EP3223636B1 - Oral pouched product - Google Patents
Oral pouched product Download PDFInfo
- Publication number
- EP3223636B1 EP3223636B1 EP15801394.6A EP15801394A EP3223636B1 EP 3223636 B1 EP3223636 B1 EP 3223636B1 EP 15801394 A EP15801394 A EP 15801394A EP 3223636 B1 EP3223636 B1 EP 3223636B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- viscose
- weight
- staple fibres
- oral pouched
- fibres
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 claims description 160
- 229920000297 Rayon Polymers 0.000 claims description 115
- 239000000835 fiber Substances 0.000 claims description 86
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims description 68
- 239000000203 mixture Substances 0.000 claims description 25
- 238000011049 filling Methods 0.000 claims description 24
- 235000019505 tobacco product Nutrition 0.000 claims description 20
- 244000061176 Nicotiana tabacum Species 0.000 claims description 16
- 239000007787 solid Substances 0.000 claims description 2
- 241000208125 Nicotiana Species 0.000 description 53
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 23
- 239000000796 flavoring agent Substances 0.000 description 21
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 14
- 235000019634 flavors Nutrition 0.000 description 14
- 238000012360 testing method Methods 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 13
- 238000000034 method Methods 0.000 description 11
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 10
- SNICXCGAKADSCV-JTQLQIEISA-N (-)-Nicotine Chemical compound CN1CCC[C@H]1C1=CC=CN=C1 SNICXCGAKADSCV-JTQLQIEISA-N 0.000 description 9
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 9
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 9
- 210000000214 mouth Anatomy 0.000 description 9
- 229960002715 nicotine Drugs 0.000 description 9
- SNICXCGAKADSCV-UHFFFAOYSA-N nicotine Natural products CN1CCCC1C1=CC=CN=C1 SNICXCGAKADSCV-UHFFFAOYSA-N 0.000 description 9
- 239000000654 additive Substances 0.000 description 8
- 239000004615 ingredient Substances 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 229910000029 sodium carbonate Inorganic materials 0.000 description 7
- 238000005452 bending Methods 0.000 description 6
- 239000011230 binding agent Substances 0.000 description 6
- 230000035699 permeability Effects 0.000 description 6
- 238000001878 scanning electron micrograph Methods 0.000 description 6
- 235000013312 flour Nutrition 0.000 description 5
- 238000000227 grinding Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 239000011780 sodium chloride Substances 0.000 description 5
- 238000009987 spinning Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 235000013355 food flavoring agent Nutrition 0.000 description 4
- 239000003906 humectant Substances 0.000 description 4
- 239000002964 rayon Substances 0.000 description 4
- 150000003839 salts Chemical class 0.000 description 4
- 238000003892 spreading Methods 0.000 description 4
- 230000007480 spreading Effects 0.000 description 4
- 238000007655 standard test method Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000009928 pasteurization Methods 0.000 description 3
- 229920000058 polyacrylate Polymers 0.000 description 3
- -1 polyethylene terephthalate Polymers 0.000 description 3
- 230000002335 preservative effect Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000007873 sieving Methods 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 241000894006 Bacteria Species 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 235000010980 cellulose Nutrition 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000001055 chewing effect Effects 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000000855 fermentation Methods 0.000 description 2
- 230000004151 fermentation Effects 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 235000013305 food Nutrition 0.000 description 2
- 239000012634 fragment Substances 0.000 description 2
- 238000004817 gas chromatography Methods 0.000 description 2
- 238000011068 loading method Methods 0.000 description 2
- 244000005700 microbiome Species 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- BWHMMNNQKKPAPP-UHFFFAOYSA-L potassium carbonate Chemical compound [K+].[K+].[O-]C([O-])=O BWHMMNNQKKPAPP-UHFFFAOYSA-L 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000012925 reference material Substances 0.000 description 2
- 238000004626 scanning electron microscopy Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- CHHHXKFHOYLYRE-UHFFFAOYSA-M 2,4-Hexadienoic acid, potassium salt (1:1), (2E,4E)- Chemical compound [K+].CC=CC=CC([O-])=O CHHHXKFHOYLYRE-UHFFFAOYSA-M 0.000 description 1
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 1
- 235000017491 Bambusa tulda Nutrition 0.000 description 1
- 241000219310 Beta vulgaris subsp. vulgaris Species 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 241000207199 Citrus Species 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- FBPFZTCFMRRESA-KVTDHHQDSA-N D-Mannitol Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-KVTDHHQDSA-N 0.000 description 1
- 229920000875 Dissolving pulp Polymers 0.000 description 1
- 241000410537 Epipleoneura lamina Species 0.000 description 1
- 240000008620 Fagopyrum esculentum Species 0.000 description 1
- 235000009419 Fagopyrum esculentum Nutrition 0.000 description 1
- 240000005979 Hordeum vulgare Species 0.000 description 1
- 235000007340 Hordeum vulgare Nutrition 0.000 description 1
- 238000003109 Karl Fischer titration Methods 0.000 description 1
- 235000007688 Lycopersicon esculentum Nutrition 0.000 description 1
- 229920000433 Lyocell Polymers 0.000 description 1
- 229930195725 Mannitol Natural products 0.000 description 1
- 229920000168 Microcrystalline cellulose Polymers 0.000 description 1
- 206010057852 Nicotine dependence Diseases 0.000 description 1
- 244000082204 Phyllostachys viridis Species 0.000 description 1
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920001131 Pulp (paper) Polymers 0.000 description 1
- 240000003768 Solanum lycopersicum Species 0.000 description 1
- 244000061456 Solanum tuberosum Species 0.000 description 1
- 235000002595 Solanum tuberosum Nutrition 0.000 description 1
- 235000021536 Sugar beet Nutrition 0.000 description 1
- 244000269722 Thea sinensis Species 0.000 description 1
- 244000299461 Theobroma cacao Species 0.000 description 1
- 235000009470 Theobroma cacao Nutrition 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 235000016383 Zea mays subsp huehuetenangensis Nutrition 0.000 description 1
- 235000002017 Zea mays subsp mays Nutrition 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000001580 bacterial effect Effects 0.000 description 1
- 239000011425 bamboo Substances 0.000 description 1
- 229920002988 biodegradable polymer Polymers 0.000 description 1
- 239000004621 biodegradable polymer Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000006172 buffering agent Substances 0.000 description 1
- 238000009960 carding Methods 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 235000020971 citrus fruits Nutrition 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000004590 computer program Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000504 effect on taste Effects 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- ZOOODBUHSVUZEM-UHFFFAOYSA-N ethoxymethanedithioic acid Chemical compound CCOC(S)=S ZOOODBUHSVUZEM-UHFFFAOYSA-N 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 235000003599 food sweetener Nutrition 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 150000004676 glycans Chemical class 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 239000002075 main ingredient Substances 0.000 description 1
- 235000009973 maize Nutrition 0.000 description 1
- 239000000845 maltitol Substances 0.000 description 1
- 235000010449 maltitol Nutrition 0.000 description 1
- VQHSOMBJVWLPSR-WUJBLJFYSA-N maltitol Chemical compound OC[C@H](O)[C@@H](O)[C@@H]([C@H](O)CO)O[C@H]1O[C@H](CO)[C@@H](O)[C@H](O)[C@H]1O VQHSOMBJVWLPSR-WUJBLJFYSA-N 0.000 description 1
- 229940035436 maltitol Drugs 0.000 description 1
- 239000000594 mannitol Substances 0.000 description 1
- 235000010355 mannitol Nutrition 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 235000019813 microcrystalline cellulose Nutrition 0.000 description 1
- 239000008108 microcrystalline cellulose Substances 0.000 description 1
- 229940016286 microcrystalline cellulose Drugs 0.000 description 1
- 235000010755 mineral Nutrition 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 235000019895 oat fiber Nutrition 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000011236 particulate material Substances 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000002491 polymer binding agent Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001282 polysaccharide Polymers 0.000 description 1
- 239000005017 polysaccharide Substances 0.000 description 1
- 238000002459 porosimetry Methods 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 229910000027 potassium carbonate Inorganic materials 0.000 description 1
- 229940069338 potassium sorbate Drugs 0.000 description 1
- 235000010241 potassium sorbate Nutrition 0.000 description 1
- 239000004302 potassium sorbate Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000003755 preservative agent Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000004627 regenerated cellulose Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 210000003296 saliva Anatomy 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 1
- 235000017557 sodium bicarbonate Nutrition 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000035900 sweating Effects 0.000 description 1
- 239000003765 sweetening agent Substances 0.000 description 1
- 229920001059 synthetic polymer Polymers 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- 239000000341 volatile oil Substances 0.000 description 1
- 238000004457 water analysis Methods 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 239000012991 xanthate Substances 0.000 description 1
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B13/00—Tobacco for pipes, for cigars, e.g. cigar inserts, or for cigarettes; Chewing tobacco; Snuff
Definitions
- the present invention relates to an oral pouched product, such as an oral pouched smokeless tobacco product, comprising a filling material, such as tobacco plant material, and a pouch enclosing the filling material, said pouch being made of a fleece material comprising staple fibres of viscose.
- Smokeless tobacco for oral use includes chewing tobacco, dry snuff and moist (wet) snuff.
- dry snuff has a water content of less than 10 wt% and moist snuff has a water content of above 40 wt%.
- Semi-dry products having between 10% to 40 wt% water content are also available.
- Smokeless tobacco products for oral use are made from tobacco leaves, such as lamina and stem of the tobacco leaf.
- the material from roots and stalks are normally not utilized for production of smokeless tobacco compositions for oral use.
- Both the American-type and the Scandinavian-type of moist snuff for oral use is available in loose form or portion-packed in a water-permeable, porous wrapper material forming a pouch.
- Pouched moist snuff is typically used by the consumer by placing the pouch between the upper or lower gum and the lip and retaining it there for a limited period of time. The pouch material holds the tobacco in place while allowing saliva to pass into the interior of the pouch and allowing flavours and nicotine to diffuse from the tobacco material into the consumer's mouth.
- the pouches are typically made of a nonwoven fleece (soft fabric) material, such as viscose (regenerated cellulose; viscose fibres are often referred to as viscose rayon or rayon), including an acrylic polymer that acts as binder in the nonwoven material and provides for heat-sealing of the pouches during manufacturing thereof.
- the viscose nonwoven material normally used for smokeless tobacco pouches is similar to the fabric used in tea bags.
- Today's commercial pouch paper is typically made up of viscose staple fibres having a linear mass density (fiber fineness) of about 1.7 to 2 decitex and having an essentially round (spherical) fiber cross-section.
- fiber fineness may be given in denier, which is defined as the fiber mass in grams per 9 000 meters.
- 1 decitex corresponds to about 0.9 denier.
- Nonwovens are fabrics that are neither woven nor knitted. Methods for the manufacturing of nonwoven materials are commonly known in the art.
- Staple fibres of viscose may be formed by extruding a viscose solution (i.e. a solution of cellulose xanthate) through a spinneret and as the viscose exits the spinneret, it lands in a bath of mineral acid, such as sulfuric acid, resulting in the formation of filaments. These filaments are then cut to a desired length, thereby forming staple fibres.
- a viscose solution i.e. a solution of cellulose xanthate
- mineral acid such as sulfuric acid
- Nonwoven of staple fibres is normally produced by spreading staple fibres on a conveyor belt and forming a uniform web by a drylaid, wetlaid or airlaid process. Drylaid webs are normally carded. The nonwoven is then bound, typically using resin.
- Tobacco-containing pouches are typically produced by measuring portions of the snuff composition and inserting the portions into a nonwoven tube. Alternatively, the portions may be placed on a nonwoven web which thereafter is folded over the portions thereby providing a nonwoven tube. The individual portions are then sealed and cut apart thereby forming rectangular "pillow shaped" (or any other desired form) pouches.
- each pouch includes parallel transverse seams at opposite ends and a longitudinal seam orthogonal to the transverse seams. The seams must be of sufficient strength to preserve the integrity of the pouch during use while not detracting from the consumer's experience.
- the organoleptic properties, such as texture, aroma, taste, shape and appearance, of the tobacco-containing pouch are of high importance to the consumer.
- the nonwoven fabric normally used today in tobacco-containing pouches provides rather low friction in contact with the mucous of the consumer. As a result, the consumer may experience the pouch as too slippery in the mouth. Consumers that keep the pouch in the mouth for a longer period of time, such as 40 minutes or more, may experience that the pouch gets slimy.
- Oral pouched smokeless tobacco products may be post-moisturized after pouch formation or not post-moisturized after pouch formation (herein called non-post-moisturized).
- Post-moisturized pouches may be produced by spraying water on the pouched smokeless tobacco product before packaging the pouched products in cans.
- Post-moisturized pouches are sometimes referred to as "original snus”.
- Non-post-moisturized pouches are sometimes referred to as "white snus" and are by some consumers considered to have a more appealing appearance.
- the pouch material of non-post-moisturized snus-containing pouches may upon storage become stained and discolored, for instance yellowed, which some consumers find unappealing.
- flavours released from the tobacco may be altered by the fleece material.
- the initial amount of flavours released from the pouched tobacco may be experienced by the consumer as unsatisfactory or even negligible. This problem is often more pronounced for non-post-moisturized snus-containing pouches. To diminish this effect and provide for a more rapid taste experience, it has been suggested to add flavouring agents to the fleece material.
- the nicotine release may also be delayed and/or diminished by the fleece material.
- the fleece material of a smokeless tobacco pouch should during manufacturing of the pouch provide for heat-sealing, upon storage of the pouch exhibit none or a low degree of discoloration and upon usage by a consumer preserve integrity and strength, allow for a desired release profile of nicotine and flavours and provide a pleasant mouth-feel.
- US 2014/0026912 relates to a viscose fleece for a smokeless tobacco pouch.
- the fleece is formed with apertures and may comprise fibres having a decitex of 1.5 or less.
- the fleece is said to be softer than a standard fleece and a pouch formed from the fleece is said to have a faster release rate of tobacco constituents compared to a pouch formed from a standard fleece.
- US 2014/0261472 relates to a fiber-wrapped smokeless tobacco product including smokeless tobacco and a plurality of melt-blown or centrifugal force spun polymeric fibers deposited on the smokeless tobacco.
- the polymeric fibers can have a basis weight of 5 gsm or less and a diameter of less than 100 ⁇ m.
- the fiber-wrapped smokeless tobacco product is said to provide smoother mouth texture and improved access to the smokeless tobacco, improved porosity and improved fluid delivery as compared to traditional pouching material.
- US 2012/0103353 relates to a smokeless tobacco product comprising a water-permeable pouch containing a tobacco formulation, wherein the pouch is said to comprise a fleece material configured to provide an enhanced flavour.
- flavuor transmission improvement is said to be achieved using a wickable fiber such as 4DGTM grooved fiber.
- the grooves of this fiber is said to provide for superior wickability behavior when compared to standard fleece.
- 4DGTM grooved fibers developed by and commercially available from Eastman Chemical Company
- surface capillary fibers are fibers having an octalobal cross-sectional shape with deep grooves or channels along the longitudinal axis of the fiber.
- Patent document EP 2 546 397 A1 discloses a regenerated cellulosic fiber having a multi limbed cross-section.
- the cross section is formed of at least two multi-legged basic forms and respectively at least one of the limb ends of the basic forms is connected with the limb end of another basic form, and the length of a connecting limb resulting by the 5 connection of the two limb ends is greater than the length of the shortest of the other limb by a factor of at least 1.5, preferably 1.5-2.
- a fiber bundle comprising a number of the above mentioned cellulosic fibers; and manufacturing a regenerated cellulosic fiber or the fiber bundle, comprising providing a viscose spinning mass, spinning the viscose spinning mass by at least one opening of a spinneret in a spinning bath under 10 formation of spinning threads.
- An object of the present invention is to alleviate one or more of the problems discussed above and other problems, and to provide advantages and aspects not provided by hitherto known oral pouched products, in particular oral pouched smokeless tobacco products.
- the invention relates to an oral pouched product comprising a filling material and a pouch enclosing the filling material, said pouch being made of a fleece material, such as nonwoven, comprising staple fibres of viscose, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a multilobal fibre cross-section with at least tree lobes and a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex.
- the oral pouched product may be an oral pouched smokeless tobacco product and the filling material may then comprise tobacco plant material.
- the oral pouched product may be a non-post-moisturized oral pouched smokeless tobacco product.
- the pouch may be made of a fleece material comprising fibres of which 100% are staple fibres of viscose, wherein at least 25% by weight, such as within the range of 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex.
- the oral pouched product according to the invention provides a more rapid taste experience in comparison to an oral pouched product made of standard viscose fleece material.
- the oral pouched product according to the invention provides stronger taste in comparison to an oral pouched product made of standard viscose fleece material.
- the fleece material of the pouch in the oral pouched product according to the invention is more transparent than standard viscose fleece material which results in that the filling material, e.g. snus, inside the pouch is more visible which some consumers may find appealing.
- the oral pouched product comprises a filling material and a pouch enclosing the filling material, said pouch being made of a fleece material comprising staple fibres of viscose, wherein at least 25% by weight, such as within the range of 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, and the at least 25% by weight of the staple fibres of viscose may have a multilobal fibre cross-section with at least three lobes, such as a trilobal fibre cross-section.
- an oral pouched product according to the invention wherein the pouch is made of a fleece material, such as nonwoven, comprising staple fibres of viscose and least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, and wherein said at least 25% by weight of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes, such as a trilobal fibre cross-section, provides a pouch exhibiting a higher friction against the gum during use thereof than an oral pouched product made of standard viscose fleece material and the pouch is therefore more prone to stay in place in the mouth upon usage while still not being abrasive.
- a fleece material such as nonwoven
- the pouch of the oral pouched product as disclosed herein is made of a fleece material, such as nonwoven, comprising staple fibres of viscose and least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight
- of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex
- said at least 25% by weight of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes, such as trilobal fibre cross-section, provides a more glossy and appealing appearance than an oral pouched product made of standard viscose fleece material.
- an oral pouched product comprising a filling material and a pouch enclosing the filling material, said pouch being made of a fleece material comprising staple fibres of viscose, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes, such as a trilobal fibre cross-section.
- a fleece material comprising staple fibres of viscose, wherein at least 25% by weight, such as at least 50% by weight, at least 75% by weight or 100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, such as within the range of from 3 to 4 decitex, in an an oral pouched product comprising a filling material, in particular an oral pouched smokeless tobacco product comprising tobacco plant material, such as moist snuff (e.g. snus).
- moist snuff e.g. snus
- a fleece material comprising staple fibres of viscose, wherein at least 25% by weight, such as at least 50% by weight, at least 75% by weight or 100% by weight, of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes, such as a trilobal fibre cross-section, in an an oral pouched product comprising a filling material, in particular an oral pouched smokeless tobacco product comprising tobacco plant material, such as moist snuff (e.g. snus).
- moist snuff e.g. snus
- tobacco any part, e.g., leaves, stems, and stalks, of any member of the genus Nicotiana.
- the tobacco may be whole, shredded, threshed, cut, ground, cured, aged, fermented, or otherwise, e.g., granulated or encapsulated.
- Tobacco may also be in the form of finished products, including any smokeless tobacco compositions that are orally consumed.
- smokeless tobacco compositions include snuff, moist snuff, such as snus, or dry snuff and chewing tobacco.
- tobacco plant material is used herein for tobacco leaves or parts of leaves, i.e. lamina and stem, wherein the leaves and parts of leaves are finely divided, such as ground, cut, shredded or threshed, and the parts of leaves are blended in defined proportions in the tobacco plant material.
- oral and oral use is in all contexts used herein as a description for use in the oral cavity, such as buccal placement.
- oral pouched products or “oral pouched snuff products” as used herein includes oral pouched non-tobacco snuff products, which may be nicotine-containing or nicotine-free, as well as oral pouched tobacco snuff products (also called oral pouched smokeless tobacco products).
- pouched (snuff) product refers to a portion of smokeless tobacco or tobacco-free filling material, which may be nicotine-containing or nicotine free as described herein, packed in a saliva-permeable pouch material intended for oral use.
- water content means the total water content in a smokeless tobacco composition, i.e. a blend of tobacco material and additives as measured by using a standardized method for water analysis, such as, Karl Fischer titration or gas chromatography (GC). The water content is given herein as percent by weight (wt%).
- % w/w or “wt %” or “weight %” refers to weight percent of the ingredient referred to of the total weight of the preparation, composition or product referred to.
- dry weight percent refers to weight percent of the ingredient referred to on the basis of the total weight of dry ingredients, i.e. all ingredients of the preparation, composition or product referred to excluding moisture content.
- additive denotes substances other than tobacco material, salt and water.
- “Flavour”, “flavouring agent” or “flavourant” is used herein for a substance used to influence the aroma and/or taste of the smokeless tobacco product, including, but not limited to, essential oils, single flavour compounds, compounded flavourings, and extracts.
- polymer component fiber is used herein for a fiber which consists of only one polymer component, e.g. viscose.
- an oral pouched product comprising a filling material and a pouch enclosing the filling material, said pouch being made of a fleece material comprising staple fibres of viscose, in particular mono-component viscose fibres, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes and a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex.
- oral pouched product as used disclosed herein may also be referred to as oral pouched snuff product.
- the oral pouched product may be an oral pouched smokeless tobacco product and the filling material may then comprise tobacco plant material, in particular tobacco plant material in the form of moist snuff or snus.
- the oral pouched product may alternatively or additionally contain any other botanical filling material, such as any non-tobacco plant fiber material.
- the oral pouched product may be an oral pouched non-tobacco nicotine-free product comprising a botanical filling material, such as one or more non-tobacco plant fibers.
- non-tobacco plant fibers are maize fibers, oat fibers, tomato fibers, barley fibers, rye fibers, sugar beet fibers, buck wheat fibers, potato fibers, cellulose fibers, apple fibers, cocoa fibers, bamboo fibers and citrus fibers.
- the oral pouched product may be an oral pouched non-tobacco nicotine-containing product.
- the filling material may then be a particulate material comprising nicotine or a salt thereof and one or more fillers, such as polysaccharides (e.g. maltitol and mannitol) and microcrystalline cellulose.
- An oral pouched smokeless tobacco product generally includes a tobacco composition comprising finely ground or cut tobacco plant material in powder form, water, salt (e.g. sodium chloride), and optionally other additives, such as pH adjusters or buffering agents (e.g. sodium carbonate, sodium hydroxide, potassium hydroxide, potassium carbonate, sodium carbonate or sodium bicarbonate), flavouring agents, cooling agents, heating agents, sweetening agents, colorants, humectants (e.g. glycerol or propylene glycol), antioxidants, preservatives (e.g. as potassium sorbate), binders, fillers and/or disintegration aids.
- pH adjusters or buffering agents e.g. sodium carbonate, sodium hydroxide, potassium hydroxide, potassium carbonate, sodium carbonate or sodium bicarbonate
- flavouring agents e.g. sodium carbonate, sodium hydroxide, potassium hydroxide, potassium carbonate, sodium carbonate or sodium bicarbonate
- flavouring agents e.g. sodium carbonate, sodium hydro
- Salt is added mainly for its effect on taste but it also has a preservative action which contributes to improved shelf life of the product.
- Sodium carbonate brings the pH value to the slightly alkaline side.
- Humectants such as propylene glycol or glycerol, may also be added to protect the product from drying out and may also have a preservative effect since the water activity of the product will be lowered, thereby preventing microorganisms from growing.
- the pouch of the oral pouched product as disclosed herein is saliva-permeable.
- the pouch of the oral pouched product may made of a fleece material, such as nonwoven, comprising extruded and cut staple fibres of viscose, in particular extruded and cut mono-component staple fibres of viscose.
- the fleece material may comprise fibres of cellulose, such as cotton, and/or fibers of one or more synthetic polymers, such as cellulose acetate, polyesters (e.g. polyethylene terephthalate or polylactic acid), polyethylene or polypropylene.
- synthetic polymers such as cellulose acetate, polyesters (e.g. polyethylene terephthalate or polylactic acid), polyethylene or polypropylene.
- the fleece material normally comprises one or more binders, such as one or more acrylic polymer binders (i.e. polyacrylates) .
- the fleece material may also comprise additional ingredients, such as flavouring agents (flavourants) and/or colorants.
- the pouch may be made of a fleece material comprising fibres of which 100% are staple fibres of viscose (i.e. all fibres of the fleece material are staple fibres of viscose), which may be mono-component viscose staple fibres, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex.
- a fleece material comprising fibres of which 100% are staple fibres of viscose (i.e. all fibres of the fleece material are staple fibres of viscose), which may be mono-component viscose staple fibres, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5
- the pouch may be made of a fleece material comprising fibres of which all are staple fibres of viscose, which may be mono-component viscose staple fibres, and all of the staple fibres of viscose may have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex.
- the fleece material of the pouch may be a nonwoven material, such as carded (drylaid) bonded nonwoven or wetlaid bonded nonwoven.
- said fleece material comprising staple fibres of viscose, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, provides a more open nonwoven with higher porosity than a standard viscose fleece material normally used in oral pouched smokeless tobacco products.
- Said fleece material of the oral pouched product according to the invention has been found to be more permeable than a standard viscose fleece material and to provide a more rapid initial release of flavours and thereby a more immediate taste experience, stronger taste and a more transparent material.
- the fleece material of the pouch may have a basis weight within the range of from 25 to 40 g/m 2 , such as 25 to 35 g/m 2 , measured using the standard test method WSP130.1.
- the fleece material of the pouch may have a thickness within the range of from 100 to 300 ⁇ m, such 150 to 250 ⁇ m, measured using the standard test method WSP120.1.
- the fleece material of the pouch may have a bending stiffness in at least one direction of at least 0.8 mNcm, such as within the range of from 0.8 to 4 mNcm, in particular 0.8 to 3 mNcm, measured using the standard test method WSP 090.5.R4 (12) A.
- the fleece material of the pouch in the oral pouched product according to the invention may comprise staple fibres of viscose, in particular mono-component viscose fibres, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, and said at least 25% by weight of the staple fibres of viscose have an average fibre cross-section diameter of less than 100 ⁇ m, in particular less than 50 ⁇ m, such as within the range of from 20 to 40 ⁇ m or 20 to 30 ⁇ m.
- the average fibre cross-section diameter of the viscose staple fibres may be estimated by Scanning Electron Microscopy.
- the oral pouched product as disclosed herein may comprise a filling material and a pouch enclosing the filling material, said pouch being made of a fleece material comprising staple fibres of viscose, in particular mono-component viscose fibres, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose by weight have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, wherein said at least 25% by weight of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes, such as trilobal, tetralobal and/or pentalobal fibre cross-section, in particular trilobal (such as T or Y-shape) or tetralobal (such as X- or H-shape) fibre cross-section, and more particularly tri
- Viscose staple fibres as referred to herein are commercially available from Kelheim Fibres Gmbh or from Lenzing AG.
- trilobal viscose staple fibres are commercially available from Kelheim Fibres Gmbh under the trade name Galaxy® V.
- said fleece material of the oral pouched product according to the invention exhibits a higher friction against the gum during use thereof than an oral pouched product made of standard viscose fleece material and the pouch is therefore more prone to stay in place in the mouth upon usage while still not being abrasive.
- the fleece material of the pouch may have a dynamic friction coefficient within the range of from 0.3 to 0.5 measured using the standard test method ASTM-1894.
- Staple fibres of viscose having a multilobal fibre cross-section with at least three lobes, such as a trilobal fibre cross-section provide a greater surface area per mass unit than staple fibres of viscose having a round fibre cross-section.
- Fleece materials comprising staple fibres of viscose having a multilobal fibre cross-section, such as trilobal therefore generally exhibit better absorption capability, i.e. increased absorbency, than fleece materials of fibres having a round fibre cross-section.
- Methods of forming staple fibres of viscose having a multilobal fibre cross-section, such as trilobal are known to those skilled in the art. Manufacturing and properties of fibres having a multilobal fibre cross-section is, for instance, described in EP 0 301 874 B1 and EP 0 391 814 A2 .
- staple fibres of viscose having a multilobal fibre cross-section are capable of greater intrafiber liquid transport.
- a pouch made from a fleece material comprising multilobal, such as trilobal, viscose staple fibres having a high water absorption capability together with a high intrafiber liquid transportation capability is believed to provide a more uniform wetting of the snus-containing pouch and thus an improved taste experience by the consumer.
- the fleece material of the pouch in the oral pouched product may comprise staple fibres of viscose, in particular mono-component viscose fibres, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose by weight have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, said viscose staple fibres may have a staple length within the range of from 30 mm to 40 mm.
- the at least 25% by weight of the viscose staple fibres of the fleece material may contain fibres of two or more (different) fibre cross-sections selected from the group consisting of trilobal, tetralobal, pentalobal and round fibre cross-sections.
- the at least 25% by weight of the viscose staple fibres of the fleece material may consist of at least 50% by weight of the staple fibres having a trilobal fibre cross-section and at most 50% by weight of the staple fibres having a round cross-section.
- the pouch is made of a fleece material comprising fibres of which all are staple fibres of viscose, which may be mono-component viscose staple fibres, all of the staple fibres of viscose having a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, and at least 50% by weight of the staple fibres have a trilobal fibre cross-section and at most 50% by weight of the staple fibres have a round cross-section.
- staple fibres of viscose which may be mono-component viscose staple fibres
- all of the staple fibres of viscose having a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, and at least 50% by weight of the staple fibres have a trilobal fibre cross-section and at most 50% by weight of the staple fibres have a round cross
- the pouch is made of a fleece material comprising fibres of which all are staple fibres of viscose, which may be mono-component viscose staple fibres, all of the staple fibres of viscose having a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, and all of the staple fibres have a trilobal fibre cross-section.
- the fleece material of the pouch in the oral pouched product comprises staple fibres of viscose, which may be mono-component viscose fibres and which may have a solid structure.
- the manufacturing machine used for forming oral pouched smokeless tobacco products from standard fleece can also be used for forming the oral pouched smokeless tobacco product according to the invention without the need to significantly adjust the manufacturing machine.
- Nonwoven fleece materials in accordance with the standard, Example 1, Example 2 and Example 3 of Table 1 were all produced in a similar manner by spreading the staple fibres on a conveyor belt (drylaid process) and forming a uniform web by carding. The nonwoven was thereafter bound by impregnation using an aqueous emulsion containing a binder of acrylic co-polymer. All of the resulting nonwoven fleece materials contained about 35-45% w/w of the same type of binder.
- the standard nonwoven fleece material includes the same type of fibres as the fleece material used in commercially available snus-containing pouches. However, in order to be able to compare the effects derivable from the fibres per se, the standard fleece material was manufactured using the same type of binder, the same manufacturing process, etc, as the exemplary fleece materials.
- Comparative data for a nonwoven fleece material used in present commercially available smokeless tobacco pouches are included as well; herein referred to as (commercial) reference material.
- the snus-containing pouches used as reference in the herein below described panel test was made from this reference fleece material.
- the staple length and the linear mass density are derived from the technical datasheets provided by the fiber supplier.
- Linear mass density (in tex) is generally measured by weighing a sample of 1 000 meters of the fiber.
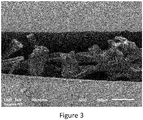
- the fiber diameter was estimated from images taken by Scanning Electron Microscopy (SEM).
- SEM images of the nonwoven according to Example 1 are shown in Figures 3 and 4 and SEM images of the nonwoven according to Example 2 are shown in Figures 5 and 6 .
- Nonwoven fleece material comprising 100% staple fibres of viscose having a round cross-section, a linear mass density of 1.7 decitex and a staple length of 40 mm was produced in accordance with above.
- Nonwoven fleece material comprising 100% staple fibres of viscose having a round cross-section, a linear mass density of 3.1 decitex and a staple length of 40 mm was produced in accordance with above.
- Nonwoven fleece material comprising 100% staple fibres of viscose having a trilobal cross-section, a linear mass density of 3.3 decitex and a staple length of 38 mm was produced in accordance with above.
- Nonwoven fleece material comprising 50% by weight staple fibres of viscose having a round cross-section, a linear mass density of 1.7 decitex and a staple length of 40 mm, and 50% by weight staple fibres of viscose having a trilobal cross-section, a linear mass density of 3.3 decitex and a staple length of 38 mm was produced in accordance with above.
- the nonwoven fleece materials were characterized by the following measurements. The results are presented in Table 2.
- Thickness of the fleece materials was measured according to standard test WSP120.1.
- the basis weight of the fleece material i.e. mass per unit area
- WSP130.1 The basis weight of the fleece material
- Air permeability of the fleece materials was measured according to standard test WSP 070.1.R3(12). In this test, the air flow passes through the tested material from the face side to the back of the material. The test area was 20 cm 2 . The pressure drop was 100 Pa.
- Friction of the fleece materials was measured according to standard test ASTM-1894 using an Instron test instruments and the Instron coefficient of friction test fixture model 2810-005.
- Bending stiffness of the fleece materials was measured according to standard test WSP 090.5.R4 (12) A. The bending stiffness was measured both in the machine direction (MD) and the direction transverse to the machine direction, i.e. the cross direction (CD). During production of the nonwoven fleece material, the fleece is formed into a long continuous strip wherein the fibers are aligned with the longitudinal direction of the strip. This direction is referred to as the machine direction (MD).
- MD machine direction
- Tensile stiffness of the fleece materials was measured according to standard test WSP 110.4 (05). The tensile stiffness was measured both in the machine direction (MD) and in the cross direction (CD) of the fleece material.
- Water contact angle of the fleece materials during a period of 12 seconds was measured using Tappi T-558-06.
- Water retardation time (WTR) is the time it takes for the contact angle to reach below 90°. The material is wetted when the contact angle reaches below 90°.
- the base value included in Table 2 refers to the change in base diameter of the water droplet after 12 second, i.e. the value indicates the spreading of the water.
- the porosity (pore volume distribution) of the nonwoven fleece material may be measured using liquid extrusion porosimetry (LEP). This method is, for instance, described in Jena, Akshaya; Gupta, Krishna, Advances in Filtration and Separation Technology (2003), 16, 133-138 .
- the gloss value of the nonwoven fleece material may be measured according to standard test Tappi 480.
- Example 2 Example 3 Thickness [mm] 0.16 0.15 0.18 0.25 0.16 Basis weight [g/m 2 ] 28 29 28 30 33 Air permeability 2 647 2 276 > 3 000 > 3 000 2 648 [l/m 2 /s] Dynamic friction coefficient 0.23 0.23 0.33 0.42 0.40 Bending stiffness (MD) 1.4 2.9 2.1 2.8 0.8 [mNcm] Bending stiffness (CD) 0.1 0.18 0.12 0.16 0.1 [mNcm] Tensile stiffness (MD) 0.5 0.4 0.4 0.3 [N/mm] Tensile stiffness (CD) 0.03 0.02 0.02 0.02 [N/mm] Initial contact angle [°] 123 117 113 118 112 Contact angle after 12s [°] 83 80 85 52 85 ⁇ 40 37 28 66 27 Water retardation time (WRT) [s] 3.5 0.15 2
- the dynamic friction coefficient of each of the fleece materials according to Example 1, Example 2 and Example 3 is higher than the friction coefficient of the standard fleece material, in particular the fleece materials according to Example 2 and Example 3.
- Example 1 and Example 2 are essentially preserved in comparison to the standard fleece material.
- the contact angle after 12 s shows that the fleece material according to Example 2 exhibits a faster water absorption/adsorption than the standard fleece material. Moreover, the base and WRT data show that the fleece material according to Example 2 exhibits faster spreading and wetting than the standard fleece material.
- GothiaTek® standard is a well-established standard which states rules and requirements for manufacturing of snus.
- the standard includes requirements on tobacco, additives, manufacturing process and product information.
- the typical main ingredients besides tobacco, are water, sodium chloride (NaCI) and sodium carbonate (Na 2 CO 3 ).
- Flavours and humectants are also common ingredients and additional food approved additives might be used.
- Sodium chloride is added mainly for its taste enhancing properties, but it also has a preservative effect which contributes to improved shelf life of the products.
- Sodium chloride lowers the water activity of the products, thus preventing micro-organisms from growing.
- Sodium carbonate is used to give the products their characteristic aroma profile, but also brings the pH to the slightly alkaline side.
- Flavours used are generally natural or nature identical compounds that comply with food regulations. Flavours are usually dissolved in ethanol when added.
- Humectants such as glycerol and propylene glycol, are normally added. According to the standard, there are two major steps in the manufacturing process of converting tobacco to a snus composition; a) grinding (or cutting) and sieving and b) snus-processing.
- Tobacco flour is produced by batch grinding. Compressed tobacco is emptied from its cases and torn to large fragments which are cut to pieces. The cut tobacco pieces are dried and transported to a mill. The tobacco is ground and ground tobacco particles are sieved and separated into fractions. Too large particles are brought back to the mill for re-grinding. The cutting, grinding and sieving is done in equipment where foreign objects such as fragments of metallic material and stones are separated and removed from the tobacco. Three approved fractions are weighed in separate fractions scales. The weighed tobacco flour fractions are collected to pre-set quantities in a silo and blended by circulation. The blended tobacco flour is stored in a silo. Different types of tobacco flours are kept in separate silos.
- the snus mixture is produced by batch processing and should be carried out in a closed system to minimize the risk of contamination from bacteria or foreign substances. Since automatic feeding of tobacco and additives is preferred, the whole process may be computer controlled and can be run day and night, all week around.
- the process starts with loading of tobacco flour, water, sodium chloride (NaCI) and possibly additional additives, into a cylindrical blender. Loading is done while stirring. The loaded materials are mixed to a homogeneous blend which is heated by injection of steam. The blend is then kept heated for several hours with support of steam to ensure reduction of the natural bacterial flora in the tobacco and to bring texture, taste and color to the snus blend.
- NaCI sodium chloride
- Time, temperature and frequency of stirring during heat treatment, parameters specified for different snus blend qualities, are preferably controlled by a process computer program.
- the heat treatment is traditionally referred to as "sweating", but is to be seen as a pasteurization process.
- the blend is chilled by flow of cold water through the blender jacket during stirring. Water, flavours, sodium carbonate and possibly additional additives are then added to the chilled blend.
- the blend is finally mixed to a homogeneous snus material.
- the finished blend is emptied from the blender for packing in portion pouches.
- Example 1 The individuals either experienced the same taste strength or a stronger taste from the non-post-moisturized pouches made from the fleece materials according to Example 1, Example 2 and Example 3, respectively, in comparison to the commercial non-post-moisturized snus-containing pouch made from the reference viscose fleece material.
Description
- The present invention relates to an oral pouched product, such as an oral pouched smokeless tobacco product, comprising a filling material, such as tobacco plant material, and a pouch enclosing the filling material, said pouch being made of a fleece material comprising staple fibres of viscose.
- Smokeless tobacco for oral use includes chewing tobacco, dry snuff and moist (wet) snuff. Generally, dry snuff has a water content of less than 10 wt% and moist snuff has a water content of above 40 wt%. Semi-dry products having between 10% to 40 wt% water content are also available.
- Smokeless tobacco products for oral use are made from tobacco leaves, such as lamina and stem of the tobacco leaf. The material from roots and stalks are normally not utilized for production of smokeless tobacco compositions for oral use.
- There are two types of moist snuff, the American type and the Scandinavian type which is also called snus. American-type moist snuff is commonly produced through a fermentation process. Scandinavian-type moist snuff is commonly produced in a heat-treatment process (pasteurization) instead of fermentation. The terms "snus" and "snuff" are herein used interchangeably.
- Both the American-type and the Scandinavian-type of moist snuff for oral use is available in loose form or portion-packed in a water-permeable, porous wrapper material forming a pouch. Pouched moist snuff is typically used by the consumer by placing the pouch between the upper or lower gum and the lip and retaining it there for a limited period of time. The pouch material holds the tobacco in place while allowing saliva to pass into the interior of the pouch and allowing flavours and nicotine to diffuse from the tobacco material into the consumer's mouth.
- The pouches are typically made of a nonwoven fleece (soft fabric) material, such as viscose (regenerated cellulose; viscose fibres are often referred to as viscose rayon or rayon), including an acrylic polymer that acts as binder in the nonwoven material and provides for heat-sealing of the pouches during manufacturing thereof. The viscose nonwoven material normally used for smokeless tobacco pouches is similar to the fabric used in tea bags. Today's commercial pouch paper is typically made up of viscose staple fibres having a linear mass density (fiber fineness) of about 1.7 to 2 decitex and having an essentially round (spherical) fiber cross-section.
- The unit tex is defined as the fiber mass in grams per 1 000 meters and decitex (1 decitex = 1/10 tex) is defined as the fiber mass in grams per 10 000 meters. Alternatively, fiber fineness may be given in denier, which is defined as the fiber mass in grams per 9 000 meters. Thus, 1 decitex corresponds to about 0.9 denier.
- Nonwovens are fabrics that are neither woven nor knitted. Methods for the manufacturing of nonwoven materials are commonly known in the art.
- Staple fibres of viscose may be formed by extruding a viscose solution (i.e. a solution of cellulose xanthate) through a spinneret and as the viscose exits the spinneret, it lands in a bath of mineral acid, such as sulfuric acid, resulting in the formation of filaments. These filaments are then cut to a desired length, thereby forming staple fibres. Lyocell is a form of rayon made from dissolving pulp (bleached wood pulp).
- Nonwoven of staple fibres is normally produced by spreading staple fibres on a conveyor belt and forming a uniform web by a drylaid, wetlaid or airlaid process. Drylaid webs are normally carded. The nonwoven is then bound, typically using resin.
- Tobacco-containing pouches are typically produced by measuring portions of the snuff composition and inserting the portions into a nonwoven tube. Alternatively, the portions may be placed on a nonwoven web which thereafter is folded over the portions thereby providing a nonwoven tube. The individual portions are then sealed and cut apart thereby forming rectangular "pillow shaped" (or any other desired form) pouches. Generally, each pouch includes parallel transverse seams at opposite ends and a longitudinal seam orthogonal to the transverse seams. The seams must be of sufficient strength to preserve the integrity of the pouch during use while not detracting from the consumer's experience.
- The organoleptic properties, such as texture, aroma, taste, shape and appearance, of the tobacco-containing pouch are of high importance to the consumer.
- The nonwoven fabric normally used today in tobacco-containing pouches provides rather low friction in contact with the mucous of the consumer. As a result, the consumer may experience the pouch as too slippery in the mouth. Consumers that keep the pouch in the mouth for a longer period of time, such as 40 minutes or more, may experience that the pouch gets slimy.
- Oral pouched smokeless tobacco products may be post-moisturized after pouch formation or not post-moisturized after pouch formation (herein called non-post-moisturized). Post-moisturized pouches may be produced by spraying water on the pouched smokeless tobacco product before packaging the pouched products in cans. Post-moisturized pouches are sometimes referred to as "original snus". Non-post-moisturized pouches are sometimes referred to as "white snus" and are by some consumers considered to have a more appealing appearance.
- Due to the moisture present in the pouched tobacco material, the pouch material of non-post-moisturized snus-containing pouches may upon storage become stained and discolored, for instance yellowed, which some consumers find unappealing.
- It is generally desirable to provide snus-containing pouches with rapid release of flavour and nicotine to reduce nicotine craving and give an initial strong flavour experience.
- When providing the tobacco material in a pouch, the flavours released from the tobacco may be altered by the fleece material. The initial amount of flavours released from the pouched tobacco may be experienced by the consumer as unsatisfactory or even negligible. This problem is often more pronounced for non-post-moisturized snus-containing pouches. To diminish this effect and provide for a more rapid taste experience, it has been suggested to add flavouring agents to the fleece material. The nicotine release may also be delayed and/or diminished by the fleece material.
- Thus, the fleece material of a smokeless tobacco pouch should during manufacturing of the pouch provide for heat-sealing, upon storage of the pouch exhibit none or a low degree of discoloration and upon usage by a consumer preserve integrity and strength, allow for a desired release profile of nicotine and flavours and provide a pleasant mouth-feel.
-
US 2014/0026912 relates to a viscose fleece for a smokeless tobacco pouch. The fleece is formed with apertures and may comprise fibres having a decitex of 1.5 or less. The fleece is said to be softer than a standard fleece and a pouch formed from the fleece is said to have a faster release rate of tobacco constituents compared to a pouch formed from a standard fleece. -
US 2014/0261472 relates to a fiber-wrapped smokeless tobacco product including smokeless tobacco and a plurality of melt-blown or centrifugal force spun polymeric fibers deposited on the smokeless tobacco. The polymeric fibers can have a basis weight of 5 gsm or less and a diameter of less than 100 µm. The fiber-wrapped smokeless tobacco product is said to provide smoother mouth texture and improved access to the smokeless tobacco, improved porosity and improved fluid delivery as compared to traditional pouching material. -
US 2012/0103353 relates to a smokeless tobacco product comprising a water-permeable pouch containing a tobacco formulation, wherein the pouch is said to comprise a fleece material configured to provide an enhanced flavour. In one embodiment, flavuor transmission improvement is said to be achieved using a wickable fiber such as 4DG™ grooved fiber. The grooves of this fiber is said to provide for superior wickability behavior when compared to standard fleece. 4DG™ grooved fibers (developed by and commercially available from Eastman Chemical Company), also known as surface capillary fibers, are fibers having an octalobal cross-sectional shape with deep grooves or channels along the longitudinal axis of the fiber. A fleece of bi-component rayon 4DG™ fibers, including a rayon core with a sheath of biodegradable polymer, is suggested. Patent documentEP 2 546 397 A1 discloses a regenerated cellulosic fiber having a multi limbed cross-section. The cross section is formed of at least two multi-legged basic forms and respectively at least one of the limb ends of the basic forms is connected with the limb end of another basic form, and the length of a connecting limb resulting by the 5 connection of the two limb ends is greater than the length of the shortest of the other limb by a factor of at least 1.5, preferably 1.5-2. It is further disclosed a fiber bundle comprising a number of the above mentioned cellulosic fibers; and manufacturing a regenerated cellulosic fiber or the fiber bundle, comprising providing a viscose spinning mass, spinning the viscose spinning mass by at least one opening of a spinneret in a spinning bath under 10 formation of spinning threads. - Thus, there is a need for an improved pouch material in order to be able to meet diversifying consumer requirements.
- An object of the present invention is to alleviate one or more of the problems discussed above and other problems, and to provide advantages and aspects not provided by hitherto known oral pouched products, in particular oral pouched smokeless tobacco products.
- The invention relates to an oral pouched product comprising a filling material and a pouch enclosing the filling material, said pouch being made of a fleece material, such as nonwoven, comprising staple fibres of viscose, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a multilobal fibre cross-section with at least tree lobes and a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex.
- As disclosed herein, the oral pouched product may be an oral pouched smokeless tobacco product and the filling material may then comprise tobacco plant material.
- As disclosed herein, the oral pouched product may be a non-post-moisturized oral pouched smokeless tobacco product.
- As disclosed herein, the pouch may be made of a fleece material comprising fibres of which 100% are staple fibres of viscose, wherein at least 25% by weight, such as within the range of 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex.
- It has been found that the oral pouched product according to the invention provides a more rapid taste experience in comparison to an oral pouched product made of standard viscose fleece material.
- In addition, it has been found that the oral pouched product according to the invention provides stronger taste in comparison to an oral pouched product made of standard viscose fleece material.
- Moreover, the fleece material of the pouch in the oral pouched product according to the invention is more transparent than standard viscose fleece material which results in that the filling material, e.g. snus, inside the pouch is more visible which some consumers may find appealing.
- As disclosed herein, the oral pouched product comprises a filling material and a pouch enclosing the filling material, said pouch being made of a fleece material comprising staple fibres of viscose, wherein at least 25% by weight, such as within the range of 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, and the at least 25% by weight of the staple fibres of viscose may have a multilobal fibre cross-section with at least three lobes, such as a trilobal fibre cross-section.
- It has been found that an oral pouched product according to the invention, wherein the pouch is made of a fleece material, such as nonwoven, comprising staple fibres of viscose and least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, and wherein said at least 25% by weight of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes, such as a trilobal fibre cross-section, provides a pouch exhibiting a higher friction against the gum during use thereof than an oral pouched product made of standard viscose fleece material and the pouch is therefore more prone to stay in place in the mouth upon usage while still not being abrasive.
- In addition, it has been found that when the pouch of the oral pouched product as disclosed herein is made of a fleece material, such as nonwoven, comprising staple fibres of viscose and least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, and wherein said at least 25% by weight of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes, such as trilobal fibre cross-section, provides a more glossy and appealing appearance than an oral pouched product made of standard viscose fleece material.
- Disclosed herein is an oral pouched product comprising a filling material and a pouch enclosing the filling material, said pouch being made of a fleece material comprising staple fibres of viscose, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes, such as a trilobal fibre cross-section.
- Herein disclosed is the use of a fleece material comprising staple fibres of viscose, wherein at least 25% by weight, such as at least 50% by weight, at least 75% by weight or 100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, such as within the range of from 3 to 4 decitex, in an an oral pouched product comprising a filling material, in particular an oral pouched smokeless tobacco product comprising tobacco plant material, such as moist snuff (e.g. snus).
- Herein disclosed further is the use of a fleece material comprising staple fibres of viscose, wherein at least 25% by weight, such as at least 50% by weight, at least 75% by weight or 100% by weight, of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes, such as a trilobal fibre cross-section, in an an oral pouched product comprising a filling material, in particular an oral pouched smokeless tobacco product comprising tobacco plant material, such as moist snuff (e.g. snus).
-
-
Figures 1 and2 are SEM images of nonwoven fleece material used in commercially available snus-containing pouches; herein referred to as reference fleece material. -
Figures 3 and4 are SEM images of nonwoven fleece material made from staple fibres of viscose having a linear mass density of about 3 decitex and an essentially round fiber cross-section. -
Figures 5 and6 are SEM images of nonwoven fleece material made from staple fibres of viscose having a linear mass density of about 3 decitex and a trilobal fiber cross-section. - By "tobacco" is meant any part, e.g., leaves, stems, and stalks, of any member of the genus Nicotiana. The tobacco may be whole, shredded, threshed, cut, ground, cured, aged, fermented, or otherwise, e.g., granulated or encapsulated. Tobacco may also be in the form of finished products, including any smokeless tobacco compositions that are orally consumed. Such smokeless tobacco compositions include snuff, moist snuff, such as snus, or dry snuff and chewing tobacco.
- The term "tobacco plant material" is used herein for tobacco leaves or parts of leaves, i.e. lamina and stem, wherein the leaves and parts of leaves are finely divided, such as ground, cut, shredded or threshed, and the parts of leaves are blended in defined proportions in the tobacco plant material.
- "Oral" and "oral use" is in all contexts used herein as a description for use in the oral cavity, such as buccal placement.
- The term "oral pouched products" or "oral pouched snuff products" as used herein includes oral pouched non-tobacco snuff products, which may be nicotine-containing or nicotine-free, as well as oral pouched tobacco snuff products (also called oral pouched smokeless tobacco products).
- As used herein the terms "pouched (snuff) product for oral use" or "oral pouched (snuff) product" refer to a portion of smokeless tobacco or tobacco-free filling material, which may be nicotine-containing or nicotine free as described herein, packed in a saliva-permeable pouch material intended for oral use.
- As used herein, the expression "water content" means the total water content in a smokeless tobacco composition, i.e. a blend of tobacco material and additives as measured by using a standardized method for water analysis, such as, Karl Fischer titration or gas chromatography (GC). The water content is given herein as percent by weight (wt%).
- As used herein "% w/w" or "wt %" or "weight %" refers to weight percent of the ingredient referred to of the total weight of the preparation, composition or product referred to.
- As used herein, reference to "dry weight percent" refers to weight percent of the ingredient referred to on the basis of the total weight of dry ingredients, i.e. all ingredients of the preparation, composition or product referred to excluding moisture content.
- The term "additive" as used herein denotes substances other than tobacco material, salt and water.
- "Flavour", "flavouring agent" or "flavourant" is used herein for a substance used to influence the aroma and/or taste of the smokeless tobacco product, including, but not limited to, essential oils, single flavour compounds, compounded flavourings, and extracts.
- The term "mono-component fiber" is used herein for a fiber which consists of only one polymer component, e.g. viscose.
- According to the invention, there is provided an oral pouched product comprising a filling material and a pouch enclosing the filling material, said pouch being made of a fleece material comprising staple fibres of viscose, in particular mono-component viscose fibres, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes and a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex.
- The oral pouched product as used disclosed herein may also be referred to as oral pouched snuff product.
- As disclosed herein, the oral pouched product may be an oral pouched smokeless tobacco product and the filling material may then comprise tobacco plant material, in particular tobacco plant material in the form of moist snuff or snus.
- However, the oral pouched product may alternatively or additionally contain any other botanical filling material, such as any non-tobacco plant fiber material. For instance, the oral pouched product may be an oral pouched non-tobacco nicotine-free product comprising a botanical filling material, such as one or more non-tobacco plant fibers. Examples of non-tobacco plant fibers are maize fibers, oat fibers, tomato fibers, barley fibers, rye fibers, sugar beet fibers, buck wheat fibers, potato fibers, cellulose fibers, apple fibers, cocoa fibers, bamboo fibers and citrus fibers.
- Furthermore, as disclosed herein, the oral pouched product may be an oral pouched non-tobacco nicotine-containing product. The filling material may then be a particulate material comprising nicotine or a salt thereof and one or more fillers, such as polysaccharides (e.g. maltitol and mannitol) and microcrystalline cellulose.
- An oral pouched smokeless tobacco product generally includes a tobacco composition comprising finely ground or cut tobacco plant material in powder form, water, salt (e.g. sodium chloride), and optionally other additives, such as pH adjusters or buffering agents (e.g. sodium carbonate, sodium hydroxide, potassium hydroxide, potassium carbonate, sodium carbonate or sodium bicarbonate), flavouring agents, cooling agents, heating agents, sweetening agents, colorants, humectants (e.g. glycerol or propylene glycol), antioxidants, preservatives (e.g. as potassium sorbate), binders, fillers and/or disintegration aids.
- Salt is added mainly for its effect on taste but it also has a preservative action which contributes to improved shelf life of the product. Sodium carbonate brings the pH value to the slightly alkaline side. Humectants, such as propylene glycol or glycerol, may also be added to protect the product from drying out and may also have a preservative effect since the water activity of the product will be lowered, thereby preventing microorganisms from growing.
- The pouch of the oral pouched product as disclosed herein is saliva-permeable.
- The pouch of the oral pouched product may made of a fleece material, such as nonwoven, comprising extruded and cut staple fibres of viscose, in particular extruded and cut mono-component staple fibres of viscose.
- In addition to viscose staple fibers, the fleece material may comprise fibres of cellulose, such as cotton, and/or fibers of one or more synthetic polymers, such as cellulose acetate, polyesters (e.g. polyethylene terephthalate or polylactic acid), polyethylene or polypropylene.
- The fleece material normally comprises one or more binders, such as one or more acrylic polymer binders (i.e. polyacrylates) . The fleece material may also comprise additional ingredients, such as flavouring agents (flavourants) and/or colorants.
- As disclosed herein, the pouch may be made of a fleece material comprising fibres of which 100% are staple fibres of viscose (i.e. all fibres of the fleece material are staple fibres of viscose), which may be mono-component viscose staple fibres, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex.
- As disclosed herein, the pouch may be made of a fleece material comprising fibres of which all are staple fibres of viscose, which may be mono-component viscose staple fibres, and all of the staple fibres of viscose may have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex.
- As disclosed herein, the fleece material of the pouch may be a nonwoven material, such as carded (drylaid) bonded nonwoven or wetlaid bonded nonwoven.
- It has been found that said fleece material comprising staple fibres of viscose, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, provides a more open nonwoven with higher porosity than a standard viscose fleece material normally used in oral pouched smokeless tobacco products. Said fleece material of the oral pouched product according to the invention has been found to be more permeable than a standard viscose fleece material and to provide a more rapid initial release of flavours and thereby a more immediate taste experience, stronger taste and a more transparent material.
- As disclosed herein, the fleece material of the pouch may have a basis weight within the range of from 25 to 40 g/m2, such as 25 to 35 g/m2, measured using the standard test method WSP130.1.
- As disclosed herein, the fleece material of the pouch may have a thickness within the range of from 100 to 300 µm, such 150 to 250 µm, measured using the standard test method WSP120.1.
- As disclosed herein, the fleece material of the pouch may have a bending stiffness in at least one direction of at least 0.8 mNcm, such as within the range of from 0.8 to 4 mNcm, in particular 0.8 to 3 mNcm, measured using the standard test method WSP 090.5.R4 (12) A.
- The fleece material of the pouch in the oral pouched product according to the invention may comprise staple fibres of viscose, in particular mono-component viscose fibres, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, and said at least 25% by weight of the staple fibres of viscose have an average fibre cross-section diameter of less than 100 µm, in particular less than 50 µm, such as within the range of from 20 to 40 µm or 20 to 30 µm. The average fibre cross-section diameter of the viscose staple fibres may be estimated by Scanning Electron Microscopy.
- The oral pouched product as disclosed herein may comprise a filling material and a pouch enclosing the filling material, said pouch being made of a fleece material comprising staple fibres of viscose, in particular mono-component viscose fibres, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose by weight have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, wherein said at least 25% by weight of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes, such as trilobal, tetralobal and/or pentalobal fibre cross-section, in particular trilobal (such as T or Y-shape) or tetralobal (such as X- or H-shape) fibre cross-section, and more particularly trilobal fibre cross-section.
- Viscose staple fibres as referred to herein are commercially available from Kelheim Fibres Gmbh or from Lenzing AG. For instance, trilobal viscose staple fibres are commercially available from Kelheim Fibres Gmbh under the trade name Galaxy® V.
- It has been found that said fleece material of the oral pouched product according to the invention exhibits a higher friction against the gum during use thereof than an oral pouched product made of standard viscose fleece material and the pouch is therefore more prone to stay in place in the mouth upon usage while still not being abrasive.
- As disclosed herein, the fleece material of the pouch (in dry state) may have a dynamic friction coefficient within the range of from 0.3 to 0.5 measured using the standard test method ASTM-1894.
- Staple fibres of viscose having a multilobal fibre cross-section with at least three lobes, such as a trilobal fibre cross-section, provide a greater surface area per mass unit than staple fibres of viscose having a round fibre cross-section. Fleece materials comprising staple fibres of viscose having a multilobal fibre cross-section, such as trilobal, therefore generally exhibit better absorption capability, i.e. increased absorbency, than fleece materials of fibres having a round fibre cross-section. Methods of forming staple fibres of viscose having a multilobal fibre cross-section, such as trilobal, are known to those skilled in the art. Manufacturing and properties of fibres having a multilobal fibre cross-section is, for instance, described in
EP 0 301 874 B1 andEP 0 391 814 A2 . - Moreover, staple fibres of viscose having a multilobal fibre cross-section, such as a trilobal fibre cross-section, are capable of greater intrafiber liquid transport. A pouch made from a fleece material comprising multilobal, such as trilobal, viscose staple fibres having a high water absorption capability together with a high intrafiber liquid transportation capability is believed to provide a more uniform wetting of the snus-containing pouch and thus an improved taste experience by the consumer.
- As disclosed herein, the fleece material of the pouch in the oral pouched product may comprise staple fibres of viscose, in particular mono-component viscose fibres, wherein at least 25% by weight, such as 25-100% by weight or 50-100% by weight or 75-100% by weight, of the staple fibres of viscose by weight have a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, said viscose staple fibres may have a staple length within the range of from 30 mm to 40 mm.
- The at least 25% by weight of the viscose staple fibres of the fleece material may contain fibres of two or more (different) fibre cross-sections selected from the group consisting of trilobal, tetralobal, pentalobal and round fibre cross-sections.
- Furthermore, the at least 25% by weight of the viscose staple fibres of the fleece material may consist of at least 50% by weight of the staple fibres having a trilobal fibre cross-section and at most 50% by weight of the staple fibres having a round cross-section.
- As disclosed herein, the pouch is made of a fleece material comprising fibres of which all are staple fibres of viscose, which may be mono-component viscose staple fibres, all of the staple fibres of viscose having a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, and at least 50% by weight of the staple fibres have a trilobal fibre cross-section and at most 50% by weight of the staple fibres have a round cross-section.
- As disclosed herein, the pouch is made of a fleece material comprising fibres of which all are staple fibres of viscose, which may be mono-component viscose staple fibres, all of the staple fibres of viscose having a linear mass density within the range of from 2.5 to 5 decitex, in particular within the range of from 3 to 5 decitex, and more particularly within the range of from 3 to 4 decitex, and all of the staple fibres have a trilobal fibre cross-section.
- As disclosed herein, the fleece material of the pouch in the oral pouched product comprises staple fibres of viscose, which may be mono-component viscose fibres and which may have a solid structure.
- The manufacturing machine used for forming oral pouched smokeless tobacco products from standard fleece can also be used for forming the oral pouched smokeless tobacco product according to the invention without the need to significantly adjust the manufacturing machine.
- Nonwoven fleece materials in accordance with the standard, Example 1, Example 2 and Example 3 of Table 1 were all produced in a similar manner by spreading the staple fibres on a conveyor belt (drylaid process) and forming a uniform web by carding. The nonwoven was thereafter bound by impregnation using an aqueous emulsion containing a binder of acrylic co-polymer. All of the resulting nonwoven fleece materials contained about 35-45% w/w of the same type of binder.
- The standard nonwoven fleece material includes the same type of fibres as the fleece material used in commercially available snus-containing pouches. However, in order to be able to compare the effects derivable from the fibres per se, the standard fleece material was manufactured using the same type of binder, the same manufacturing process, etc, as the exemplary fleece materials.
- Comparative data for a nonwoven fleece material used in present commercially available smokeless tobacco pouches are included as well; herein referred to as (commercial) reference material. The snus-containing pouches used as reference in the herein below described panel test was made from this reference fleece material.
Table 1 Fibre components of nonwoven (% by weight based on dry weight of fibres) Fiber cross-section (% by weight based on dry weight of fibres) Linear mass density [dtex] Staple length [mm] Fiber cross-section diameter [µm] Reference 100% viscose 100% 1.7 40 ∼10 - 15 (commercially used) staple fibres round Standard 100% viscose 100% 1.7 40 ∼10 - 15 staple fibres round Example 1 100% viscose 100% 3.1 40 ∼20 - 30 staple fibres round Example 2 100% viscose 100% 3.3 38 ∼20 - 30 staple fibres trilobal Example 3 100% viscose 50% round, 1.7 40 ∼10 - 15 staple fibres 50% trilobal 3.3 38 ∼20 - 30 - The staple length and the linear mass density are derived from the technical datasheets provided by the fiber supplier. Linear mass density (in tex) is generally measured by weighing a sample of 1 000 meters of the fiber.
- The fiber diameter was estimated from images taken by Scanning Electron Microscopy (SEM).
- Scanning Electron Microscopy (SEM) images of the commercially used reference nonwoven are shown in
Figures 1 and2 . - SEM images of the nonwoven according to Example 1 are shown in
Figures 3 and4 and SEM images of the nonwoven according to Example 2 are shown inFigures 5 and6 . - Nonwoven fleece material comprising 100% staple fibres of viscose having a round cross-section, a linear mass density of 1.7 decitex and a staple length of 40 mm was produced in accordance with above.
- Nonwoven fleece material comprising 100% staple fibres of viscose having a round cross-section, a linear mass density of 3.1 decitex and a staple length of 40 mm was produced in accordance with above.
- Nonwoven fleece material comprising 100% staple fibres of viscose having a trilobal cross-section, a linear mass density of 3.3 decitex and a staple length of 38 mm was produced in accordance with above.
- Nonwoven fleece material comprising 50% by weight staple fibres of viscose having a round cross-section, a linear mass density of 1.7 decitex and a staple length of 40 mm, and 50% by weight staple fibres of viscose having a trilobal cross-section, a linear mass density of 3.3 decitex and a staple length of 38 mm was produced in accordance with above.
- The nonwoven fleece materials were characterized by the following measurements. The results are presented in Table 2.
- Thickness of the fleece materials was measured according to standard test WSP120.1.
- The basis weight of the fleece material (i.e. mass per unit area) was measured according to standard test WSP130.1.
- Air permeability of the fleece materials was measured according to standard test WSP 070.1.R3(12). In this test, the air flow passes through the tested material from the face side to the back of the material. The test area was 20 cm2. The pressure drop was 100 Pa.
- Friction of the fleece materials was measured according to standard test ASTM-1894 using an Instron test instruments and the Instron coefficient of friction test fixture model 2810-005.
- Bending stiffness of the fleece materials (in dry state) was measured according to standard test WSP 090.5.R4 (12) A. The bending stiffness was measured both in the machine direction (MD) and the direction transverse to the machine direction, i.e. the cross direction (CD). During production of the nonwoven fleece material, the fleece is formed into a long continuous strip wherein the fibers are aligned with the longitudinal direction of the strip. This direction is referred to as the machine direction (MD).
- Tensile stiffness of the fleece materials (in dry state) was measured according to standard test WSP 110.4 (05). The tensile stiffness was measured both in the machine direction (MD) and in the cross direction (CD) of the fleece material.
- Water contact angle of the fleece materials during a period of 12 seconds was measured using Tappi T-558-06. Water retardation time (WTR) is the time it takes for the contact angle to reach below 90°. The material is wetted when the contact angle reaches below 90°. The base value included in Table 2 refers to the change in base diameter of the water droplet after 12 second, i.e. the value indicates the spreading of the water.
- The porosity (pore volume distribution) of the nonwoven fleece material may be measured using liquid extrusion porosimetry (LEP). This method is, for instance, described in Jena, Akshaya; Gupta, Krishna, Advances in Filtration and Separation Technology (2003), 16, 133-138.
- The gloss value of the nonwoven fleece material may be measured according to standard test Tappi 480.
Table 2 Reference (commercially used) Standard Example 1 Example 2 Example 3 Thickness [mm] 0.16 0.15 0.18 0.25 0.16 Basis weight [g/m2] 28 29 28 30 33 Air permeability 2 647 2 276 > 3 000 > 3 000 2 648 [l/m2/s] Dynamic friction coefficient 0.23 0.23 0.33 0.42 0.40 Bending stiffness (MD) 1.4 2.9 2.1 2.8 0.8 [mNcm] Bending stiffness (CD) 0.1 0.18 0.12 0.16 0.1 [mNcm] Tensile stiffness (MD) 0.5 0.4 0.4 0.3 [N/mm] Tensile stiffness (CD) 0.03 0.02 0.02 0.02 [N/mm] Initial contact angle [°] 123 117 113 118 112 Contact angle after 12s [°] 83 80 85 52 85 Δ 40 37 28 66 27 Water retardation time (WRT) [s] 3.5 0.15 2 0.1 0.1 Base diameter change after 12s 0.54 0.52 0.47 0.99 0.53 [mm] - These data show that the air permeability of each of the fleece materials according to Example 1 and Example 2 is higher than the permeability of the standard fleece material. The air permeability of the fleece materials according to Example 3 is similar to the permeability of the standard fleece material.
- The dynamic friction coefficient of each of the fleece materials according to Example 1, Example 2 and Example 3 is higher than the friction coefficient of the standard fleece material, in particular the fleece materials according to Example 2 and Example 3.
- Moreover, it is also shown that the bending stiffness and the tensile stiffness of the nonwoven fleece materials according to Example 1 and Example 2 are essentially preserved in comparison to the standard fleece material.
- The contact angle after 12 s shows that the fleece material according to Example 2 exhibits a faster water absorption/adsorption than the standard fleece material. Moreover, the base and WRT data show that the fleece material according to Example 2 exhibits faster spreading and wetting than the standard fleece material.
- All smokeless tobacco compositions tested were manufactured in accordance with the GothiaTek® standard, which implies hygienic handling of all ingredients and pasteurization of the loaded materials, thus assuring a final composition with negligible levels of bacteria.
- GothiaTek® standard is a well-established standard which states rules and requirements for manufacturing of snus. The standard includes requirements on tobacco, additives, manufacturing process and product information.
- When making snus according to GothiaTek® standard, the typical main ingredients, besides tobacco, are water, sodium chloride (NaCI) and sodium carbonate (Na2CO3). Flavours and humectants are also common ingredients and additional food approved additives might be used. Sodium chloride is added mainly for its taste enhancing properties, but it also has a preservative effect which contributes to improved shelf life of the products. Sodium chloride lowers the water activity of the products, thus preventing micro-organisms from growing. Sodium carbonate is used to give the products their characteristic aroma profile, but also brings the pH to the slightly alkaline side. Flavours used are generally natural or nature identical compounds that comply with food regulations. Flavours are usually dissolved in ethanol when added. Humectants, such as glycerol and propylene glycol, are normally added. According to the standard, there are two major steps in the manufacturing process of converting tobacco to a snus composition; a) grinding (or cutting) and sieving and b) snus-processing.
- Tobacco flour is produced by batch grinding. Compressed tobacco is emptied from its cases and torn to large fragments which are cut to pieces. The cut tobacco pieces are dried and transported to a mill. The tobacco is ground and ground tobacco particles are sieved and separated into fractions. Too large particles are brought back to the mill for re-grinding. The cutting, grinding and sieving is done in equipment where foreign objects such as fragments of metallic material and stones are separated and removed from the tobacco. Three approved fractions are weighed in separate fractions scales. The weighed tobacco flour fractions are collected to pre-set quantities in a silo and blended by circulation. The blended tobacco flour is stored in a silo. Different types of tobacco flours are kept in separate silos.
- The snus mixture is produced by batch processing and should be carried out in a closed system to minimize the risk of contamination from bacteria or foreign substances. Since automatic feeding of tobacco and additives is preferred, the whole process may be computer controlled and can be run day and night, all week around. The process starts with loading of tobacco flour, water, sodium chloride (NaCI) and possibly additional additives, into a cylindrical blender. Loading is done while stirring. The loaded materials are mixed to a homogeneous blend which is heated by injection of steam. The blend is then kept heated for several hours with support of steam to ensure reduction of the natural bacterial flora in the tobacco and to bring texture, taste and color to the snus blend. Time, temperature and frequency of stirring during heat treatment, parameters specified for different snus blend qualities, are preferably controlled by a process computer program. The heat treatment is traditionally referred to as "sweating", but is to be seen as a pasteurization process. After heat treatment, the blend is chilled by flow of cold water through the blender jacket during stirring. Water, flavours, sodium carbonate and possibly additional additives are then added to the chilled blend. The blend is finally mixed to a homogeneous snus material. The finished blend is emptied from the blender for packing in portion pouches.
- Snus-containing pouches made from the nonwoven fleece materials of Example 1, Example 2 and Example 3, respectively, were evaluated in test panels containing 10-12 individuals.
- These snus-containing pouches were compared to snus-containing pouches made from the commercially used nonwoven fleece material; in the above referred to as (commercial) reference material. These snus-containing pouches are commercially available as General Classic White.
- All the snus-containing pouches tested by the panel contained 1 g of the same snus composition (same snus composition as commercially available in General Classic White). The water content was about 52-53 wt% in all of the pouches (non-post-moisturized pouches). The results thereof are presented in Table 3.
Table 3 Pouch according to Example 1 Pouch according to Example 2 Pouch according to Example 3 Taste transfer rate Reference is faster - 2 1 Same 4 4 5 Sample is faster 6 6 7 Taste strength Reference is stronger - 1 1 Same 3 7 6 Sample is stronger 7 4 6 Mouth feel Reference is rougher 2 1 1 Same 4 3 4 Sample is rougher 2 8 7 - As seen in Table 3, most of the individuals experienced a more rapid taste experience from the non-post-moisturized pouches made from the fleece materials according to Example 1, Example 2 and Example 3, respectively, in comparison to the commercial non-post-moisturized snus-containing pouch made from the reference viscose fleece material.
- The individuals either experienced the same taste strength or a stronger taste from the non-post-moisturized pouches made from the fleece materials according to Example 1, Example 2 and Example 3, respectively, in comparison to the commercial non-post-moisturized snus-containing pouch made from the reference viscose fleece material.
- A majority of the individuals experienced that the non-post-moisturized pouches made from the fleece material according to Example 2 and Example 3, respectively, had a rougher mouth feel than the commercial non-post-moisturized snus-containing pouch made from the reference viscose fleece material.
Claims (13)
- An oral pouched product comprising a filling material and a pouch enclosing the filling material, said pouch being made of a fleece material comprising staple fibres of viscose, wherein at least 25% by weight, such as at least 50% by weight, at least 75% by weight or 100% by weight, of the staple fibres of viscose have a multilobal fibre cross-section with at least three lobes and a linear mass density within the range of from 2.5 to 5 decitex, such as within the range of from 3 to 4 decitex.
- An oral pouched product according to any one of the preceding claims, wherein the oral pouched product is an oral pouched smokeless tobacco product and the filling material comprises tobacco plant material, such as moist snuff.
- An oral pouched product according to any one of claims 1 to 2, wherein the multilobal fibre cross-section is selected from the group consisting of trilobal, tetralobal, pentalobal and any mixture thereof.
- An oral pouched product according to claim 3, wherein the multilobal fibre cross-section is trilobal.
- An oral pouched product according to any one of the preceding claims, wherein said at least 25% by weight of the staple fibres of viscose are mono-component fibres of viscose.
- An oral pouched product according to any of the preceding claims, wherein said at least 25% by weight of the viscose staple fibres contains fibres of two or more fibre cross-sections selected from the group consisting of trilobal, tetralobal, pentalobal and round fibre cross-sections.
- An oral pouched product according to claim 6, wherein said at least 25% of the staple fibres of viscose consist of at least 50% by weight of staple fibres having a trilobal fibre cross-section and at most 50% by weight of staple fibres having a round cross-section.
- An oral pouched product according to any one of the preceding claims, wherein all fibres of the fleece material are staple fibres of viscose.
- An oral pouched product according to any one of the preceding claims, wherein all staple fibres of viscose have a linear mass density within the range of from 2.5 to 5 decitex.
- An oral pouched product according to any of the preceding claims, wherein all staple fibres of viscose have a trilobal fibre cross-section.
- An oral pouched product according to any of the preceding claims, wherein all staple fibres of viscose have a solid structure.
- An oral pouched product according to any of the preceding claims, wherein the pouch is non-post-moisturized.
- An oral pouched product according to any of the preceding claims, wherein the fleece material is nonwoven.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14194735 | 2014-11-25 | ||
| PCT/EP2015/077667 WO2016083463A1 (en) | 2014-11-25 | 2015-11-25 | Oral pouched product |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3223636A1 EP3223636A1 (en) | 2017-10-04 |
| EP3223636B1 true EP3223636B1 (en) | 2020-03-04 |
Family
ID=51947234
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15801394.6A Active EP3223636B1 (en) | 2014-11-25 | 2015-11-25 | Oral pouched product |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3223636B1 (en) |
| WO (1) | WO2016083463A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022167454A1 (en) * | 2021-02-05 | 2022-08-11 | Nonwovenn Ltd | Nonwoven fabric for oral pouched product, and methods of manufacturing a nonwoven fabric |
| EP4111873A1 (en) | 2021-07-01 | 2023-01-04 | Pely-tex GmbH & Co KG | Pouch made of a nonwoven material containing a tobacco material and / or another nicotine-containing material |
| EP4111870A1 (en) | 2021-07-01 | 2023-01-04 | Pely-tex GmbH & Co KG | Oral pouch for the dispensing of active ingredients |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160157515A1 (en) | 2014-12-05 | 2016-06-09 | R.J. Reynolds Tobacco Company | Smokeless tobacco pouch |
| EP3192380B1 (en) | 2016-01-12 | 2020-11-11 | Swedish Match North Europe AB | Oral pouched product |
| SE542990C2 (en) * | 2019-03-18 | 2020-09-22 | Swedish Match North Europe Ab | A packaging material and an oral pouched nicotine product |
| DK180339B1 (en) | 2019-06-07 | 2020-12-18 | Ncp Nextgen As | Nicotine pouch composition and pouch comprising such |
| PL3773495T3 (en) | 2019-06-07 | 2023-04-11 | Philip Morris Products S.A. | Nicotine pouch composition |
| US20210169138A1 (en) * | 2019-12-09 | 2021-06-10 | Nicoventures Trading Limited | Fibrous fleece material |
| WO2021116919A1 (en) * | 2019-12-09 | 2021-06-17 | Nicoventures Trading Limited | Fleece for oral product with releasable component |
| WO2021116881A1 (en) | 2019-12-09 | 2021-06-17 | Nicoventures Trading Limited | Oral product in a pourous pouch comprising a fleece material |
| SE545479C2 (en) * | 2020-06-03 | 2023-09-26 | Swedish Match North Europe Ab | A packaging material made of wetlaid nonwoven and a pouched product for oral use |
| EP4193849A1 (en) * | 2021-12-07 | 2023-06-14 | Swedish Match North Europe AB | An oral smokeless product comprising an active agent and/or a flavour |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0301874B1 (en) | 1987-07-30 | 1992-06-17 | Courtaulds Plc | Cellulosic fibre |
| WO1996004876A1 (en) | 1994-08-10 | 1996-02-22 | Kimberly-Clark Worldwide, Inc. | Transporting of liquid by a capillary fiber structure |
| JP2003039585A (en) | 2001-05-24 | 2003-02-13 | Uni Charm Corp | Laminated sheet |
| WO2005075725A1 (en) | 2004-01-30 | 2005-08-18 | The Procter & Gamble Company | Shaped fiber fabrics |
| WO2008057426A2 (en) | 2006-11-03 | 2008-05-15 | Allasso Industries, Inc. | An improved composite filter media with high surface area fibers |
| WO2010054198A2 (en) | 2008-11-07 | 2010-05-14 | R.J. Reynolds Tobacco Company | Tobacco products and processes |
| WO2011012423A1 (en) | 2009-07-31 | 2011-02-03 | Kelheim Fibres Gmbh | Regenerated cellulose staple fibre |
| EP2142018B1 (en) | 2007-05-04 | 2012-04-11 | British American Tobacco (Investments) Limited | Improved process for producing smokeless tobacco pouches and device for performing the same |
| US20120103353A1 (en) | 2010-11-01 | 2012-05-03 | Sebastian Andries D | Smokeless tobacco products |
| EP2546397A1 (en) | 2011-07-15 | 2013-01-16 | Kelheim Fibres GmbH | Regenerated cellulose fibre |
| EP2692254A1 (en) | 2012-07-30 | 2014-02-05 | British American Tobacco (Investments) Limited | Fleece for smokeless tobacco |
| US20140261472A1 (en) | 2013-03-14 | 2014-09-18 | Altria Client Services Inc. | Fiber-wrapped smokeless tobacco product |
| US20140261480A1 (en) | 2013-03-15 | 2014-09-18 | Altria Client Services Inc. | Pouch material for smokeless tobacco and tobacco substitute products |
-
2015
- 2015-11-25 EP EP15801394.6A patent/EP3223636B1/en active Active
- 2015-11-25 WO PCT/EP2015/077667 patent/WO2016083463A1/en active Application Filing
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0301874B1 (en) | 1987-07-30 | 1992-06-17 | Courtaulds Plc | Cellulosic fibre |
| WO1996004876A1 (en) | 1994-08-10 | 1996-02-22 | Kimberly-Clark Worldwide, Inc. | Transporting of liquid by a capillary fiber structure |
| JP2003039585A (en) | 2001-05-24 | 2003-02-13 | Uni Charm Corp | Laminated sheet |
| WO2005075725A1 (en) | 2004-01-30 | 2005-08-18 | The Procter & Gamble Company | Shaped fiber fabrics |
| WO2008057426A2 (en) | 2006-11-03 | 2008-05-15 | Allasso Industries, Inc. | An improved composite filter media with high surface area fibers |
| EP2142018B1 (en) | 2007-05-04 | 2012-04-11 | British American Tobacco (Investments) Limited | Improved process for producing smokeless tobacco pouches and device for performing the same |
| WO2010054198A2 (en) | 2008-11-07 | 2010-05-14 | R.J. Reynolds Tobacco Company | Tobacco products and processes |
| WO2011012423A1 (en) | 2009-07-31 | 2011-02-03 | Kelheim Fibres Gmbh | Regenerated cellulose staple fibre |
| US20120103353A1 (en) | 2010-11-01 | 2012-05-03 | Sebastian Andries D | Smokeless tobacco products |
| EP2546397A1 (en) | 2011-07-15 | 2013-01-16 | Kelheim Fibres GmbH | Regenerated cellulose fibre |
| EP2692254A1 (en) | 2012-07-30 | 2014-02-05 | British American Tobacco (Investments) Limited | Fleece for smokeless tobacco |
| US20140261472A1 (en) | 2013-03-14 | 2014-09-18 | Altria Client Services Inc. | Fiber-wrapped smokeless tobacco product |
| US20140261480A1 (en) | 2013-03-15 | 2014-09-18 | Altria Client Services Inc. | Pouch material for smokeless tobacco and tobacco substitute products |
Non-Patent Citations (13)
| Title |
|---|
| "Feinheit_(Textilien)", WIKIPEDIA, 3 April 2020 (2020-04-03), XP055756193, Retrieved from the Internet <URL:https://de.wikipedia.org/wiki/Feinheit_(Textilien)> |
| "Fleece_(Stoff)", WIKIPEDIA, 4 October 2020 (2020-10-04), XP055756159, Retrieved from the Internet <URL:https://de.wikipedia.org/wiki/Fleece_(Stoff)> |
| "Modified Cross-section Viscose Fibre - Galaxy VY - Trilobal Cellulosic Fibre", KELHEIM FIBRES DATA SHEET, August 2014 (2014-08-01), XP055756144 |
| "Textiles and Fashion", 21 November 2014, article J. CHEN: "Chapter 4 - Synthetic Textile Fibers: Regenerated Cellulose Fibers", pages: 79 - 95, XP055756148 |
| "Vliesstoff", WIKIPEDIA, 10 August 2020 (2020-08-10), XP055756169, Retrieved from the Internet <URL:https://de.wikipedia.org/wiki/Vliesstoff> |
| ELMAR JUNG: "Kautabak für alle Europäer!", DIE WELT, 3 February 2010 (2010-02-03), XP055756149, Retrieved from the Internet <URL:https://www.welt.de/welt_print/politik/article6234614/Kautabak-fuer-alle-Europaeer.html> |
| FRANZ FOURNE: "Synthetische Fasern - Herstellung, Maschinen und Apparate, Eigenschaften - Handbuch fur Anlagenplanung, Maschinenkonstruktion und Betrieb", 1995, München Wien, pages: 833, XP055756154 |
| HANS-J. KOSLOWSKI: "CHEMIEFASER LEXIKON - Begriffe, Zahlen, Handelsnamen, edition textil, 12. Auflage", 2008, Frankfurt am Main, pages: 127, 212 - 213, XP055756181 |
| HILMAR FUCHS ET AL.: "Vliesstoffe : Rohstoffe, Herstellung, Anwendung, Eigenschaften, Prüfung, 2. aufage", 2012, pages: 29, XP055701744 |
| INES WÜNSCH: "LEXIKON WIRKEREI UND STRICKEREI, edition textil", 2008, Frankfurt am Main, pages: 280, XP055433935 |
| INES WÜNSCH: "LEXIKON WIRKEREI UND STRICKEREI, edition textil", 2008, Frankfurt am Main, pages: 69, XP055756165 |
| M. VEHVILÄINEN ET AL.: "Effect of wet spinning parameters on the properties of novel cellulosic fibres", CELLULOSE, vol. 15, 2008, pages 671 - 680, XP019601539 |
| MEVLUT TASCAN: "Effects of Fiber Denier, Fiber Cross-Sectional Shape and Fabric Density on Acoustical Behavior of Vertically Lapped Nonwoven Fabrics", JOURNAL OF ENGINEERED FIBERS AND FABRICS, vol. 3, no. Issue 2, 2008, pages 32 - 38, XP002619404 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022167454A1 (en) * | 2021-02-05 | 2022-08-11 | Nonwovenn Ltd | Nonwoven fabric for oral pouched product, and methods of manufacturing a nonwoven fabric |
| EP4111873A1 (en) | 2021-07-01 | 2023-01-04 | Pely-tex GmbH & Co KG | Pouch made of a nonwoven material containing a tobacco material and / or another nicotine-containing material |
| EP4111870A1 (en) | 2021-07-01 | 2023-01-04 | Pely-tex GmbH & Co KG | Oral pouch for the dispensing of active ingredients |
| WO2023275005A1 (en) | 2021-07-01 | 2023-01-05 | Pely-Tex Gmbh & Co. Kg | Oral pouch for delivering active ingredients |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016083463A1 (en) | 2016-06-02 |
| EP3223636A1 (en) | 2017-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3223636B1 (en) | Oral pouched product | |
| EP3192380B1 (en) | Oral pouched product | |
| EP3087852B1 (en) | Oral pouched product having a rectangular shape | |
| US20180153211A1 (en) | Chewable and deformable oral pouched snuff product | |
| EP2428126B1 (en) | Smokeless oral product | |
| EP3784064B1 (en) | A packaging material and an oral pouched nicotine product | |
| US20170318858A1 (en) | A tobacco or non-tobacco product comprising magnesium carbonate | |
| EP2649888A1 (en) | A smokeless tobacco composition comprising non-tobacco fibers and a method for its manufacture. | |
| CN114269168B (en) | Reconstituted cocoa material for aerosol generation | |
| US20180271139A1 (en) | Oral pouched product having a rectangular shape | |
| EP3927190B1 (en) | A packaging material and an oral pouched snuff product | |
| US10524500B2 (en) | Staple fiber blend for use in the manufacture of cigarette filter elements | |
| EP1528868B1 (en) | Biodegradable dual density filter cigarette | |
| EP0514804A2 (en) | Improvements relating to smoking articles | |
| EP4256979A1 (en) | Pouched product for oral use | |
| US20230270159A1 (en) | Paper cavity filter | |
| JP2023528847A (en) | Packaging materials and oral bag products | |
| EP4350063A1 (en) | An oral pouched product comprising a liquid permeable pouch of fibrous nonwoven material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170516 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180716 |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190926 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| GRAT | Correction requested after decision to grant or after decision to maintain patent in amended form |
Free format text: ORIGINAL CODE: EPIDOSNCDEC |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1239379 Country of ref document: AT Kind code of ref document: T Effective date: 20200315 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602015048257 Country of ref document: DE |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: PELY-TEX GMBH & CO KG Owner name: SWEDISH MATCH NORTH EUROPE AB |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200604 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200604 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200605 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200704 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1239379 Country of ref document: AT Kind code of ref document: T Effective date: 20200304 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 602015048257 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: SAECHSISCHES TEXTILFORSCHUNGSINSTITUT E.V. (STFI) AN-INSTITUT DER TECHNISCHEN UNIVERSITAET CHEMNITZ Effective date: 20201117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20201125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201125 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230521 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20231122 Year of fee payment: 9 Ref country code: DE Payment date: 20231115 Year of fee payment: 9 |