EP3220728A1 - Water-proof control unit and manufacturing method for water-proof control unit - Google Patents
Water-proof control unit and manufacturing method for water-proof control unit Download PDFInfo
- Publication number
- EP3220728A1 EP3220728A1 EP14905897.6A EP14905897A EP3220728A1 EP 3220728 A1 EP3220728 A1 EP 3220728A1 EP 14905897 A EP14905897 A EP 14905897A EP 3220728 A1 EP3220728 A1 EP 3220728A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- peripheral wall
- connector member
- groove
- seal material
- cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 230000002093 peripheral effect Effects 0.000 claims abstract description 283
- 239000000463 material Substances 0.000 claims abstract description 162
- 238000003780 insertion Methods 0.000 claims description 64
- 230000037431 insertion Effects 0.000 claims description 64
- 238000002347 injection Methods 0.000 claims description 40
- 239000007924 injection Substances 0.000 claims description 40
- 238000000034 method Methods 0.000 claims description 12
- 230000001681 protective effect Effects 0.000 claims description 12
- 239000011347 resin Substances 0.000 claims description 8
- 229920005989 resin Polymers 0.000 claims description 8
- 238000009434 installation Methods 0.000 claims description 6
- 238000012856 packing Methods 0.000 description 22
- 239000011248 coating agent Substances 0.000 description 7
- 238000000576 coating method Methods 0.000 description 7
- 230000007423 decrease Effects 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R16/00—Electric or fluid circuits specially adapted for vehicles and not otherwise provided for; Arrangement of elements of electric or fluid circuits specially adapted for vehicles and not otherwise provided for
- B60R16/02—Electric or fluid circuits specially adapted for vehicles and not otherwise provided for; Arrangement of elements of electric or fluid circuits specially adapted for vehicles and not otherwise provided for electric constitutive elements
- B60R16/023—Electric or fluid circuits specially adapted for vehicles and not otherwise provided for; Arrangement of elements of electric or fluid circuits specially adapted for vehicles and not otherwise provided for electric constitutive elements for transmission of signals between vehicle parts or subsystems
- B60R16/0239—Electronic boxes
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
- H05K5/06—Hermetically-sealed casings
- H05K5/062—Hermetically-sealed casings sealed by a material injected between a non-removable cover and a body, e.g. hardening in situ
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14778—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the article consisting of a material with particular properties, e.g. porous, brittle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/006—Producing casings, e.g. accumulator cases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R16/00—Electric or fluid circuits specially adapted for vehicles and not otherwise provided for; Arrangement of elements of electric or fluid circuits specially adapted for vehicles and not otherwise provided for
- B60R16/02—Electric or fluid circuits specially adapted for vehicles and not otherwise provided for; Arrangement of elements of electric or fluid circuits specially adapted for vehicles and not otherwise provided for electric constitutive elements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/52—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases
- H01R13/5202—Sealing means between parts of housing or between housing part and a wall, e.g. sealing rings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/52—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases
- H01R13/5216—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases characterised by the sealing material, e.g. gels or resins
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
- H05K5/0004—Casings, cabinets or drawers for electric apparatus comprising several parts forming a closed casing
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
- H05K5/0017—Casings, cabinets or drawers for electric apparatus with operator interface units
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
- H05K5/02—Details
- H05K5/0247—Electrical details of casings, e.g. terminals, passages for cables or wiring
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
- H05K5/02—Details
- H05K5/03—Covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0068—Permeability to liquids; Adsorption
- B29K2995/0069—Permeability to liquids; Adsorption non-permeable
Definitions
- This invention is related to a waterproof type control unit, which is installed in an automobile, for example, and a waterproof type control unit manufacturing method.
- a control unit of which case is constituted by a base, a cover and a connector member, and of which circuit board is disposed inside the case, has been known.
- a joining surface on which a convex line or a concave line is formed is disposed.
- a seal portion is formed where the convex line and the concave line facing each other are coated with a seal material and engaged with each other, in order to improve waterproof performance (see PTL 1).
- the side face and the top face formed on the periphery of the connector member are at right angles to each other, hence when the connector member and the cover are joined, the direction of an injection needle of a coating machine, to coat a seal material, must be changed between the top face and the side face of the connector member. This means that it takes time to coat the seal material on the cover and the connector member, therefore the operation to manufacture the control unit requires time.
- a waterproof type control unit has: a case including a case assembly in which an opening is disposed; and a cover which closes the opening; and a controller which is housed in the case, wherein the case assembly includes a case member and a connector member which is attached to the case member, the case member has: a base plate on which a case member bottom surface is formed; and a peripheral wall which is fixed to the base plate and which includes a first peripheral wall edge portion and a second peripheral wall edge portion, which are disposed on the case member bottom surface so as to be distant from each other, the peripheral wall surrounding the controller from the first peripheral wall edge portion to the second peripheral wall edge portion, the connector member includes a connector member main unit, which is disposed in a space between the first peripheral wall edge portion and the second peripheral wall edge portion, the opening is formed by being surrounded by the peripheral wall and the connector member main unit, a peripheral wall groove, which is open toward the connector member main unit, is disposed in each of the first peripheral wall edge portion and the second peripheral wall edge portion, the bottom surface
- the bottom surfaces of the peripheral wall grooves disposed in the first and second peripheral wall edge portions are inclined with respect to the case member bottom surface, and the base plate groove connecting these peripheral wall grooves is disposed in the case member bottom surface, hence the seal material can be injected into the peripheral wall grooves and the base plate groove respectively through the injection needle without changing the direction of the injection needle with respect to the case member bottom surface 611.
- operation to coat the seal material to the case member becomes easy, and the time required for manufacturing the waterproof type control unit can be decreased.
- Fig. 1 is a perspective view depicting the waterproof type control unit according to Embodiment 1 of this invention.
- Fig. 2 is a perspective view depicting a case assembly 4 in Fig. 1
- Fig. 3 is a cross-sectional view along the III-III line in Fig. 2 .
- the waterproof type control unit 1 has a case 2 and a controller (not illustrated) which is housed in the case 2.
- the case 2 includes: a case assembly 4 which has an opening 3 illustrated in Fig. 2 ; and a cover 5 which closes the opening 3 of the case assembly 4. As illustrated in Fig.
- the case assembly 4 includes: a case member 6 which supports the controller; and a connector member 7 which is attached to the case member 6.
- the cover 5 and the case member 6 are constituted of a same material (aluminum metal) formed by die casting, and the connector member 7 is constituted of a material that is different from the cover 5 and the case member 6.
- the case member 6 has a base plate 61 and a peripheral wall 62 that is fixed to the base plate 61.
- the controller is supported by the case member bottom surface 611 of the base plate 61.
- the peripheral wall 62 is fixed to the case member bottom surface 611 of the base plate 61.
- the peripheral wall 62 also has a first peripheral wall edge portion 621 and a second peripheral wall edge portion 622, which are disposed on the case member bottom surface 611 so as to be distant from each other.
- the peripheral wall 62 surrounds the controller from the first peripheral wall edge portion 621 to the second peripheral wall edge portion 622.
- the shape of the peripheral wall 62 viewed from the cover 5 side, is C-shaped.
- a seal surface 62a is formed along the peripheral wall 62 on the surface of the peripheral wall 62 on the cover 5 side, that is, on the top surface of the peripheral wall 62.
- a plurality of (3 in this example) screw holes 623 are disposed in the peripheral wall 62 with intervals there between.
- the cover 5 is fastened to the peripheral wall 62 by a plurality of (3 in this example) screws (not illustrated), which are fasteners inserted through the screw holes 623.
- the connector member 7 includes a connector member main unit 71 which is disposed in a space between the first peripheral wall edge portion 621 and the second peripheral wall edge portion 622.
- the connector member main unit 71 has a curved shape which curves outward from the case assembly 4, with respect to the line connecting the first peripheral wall edge portion 621 and the second peripheral wall edge portion 622.
- a plurality of connectors (not illustrated, which include external connection terminals electrically connected to the controller, are disposed, and a pair of protrusions 72, which protrude into the case 2, are disposed on both end portions of the connector member main unit 71.
- the connector member 7 is fixed to the base plate 61 as the protrusions 72 are fastened to the case member bottom surface 611 by fasteners, which are not illustrated. Due to this feature, positioning of the connector member 7 is implemented relative to the base plate 61.
- the opening 3 of the case assembly 4 is formed by being surrounded by the peripheral wall 62 and the connector member main unit 71.
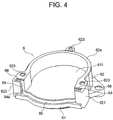
- Fig. 4 is a perspective view depicting the case member 6 in Fig. 2 .
- Fig. 5 is a perspective view depicting the first peripheral wall edge portion 621 in Fig. 4
- Fig. 6 is a top view depicting the first peripheral wall edge portion 621 in Fig. 5 .
- a peripheral wall groove 63 is formed in the first peripheral wall edge portion 621
- a peripheral wall groove 64 is formed in the second peripheral wall edge portion 622.
- Each peripheral wall groove 63 and 64 opens toward the connector member main unit 71, and also opens to the cover 5 side. In this example, when the first and second peripheral wall edge portions 621 and 622 are viewed from the cover 5 side, the peripheral wall grooves 63 and 64 face each other via the connector member main unit 71.
- each bottom surface 63a and 64a of each peripheral wall groove 63 and 64 is inclined toward the cover 5 with respect to the case member bottom surface 611.
- each bottom surface 63a and 64a of each peripheral wall groove 63 and 64 is a surface crossing with the line perpendicular to the case member bottom surface 611.
- the distance between each bottom surface 63a and 64a of each peripheral wall groove 63 and 64 and the connector member main unit 71 continuously increases as the distance from the case member bottom surface 611 to the cover 5 decreases.
- the direction in which the bottom surface 63a of one peripheral wall groove 63 inclines with respect to the case member bottom surface 611, and the direction in which the bottom surface 64a of the other peripheral wall groove 64 inclines with respect to the case member bottom surface 611, are opposite from each other.
- a seal material containing portion 66 which is a space that opens to the cover 5 side, is disposed on the edge portion of each peripheral wall groove 63 and 64 on the cover 5 side.
- the seal material containing portion 66 is formed by creating a step difference on an inner wall of each peripheral wall groove 63 and 64.
- the inner surface of each seal material containing portion 66 is located outside the inner surface of each peripheral wall groove 63 and 64.
- the region of each seal material containing portion 66 is larger than the region of each peripheral wall groove 63 and 64.
- a base plate groove 65 which connects one peripheral wall groove 63 and the other peripheral wall groove 64, is disposed in the case member bottom surface 611 of the base plate 61.
- each peripheral wall groove 63 and 64 and the base plate groove 65 are continuous in the sequence of one peripheral wall groove 63, the base plate groove 65 and the other peripheral wall groove 63.
- the base plate groove 65 opens toward the connector member main unit 71. Further, when viewed from the cover 5 side, the base plate groove 65 is disposed on the case member bottom surface 611 along the path of the connector member main unit 71, from the first peripheral wall edge portion 621 to the second peripheral wall edge portion 622.
- Fig. 7 is a perspective view depicting the connector member 7 in Fig. 2 .
- Fig. 8 is a perspective view depicting a state when the connector member 7 in Fig. 7 is viewed from a direction that is different from Fig. 7 .
- Fig. 9 is a cross-sectional view along the IX-IX line in Fig. 7 .
- the connector member 7 has: a pair of peripheral wall side insertion plates 73 and 74 which individually protrude from the connector member main unit 71 toward the first peripheral wall edge portion 621 and the second peripheral wall edge portion 622 respectively; a base plate side insertion plate 75 which protrudes from the connector member main unit 71 toward the base plate 61; and a cover side insertion plate 76 which protrudes from the connector member main unit 71 toward the cover 5.
- Each peripheral wall side insertion plate 73 and 74 is a tapered plate of which degree of protrusion from the side surface facing the first and second peripheral wall edge portions 621 and 622 of the connector member main unit 71 continuously decreases as the distance to the base plate side insertion plate 75 decreases.
- the peripheral wall side insertion plate 73 is inserted into the peripheral wall groove 63 in accordance with the inclination of the bottom surface 63a of the peripheral wall groove 63
- the peripheral wall side insertion plate 74 is inserted into the peripheral wall groove 64 in accordance with the inclination of the bottom surface 64a of the peripheral wall groove 64.
- peripheral wall side insertion plates 73 and 74 are inserted into the peripheral wall grooves 63 and 64 respectively in a state of being apart from the inner surfaces of the peripheral wall grooves 63 and 64 based on the positioning of the connector member 7 with respect to the base plate 61.
- the base plate side insertion plate 75 is disposed along the base plate groove 65.
- the base plate side insertion plate 75 is inserted into the base plate groove 65 in a state of being apart from the inner surface of the base plate groove 65 based on the positioning of the connector member 7 with respect to the base plate 61, as illustrated in Fig. 3 .
- a seal material 10 which is a flexible rubber-like material, is filled.
- the rubber-like seal material 10 is filled into the space surrounded by each outer surface of the connector member main unit 71 and the peripheral wall side insertion plate 73, and the inner surface of the peripheral wall groove 63, the space surrounded by each outer surface of the connector member main unit 71 and the peripheral wall side insertion plate 74, and the inner surface of the peripheral wall groove 64, and the space surrounded by each outer surface of the connector member main unit 71 and the base plate side insertion plate 75, and the inner surface of the base plate groove 65 respectively.
- the seal material 10 is constituted of a material which is paste-like but hardens to be rubber-like.
- the same type of rubber-like seal material 10 is also filled into the seal material containing portion 66. Thereby the seal performance in the boundary between the case member 6 and the connector member 7 is ensured.
- a pair of protective plates 77 and 78 which protrude from the connector member main unit 71 and face, with a gap, the outer peripheral surfaces of the first peripheral wall edge portion 621 and the second peripheral wall edge portion 622 respectively, are disposed.
- the protective plate 77 covers the boundary between the first peripheral wall edge portion 621 and the connector member main unit 71
- the protective plate 78 covers the boundary between the second peripheral wall edge portion 622 and the connector member main unit 71.
- each protrusion 72, each peripheral wall side insertion plate 73 and 74, the base plate side insertion plate 75, the cover side insertion plate 76, and each protective plate 77 and 78 are formed by integral resin molding.
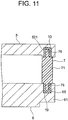
- Fig. 10 is a front view depicting the cover 5 in Fig. 1 .
- Fig. 11 is a cross-sectional view along the IX-IX line in Fig. 1 .
- a plurality of (3 in this example) screw holes 51 are formed on the outer periphery of the cover 5, a plurality of (3 in this example) screw holes 51, through which screws (not illustrated) are inserted to fix the covers 5 to the peripheral wall 62, are formed.
- a cover groove 52 is disposed along the connector member 7 and the peripheral wall 62.
- the cover groove 52 includes a connector member cover groove portion 521 along the connector member 7, and a peripheral wall cover groove portion 522 along the peripheral wall 62.
- the cover groove 52 is formed in a loop inter-connecting the connector member cover groove portion 521 and the peripheral wall cover groove portion 522.
- a cover side insertion plate 76 is disposed along the connector member cover groove portion 521. As illustrated in Fig. 7 , the cover side insertion plate 76 is disposed not only in the range of the connector member main unit 71, but also in the range of each peripheral wall side insertion plate 73 and 74. Further, as illustrated in Fig. 11 , the cover side insertion plate 76 is inserted into the connector member cover groove portion 521 in the state of being apart from the inner surface of the connector member cover groove portion 521.
- a seal material 10 which is the same type as the seal material filled into the space between each inner surface of the peripheral wall grooves 63 and 64 and the base plate groove 65, and the connector member 7, is filled.
- the rubber-like seal material 10 is filed into the space surrounded by each outer surface of the connector member main unit 71 and the cover side insertion plate 76, and the inner surface of the connector member cover groove portion 521.
- the opening of the peripheral wall cover groove portion 522 is closed by the seal surface 62a formed on the peripheral wall 62.
- the rubber-like seal material 10 which is the same type as the seal material filled into the space between the inner surface of the connector member cover groove portion 521 and the connector member 7, is filled. Thereby the seal performance in the boundary between the case assembly 4 and the cover 5 is ensured.
- a method for manufacturing the waterproof type control unit 1 will be described next.
- the paste-like seal material is injected into the base plate groove 65 and the pair of peripheral wall grooves 63 and 64 disposed in the case member 6, so as to coat the seal material on the case member 6.
- a coating machine for injecting the seal material into the base plate groove 65 and the pair of peripheral wall grooves 63 and 64 is installed such that the injection needle to eject the seal material is perpendicular to the case member bottom surface 611.
- the seal material hardens and changes from a paste-like state to a flexible rubber-like state.
- Fig. 12 is a perspective view depicting a state where the paste-like seal material is coated on the case member 6 in Fig. 4 .
- the seal material is injected into the base plate groove 65 and the pair of peripheral wall grooves 63 and 64, the seal material is continuously injected from an intermediate position of the base plate groove 65 in the sequence of the base plate groove 65 and one peripheral wall groove 63, as indicated by the arrow mark in Fig. 12 .
- the seal material is injected into the base plate groove 65 from the intermediate position of the base plate groove 65 toward one peripheral wall groove 63, and the seal material is continuously injected into this peripheral wall groove 63 (first seal material injection step).
- the seal material is continuously injected into the base plate groove 65 and the other peripheral wall groove 64.
- the seal material is injected into the remaining portion of the base plate groove 65 from the intermediate position of the base plate groove 65 toward the other peripheral wall groove 64, and the seal material is continuously injected into this peripheral wall groove 64 (second seal material injection step).
- the coating machine is operated while changing the vertical and horizontal positions of the injection needle, without changing the orientation of the injection needle, so as to inject the seal material into the base plate groove 65 and the pair of peripheral wall grooves 63 and 64. Further, in the first and second seal material injection steps, a space, which is not filled with the seal material, is secured in each seal material containing portion 66, as illustrated in Fig. 13 .
- the sequence of the first and second seal material injection steps may be reversed.
- the connector member 7 is attached to the case member 6. Thereby the case assembly 4 illustrated in Fig. 2 is completed.
- the controller is also housed inside the case assembly 4, and the electric connection between the external connection terminal of the connector member 7 and the controller is also completed.
- the connector member 7 is attached to the case member 6, the base plate side insertion plate 75 is inserted into the base plate groove 65, and the connector member main unit 71 is disposed in the space between the first peripheral wall edge portion 621 and the second peripheral wall edge portion 622, while independently inserting each peripheral wall side insertion plate 73 and 74 into each peripheral wall groove 63 and 64.
- seal material is filled into the space between the inner surface of the base plate groove 65 and the base plate side insertion plate 75, and the seal material is filled into the space between the respective inner surface of each peripheral wall groove 63 and 64 and each peripheral wall side insertion plate 73 and 74, and the seal performance in the boundary between the case member 6 and the connector member 7 is ensured.
- each peripheral wall side insertion plate 73 and 74 is independently inserted into each peripheral wall groove 63 and 64, the seal material injected into each peripheral wall groove 63 and 64 may be pushed by each peripheral wall side insertion plate 73 and 74, and extend outside the case member 6 from each peripheral wall groove 63 and 64.
- the seal material is can flow into the seal material containing portion 66 disposed in the edge portion of each peripheral wall groove 63 and 64, and extension of the seal material to outside the case member 6 is prevented.
- the seal material is confined to the space between the first or the second peripheral wall edge portion 621 and 622 and each protective plate 77 and 78. Thereby the extension of the seal material to outside the case assembly 4 is prevented, and the seal material will rarely adhere to, for instance, the hands of an operator even if the operator performs the operation holding the case assembly 4 by hand (connector member attachment step).
- Fig. 14 is a front view depicting the state where the seal material is coated on the cover 5 in Fig. 10 .
- the seal material is injected continuously in the sequence of the peripheral wall cover groove portion 522 and the connector member cover groove portion 521 by moving the injection needle from the intermediate position of the peripheral wall cover groove portion 522 to the intermediate position of the connector member cover groove portion 521 in the forward direction (that is, the clockwise direction in Fig. 14 ).
- the seal material is injected continuously in the sequence of the peripheral wall cover groove portion 522 and the connector member cover groove portion 521 by moving the injection needle from the intermediate position of the peripheral wall cover groove portion 522 to the intermediate position of the connector member cover groove portion 521 in the backward direction (that is, the counterclockwise direction in Fig. 14 ).
- the injection needle may be moved in the forward direction first or in the backward direction first.
- a somewhat higher amount of the seal material is injected into both edge portions of the connector member cover groove portion 521, compared with the other portions of the connector member cover groove portion 521, since both edge portions of the connector member cover groove portion 521 face the seal material containing portions 66, respectively.
- the coating machine injects the seal material into the cover groove 52 through the injection needle, without changing the orientation of the injection needle (cover side seal material injection step).
- the opening 3 formed by the peripheral wall 62 and the connector member main unit 71 is closed by the cover 5, while inserting the cover side insertion plate 76 into the connector member cover groove portion 521.
- the opening 3 is closed by the cover 5 so that the seal material is filled into the space between each of the peripheral wall 62 and the connector member main unit 71, and the inner surface of the cover groove 52.
- seal material is filled into the space between the inner surface of the connector member cover groove portion 521 and the cover side insertion plate 76, and the seal material is filled into the space between the inner surface of the peripheral wall cover groove portion 522 and the seal surface 62a, and the seal performance in the boundary between the case assembly 4 and the cover 5 is ensured (cover installation step). Then the seal material hardens, whereby the waterproof type control unit 1 is completed.
- each bottom surface of each peripheral wall groove 63 and 64 disposed in the first and second peripheral wall edge portion 621 and 622 is inclined with respect to the case member bottom surface 611 of the base plate 61, and the base plate groove 65 connecting each peripheral wall groove 63 and 64 is disposed in the case member bottom surface 611, hence the seal material can be injected into the peripheral wall grooves 63 and 64 and the base plate groove 65 respectively through the injection needle for injecting the seal material, without changing the orientation of the injection needle with respect to the case member bottom surface 611 by maintaining the orientation of the injection needle perpendicular to the case member bottom surface 611, for example. Thereby the operation to coat the seal material to the case member 6 becomes easy, and the time required for manufacturing the waterproof type control unit 1 can be decreased.
- the connector member 7 has: a pair of tapered peripheral wall side insertion plates 73 and 74, which protrude from the connector member main unit 71, are inserted into each peripheral wall groove 63 and 64 in accordance with the inclination of the bottom surfaces of each peripheral wall groove 63 and 64; and a base plate side insertion plate 75 which protrudes from the connector member main unit 71 and is inserted into the base plate groove 65, hence the seal material can be filled with certainty into the space between the inner surface of each peripheral wall groove 63 and 64 and each peripheral wall side insertion plate 73 and 74, and the space between the inner surface of the base plate groove 65 and the base plate side insertion plate 75, and the seal performance in the boundary between the connector member 7 and the case member 6 can be ensured with higher certainty.
- a pair of protective plates 77 and 78 which protrude from the connector member main unit 71, and face the outer peripheral surfaces of the first and second peripheral wall end portions 621 and 622 respectively with spacing, are disposed, hence even if the seal material extends to outside the case assembly 4 from each peripheral wall groove 63 and 64, the seal material can be confined to the space between the outer peripheral surfaces of the first and second peripheral wall end portions 621 and 622 and the protective plates 77 and 78. Thereby the filling state of the seal material can be visually checked more easily, and adhesion of the seal material on the case assembly 4 to the hands of the operator can be prevented, and as a result, the waterproof type control unit 1 can be manufactured more efficiently.
- the seal material containing portion 66 is disposed in the edge portion of each peripheral wall groove 63 and 64 on the cover 5 side, hence the seal material can flow from each peripheral wall groove 63 and 64 to the seal material containing portion 66. Thereby extension of the seal material from each peripheral wall groove 63 and 64 can be prevented, and the waterproof type control unit 1 can be manufactured more efficiently.
- cover groove 52 is disposed on the surface of the cover 5 on the case assembly 4 side, and the seal material is filled into the space between each of the connector member 7 and the peripheral wall 62, and the inner surface of the cover groove 52 respectively, hence the seal performance in the boundary between the cover 5 and the case assembly 4 can be ensured with higher certainty.
- the connector member 7 includes the cover side insertion plate 76, which protrudes from the connector member main unit 71 and is inserted into the cover groove 52, hence the seal material can be filled into the space between the inner surface of the cover groove 52 and the cover side insertion plate 76 with certainty, and the seal performance in the boundary between the cover 5 and the connector member 7 can be ensured with higher certainty.
- the shape of the connector member main unit 71 has a curved shape, which curves outward from the case assembly 4, with respect to the line connecting the first peripheral wall edge portion 621 and the second peripheral wall edge portion 622, hence the capacity inside the case 2 can be increased.
- case member 6 and the cover 5 are constituted of the same material, hence the linear expansion coefficients of the case member 6 and the cover 5 can be the same. As a result, the difference of the volume change amount between the case member 6 and the cover 5 caused by heat can be minimized, and deterioration of the seal performance in the boundary between the case member 6 and the cover 5 caused by heat can be suppressed.
- the seal material when the seal material is injected into each peripheral wall groove 63 and 64 and the base plate groove 65 of the case member 6, the seal material is injected from the intermediate position of the base plate groove 65 continuously in the sequence of the base plate groove 65 and one peripheral wall groove 63, and the seal material is injected from the intermediate position of the base plate groove 65 continuously in the sequence of the base plate groove 65 and the other peripheral wall groove 64, hence the number of times of the injection operation of the seal material using the injection needle is two times, and the seal material can be easily injected into each peripheral wall groove 63 and 64 and the base plate groove 65.
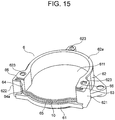
- Fig. 15 is a perspective view depicting the state when the seal material is coated on the case member 6 according to Embodiment 2.
- the paste-like seal material is injected into the entire base plate groove 65 first, using the injection needle of the coating machine (base plate groove seal material injection step).
- the connector member 7 is attached to the case member 6 before the seal material injected into the base plate groove 65 hardens.
- the base plate side insertion plate 75 is inserted into the base plate groove 65, and the connector member main unit 71 is disposed in the space between the first peripheral wall edge portion 621 and the second peripheral wall edge portion 622 while individually inserting each peripheral wall side insertion plate 73 and 74 into each peripheral wall groove 63 and 64.
- the seal material is filled into the space between the inner surface of the base plate groove 65 and the base plate side insertion plate 75.
- the seal material is not yet filled into the space between the inner surface of each peripheral wall groove 63 and 64 and each peripheral wall side insertion plate 73 and 74 (connector member attachment step).
- Fig. 16 is a perspective view depicting a state where the connector member 7 is attached to the case member 6 in Fig. 15 .
- the paste-like seal material is injected from the open portion of each peripheral wall groove 63 and 64 on the cover 5 side into each peripheral wall groove 63 and 64 using the injection needle of the coating machine, as the arrow marks in Fig. 16 indicate.
- the seal material is filled into the space between the inner surface of each peripheral wall groove 63 and 64 and each peripheral wall side insertion plate 73 and 74, and the seal performance in the boundary between the case member 6 and the connector member 7 is ensured (peripheral wall groove seal material injection step).
- the case assembly 4 is fabricated.
- the subsequent procedures and the configuration of the waterproof type control unit 1 are the same as Embodiment 1.
- the seal material is injected into each peripheral wall groove 63 and 64 after attaching the connector member 7 in the case member 6, hence extension of the seal material from each peripheral wall groove 63 and 64 can be prevented, and less amount of seal material can be used. Thereby the manufacturing cost of the waterproof type control unit 1 can be reduced.
- each peripheral wall side insertion plate 73 and 74 protrudes from the connector member main unit 71, but the degree of protrusion of each peripheral wall side insertion plate 73 and 74 may be decreased, or each peripheral wall side insertion plate 73 and 74 may be omitted.
- the open portion of each peripheral wall groove 63 and 64 at the edge on the cover 5 side can be enlarged, which makes it easier to inject the seal material into each peripheral wall groove 63 and 64 in the second seal material injection step.
- the cross-sectional shape of the injection needle of the coating machine may be matched with the cross-sectional shape of the space formed by the inner surface of the edge portion of each peripheral wall groove 63 and 64 on the cover 5 side and the connector member 7.
- the seal material can be easily injected in the second seal material injection step, and the seal material can be filled into each peripheral wall groove 63 and 64 with higher certainty.
- Fig. 17 is a perspective view depicting a case member 6 of the waterproof type control unit 1 according to Embodiment 3 of this invention.
- Each of the first peripheral wall edge portion 621 and the second peripheral wall edge portion 622 has a slope 624, which inclines from the inner surface of each peripheral wall groove 63 and 64 toward the interior of the case 2 in a direction of expanding the space between each slope and the connector member 7.
- the rest of the configuration is the same as Embodiment 1.
- the manufacturing procedure of the waterproof type control unit 1 is also the same as Embodiment 1.
- the slope 624 which inclines from the inner surface of each peripheral wall groove 63 and 64 toward the interior of the case 2 in a direction of expanding the space with each slope and the connector member 7, is disposed in the first and second peripheral wall edge portion 621 and 622 respectively, hence the paste-like seal material can be extended intentionally from each peripheral wall groove 63 and 64 into the case 2. Thereby extension of the seal material out of the case assembly 4 is prevented, and adhesion of the seal material to, for instance, the hands of the operator can be prevented.
- the seal material hardly extends out of the case assembly 4, the amount of the seal material to be injected into each peripheral wall groove 63 and 64 can be increased, and the seal material can be filled into the space between the inner surface of each peripheral wall groove 63 and 64 and the connector member 7 with higher certainty. As a result, the seal performance in the boundary between the case member 6 and the connector member 7 can be further improved.
- the manufacturing procedure of the waterproof type control unit 1 is the same as Embodiment 1, but the waterproof type control unit 1 may be manufactured according to the same procedure as Embodiment 2.
- Fig. 18 is a perspective view depicting a connector member 7 of the waterproof type control unit 1 according to Embodiment 4 of this invention.
- a packing 20, which is a flexible resin material is disposed along each peripheral wall groove 63 and 64 and the base plate groove 65 respectively.
- the packing 20 is disposed in the slope portions of each peripheral wall side insertion plate 73 and 74 facing the bottom surface of each peripheral wall groove 63 and 64, and the base plate side insertion plate 75 respectively.
- a rubber packing 20 e.g. made of silicon rubber is disposed in the connector member 7.
- each packing 20 disposed in each peripheral wall side insertion plate 73 and 74 individually adheres to the inner surface of each peripheral wall groove 63 and 64 in the state of being fitted to each peripheral wall side insertion plate 73 and 74.
- the packing 20 disposed in the base plate side insertion plate 75 adheres to the inner surface of the base plate groove 65 in the state of being fitted to the base plate side insertion plate 75.
- the seal material is filled into the space formed between each inner surface of the peripheral wall grooves 63 and 64 and the base plate groove 65 and the connector member 7, so as to fill the space around the packing 20.
- the rest of the configuration is the same as Embodiment 1.
- a method for manufacturing the waterproof type control unit 1 will be described next.
- the packing 20 is installed in each peripheral wall side insertion plate 73 and 74 and the base plate side insertion plate 75 of the connector member 7 respectively in advance (resin material installation step). Further, the first and second seal material injection steps are performed in the same manner as Embodiment 1, and the paste-like seal material is coated on the case member 6.
- the packing 20 installed in advance in the connector member 7 in the resin material installation step adheres to each inner surface of the peripheral wall groove 63 and 64 and the base plate groove 65 respectively, and while individually inserting each peripheral wall side insertion plate 73 and 74 and the base plate side insertion plate 75 into each peripheral wall groove 63 and 64 and the base plate groove 65 respectively, the connector member main unit 71 is disposed in the space between the first peripheral wall edge portion 621 and the second peripheral wall edge portion 622. At this time, the paste-like seal materials changes the form along the shape of the packing 20, and fills the space around the packing 20.
- the packing 20 and the seal material fill the space between the inner surface of the base plate groove 65 and the base plate side insertion plate 75, and the packing 20 and the seal material fill the space between the inner surface of each peripheral wall groove 63 and 64 and each peripheral wall side insertion plate 73 and 74, whereby the seal performance in the boundary between the case member 6 and the connector member 7 is ensured (connector member attachment step).
- the subsequent procedure is the same as Embodiment 1.
- the flexible packing 20 is disposed in the connector member 7 along each peripheral wall groove 63 and 64 and the base plate groove 65 respectively, and the packing 20 adheres to the inner surface of each peripheral wall groove 63 and 64 and the base plate groove 65 respectively, hence the seal performance in the boundary between the case member 6 and the connector member 7 can be further improved by the packing 20 and the seal material.
- the flexible packing 20 which is installed in the connector member 7 in advance, adheres to each inner surface of each peripheral wall groove 63 and 64 and the base plate groove 65, hence the packing 20 can easily contact the respective inner surface of each peripheral wall groove 63 and 64 and the base plate groove 65.
- the connector member attachment step of attaching the connector member 7, in which the packing 20 has been installed in advance, in the case member 6, is performed, but the connector member attachment step of attaching the connector member 7, in which the packing 20 has been installed in advance, in the case member 6, may be performed after performing the base plate groove seal material injection step of injecting the seal material into the base plate groove 65 and before injecting the seal material into each peripheral wall groove 63 and 64, in the same manner as Embodiment 2, and then the peripheral wall groove seal material injection step of injecting the seal material into each peripheral wall groove 63 and 64 may be performed.
- the packing 20 adheres to the respective inner surface of each peripheral wall groove 63 and 64 and the base plate groove 65 of the case member 6 of Embodiment 1, but the case assembly 4 may be constructed by adhering the packing 20 to the respective inner surface of each peripheral wall groove 63 and 64 and the base plate groove 65 of the case member 6 in which the slope 624 is disposed in Embodiment 3.
- the pair of peripheral wall side insertion plates 73 and 74, the base plate side insertion plate 75, and the cover side insertion plate 76 protrude from the connector member main unit 71, but at least one of each peripheral wall side insertion plate 73 and 74, the base plate side insertion plate 75, and the cover side insertion plate 76 may be omitted as long as the seal performance by the seal material is ensured in the boundary between each of the case member 6 and the cover 5, and the connector member 7.
- each protective plate 77 and 78 protrude from the connector member main unit 71, but each protective plate 77 and 78 may be omitted as long as the seal member is unlikely to extend from each peripheral wall groove 63 and 64, or if operation is not affected even if the seal material extends.
- the case member 6 and the cover 5 are constituted of a same material
- the connector member 7 is constituted of a different material from that of the case member 6 and the cover 5, but the cover 5, the case member 6 and the connector member 7 may be constituted of a same material by constituting each of the case member 6 and the cover 5 by resin, for example. Then the linear expansion coefficients of the cover 5, the case member 6 and the connector member 7 become the same, and deterioration of the seal performance due to temperature change can be prevented in the respective boundary of the cover 5, the case member 6 and the connector member 7. Thereby the reliability of the seal performance in the case 2 can be further improved.
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Casings For Electric Apparatus (AREA)
- Connector Housings Or Holding Contact Members (AREA)
Abstract
Description
- This invention is related to a waterproof type control unit, which is installed in an automobile, for example, and a waterproof type control unit manufacturing method.
- A control unit of which case is constituted by a base, a cover and a connector member, and of which circuit board is disposed inside the case, has been known. On each periphery of the base, the cover and the connection member, a joining surface on which a convex line or a concave line is formed, is disposed. On each boundary of the base, the cover and the connector member, a seal portion is formed where the convex line and the concave line facing each other are coated with a seal material and engaged with each other, in order to improve waterproof performance (see PTL 1).
- [PTL 1] Japanese Patent Application Publication No.
2012-69611 - However, the side face and the top face formed on the periphery of the connector member are at right angles to each other, hence when the connector member and the cover are joined, the direction of an injection needle of a coating machine, to coat a seal material, must be changed between the top face and the side face of the connector member. This means that it takes time to coat the seal material on the cover and the connector member, therefore the operation to manufacture the control unit requires time.
- With the foregoing in view, it is an object of the invention to provide a waterproof type control unit that can reduce the time required for manufacturing, and to provide a method for manufacturing the waterproof type control unit.
- A waterproof type control unit according to this invention has: a case including a case assembly in which an opening is disposed; and a cover which closes the opening; and a controller which is housed in the case, wherein the case assembly includes a case member and a connector member which is attached to the case member, the case member has: a base plate on which a case member bottom surface is formed; and a peripheral wall which is fixed to the base plate and which includes a first peripheral wall edge portion and a second peripheral wall edge portion, which are disposed on the case member bottom surface so as to be distant from each other, the peripheral wall surrounding the controller from the first peripheral wall edge portion to the second peripheral wall edge portion, the connector member includes a connector member main unit, which is disposed in a space between the first peripheral wall edge portion and the second peripheral wall edge portion, the opening is formed by being surrounded by the peripheral wall and the connector member main unit, a peripheral wall groove, which is open toward the connector member main unit, is disposed in each of the first peripheral wall edge portion and the second peripheral wall edge portion, the bottom surface of the peripheral wall groove is inclined with respect to the case member bottom surface, a base plate groove, which connects the peripheral wall groove disposed in the first peripheral wall edge portion and the peripheral wall groove disposed in the second peripheral wall edge portion, is disposed in the case member bottom surface, and a seal material is filled in a space formed between an inner surface of the peripheral wall groove and the connector member, and a space formed between an inner surface of the base plate grove and the connector member.
- According to the waterproof type control unit based on this invention, the bottom surfaces of the peripheral wall grooves disposed in the first and second peripheral wall edge portions are inclined with respect to the case member bottom surface, and the base plate groove connecting these peripheral wall grooves is disposed in the case member bottom surface, hence the seal material can be injected into the peripheral wall grooves and the base plate groove respectively through the injection needle without changing the direction of the injection needle with respect to the case
member bottom surface 611. Thereby operation to coat the seal material to the case member becomes easy, and the time required for manufacturing the waterproof type control unit can be decreased. -
-
Fig. 1 is a perspective view depicting a waterproof type control unit according toEmbodiment 1 of this invention. -
Fig. 2 is a perspective view depicting a case assembly inFig. 1 . -
Fig. 3 is a cross-sectional view along the III-III line inFig. 2 . -
Fig. 4 is a perspective view depicting a case member inFig. 2 . -
Fig. 5 is a perspective view depicting a first peripheral wall edge portion inFig. 4 . -
Fig. 6 is a top view depicting the first peripheral wall edge portion inFig. 5 . -
Fig. 7 is a perspective view depicting a connector member inFig. 2 . -
Fig. 8 is a perspective view depicting the connector member inFig. 7 that is viewed in a direction different fromFig. 7 . -
Fig. 9 is a cross-sectional view along the IX-IX line inFig. 7 . -
Fig. 10 is a front view depicting the cover inFig. 1 . -
Fig. 11 is a cross-sectional view along the XI-XI line inFig. 1 . -
Fig. 12 is a perspective view depicting a state where a paste-like seal material is coated on the case member inFig. 4 . -
Fig. 13 is a perspective view depicting a seal material containing portion disposed at a second peripheral wall edge portion inFig. 2 . -
Fig. 14 is a front view depicting a state where the seal material is coated on the cover inFig. 10 . -
Fig. 15 is a perspective view depicting a state where the seal material is coated on a case member according to Embodiment 2 of this invention. -
Fig. 16 is a perspective view depicting a state where the connector member is attached to the case member inFig. 15 . -
Fig. 17 is a perspective view depicting a case member of a waterproof type control unit according toEmbodiment 3 of this invention. -
Fig. 18 is a perspective view depicting a connector member of a waterproof type control unit according toEmbodiment 4 of this invention. - Preferred embodiments of this invention will be described with reference to the drawings.
- In this embodiment, a vehicular waterproof type control unit, which is installed in an automobile, for example, will be described.
Fig. 1 is a perspective view depicting the waterproof type control unit according toEmbodiment 1 of this invention.Fig. 2 is a perspective view depicting acase assembly 4 inFig. 1 , andFig. 3 is a cross-sectional view along the III-III line inFig. 2 . In the drawings, the waterprooftype control unit 1 has acase 2 and a controller (not illustrated) which is housed in thecase 2. Thecase 2 includes: acase assembly 4 which has anopening 3 illustrated inFig. 2 ; and acover 5 which closes theopening 3 of thecase assembly 4. As illustrated inFig. 2 , thecase assembly 4 includes: acase member 6 which supports the controller; and aconnector member 7 which is attached to thecase member 6. In this example, thecover 5 and thecase member 6 are constituted of a same material (aluminum metal) formed by die casting, and theconnector member 7 is constituted of a material that is different from thecover 5 and thecase member 6. - As illustrated in
Fig. 2 , thecase member 6 has abase plate 61 and aperipheral wall 62 that is fixed to thebase plate 61. A casemember bottom surface 611, which faces thecover 5, is formed on thebase plate 61. The controller is supported by the casemember bottom surface 611 of thebase plate 61. - The
peripheral wall 62 is fixed to the casemember bottom surface 611 of thebase plate 61. Theperipheral wall 62 also has a first peripheralwall edge portion 621 and a second peripheralwall edge portion 622, which are disposed on the casemember bottom surface 611 so as to be distant from each other. Theperipheral wall 62 surrounds the controller from the first peripheralwall edge portion 621 to the second peripheralwall edge portion 622. In this example, the shape of theperipheral wall 62, viewed from thecover 5 side, is C-shaped. Aseal surface 62a is formed along theperipheral wall 62 on the surface of theperipheral wall 62 on thecover 5 side, that is, on the top surface of theperipheral wall 62. Further, a plurality of (3 in this example)screw holes 623 are disposed in theperipheral wall 62 with intervals there between. Thecover 5 is fastened to theperipheral wall 62 by a plurality of (3 in this example) screws (not illustrated), which are fasteners inserted through thescrew holes 623. - As illustrated in
Fig. 2 , theconnector member 7 includes a connector membermain unit 71 which is disposed in a space between the first peripheralwall edge portion 621 and the second peripheralwall edge portion 622. When theconnector member 7 is viewed from thecover 5 side, the connector membermain unit 71 has a curved shape which curves outward from thecase assembly 4, with respect to the line connecting the first peripheralwall edge portion 621 and the second peripheralwall edge portion 622. - In the intermediate portion of the connector member
main unit 71, a plurality of connectors (not illustrated, which include external connection terminals electrically connected to the controller, are disposed, and a pair ofprotrusions 72, which protrude into thecase 2, are disposed on both end portions of the connector membermain unit 71. Theconnector member 7 is fixed to thebase plate 61 as theprotrusions 72 are fastened to the casemember bottom surface 611 by fasteners, which are not illustrated. Due to this feature, positioning of theconnector member 7 is implemented relative to thebase plate 61. The opening 3 of thecase assembly 4 is formed by being surrounded by theperipheral wall 62 and the connector membermain unit 71. -
Fig. 4 is a perspective view depicting thecase member 6 inFig. 2 .Fig. 5 is a perspective view depicting the first peripheralwall edge portion 621 inFig. 4 , andFig. 6 is a top view depicting the first peripheralwall edge portion 621 inFig. 5 . Aperipheral wall groove 63 is formed in the first peripheralwall edge portion 621, and aperipheral wall groove 64 is formed in the second peripheralwall edge portion 622. Eachperipheral wall groove main unit 71, and also opens to thecover 5 side. In this example, when the first and second peripheralwall edge portions cover 5 side, theperipheral wall grooves main unit 71. - Each
bottom surface peripheral wall groove cover 5 with respect to the casemember bottom surface 611. In other words, eachbottom surface peripheral wall groove member bottom surface 611. The distance between eachbottom surface peripheral wall groove main unit 71 continuously increases as the distance from the casemember bottom surface 611 to thecover 5 decreases. In other words, the direction in which thebottom surface 63a of oneperipheral wall groove 63 inclines with respect to the casemember bottom surface 611, and the direction in which thebottom surface 64a of the otherperipheral wall groove 64 inclines with respect to the casemember bottom surface 611, are opposite from each other. - A seal
material containing portion 66, which is a space that opens to thecover 5 side, is disposed on the edge portion of eachperipheral wall groove cover 5 side. The sealmaterial containing portion 66 is formed by creating a step difference on an inner wall of eachperipheral wall groove wall edge portions cover 5 side, the inner surface of each sealmaterial containing portion 66 is located outside the inner surface of eachperipheral wall groove wall edge portions cover 5 side, the region of each sealmaterial containing portion 66 is larger than the region of eachperipheral wall groove - As illustrated in
Fig. 3 andFig. 4 , abase plate groove 65, which connects oneperipheral wall groove 63 and the otherperipheral wall groove 64, is disposed in the casemember bottom surface 611 of thebase plate 61. Thereby when viewed from thecover 5 side, eachperipheral wall groove base plate groove 65 are continuous in the sequence of oneperipheral wall groove 63, thebase plate groove 65 and the otherperipheral wall groove 63. Thebase plate groove 65 opens toward the connector membermain unit 71. Further, when viewed from thecover 5 side, thebase plate groove 65 is disposed on the casemember bottom surface 611 along the path of the connector membermain unit 71, from the first peripheralwall edge portion 621 to the second peripheralwall edge portion 622. -
Fig. 7 is a perspective view depicting theconnector member 7 inFig. 2 .Fig. 8 is a perspective view depicting a state when theconnector member 7 inFig. 7 is viewed from a direction that is different fromFig. 7 .Fig. 9 is a cross-sectional view along the IX-IX line inFig. 7 . In addition to the above mentioned connector membermain unit 71, theconnector member 7 has: a pair of peripheral wallside insertion plates main unit 71 toward the first peripheralwall edge portion 621 and the second peripheralwall edge portion 622 respectively; a base plateside insertion plate 75 which protrudes from the connector membermain unit 71 toward thebase plate 61; and a coverside insertion plate 76 which protrudes from the connector membermain unit 71 toward thecover 5. - Each peripheral wall
side insertion plate wall edge portions main unit 71 continuously decreases as the distance to the base plateside insertion plate 75 decreases. The peripheral wallside insertion plate 73 is inserted into theperipheral wall groove 63 in accordance with the inclination of thebottom surface 63a of theperipheral wall groove 63, and the peripheral wallside insertion plate 74 is inserted into theperipheral wall groove 64 in accordance with the inclination of thebottom surface 64a of theperipheral wall groove 64. The peripheral wallside insertion plates peripheral wall grooves peripheral wall grooves connector member 7 with respect to thebase plate 61. - The base plate
side insertion plate 75 is disposed along thebase plate groove 65. The base plateside insertion plate 75 is inserted into thebase plate groove 65 in a state of being apart from the inner surface of thebase plate groove 65 based on the positioning of theconnector member 7 with respect to thebase plate 61, as illustrated inFig. 3 . - Into the spaces formed between the respective inner surface of each
peripheral wall groove base plate groove 65 and theconnector member 7, aseal material 10, which is a flexible rubber-like material, is filled. In other words, the rubber-like seal material 10 is filled into the space surrounded by each outer surface of the connector membermain unit 71 and the peripheral wallside insertion plate 73, and the inner surface of theperipheral wall groove 63, the space surrounded by each outer surface of the connector membermain unit 71 and the peripheral wallside insertion plate 74, and the inner surface of theperipheral wall groove 64, and the space surrounded by each outer surface of the connector membermain unit 71 and the base plateside insertion plate 75, and the inner surface of thebase plate groove 65 respectively. Theseal material 10 is constituted of a material which is paste-like but hardens to be rubber-like. The same type of rubber-like seal material 10 is also filled into the sealmaterial containing portion 66. Thereby the seal performance in the boundary between thecase member 6 and theconnector member 7 is ensured. - In the
connector member 7, a pair ofprotective plates main unit 71 and face, with a gap, the outer peripheral surfaces of the first peripheralwall edge portion 621 and the second peripheralwall edge portion 622 respectively, are disposed. Theprotective plate 77 covers the boundary between the first peripheralwall edge portion 621 and the connector membermain unit 71, and theprotective plate 78 covers the boundary between the second peripheralwall edge portion 622 and the connector membermain unit 71. Thereby theseal material 10, which extends from theperipheral wall groove 63 to outside thecase assembly 4, can be confined to the space between the first peripheralwall edge portion 621 and theprotective plate 77, and theseal material 10, which extends from theperipheral wall groove 64 to outside thecase assembly 4, can be confined to the space between the second peripheralwall edge portion 622 and theprotective plate 78. The connector membermain unit 71, eachprotrusion 72, each peripheral wallside insertion plate side insertion plate 75, the coverside insertion plate 76, and eachprotective plate -
Fig. 10 is a front view depicting thecover 5 inFig. 1 .Fig. 11 is a cross-sectional view along the IX-IX line inFig. 1 . On the outer periphery of thecover 5, a plurality of (3 in this example) screw holes 51, through which screws (not illustrated) are inserted to fix thecovers 5 to theperipheral wall 62, are formed. On the surface of thecover 5 on thecase assembly 4 side, acover groove 52 is disposed along theconnector member 7 and theperipheral wall 62. - The
cover groove 52 includes a connector membercover groove portion 521 along theconnector member 7, and a peripheral wallcover groove portion 522 along theperipheral wall 62. Thecover groove 52 is formed in a loop inter-connecting the connector membercover groove portion 521 and the peripheral wallcover groove portion 522. - A cover
side insertion plate 76 is disposed along the connector membercover groove portion 521. As illustrated inFig. 7 , the coverside insertion plate 76 is disposed not only in the range of the connector membermain unit 71, but also in the range of each peripheral wallside insertion plate Fig. 11 , the coverside insertion plate 76 is inserted into the connector membercover groove portion 521 in the state of being apart from the inner surface of the connector membercover groove portion 521. - In the space formed between the inner surface of the connector member
cover groove portion 521 and theconnector member 7, aseal material 10, which is the same type as the seal material filled into the space between each inner surface of theperipheral wall grooves base plate groove 65, and theconnector member 7, is filled. In other words, the rubber-like seal material 10 is filed into the space surrounded by each outer surface of the connector membermain unit 71 and the coverside insertion plate 76, and the inner surface of the connector membercover groove portion 521. - The opening of the peripheral wall
cover groove portion 522 is closed by theseal surface 62a formed on theperipheral wall 62. In the space formed between the inner surface of the peripheral wallcover groove portion 522 and theseal surface 62a of theperipheral wall 62, the rubber-like seal material 10, which is the same type as the seal material filled into the space between the inner surface of the connector membercover groove portion 521 and theconnector member 7, is filled. Thereby the seal performance in the boundary between thecase assembly 4 and thecover 5 is ensured. - A method for manufacturing the waterproof
type control unit 1 will be described next. When the waterprooftype control unit 1 is manufactured, the paste-like seal material is injected into thebase plate groove 65 and the pair ofperipheral wall grooves case member 6, so as to coat the seal material on thecase member 6. At this time, a coating machine for injecting the seal material into thebase plate groove 65 and the pair ofperipheral wall grooves member bottom surface 611. As time elapses, the seal material hardens and changes from a paste-like state to a flexible rubber-like state. -
Fig. 12 is a perspective view depicting a state where the paste-like seal material is coated on thecase member 6 inFig. 4 . When the seal material is injected into thebase plate groove 65 and the pair ofperipheral wall grooves base plate groove 65 in the sequence of thebase plate groove 65 and oneperipheral wall groove 63, as indicated by the arrow mark inFig. 12 . In other words, the seal material is injected into thebase plate groove 65 from the intermediate position of thebase plate groove 65 toward oneperipheral wall groove 63, and the seal material is continuously injected into this peripheral wall groove 63 (first seal material injection step). Then, from the intermediate position of thebase plate groove 65, the seal material is continuously injected into thebase plate groove 65 and the otherperipheral wall groove 64. In other words, the seal material is injected into the remaining portion of thebase plate groove 65 from the intermediate position of thebase plate groove 65 toward the otherperipheral wall groove 64, and the seal material is continuously injected into this peripheral wall groove 64 (second seal material injection step). - In the first and second seal material injection steps, the coating machine is operated while changing the vertical and horizontal positions of the injection needle, without changing the orientation of the injection needle, so as to inject the seal material into the
base plate groove 65 and the pair ofperipheral wall grooves material containing portion 66, as illustrated inFig. 13 . The sequence of the first and second seal material injection steps may be reversed. - Then before the seal material coated on the
case member 6 hardens, theconnector member 7 is attached to thecase member 6. Thereby thecase assembly 4 illustrated inFig. 2 is completed. By this step, the controller is also housed inside thecase assembly 4, and the electric connection between the external connection terminal of theconnector member 7 and the controller is also completed. When theconnector member 7 is attached to thecase member 6, the base plateside insertion plate 75 is inserted into thebase plate groove 65, and the connector membermain unit 71 is disposed in the space between the first peripheralwall edge portion 621 and the second peripheralwall edge portion 622, while independently inserting each peripheral wallside insertion plate peripheral wall groove base plate groove 65 and the base plateside insertion plate 75, and the seal material is filled into the space between the respective inner surface of eachperipheral wall groove side insertion plate case member 6 and theconnector member 7 is ensured. - If each peripheral wall
side insertion plate peripheral wall groove peripheral wall groove side insertion plate case member 6 from eachperipheral wall groove material containing portion 66 disposed in the edge portion of eachperipheral wall groove case member 6 is prevented. Further, even if the seal member extends to outside thecase member 6, the seal material is confined to the space between the first or the second peripheralwall edge portion protective plate case assembly 4 is prevented, and the seal material will rarely adhere to, for instance, the hands of an operator even if the operator performs the operation holding thecase assembly 4 by hand (connector member attachment step). - Then the paste-like seal material is injected into the
cover groove 52 so that the seal material is coated on thecover 5.Fig. 14 is a front view depicting the state where the seal material is coated on thecover 5 inFig. 10 . As the arrow inFig. 14 indicates, the seal material is injected continuously in the sequence of the peripheral wallcover groove portion 522 and the connector membercover groove portion 521 by moving the injection needle from the intermediate position of the peripheral wallcover groove portion 522 to the intermediate position of the connector membercover groove portion 521 in the forward direction (that is, the clockwise direction inFig. 14 ). Then the seal material is injected continuously in the sequence of the peripheral wallcover groove portion 522 and the connector membercover groove portion 521 by moving the injection needle from the intermediate position of the peripheral wallcover groove portion 522 to the intermediate position of the connector membercover groove portion 521 in the backward direction (that is, the counterclockwise direction inFig. 14 ). The injection needle may be moved in the forward direction first or in the backward direction first. At this time, a somewhat higher amount of the seal material is injected into both edge portions of the connector membercover groove portion 521, compared with the other portions of the connector membercover groove portion 521, since both edge portions of the connector membercover groove portion 521 face the sealmaterial containing portions 66, respectively. Further, at this time, the coating machine injects the seal material into thecover groove 52 through the injection needle, without changing the orientation of the injection needle (cover side seal material injection step). - Then before the seal material coated on the
cover groove 52 hardens, theopening 3 formed by theperipheral wall 62 and the connector membermain unit 71 is closed by thecover 5, while inserting the coverside insertion plate 76 into the connector membercover groove portion 521. In other words, theopening 3 is closed by thecover 5 so that the seal material is filled into the space between each of theperipheral wall 62 and the connector membermain unit 71, and the inner surface of thecover groove 52. Thereby the seal material is filled into the space between the inner surface of the connector membercover groove portion 521 and the coverside insertion plate 76, and the seal material is filled into the space between the inner surface of the peripheral wallcover groove portion 522 and theseal surface 62a, and the seal performance in the boundary between thecase assembly 4 and thecover 5 is ensured (cover installation step). Then the seal material hardens, whereby the waterprooftype control unit 1 is completed. - According to this waterproof
type control unit 1, each bottom surface of eachperipheral wall groove wall edge portion member bottom surface 611 of thebase plate 61, and thebase plate groove 65 connecting eachperipheral wall groove member bottom surface 611, hence the seal material can be injected into theperipheral wall grooves base plate groove 65 respectively through the injection needle for injecting the seal material, without changing the orientation of the injection needle with respect to the casemember bottom surface 611 by maintaining the orientation of the injection needle perpendicular to the casemember bottom surface 611, for example. Thereby the operation to coat the seal material to thecase member 6 becomes easy, and the time required for manufacturing the waterprooftype control unit 1 can be decreased. - The
connector member 7 has: a pair of tapered peripheral wallside insertion plates main unit 71, are inserted into eachperipheral wall groove peripheral wall groove side insertion plate 75 which protrudes from the connector membermain unit 71 and is inserted into thebase plate groove 65, hence the seal material can be filled with certainty into the space between the inner surface of eachperipheral wall groove side insertion plate base plate groove 65 and the base plateside insertion plate 75, and the seal performance in the boundary between theconnector member 7 and thecase member 6 can be ensured with higher certainty. - In the
connector member 7, a pair ofprotective plates main unit 71, and face the outer peripheral surfaces of the first and second peripheralwall end portions case assembly 4 from eachperipheral wall groove wall end portions protective plates case assembly 4 to the hands of the operator can be prevented, and as a result, the waterprooftype control unit 1 can be manufactured more efficiently. - Further, the seal
material containing portion 66 is disposed in the edge portion of eachperipheral wall groove cover 5 side, hence the seal material can flow from eachperipheral wall groove material containing portion 66. Thereby extension of the seal material from eachperipheral wall groove type control unit 1 can be manufactured more efficiently. - Further, the
cover groove 52 is disposed on the surface of thecover 5 on thecase assembly 4 side, and the seal material is filled into the space between each of theconnector member 7 and theperipheral wall 62, and the inner surface of thecover groove 52 respectively, hence the seal performance in the boundary between thecover 5 and thecase assembly 4 can be ensured with higher certainty. - Further, the
connector member 7 includes the coverside insertion plate 76, which protrudes from the connector membermain unit 71 and is inserted into thecover groove 52, hence the seal material can be filled into the space between the inner surface of thecover groove 52 and the coverside insertion plate 76 with certainty, and the seal performance in the boundary between thecover 5 and theconnector member 7 can be ensured with higher certainty. - Further, when the
connector member 7 is viewed from thecover 5 side, the shape of the connector membermain unit 71 has a curved shape, which curves outward from thecase assembly 4, with respect to the line connecting the first peripheralwall edge portion 621 and the second peripheralwall edge portion 622, hence the capacity inside thecase 2 can be increased. - Further, the
case member 6 and thecover 5 are constituted of the same material, hence the linear expansion coefficients of thecase member 6 and thecover 5 can be the same. As a result, the difference of the volume change amount between thecase member 6 and thecover 5 caused by heat can be minimized, and deterioration of the seal performance in the boundary between thecase member 6 and thecover 5 caused by heat can be suppressed. - Further, according to the method for manufacturing the waterproof
type control unit 1, when the seal material is injected into eachperipheral wall groove base plate groove 65 of thecase member 6, the seal material is injected from the intermediate position of thebase plate groove 65 continuously in the sequence of thebase plate groove 65 and oneperipheral wall groove 63, and the seal material is injected from the intermediate position of thebase plate groove 65 continuously in the sequence of thebase plate groove 65 and the otherperipheral wall groove 64, hence the number of times of the injection operation of the seal material using the injection needle is two times, and the seal material can be easily injected into eachperipheral wall groove base plate groove 65. - In this embodiment, the procedure to fabricate the
case assembly 4 is different fromEmbodiment 1.Fig. 15 is a perspective view depicting the state when the seal material is coated on thecase member 6 according toEmbodiment 2. When thecase assembly 4 is fabricated, the paste-like seal material is injected into the entirebase plate groove 65 first, using the injection needle of the coating machine (base plate groove seal material injection step). - Then the
connector member 7 is attached to thecase member 6 before the seal material injected into thebase plate groove 65 hardens. At this time, the base plateside insertion plate 75 is inserted into thebase plate groove 65, and the connector membermain unit 71 is disposed in the space between the first peripheralwall edge portion 621 and the second peripheralwall edge portion 622 while individually inserting each peripheral wallside insertion plate peripheral wall groove base plate groove 65 and the base plateside insertion plate 75. In this state, the seal material is not yet filled into the space between the inner surface of eachperipheral wall groove side insertion plate 73 and 74 (connector member attachment step). -
Fig. 16 is a perspective view depicting a state where theconnector member 7 is attached to thecase member 6 inFig. 15 . After the connector member attachment step, the paste-like seal material is injected from the open portion of eachperipheral wall groove cover 5 side into eachperipheral wall groove Fig. 16 indicate. Thereby the seal material is filled into the space between the inner surface of eachperipheral wall groove side insertion plate case member 6 and theconnector member 7 is ensured (peripheral wall groove seal material injection step). In this way, thecase assembly 4 is fabricated. The subsequent procedures and the configuration of the waterprooftype control unit 1 are the same asEmbodiment 1. - According to this method for manufacturing the waterproof
type control unit 1, the seal material is injected into eachperipheral wall groove connector member 7 in thecase member 6, hence extension of the seal material from eachperipheral wall groove type control unit 1 can be reduced. - In the above example, each peripheral wall
side insertion plate main unit 71, but the degree of protrusion of each peripheral wallside insertion plate side insertion plate peripheral wall groove cover 5 side can be enlarged, which makes it easier to inject the seal material into eachperipheral wall groove - Further, the cross-sectional shape of the injection needle of the coating machine may be matched with the cross-sectional shape of the space formed by the inner surface of the edge portion of each
peripheral wall groove cover 5 side and theconnector member 7. Thereby the seal material can be easily injected in the second seal material injection step, and the seal material can be filled into eachperipheral wall groove -
Fig. 17 is a perspective view depicting acase member 6 of the waterprooftype control unit 1 according toEmbodiment 3 of this invention. Each of the first peripheralwall edge portion 621 and the second peripheralwall edge portion 622 has aslope 624, which inclines from the inner surface of eachperipheral wall groove case 2 in a direction of expanding the space between each slope and theconnector member 7. The rest of the configuration is the same asEmbodiment 1. The manufacturing procedure of the waterprooftype control unit 1 is also the same asEmbodiment 1. - According to this waterproof
type control unit 1, theslope 624, which inclines from the inner surface of eachperipheral wall groove case 2 in a direction of expanding the space with each slope and theconnector member 7, is disposed in the first and second peripheralwall edge portion peripheral wall groove case 2. Thereby extension of the seal material out of thecase assembly 4 is prevented, and adhesion of the seal material to, for instance, the hands of the operator can be prevented. Since the seal material hardly extends out of thecase assembly 4, the amount of the seal material to be injected into eachperipheral wall groove peripheral wall groove connector member 7 with higher certainty. As a result, the seal performance in the boundary between thecase member 6 and theconnector member 7 can be further improved. - In the above example, the manufacturing procedure of the waterproof
type control unit 1 is the same asEmbodiment 1, but the waterprooftype control unit 1 may be manufactured according to the same procedure asEmbodiment 2. -
Fig. 18 is a perspective view depicting aconnector member 7 of the waterprooftype control unit 1 according toEmbodiment 4 of this invention. In thisconnector member 7, a packing 20, which is a flexible resin material, is disposed along eachperipheral wall groove base plate groove 65 respectively. In this example, the packing 20 is disposed in the slope portions of each peripheral wallside insertion plate peripheral wall groove side insertion plate 75 respectively. Further, in this example, a rubber packing 20 (e.g. made of silicon rubber) is disposed in theconnector member 7. - In each packing 20, a fitting groove (not illustrated) is disposed. Each packing 20 disposed in each peripheral wall
side insertion plate peripheral wall groove side insertion plate side insertion plate 75 adheres to the inner surface of thebase plate groove 65 in the state of being fitted to the base plateside insertion plate 75. The seal material is filled into the space formed between each inner surface of theperipheral wall grooves base plate groove 65 and theconnector member 7, so as to fill the space around the packing 20. The rest of the configuration is the same asEmbodiment 1. - A method for manufacturing the waterproof
type control unit 1 will be described next. When the waterprooftype control unit 1 is manufactured, the packing 20 is installed in each peripheral wallside insertion plate side insertion plate 75 of theconnector member 7 respectively in advance (resin material installation step). Further, the first and second seal material injection steps are performed in the same manner asEmbodiment 1, and the paste-like seal material is coated on thecase member 6. - Then the packing 20 installed in advance in the
connector member 7 in the resin material installation step adheres to each inner surface of theperipheral wall groove base plate groove 65 respectively, and while individually inserting each peripheral wallside insertion plate side insertion plate 75 into eachperipheral wall groove base plate groove 65 respectively, the connector membermain unit 71 is disposed in the space between the first peripheralwall edge portion 621 and the second peripheralwall edge portion 622. At this time, the paste-like seal materials changes the form along the shape of the packing 20, and fills the space around the packing 20. As a result, the packing 20 and the seal material fill the space between the inner surface of thebase plate groove 65 and the base plateside insertion plate 75, and the packing 20 and the seal material fill the space between the inner surface of eachperipheral wall groove side insertion plate case member 6 and theconnector member 7 is ensured (connector member attachment step). The subsequent procedure is the same asEmbodiment 1. - In this waterproof
type control unit 1, theflexible packing 20 is disposed in theconnector member 7 along eachperipheral wall groove base plate groove 65 respectively, and the packing 20 adheres to the inner surface of eachperipheral wall groove base plate groove 65 respectively, hence the seal performance in the boundary between thecase member 6 and theconnector member 7 can be further improved by the packing 20 and the seal material. - Further, according to the method for manufacturing the waterproof
type control unit 1, theflexible packing 20, which is installed in theconnector member 7 in advance, adheres to each inner surface of eachperipheral wall groove base plate groove 65, hence the packing 20 can easily contact the respective inner surface of eachperipheral wall groove base plate groove 65. - In the above example, after injecting the seal material into each
peripheral wall groove connector member 7, in which the packing 20 has been installed in advance, in thecase member 6, is performed, but the connector member attachment step of attaching theconnector member 7, in which the packing 20 has been installed in advance, in thecase member 6, may be performed after performing the base plate groove seal material injection step of injecting the seal material into thebase plate groove 65 and before injecting the seal material into eachperipheral wall groove Embodiment 2, and then the peripheral wall groove seal material injection step of injecting the seal material into eachperipheral wall groove - Further, according to the above example, the packing 20 adheres to the respective inner surface of each
peripheral wall groove base plate groove 65 of thecase member 6 ofEmbodiment 1, but thecase assembly 4 may be constructed by adhering the packing 20 to the respective inner surface of eachperipheral wall groove base plate groove 65 of thecase member 6 in which theslope 624 is disposed inEmbodiment 3. - Further, according to each of the above embodiments, the pair of peripheral wall
side insertion plates side insertion plate 75, and the coverside insertion plate 76 protrude from the connector membermain unit 71, but at least one of each peripheral wallside insertion plate side insertion plate 75, and the coverside insertion plate 76 may be omitted as long as the seal performance by the seal material is ensured in the boundary between each of thecase member 6 and thecover 5, and theconnector member 7. - Further, according to each of the above embodiments, the pair of
protective plates main unit 71, but eachprotective plate peripheral wall groove - Further, according to each of the above embodiments, the
case member 6 and thecover 5 are constituted of a same material, and theconnector member 7 is constituted of a different material from that of thecase member 6 and thecover 5, but thecover 5, thecase member 6 and theconnector member 7 may be constituted of a same material by constituting each of thecase member 6 and thecover 5 by resin, for example. Then the linear expansion coefficients of thecover 5, thecase member 6 and theconnector member 7 become the same, and deterioration of the seal performance due to temperature change can be prevented in the respective boundary of thecover 5, thecase member 6 and theconnector member 7. Thereby the reliability of the seal performance in thecase 2 can be further improved.
Claims (14)
- A waterproof type control unit, comprising:a case including a case assembly in which an opening is disposed, and a cover which closes the opening; anda controller which is housed in the case, whereinthe case assembly includes a case member and a connector member which is attached to the case member,the case member has: a base plate on which a case member bottom surface is formed; and a peripheral wall which is fixed to the base plate and which includes a first peripheral wall edge portion and a second peripheral wall edge portion, which are disposed on the case member bottom surface so as to be distant from each other, the peripheral wall surrounding the controller from the first peripheral wall edge portion to the second peripheral wall edge portion,the connector member includes a connector member main unit, which is disposed in a space between the first peripheral wall edge portion and the second peripheral wall edge portion,the opening is formed by being surrounded by the peripheral wall and the connector member main unit,a peripheral wall groove, which is open toward the connector member main unit, is disposed in each of the first peripheral wall edge portion and the second peripheral wall edge portion,the bottom surface of the peripheral wall groove is inclined with respect to the case member bottom surface,a base plate groove, which connects the peripheral wall groove disposed in the first peripheral wall edge portion and the peripheral wall groove disposed in the second peripheral wall edge portion, is disposed in the case member bottom surface, anda seal material is filled into a space formed between an inner surface of the peripheral wall groove and the connector member, and a space formed between an inner surface of the base plate grove and the connector member.
- The waterproof type control unit according to Claim 1, wherein
the connector member further includes:a pair of tapered peripheral wall side insertion plates which protrude from the connector member main unit and are inserted into the peripheral wall grooves in accordance with the inclination of the bottom surfaces of the peripheral wall grooves; anda base plate side insertion plate which protrudes from the connector member main unit and is inserted into the base plate groove. - The waterproof type control unit according to Claim 1 or 2, wherein
a pair of protective plates which protrude from the connector member main unit respectively and face outer peripheral surfaces of the first peripheral wall edge portion and the second peripheral wall edge portion via a gap, respectively, are disposed in the connector member. - The waterproof type control unit according to any one of Claims 1 to 3, wherein
a seal material containing portion, which is a space open toward the cover, is disposed in an edge portion of the peripheral groove on the cover side, and
a region of the seal material containing portion is larger than a region of the peripheral wall groove when the first and second peripheral wall edge portions are viewed from the cover side. - The waterproof type control unit according to any one of Claims 1 to 4, wherein
on each of the first peripheral wall edge portion and the second peripheral wall edge portion, a slope, which is inclined from the inner surface of the peripheral wall groove toward an interior of the case in a direction of increasing the space between each slope and the connector member, is disposed. - The waterproof type control unit according to any one of Claims 1 to 5, wherein
a cover groove is disposed on the case assembly side surface of the cover, along the connector member and the peripheral wall, and
a seal material is filled into the spaces between each of the connector member and the peripheral wall, and an inner surface of the cover groove. - The waterproof type control unit according to Claim 6, wherein
the connector member further includes a cover side insertion plate which protrudes from the connector member main unit, and is inserted into the cover groove. - The waterproof type control unit according to any one of the Claims 1 to 7, wherein
a flexible resin material is disposed in the connector member, along the peripheral wall grooves and the base plate groove, respectively, and
the resin material contacts closely the inner surfaces of the peripheral wall grooves and the base plate groove. - The waterproof type control unit according to any one of the Claims 1 to 8, wherein
the connector member main unit is shaped to curve upward further toward the outside of the case assembly than a line connecting the first peripheral wall edge portion and the second peripheral wall edge portion, when the connector member is viewed from the cover side. - The waterproof type control unit according to any one of Claims 1 to 9, wherein
materials constituting the case member, the cover, and the connector member respectively are all the same. - A waterproof type control unit manufacturing method for manufacturing the waterproof type control unit according to any one of Claims 1 to 10,
the method comprising:a first seal material injection step of continuously injecting a seal material in the sequence of the base plate groove and one of the peripheral wall grooves from an intermediate position of the base plate groove;a second seal material injection step of continuously injecting a seal material in the sequence of the base plate groove and the other of the peripheral wall grooves from an intermediate position of the base plate groove;a connector member attachment step of attaching the connector member to the case member after the first and second seal material injection steps, by disposing the connector member main unit in a space between the first peripheral wall edge portion and the second peripheral wall edge portion; anda cover installing step of closing the opening, which is formed by the peripheral wall and the connector member main unit, by the cover after the connector member attachment step. - A waterproof type control unit manufacturing method for manufacturing the waterproof type control unit according to any one of Claims 1 to 10,
the method comprising:a base plate groove seal material injection step of injecting a seal material into the base plate groove;a connector member attachment step of attaching the connector member to the case member after the base plate groove seal material injection step, by disposing the connector member main unit in a space between the first peripheral wall edge portion and the second peripheral wall edge portion;a peripheral wall groove seal material injection step of injecting a seal material into spaces between each of inner surfaces of the respective peripheral wall grooves and the connector member after the connector member attachment step; anda cover installation step of closing the opening formed by the peripheral wall and the connector member main unit after the peripheral wall groove seal material injection step. - The waterproof type control unit manufacturing method according to Claim 11 or 12, wherein
the connector member attachment step further comprising contacting closely a flexible resin material, which is installed in advance in the connector member, to the inner surface of each of the peripheral wall grooves and the inner surface of the base plate groove. - The waterproof type control unit manufacturing method according to any one of Claims 11 to 13, further comprising:a cover side seal material injection step of injecting a seal material into a cover groove disposed in the cover, before the cover installation step, whereinin the cover installation step, the opening is closed by the cover so that the seal material is filled into the spaces between each of the peripheral wall and the connector member main unit, and the inner surface of the cover groove.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2014/080061 WO2016075788A1 (en) | 2014-11-13 | 2014-11-13 | Water-proof control unit and manufacturing method for water-proof control unit |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3220728A1 true EP3220728A1 (en) | 2017-09-20 |
| EP3220728A4 EP3220728A4 (en) | 2018-07-04 |
| EP3220728B1 EP3220728B1 (en) | 2022-03-30 |
Family
ID=55953901
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14905897.6A Active EP3220728B1 (en) | 2014-11-13 | 2014-11-13 | Water-proof control unit and manufacturing method for water-proof control unit |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10106107B2 (en) |
| EP (1) | EP3220728B1 (en) |
| JP (1) | JP6324528B2 (en) |
| WO (1) | WO2016075788A1 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10199762B2 (en) * | 2015-06-18 | 2019-02-05 | Mitsubishi Electric Corporation | Waterproof electronic control device |
| EP3629426A1 (en) * | 2018-09-27 | 2020-04-01 | Tyco Electronics Japan G.K. | Seal member and connector assembly |
| BR112022000721A2 (en) | 2019-07-15 | 2022-03-08 | Intervet Int Bv | Caninized antibodies against canine ctla-4 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11307658A (en) | 1998-04-22 | 1999-11-05 | Fuji Electric Co Ltd | Package of semiconductor device |
| US6407925B1 (en) * | 1999-09-17 | 2002-06-18 | Denso Corporation | Casing for electronic control devices |
| JP4037205B2 (en) * | 2002-08-05 | 2008-01-23 | 矢崎総業株式会社 | Waterproof box |
| US6913493B2 (en) * | 2003-11-05 | 2005-07-05 | Molex Incorporated | Sealed electrical connector assembly and method of fabricating same |
| JP4560477B2 (en) * | 2005-11-15 | 2010-10-13 | 日立オートモティブシステムズ株式会社 | Electronic control unit and waterproof case |
| JP4758205B2 (en) * | 2005-11-18 | 2011-08-24 | トヨタ自動車株式会社 | Manufacturing method of molded body |
| JP4483960B2 (en) * | 2008-03-19 | 2010-06-16 | 株式会社デンソー | Electronic equipment |
| KR101791713B1 (en) * | 2010-02-05 | 2017-10-30 | 가부시키가이샤 한도오따이 에네루기 켄큐쇼 | Field effect transistor and semiconductor device |
| JP5194043B2 (en) * | 2010-03-24 | 2013-05-08 | 日立オートモティブシステムズ株式会社 | Electronic control unit for automobile |
| JP5570361B2 (en) | 2010-09-22 | 2014-08-13 | 三菱電機株式会社 | Waterproof electronic device and method of assembling the same |
| JP5543948B2 (en) * | 2011-09-21 | 2014-07-09 | 日立オートモティブシステムズ株式会社 | Electronic controller seal structure |
| JP5621746B2 (en) | 2011-10-20 | 2014-11-12 | 株式会社デンソー | Electronic device and manufacturing method thereof |
| JP2013105766A (en) * | 2011-11-10 | 2013-05-30 | Mitsubishi Electric Corp | Electronic control device |
| JP5759914B2 (en) | 2012-02-09 | 2015-08-05 | 日立オートモティブシステムズ株式会社 | Electronic control unit |
| JP2014061821A (en) * | 2012-09-21 | 2014-04-10 | Hitachi Automotive Systems Ltd | Electronic controller |
| JP6058350B2 (en) | 2012-10-25 | 2017-01-11 | 京セラ株式会社 | Waterproof structure of the housing containing electronic components |
| JP6044312B2 (en) * | 2012-12-11 | 2016-12-14 | アイシン・エィ・ダブリュ株式会社 | Electronic circuit equipment |
-
2014
- 2014-11-13 EP EP14905897.6A patent/EP3220728B1/en active Active
- 2014-11-13 JP JP2016558504A patent/JP6324528B2/en not_active Expired - Fee Related
- 2014-11-13 US US15/513,633 patent/US10106107B2/en active Active
- 2014-11-13 WO PCT/JP2014/080061 patent/WO2016075788A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| US20170291561A1 (en) | 2017-10-12 |
| US10106107B2 (en) | 2018-10-23 |
| EP3220728A4 (en) | 2018-07-04 |
| EP3220728B1 (en) | 2022-03-30 |
| JPWO2016075788A1 (en) | 2017-04-27 |
| JP6324528B2 (en) | 2018-05-16 |
| WO2016075788A1 (en) | 2016-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107690237B (en) | Housing for an electrical device | |
| EP3220728B1 (en) | Water-proof control unit and manufacturing method for water-proof control unit | |
| US8771014B2 (en) | Connector housing with mat seal | |
| US7748717B2 (en) | Housing part for a drive unit, as well as method and mold for manufacturing same | |
| US9022804B2 (en) | Waterproof plug | |
| EP3313157A1 (en) | Waterproof electronic control device | |
| US20200248811A1 (en) | Seal Structure | |
| US10199984B2 (en) | Housing for solar panel electric connection | |
| US8609990B2 (en) | Gasket for electric cables | |
| JP2013157256A (en) | Connector | |
| US9148968B2 (en) | Waterproof main terminal | |
| US10033133B2 (en) | Wiring harness plug connector | |
| US9991691B2 (en) | Component with at least one opening | |
| CN103700978A (en) | Water-proof connector and manufacturing method of water-proof connector | |
| EP4040608A1 (en) | Foam protective shell for refrigerator connectors | |
| JP2014123446A (en) | Connector | |
| CN107538673B (en) | Method for manufacturing wire harness | |
| US11515696B2 (en) | Electrical component enclosure with injected seal and method | |
| JP2017108000A (en) | Electronic device | |
| CN105814750B (en) | Electric component | |
| JP5889731B2 (en) | Connector molding method | |
| US20210195758A1 (en) | Resin-sealed in-vehicle electronic control device | |
| JP6490571B2 (en) | Sealing structure | |
| JP2014010996A (en) | Connector forming method | |
| JP6013802B2 (en) | Connector molding method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170224 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: H05K 5/06 20060101AFI20180524BHEP Ipc: H05K 5/02 20060101ALI20180524BHEP Ipc: B29D 99/00 20100101ALI20180524BHEP Ipc: H05K 5/00 20060101ALI20180524BHEP Ipc: B60R 16/023 20060101ALI20180524BHEP Ipc: B29C 45/00 20060101ALI20180524BHEP Ipc: B29C 45/14 20060101ALI20180524BHEP Ipc: B60R 16/02 20060101ALI20180524BHEP Ipc: H05K 5/03 20060101ALI20180524BHEP |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20180601 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20210311 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20211208 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602014083061 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1480400 Country of ref document: AT Kind code of ref document: T Effective date: 20220415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220630 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220630 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20220330 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1480400 Country of ref document: AT Kind code of ref document: T Effective date: 20220330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220701 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220801 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220730 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602014083061 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20230103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230512 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20221113 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20221130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221130 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221113 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221130 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230929 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20230929 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20141113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 |