EP3250806B1 - Piston with sealed cooling gallery and method of construction thereof - Google Patents
Piston with sealed cooling gallery and method of construction thereof Download PDFInfo
- Publication number
- EP3250806B1 EP3250806B1 EP16706278.5A EP16706278A EP3250806B1 EP 3250806 B1 EP3250806 B1 EP 3250806B1 EP 16706278 A EP16706278 A EP 16706278A EP 3250806 B1 EP3250806 B1 EP 3250806B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- opening
- piston
- floor
- cooling gallery
- sealing member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001816 cooling Methods 0.000 title claims description 43
- 238000000034 method Methods 0.000 title claims description 11
- 238000010276 construction Methods 0.000 title description 2
- 238000007789 sealing Methods 0.000 claims description 50
- 238000002485 combustion reaction Methods 0.000 claims description 29
- 238000005304 joining Methods 0.000 claims description 17
- 239000000463 material Substances 0.000 claims description 13
- 239000002826 coolant Substances 0.000 claims description 11
- 238000003466 welding Methods 0.000 claims description 10
- 229910000831 Steel Inorganic materials 0.000 claims description 8
- 239000010959 steel Substances 0.000 claims description 8
- 239000000567 combustion gas Substances 0.000 claims description 3
- 239000000956 alloy Substances 0.000 claims description 2
- 229910045601 alloy Inorganic materials 0.000 claims description 2
- 239000007789 gas Substances 0.000 description 9
- 239000012530 fluid Substances 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000003921 oil Substances 0.000 description 4
- 239000012812 sealant material Substances 0.000 description 4
- 239000002585 base Substances 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000007767 bonding agent Substances 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 239000002800 charge carrier Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 239000010705 motor oil Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
- F02F3/16—Pistons having cooling means
- F02F3/18—Pistons having cooling means the means being a liquid or solid coolant, e.g. sodium, in a closed chamber in piston
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
- F02F3/0015—Multi-part pistons
- F02F3/003—Multi-part pistons the parts being connected by casting, brazing, welding or clamping
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
- F02F3/0015—Multi-part pistons
- F02F3/003—Multi-part pistons the parts being connected by casting, brazing, welding or clamping
- F02F2003/0061—Multi-part pistons the parts being connected by casting, brazing, welding or clamping by welding
Definitions
- This invention relates generally to internal combustion engines, and more particularly to pistons and their method of construction.
- the outer cooling galleries typically circulate about an upper land of the piston including a ring groove region while the inner cooling gallery is typically beneath an upper combustion surface of the piston head, commonly referred to as undercrown, which commonly includes a recessed combustion bowl.
- undercrown which commonly includes a recessed combustion bowl.
- both the ring belt region and the combustion surface benefit from cooling action of the circulated oil.
- a closed cooling gallery is provided, it is known to cast closed cooling galleries; however, the manufacturing process tends to be costly.
- JP S61 187 944 U discloses a piston of an internal combustion engine having a sealing cavity formed therein between a combustion chamber side wall and a piston outer wall, said cavity enclosing oil and an active gas.
- the sealing cavity is formed by core molding, wherein an opening is sealed with a drain bolt via a gasket.
- JP S61187944 U does not disclose a piston body with an upper and a lower part constructed as separate pieces, wherein the lower part provides a floor of an annular cooling gallery and a floor has a through opening.
- US 2014/0123930 A1 discloses a piston for an internal combustion engine comprises a sealed cooling gallery extending circumferentially around a center axis beneath a bowl rim of an upper crown.
- a metal-containing composition having a high thermal conductivity fills a portion of the sealed cooling gallery to dissipate heat.
- the metal-containing composition includes a base material having a melting temperature less than 181°C. and a plurality of metal particles having a thermal conductivity greater than the thermal conductivity of the base material.
- the metal-containing composition can comprise copper particles dispersed in silicone oil, or copper particles dispersed in a mixture of alkali metals.
- a similar piston assembly is also disclosed in FR 647 110 A .
- a piston constructed in accordance with this invention overcomes the aforementioned disadvantages associated with pistons having a closed cooling gallery.
- a piston for an internal combustion engine according to the present invention is defined by claim 1.
- Dependent claims relate to preferred embodiments.
- a method of constructing a piston for an internal combustion engine according to the present invention is defined by claim 4.
- Claim 5 relates to preferred embodiments.
- Figures 1 and 2 illustrate a piston assembly, referred to hereafter simply as piston 10, constructed according to one presently preferred embodiment of the invention, for reciprocating movement in a cylinder bore or chamber of an internal combustion engine (not shown), such as light vehicle diesel, midrange diesel, heavy duty and large bore diesel engines, and gas engines, for example.
- the piston 10 has a piston body 12 extending along a central longitudinal axis 14 along which the piston 10 reciprocates in the cylinder bore.
- the body 12 is formed including an upper combustion wall having on one side an upper combustion surface 16 configured for direct exposure to combustion gases within a cylinder bore and on an opposite side an undercrown surface 18 located directly and axially beneath the upper combustion surface 16.
- the piston body 12 is also formed having a ring belt region 20 depending from the upper combustion surface 16 adjacent the upper combustion surface 16 wherein the ring belt region 20 is configured for receipt of at least one piston ring (not shown), as is known. Further, the piston body 12 is constructed having an annular, closed and sealed cooling gallery 22 with a coolant medium 24 sealed therein for the life of the piston 10.
- the cooling gallery 22 is shown as being toroid-shaped and configured radially inwardly and in substantial radial alignment with the ring belt region 20, by way of example and without limitation.
- the cooling gallery 22 Upon disposing the coolant medium 24 within the cooling gallery 22, the cooling gallery 22 is sealed off and maintained as a hermetically sealed cooling gallery by a sealing member 26, thereby assuring the coolant medium 24 is contained within the cooling gallery 22 and prevented from leaking outwardly therefrom past the sealing member 26.
- the piston body 12 is shown having a steel upper part 28 and a steel lower part 30 constructed from separate pieces of steel material and subsequently fixed to one another via a welding process, such as induction welding, resistance welding, charge carrier rays, electron beam welding, laser welding, stir welding, brazing, soldering, hot or cold diffusion, and shown as a friction welding process, though other joining processes are contemplated to be within the scope of the invention.
- a welding process such as induction welding, resistance welding, charge carrier rays, electron beam welding, laser welding, stir welding, brazing, soldering, hot or cold diffusion, and shown as a friction welding process, though other joining processes are contemplated to be within the scope of the invention.
- a first bond joint 32 joins a pair of annular inner ribs 34, 36 to one another
- a second bond joint 38 extends through an outer wall within the ring belt region 20 to join a pair of annular outer ribs 40, 42 to one another.
- the lower part 30 depends along the central axis 14 from the upper part 28 to provide a pair of pin bosses 44 having laterally spaced pin bores 46 coaxially aligned along a pin bore axis 48 that extends generally transverse to the central longitudinal axis 14.
- the pin bosses 44 are joined to laterally spaced skirt portions 50 via strut portions 52.
- the skirt portions 50 are diametrically spaced from one another across opposite sides the pin bore axis 48 and have convex outer surfaces contoured for sliding cooperation within the cylinder bore to maintain the piston 10 in a desired orientation as it reciprocates along the axis 14 through the cylinder bore.
- the upper combustion surface 16 is represented as having a recessed combustion bowl 54 to provide a desired gas flow with the cylinder bore. At least in part due to the combustion bowl 54, relatively thin regions of piston body material are formed between the upper combustion surface 16, the annular cooling gallery 22 and the undercrown surface 18. As such, in use, these regions need to be properly cooled via oil flowing through the cooling gallery 22. The necessary cooling for this region is provided, at least in part, via coolant medium 24 contained within the cooling gallery 22.
- the lower part 30 has a through opening 56 formed in a floor 58 of the cooling gallery 22, such as via a drilling process, by way of example and without limitation.
- the through opening 56 can be formed having a suitable diameter, and in accordance with one example, the diameter was formed between about 8-10mm, without limitation, and formed as non-threaded through opening.
- the through opening 56 is shown as being located radially inwardly from a central portion of one of the skirts 50, generally centrally between the pin bores 46, on a non-thrust side of the piston 10, thereby being in a region of reduced stress.
- an identifying feature can be formed in a surface of the floor 58, such as an embossed or coined depression, by way of example and without limitation, while forging or otherwise constructing the lower part 30. Then, upon disposing the desired type and amount of coolant medium 24 through the through opening 56 and into the cooling gallery 22, the cooling gallery 22 is completely closed and sealed off via the sealing member 26 and confined within the cooling gallery 22.
- FIGS 4A-B depict an embodiment, wherein the sealing member 26 is provided as a non-threaded, steel plug.
- the plug 26 has a generally cylindrical stud or shank 60 extending along a central axis 61 and an enlarged head, also referred to as end cap 62.
- the shank 60 is preferably sized having an outer diameter (d) that is less than the diameter of the through opening 56 in the floor 58 of the cooling gallery 22, and thus, the shank 60, being void of any external male threads, has a clearance fit within the through opening 56 upon being disposed therethrough.
- the shank 60 can be formed having a chamfered end 64.
- the end cap 62 is formed having a planar or substantially planar, annular joining surface 66 extending generally transversely to the axis 61 outwardly from the shank 60.
- the joining surface 66 extends radially outwardly beyond the through opening 56, thereby presenting the end cap 62 with a diameter that is larger than the diameter of the through opening 56.
- the joining surface is the portion of the sealing member 26 that is responsible for and directly forms a fixed bond joint with the lower part 30.
- a bonding surface 70 on the underside of the floor 58, to which the joining surface 66 of the sealing member 26 is to be fixed can be machined flat and planar, such as in a spot facing operation, by way of example and without limitation. As such, a good, reliable, gas/fluid leak-proof bond is able to be reliably established between the joining surface 66 and the bonding surface 70.
- the shank 60 of the sealing member 26 is disposed within the through opening 56 in a clearance fit therewith, and the sealing member 26 is rotatably driven at a sufficiently high rotational speed to form the bond joint 68 via a friction weld, whereupon flashing 71 is formed to extend radially outwardly from the respective steel joining and bonding surfaces 66, 70 and axially inwardly into the through opening 56, which is accommodated by the clearance fit of the shank 60 within the through opening 56.
- the flashing 71 being freely permitted to flow into the through opening 56 between the outer periphery of the through opening 56 and the outer surface of the shank 60, automatically facilitates forming the gas/liquid tight seal to hermetically seal off the through opening 56, and thus, no additional bonding agents are needed, thereby further providing manufacturing efficiencies, thus, reducing cost.
- the end cap 62 can be provided with a drive feature 72, shown as a non-circular, hexagonal recessed pocket, by way of example and without limitation, for receipt of a similarly shaped drive tool. It should be recognized that the pocket 72 could take a different; non-circular shaped, as desired, and further, could be formed as a male protrusion, if desired.
- FIGS 5A-5B and 6A-6B depict an embodiment, wherein a sealing member 26' for closing and sealing off a through opening 56 extending into a cooling gallery 22 of a piston (portion of piston 10 illustrated), wherein the same reference numerals, offset by a prime symbol ('), are used to identify like features of the sealing member.
- the sealing member 26' is provided as a non-threaded, steel plug.
- the plug 26' has an annular tapered nose 60' extending radially inwardly toward a central axis 61' to a free end 64', wherein the free end 64' is shown to be slightly flattened, by way of example and without limitation.
- the tapered nose 60' extends radially outwardly away from the central axis 61' to a generally cylindrical sidewall 63, wherein the sidewall 63 extends to an opposite free end 62'.
- the free end 62' can be provided with a drive feature 72', shown as a serrated face, by way of example and without limitation, for receipt of a similarly serrated drive tool 73.
- a central recessed pocket 75 can be formed in the free end 62' to receive a similarly shaped male protrusion 77 on the driving tool 73.
- the tapered nose 60' provides a conical joining surface 66' that extends radially outwardly beyond the through opening 56, thereby presenting the sidewall 63 and joining surface 66' with a diameter that is larger than the diameter of the through opening 56.
- the joining surface 66' is the portion of the sealing member 26' that is responsible for abutting and directly forming a fixed friction welded bond joint 68' with the lower part 30.
- the tapered nose 60' of the sealing member 26' is disposed within the through opening 56, wherein the conical or frustroconical form of the nose taper facilitates locating and centering the sealing member 26' in the through opening 56.
- the serrated tool 73 is brought into mating engagement with the serrated drive feature 72', and the sealing member 26' is rotatably driven at a sufficiently high rotational speed to form the bond joint 68' via a friction weld, whereupon the sealing member 26' is caused to sink into the material of the floor 58 as a result of melting material of the floor 58, wherein molten, solidified and hardened flashing 71' is formed to extend radially outwardly from the respective steel joining and bonding surfaces 66', 70 and axially inwardly into the through opening 56, which facilitates forming the strong, gas/liquid tight seal to hermetically seal off the through opening 56, and thus, no additional bonding agents are needed, thereby further providing manufacturing efficiencies, thus, reducing cost.
- Figures 7A and 7B depict an assembly with a sealing member 126 for closing and sealing off a through opening 156 extending into a cooling gallery 122 of a piston (portion of piston 110 illustrated) that is not covered by the appended claims.
- This assembly is included for explanatory purposes, wherein the same reference numerals, offset by a factor of 100, are used to identify like features.
- the piston body 112 is constructed substantially the same as discussed above for the body 12, and thus, repetition in describing the piston body 112 is believed unnecessary.
- the sealing member 126 is provided as a rivet-style member, having a rivet body 74 and a rivet actuation member, also referred to as rivet mandrel 76.
- the rivet-style sealing member 126 is thus actuated to move from a first pre-installed state ( Figure 7A ) to an expanded, plastically deformed second installed state ( Figure 7B ) in the same manner as a common rivet.
- a shank 78 of the rivet body 74 is inserted through the non-threaded through opening 156 in a slight clearance fit, whereupon a portion of the shank 78 is extended upwardly into the cooling gallery 122 and an enlarged cap or head 79, having a larger diameter than the through opening 156, is brought into abutment with an underside of the floor 158, and then, a suitable rivet actuation tool (not shown) grasps the exposed, free end of the rivet mandrel 76 depending from the floor 158 to pull the rivet mandrel 76 relative to the rivet body 74, as is known in deploying rivets, thereby plastically deforming and expanding a portion of the shank 78 of the rivet body 74 into a permanent interference fit with an outer periphery of the through opening 156 an upper surface of the floor 158 to sealingly close off the through opening 156.
- a high temperature anaerobic sealant material 82 could be disposed about the shank 78 of the rivet body 74 prior to disposing the rivet body 74 into the through opening 156.
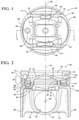
- Figures 8A and 8B depict an assembly with a sealing member 226 for closing off a through opening 256 extending into a cooling gallery 222 of a piston (portion of piston 210 illustrated) that is not covered by the appended claims.
- the assembly is included for explanatory purposes, wherein the same reference numerals, offset by a factor of 200, are used to identify like features.
- the piston body 212 is constructed substantially the same as discussed above for the body 12, and thus, repetition in describing the piston body is believed unnecessary.
- the sealing member 226 is provided as a cup-shaped plug. During installation, a closed end of the plug 226 is pressed into the through opening 256 in an interference fit with a suitable installation tool 80 received in and pressing against an open end of the plug 226 to sealingly close off the through opening 256.
- a high temperature anaerobic sealant material 282 is first disposed about an outer periphery 84 of the plug 226 prior to disposing the plug 226 into the through opening 256.
- the plug 226 can be formed having any suitable diameter to provide the desired interference fit within the through opening 256, taking into account the material and wall thickness (t) of the plug 226.
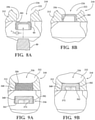
- Figures 9A and 9B depict an assembly with a tapered sealing member 326 for closing and sealing off a through opening 356 extending into a cooling gallery 322 of a piston (portion of piston 310 illustrated) that is not covered by the appended claims
- the assembly is included for explanatory purposes, wherein the same reference numerals, offset by a factor of 300, are used to identify like features.
- the piston body 312 is constructed substantially the same as discussed above for the body 12, and thus, repetition in describing the piston body 312 is believed unnecessary.
- the tapered sealing member 326 is provided as a tapered threaded member, having a tapered male threaded shank 360.
- the tapered threaded shank 360 is threaded into a matching tapered female threaded through opening 356 to sealingly close off the tapered threaded through opening 356.
- the matching inclination of the tapers of the threaded shank 360 and the threaded opening 356 automatically cause the sealing member 326 to be driven to a set depth, and prevent the sealing member 326 from being over driven completely through the through opening 356.
- a high temperature anaerobic sealant material 382 is first disposed about an outer periphery of the threaded shank 360 prior to threading the threaded shank 360 into the threaded through opening 356.
- an end 362 of the member 326 can be provided with a drive feature 372, shown as a non-circular, hexagonal recessed pocket, by way of example and without limitation, for receipt of a similarly shaped drive tool.
- the pocket 372 could take a different; non-circular shaped, as desired, and further, could be formed as a male protrusion, if desired.
- the tapered threaded shank 360 is threaded into the tapered threaded through opening 356 to a torque between about 18-22 Nm, which has been found, in combination with the anaerobic sealant material 382, to optimally close off and seal the through opening 356 for the intended life of the piston 310.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
Description
- This invention relates generally to internal combustion engines, and more particularly to pistons and their method of construction.
- Engine manufacturers are encountering increasing demands to improve engine efficiencies and performance, including, but not limited to, improving fuel economy, improving fuel combustion, reducing oil consumption, and increasing the exhaust temperature for subsequent use of the heat within the vehicle. In order to achieve these goals, the engine running temperature in the combustion chamber needs to be increased. However, while desirable to increase the temperature within the combustion chamber, it remains necessary to maintain the piston at a workable temperature. As such, it is known to incorporate outer and inner cooling galleries, both open and closed, within the piston head through which engine oil is circulated to reduce the operating temperature of the piston head. The outer cooling galleries typically circulate about an upper land of the piston including a ring groove region while the inner cooling gallery is typically beneath an upper combustion surface of the piston head, commonly referred to as undercrown, which commonly includes a recessed combustion bowl. As such, both the ring belt region and the combustion surface benefit from cooling action of the circulated oil. Wherein a closed cooling gallery is provided, it is known to cast closed cooling galleries; however, the manufacturing process tends to be costly.
- Further,
JP S61 187 944 U JP S61187944 U -
US 2014/0123930 A1 discloses a piston for an internal combustion engine comprises a sealed cooling gallery extending circumferentially around a center axis beneath a bowl rim of an upper crown. A metal-containing composition having a high thermal conductivity fills a portion of the sealed cooling gallery to dissipate heat. The metal-containing composition includes a base material having a melting temperature less than 181°C. and a plurality of metal particles having a thermal conductivity greater than the thermal conductivity of the base material. For example, the metal-containing composition can comprise copper particles dispersed in silicone oil, or copper particles dispersed in a mixture of alkali metals. During high temperature operation, as the piston reciprocates in the cylinder bore, the base material is liquid and flows throughout the cooling gallery to dissipate heat away from the upper and lower crowns. - A similar piston assembly is also disclosed in
FR 647 110 A - A piston constructed in accordance with this invention overcomes the aforementioned disadvantages associated with pistons having a closed cooling gallery.
- A piston for an internal combustion engine according to the present invention is defined by claim 1. Dependent claims relate to preferred embodiments. A method of constructing a piston for an internal combustion engine according to the present invention is defined by claim 4. Claim 5 relates to preferred embodiments.
- These and other aspects, features and advantages of the invention will become more readily appreciated when considered in connection with the following detailed description of presently preferred embodiments and best mode, appended claims and accompanying drawings, in which:
-
Figure 1 is a bottom view of an embodiment of a piston; -
Figure 2 is a cross-sectional view taken generally along line 2-2 of the piston ofFigure 1 ; -
Figure 3 is an enlarged view of theencircled area 3 ofFigure 2 ; -
Figure 4A is an elevation view of a seal plug from the piston ofFigure 1 ; -
Figure 4B is top view of the seal plug ofFigure 4A ; -
Figure 5A is a view of an embodiment of a seal plug shown in a preassembled state; -
Figure 5B is a view similar toFigure 5A showing the seal plug in a fully assembled state; -
Figure 6A is an elevation view of the seal plug from the piston ofFigures 5A and 5B ; -
Figure 6B is top view of the seal plug ofFigure 6A ; -
Figure 7A is a cross-sectional elevation view of an assembly with a sealing member (not covered by the appended claims) shown in a partially installed state; -
Figure 7B is a cross-sectional elevation view of the sealing member ofFigure 7A shown in a fully installed state; -
Figure 8A is a cross-sectional elevation view of an assembly with a sealing member (not covered by the appended claims) shown in an uninstalled state; -
Figure 8B is a cross-sectional elevation view of the sealing member ofFigure 8A shown in an installed state; -
Figure 9A is a cross-sectional elevation view of an assembly with a sealing member (not covered by the appended claims) in an uninstalled state; and -
Figure 9B is a cross-sectional elevation view of the sealing member ofFigure 9A shown in an installed state. - Referring in more detail to the drawings,
Figures 1 and 2 illustrate a piston assembly, referred to hereafter simply aspiston 10, constructed according to one presently preferred embodiment of the invention, for reciprocating movement in a cylinder bore or chamber of an internal combustion engine (not shown), such as light vehicle diesel, midrange diesel, heavy duty and large bore diesel engines, and gas engines, for example. Thepiston 10 has apiston body 12 extending along a central longitudinal axis 14 along which thepiston 10 reciprocates in the cylinder bore. Thebody 12 is formed including an upper combustion wall having on one side anupper combustion surface 16 configured for direct exposure to combustion gases within a cylinder bore and on an opposite side an undercrown surface 18 located directly and axially beneath theupper combustion surface 16. Thepiston body 12 is also formed having aring belt region 20 depending from theupper combustion surface 16 adjacent theupper combustion surface 16 wherein thering belt region 20 is configured for receipt of at least one piston ring (not shown), as is known. Further, thepiston body 12 is constructed having an annular, closed and sealedcooling gallery 22 with acoolant medium 24 sealed therein for the life of thepiston 10. Thecooling gallery 22 is shown as being toroid-shaped and configured radially inwardly and in substantial radial alignment with thering belt region 20, by way of example and without limitation. Upon disposing thecoolant medium 24 within thecooling gallery 22, thecooling gallery 22 is sealed off and maintained as a hermetically sealed cooling gallery by a sealingmember 26, thereby assuring thecoolant medium 24 is contained within thecooling gallery 22 and prevented from leaking outwardly therefrom past the sealingmember 26. - The
piston body 12 is shown having a steel upper part 28 and a steellower part 30 constructed from separate pieces of steel material and subsequently fixed to one another via a welding process, such as induction welding, resistance welding, charge carrier rays, electron beam welding, laser welding, stir welding, brazing, soldering, hot or cold diffusion, and shown as a friction welding process, though other joining processes are contemplated to be within the scope of the invention. In the embodiment shown, a first bond joint 32 joins a pair of annularinner ribs second bond joint 38 extends through an outer wall within thering belt region 20 to join a pair of annularouter ribs - The
lower part 30 depends along the central axis 14 from the upper part 28 to provide a pair ofpin bosses 44 having laterally spacedpin bores 46 coaxially aligned along a pin bore axis 48 that extends generally transverse to the central longitudinal axis 14. Thepin bosses 44 are joined to laterally spacedskirt portions 50 viastrut portions 52. Theskirt portions 50 are diametrically spaced from one another across opposite sides the pin bore axis 48 and have convex outer surfaces contoured for sliding cooperation within the cylinder bore to maintain thepiston 10 in a desired orientation as it reciprocates along the axis 14 through the cylinder bore. - The
upper combustion surface 16 is represented as having arecessed combustion bowl 54 to provide a desired gas flow with the cylinder bore. At least in part due to thecombustion bowl 54, relatively thin regions of piston body material are formed between theupper combustion surface 16, theannular cooling gallery 22 and the undercrown surface 18. As such, in use, these regions need to be properly cooled via oil flowing through thecooling gallery 22. The necessary cooling for this region is provided, at least in part, viacoolant medium 24 contained within thecooling gallery 22. - To facilitate disposing the
coolant medium 24 into thecooling gallery 22 upon joining the upper part 28 to thelower part 30, thelower part 30 has a through opening 56 formed in afloor 58 of thecooling gallery 22, such as via a drilling process, by way of example and without limitation. The throughopening 56 can be formed having a suitable diameter, and in accordance with one example, the diameter was formed between about 8-10mm, without limitation, and formed as non-threaded through opening. The throughopening 56 is shown as being located radially inwardly from a central portion of one of theskirts 50, generally centrally between thepin bores 46, on a non-thrust side of thepiston 10, thereby being in a region of reduced stress. To facilitate forming the throughopening 56 in the precise, desired location, an identifying feature can be formed in a surface of thefloor 58, such as an embossed or coined depression, by way of example and without limitation, while forging or otherwise constructing thelower part 30. Then, upon disposing the desired type and amount ofcoolant medium 24 through the throughopening 56 and into the coolinggallery 22, the coolinggallery 22 is completely closed and sealed off via the sealingmember 26 and confined within the coolinggallery 22. -
Figures 4A-B depict an embodiment, wherein the sealingmember 26 is provided as a non-threaded, steel plug. Theplug 26 has a generally cylindrical stud orshank 60 extending along acentral axis 61 and an enlarged head, also referred to asend cap 62. Theshank 60 is preferably sized having an outer diameter (d) that is less than the diameter of the throughopening 56 in thefloor 58 of thecooling gallery 22, and thus, theshank 60, being void of any external male threads, has a clearance fit within the through opening 56 upon being disposed therethrough. As such, there is no need to control tight tolerances between the outer diameter of theshank 60 and the outer periphery of the throughopening 56, as there is no interference fit therebetween, and thus, manufacturing efficiencies can be realized. To facilitate locating and centering theshank 60 within the throughopening 56, theshank 60 can be formed having achamfered end 64. Theend cap 62 is formed having a planar or substantially planar, annular joiningsurface 66 extending generally transversely to theaxis 61 outwardly from theshank 60. The joiningsurface 66 extends radially outwardly beyond the throughopening 56, thereby presenting theend cap 62 with a diameter that is larger than the diameter of the throughopening 56. The joining surface is the portion of the sealingmember 26 that is responsible for and directly forms a fixed bond joint with thelower part 30. - Prior to disposing the sealing
member 26 in the throughopening 56 to be closed and sealed off, as best shown inFigure 3 , abonding surface 70 on the underside of thefloor 58, to which the joiningsurface 66 of the sealingmember 26 is to be fixed, can be machined flat and planar, such as in a spot facing operation, by way of example and without limitation. As such, a good, reliable, gas/fluid leak-proof bond is able to be reliably established between the joiningsurface 66 and thebonding surface 70. Then, upon forming the smooth,planar bonding surface 70, theshank 60 of the sealingmember 26 is disposed within the throughopening 56 in a clearance fit therewith, and the sealingmember 26 is rotatably driven at a sufficiently high rotational speed to form the bond joint 68 via a friction weld, whereupon flashing 71 is formed to extend radially outwardly from the respective steel joining and bonding surfaces 66, 70 and axially inwardly into the throughopening 56, which is accommodated by the clearance fit of theshank 60 within the throughopening 56. Accordingly, the flashing 71, being freely permitted to flow into the throughopening 56 between the outer periphery of the throughopening 56 and the outer surface of theshank 60, automatically facilitates forming the gas/liquid tight seal to hermetically seal off the throughopening 56, and thus, no additional bonding agents are needed, thereby further providing manufacturing efficiencies, thus, reducing cost. To facilitate rotatably driving the sealingmember 26 at the rotational speed needed to form a friction weld joint, theend cap 62 can be provided with adrive feature 72, shown as a non-circular, hexagonal recessed pocket, by way of example and without limitation, for receipt of a similarly shaped drive tool. It should be recognized that thepocket 72 could take a different; non-circular shaped, as desired, and further, could be formed as a male protrusion, if desired. -
Figures 5A-5B and6A-6B depict an embodiment, wherein a sealing member 26' for closing and sealing off a throughopening 56 extending into acooling gallery 22 of a piston (portion ofpiston 10 illustrated), wherein the same reference numerals, offset by a prime symbol ('), are used to identify like features of the sealing member. - The sealing member 26' is provided as a non-threaded, steel plug. The plug 26' has an annular tapered nose 60' extending radially inwardly toward a central axis 61' to a free end 64', wherein the free end 64' is shown to be slightly flattened, by way of example and without limitation. The tapered nose 60' extends radially outwardly away from the central axis 61' to a generally
cylindrical sidewall 63, wherein thesidewall 63 extends to an opposite free end 62'. To facilitate rotatably driving the sealing member 26' at the rotational speed needed to form a friction weld joint, the free end 62' can be provided with a drive feature 72', shown as a serrated face, by way of example and without limitation, for receipt of a similarly serrated drive tool 73. To facilitate locating the driving tool 73, a central recessedpocket 75 can be formed in the free end 62' to receive a similarly shaped male protrusion 77 on the driving tool 73. The tapered nose 60' provides a conical joining surface 66' that extends radially outwardly beyond the throughopening 56, thereby presenting thesidewall 63 and joining surface 66' with a diameter that is larger than the diameter of the throughopening 56. The joining surface 66' is the portion of the sealing member 26' that is responsible for abutting and directly forming a fixed friction welded bond joint 68' with thelower part 30. - In assembly, the tapered nose 60' of the sealing member 26' is disposed within the through
opening 56, wherein the conical or frustroconical form of the nose taper facilitates locating and centering the sealing member 26' in the throughopening 56. Then, the serrated tool 73 is brought into mating engagement with the serrated drive feature 72', and the sealing member 26' is rotatably driven at a sufficiently high rotational speed to form the bond joint 68' via a friction weld, whereupon the sealing member 26' is caused to sink into the material of thefloor 58 as a result of melting material of thefloor 58, wherein molten, solidified and hardened flashing 71' is formed to extend radially outwardly from the respective steel joining andbonding surfaces 66', 70 and axially inwardly into the throughopening 56, which facilitates forming the strong, gas/liquid tight seal to hermetically seal off the throughopening 56, and thus, no additional bonding agents are needed, thereby further providing manufacturing efficiencies, thus, reducing cost. It should be recognized that both the material of thefloor 58 and the sealing member 26' can be caused to melt, thereby forming an alloy of molten, solidified material that results in the strong, hardened bond joint. -
Figures 7A and 7B depict an assembly with a sealingmember 126 for closing and sealing off a throughopening 156 extending into acooling gallery 122 of a piston (portion ofpiston 110 illustrated) that is not covered by the appended claims. This assembly is included for explanatory purposes, wherein the same reference numerals, offset by a factor of 100, are used to identify like features. Thepiston body 112 is constructed substantially the same as discussed above for thebody 12, and thus, repetition in describing thepiston body 112 is believed unnecessary. - The sealing
member 126 is provided as a rivet-style member, having arivet body 74 and a rivet actuation member, also referred to asrivet mandrel 76. The rivet-style sealing member 126 is thus actuated to move from a first pre-installed state (Figure 7A ) to an expanded, plastically deformed second installed state (Figure 7B ) in the same manner as a common rivet. During installation, ashank 78 of therivet body 74 is inserted through the non-threaded through opening 156 in a slight clearance fit, whereupon a portion of theshank 78 is extended upwardly into thecooling gallery 122 and an enlarged cap orhead 79, having a larger diameter than the throughopening 156, is brought into abutment with an underside of thefloor 158, and then, a suitable rivet actuation tool (not shown) grasps the exposed, free end of therivet mandrel 76 depending from thefloor 158 to pull therivet mandrel 76 relative to therivet body 74, as is known in deploying rivets, thereby plastically deforming and expanding a portion of theshank 78 of therivet body 74 into a permanent interference fit with an outer periphery of the through opening 156 an upper surface of thefloor 158 to sealingly close off the throughopening 156. It is contemplated, if desired, to facilitate forming a gas/fluid tight seal upon plastically deforming theshank 78 to its expanded form, a high temperatureanaerobic sealant material 82 could be disposed about theshank 78 of therivet body 74 prior to disposing therivet body 74 into the throughopening 156. -
Figures 8A and 8B depict an assembly with a sealingmember 226 for closing off a throughopening 256 extending into acooling gallery 222 of a piston (portion ofpiston 210 illustrated) that is not covered by the appended claims. The assembly is included for explanatory purposes, wherein the same reference numerals, offset by a factor of 200, are used to identify like features. Thepiston body 212 is constructed substantially the same as discussed above for thebody 12, and thus, repetition in describing the piston body is believed unnecessary. - The sealing
member 226 is provided as a cup-shaped plug. During installation, a closed end of theplug 226 is pressed into the throughopening 256 in an interference fit with asuitable installation tool 80 received in and pressing against an open end of theplug 226 to sealingly close off the throughopening 256. Preferably, to facilitate forming a gas/fluid tight seal, a high temperatureanaerobic sealant material 282 is first disposed about anouter periphery 84 of theplug 226 prior to disposing theplug 226 into the throughopening 256. Theplug 226 can be formed having any suitable diameter to provide the desired interference fit within the throughopening 256, taking into account the material and wall thickness (t) of theplug 226. -
Figures 9A and 9B depict an assembly with atapered sealing member 326 for closing and sealing off a throughopening 356 extending into acooling gallery 322 of a piston (portion ofpiston 310 illustrated) that is not covered by the appended claims The assembly is included for explanatory purposes, wherein the same reference numerals, offset by a factor of 300, are used to identify like features. Thepiston body 312 is constructed substantially the same as discussed above for thebody 12, and thus, repetition in describing thepiston body 312 is believed unnecessary. - The tapered sealing
member 326 is provided as a tapered threaded member, having a tapered male threadedshank 360. During installation, the tapered threadedshank 360 is threaded into a matching tapered female threaded throughopening 356 to sealingly close off the tapered threaded throughopening 356. The matching inclination of the tapers of the threadedshank 360 and the threadedopening 356 automatically cause the sealingmember 326 to be driven to a set depth, and prevent the sealingmember 326 from being over driven completely through the throughopening 356. Preferably, to facilitate forming a gas/fluid tight seal, a high temperatureanaerobic sealant material 382 is first disposed about an outer periphery of the threadedshank 360 prior to threading the threadedshank 360 into the threaded throughopening 356. To facilitate rotatably driving the sealingmember 326 into the threaded throughopening 356, anend 362 of themember 326 can be provided with adrive feature 372, shown as a non-circular, hexagonal recessed pocket, by way of example and without limitation, for receipt of a similarly shaped drive tool. It should be recognized, as discussed above, that thepocket 372 could take a different; non-circular shaped, as desired, and further, could be formed as a male protrusion, if desired. In accordance with one aspect of the invention, the tapered threadedshank 360 is threaded into the tapered threaded throughopening 356 to a torque between about 18-22 Nm, which has been found, in combination with theanaerobic sealant material 382, to optimally close off and seal the throughopening 356 for the intended life of thepiston 310. - It is, therefore, to be understood that within the scope of the appended claims, the invention may be practiced otherwise than as specifically described.
Claims (5)
- A piston for an internal combustion engine, comprising:a piston body (12) including an upper part (28) and a lower part (30) bounding an annular cooling gallery (22), wherein said upper part (28) and said lower part (30) are constructed from separate pieces and are fixed to one another via a welding process, said upper part (28) having an upper combustion surface (16) configured for direct exposure to combustion gases within a cylinder bore and an undercrown surface (18) beneath said upper combustion surface (16) and having a ring belt region (20) radially outwardly from said annular cooling gallery (22), said lower part (30) providing a floor (58) of said annular cooling gallery (22) and a pair of pin bosses (44) depending from said floor (58), said pin bosses (44) having axially aligned pin bores (46) and said floor (58) having a through opening (56);a coolant medium (24) disposed in said annular cooling gallery (22); anda sealing member (26) sealing off said through opening (56) and sealing said coolant medium (24) in said coolant gallery (22);wherein said sealing member (26) is fixed to said floor (58) via a friction weld joint, the sealing member (26) comprising a tapered nose (60') disposed within the through opening (56), a joining surface (66') fixed to a bonding surface (70) on an underside of the floor (58), and hardened flashing extended radially outwardly from the joining and bonding surfaces (66', 70) and axially inwardly into the through opening (56).
- The piston of claim 1 wherein said through opening (56) is formed on a non-thrust side of said piston body (12).
- The piston of claim 2 wherein said through opening (56) is formed generally between said piston bosses (44).
- A method of constructing a piston for an internal combustion engine, comprising:forming a piston body (12) including an upper part (28) and a lower part (30) constructed from separate pieces, the upper part (26) having an upper combustion surface (16) configured for direct exposure to combustion gases within a cylinder bore and an undercrown surface (18) beneath the upper combustion surface (16);forming a ring belt region (20) configured for receipt of at least one piston ring adjacent the upper combustion surface (16);forming an annular cooling gallery (22) radially inwardly from the ring belt region (20), said annular cooling gallery (22) having a floor (58), the lower part (30) providing the floor (58);forming a through opening (56) in said floor (58) of the cooling gallery (22);fixing the upper part (28) and the lower part (30) to one another via a welding process;disposing a coolant medium (24) in the cooling gallery (22) through the through opening (56);disposing a sealing member comprising a tapered nose (60') and a joining surface (66') in the through opening (56) to seal the coolant medium in the cooling gallery (22); andfriction welding the sealing member (26) to an underside of said floor (58) of the cooling gallery (22), wherein the joining surface (66') is fixed to a bonding surface (70') on the underside of said floor (58), and wherein the sealing member (26) is caused to sink into material of the floor (58), causing material of the floor (58) and the sealing member (26) to melt, thereby forming an alloy of molten, solidified material, and wherein molten, solidified and hardened flashing (71') is formed to extend radially outwardly from the respective steel joining and bonding surfaces (66', 70) and axially inwardly into the through opening (56).
- The method of claim 4 further including forming the through opening (56) on a non-thrust side said piston body (12).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL16706278T PL3250806T3 (en) | 2015-01-30 | 2016-02-01 | Piston with sealed cooling gallery and method of construction thereof |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562110191P | 2015-01-30 | 2015-01-30 | |
| PCT/US2016/015906 WO2016123601A1 (en) | 2015-01-30 | 2016-02-01 | Piston with sealed cooling gallery and method of construction thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3250806A1 EP3250806A1 (en) | 2017-12-06 |
| EP3250806B1 true EP3250806B1 (en) | 2022-03-23 |
Family
ID=60185932
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16706278.5A Active EP3250806B1 (en) | 2015-01-30 | 2016-02-01 | Piston with sealed cooling gallery and method of construction thereof |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3250806B1 (en) |
| CN (1) | CN107407227A (en) |
| PL (1) | PL3250806T3 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019213358A1 (en) * | 2019-09-03 | 2021-03-04 | Mahle International Gmbh | piston |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1953109A (en) * | 1931-11-07 | 1934-04-03 | Sam D Heron | Piston |
| US20110267080A1 (en) * | 2006-02-17 | 2011-11-03 | Hedges Joe D | Remote Oil Monitoring System |
| DE102011113800A1 (en) * | 2011-09-20 | 2013-03-21 | Mahle International Gmbh | Piston for an internal combustion engine and method for its production |
| KR101999569B1 (en) * | 2011-12-08 | 2019-07-15 | 테네코 인코퍼레이티드 | Onepiece piston with improved combustion bowl rim region and method of manufacture |
| CN104884779A (en) * | 2012-11-02 | 2015-09-02 | 费德罗-莫格尔公司 | Piston with a cooling gallery partially filled with a thermally conductive metal-containing composition |
-
2016
- 2016-02-01 CN CN201680017211.3A patent/CN107407227A/en active Pending
- 2016-02-01 PL PL16706278T patent/PL3250806T3/en unknown
- 2016-02-01 EP EP16706278.5A patent/EP3250806B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3250806A1 (en) | 2017-12-06 |
| CN107407227A (en) | 2017-11-28 |
| PL3250806T3 (en) | 2022-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10247132B2 (en) | Piston with sealed cooling gallery and method of construction thereof | |
| US7104183B2 (en) | One-piece steel piston | |
| US9856820B2 (en) | Piston assembly | |
| US8631573B2 (en) | Piston for an internal combustion engine and method for its production | |
| US9169800B2 (en) | Piston with anti-carbon deposit coating and method of construction thereof | |
| KR20090018932A (en) | Piston for an internal combustion engine and method for its production | |
| US11067033B2 (en) | Dual gallery steel piston | |
| EP3146188B1 (en) | Piston with keystone second ring groove for high temperature internal combustion engines | |
| US9951714B2 (en) | Steel piston with filled gallery | |
| EP3864276B1 (en) | Piston cooling gallery shaping to reduce piston temperature | |
| EP3377749B1 (en) | Piston providing for reduced heat loss using cooling media | |
| EP3250806B1 (en) | Piston with sealed cooling gallery and method of construction thereof | |
| US10240556B2 (en) | Piston with cooling gallery cooling insert and method of construction thereof | |
| US10247133B2 (en) | Piston with cooling gallery radiator and method of construction thereof | |
| EP2964939B1 (en) | Piston with anti-carbon deposit coating and method of construction thereof | |
| CN107454924B (en) | Piston with cooling gallery cooling insert and method of construction thereof | |
| US20190331222A1 (en) | Piston with optimized oil ring negation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170808 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190722 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20211015 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: TENNECO INC. |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602016070235 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1477585 Country of ref document: AT Kind code of ref document: T Effective date: 20220415 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20220323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220623 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220623 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1477585 Country of ref document: AT Kind code of ref document: T Effective date: 20220323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220624 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220725 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220723 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602016070235 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 |
|
| 26N | No opposition filed |
Effective date: 20230102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230528 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220323 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20230228 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230201 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230228 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230201 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230201 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240123 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240126 Year of fee payment: 9 |