'évidement (4) est comprise entre 50 et 80 mm.
- Procédé selon l'une des revendications précédentes, dans lequel le rayon de courbure de chaque portion curviligne (41, 43) de l'évidement (4) est compris entre 40 et 44 mm, de préférence, de l'ordre de 42 mm.
- Procédé selon l'une des revendications précédentes, dans lequel au moins une portion curviligne (41, 43) est une portion d'arc de cercle de rayon de courbure constant.
- Procédé selon l'une des revendications précédentes, dans lequel l'étape de retrait de la zone endommagée (ZE) comporte au moins une étape de retrait au moyen d'un gabarit, de préférence, par oxycoupage.
- Procédé selon l'une des revendications précédentes, dans lequel l'étape de retrait de la zone endommagée (ZE) comporte au moins les trois phases suivantes :- une première phase de retrait au moyen d'un premier gabarit (61) permettant une découpe circulaire dont le rayon de courbure (R3) correspond à celui de la première portion curviligne (41),- une deuxième phase de retrait au moyen d'un deuxième gabarit (62) permettant une découpe circulaire dont le rayon de courbure (R4) correspond à celui de la deuxième portion curviligne (43), et- une troisième phase de retrait de manière à former la portion longitudinale (42) du profil de l'évidement (4).
- Moule (5) pour la réparation d'un rail de circulation (1) d'une voie ferroviaire, le moule (5) comportant une partie supérieure (53) et une partie intermédiaire (54) adaptée pour se positionner au niveau d'une partie supérieure (11) du rail de circulation (1) adaptée pour être en contact avec une roue d'un véhicule ferroviaire,
caractérisé en ce que
la partie intermédiaire (54) du moule (5) comportant au moins une empreinte (7) comportant un profil concave (70), orienté vers la partie supérieure (53), comportant successivement une première portion curviligne (71), une portion longitudinale (72) et une deuxième portion curviligne (73).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1655921A FR3053056B1 (fr) | 2016-06-24 | 2016-06-24 | Procede de reparation d'un rail ferroviaire au moyen d'un moule de reparation |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3260600A1 EP3260600A1 (fr) | 2017-12-27 |
| EP3260600B1 true EP3260600B1 (fr) | 2019-04-10 |
Family
ID=57209524
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17171995.8A Active EP3260600B1 (fr) | 2016-06-24 | 2017-05-19 | Procédé de réparation d'un rail ferroviaire au moyen d'un moule de réparation |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3260600B1 (fr) |
| DK (1) | DK3260600T3 (fr) |
| FR (1) | FR3053056B1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD955922S1 (en) * | 2018-06-01 | 2022-06-28 | Conductix, Inc. | Rail |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114050422B (zh) * | 2021-10-30 | 2023-07-11 | 西南电子技术研究所(中国电子科技集团公司第十研究所) | 相控阵天线微系统集成封装结构自修复方法 |
| CN114131286B (zh) * | 2021-11-25 | 2022-10-25 | 中国能源建设集团浙江火电建设有限公司 | 一种高强钢大直径超长花键轴断裂修复方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB802256A (en) | 1955-11-05 | 1958-10-01 | Elektro Thermit Gmbh | Method of and apparatus for aluminothermically resurfacing faults in wheel-supporting track members |
| FR1561465A (fr) | 1968-02-15 | 1969-03-28 | ||
| JP2014104508A (ja) | 2012-11-30 | 2014-06-09 | Railway Technical Research Institute | 鉄道用レール傷補修方法及びその装置 |
| EP2808446A1 (fr) | 2013-05-27 | 2014-12-03 | System7-Railsupport GmbH | Dispositif pour l'usinage par enlèvement de copeaux d'une voie |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2266570A1 (en) * | 1974-04-03 | 1975-10-31 | Boutet Camille | Aluminothermic welding of railway rails - by spraying coolant onto rails immediately after welding |
-
2016
- 2016-06-24 FR FR1655921A patent/FR3053056B1/fr active Active
-
2017
- 2017-05-19 DK DK17171995.8T patent/DK3260600T3/da active
- 2017-05-19 EP EP17171995.8A patent/EP3260600B1/fr active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB802256A (en) | 1955-11-05 | 1958-10-01 | Elektro Thermit Gmbh | Method of and apparatus for aluminothermically resurfacing faults in wheel-supporting track members |
| FR1561465A (fr) | 1968-02-15 | 1969-03-28 | ||
| JP2014104508A (ja) | 2012-11-30 | 2014-06-09 | Railway Technical Research Institute | 鉄道用レール傷補修方法及びその装置 |
| EP2808446A1 (fr) | 2013-05-27 | 2014-12-03 | System7-Railsupport GmbH | Dispositif pour l'usinage par enlèvement de copeaux d'une voie |
Non-Patent Citations (1)
| Title |
|---|
| HOW TO SCOPE AND INSTALL A HEAD REPAIR WELD (HRW, 17 June 2014 (2014-06-17), Retrieved from the Internet <URL:https://www.youtube.com/watch?v=F8dmh-xaSyY> |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD955922S1 (en) * | 2018-06-01 | 2022-06-28 | Conductix, Inc. | Rail |
Also Published As
| Publication number | Publication date |
|---|---|
| FR3053056B1 (fr) | 2019-08-30 |
| EP3260600A1 (fr) | 2017-12-27 |
| DK3260600T3 (da) | 2019-07-22 |
| FR3053056A1 (fr) | 2017-12-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3260600B1 (fr) | Procédé de réparation d'un rail ferroviaire au moyen d'un moule de réparation | |
| EP3449059B1 (fr) | Moule de soudure aluminothermique et procede de reparation | |
| CA2101515C (fr) | Procede de soudage bord a bord d'au moins deux toles | |
| EP1862250B1 (fr) | Moule pour la soudure aluminothermique de rails de chemin de fer dont l'un, au moins est usé, le moule présentant des parties protégées par un revêtement compressible et des parties exposées et retaillables | |
| FR2518920A1 (fr) | Procede et moyens de soudage de rails de chemin de fer | |
| EP2229259B1 (fr) | Moule pour soudure aluminothermique a coulee directe | |
| EP0654313B1 (fr) | Machine d'ébavurage de brames issues d'une installation de coulée continue et rotor utilisé dans ce type de machine d'ébavurage | |
| EP2627824A1 (fr) | Procede et dispositif pour la soudure aluminothermique de rails | |
| US4875657A (en) | Rail repairing method and apparatus | |
| FR2890668A1 (fr) | Moule pour la soudure aluminothermique de rails de chemin de fer | |
| EP0873449B1 (fr) | Moule de soudure et dispositif de prechauffage destine a cooperer avec celui-ci | |
| FR3076763A1 (fr) | Procede de fabrication d'un segment de moule pour la cuisson et la vulcanisation d'un pneumatique | |
| EP0622138A1 (fr) | Procédé et dispositif d'élaboration d'au moins une bande métallique de faible largeur et bande métallique obtenue par ce procédé | |
| EP0573702A1 (fr) | Procédé de fabrication d'un secteur de transition d'un rail et rail ainsi obtenu | |
| EP1736601B1 (fr) | Procédé de renovation de coeurs de voie par rechargement utilisant le soudage à l'arc et un refroidissement combinés | |
| CA2247538A1 (fr) | Face laterale pour l'obturation de l'espace de coulee d'une installation de coulee continue de bandes metalliques entre cylindres, et installation de coulee ainsi equipee | |
| WO1999020840A1 (fr) | Rail de chemin de fer a champignon renforce | |
| WO2023118753A1 (fr) | Moule pour soudure aluminothermique de rails | |
| EP0938958B1 (fr) | Segment d'outil de coupe | |
| CH657552A5 (fr) | Fraise annulaire pour percer des trous dans des pieces a usiner. | |
| FR2766397A1 (fr) | Procede et installation de decoupage par oxycoupage d'au moins une plaque en acier trempe | |
| EP1870183A1 (fr) | Plaque réfractaire, jeu de plaques réfractaires et procédé de fabrication d'une plaque réfractaire pour utilisation dans un dispositif de changement de plaque | |
| FR2819274A1 (fr) | Procede de prechauffage d'abouts de rail de chemin de fer prealablement a leur soudure mutuelle par apport de metal en fusion, et dispositif pour la mise ne oeuvre de ce procede | |
| FR3002955A1 (fr) | Raidisseur pour voie ferree et procede de fabrication d'un tel raidisseur | |
| FR2757430A1 (fr) | Lingotiere a largeur variable pour la coulee continue de produits metalliques |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180528 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E01B 31/18 20060101AFI20181019BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20181207 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1118801 Country of ref document: AT Kind code of ref document: T Effective date: 20190415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602017003159 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20190717 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1118801 Country of ref document: AT Kind code of ref document: T Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190710 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190910 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190711 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190710 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602017003159 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190810 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| 26 | Opposition filed |
Opponent name: PANDROL Effective date: 20200109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191203 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170519 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20230427 Year of fee payment: 7 Ref country code: LU Payment date: 20230425 Year of fee payment: 7 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230530 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230523 Year of fee payment: 7 Ref country code: DK Payment date: 20230427 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20230512 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20230515 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20230519 Year of fee payment: 7 |