EP3243585A1 - Procede et dispositif de codage lors du traitement thermique d'un composant et gaz de codage destine a coder des composants lors du traitement thermique d'un composant - Google Patents
Procede et dispositif de codage lors du traitement thermique d'un composant et gaz de codage destine a coder des composants lors du traitement thermique d'un composant Download PDFInfo
- Publication number
- EP3243585A1 EP3243585A1 EP16001091.4A EP16001091A EP3243585A1 EP 3243585 A1 EP3243585 A1 EP 3243585A1 EP 16001091 A EP16001091 A EP 16001091A EP 3243585 A1 EP3243585 A1 EP 3243585A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- component
- coding
- gas
- isotopes
- isotope
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
- B22F3/15—Hot isostatic pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B5/00—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated
- F27B5/06—Details, accessories, or equipment peculiar to furnaces of these types
- F27B5/16—Arrangements of air or gas supply devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D7/00—Forming, maintaining, or circulating atmospheres in heating chambers
- F27D7/02—Supplying steam, vapour, gases, or liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
- B22F3/15—Hot isostatic pressing
- B22F2003/153—Hot isostatic pressing apparatus specific to HIP
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/241—Chemical after-treatment on the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/68—Temporary coatings or embedding materials applied before or during heat treatment
Definitions
- the present invention relates to a method and apparatus for encoding in the heat treatment of a component and a coding gas for coding components in the heat treatment of a component.
- the heat treatment is a method or a combination of several methods for the treatment of a component, wherein the component is subjected to changes in the temperature or the temperature sequence in order to achieve certain material properties.
- surrounding means may include changes, e.g. of the carbon or nitrogen content.
- Heat treatment is understood to mean processes for the treatment of materials by thermal, chemical-thermal or mechanical-thermal action in order to achieve optimum performance properties.
- the former include, for example, annealing and curing, i. H. the thermal process.
- the second-mentioned methods belong to the diffusion and coating processes or to the thermochemical processes (eg carburizing, case hardening, nitriding, boriding).
- Another possibility of classification can be made in production-oriented or stress-oriented methods.
- Fabrication-oriented processes include stress relieving, soft annealing, normalizing, coarse grain annealing, diffusion annealing, recrystallization annealing, and tempering.
- Annealing is the heating, soaking and cooling of semi-finished products and workpieces to achieve defined material properties.
- Annealing is a branch the heat treatment and is one of the manufacturing processes by changing the material property.
- the annealing process is usually subdivided into at least three phases:
- the workpiece is brought to the holding temperature.
- the workpiece In the holding phase, the workpiece is kept at a constant holding temperature. It serves for temperature compensation in the workpiece and the equilibration of chemical and physical processes in the material. The duration required for this is called the holding time and, apart from the result to be achieved, also depends on the workpiece geometry and the arrangement of the workpieces in the annealing furnace or the heat treatment plant.
- the workpiece In the cooling phase, the workpiece is brought back to ambient temperature.
- Stress-oriented processes are the thermal heat treatment and the thermochemical heat treatment.
- Methods for thermal heat treatment are e.g. hardening, tempering, bainitizing and surface hardening.
- the hardening of steel causes an increase in its mechanical resistance through targeted modification and transformation of its structure. It can be done by heat treatment with subsequent rapid cooling. Examples of curing are e.g. transformation hardening, precipitation hardening and strain hardening.
- Annealing describes the combined heat treatment of metals, consisting of hardening and subsequent tempering.
- the material steel is meant here, but even with non-ferrous metals such as titanium alloys, this type of thermal structure formation and modification is common.
- thermochemical heat treatment Processes for thermochemical heat treatment are z. Carburizing, carbonitriding, nitriding, alumining, siliciding, vanadying, boriding and nitrocarburizing.
- Sintering is a process for making or changing materials.
- fine-grained ceramic or metallic materials often under elevated pressure - heated, but the temperatures remain below the melting temperature of the main components, so that the shape of the workpiece is maintained. It usually comes to a shrinkage, because the particles of the starting material compact and pore spaces are filled.
- solid phase sintering and liquid phase sintering, which also results in a melt.
- Hot isostatic pressing is a development in manufacturing technology in which powders and solids, especially ceramics and metals, are simultaneously hot pressed and sintered.
- the component is used in a deformable, sealed container. This container comes in a heatable pressure vessel and the component is compressed at temperatures up to 2000 ° C and pressures of 100 to 200 MPa under inert gas.
- the gas pressure acts on all sides of the workpiece so that the component obtains isotropic properties. Open pores can not be recompressed because the gas will penetrate into these pores. The recompression can only be done with closed porosity.
- the object of the present invention is therefore to provide a simple, safe and reliable method for coding in the heat treatment of components, if possible without additional work steps.
- the method is characterized in that at least a predetermined time interval during heating, a coding component or coding gas containing a coding component is added such that the use of the coding component in the finished object is detectable, and logging coding information including the coding information and describe their location in the component.
- the gaseous coding component may comprise one or more isotopes of at least one gas, wherein the proportion of the at least one isotope compared to the naturally occurring proportion of this isotope in the gas is changed.
- the coding component may also comprise gaseous alloying elements, wherein the proportion of the gaseous alloying element is preferably selected such that the gaseous alloying element only insignificantly alters the material properties of the component.
- Logging can be understood to be the component-related storage of the data in electronic form or the printing of the information on a certificate, eg also in machine-readable form.
- the component is at least partially acted upon by a coding component.
- this gaseous coding component is chemically active, it will react with the metal and the reaction product (eg, an oxide, nitride, carbide) will be embedded in the metallic structure.
- the reaction product eg, an oxide, nitride, carbide
- coding molecules that do not react can be trapped in the small interstices of the granular structure. This mechanism also works with inert gases, which can remain trapped in their original state in the component.
- the coding component can be detected in the finished component, for example by means of chemical analysis methods or by means of a mass spectrometer. This can be done in a laboratory or with mobile devices.
- Another advantage is that the production parameters do not have to be changed or adjusted due to coding.
- Logging of coding information may include, for example, storing coding information in a database, on a chip, etc.
- the coding can be introduced via a complete component or only selectively at predetermined locations or areas of the component.
- the coding information is logged and / or stored in a database, it is precisely recorded or recorded at what time which coding component was placed at which point of the component.
- the coding information may contain information about the type and / or proportion of the coding component and / or about the position of the coding component in the object and / or about the serial number of the object.
- the coding information Because of the coding information, it is easy to determine at a later time, namely by examining the area of the component in which the coding component has been inserted, whether it is an original component or not.
- Such encoding is almost forgery-proof, since a potential forger the coding information is not available and they are not visible from the outside.
- the finished object can be detected with regard to its coding component, for example by means of a chemical analysis method or by means of a mass spectrometer.
- a production-oriented process such as. Stress relieving, soft annealing, normalizing, coarse grain annealing, diffusion annealing, recrystallization annealing and tempering, or a stress-oriented thermal anneal process, such as heat treatment. hardening, tempering, bainitizing and surface hardening, or a stress-oriented for thermochemical heat treatment, e.g. carburizing, carbonitriding, nitriding, alumining, siliciding, vanadying, boriding and nitrocarburizing or sintering or hot isostatic pressing (HIP).
- HIP hot isostatic pressing
- the components subjected to the heat treatment may in the context of the present invention consist of materials such as e.g. Polymer, ceramic, synthetic resin, plastic and preferably metal may be formed.
- Generative manufacturing in which a component is built up in layers, is not regarded as a heat treatment in the context of the present invention.
- a process gas can be supplied to the component at least during the heat treatment.
- the process gas may comprise an inert gas such as argon, helium, neon, krypton, xenon or radon or an active gas such as O 2 , CO 2 , H 2 , and N 2 , or mixtures thereof.
- an inert gas such as argon, helium, neon, krypton, xenon or radon
- an active gas such as O 2 , CO 2 , H 2 , and N 2 , or mixtures thereof.
- a mixture of process gas and coding component is referred to below as the coding gas.
- oxygen is preferably 18 carbon dioxide (C 18 O 2 ), Carbon 13 carbon dioxide ( 13 CO 2 ), carbon 13 carbon monoxide ( 13 CO 2 ), deuterium (D 2 ), nitrogen 15 ( 15 N 2 ), and oxygen 18 ( 18 O 2 ).
- the coding component thus comprises, for example, one or more isotopes of a gas, preferably the process gas, wherein the proportion of an isotope is changed compared to the natural proportion of the isotopes in the gas. That means the ratio of isotopes is changed from the naturally occurring ratio.
- the frequency of isotopes versus naturally occurring frequencies may be about or greater than 0.5% or 1.0% or 1.5% or 2.5% or 5.0% or 10, 0% or 25% or 50.0% or 75% or 100% or 150% or 200% or 500% or 1000% is increased or decreased.
- Nitrogen 15 and nitrogen 14 and / or carbon 12, carbon 13 and / or carbon 14 and / or also, for example, oxygen-16 and / or oxygen 18 are preferably provided as isotopes. Furthermore, argon -36, -38, -39, -40 can also be provided. Although argon is inert and does not react with the material, it is possible to provide gaseous inclusions for coding, since no 100% component density is achieved, in particular in powder bed processes.
- the coding component may include one or more other than the naturally occurring isotopes of the process gas.
- the coding component may include one or more other than the naturally occurring isotopes of the process gas.
- oxygen isotopes with nitrogen isotopes or C isotopes in CO 2 can be combined with H isotopes in H 2
- a heating device for example, radiant heater, a convection heater or a contact heater may be provided.
- an apparatus for coding components during the heat treatment comprises a receiving device on which a component can be arranged, and a heat source for heating the component to heat-treat the component.
- the device is characterized in that a CodéesskomponentezuTHERINT is provided which is connected to a control device such that at least a predetermined time interval during melting the component a coding component or a coding component containing coding gas is supplied such that the use of the coding component in the finished object is detectable, wherein the gaseous coding component preferably one or more isotopes of at least one gas and the proportion of the at least one isotope compared to the naturally occurring proportion of this isotope in the gas is changed and / or wherein the gaseous coding component contains gaseous alloying elements.
- a database for storing coding information can be provided.
- the coding component supply device may comprise a mixing chamber for admixing the coding component to the process gas, wherein a coding component or a process gas or a mixture of process gas and coding component may be supplied from the mixing chamber to the component at least regionally.
- the mixing chamber has a first inlet for supplying a process gas and a second inlet for supplying a coding component or a second inlet for supplying a process gas containing a coding component and an outlet connected to a nozzle.
- Such an external mixing chamber is advantageous because existing systems or devices can be expanded so that a coding of a component is possible.
- the coding component supply means may also include a nozzle for locally imparting a component to a component during the heat treatment.
- This nozzle can, for example, be moved automatically by means of a robot device.
- a process chamber can be provided.
- the process chamber may also itself have two inlets, one inlet for supplying process gas and the other inlet for supplying a coding component or process component containing a coding component (premix) from corresponding storage containers
- the process gas is designed or assembled in such a way that it can ensure the chemically metallurgically desired properties of the component and, in addition, permits unambiguous component identification or coding.
- component related process gases with appropriate coding component must be provided.
- the coding component can thus also be provided as a premix from a gas storage container which contains both process gas and a corresponding proportion of the coding component. This gas storage container containing the premix then forms the coding component supply device.
- the coding component supply means may thus be the mixing chamber, the premix reservoir or the reservoir containing the coding component.
- the addition of the coding component can be controlled by a control device.
- This controller may include a closed-loop encoding component controller that controls the addition.
- the coding component control device detects an actual value of one or more volume flows in the process chamber and / or the mixing chamber, compares this with a predetermined desired value of one or more volume flows, and then sets the predetermined desired value via an actuator.
- Volume flow or flows are understood to be the values of the corresponding gas flows which are supplied by the coding component supply device to the process chamber.
- a coding gas for coding during the heat treatment of a component.
- This coding gas comprises a process gas and is characterized in that the process gas contains a coding component, wherein the gaseous coding component comprises one or more isotopes of at least one gas and the proportion of the at least one isotope is changed compared to the naturally occurring proportion of this isotope in the gas.
- the coding component of the coding gas is introduced into the component during the manufacturing process and forms part of the component.
- the process gas may comprise an inert gas such as argon, helium, neon, krypton, xenon or radon and / or an active gas such as O 2, CO 2 , H 2 and N 2 or mixtures thereof.
- an inert gas such as argon, helium, neon, krypton, xenon or radon and / or an active gas such as O 2, CO 2 , H 2 and N 2 or mixtures thereof.
- the coding component may preferably comprise oxygen 18 carbon dioxide (C18O2), carbon 13 carbon dioxide (13CO2), carbon 13 carbon monoxide (13CO2), deuterium (D2), nitrogen 15 (15N2) and oxygen 18 (18O2) or mixtures thereof.
- the abundance of the isotope may be about 0.5% or 1.0% or 1.5% or 2.5% or 5.0%, or 10.0%, or around 25, as compared to the naturally occurring frequency % or 50%, or 75%, or 100%, or 150%, or 200%, or 500%, or 1000%.
- Type of coding element Type of isotope used to enrich a base gas to provide coding Naturally occurring concentration of isotopes Possible molecules Range of isotopes dosing to a base gas Inert isotopes, for storage in microporosities of a component Ar 36 Ar 36 Ar: 0.337% N / A Between 1.1 times and 10 times the naturally occurring fraction of the isotope or less than 0.9 times the natural fraction 38 Ar: 0.063% 40 Ar: 99.6% He 3 Hey 3 He: 0.000137% N / A Between 1.1 times and 10 times the naturally occurring fraction of the isotope or less than 0.9 times the natural fraction Rest: 4 he H 2 H 2 H: 0.012% 2 H 2 2 H 2 : Between 1 ppm and 10 ppm Remainder 1 H 2 H 1 H 2 H 1 H: Between 1.1 times and 10 times the naturally occurring fraction of the isotope or less than 0.9 times the natural content N
- the coding component may contain at least one isotope of an active gas which reacts with the material of the component to be produced such that it remains in the component.
- the coding component may comprise at least one inert gas isotope, the isotope being incorporated in the component.
- the coding component may contain a plurality of different isotopes (isotopes of different gases) in predetermined proportions, the different isotopes in the component forming the coding.
- the isotopes may be isotopes of the gas that forms the main component of the process gas.
- the isotopes can also be isotopes that do not occur in the process gas.
- Nitrogen 15 N isotopes may sometimes be inert and sometimes reactive depending on the alloying element, temperature, concentration and / or reaction time.
- Hydrogen isotopes can also be incorporated in the gaseous state in microporosities, react with atomic oxygen O 2 and dissolve or they can form metallic hydrides by adsorption on metallic surfaces and remain in the component.
- Carbon isotopes 12 C and 13 C are provided in the form of carbon dioxide, which is then separated in the process.
- Some isotopes of H, N, CO may be added to the process as part of a chemical compound such as e.g. B: C 18 , O 2 , 13 CO 2 , N 2 H 3 and 15 NH 3
- the coding gas may be provided for encoding components according to the method described above.
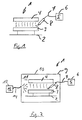
- the invention is explained in general form by way of example with reference to a device 1 for heat treatment ( FIG. 1 ).
- the device 1 comprises a receiving device 2 on which a 3 component for heat treatment can be arranged.
- a heat source or a heating device 4 for heating the component 3 is arranged.
- the gas supply device 5 comprises a gas reservoir 6.
- the gas reservoir 6 is connected via a line section 7 with a nozzle 8.
- the nozzle 8 is movable by means of a robot (not shown).
- a coding gas or a gaseous coding component is stored in the gas reservoir 6.
- the controller includes a closed-loop encoding component controller that controls the addition.
- the encoding component controller may include a P-controller, an I-controller, a D-controller, and combinations thereof, such as a PID controller.
- the coding component controller detects by means of a sensor an actual value of the one or more volume flows in the process chamber 2 and / or the mixing chamber, comparing this compares with a predetermined setpoint of one or more flow rates and via an actuator then the predetermined setpoint is set.
- FIG. 2 The device according to the invention will be described in more detail below with reference to a second exemplary embodiment ( FIG. 2 ). Unless otherwise described, this embodiment has the same technical features as the first embodiment.
- the device comprises a process chamber 9, which is closed by a chamber wall 10 to the outside and limits a process space 11.
- a process chamber 9 which is closed by a chamber wall 10 to the outside and limits a process space 11.
- the heat treatment of a component is performed.
- the receiving device and the heating device are arranged in the process chamber 9.
- a process gas supply device 12 is provided, by means of which the process chamber 9 can be acted upon by a process gas.
- the process gas supply device 12 has a process gas reservoir 13 for the process gas, wherein the process gas reservoir 13 is connected via a line section 14 with the process chamber 9.
- a mixing chamber (not shown) may be provided.
- the mixing chamber has an inlet for supplying process gas from the process gas storage tank 13 for process gas, and an inlet for supplying coding component from the gas storage tank 6 for the coding component.
- the process gas and the coding component may also be provided as a premix from a gas reservoir (not shown) containing both process gas and a corresponding proportion of the coding component.
- This gas storage container containing the premix then forms the coding component supply device and is directly connected to the process chamber 2 in addition to the reservoir 7 for the process gas connected or connected to the mixing chamber.
- a component is arranged on the receiving device in the first step.
- the component is heated by means of the heating device, in order to subject the component to a heat treatment.
- the process chamber 9 is then supplied with the coding component by means of the gas supply device.
- process gas is permanently located in the process chamber 9.
- the process gas is nitrogen or a nitrogen-containing mixture (same for argon)
- a coding gas may also be provided.
- the coding gas may either be provided as a premix or provided in a mixing chamber as needed.
- the coding component receives a single area of the component, if it is applied directly to the coding component or the entire component a unique isotope signature.
- the coding information is stored in a database.
- the coding component supply means may be connected to an interface of the apparatus such that it is precisely stored at which time or at which predetermined time interval during the melting of the starting material a coding component is associated with the protective gas. In this way, it can be precisely detected or detected where the coding is arranged in the component.
- This coding information can advantageously be linked to the serial numbers of the component.
- a method according to the first embodiment differs from the method described above only in that it is not performed in a process chamber and preferably only a gas supply means is provided for applying the component with a gaseous coding component or a coding gas.
- the isotopes used can be isotopes of the process gas, i. for example, when nitrogen is used as the shielding gas, the ratio of nitrogen-15 to nitrogen-14 isotopes is changed.
- nitrogen used as the shielding gas
- carbon dioxide containing carbon-12, carbon-13 and carbon-14 isotopes may also be provided.
- argon oxygen isotopes, and nitrogen isotopes can be combined.
- Inert isotopes can in principle be used independently of materials, since embedding in the microporosities is a purely mechanical process.
- the finished component can be analyzed using a detection device, such as a mass spectrometer (gas chromatograph), and thus check the coding or the originality of the component.
- a detection device such as a mass spectrometer (gas chromatograph)
- An analysis by means of magnetic resonance or chemical analysis methods are possible.
- a gaseous alloying element is additionally or alternatively provided as the coding component.
- it may be provided, for example, to use an inert gas such as argon as the process gas, which contains a small proportion of between 1 ppm and 10 000 ppm of nitrogen-15 as the coding component.
- the metallic starting material contains titanium. Accordingly, in the production of the three-dimensional component, a small proportion of the titanium reacts with the nitrogen-15 and forms titanium nitride-15. This is indistinguishable from titanium nitride-14 in its chemical and physical properties, and therefore this can not be detected by chemical analysis methods. However, it is possible to analyze the component with a mass spectrometer. It is then found that the component has been produced under a nitrogen atmosphere with an increased proportion of nitrogen 15.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Sampling And Sample Adjustment (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16001091.4A EP3243585A1 (fr) | 2016-05-13 | 2016-05-13 | Procede et dispositif de codage lors du traitement thermique d'un composant et gaz de codage destine a coder des composants lors du traitement thermique d'un composant |
| PCT/EP2017/025123 WO2017194205A1 (fr) | 2016-05-13 | 2017-05-12 | Procédé de codage lors du traitement thermique d'une pièce |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16001091.4A EP3243585A1 (fr) | 2016-05-13 | 2016-05-13 | Procede et dispositif de codage lors du traitement thermique d'un composant et gaz de codage destine a coder des composants lors du traitement thermique d'un composant |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3243585A1 true EP3243585A1 (fr) | 2017-11-15 |
Family
ID=56148044
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16001091.4A Withdrawn EP3243585A1 (fr) | 2016-05-13 | 2016-05-13 | Procede et dispositif de codage lors du traitement thermique d'un composant et gaz de codage destine a coder des composants lors du traitement thermique d'un composant |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3243585A1 (fr) |
| WO (1) | WO2017194205A1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114322587B (zh) * | 2021-12-28 | 2024-03-26 | 湖南湘投轻材科技股份有限公司 | 一种连续烧结控制方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5586157A (en) * | 1993-12-28 | 1996-12-17 | The University Of Chicago | Method and apparatus for manufacturing gas tags |
| JP2013040074A (ja) * | 2011-08-17 | 2013-02-28 | Taiyo Nippon Sanso Corp | 金属酸化物同位体の製造方法および金属酸化物同位体の製造装置 |
| US20150102538A1 (en) * | 2012-07-04 | 2015-04-16 | Kanto Yakin Kogyo Co., Ltd. | Method for heat treatment, heat treatment apparatus, and heat treatment system |
| US20160039163A1 (en) * | 2013-05-28 | 2016-02-11 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Hot isostatic pressing device |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2939448B1 (fr) * | 2008-12-09 | 2011-05-06 | Air Liquide | Procede de production d'une atmosphere gazeuse pour le traitement des metaux. |
-
2016
- 2016-05-13 EP EP16001091.4A patent/EP3243585A1/fr not_active Withdrawn
-
2017
- 2017-05-12 WO PCT/EP2017/025123 patent/WO2017194205A1/fr active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5586157A (en) * | 1993-12-28 | 1996-12-17 | The University Of Chicago | Method and apparatus for manufacturing gas tags |
| JP2013040074A (ja) * | 2011-08-17 | 2013-02-28 | Taiyo Nippon Sanso Corp | 金属酸化物同位体の製造方法および金属酸化物同位体の製造装置 |
| US20150102538A1 (en) * | 2012-07-04 | 2015-04-16 | Kanto Yakin Kogyo Co., Ltd. | Method for heat treatment, heat treatment apparatus, and heat treatment system |
| US20160039163A1 (en) * | 2013-05-28 | 2016-02-11 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Hot isostatic pressing device |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017194205A1 (fr) | 2017-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3277452B1 (fr) | Procédé de production par couches d'une pièce métallique par fabrication additive assistée par laser | |
| EP3455015B1 (fr) | Procédé notamment d'impression 3d et codage d'un élément structural tridimensionnel | |
| EP3455017B1 (fr) | Procede de fabrication et de codage de poudre metallique | |
| DE69512901T2 (de) | Verfahren zur herstellung von metallkompositmaterial | |
| DE68927094T2 (de) | Gesinterter legierungsstahl mit ausgezeichnetem korrosionswiderstand und verfahren zur herstellung | |
| EP3318353B1 (fr) | Procédé de fabrication additive d'un composant tridimensionnel | |
| DE102019207111A1 (de) | Verfahren zum Herstellen eines Bauteils mittels eines additiven Fertigungsverfahrens unter Verwendung eines Lasers | |
| DE2831293A1 (de) | Verfahren zur herstellung gesinterter hartmetalle und vorrichtung zur durchfuehrung dieses verfahrens | |
| DE3705710C2 (fr) | ||
| EP3243585A1 (fr) | Procede et dispositif de codage lors du traitement thermique d'un composant et gaz de codage destine a coder des composants lors du traitement thermique d'un composant | |
| DE102014015039A1 (de) | Verfahren zum schichtweisen Herstellen eines metallischen Werkstücks durch laserunterstützte additive Fertigung | |
| DE69902169T2 (de) | Verfahren zum niederdrück-nitrocarburieren metallischer werkstücke | |
| DE69107005T2 (de) | Verfahren zur Herstellung von Formstoff und Formstoff. | |
| DE2734772B2 (de) | Verfahren zur Herstellung eines Siliciumnitridgegenstandes durch Reaktionssintern | |
| WO2004108632A1 (fr) | Element fritte et procede de fabrication associe | |
| DE10012837C1 (de) | Verfahren zur Kontrolle und Einstellung der Konzentration einer Gaskomponente in einer Schmelze und Vorrichtung zu dessen Durchführung | |
| DE102004042775A1 (de) | Verfahren zur Herstellung komplexer hochfester Bauteile oder Werkzeuge und dessen Verwendung | |
| DE102018004337A1 (de) | Verfahren zur Entwicklung von Schmiedewerkstoffen | |
| EP4200264A1 (fr) | Procédé de production de corps façonnés par frittage | |
| DE10154739B4 (de) | Verfahren zur Herstellung keramischer Lagerbauteile | |
| DE3830111C2 (fr) | ||
| Damon et al. | Experimental and numerical investigation of the surface layer conditions after carbonitriding of powder metallurgical steels. part 1: diffusion in components of graded porosity | |
| AT524143B1 (de) | Verfahren zur Härtung eines Sinterbauteils | |
| DE102018105782A1 (de) | Verfahren und Behandlungsvorrichtung zur Herstellung von pulvermetallurgischen Sinterformteilen | |
| Roj et al. | Comparison of LPBF-manufactured and rolled tensile test samples made of 17-4PH |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20180516 |