EP3235579B2 - Strand guiding device and method for supporting a cast strand - Google Patents
Strand guiding device and method for supporting a cast strand Download PDFInfo
- Publication number
- EP3235579B2 EP3235579B2 EP17163459.5A EP17163459A EP3235579B2 EP 3235579 B2 EP3235579 B2 EP 3235579B2 EP 17163459 A EP17163459 A EP 17163459A EP 3235579 B2 EP3235579 B2 EP 3235579B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- strand
- guide roller
- outer contour
- guide
- cast
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 8
- 238000009749 continuous casting Methods 0.000 description 40
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 8
- 229910052802 copper Inorganic materials 0.000 description 8
- 239000010949 copper Substances 0.000 description 8
- 238000005266 casting Methods 0.000 description 6
- 238000004049 embossing Methods 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 239000007788 liquid Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 239000000969 carrier Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000011946 reduction process Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/128—Accessories for subsequent treating or working cast stock in situ for removing
- B22D11/1287—Rolls; Lubricating, cooling or heating rolls while in use
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/128—Accessories for subsequent treating or working cast stock in situ for removing
Definitions
- the invention relates to a method for supporting a cast strand with a rectangular cross-section according to claim 1.
- strand guiding devices are known in the continuous casting of slabs with a rectangular cross section, in which guide rollers, so-called foot rollers, with a cylindrical outer contour for strand support on the narrow side of the strand shell box are used.
- a guide roller which has a cylindrical outer contour
- such cylindrical foot rollers can be used to guide or hold the strand shell box in a rectangular shape.
- the cast strand tends to bulge again due to the ferrostatic internal pressure of the liquid steel and the creep processes occurring within the strand shell.
- the slab produced deviates from the desired cross section.
- a cast strand is a
- DE 195 20 939 C1 shows a strand guiding device with the features of the preamble of claim 1 or of claim 3.
- carriers are provided on the outlet side of the continuous casting mold, on which rollers for guiding the strand are arranged.
- the carrier In order to adapt to a changing shrinkage of the strand, it is provided that the carrier, and thus the rollers attached thereto, can be adjusted transversely to the direction in which the strand is drawn off.
- the individual rollers which are rotatably mounted on the respective brackets, each have a cylindrical cross section, and thus suffer from the disadvantages mentioned above.
- the object of the invention is to use simple means to optimize the desired shape accuracy of a cast strand during continuous casting.
- a strand guide device is used to support a cast strand with a rectangular cross section, namely when the cast strand emerges from the continuous casting mold in a transport or withdrawal direction.
- the strand guide device comprises at least one guide roller, which is rotatably mounted about an axis of rotation, wherein the guide roller can be brought into contact with the cast strand with its outer contour running in the direction of the axis of rotation, in order to suitably guide and support the cast strand.
- the outer contour of the guide roller is convex and designed in such a way that its longitudinal extension along the axis of rotation is adapted to a narrow side of the rectangular cast strand.
- the convex outer contour of the guide roller is crowned, with the convex, outwardly curved curve of the guide roller beginning directly at the end faces of the guide roller and running in the direction of the central area of the guide roller.
- the strand guide device comprises at least one guide roller, which is rotatably mounted about an axis of rotation, wherein the guide roller can be brought into contact with the cast strand with its outer contour running in the direction of the axis of rotation, in order to suitably guide and support the cast strand.
- the outer contour of the guide roller is spherically convex, with the largest diameter of the outer contour of the guide roller in comparison to a diameter of the guide roller at the roller ends, ie on its end face, having a maximum value of 1.5 and a minimum value of 1.0.
- Such a guide roller can be provided to be employed either against the narrow side of a cast strand or against the longitudinal side of a cast strand.
- the outer contour of the guide roller is designed in such a way that its longitudinal extension along the axis of rotation is adapted to a narrow side of the rectangular cast strand.
- At least one rotatably mounted guide roller has a crowned, convex outer contour, the outer contour of the guide roller being formed by a continuous, convex, outwardly curved curve without a point of inflection, consisting of one or more radii, and the guide roller with this outer contour is placed against one side of the cast strand, while the cast strand still has elastic properties in an area near the edge, with the largest diameter (D_max) of the outer contour of the guide roller compared to a diameter (D_min) of the guide roller on its front side in the ratio assumes a maximum value of 1.5 and a minimum value of 1.0, and that in the transport direction (T) of the cast strand, a plurality of guide rollers are provided in alignment one behind the other and are jointly set against one side of the rectangular cast strand, with the individual guide rollers - downstream of the transport direction (T) of the cast strand - the crowning of the outer
- the invention is based on the essential finding that the strand shell of the cast strand, as long as it still has elastic properties in an area near the edge immediately after leaving the continuous casting mold, through contact with the guide rollers, which, as explained, have a crowned convex outer contour targeted concave shape is imposed, which counteracts the tendency of the strand shell to bulge.
- the measure of the crowning of the outer contour of a guide roller is suitably matched to the respective manufacturing parameters and the steel grade produced. This means that the crowning of the outer contour, which is determined by the ratio of the largest diameter of the roller surface to the diameter at the roller ends of the guide roller, is only selected to be large enough to compensate for the tendency of the strand shell to bulge .
- the contact of the strand shell of the cast strand with a guide roller of the strand guide device should not result in permanent deformation of the cast strand at the point of contact with the guide roller. This is ensured by the fact that the guide roller of the strand guide device is brought into contact with the cast strand at a time when the cast strand still has elastic properties.
- the crowned, convex outer contour of a guide roller is optimized for the individual problem that arises for a specific type of steel and its manufacturing parameters.
- the crowned, convex outer contour of a guide roller can be designed differently to adapt to the individual case, with the ratio of the largest diameter of the roller surface to the diameter of the roller surface at the roller ends, i.e. on a front side of the guide roller, being in the range between 1.5 and 1. 0 moves.
- the outer contour of the guide roller can be suitably adapted to the respective application.
- the bulging of the cast strand or a slab can be compensated for without excessive edge effects.
- the extent to which the outer contour of a guide roller is of convex crowned design is offset by the tendency of the strand shell of the cast strand to bulge to zero.
- a desired uniform rectangular shape is formed for the strand shell in cross section.
- the at least one guide roller of the strand guide device is rotatably accommodated in a cage mount.
- a cage mount is characterized by a robust and inexpensive construction and ensures a secure rotational mount for the guide roller, also taking into account the considerable forces that act on the guide roller during continuous casting.
- each guide roller is provided, each with a crowned, convex outer contour, with at least one guide roller being set against the narrow side of a cast strand, and with at least one further guide roller being set against the long side of the cast strand.
- the tendency of the strand shell of a cast strand to bulge is counteracted in that a plurality of guide rollers are provided, namely aligned one behind the other in the transport direction of the cast strand. All of these guide rollers are expediently accommodated in a rotatably mounted manner together in a cage mount of the strand guide device.
- the guide rollers which are arranged in alignment one behind the other, are each provided with a different crowned, convex outer contour.
- the quotient formed from the largest diameter of the outer contour or the roller surface to the diameter of the guide roller on its front side is greater than in the Compared to a guide roller which - seen in the transport direction of the cast strand - is closer to the continuous casting mold.
- a gentle support for the strand shell of the cast strand is achieved by the plurality of guide rollers with a crown which increases in the transport direction of the cast strand, in order to counteract the undesirable bulging of the strand shell at the same time.
- a connecting device is provided with which the strand guiding device can be positively attached to a continuous casting mold or adjacent thereto.
- the guide rollers are subject to pronounced wear during continuous casting.
- the connection device makes it possible to dismantle the strand guide device from the continuous casting mold if necessary and to replace it with a new strand guide device.
- a lifting device can be provided for the strand guide device, by means of which the strand guide device can be lifted upwards in the vertical direction.
- Such a lifting device can be in the form of a ring eye which can be fastened, for example, to an upper side of the cage holder, for example by means of a screw connection.
- the strand guide device By equipping the strand guide device with the connection device mentioned, it is thus possible to provide an exchangeable roller unit for continuous casting, which can be exchanged in a short time if required—either in the event of wear or to adapt to special types of steel.
- the strand guide device can be lifted vertically upwards out of the continuous casting mold by a crane or the like by means of the lifting device.
- the strand guiding device also comprises an elongated copper plate which—seen in the direction of transport of the cast strand—is provided upstream of the guide roller(s).
- the copper plate can expediently be attached to the mentioned cage holder.
- the cage mount, in which at least one guide roller is rotatably mounted, and the copper plate attached to it form an advantageous exchange module that can be quickly dismantled from the continuous casting mold and can therefore be exchanged.
- a strand guide device 10 for guiding and supporting a cast strand 12 is described, the strand guide device 10 having at least one rotatably mounted guide roller 14 for this purpose.
- FIGS. 1a, 1b and 1c are each shown different embodiments for a guide roller 14 in cross section.
- the guide rollers 14 are each mounted so as to be rotatable about an axis of rotation 16 and have an outer contour 18 which runs in the longitudinal extension along the axis of rotation 16 and is of crowned, convex design.
- a maximum diameter D_max of a guide roller 14 which is present approximately in a central area 20 thereof, is greater than a minimum diameter D_min of the guide roller, which is present at one end of the roller or at an end face 19 of the guide roller 14 .
- the design of the crowned, convex outer contour 18 of a guide roller 14 is selected in such a way that the ratio of the maximum diameter D_max of the roller surface to the minimum diameter at a roller end or at a front side of the guide roller 14 satisfies the condition: 1.5 ⁇ D_max / D_min ⁇ 1.0 .
- the diameter of the outer contour 18 of the guide roller 14 increases, starting from the end face 19 in the direction of the central area 20 up to a turning point W, with the increase or growth of the diameter decreasing again from this turning point until the central area 20 is reached.
- the curved course of the outer contour 18 up to the turning point W, starting from the end face 19, is defined by a first radius R1, the curved course of the outer contour 18 between the turning point W and the central area 20 being defined by a second radius R2.
- the first and second radius R1, R2 can each have a value of 1 mm or more, as a result of which "soft" curves are ensured for the outer contour 18.
- the radii R1, R2 and the turning point W are shown only for the area of the guide roller 14 to the left of the center. It goes without saying that the guide roller 14 is preferably formed symmetrically with respect to its center, so that the radii R1, R2 and the turning point W for the outer contour 18 are also provided in the area to the right of the center.
- FIG. 1b Another feature of the embodiment according to Fig. 1b is that the central region 20 of the outer contour 18 of the guide roller 14 has a constant diameter and is therefore of cylindrical design.
- the embodiment 1c is characterized in that its outer contour 18 is formed by a continuous convex outwardly curved curve without a point of inflection, it being possible for this curve to have one or more radii.
- This outwardly curved curve can have a predetermined distance from the end face 19 of the guide roller 14, with the representation according to FIG 1c this predetermined distance has the value zero.
- the convex outwardly curved curve directly at the end faces 19 of the guide roller 14, and then runs in the direction of the central region 20.
- the predetermined distance from the end face 19 at which the outwardly curved curve for the outer contour 18 begins has a value of up to 50 mm.
- a guide roller 14 of the strand guide device 10 serves the purpose of being set against a strand shell box 21 of the cast strand 12 .
- FIGs 1a, 1b and 1c It is illustrated in each case that a guide roller 14 is pressed or employed against a narrow side 22 of the cast strand 12, which has a rectangular cross section. It can be seen that a length of the guide roller 14 along its axis of rotation 16 is shorter than a length of the narrow side 22 of the cast strand 12. In this way, the outer contour 18 of a guide roller 14 with its longitudinal extent along the axis of rotation 16 is attached to the narrow side 22 of the Cast strand 12 adjusted with a rectangular cross section.
- the strand guide device 10 comprises a cage mount 24 on or in which a plurality of guide rollers 14 are rotatably mounted.
- a copper plate 26 attached to the cage bracket 24 is also provided.
- the copper plate 26 is provided upstream of the cage bracket 24 .
- a replacement module 27 which can be exchanged or replaced in a short time if necessary.
- this exchange module 27 can - according to the representation of 2 - Be provided that on the cage bracket 24, a plurality of guide rollers 14 is attached. Deviating from the representation in 2 it can also be provided that only a single guide roller 14 is rotatably mounted on the cage mount 24 .
- the strand guide device 10 as an exchange module 27 is made possible by the fact that it has a connecting device 28 by means of which the strand guide device 10 is attached to a continuous casting mold 30 ( 3 ) or adjacent to it can be attached in a form-fitting manner.
- this connecting device is designed in the form of a lateral bolt 28 which can snap into a retaining device 29 of the continuous casting mold 30 or an associated adjusting element 31 designed to complement it.
- a lifting device 32 for example in the form of a ring eye, is screwed into an upper side of the copper plate 26 .
- the strand guide device 10 can be raised by a crane or the like in the vertical direction to be either inserted into the continuous casting mold 30 or lifted out.
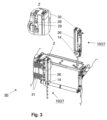
- the continuous casting mold 30 is shown partially dismantled for the purpose of a simplified representation. It can thus be seen how a strand guide device 10 can be attached to the continuous casting mold 30 .
- a strand guide device 10 is shown in such a way that its bolts 28 are located just above the holding devices 29 that are provided on the free ends of the respective adjustment elements 31 .
- a strand guide device 10 is shown in a state when it has been lifted out of the continuous casting mold 30 .
- figure 4 shows a perspective view of the continuous casting mold 30 of FIG 3 , now in a state when two strand guide devices 10 are attached or mounted to the adjusting devices 31 of the continuous casting mold 30.
- the bolts 28 are then engaged in the associated holding devices 29, resulting in a form-fitting attachment of the strand guide device 10 to the continuous casting mold 30.
- figure 5 shows another perspective view of the continuous casting mold 30, now in a state when both strand guide devices 10 are lifted up out of the continuous casting mold 30.
- a lifting of the strand guide devices 10 can be effected by attaching traction means to the ring eyes 30 and then pulling them upwards using a crane or the like.
- the 6 and 7 each show a perspective view of the continuous casting mold 30 of FIG 3 in a state when a front part 34 of the continuous casting mold 30 is mounted thereon.
- the strand guide devices 10 are shown in FIG 6 lifted out of the continuous casting mold 30 (in the same way as in figure 5 ), and in the representation of 7 used within the continuous casting mold.
- FIG 7 symbolized by the arrow "T".
- the strand guide devices 10 serve the strand guide devices 10, when they are mounted in the continuous casting mold 30, for the purpose of guiding a cast strand with a rectangular cross-section on its narrow side and supporting it appropriately.
- the guide rollers 14 of the strand guide devices 10 come into contact with the cast strand 12 immediately after the cast strand 12 has emerged from the continuous casting mold 30 .
- an edge region of the cast strand 12 with which the crowned-convex guide rollers 14 come into contact still has elastic properties.
- a strand guiding device 10 can also have a guide roller which is brought into contact with a longitudinal side of the cast strand 12 .
- a guide roller 15 also has a crowned, convex outer contour, as referred to above 1 explained, and serves to ensure that the introduction of a targeted concave embossing in the longitudinal side of the cast strand counteracts the tendency of the strand shell to bulge and thus compensates for such a bulging.
- the functioning of a guide roller 15, which is brought into contact with the longitudinal side of a cast strand corresponds, mutatis mutandis, to the functioning of a guide roller 14, which is set against the narrow side 12 of the cast strand 12.
- a strand guide device 10 for supporting a cast strand 12 with a rectangular cross section can have a plurality of guide rollers 14, 15 which are set against both the narrow side 22 of the cast strand 12 and the longitudinal side of the cast strand 12, namely at a point in time if the cast strand 12 still has elastic properties in areas close to the edge both on its narrow side and on its long side.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Guides For Winding Or Rewinding, Or Guides For Filamentary Materials (AREA)
Description
Die Erfindung betrifft ein Verfahren zum Stützen eines Gießstrangs mit rechteckigen Querschnitt gemäß Anspruch 1.The invention relates to a method for supporting a cast strand with a rectangular cross-section according to claim 1.
Nach dem Stand der Technik sind beim Stranggießen von Brammen mit einem rechteckigem Querschnitt Strangführungseinrichtungen bekannt, bei denen Führungsrollen, sog. Fußrollen, mit einer zylindrischen Außenkontur zur Strangstützung an der Schmalseite des Strangschalenkastens eingesetzt werden. In
Ein weiterer Nachteil bei der Verwendung von Führungsrollen mit einer zylindrischen Außenkontur zum Stützen von Brammen besteht darin, dass an deren Kanten höhere Druckkräfte auftreten, weil die Strangschale durch den Innendruck des Flüssigstahls gegen die Rollenkante gepresst wird. Dies führt bei einer zu starken Anstellung der Führungsrolle gegen den Strangschalenkasten zu Druckstellen, die sich als sichtbare Laufbahnen auf der fertigen Bramme abbilden können.Another disadvantage of using guide rolls with a cylindrical outer contour to support slabs is that higher compressive forces occur at their edges because the strand shell is pressed against the roll edge by the internal pressure of the liquid steel. If the guide roller is set too far against the strand shell box, this leads to pressure points that can appear as visible tracks on the finished slab.
Aus
Vorprofilierung unterzogen, indem Rollen mit konvexen Außenkontur in die Oberfläche der Strangschale an deren Längsseite hineingedrückt werden. In Folge dessen wird an der Oberfläche des Gießstrangs an dessen Längsseite eine konkave Rille ausgebildet, wobei die konkave Rille durch den Einsatz von weiteren Rollen mit größerem Durchmesser vergrößert bzw. nachgeformt wird. Jedenfalls kommt es durch den Kontakt der Rollen mit konvexer Außenkontur zu einer dauerhaften Verformung des Gießstrangs, die nicht reversibel ist.Subjected to preliminary profiling by rollers with a convex outer contour being pressed into the surface of the strand shell on the long side. As a result, a concave groove is formed on the surface of the cast strand on its long side, the concave groove being enlarged or reshaped by the use of further rollers with a larger diameter. In any case, the contact of the rollers with a convex outer contour leads to a permanent deformation of the cast strand that is not reversible.
Aus dem Artikel von
Entsprechend liegt der Erfindung die Aufgabe zugrunde, beim Stranggießen eines Gießstrangs dessen gewünschte Formgenauigkeit mit einfachen Mitteln zu optimieren.Accordingly, the object of the invention is to use simple means to optimize the desired shape accuracy of a cast strand during continuous casting.
Diese Aufgabe wird durch ein Verfahren mit den in Anspruch 1 angegebenen Merkmalen gelöst. Eine vorteilhafte Weiterbildungen der Erfindung ist in dem abhängigen Anspruch definiert.This object is achieved by a method having the features specified in claim 1. An advantageous further development of the invention is defined in the dependent claim.
Eine Strangführungseinrichtung dient zum Stützen eines Gießstrangs mit rechteckigem Querschnitt, nämlich wenn der Gießstrang in einer Transport- bzw. Abzugsrichtung aus der Stranggieß-Kokille austritt. Zu diesem Zweck umfasst die Strangführungseinrichtung zumindest eine Führungsrolle, die um eine Rotationsachse drehbar gelagert ist, wobei die Führungsrolle mit ihrer in Richtung der Rotationsachse verlaufenen Außenkontur mit dem Gießstrang in Kontakt gebracht werden kann, um den Gießstrang geeignet zu führen und zu stützen. Die Außenkontur der Führungsrolle ist konvex und derart ausgebildet, dass sie mit ihrer Längserstreckung entlang der Rotationsachse an eine Schmalseite des rechteckigen Gießstrangs angepasst ist. Dies bedeutet im Sinne der vorliegenden Erfindung, dass eine Gesamtlänge der Führungsrolle in Richtung ihrer Rotationsachse, und somit auch der Verlauf der ballig konvexen Außenkontur dieser Führungsrolle, maximal einer Länge des Strangschalenkastens an der Schmalseite des rechteckigen Gießstrangs entsprechen. Hierbei ist die konvexe Außenkontur der Führungsrolle ballig ausgebildet, wobei die konvex nach außen gewölbte Kurve der Führungsrolle unmittelbar an den Stirnseiten der Führungsrolle beginnt und in Richtung des mittigen Bereichs der Führungsrolle verläuft.A strand guide device is used to support a cast strand with a rectangular cross section, namely when the cast strand emerges from the continuous casting mold in a transport or withdrawal direction. For this purpose, the strand guide device comprises at least one guide roller, which is rotatably mounted about an axis of rotation, wherein the guide roller can be brought into contact with the cast strand with its outer contour running in the direction of the axis of rotation, in order to suitably guide and support the cast strand. The outer contour of the guide roller is convex and designed in such a way that its longitudinal extension along the axis of rotation is adapted to a narrow side of the rectangular cast strand. For the purposes of the present invention, this means that the overall length of the guide roller in the direction of its axis of rotation, and thus also the course of the crowned, convex outer contour of this guide roller, correspond at most to a length of the strand shell box on the narrow side of the rectangular cast strand. In this case, the convex outer contour of the guide roller is crowned, with the convex, outwardly curved curve of the guide roller beginning directly at the end faces of the guide roller and running in the direction of the central area of the guide roller.
Nach einer weiteren Ausgestaltung umfasst die Strangführungseinrichtung zumindest eine Führungsrolle, die um eine Rotationsachse drehbar gelagert ist, wobei die Führungsrolle mit ihrer in Richtung der Rotationsachse verlaufenen Außenkontur mit dem Gießstrang in Kontakt gebracht werden kann, um den Gießstrang geeignet zu führen und zu stützen. Die Außenkontur der Führungsrolle ist ballig konvex ausgebildet, wobei der größte Durchmesser der Außenkontur der Führungsrolle im Vergleich zu einem Durchmesser der Führungsrolle an den Rollenenden, d.h. an ihrer Stirnseite in dem Verhältnis maximal den Wert 1,5 und minimal den Wert 1,0 annimmt. Eine solche Führungsrolle kann dazu vorgesehen sein, entweder gegen die Schmalseite eines Gießstrangs oder gegen die Längsseite eines Gießstrangs angestellt zu werden.According to a further embodiment, the strand guide device comprises at least one guide roller, which is rotatably mounted about an axis of rotation, wherein the guide roller can be brought into contact with the cast strand with its outer contour running in the direction of the axis of rotation, in order to suitably guide and support the cast strand. The outer contour of the guide roller is spherically convex, with the largest diameter of the outer contour of the guide roller in comparison to a diameter of the guide roller at the roller ends, ie on its end face, having a maximum value of 1.5 and a minimum value of 1.0. Such a guide roller can be provided to be employed either against the narrow side of a cast strand or against the longitudinal side of a cast strand.
Bei der zuletzt genannten Ausführungsform ist die Außenkontur der Führungsrolle derart ausgebildet, dass sie mit ihrer Längserstreckung entlang der Rotationsachse an eine Schmalseite des rechteckigen Gießstrangs angepasst ist.In the last-mentioned embodiment, the outer contour of the guide roller is designed in such a way that its longitudinal extension along the axis of rotation is adapted to a narrow side of the rectangular cast strand.
In dem erfindungsgemäßen Verfahren zum Stützen eines Gießstrangs mit rechteckigem Querschnitt ist vorgesehen, dass zumindest eine drehbar gelagerte Führungsrolle eine ballig konvexe Außenkontur aufweist, wobei die Außenkontur der Führungsrolle durch eine durchgehende konvex nach außen gewölbte Kurve ohne Wendepunkt aus einem oder mehreren Radien ausgebildet ist, und die Führungsrolle mit dieser Außenkontur gegen eine Seite des Gießstrangs angestellt wird, während der Gießstrang in einem randnahen Bereich noch elastische Eigenschaften aufweist, wobei der größte Durchmesser (D_max) der Außenkontur der Führungsrolle im Vergleich zu einem Durchmesser (D_min) der Führungsrolle an ihrer Stirnseite in dem Verhältnis maximal den Wert 1,5 und minimal den Wert 1,0 annimmt, und dass in der Transportrichtung (T) des Gießstrangs mehrere Führungsrollen fluchtend hintereinander vorgesehen sind und gemeinsam gegen eine Seite des rechteckigen Gießstrangs angestellt werden, wobei für die einzelnen Führungsrollen - stromabwärts der Transportrichtung (T) des Gießstrangs - die Balligkeit der Außenkontur zunimmt, derart, dass der Quotient aus größtem Durchmesser (D_max) der Außenkontur einer Führungsrolle zum Durchmesser (D_min) der Führungsrolle an ihrer Stirnseite zunehmend ist.In the method according to the invention for supporting a cast strand with a rectangular cross section, it is provided that at least one rotatably mounted guide roller has a crowned, convex outer contour, the outer contour of the guide roller being formed by a continuous, convex, outwardly curved curve without a point of inflection, consisting of one or more radii, and the guide roller with this outer contour is placed against one side of the cast strand, while the cast strand still has elastic properties in an area near the edge, with the largest diameter (D_max) of the outer contour of the guide roller compared to a diameter (D_min) of the guide roller on its front side in the ratio assumes a maximum value of 1.5 and a minimum value of 1.0, and that in the transport direction (T) of the cast strand, a plurality of guide rollers are provided in alignment one behind the other and are jointly set against one side of the rectangular cast strand, with the individual guide rollers - downstream of the transport direction (T) of the cast strand - the crowning of the outer contour increases in such a way that the quotient of the largest diameter (D_max) of the outer contour of a guide roller to the diameter (D_min) of the guide roller on its end face increases.
Der Erfindung liegt die wesentliche Erkenntnis zugrunde, dass der Strangschale des Gießstrangs, solange dieser unmittelbar nach dem Verlassen der Stranggieß-Kokille in einem randnahen Bereich noch elastische Eigenschaften aufweist, durch den Kontakt mit den Führungsrollen, die wie erläutert eine ballig konvexe Außenkontur aufweisen, eine gezielt konkave Formgebung aufgezwungen wird, die dem Bestreben der Strangschale zu einer Ausbauchung entgegenwirkt. Hierbei ist das Maß für die Balligkeit der Außenkontur einer Führungsrolle geeignet auf die jeweiligen Herstellungsparameter und die erzeugte Stahlsorte abgestimmt. Dies bedeutet, dass die Balligkeit der Außenkontur, die sich durch das Verhältnis des größten Durchmessers der Rollenoberfläche zu dem Durchmesser an den Rollenenden der Führungsrolle bestimmt, gerade nur so groß gewählt ist, wie es für eine Kompensation des Bestrebens der Strangschale zu einem Ausbauchen notwendig ist. Jedenfalls ist für die Erfindung von Bedeutung, dass durch den Kontakt der Strangschale des Gießstrangs mit einer Führungsrolle der Strangführungseinrichtung keine dauerhafte Umformung des Gießstrangs an der Stelle des Kontakts mit der Führungsrolle entstehen soll. Dies wird dadurch gewährleistet, dass die Führungsrolle der Strangführungseinrichtung mit dem Gießstrang zu einem Zeitpunkt in Kontakt gebracht wird, während der Gießstrang noch elastische Eigenschaften aufweist.The invention is based on the essential finding that the strand shell of the cast strand, as long as it still has elastic properties in an area near the edge immediately after leaving the continuous casting mold, through contact with the guide rollers, which, as explained, have a crowned convex outer contour targeted concave shape is imposed, which counteracts the tendency of the strand shell to bulge. Here, the measure of the crowning of the outer contour of a guide roller is suitably matched to the respective manufacturing parameters and the steel grade produced. This means that the crowning of the outer contour, which is determined by the ratio of the largest diameter of the roller surface to the diameter at the roller ends of the guide roller, is only selected to be large enough to compensate for the tendency of the strand shell to bulge . In any case, it is important for the invention that the contact of the strand shell of the cast strand with a guide roller of the strand guide device should not result in permanent deformation of the cast strand at the point of contact with the guide roller. This is ensured by the fact that the guide roller of the strand guide device is brought into contact with the cast strand at a time when the cast strand still has elastic properties.
Die ballig konvexe Außenkontur einer Führungsrolle ist auf die individuelle Problemstellung hin optimiert, die sich für eine bestimmte Stahlsorte und deren Herstellungsparameter darstellt. Entsprechend kann die ballig konvexe Außenkontur einer Führungsrolle in Anpassung an den Einzelfall verschieden ausgebildet sein, wobei sich das Verhältnis des größten Durchmessers der Rollenfläche zum Durchmesser der Rollenoberfläche an den Rollenenden, d.h. an einer Stirnseite der Führungsrolle in dem Bereich zwischen 1,5 und 1,0 bewegt. Innerhalb dieses Bereichs der beiden genannten Durchmesser relativ zu einander kann die Außenkontur der Führungsrolle auf den jeweiligen Einsatzfall geeignet angepasst sein.The crowned, convex outer contour of a guide roller is optimized for the individual problem that arises for a specific type of steel and its manufacturing parameters. Correspondingly, the crowned, convex outer contour of a guide roller can be designed differently to adapt to the individual case, with the ratio of the largest diameter of the roller surface to the diameter of the roller surface at the roller ends, i.e. on a front side of the guide roller, being in the range between 1.5 and 1. 0 moves. Within this range of the two mentioned diameters relative to one another, the outer contour of the guide roller can be suitably adapted to the respective application.
Dank der ballig konvexen Ausbildung der Außenkontur einer Führungsrolle, die gegen eine Seite des Gießstrangs unmittelbar nach dessen Verlassen der Stranggieß-Kokille angestellt wird, lässt sich die Ausbauchung des Gießstrangs bzw. einer Bramme ohne zu starke Kanteneffekte kompensieren.Thanks to the crowned, convex design of the outer contour of a guide roller, which is placed against one side of the cast strand immediately after it leaves the continuous casting mold, the bulging of the cast strand or a slab can be compensated for without excessive edge effects.
Idealerweise hebt sich das Maß, mit dem die Außenkontur einer Führungsrolle konvex ballig ausgebildet ist, mit dem Bestreben der Strangschale des Gießstrangs zu einem Ausbauchen zu Null auf. Im Ergebnis dieser Wechselwirkung, die aus dem Kontakt der ballig konvexen Außenkontur einer Führungsrolle mit der Strangschale des Gießstrangs resultiert, bildet sich für die Strangschale im Querschnitt eine gewünschte gleichmäßige Rechteckform.Ideally, the extent to which the outer contour of a guide roller is of convex crowned design is offset by the tendency of the strand shell of the cast strand to bulge to zero. As a result of this interaction, which results from the contact of the crowned, convex outer contour of a guide roller with the strand shell of the cast strand, a desired uniform rectangular shape is formed for the strand shell in cross section.
In vorteilhafter Weiterbildung der Erfindung ist die zumindest eine Führungsrolle der Strangführungseinrichtung in einer Käfighalterung drehbar gelagert aufgenommen. Eine solche Käfighalterung zeichnet sich durch einen robusten und preiswerten Aufbau aus, und gewährleistet eine sichere Drehhalterung für die Führungsrolle auch unter Berücksichtigung der beträchtlichen Kräfte, die beim Stranggießen auf die Führungsrolle einwirken.In an advantageous development of the invention, the at least one guide roller of the strand guide device is rotatably accommodated in a cage mount. Such a cage mount is characterized by a robust and inexpensive construction and ensures a secure rotational mount for the guide roller, also taking into account the considerable forces that act on the guide roller during continuous casting.
In vorteilhafter Weiterbildung der Erfindung kann vorgesehen sein, dass mehrere Führungsrollen mit jeweils einer ballig konvexen Außenkontur vorgesehen sind, wobei zumindest eine Führungsrolle gegen die Schmalseite eines Gießstrangs angestellt wird, und wobei zumindest eine weitere Führungsrolle gegen die Längsseite des Gießstrangs angestellt wird.In an advantageous development of the invention, it can be provided that several guide rollers are provided, each with a crowned, convex outer contour, with at least one guide roller being set against the narrow side of a cast strand, and with at least one further guide roller being set against the long side of the cast strand.
Der Tendenz der Strangschale eines Gießstrangs zum Ausbauchen wird erfindungsgemäß dadurch entgegengewirkt, dass mehrere Führungsrollen vorgesehen sind, nämlich in der Transportrichtung des Gießstrangs fluchtend hintereinander. Zweckmäßigerweise sind alle diese Führungsrollen gemeinsam in einer Käfighalterung der Strangführungseinrichtung drehbar gelagert aufgenommen.According to the invention, the tendency of the strand shell of a cast strand to bulge is counteracted in that a plurality of guide rollers are provided, namely aligned one behind the other in the transport direction of the cast strand. All of these guide rollers are expediently accommodated in a rotatably mounted manner together in a cage mount of the strand guide device.
Die Führungsrollen, die fluchtend hintereinander angeordnet sind, sind jeweils mit einer unterschiedlichen ballig konvexen Außenkontur versehen. Entsprechend bestehen für die fluchtend hintereinander angeordneten Führungsrollen unterschiedliche Konturausprägungen in Bezug auf deren ballig konvexe Außenkontur. Hierbei ist vorgesehen, dass bei einer Führungsrolle, die - in der Transportrichtung des Gießstrangs gesehen - weiter von der Stranggieß-Kokille beanstandet ist, der Quotient gebildet aus größtem Durchmesser der Außenkontur bzw. der Rollenoberfläche zum Durchmesser der Führungsrolle an ihrer Stirnseite größer ist als im Vergleich zu einer Führungsrolle, die - in der Transportrichtung des Gießstrangs gesehen - sich näher an der Stranggieß-Kokille befindet. In dieser Weise wird durch die Mehrzahl von Führungsrollen mit einer Balligkeit, die in der Transportrichtung des Gießstrangs zunimmt, ein schonendes Stützen für die Strangschale des Gießstrangs erreicht, um gleichzeitig dabei dem unerwünschten Ausbauchen der Strangschale entgegenzuwirken.The guide rollers, which are arranged in alignment one behind the other, are each provided with a different crowned, convex outer contour. Correspondingly, for the guide rollers arranged in alignment one behind the other, there are different contour characteristics in relation to their crowned, convex outer contour. In this case, it is provided that in the case of a guide roller which - as seen in the transport direction of the cast strand - is further from the continuous casting mold, the quotient formed from the largest diameter of the outer contour or the roller surface to the diameter of the guide roller on its front side is greater than in the Compared to a guide roller which - seen in the transport direction of the cast strand - is closer to the continuous casting mold. In this way, a gentle support for the strand shell of the cast strand is achieved by the plurality of guide rollers with a crown which increases in the transport direction of the cast strand, in order to counteract the undesirable bulging of the strand shell at the same time.
In vorteilhafter Weiterbildung der Erfindung ist eine Verbindungseinrichtung vorgesehen, mit der die Strangführungseinrichtung an einer Stranggieß-Kokille oder angrenzend dazu formschlüssig angebracht werden kann. Die Führungsrollen werden beim Stranggie-ßen einem ausgeprägten Verschleiß unterworfen. Entsprechend ist es durch die Verbindungseinrichtung möglich, die Strangführungseinrichtung bei Bedarf von der Stranggieß-Kokille zu demontieren, und durch eine neue Strangführungseinrichtung auszutauschen. Zu diesem Zweck kann eine Hebeeinrichtung für die Strangführungseinrichtung vorgesehen sein, mittels der die Strangführungseinrichtung in vertikaler Richtung nach oben angehoben werden kann. Eine solche Hebeeinrichtung kann als Ringauge ausgebildet sein, das z.B. an einer Oberseite der Käfighalterung befestigbar ist, z.B. durch eine Schraubverbindung.In an advantageous further development of the invention, a connecting device is provided with which the strand guiding device can be positively attached to a continuous casting mold or adjacent thereto. The guide rollers are subject to pronounced wear during continuous casting. Accordingly, the connection device makes it possible to dismantle the strand guide device from the continuous casting mold if necessary and to replace it with a new strand guide device. For this purpose, a lifting device can be provided for the strand guide device, by means of which the strand guide device can be lifted upwards in the vertical direction. Such a lifting device can be in the form of a ring eye which can be fastened, for example, to an upper side of the cage holder, for example by means of a screw connection.
Durch eine Ausstattung der Strangführungseinrichtung mit der genannten Verbindungseinrichtung ist es somit möglich, eine austauschbare Rolleneinheit für das Stranggießen bereitzustellen, die bei Bedarf - entweder im Falle eines Verschleißes oder zur Anpassung an spezielle Stahlsorten - in kurzer Zeit ausgetauscht werden kann. Zu diesem Zweck kann die Strangführungseinrichtung mittels der Hebeeinrichtung von einem Kran oder dergleichen vertikal nach oben aus der Stranggieß-Kokille herausgehoben werden.By equipping the strand guide device with the connection device mentioned, it is thus possible to provide an exchangeable roller unit for continuous casting, which can be exchanged in a short time if required—either in the event of wear or to adapt to special types of steel. For this purpose, the strand guide device can be lifted vertically upwards out of the continuous casting mold by a crane or the like by means of the lifting device.
In vorteilhafter Weiterbildung umfasst die Strangführungseinrichtung auch eine längliche Kupferplatte, die - in der Transportrichtung des Gießstrangs gesehen - stromaufwärts der Führungsrolle(n) vorgesehen ist. Zweckmäßigerweise kann hierbei die Kupferplatte an der genannten Käfighalterung angebracht sein. In dieser Weise bilden die Käfighalterung, in der zumindest eine Führungsrolle drehbar gelagert aufgenommen ist, und die daran angebrachte Kupferplatte ein vorteilhaftes Austauschmodul, dass bei Bedarf schnell von der Stranggieß-Kokille demontiert werden kann und sich somit austauschen lässt.In an advantageous further development, the strand guiding device also comprises an elongated copper plate which—seen in the direction of transport of the cast strand—is provided upstream of the guide roller(s). The copper plate can expediently be attached to the mentioned cage holder. In this way, the cage mount, in which at least one guide roller is rotatably mounted, and the copper plate attached to it form an advantageous exchange module that can be quickly dismantled from the continuous casting mold and can therefore be exchanged.
Nachstehend sind Ausführungsbeispiele der Erfindung anhand einer schematisch vereinfachten Zeichnung im Detail beschrieben.Exemplary embodiments of the invention are described in detail below using a schematically simplified drawing.
Es zeigen:
-
Fig. 1a-c
jeweils Seitenansichten von Führungsrollen nach verschiedenen Ausführungsformen, -
Fig. 2
eine Perspektivansicht und eine Seitenansicht einer Strangführungseinrichtung, -
Fig. 3-5
jeweils Perspektivansichten einer, zu Zwecken der Veranschaulichung, teilweise demontierten Stranggieß-Kokille (Ausschnitt der Gießform), in Verbindung mit Strangführungseinrichtungen, -
Fig. 6
eine Perspektivansicht einer Stranggießkokille (Ausschnitt der Gießform), aus der Strangführungseinrichtungen herausgehoben sind, -
Fig. 7
eine Perspektivansicht einer Stranggießkokille (Ausschnitt der Gießform), in der die Strangführungseinrichtungen bestimmungsgemäß eingebaut sind, und -
Fig. 8
eine Seitenansicht einer herkömmlichen Führungsrolle.
-
Fig. 1a-c
each side views of guide rollers according to different embodiments, -
2
a perspective view and a side view of a strand guide device, -
Figures 3-5
each perspective view of a continuous casting mold partially dismantled for the purpose of illustration (detail of the casting mold), in connection with strand guiding devices, -
6
a perspective view of a continuous casting mold (detail of the casting mold), from which the strand guide devices are lifted out, -
7
a perspective view of a continuous casting mold (detail of the casting mould), in which the strand guiding devices are installed as intended, and -
8
a side view of a conventional guide roller.
Beschrieben wird eine Strangführungseinrichtung 10 zum Führen und Stützen eines Gießstrangs 12, wobei die Strangführungseinrichtung 10 zu diesem Zweck zumindest eine drehbar gelagerte Führungsrolle 14 aufweist.A
In den ![]()
![]()
Ein Vergleich der verschiedenen Ausführungsformen für eine Führungsrolle 14 nach den
Bei den Ausführungsformen gemäß
Bei der Ausführungsform gemäß
Für eine vereinfachte Darstellung sind bei der Ausführungsform von
Ein weiteres Merkmal der Ausführungsform gemäß
Die Ausführungsformgemäß
Nach einer weiteren (nicht dargestellten) Ausführungsform ist z.B. eine Kombination der
Eine Führungsrolle 14 der Strangführungseinrichtung 10 dient zu dem Zweck, gegen einen Strangschalenkasten 21 des Gießstrangs 12 angestellt zu werden. In den
In den
Bei einem Kontakt mit der ballig konvexen Außenkontur 18 einer Führungsrolle 14 wird der Schmalseite 22 des Gießstrangs 12 eine entsprechend konkave Prägung aufgezwungen, wie dies in den jeweiligen Querschnittsansichten der
Für die Ausführungsform einer Strangführungseinrichtung 10 gemäß
Falls an der Käfighalterung 24 mehrere Führungsrollen 14 angebracht sind, so wird diesbezüglich darauf hingewiesen, dass deren Außenkontur 18 jeweils eine unterschiedlich große Balligkeit aufweist, mit der Maßgabe, dass die Balligkeit, d.h. der vorstehend genannte Quotient D_max/D_min, in Richtung der Transportbewegung T des Gießstrangs 12 zunimmt. Anders ausgedrückt, wird die Balligkeit einer entsprechenden Führungsrolle 14 umso größer, je weiter sie von einer (in
Der Einsatz der Strangführungseinrichtung 10 als Austauschmodul 27 wird dadurch ermöglicht, dass sie eine Verbindungseinrichtung 28 aufweist, mittels der die Strangführungseinrichtung 10 an einer Stranggieß-Kokille 30 (
In der Perspektivansicht gemäß
Die
Für das Ausführungsbeispiel nach den
Gemäß einer weiteren vorteilhaften Ausführungsform kann eine Strangführungseinrichtung 10 auch eine Führungsrolle aufweisen, die in Kontakt mit einer Längsseite des Gießstrangs 12 gebracht wird. Beispielsweise ist eine solche Führungsrolle in der Darstellung von
Schließlich sei darauf hingewiesen, dass eine Strangführungseinrichtung 10 zum Stützen eines Gießstrangs 12 mit rechteckigem Querschnitt mehrere Führungsrollen 14, 15 aufweisen kann, die sowohl gegen die Schmalseite 22 des Gießstrangs 12 als auch gegen die Längsseite des Gießstrangs 12 angestellt werden, nämlich zu einem Zeitpunkt, wenn der Gießstrang 12 in randnahen Bereichen sowohl an seiner Schmal - und Längsseite noch elastische Eigenschaften aufweist.Finally, it should be pointed out that a
- 1010
- Strangführungseinrichtungstrand guiding device
- 1212
- Gießstrangcasting strand
- 1414
- Führungsrolle (an der Schmalseite des Gießstrangs 12)Guide roller (on the narrow side of the cast strand 12)
- 1515
- Führungsrolle (an der Längsseite des Gießstrangs 12)Guide roller (on the long side of the cast strand 12)
- 1616
- Rotationsachse (der Führungsrolle 14)axis of rotation (of the guide roller 14)
- 1818
- Außenkontur (der Führungsrolle 14)Outer contour (of the guide roller 14)
- 1919
- Stirnseite (der Führungsrolle 14)face (of the guide roller 14)
- 2020
- Mittiger Bereich (der Führungsrolle 14)Central area (of the guide roller 14)
- 2121
- Strangschalenkasten (des Gießstrangs 12)strand shell box (of cast strand 12)
- 2222
- Schmalseite (des Gießstrangs 12)narrow side (of the casting strand 12)
- 2323
- Flüssiger Sumpf (innerhalb des Gießstrangs 12)Liquid sump (inside casting strand 12)
- 2424
- Käfighalterungcage mount
- 2626
- Kupferplattecopper plate
- 2727
- Austauschmodulreplacement module
- 2828
- Verbindungseinrichtungconnecting device
- 2929
- Halteeinrichtungholding device
- 3030
- Stranggieß-Kokillecontinuous casting mould
- 3131
- Verstelleinrichtung (der Stranggieß-Kokille 30)Adjustment device (of the continuous casting mold 30)
- 3232
- Hebeeinrichtunglifting device
- 3434
- Vorderer Teil (der Stranggieß-Kokille 30)Front part (of the continuous casting mold 30)
- 3636
- Herkömmliche zylindrische RolleConventional cylindrical roll
- TT
- Transportrichtung (des Gießstrangs 12)Transport direction (of the cast strand 12)
Claims (2)
- Method of supporting a cast strip (12) with a rectangular cross-section, in which at least one rotatably mounted guide roller (14) has a spherically convex outer contour (18), wherein the outer contour (18) of the guide roller (14;15) is formed by a continuously convex outwardly curved curve, without a reversal point, from one or more radii, and the guide roller (14) is adjusted by this outer contour (18) against a side of the cast strip (12), whilst the cast strip (12) still has an elastic character in a region near the edge, wherein the largest diameter (D_max) of the outer contour (18) of a guide roller (14; 15) by comparison with a diameter (D_min) of the guide roller (14; 15) at the end thereof (19) has a ratio of at most the value 1.5 and at least the value 1,0, and that several guide rollers (14) are provided in alignment in succession in the transport direction (T) of the cast strip (12) and are adjusted in common against a side of the rectangular cast strip (12), wherein for the individual guide rollers (14) the sphericality of the outer contour (18) downstream of the transport direction (T) of the cast strip (12) increases in such a way that the quotient of largest diameter (D_max) of the outer contour (18) of a guide roller (14) with respect to the diameter (D_min) of the guide roller (14) at the end thereof is increasing.
- Method according to claim 1, characterised in that several rotatably mounted guide rollers (14; 15) each with a spherically convex outer contour (18) are provided, wherein at least one guide roller (14) is adjusted against a narrow side (22) of the cast strip (12) and wherein at least one further guide roller (15) is adjusted against a long side (22) of the cast strip (12).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016206454 | 2016-04-18 | ||
| DE102017200983.7A DE102017200983A1 (en) | 2016-04-18 | 2017-01-23 | Strand guiding device and method for supporting a cast strand |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3235579A1 EP3235579A1 (en) | 2017-10-25 |
| EP3235579B1 EP3235579B1 (en) | 2020-05-13 |
| EP3235579B2 true EP3235579B2 (en) | 2023-08-30 |
Family
ID=58672280
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17163459.5A Active EP3235579B2 (en) | 2016-04-18 | 2017-03-29 | Strand guiding device and method for supporting a cast strand |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP3235579B2 (en) |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3837392A (en) * | 1971-11-18 | 1974-09-24 | I Rossi | Apparatus for continuously casting steel slabs |
| US3900066A (en) | 1974-01-02 | 1975-08-19 | Allis Chalmers | Apparatus for continuous casting a metal strand shaped to provide concave surfaces |
| GB1596395A (en) | 1977-12-14 | 1981-08-26 | Jernkontoret Forskningsavdelni | Method of continuous casting of steels or metal alloys with segregation tendancy and apparatus for carrying out the method |
| DE3427708C2 (en) | 1984-07-27 | 1986-09-04 | Krupp Stahl Ag, 4630 Bochum | Device for the lateral guiding of a strand of a continuous billet caster |
| DE4403047C1 (en) * | 1994-01-28 | 1995-08-10 | Mannesmann Ag | Strand guide frame |
| DE4403046C1 (en) | 1994-01-28 | 1995-08-17 | Mannesmann Ag | Roll for a strand guide frame |
| DE4403045C1 (en) * | 1994-01-28 | 1995-09-07 | Mannesmann Ag | Continuous caster for guiding strands |
| DE19520939C1 (en) | 1995-06-02 | 1996-07-25 | Mannesmann Ag | Continuous casting plant |
| DE10119550A1 (en) | 2001-04-21 | 2002-10-24 | Sms Demag Ag | Production of continuously cast pre-material comprises casting strands in a continuous casting device, deforming below the mold and/or within or outside the strand guide using roller pairs to form pre-profiles, and rolling into profiles |
| JP2003094154A (en) | 2001-09-21 | 2003-04-02 | Sanyo Special Steel Co Ltd | Continuous casting method for steel |
| KR101264635B1 (en) | 2010-11-19 | 2013-05-24 | 주식회사 포스코 | Apparatus for adding reduction force of strip and method for continuous casting using the same |
-
2017
- 2017-03-29 EP EP17163459.5A patent/EP3235579B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3235579A1 (en) | 2017-10-25 |
| EP3235579B1 (en) | 2020-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AT506549B1 (en) | TRAIN TOUR SEGMENT | |
| DE2501956C2 (en) | Device for supporting, guiding, bending or straightening and deforming a wide cast strand | |
| DE102006040012A1 (en) | Strand guiding device and method for guiding a not yet solidified metal strip | |
| DE4306853C2 (en) | Strand guide frame | |
| DE3132815A1 (en) | METHOD AND DEVICE FOR STRAIGHTING STEEL TUBES AND THE LIKE | |
| DE2416625A1 (en) | GUIDE ROLL SEGMENT FOR CASTING IN A CONTINUOUS CASTING FACILITY | |
| DE102008009136A1 (en) | Strand guide, in particular for a continuous steel slab caster | |
| EP3235579B2 (en) | Strand guiding device and method for supporting a cast strand | |
| DE102021207301A1 (en) | Strand guide device and method for continuous casting of a metallic product in a continuous casting installation with such a strand guide device | |
| DE10218779B4 (en) | Storage of the two rollers of a roller mill | |
| EP3256276B1 (en) | Casting system | |
| EP1313580B1 (en) | Device for continuously casting metals, especially steel | |
| DE2731748B2 (en) | Roller guide frame for a steel continuous caster | |
| DE69005049T2 (en) | Process and device for continuous casting with double rolls of thin metallic products, suitable for cold rolling. | |
| WO2002090019A1 (en) | Method and device for continuously casting ingots, slabs or thin slabs | |
| DE102017200983A1 (en) | Strand guiding device and method for supporting a cast strand | |
| DE69924466T2 (en) | SCREENING DEVICE FOR LIQUIDS | |
| WO2006056423A1 (en) | Continuous casting device and method | |
| EP2648865B1 (en) | Strand casting system for casting a metal strand | |
| DE102022212862A1 (en) | Strand guide device for supporting a cast strand | |
| EP3097995B1 (en) | Strand guide segment of a continuous casting line and continuous casting line | |
| DE202012012284U1 (en) | Strand guide for a continuous casting plant | |
| DE102005038574A1 (en) | Roll stand has three or more rollers in form of pulleys whose inner edges form caliber, each roller having peripheral groove with flat central section and outer edges at angle to it | |
| DE2941373A1 (en) | ADJUSTMENT DEVICE FOR THE SUPPORT GUIDE IN A CONTINUOUS CASTING SYSTEM | |
| DE102017219740A1 (en) | Strand guide segment and continuous casting plant |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17P | Request for examination filed |
Effective date: 20170329 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191122 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017005203 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1269595 Country of ref document: AT Kind code of ref document: T Effective date: 20200615 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200913 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200914 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200814 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200813 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502017005203 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: PRIMETALS TECHNOLOGIES AUSTRIA GMBH Effective date: 20210211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210329 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210329 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170329 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230707 |
|
| 27A | Patent maintained in amended form |
Effective date: 20230830 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502017005203 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240321 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240320 Year of fee payment: 8 Ref country code: GB Payment date: 20240320 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240329 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200513 |