EP2965919A1 - Transfer paper with a barrier layer and associated method of manufacturing - Google Patents
Transfer paper with a barrier layer and associated method of manufacturing Download PDFInfo
- Publication number
- EP2965919A1 EP2965919A1 EP15176320.8A EP15176320A EP2965919A1 EP 2965919 A1 EP2965919 A1 EP 2965919A1 EP 15176320 A EP15176320 A EP 15176320A EP 2965919 A1 EP2965919 A1 EP 2965919A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- transfer paper
- dry weight
- layer
- micrometers
- pigments
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/025—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet
- B41M5/035—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet by sublimation or volatilisation of pre-printed design, e.g. sublistatic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/50—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording
- B41M5/502—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording characterised by structural details, e.g. multilayer materials
- B41M5/508—Supports
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/03—Non-macromolecular organic compounds
- D21H17/05—Non-macromolecular organic compounds containing elements other than carbon and hydrogen only
- D21H17/14—Carboxylic acids; Derivatives thereof
- D21H17/15—Polycarboxylic acids, e.g. maleic acid
- D21H17/16—Addition products thereof with hydrocarbons
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/03—Non-macromolecular organic compounds
- D21H17/05—Non-macromolecular organic compounds containing elements other than carbon and hydrogen only
- D21H17/17—Ketenes, e.g. ketene dimers
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/24—Polysaccharides
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/33—Synthetic macromolecular compounds
- D21H17/34—Synthetic macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D21H17/36—Polyalkenyalcohols; Polyalkenylethers; Polyalkenylesters
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
- D21H17/67—Water-insoluble compounds, e.g. fillers, pigments
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/16—Sizing or water-repelling agents
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/50—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by form
- D21H21/52—Additives of definite length or shape
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/06—Vegetable or imitation parchment; Glassine paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/025—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet
- B41M5/0256—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet the transferable ink pattern being obtained by means of a computer driven printer, e.g. an ink jet or laser printer, or by electrographic means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/025—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet
- B41M5/035—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet by sublimation or volatilisation of pre-printed design, e.g. sublistatic
- B41M5/0355—Duplicating or marking methods; Sheet materials for use therein by transferring ink from the master sheet by sublimation or volatilisation of pre-printed design, e.g. sublistatic characterised by the macromolecular coating or impregnation used to obtain dye receptive properties
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
- D06P5/003—Transfer printing
- D06P5/004—Transfer printing using subliming dyes
Definitions
- the invention relates to the field of transfer paper.
- Transfer paper is a complex used to reproduce an image or pattern on textiles composed of polyester or a blend of polyester and other fibers, or on hard substrates previously treated with a polyester-type varnish.
- the image or pattern to be reproduced is printed according to common printing techniques with aqueous sublimable inks. Typically, printing is done by inkjet technology.
- the image is then applied to its substrate, textile or hard, using a hot press. Under the effect of heat and pressure, the sublimable ink passes from the solid state to the gaseous state and penetrates directly into the mesh of the textile or into the varnish of the hard substrates.
- inkjet printing is a technique that responds to the concept of print on demand, with low series, in comparison with traditional textile printing techniques to frames.
- the document EP 1 102 682 proposes for example a transfer paper having, on the face to be printed, a water-soluble resin having porosity less than 25 mL / min.
- This paper has a satisfactory transfer rate and colorimetric rendering.
- the paper has a basis weight between 40 and 120 g / m 2 , preferably between 60 g / m 2 and 80 g / m 2 , which represents a significant cost for manufacturers in terms of ink consumption and amount of waste from the transfer step.
- An object of the invention is therefore to provide a new transfer paper having a basis weight lower than the paper usually marketed while having a transferability at least equivalent and a transfer speed at least equal or greater.
- This new transfer paper will allow market manufacturers to significantly reduce the amount of waste at the end of the transfer stage, to reduce ink consumption, with at least equal reproduction quality.
- Another object of the invention is to provide such a transfer paper, further having good machinability throughout the transfer process, that is to say a transfer paper capable of ensuring good support and a flattening on the glued carpet of the press during the transfer stage, and a catch without transfer or fouling of the carpet.
- the invention also proposes a method for transferring a pattern or an image using a transfer calender, characterized in that the pattern or image has been printed using sublimable ink on the outer face of a reservoir layer of a transfer paper as described above.
- a transfer paper 1 according to the invention will now be described with reference to the accompanying figures.
- This transfer paper 1 can be made online, that is to say on the paper machine, or offline, for example by printing. The transfer paper 1 is then able to be wound on a reel for storage purposes, then unrolled to be printed typically on a digital press and then applied hot by means of a transfer calender on a given substrate.
- the substrate may also be a textile composed of polyester or a mixture of polyester and other fibers, or a hard substrate previously treated with a varnish such as a polyester varnish.
- the sublimable ink 5 comprises dyes and a vehicle which may in particular comprise glycol.
- the sublimable ink 5 is preferably aqueous based.
- the transfer paper 1 further comprises an adhesive layer 4, fixed on the barrier layer 3 opposite the reservoir layer 2, to ensure good machinability of the transfer paper 1.
- the barrier layer 3 comprises between 70% and 100%, preferably at least 80% by dry weight, for example between 85% and 95% by dry weight, of cellulose fibers.
- the cellulose fibers are derived from softwood and / or hardwood, corresponding respectively to long fibers (resinous) and short fibers (hardwood).
- long fibers cellulose fibers having a length of between 1.8 mm and 2.5 mm will be understood, while by short fibers, fibers having a length of between 0.3 mm and 1 mm will be understood.
- the cellulose fibers comprise a mixture of long fibers and short fibers.
- the cellulose fibers may in particular be obtained in a conventional manner using a process known as "kraft” or “sulfate", in which the raw material (that is to say the pulp used for the manufacture of paper) is cooked under pressure at high temperature in the presence of chemical actives (usually sodium hydroxide (NaOH) and sodium sulphide (Na 2 S)) to soften and remove lignin and retain only cellulose fibers.
- chemical actives usually sodium hydroxide (NaOH) and sodium sulphide (Na 2 S)
- these cellulose fibers are then dispersed in water in a pulper, and refined to obtain a sufficient cutting length, fibrillation and hydration level to form a barrier layer. 3 having sufficient mechanical characteristics to absorb voltages and titrations in unwinding and winding the coil.
- the aqueous dispersion of cellulose fiber can in particular pass into a first refining loop, called the main refining, which aims to achieve a level of refining measured in Schopper- Riegler (° SR) between 37 ° SR and 41 ° SR, preferably of the order of 39 ° SR, and a fiber length index (FLI), determining the state of shortening of the fibers, between 0.3 mm and 0.5 mm, preferably of the order of 0.4 mm.
- ° SR Schopper- Riegler
- FLI fiber length index
- the aqueous dispersion of cellulose fibers can pass into a second refining loop, called head refining, which aims to adjust the length of the cellulose fibers before they arrive on the forming table of a paper machine and obtain an average fiber length of between 0.4 mm and 0.9 mm, preferably of the order of 0.65 mm.
- the level of fiber refinement is also in the range of 38 ° SR to 42 ° SR.
- an aqueous dispersion of cellulose fibers at a temperature of concentration between 3.5 and 4%, preferably 3.7% can pass into a first refining loop comprising a Claflin 202 type conical refiner with fibrillating blades and a 26-inch Duo-flow double-finned refiner with fibrillating blades 20% and in a second refinery loop comprising two 26-inch Duo-flow double-disc refiners with fibrillating blades with a 10% recycling.
- the specific refining power required to obtain a Schopper-Riegler 39 ° SR degree and a FLI fiber length index of 0.4 mm is between 220 kwh / T and 280 kwh / T of cellulose fiber preferably 250 kWh / T of cellulose fiber.
- the aqueous dispersion of cellulose fibers can then pass into the top refining loop consisting of a Claflin 202 type conical refiner with cutting blades to obtain an average fiber length between 0.4 mm and 0.9 mm, preferably 0.65 mm.
- Cellulose fibers made from softwood and hardwood can be refined together or separately. Preferably, they are refined together.
- the barrier layer 3 has sufficient mechanical characteristics to absorb tension and pulling unwinding and winding of the coil, and good breaking strength in the long sense and in the sense transverse.
- the Applicant has in particular found that it was then possible to reduce the weight of the transfer paper 1 without affecting its behavior during the transfer step sublimable ink 5. Indeed, it becomes possible to obtain a barrier layer 3 having a basis weight of between 30 g / m 2 and 40 g / m 2 , typically between 32 g / m 2 and 35 g / m 2 , for example of the order of 34 g / m 2 .
- the barrier layer 3 also has a high level of hydrophobicity enabling it to form a barrier to the vehicle of the sublimable ink 5, and a permeability sufficiently high to allow the temperature exchange with the substrate by transmitting the sublimation energy necessary for the sublimable ink 5 to pass from the solid state to the gaseous state during the dye transfer step of the sublimable ink 5 on the substrate.
- composition of the barrier layer 3 finally allows the attachment of the reservoir layer 2 and the adhesive layer 4, if necessary, guaranteeing the functionality of each of these layers.
- the barrier layer 3 further comprises between 3% and 15% by dry weight of a mineral filler, typically between 6% and 12% by dry weight.
- the barrier layer 3 may comprise of the order of 90% of cellulose fibers for 10% mineral filler, for example a mineral filler based on ground or precipitated calcium carbonate, Kaolin or any other type of pigment. titanium dioxide, talc, etc.
- the barrier layer 3 In order to confer a hydrophobic character to the barrier layer 3, it can also be treated with chemical compounds called alkyl ketene dimer bonding agents (AKD) or anhydrous alkylsuccenic acid (ASA) having a bonding quality according to the test COBB 60 with a contact time of 60 seconds less than 25 g / m 2 , preferably less than 20 g / m 2 .
- alkyl ketene dimer bonding agents ALD
- ASA anhydrous alkylsuccenic acid
- the barrier layer 3 has an absolute humidity of between 4% and 8%, preferably between 5% and 7%. This moisture content gives good dimensional stability to the barrier layer 3, which allows the transfer paper 1 to absorb solid ink and therefore a high volume of ink per square meter during the printing step pattern or image on the outer face 20 of the reservoir layer 2.
- composition of the barrier layer thus obtained may then have a Bendtsen porosity (measured according to the NF Q 03-076 standard) greater than 300 ml / min.
- the barrier layer 3 comprises, in a manner known per se, a rough face 30 (corresponding to the face facing the fabric of the papermaking machine), and a smooth face 32 (or felt face).
- the inner face 22 of the reservoir layer 2 may be formed on the rough face 30 of the barrier layer 3. This is however not limiting, since the reservoir layer 2 could also be formed on its smooth face 32.
- the reservoir layer 2 comprises at least 60% by dry weight of main pigments having a mean diameter of between 0.2 micrometers and 0.8 micrometers, preferably between 0.3 micrometers and 0.6 micrometers.
- the Applicant has in fact noticed that such a reservoir layer 2 made it possible to obtain a good transfer rate of the sublimable ink 5.
- the main pigments may in particular comprise precipitated calcium carbonate, for example of the aragonite, rhombohedral, scalenohedral or prismatic type.
- the main pigments comprise precipitated calcium carbonate of the aragonite type.
- the reservoir layer 2 may further comprise secondary pigments having a mean diameter greater than the average diameter of the main pigments.
- the combination of the main pigments and the secondary pigments makes it possible to obtain a polydispersity of the pigments reducing the homogeneity of the particle size of the pigments in the reservoir layer 2 and improving the colorimetric density and the definition of the pattern after it is transferred onto the substrate.
- the Applicant has indeed found that the use of a transfer paper 1 having a reservoir layer 2 comprising only the main pigments could create phenomena of "poorly united", that is to say a poor uniformity of deposit resulting in a large percentage of non-inked area. It will be noted that the phenomena of unevenness are measured in the field of textile printing on solid areas of color converted to gray level and are expressed as a percentage of non-inked area.
- the reservoir layer 2 comprises at most 45% by dry weight of secondary pigments, typically at most 30% by dry weight, preferably at most 20% by dry weight.
- the secondary pigments may in particular have a mean diameter of between 0.3 micrometers and 2 micrometers, preferably between 0.5 micrometers and 1.5 micrometers.
- the secondary pigments may in particular comprise ground calcium carbonate or kaolin.
- the reservoir layer 2 may further comprise a binder, for example based on starch and / or polyvinyl alcohol.
- the reservoir layer 2 comprises at most 15% of binder.
- the reservoir layer 2 may comprise about 8% by dry weight of starch and 4% by dry weight of polyvinyl alcohol.
- the reservoir layer 2 may further comprise a cationic polymer. Since the dyes of the ink are anionic, they remain at the outer face 20 of the reservoir layer 2, while the vehicle of the ink is absorbed by the latter.
- the cationic polymer may comprise diallyldimethylammonium polychloride (also known as polyDADMAC), typically between 3 and 5% by dry weight, for example 4.2%.
- diallyldimethylammonium polychloride also known as polyDADMAC
- the reservoir layer 2 may comprise of the order of 7% by dry weight of diallyldimethylammonium chloride.
- a reservoir layer 2 having a grammage of between 2 g / m 2 and 8 g / m 2 , preferably between 3 g / m 2 and 6 g / m 2 with good transferability.
- a transfer paper 1 comprising a reservoir layer 2 of a weight of between 3 g / m 2 and 6 g / m 2 comprising precipitated aragonite calcium carbonate with a mean diameter of between 0.3 micrometers and 0.6 micrometers , makes it possible to improve the reproduction of the primary colors with respect to a paper available on the market, with higher optical densities, especially in the yellow, and partly with higher optical density levels in two colors, in particular for the yellow-cyan mixture and the yellow-magenta mixture.
- This transfer paper 1 also makes it possible to reduce the ink level during the printing step, and therefore the ink consumption, in accordance with the current market requirements, and guarantees a better stability of the transfer paper 1 at the time of printing. printing thanks to a lower volume of ink per square meter.
- the adhesive layer 4 is adapted to ensure the maintenance and the flattening of the transfer paper 1 on the glued mat of the press to avoid generating printing defects on the substrate during the transfer step.
- the adhesive layer 4 is furthermore configured to ensure a sufficient level of adhesion of the transfer paper 1 to the glued carpet, while preventing it from being fouled by the release of fibers, fine particles or fillers contained in the transfer paper 1 for to limit the need for renewal of the glue-in-place glue, which requires stopping the press.
- the adhesive layer 4 may comprise a cohesive agent and bonding agents, conferring hydrophobic properties.
- the cohesive agent may comprise a hydrophilic binder, such as polysaccharides or polyvinyl alcohol (PVA), typically a hydrophilic starch-based binder.
- a hydrophilic binder such as polysaccharides or polyvinyl alcohol (PVA), typically a hydrophilic starch-based binder.
- the dry ratio of sizing agent to starch may be from 0% to 5%, preferably from 2% to 4%.
- an adhesive layer 4 having a basis weight of between 0.1 g / m 2 and 1.0 g / m 2 , preferably between 0.3 g / m 2 and 0.6 g / m 2 .
- transfer paper 1 comprising a reservoir layer 2 comprising precipitated calcium carbonate, secondary pigments and a binder in the proportions indicated above makes it possible to improve the transfer rate by at least 10%. sublimable ink 5 based on water compared to a conventional transfer paper 1.
- a transfer paper 1 formed of the superposition of the adhesive layer 4, the barrier layer 3 and the reservoir layer having a basis weight between 20 g / m 2 and 50 g / m 2 , preferably between 25 g / m 2 and 45 g / m 2 , more preferably between 30 g / m 2 and 40 g / m 2 , without reducing the productivity of the press.
- the transfer paper 1 described above therefore has a transfer rate greater than 16% compared with conventional paper, for a weight reduction of 39%.
- the paper surface that can be printed with one ton of transfer paper 1 according to the invention can be increased by 64% over conventional transfer paper 1.
- Table 2 compares the recovery of the image of the pattern according to several factors, including the optical density measured in the dark I 1 and I 2 primary colors 100% ink (the index I2 corresponding to the product of the optical densities measured in yellow, magenta and cyan), the optical density measured on the black solid areas I 4 composed of the addition of the three primary colors (Cyan, Magenta and Yellow), the optical density measured in two colors I 3 (c that is, the sum of the optical density measured for Cyan and Yellow on the one hand and Magenta and Yellow on the other hand), the uniformity of deposit in percentage of inked area I 5 (or the "unevenness", expressed as a percentage of inked area relative to the non-inked area) on flat areas of colors converted to gray level.
- the optical density measured in the dark I 1 and I 2 primary colors 100% ink the index I2 corresponding to the product of the optical densities measured in yellow, magenta and cyan
- the optical density measured on the black solid areas I 4 composed of the addition of the three primary colors (Cyan,
- the transfer paper 1 which corresponds to the transfer paper 1 defined in Table 1, has values higher than the minimum threshold values defined for the parameters studied. Moreover, the restitution of the primary colors of the transfer paper 1 has been improved compared with conventional paper, with higher optical densities, especially in the yellow and partly by higher optical density levels in two colors, in particular for the paper. yellow-cyan mixture and the yellow-magenta mixture, despite the significantly reduced basis weight of the transfer paper 1 of the invention.
- the pigments of the reservoir layer 2 therefore comprise 100 parts of dry pigments including 85 parts of main pigment and 15 parts of secondary pigments.
- the pigments of the reservoir layer 2 therefore comprise 100 parts of dry pigments, of which 70 parts of the main pigment and 30 parts of secondary pigments.
- the pigments of the reservoir layer 2 thus comprise 100 parts of dry pigments, of which 100 parts of main pigment.
- barrier layer 3 and the adhesive layer 4 are identical in the three tests.
- optical density in the primary colors in particular for black, cyan and magenta, and in trichromium (CxMxY) is particularly improved when the reservoir layer 2 comprises at least 60% by dry weight (on the total weight of pigments) of a main pigment and at most 45% by dry weight (on the total weight of pigments) of a secondary pigment.
- Optical density, unevenness and transferability are further improved when the reservoir layer comprises 85% by dry weight (on the total weight of pigments) of the main pigment and 15% by dry weight (on the total weight of pigments ) of the secondary pigment (see Test No. 2).
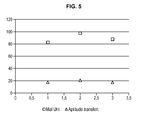
- the Applicant has developed an AT transfer aptitude index in order to qualify both the transfer rate of a transfer paper 1, the colorimetric density of the image or pattern on a given substrate and the definition of that image or pattern on that substrate.
- the AT transferability index thus defined groups the measurement of the optical density measured in the black I 1 and the primary colors I 2 to 100% of inking, the optical density measured on the black solid areas composed of the adding together the three primary colors I 4, the optical density measured duotone I 3, and the uniformity of deposited percentage of inked surface I 5 (or "evil uni") on flat colors converted grayscale.
- the substrate is a fabric of 88g / m 2 in satin weave, made of 100% polyester and printed on its matte surface.
- the pattern was printed on the outer face of the reservoir layer 2 using an EPSON WP-4015 DN printer with Rotech inks from Sawgrass, then transferred to the textile using a Promashirt TS-3838ME press.
- the optical density was measured using a TECHKON R410e densitometer, and the unevenness was measured using image processing: image-J.
- the transfer paper 1 according to the invention thus has, from a total point of view, better transfer characteristics than conventional paper, for less ink consumption and a much lower basis weight.
- the transfer paper 1 can be made completely online, on a paper machine, or partly on a paper machine and partly offline.
- a barrier layer 3 is formed on a fabric of a paper machine.
- the barrier layer can be obtained from fibers having undergone the main refining and head substeps described above.
- a reservoir layer 2 is deposited on the barrier layer 3.
- the inner face 22 of the reservoir layer 2 is applied to the coarser surface 30, which is rougher, of the barrier layer 3.
- the deposition of the reservoir layer 2 can be carried out online on the paper machine on a coating station after passing the barrier layer 3 in a drying zone.
- the reservoir layer 2 can be deposited using a size press (that is to say a device comprising two cylinders forming between them a bath of sauce comprising the composition to be deposited), a system of layer transfer by metering pens (or "film press"), a blade coater or a curtain coating device.
- the reservoir layer 2 may be deposited offline.
- the reservoir layer 2 can be printed by gravure, rotogravure, flexography or coated by means of a size press, a press film, a coater or a curtain coating device.
- the composition of the barrier layer 3 makes it possible to barrier the vehicle with the sublimable ink 5 and thus maintain the dyes in the reservoir layer 2, thereby improving the transfer rate of the transfer paper 1.
- an adhesive layer 4 may be deposited on the barrier layer 3, opposite the reservoir layer 2.
- the adhesive layer 4 is applied to the felt side 32, which is smoother, of the barrier layer 3.
- the adhesive layer 4 can be deposited online on the paper machine, or offline.
- the deposition of the adhesive layer 4 can be carried out online on the paper machine on a coating or coating station, after passage of the barrier layer 3 in the drying zone.
- the adhesive layer 4 may be deposited using a size press, a press film, a coater or a curtain coating device.
- the adhesive layer 4 may be deposited offline.
- the adhesive layer 4 may be printed by rotogravure, rotogravure, flexography or coated by means of a size press, a press film, a coater or a coater. a curtain coating device.
- the reservoir layer 2 and the adhesive layer 4 can be deposited simultaneously if the depositing device allows it. This is particularly possible when the reservoir layer 2 and the adhesive layer 4 is deposited (online or offline) using a size press, a press film or a coater blade.
- the adhesive layer 4 can indifferently be deposited on the barrier layer 3 after the reservoir layer 2, or prior to the deposition of the reservoir layer 2.
- the reservoir layer 2 can be deposited in line while the adhesive layer 4 is deposited offline, or vice versa.
- the outer face 20 of the transfer paper 1 can then be printed conventionally, typically using an ink jet printer. Since the reservoir layer 2 has a high transfer rate, it is possible, however, to reduce the amount of sublimable ink required to achieve the desired image or pattern as compared to conventional paper, while increasing the transfer speed and reducing the weight of the transfer paper 1.
- the transfer of the sublimable ink 5 of the image or pattern carried by the reservoir layer 2 can then be carried out hot using a transfer calender.
- the outer face 20 of the reservoir layer 2, which corresponds to the printed face of the transfer paper 1 is applied to the face of the substrate to be printed by the transfer calender.
- the sublimable ink 5 passes from the solid state to the gaseous state and penetrates into the substrate (namely in the mesh of the textile or in the varnish of the hard substrate).
- the transfer temperature range for the sublimable inks is usually between 170 ° C and 210 ° C, for a range of application pressure of the transfer paper 1 on the substrate between about 2.5 bar and 4.5 bar.
- the transfer paper 1 of the invention ensures a good restitution of the image or pattern on the substrate with good productivity.
- transfer paper 1 is no longer usable. neither recyclable nor represents a waste to be eliminated by the industrialist.
- a transfer paper 1 according to the invention makes it possible to reduce the grammage by more than 30% in comparison with conventional papers, which makes it possible to reduce the amount of waste resulting from the transfer step.
- the transfer paper 1 according to the invention has a Bendtsen porosity (measured according to the NF Q 03-076 standard) greater than 100 ml / min, preferably greater than 125 ml / min and more preferably greater than 150 ml / ml. min.
- a Bendtsen porosity measured according to the NF Q 03-076 standard
- the level of permeability of the transfer paper 1 must be sufficiently high to promote the exchange of temperature with the textile and to provide the necessary sublimation energy to the ink to go from the solid state to the gaseous state. This high level of permeability is in particular allowed by the composition of the barrier layer 3
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
- Paper (AREA)
Abstract
L'invention concerne un papier transfert (1) comprenant : - une couche réservoir (2), présentant une face externe (20) configurée pour recevoir une encre sublimable (5) et une face interne (22), et - une couche barrière (3), appliquée sur la face interne (22) de la couche réservoir (2), et configurée pour former une barrière au véhicule de l'encre sublimable (5), ladite couche barrière (3) comprenant entre 70% et 100% en poids sec de fibres de cellulose, de préférence au moins 80% en poids sec, le papier transfert (1) étant caractérisé en ce que la couche réservoir comprend : - au moins 60% en poids sec de pigments principaux présentant un diamètre moyen compris entre 0.2 micromètres et 0.8 micromètres, et - au plus 45% en poids sec de pigments secondaires présentant un diamètre moyen supérieur au diamètre moyen des pigments principaux.The invention relates to a transfer paper (1) comprising: a reservoir layer (2), having an outer face (20) configured to receive a sublimable ink (5) and an inner face (22), and a barrier layer (3), applied on the inner face (22) of the reservoir layer (2), and configured to form a barrier to the vehicle of the sublimable ink (5), said barrier layer (3) comprising between 70 % and 100% by dry weight of cellulose fibers, preferably at least 80% by dry weight, the transfer paper (1) being characterized in that the reservoir layer comprises: at least 60% by dry weight of main pigments having a mean diameter of between 0.2 micrometers and 0.8 micrometers, and - At most 45% by dry weight of secondary pigments having an average diameter greater than the average diameter of the main pigments.
Description
L'invention concerne le domaine du papier transfert.The invention relates to the field of transfer paper.
Le papier transfert est un complexe utilisé pour reproduire une image ou un motif sur des textiles composés de polyester ou d'un mélange de polyester et d'autres fibres, ou sur des substrats durs préalablement traités avec un vernis du type polyester. L'image ou le motif à reproduire est imprimé suivant des techniques courantes d'impressions avec des encres sublimables aqueuses. Généralement, l'impression est effectuée par technologie jet d'encre. L'image est ensuite appliquée sur son substrat, textile ou dur, à l'aide d'une presse à chaud. Sous l'effet de la chaleur et de la pression, l'encre sublimable passe de l'état solide à l'état gazeux et pénètre directement dans la maille du textile ou dans le vernis des substrats durs.Transfer paper is a complex used to reproduce an image or pattern on textiles composed of polyester or a blend of polyester and other fibers, or on hard substrates previously treated with a polyester-type varnish. The image or pattern to be reproduced is printed according to common printing techniques with aqueous sublimable inks. Typically, printing is done by inkjet technology. The image is then applied to its substrate, textile or hard, using a hot press. Under the effect of heat and pressure, the sublimable ink passes from the solid state to the gaseous state and penetrates directly into the mesh of the textile or into the varnish of the hard substrates.
Après l'étape de transfert, une partie de l'encre est transférée dans le textile ou le vernis polyester, tandis qu'une autre partie reste souvent sur la face imprimée du complexe, qui ne peut plus être réutilisé et est difficilement recyclable.After the transfer step, a portion of the ink is transferred into the textile or polyester varnish, while another part often remains on the printed face of the complex, which can not be reused and is difficult to recycle.
On notera que l'impression par technologie jet d'encre est une technique qui répond au concept d'impression à la demande, avec de faibles séries, en comparaison avec les techniques traditionnelles d'impression textile aux cadres.It should be noted that inkjet printing is a technique that responds to the concept of print on demand, with low series, in comparison with traditional textile printing techniques to frames.
Afin de réduire la quantité de colorants non-transférée au cours de l'étape de transfert, il a été proposé d'appliquer une couche barrière à l'opposé de la face à imprimer, adaptée pour limiter la profondeur de pénétration des pigments dans le papier transfert. Cette couche barrière a permis d'améliorer le taux de transfert des pigments sur le substrat et de faciliter l'application de l'image sur le substrat.In order to reduce the amount of non-transferred dyes during the transfer step, it has been proposed to apply a barrier layer opposite the face to be printed, adapted to limit the penetration depth of the pigments in the process. transfer paper. This barrier layer has made it possible to improve the transfer rate of the pigments on the substrate and to facilitate the application of the image on the substrate.
Le document
Un objectif de l'invention est donc de proposer un nouveau papier transfert présentant un grammage inférieur aux papiers habituellement commercialisés tout en présentant une aptitude au transfert au minimum équivalente et une vitesse de transfert au moins égale, voire supérieure.An object of the invention is therefore to provide a new transfer paper having a basis weight lower than the paper usually marketed while having a transferability at least equivalent and a transfer speed at least equal or greater.
Ce nouveau papier transfert permettra ainsi aux industriels du marché de réduire significativement leur quantité de déchets à l'issu de l'étape de transfert, de diminuer la consommation d'encre, à qualité de reproduction au moins égale.This new transfer paper will allow market manufacturers to significantly reduce the amount of waste at the end of the transfer stage, to reduce ink consumption, with at least equal reproduction quality.
Un autre objectif de l'invention est de proposer un tel papier transfert, présentant en outre une bonne machinabilité tout au long du procédé de transfert, c'est-à-dire un papier transfert susceptible de garantir un bon maintien et un aplat sur le tapis encollé de la presse lors de l'étape de transfert, et une accroche sans transfert ni encrassage du tapis.Another object of the invention is to provide such a transfer paper, further having good machinability throughout the transfer process, that is to say a transfer paper capable of ensuring good support and a flattening on the glued carpet of the press during the transfer stage, and a catch without transfer or fouling of the carpet.
Pour cela, l'invention propose un papier transfert comprenant :
- une couche réservoir, présentant une face externe configurée pour recevoir une encre sublimable et une face interne, et
- une couche barrière, appliquée sur la face interne de la couche réservoir et configurée pour former une barrière au véhicule de l'encre sublimable, ladite couche barrière comprenant entre 70% et 100% en poids sec de fibres de cellulose, de préférence au moins 80% en poids sec,
- au moins 60% en poids sec de pigments principaux présentant un diamètre moyen compris entre 0.2 micromètres et 0.8 micromètres, et
- au plus 45% en poids sec de pigments secondaires présentant un diamètre moyen supérieur au diamètre moyen des pigments principaux.
- a reservoir layer, having an outer face configured to receive a sublimable ink and an inner face, and
- a barrier layer, applied on the inner face of the reservoir layer and configured to form a barrier to the vehicle of the sublimable ink, said barrier layer comprising between 70% and 100% by dry weight of cellulose fibers, preferably at least 80 % by dry weight,
- at least 60% by dry weight of main pigments having an average diameter of between 0.2 micrometers and 0.8 micrometers, and
- at most 45% by dry weight of secondary pigments having an average diameter greater than the average diameter of the main pigments.
Certains aspects préférés mais non limitatifs du papier transfert décrit ci-dessus sont les suivants, prises individuellement ou en combinaison :
- les fibres de cellulose présentent une longueur moyenne de fibres comprise entre 0.4 mm et 0.9 mm, de préférence de l'ordre de 0.65 mm,
- les fibres de cellulose présentent un niveau de raffinage mesuré en degrés Schopper-Riegler compris entre 38°SR et 42°SR,
- les fibres de cellulose comprennent un mélange de fibres issues de bois résineux et/ou de feuillus,
- la couche barrière comprend en outre entre 3% et 15% en poids sec d'une charge minérale, typiquement entre 6% et 12% en poids sec, par exemple 9%,
- la couche barrière comprend en outre un agent de collage de type alkyl cétène dimère (AKD) ou anhydre alkylsuccénique (ASA) présentant une qualité de collage suivant le test COBB avec un temps de contact de 60 secondes inférieure à 20 g/m2,
- la couche barrière présente un grammage compris entre 30 g/m2 et 40 g/m2, typiquement entre 32 g/m2 et 35 g/m2, par exemple de l'ordre de 34 g/m2,
- les pigments principaux présentent un diamètre moyen compris entre 0.3 micromètres et 0.6 micromètres,
- les pigments principaux comprennent du carbonate de calcium précipité, par exemple du type aragonite, rhomboédrique, scalenoédrique ou prismatique, de préférence du type aragonite,
- le papier transfert comprend au plus 30% en poids sec de pigments secondaires, de préférence au plus 20% en poids sec,
- les pigments secondaires présentent un diamètre moyen compris entre 0.3 micromètres et 2 micromètres, de préférence entre 0.5 micromètres et 1.5 micromètres,
- les pigments secondaires comprennent du carbonate de calcium broyé ou du kaolin,
- la couche réservoir comprend au plus 15% en poids sec d'un liant, par exemple un liant à base d'amidon et/ou d'alcool polyvinylique,
- la couche réservoir présente un grammage compris entre 2 g/m2 et 8 g/m2, de préférence entre 3 g/m2 et 6 g/m2,
- le papier transfert comprend en outre une couche d'adhésivage, fixée sur la couche barrière à l'opposé de la couche réservoir, ladite couche d'adhésivage étant configurée pour assurer une bonne machinabilité du papier transfert et comprenant un agent cohésif, par exemple des polysaccharides ou de l'alcool polyvinylique (PVA),
- la couche d'adhésivage présente un grammage compris entre 0.1 g/m2 et 10 g/m2, de préférence entre 0.3 g/m2 et 0.6 g/m2,
- le papier transfert présente une porosité Bendtsen supérieure à 100 mL/min, de préférence supérieure à 125 mL/min, typiquement supérieure à 150 mL/min,
- le papier transfert présente un grammage compris entre 35 g/m2 et 45 g/m2, typiquement entre 38 g/m2 et 40 g/m2, par exemple 39 g/m2, et
- le papier transfert présente un indice d'aptitude au transfert supérieur à 20, de préférence supérieur ou égal à 22.
- the cellulose fibers have an average fiber length of between 0.4 mm and 0.9 mm, preferably of the order of 0.65 mm,
- the cellulose fibers have a degree of refining measured in Schopper-Riegler degrees between 38 ° SR and 42 ° SR,
- the cellulose fibers comprise a mixture of fibers derived from softwood and / or hardwoods,
- the barrier layer further comprises between 3% and 15% by dry weight of a mineral filler, typically between 6% and 12% by dry weight, for example 9%,
- the barrier layer further comprises a ketene dimer (AKD) or anhydrous alkylsuccenic (ASA) type bonding agent having a quality of bonding according to the COBB test with a contact time of 60 seconds of less than 20 g / m 2 ,
- the barrier layer has a basis weight of between 30 g / m 2 and 40 g / m 2 , typically between 32 g / m 2 and 35 g / m 2 , for example of the order of 34 g / m 2 ,
- the main pigments have an average diameter of between 0.3 micrometers and 0.6 micrometers,
- the main pigments comprise precipitated calcium carbonate, for example of the aragonite, rhombohedral, scalenoedric or prismatic type, preferably of the aragonite type,
- the transfer paper comprises at most 30% by dry weight of secondary pigments, preferably at most 20% by dry weight,
- the secondary pigments have a mean diameter of between 0.3 micrometers and 2 micrometers, preferably between 0.5 micrometers and 1.5 micrometers,
- the secondary pigments comprise ground calcium carbonate or kaolin,
- the reservoir layer comprises at most 15% by dry weight of a binder, for example a binder based on starch and / or polyvinyl alcohol,
- the reservoir layer has a weight of between 2 g / m 2 and 8 g / m 2, preferably between 3 g / m 2 and 6 g / m 2,
- the transfer paper further comprises an adhesive layer, fixed on the barrier layer opposite the reservoir layer, said adhesive layer being configured to ensure good machinability of the transfer paper and comprising a cohesive agent, e.g. polysaccharides or polyvinyl alcohol (PVA),
- the adhesive layer has a basis weight of between 0.1 g / m 2 and 10 g / m 2 , preferably between 0.3 g / m 2 and 0.6 g / m 2 ,
- the transfer paper has a Bendtsen porosity greater than 100 ml / min, preferably greater than 125 ml / min, typically greater than 150 ml / min,
- the transfer paper has a basis weight of between 35 g / m 2 and 45 g / m 2 , typically between 38 g / m 2 and 40 g / m 2 , for example 39 g / m 2 , and
- the transfer paper has a transferability index greater than 20, preferably greater than or equal to 22.
Selon un deuxième aspect, l'invention propose également un procédé de fabrication d'un papier transfert comme décrit ci-dessus, comprenant les étapes suivantes :
- former la couche barrière sur une machine à papier, et
- déposer la couche réservoir sur une face de la couche barrière, ladite couche réservoir comprenant :
- au moins 60% en poids sec de pigments principaux présentant un diamètre moyen compris entre 0.2 micromètres et 0.8 micromètres, et
- au plus 45% en poids sec de pigments secondaires présentant un diamètre moyen supérieur au diamètre moyen des pigments principaux.
- forming the barrier layer on a paper machine, and
- depositing the reservoir layer on one side of the barrier layer, said reservoir layer comprising:
- at least 60% by dry weight of main pigments having an average diameter of between 0.2 micrometers and 0.8 micrometers, and
- at most 45% by dry weight of secondary pigments having an average diameter greater than the average diameter of the main pigments.
Certains aspects préférés mais non limitatifs du procédé de fabrication décrit ci-dessus sont les suivants :
- l'étape de formation de la couche barrière (3) comprend les sous-étapes suivantes : mettre les fibres de cellulose en dispersion aqueuse dans un pulpeur, et raffiner les fibres de cellulose afin d'obtenir un niveau de raffinage mesuré en degré Schopper-Riegler (°SR) compris entre 38°SR et 42°SR, et une longueur moyenne de fibres comprise entre 0.4 mm et 0.9 mm, préférentiellement de l'ordre de 0.65 mm,
- la sous-étape de raffinage des fibres de cellulose est réalisée en deux phases au cours desquelles : la dispersion aqueuse est raffinée dans une première boucle de raffinage comprenant un raffineur conique de type Claflin 202 à lames fibrillantes et d'un raffineur double disques Duo-flow 26 pouces à lames fibrillantes avec un recyclage de 20% et dans une deuxième boucle de raffinage comprenant deux raffineurs double disques Duo-flow 26 pouces à lames fibrillantes avec un recyclage de 10% de manière à obtenir un degré Schopper-Riegler compris entre 37°SR et 41°SR, typiquement de l'ordre de 39°SR, et un indice de longueur de fibres (FLI) compris entre 0.3 mm et 0.5 mm, de préférence de l'ordre de 0.4 mm, puis la dispersion de fibres de cellulose passe dans une boucle de raffinage de tête comprenant un raffineur conique de type Claflin 202 à lames coupantes afin d'obtenir une longueur moyenne de fibre de cellulose comprise entre 0.4 mm et 0.9 mm, préférentiellement 0.65 mm,
- le procédé comprend en outre une étape au cours de laquelle une couche d'adhésivage est déposée sur une autre face de la couche barrière, ladite couche d'adhésivage étant configurée pour assurer une bonne machinabilité du papier transfert et comprenant un agent cohésif, par exemple des polysaccharides ou de l'alcool polyvinylique (PVA),
- la couche réservoir est déposée à l'aide d'une size press, d'un système de transfert de couche par crayon doseur, d'une coucheuse à lame, d'un dispositif de couchage rideau,
- la couche réservoir et/ou la couche barrière est déposée en ligne sur la machine à papier, et
- la couche réservoir et/ou la couche barrière est imprimée hors ligne, par héliogravure, rotogravure, ou flexographie.
- the step of forming the barrier layer (3) comprises the following sub-steps: placing the cellulose fibers in aqueous dispersion in a pulper, and refining the cellulose fibers to obtain a degree of refining measured in Schopper-degree Riegler (° SR) between 38 ° SR and 42 ° SR, and an average fiber length of between 0.4 mm and 0.9 mm, preferably of the order of 0.65 mm,
- the sub-step of refining the cellulose fibers is carried out in two phases during which: the aqueous dispersion is refined in a first refining loop comprising a conical refiner of Claflin 202 type with fibrillating blades and a Duo double-disc refiner for 26 inches with fibrillating blades with 20% recycling and in a second refining loop including two 26-inch Duo-flow double-disc refiners with fibrillating blades with 10% recycling to achieve a Schopper-Riegler degree of between 37 ° SR and 41 ° SR, typically of the order of 39 ° SR, and a fiber length index (FLI) of between 0.3 mm and 0.5 mm, preferably of the order of 0.4 mm, and then the dispersion of fibers of cellulose passes through a refining loop head including a conical refiner type Claflin 202 cutting blades to obtain an average length of cellulose fiber between 0.4 mm and 0.9 mm, preferably 0. 65 mm,
- the method further comprises a step in which an adhesive layer is deposited on another side of the barrier layer, said adhesive layer being configured to ensure good machinability of the transfer paper and comprising a cohesive agent, for example polysaccharides or polyvinyl alcohol (PVA),
- the reservoir layer is deposited using a size press, a metering pencil layer transfer system, a blade coater, a curtain coating device,
- the reservoir layer and / or the barrier layer is deposited in line on the paper machine, and
- the reservoir layer and / or the barrier layer is printed offline, by gravure, rotogravure, or flexography.
Selon un troisième aspect, l'invention propose également un procédé de transfert d'un motif ou d'une image à l'aide d'une calandre transfert, caractérisé en ce que le motif ou l'image a été imprimée à l'aide d'une encre sublimable sur la face externe d'une couche réservoir d'un papier transfert comme décrit ci-dessus.According to a third aspect, the invention also proposes a method for transferring a pattern or an image using a transfer calender, characterized in that the pattern or image has been printed using sublimable ink on the outer face of a reservoir layer of a transfer paper as described above.
D'autres caractéristiques, buts et avantages de la présente invention apparaîtront mieux à la lecture de la description détaillée qui va suivre, et au regard des dessins annexés donnés à titre d'exemples non limitatifs et sur lesquels :
- La
figure 1 illustre une vue éclatée d'un exemple de réalisation d'un papier transfert conforme à l'invention, et - La
figure 2 est un organigramme représentant différentes étapes d'un exemple de réalisation du procédé de fabrication d'un papier transfert conforme à l'invention, - Les
Figures 3 à 5 sont des graphes représentant, pour différents papiers transferts, la densité optique dans les couleurs primaire (Fig. 3 ), la densité optique en trichromie, en bichromie et en aplat de noir (Fig. 4 ) et le mal uni et l'aptitude au transfert (Fig. 5 ).
- The
figure 1 illustrates an exploded view of an exemplary embodiment of a transfer paper according to the invention, and - The
figure 2 is a flowchart showing various steps of an exemplary embodiment of the method of manufacturing a transfer paper according to the invention, - The
Figures 3 to 5 are graphs representing, for different transfer papers, the optical density in the primary colors (Fig. 3 ), the optical density in three-color, two-color and black (Fig. 4 ) and unified evil and transferability (Fig. 5 ).
Un papier transfert 1 conforme à l'invention va à présent être décrit en référence aux figures annexées.A
Ce papier transfert 1 est susceptible d'être fabriqué en ligne, c'est-à-dire sur la machine à papier, ou hors ligne, par exemple par impression. Le papier transfert 1 est ensuite susceptible d'être enroulé sur une bobine à des fins de stockage, puis déroulé pour être imprimé typiquement sur une presse numérique puis ensuite appliqué à chaud à l'aide d'une calandre transfert, sur un substrat donné.This
Le substrat peut aussi bien être un textile composé de polyester ou d'un mélange de polyester et d'autres fibres, ou un substrat dur préalablement traité avec un vernis tel qu'un vernis polyester.The substrate may also be a textile composed of polyester or a mixture of polyester and other fibers, or a hard substrate previously treated with a varnish such as a polyester varnish.
Le papier transfert 1 comprend :
- une couche réservoir 2, présentant
une face externe 20 configurée pour recevoir une encre sublimable 5 et uneface interne 22, et - une couche barrière 3, appliquée sur la
face interne 22 de la couche réservoir 2, et configurée pour former une barrière au véhicule de l'encre sublimable 5.
- a
reservoir layer 2, having anouter face 20 configured to receive asublimable ink 5 and aninner face 22, and - a
barrier layer 3, applied on theinner face 22 of thereservoir layer 2, and configured to form a barrier to the vehicle of thesublimable ink 5.
L'encre sublimable 5 comprend des colorants et un véhicule pouvant notamment comprendre du glycol. Afin de pouvoir être imprimée par jet d'encre, l'encre sublimable 5 est de préférence à base aqueuse.The
Dans une forme de réalisation, le papier transfert 1 comprend en outre une couche d'adhésivage 4, fixée sur la couche barrière 3 à l'opposé de la couche réservoir 2, pour assurer une bonne machinabilité du papier transfert 1.In one embodiment, the
La couche barrière 3 comporte entre 70% et 100%, de préférence au moins 80% en poids sec, par exemple entre 85% et 95% en poids sec, de fibres de cellulose. De préférence, les fibres de cellulose sont issues de bois de résineux et/ou de feuillus, correspondant respectivement à des fibres longues (résineux) et à des fibres courtes (feuillus). Par fibres longues, on comprendra des fibres de cellulose présentant une longueur comprise entre 1.8 mm et 2.5 mm, tandis que par fibres courtes, on comprendra des fibres présentant une longueur comprise entre 0.3 mm et 1 mm.The
Par exemple, les fibres de cellulose comprennent un mélange de fibres longues et de fibres courtes.For example, the cellulose fibers comprise a mixture of long fibers and short fibers.
Les fibres de cellulose peuvent notamment être obtenues de manière conventionnelle suivant un procédé dit « kraft » ou « sulfate », dans lequel la matière première (c'est-à-dire la pâte servant à la fabrication du papier) est cuite sous pression à haute température en présence d'actifs chimiques (généralement de l'hydroxyde de sodium (NaOH) et du sulfure de sodium (Na2S)) pour ramollir et éliminer la lignine et ne garder que les fibres de cellulose. Un tel procédé de fabrication est connu en soi et ne sera pas davantage détaillé ici.The cellulose fibers may in particular be obtained in a conventional manner using a process known as "kraft" or "sulfate", in which the raw material (that is to say the pulp used for the manufacture of paper) is cooked under pressure at high temperature in the presence of chemical actives (usually sodium hydroxide (NaOH) and sodium sulphide (Na 2 S)) to soften and remove lignin and retain only cellulose fibers. Such a manufacturing method is known per se and will not be further detailed here.
Dans une forme de réalisation de l'invention, ces fibres de cellulose sont ensuite mises en dispersions aqueuse dans un pulpeur, puis sont raffinées afin d'obtenir une longueur de coupe, un niveau de fibrillation et d'hydratation suffisants pour former une couche barrière 3 ayant des caractéristiques mécaniques suffisantes pour absorber les tensions et titrages au déroulage et à l'enroulage de la bobine.In one embodiment of the invention, these cellulose fibers are then dispersed in water in a pulper, and refined to obtain a sufficient cutting length, fibrillation and hydration level to form a barrier layer. 3 having sufficient mechanical characteristics to absorb voltages and titrations in unwinding and winding the coil.
Pour cela, au cours d'une première sous-étape, la dispersion aqueuse de fibre de cellulose peut notamment passer dans une première boucle de raffinage, appelée raffinage principal, qui a pour objectif d'atteindre un niveau de raffinage mesuré en degré Schopper-Riegler (°SR) compris entre 37°SR et 41°SR, de préférence de l'ordre de 39°SR, et un indice de longueur de fibre (FLI), déterminant l'état de raccourcissement des fibres, compris entre 0.3 mm et 0.5 mm, de préférence de l'ordre de 0.4 mm. Puis, au cours d'une deuxième sous-étape, la dispersion aqueuse de fibres de cellulose peut passer dans une deuxième boucle de raffinage, appelée raffinage de tête, qui a pour but d'ajuster la longueur des fibres de cellulose avant leur arrivée sur la table de formation d'une machine à papier et obtenir une longueur moyenne de fibre compris entre 0.4 mm et 0.9 mm, préférentiellement de l'ordre de 0.65 mm. Le niveau de raffinage des fibres est par ailleurs de l'ordre de 38 °SR à 42 °SR.For this, during a first sub-step, the aqueous dispersion of cellulose fiber can in particular pass into a first refining loop, called the main refining, which aims to achieve a level of refining measured in Schopper- Riegler (° SR) between 37 ° SR and 41 ° SR, preferably of the order of 39 ° SR, and a fiber length index (FLI), determining the state of shortening of the fibers, between 0.3 mm and 0.5 mm, preferably of the order of 0.4 mm. Then, during a second substep, the aqueous dispersion of cellulose fibers can pass into a second refining loop, called head refining, which aims to adjust the length of the cellulose fibers before they arrive on the forming table of a paper machine and obtain an average fiber length of between 0.4 mm and 0.9 mm, preferably of the order of 0.65 mm. The level of fiber refinement is also in the range of 38 ° SR to 42 ° SR.
Par exemple, au cours de la première sous-étape, c'est-à-dire dans le raffinage principal, une dispersion aqueuse de fibres de cellulose à une concentration comprise entre 3.5 et 4%, de préférence 3.7% peut passer dans une première boucle de raffinage comprenant un raffineur conique de type Claflin 202 à lames fibrillantes et d'un raffineur double disques Duo-flow 26 pouces à lames fibrillantes avec un recyclage de 20% et dans une deuxième boucle de raffinage comprenant deux raffineurs double disques Duo-flow 26 pouces à lames fibrillantes avec un recyclage de 10%. La puissance spécifique du raffinage principal nécessaire à l'obtention d'un degré Schopper-Riegler 39°SR et d'un indice de longueur de fibre FLI de 0.4 mm est comprise entre 220 kwh/T et 280 kwh/T de fibre de cellulose, de préférence 250kwh/T de fibre de cellulose.For example, during the first substep, i.e. in the main refining, an aqueous dispersion of cellulose fibers at a temperature of concentration between 3.5 and 4%, preferably 3.7% can pass into a first refining loop comprising a Claflin 202 type conical refiner with fibrillating blades and a 26-inch Duo-flow double-finned refiner with
Au cours de la deuxième sous-étape, la dispersion aqueuse de fibres de cellulose peut alors passer dans la boucle de raffinage de tête constituée d'un raffineur conique de type Claflin 202 à lames coupantes afin d'obtenir une longueur moyenne de fibre comprise entre 0.4 mm et 0.9 mm, préférentiellement 0.65 mm.During the second sub-step, the aqueous dispersion of cellulose fibers can then pass into the top refining loop consisting of a Claflin 202 type conical refiner with cutting blades to obtain an average fiber length between 0.4 mm and 0.9 mm, preferably 0.65 mm.
Les fibres de cellulose issues de bois de résineux et de feuillus peuvent être raffinées ensemble ou séparément. De préférence, elles sont raffinées ensemble.Cellulose fibers made from softwood and hardwood can be refined together or separately. Preferably, they are refined together.
Grâce à cette composition à base de fibres de cellulose, la couche barrière 3 présente des caractéristiques mécaniques suffisantes pour absorber les tensions et tirages au déroulage et à l'enroulage de la bobine, et une bonne résistance à la rupture en sens long et en sens transverse. La Demanderesse s'est en particulier aperçue qu'il était alors possible de réduire le grammage du papier transfert 1 sans pour autant affecter sa tenue lors de l'étape de transfert de l'encre sublimable 5. En effet, il devient possible d'obtenir une couche barrière 3 présentant un grammage compris entre 30 g/m2 et 40 g/m2, typiquement entre 32 g/m2 et 35 g/m2, par exemple de l'ordre de 34 g/m2.With this composition based on cellulose fibers, the
La couche barrière 3 présente en outre un niveau d'hydrophobicité élevé lui permettant de former une barrière au véhicule de l'encre sublimable 5, et une perméabilité suffisamment élevée pour permettre l'échange de température avec le substrat en transmettant l'énergie de sublimation nécessaire à l'encre sublimable 5 pour passer de l'état solide à l'état gazeux lors de l'étape de transfert des colorants de l'encre sublimable 5 sur le substrat.The
La composition de la couche barrière 3 permet enfin l'accroche de la couche réservoir 2 et de la couche d'adhésivage 4, le cas échéant, en garantissant la fonctionnalité de chacune de ces couches.The composition of the
Dans une forme de réalisation, la couche barrière 3 comprend en outre entre 3% et 15% en poids sec d'une charge minérale, typiquement entre 6% et 12% en poids sec.In one embodiment, the
Par exemple, la couche barrière 3 peut comprendre de l'ordre de 90% de fibres de cellulose pour 10% de charge minérale, par exemple une charge minérale à base de carbonate de calcium broyé ou précipité, de Kaolin ou tout autre pigment de type dioxyde de titane , talc, etc.For example, the
Afin de conférer un caractère hydrophobe à la couche barrière 3, celle-ci peut en outre être traitée avec des composés chimiques dénommés agents de collage de type alkyl cétène dimère (AKD) ou anhydre alkylsuccénique (ASA) présentant une qualité de collage suivant le test COBB60 avec un temps de contact de 60 secondes inférieur à 25 g/m2, de préférence inférieur à 20 g/m2.In order to confer a hydrophobic character to the
Dans une forme de réalisation, la couche barrière 3 présente une humidité absolue comprise entre 4% et 8%, de préférence entre 5% et 7%. Ce taux d'humidité confère une bonne stabilité dimensionnelle à la couche barrière 3, ce qui permet au papier transfert 1 d'absorber des aplats d'encre et donc un volume élevé d'encre au mètre carré lors de l'étape d'impression du motif ou de l'image sur la face externe 20 de la couche réservoir 2.In one embodiment, the
La composition de la couche barrière ainsi obtenue peut alors présenter une porosité Bendtsen (mesurée conformément à la norme NF Q 03-076) supérieure à 300 mL/mn.The composition of the barrier layer thus obtained may then have a Bendtsen porosity (measured according to the NF Q 03-076 standard) greater than 300 ml / min.
La couche barrière 3 comprend, de façon connue en soi, une face rugueuse 30 (correspondant à la face en regard de la toile de fabrication de la machine à papier), et une face lisse 32 (ou face feutre). Dans une forme de réalisation, la face interne 22 de la couche réservoir 2 peut être formée sur la face rugueuse 30 de la couche barrière 3. Ceci n'est cependant pas limitatif, dans la mesure où la couche réservoir 2 pourrait également être formée sur sa face lisse 32.The
La couche réservoir 2 comprend au moins 60% en poids sec de pigments principaux présentant un diamètre moyen compris entre 0.2 micromètres et 0.8 micromètres, de préférence entre 0.3 micromètres et 0.6 micromètres. La Demanderesse s'est en effet aperçue qu'une telle couche réservoir 2 permettait d'obtenir un bon taux de transfert de l'encre sublimable 5.The
Les pigments principaux peuvent notamment comprendre du carbonate de calcium précipité, par exemple du type aragonite, rhomboédrique, scalénoédrique ou prismatique.The main pigments may in particular comprise precipitated calcium carbonate, for example of the aragonite, rhombohedral, scalenohedral or prismatic type.
Dans une forme de réalisation, les pigments principaux comprennent du carbonate de calcium précipité du type aragonite.In one embodiment, the main pigments comprise precipitated calcium carbonate of the aragonite type.
De manière optionnelle, la couche réservoir 2 peut en outre comprendre des pigments secondaires présentant un diamètre moyen supérieur au diamètre moyen des pigments principaux. La combinaison des pigments principaux et des pigments secondaires permet d'obtenir une polydispersité des pigments réduisant l'homogénéité de la granulométrie des pigments dans la couche réservoir 2 et améliorant la densité colorimétrique et la définition du motif après son transfert sur le substrat. La Demanderesse s'est en effet aperçue que l'utilisation d'un papier transfert 1 ayant une couche réservoir 2 ne comprenant que des pigments principaux risquait de créer des phénomènes de « mal uni », c'est-à-dire une mauvaise uniformité de dépose résultant en un pourcentage important de surface non encrée. On notera que les phénomènes de mal uni sont mesurés dans le domaine de l'impression textile sur des aplats de couleur convertis en niveau de gris et sont exprimés en pourcentage de surface non encrée.Optionally, the
Dans une forme de réalisation, la couche réservoir 2 comprend au plus 45% en poids sec de pigments secondaires, typiquement au plus 30% en poids sec, de préférence au plus 20% en poids sec. Par ailleurs, les pigments secondaires peuvent notamment présenter un diamètre moyen compris entre 0.3 micromètres et 2 micromètres, de préférence entre 0.5 micromètres et 1.5 micromètres. Les pigments secondaires peuvent notamment comprendre du carbonate de calcium broyé ou du kaolin.In one embodiment, the
Dans une forme de réalisation, la couche réservoir 2 peut en outre comprendre un liant, par exemple à base d'amidon et/ou d'alcool polyvinylique.In one embodiment, the
De préférence, la couche réservoir 2 comprend au plus 15% de liant. Par exemple, la couche réservoir 2 peut comprendre environ 8% en poids sec d'amidon et 4% en poids sec d'alcool polyvinylique.Preferably, the
Afin de fixer les colorants de l'encre sublimable 5 à la surface du papier transfert 1, c'est-à-dire au niveau de la face externe 20 de la couche réservoir 2, et d'améliorer ainsi son taux de transfert, la couche réservoir 2 peut en outre comprendre un polymère cationique. Les colorants de l'encre étant anioniques, ils restent au niveau de la face externe 20 de la couche réservoir 2, tandis que le véhicule de l'encre est absorbé par celle-ci.In order to fix the dyes of the
Typiquement, le polymère cationique peut comprendre du polychlorure de diallyldiméthylammonium (également connu sous le nom de polyDADMAC), typiquement entre 3 et 5% en poids sec, par exemple 4.2%.Typically, the cationic polymer may comprise diallyldimethylammonium polychloride (also known as polyDADMAC), typically between 3 and 5% by dry weight, for example 4.2%.
Par exemple, la couche réservoir 2 peut comprendre de l'ordre de 7% en poids sec de polychlorure de diallyldiméthylammonium.For example, the
Il est alors possible d'obtenir une couche réservoir 2 présentant un grammage compris entre 2 g/m2 et 8 g/m2, de préférence entre 3 g/m2 et 6 g/m2 avec une bonne aptitude au transfert.It is then possible to obtain a
Dans un exemple de réalisation, un papier transfert 1 comprenant une couche réservoir 2 de grammage compris entre 3 g/m2 et 6 g/m2 comprenant du carbonate de calcium précipité de type aragonite avec un diamètre moyen compris entre 0.3 micromètres et 0.6 micromètres, permet d'améliorer la restitution des couleurs primaires par rapport à un papier disponible sur le marché, avec des densités optiques supérieures notamment dans le jaune et en partie par des niveaux de densité optique supérieure en bichromie notamment pour le mélange jaune-cyan et le mélange jaune-magenta. Ce papier transfert 1 permet en outre de réduire le niveau d'encrage lors de l'étape d'impression, et donc de la consommation d'encre, conformément aux exigences actuelles du marché, et garantit une meilleure stabilité du papier transfert 1 lors de l'impression grâce à un volume d'encre au mètre carré plus faible.In an exemplary embodiment, a
La couche d'adhésivage 4 est adaptée pour garantir le maintien et l'aplat du papier transfert 1 sur le tapis encollé de la presse afin d'éviter de générer des défauts d'impression sur le substrat lors de l'étape de transfert. La couche d'adhésivage 4 est en outre configurée pour assurer un niveau d'accroche suffisant du papier transfert 1 sur le tapis encollé, tout en évitant de l'encrasser par relargage de fibres, fines particules ou charges contenues dans le papier transfert 1 pour limiter les besoins de renouvellement de la colle thermo-activable du tapis encollé, qui nécessitent d'arrêter la presse.The
A cet effet, la couche d'adhésivage 4 peut comprendre un agent cohésif et des agents de collage, conférant des propriétés hydrophobes.For this purpose, the
Par exemple, l'agent cohésif peut comprendre un liant hydrophile, tel que des polysaccharides ou de l'alcool polyvinylique (PVA), typiquement un liant hydrophile à base d'amidon.For example, the cohesive agent may comprise a hydrophilic binder, such as polysaccharides or polyvinyl alcohol (PVA), typically a hydrophilic starch-based binder.
Dans une forme de réalisation, la proportion en sec d'agent de collage par rapport à l'amidon peut être comprise entre 0% et 5%, de préférence entre 2% et 4%.In one embodiment, the dry ratio of sizing agent to starch may be from 0% to 5%, preferably from 2% to 4%.
Il est alors possible d'obtenir une couche d'adhésivage 4 présentant un grammage compris entre 0.1 g/m2 et 1.0 g/m2, de préférence entre 0.3 g/m2 et 0.6 g/m2.It is then possible to obtain an
Un exemple de papier transfert 1 conforme à l'invention comprenant une couche réservoir 2 comprenant du carbonate de calcium précipité, des pigments secondaire et un liant dans les proportions indiquées ci-dessus permet d'améliorer d'au moins 10% le taux de transfert d'une encre sublimable 5 à base aqueuse par rapport à un papier transfert 1 conventionnel.An example of
Par ailleurs, grâce notamment à la formulation de la couche barrière 3, il est possible d'obtenir un papier transfert 1, formé de la superposition de la couche d'adhésivage 4, de la couche barrière 3 et de la couche réservoir, présentant un grammage compris entre 20 g/m2 et 50 g/m2, de préférence entre 25 g/m2 et 45 g/m2, plus préférentiellement entre 30 g/m2 et 40 g/m2, sans pour autant réduire la productivité de la presse.Furthermore, thanks in particular to the formulation of the
Ainsi, un papier transfert 1 comprenant :
- une couche réservoir 2 présentant :
- * 71 % de carbonate de calcium précipité (en poids sec par rapport au poids sec de la couche totale) ayant un diamètre moyen de 0.4 micromètres,
- * 12.5 % de kaolin (en poids sec par rapport à la couche réservoir 2) dont 81 % des particules en poids sec présentent un diamètre inférieur à 2 micromètres et
- * 12.3% de liant (en poids sec par rapport à la couche réservoir 2), le liant comprenant 67 % d'amidon et 33% d'alcool polyvinylique (PVA)
- * 4.2% de PolyDADMAC (en poids sec par rapport à la couche réservoir 2)
- une couche barrière 3 présentant :
- * 92% de fibre de cellulose (en poids sec par rapport au poids sec de la couche barrière 3), les fibres de cellulose comprenant 17% de fibres de résineux et 83% de fibres de feuillus,
- * 7% de carbonate de calcium précipité (en poids sec par rapport à la couche barrière 3) ayant un diamètre moyen de 1.4µm,
- * 0.8% d'agent de collage (en poids sec par rapport à la couche barrière 3), l'agent de collage comprenant 12.5% d'anhydre alkylsuccénique (ASA) et 87.5% d'alkyl cétène dimère (AKD)
- une couche d'adhésivage 4 présentant :
- * 94% d'amidon (en poids sec par rapport au poids sec de la couche d'adhésivage 4),
- * 1.4% d'agent de collage de type alkyl cétène dimère (en poids sec par rapport au poids sec de la couche d'adhésivage 4)
- a
reservoir layer 2 having:- * 71% of precipitated calcium carbonate (in dry weight relative to the dry weight of the total layer) having an average diameter of 0.4 micrometers,
- * 12.5% of kaolin (in dry weight with respect to the reservoir layer 2) of which 81% of the particles by dry weight have a diameter of less than 2 micrometers and
- * 12.3% binder (dry weight relative to the reservoir layer 2), the binder comprising 67% starch and 33% polyvinyl alcohol (PVA)
- * 4.2% PolyDADMAC (in dry weight compared to the reservoir layer 2)
- a
barrier layer 3 having:- * 92% of cellulose fiber (in dry weight relative to the dry weight of the barrier layer 3), the cellulose fibers comprising 17% of softwood fibers and 83% of hardwood fibers,
- * 7% of precipitated calcium carbonate (in dry weight relative to the barrier layer 3) having an average diameter of 1.4 μm,
- * 0.8% of bonding agent (in dry weight relative to the barrier layer 3), the bonding agent comprising 12.5% of anhydrous alkylsuccenic (ASA) and 87.5% of alkyl ketene dimer (AKD)
- an
adhesive layer 4 having:- * 94% of starch (in dry weight relative to the dry weight of the adhesive layer 4),
- * 1.4% of alkyl ketene dimer bonding agent (in dry weight relative to the dry weight of the adhesive layer 4)
Le papier transfert 1 décrit ci-dessus présente donc un taux de transfert supérieur de 16% par rapport à un papier conventionnel, pour une réduction du grammage de 39%. Par ailleurs, la surface de papier pouvant être imprimée avec une tonne de papier transfert 1 conforme à l'invention peut être augmentée de a été augmentée de 64% par rapport au papier transfert 1 conventionnel.The
On notera que la variabilité inévitable des mesures, dont la tolérance, notamment au niveau du grammage du papier, est de l'ordre de ± 1 g/m2.
Le Tableau 2 compare la restitution de l'image du motif suivant plusieurs facteurs, dont la densité optique mesurée dans le noir I1 et les couleurs primaires I2 à 100% d'encrage (l'indice I2 correspondant au produit des densités optiques mesurées dans le jaune, le magenta et le cyan), la densité optique mesurée sur les aplats de noir I4 composés de l'addition des trois couleurs primaires (Cyan, Magenta et Jaune), la densité optique mesurée en bichromie I3 (c'est-à-dire la somme de la densité optique mesurée pour le Cyan et le Jaune d'une part et le Magenta et le Jaune d'autre part), l'uniformité de dépose en pourcentage de surface encrée I5 (ou encore le "mal uni", exprimé en pourcentage de surface encrée par rapport à la surface non encrée) sur des aplats de couleurs convertis en niveau de gris.Table 2 compares the recovery of the image of the pattern according to several factors, including the optical density measured in the dark I 1 and I 2
Comme on peut le voir dans le tableau ci-dessus, le papier transfert 1, qui correspond au papier transfert 1 défini dans le Tableau 1, présente des valeurs supérieures aux valeurs de seuil minimales définies pour les paramètres étudiés. Par ailleurs, la restitution des couleurs primaires du papier transfert 1 a été améliorée par rapport au papier conventionnel, avec des densités optiques supérieures notamment dans le jaune et en partie par des niveaux de densité optique supérieure en bichromie notamment pour le mélange jaune-cyan et le mélange jaune-magenta, malgré le grammage nettement réduit du papier transfert 1 de l'invention.As can be seen in the table above, the
Des mesures de densité optique ont été réalisées sur différents exemples de papiers tansfert.Optical density measurements were performed on various examples of transfer papers.
L'essai n° 2 correspond à l'exemple de papier transfert conforme à l'invention des Tableaux 1 et 2, comprenant notamment dans la couche réservoir 2 :
- * 71 % de carbonate de calcium précipité (en poids sec par rapport au poids sec de la couche totale) ayant un diamètre moyen de 0.4 micromètres,
- * 12.5 % de kaolin (en poids sec par rapport à la couche réservoir 2) dont 81 % des particules en poids sec présentent un diamètre inférieur à 2 micromètres
- * 12.3% de liant (en poids sec par rapport à la couche réservoir 2), le liant comprenant 67 % d'amidon et 33% d'alcool polyvinylique (PVA) et
- * 4.2% de PolyDADMAC (en poids sec par rapport à la couche réservoir 2).
- * 71% of precipitated calcium carbonate (in dry weight relative to the dry weight of the total layer) having an average diameter of 0.4 micrometers,
- * 12.5% of kaolin (in dry weight with respect to the reservoir layer 2) of which 81% of the particles by dry weight have a diameter of less than 2 micrometers
- * 12.3% of binder (in dry weight relative to the reservoir layer 2), the binder comprising 67% of starch and 33% of polyvinyl alcohol (PVA) and
- * 4.2% PolyDADMAC (in dry weight relative to the reservoir layer 2).
Dans cet essai n°2, les pigments de la couche réservoir 2 comprennent donc 100 parts de pigments sec dont 85 parts de pigment principal et 15 parts de pigments secondaires.In this test No. 2, the pigments of the
L'essai n°1 correspond à un deuxième exemple d'un papier transfert 1 conforme à l'invention dont la couche réservoir 2 comprend :
- * 58.5% de carbonate de calcium précipité (en poids sec par rapport au poids sec de la couche totale) ayant un diamètre moyen de 0.4 micromètres,
- * 25 % de kaolin (en poids sec par rapport à la couche réservoir 2) dont 81 % des particules en poids sec présentent un diamètre inférieur à 2 micromètres
- * 12.3% de liant (en poids sec par rapport à la couche réservoir 2), le liant comprenant 67 % d'amidon et 33% d'alcool polyvinylique (PVA) et
- * 4.2% de PolyDADMAC (en poids sec par rapport à la couche réservoir 2).
- * 58.5% of precipitated calcium carbonate (in dry weight relative to the dry weight of the total layer) having an average diameter of 0.4 micrometers,
- * 25% of kaolin (in dry weight relative to the reservoir layer 2) of which 81% of the particles by dry weight have a diameter of less than 2 micrometers
- * 12.3% of binder (in dry weight relative to the reservoir layer 2), the binder comprising 67% of starch and 33% of polyvinyl alcohol (PVA) and
- * 4.2% PolyDADMAC (in dry weight relative to the reservoir layer 2).
Dans cet essai n°1, les pigments de la couche réservoir 2 comprennent donc 100 parts de pigments secs, dont 70 parts de pigment principal et 30 parts de pigments secondaires.In this test No. 1, the pigments of the
L'essai n°3 est un exemple comparatif dans lequel la couche réservoir comprend uniquement des pigments principaux. Ainsi, la couche réservoir de l'essai n°3 comprend :
- * 82.5% de carbonate de calcium précipité (en poids sec par rapport au poids sec de la couche totale) ayant un diamètre moyen de 0.4 micromètres,
- * 12.3% de liant (en poids sec par rapport à la couche réservoir 2), le liant comprenant 67 % d'amidon et 33% d'alcool polyvinylique (PVA) et
- * 4.2% de PolyDADMAC (en poids sec par rapport à la couche réservoir 2).
- * 82.5% of precipitated calcium carbonate (in dry weight relative to the dry weight of the total layer) having an average diameter of 0.4 micrometers,
- * 12.3% of binder (in dry weight relative to the reservoir layer 2), the binder comprising 67% of starch and 33% of polyvinyl alcohol (PVA) and
- * 4.2% PolyDADMAC (in dry weight relative to the reservoir layer 2).
Dans cet essai n°3, les pigments de la couche réservoir 2 comprennent donc 100 parts de pigments sec, dont 100 parts de pigment principal.In this test No. 3, the pigments of the
On notera que la couche barrière 3 et la couche d'adhésivage 4 sont identiques dans les trois essais.It will be noted that the
On obtient alors les résultats suivants :
Les
- la densité optique dans les couleurs primaire (
Fig. 3 ) obtenue à l'aide d'un densitomètre de marque TECHKON R410e, - la densité optique en trichromie, en bichromie et en aplat de noir (
Fig. 4 ) obtenue obtenue à l'aide d'un densitomètre de marque TECHKON R410e, - le mal uni (
Fig. 5 ) et l'aptitude au transfert (voir ci-après) obtenus à l'aide d'un logiciel de traitement d'images, ici ImageJ.
- the optical density in the primary colors (
Fig. 3 ) obtained using a TECHKON R410e densitometer, - the optical density in three-color, two-color and black (
Fig. 4 ) obtained using a TECHKON R410e densitometer, - the united evil (
Fig. 5 ) and transferability (see below) obtained using an image processing software, here ImageJ.
Il ressort de ces mesures que la densité optique dans les couleurs primaires, en particulier pour le noir, le cyan et le magenta, et en trichromie (CxMxY) est particulièrement améliorée lorsque la couche réservoir 2 comprend au moins 60% en poids sec (sur le poids total de pigments) d'un pigment principal et au plus 45% en poids sec (sur le poids total de pigments) d'un pigment secondaire. La densité optique, le mal uni et l'aptitude au transfert sont encore améliorés lorsque la couche réservoir comprend 85% en poids sec (sur le poids total de pigments) du pigment principal et 15% en poids sec (sur le poids total de pigments) du pigment secondaire (voir l'essai n°2).These measurements show that the optical density in the primary colors, in particular for black, cyan and magenta, and in trichromium (CxMxY) is particularly improved when the
La Demanderesse a développé un indice d'aptitude au transfert AT afin de qualifier à la fois le taux de transfert d'un papier transfert 1, la densité colorimétrique de l'image ou du motif sur un substrat donné et la définition de cette image ou de ce motif sur ce substrat. L'indice d'aptitude au transfert AT ainsi défini regroupe la mesure de la densité optique mesurée dans le noir I1 et les couleurs primaires I2 à 100% d'encrage, la densité optique mesurée sur les aplats de noir composés de l'addition des trois couleurs primaires I4 , la densité optique mesurée en bichromie I3 , et l'uniformité de dépose en pourcentage de surface encrée I5 (ou encore le "mal uni") sur des aplats de couleurs convertis en niveau de gris.The Applicant has developed an AT transfer aptitude index in order to qualify both the transfer rate of a
Dans le cadre des mesures effectuées dans les tableaux 2 et 3, le substrat est un textile de 88g/m2 en armure satin, composé de 100% de polyester et imprimé sur sa surface matte. Par ailleurs, le motif a été imprimé sur la face externe de la couche réservoir 2 grâce à une imprimante EPSON WP-4015 DN avec des encres Rotech de chez Sawgrass, puis transféré sur le textile grâce à une presse Promashirt TS-3838ME. Enfin, la densité optique a été mesurée à l'aide d'un densitomètre de marque TECHKON R410e, et le mal-uni a été mesuré à l'aide du traitement d'image : image-J.As part of the measurements made in Tables 2 and 3, the substrate is a fabric of 88g / m 2 in satin weave, made of 100% polyester and printed on its matte surface. In addition, the pattern was printed on the outer face of the
Plus précisément, cet indice d'aptitude AT a été défini comme étant la somme de la moyenne des paramètres mesurés par rapport à leur valeur cible respective multipliée par l'indice d'aptitude au transfert de référence (ATref) et divisé par le nombre de paramètres pris en compte : 
Dans le Tableau 2 ci-dessus, l'indice d'aptitude au transfert de référence ATref a été fixé à 20 et n=5. On obtient ainsi, pour la moyenne du mal uni du papier transfert 1 de l'invention : ![]()
![]()
On obtient ainsi un indice d'aptitude au transfert AT de 19.8 pour le papier conventionnel, et de 20.5 pour l'exemple de papier transfert 1 du tableau 2 (qui correspond également à l'essai n°2). Le papier transfert 1 selon l'invention présente donc, d'un point de vue global, de meilleures caractéristiques de transfert que le papier conventionnel, pour une moindre consommation d'encre et un grammage bien plus faible.This gives an AT transferability index of 19.8 for conventional paper, and 20.5 for example of
Le papier transfert 1 peut être réalisé complètement en ligne, sur une machine à papier, ou en partie sur une machine à papier et en partie hors ligne.The
Au cours d'une première étape S1, une couche barrière 3 est formée sur une toile de fabrication d'une machine à papier. La couche barrière peut être obtenue à partir de fibres ayant subi les sous-étapes de raffinage principal et de tête décrites ci-dessus.In a first step S1, a
Au cours d'une deuxième étape S2, une couche réservoir 2 est déposée sur la couche barrière 3. Dans une forme de réalisation, la face interne 22 de la couche réservoir 2 est appliquée sur la face toile 30, qui est plus rugueuse, de la couche barrière 3.During a second step S2, a
Dans une première forme de réalisation, le dépôt de la couche réservoir 2 peut être effectué en ligne sur la machine à papier sur un poste de couchage ou d'enduction, après passage de la couche barrière 3 dans une zone de séchage. Typiquement, la couche réservoir 2 peut être déposée à l'aide d'une size press (c'est-à-dire un dispositif comprenant deux cylindres formant entre eux un bain de sauce comprenant la composition à déposer), d'un système de transfert de couche par crayons doseurs (ou « film press »), d'une coucheuse à lame ou d'un dispositif de couchage rideau.In a first embodiment, the deposition of the
En variante, dans une deuxième forme de réalisation, la couche réservoir 2 peut être déposée hors ligne. Typiquement, dans cette forme de réalisation, la couche réservoir 2 peut être imprimée par héliogravure, rotogravure, flexographie ou déposée par enduction à l'aide d'une size press, d'une film press, d'une coucheuse à lame ou d'un dispositif de couchage rideau.Alternatively, in a second embodiment, the
Au cours de cette étape, la composition de la couche barrière 3 permet de faire barrière au véhicule de l'encre sublimable 5 et maintenir ainsi les colorants dans la couche réservoir 2, améliorant ainsi le taux de transfert du papier transfert 1.During this step, the composition of the
Au cours d'une troisième étape S3, une couche d'adhésivage 4 peut être déposée sur la couche barrière 3, à l'opposé de la couche réservoir 2. Dans une forme de réalisation, la couche d'adhésivage 4 est appliquée sur la face feutre 32, qui est plus lisse, de la couche barrière 3.During a third step S3, an
De manière analogue à la couche réservoir 2, la couche d'adhésivage 4 peut être déposée en ligne sur la machine à papier, ou hors ligne.In a similar manner to the
Ainsi, dans une première forme de réalisation, le dépôt de la couche d'adhésivage 4 peut être effectué en ligne sur la machine à papier sur un poste de couchage ou d'enduction, après passage de la couche barrière 3 dans la zone de séchage. Typiquement, la couche d'adhésivage 4 peut être déposée à l'aide d'une size press, d'une film press, d'une coucheuse à lame ou d'un dispositif de couchage rideau.Thus, in a first embodiment, the deposition of the
En variante, dans une deuxième forme de réalisation, la couche d'adhésivage 4 peut être déposée hors ligne. Typiquement, dans cette forme de réalisation, la couche d'adhésivage 4 peut être imprimée par héliogravure, rotogravure, flexographie ou déposée par enduction à l'aide d'une size press, d'une film press, d'une coucheuse à lame ou d'un dispositif de couchage rideau.Alternatively, in a second embodiment, the
On comprendra bien entendu que la couche réservoir 2 et la couche d'adhésivage 4 peuvent être déposées simultanément si le dispositif de dépôt le permet. C'est notamment possible lorsque la couche réservoir 2 et la couche d'adhésivage 4 sont déposées (en ligne ou hors ligne) à l'aide d'une size press, d'une film press ou d'une coucheuse à lame.It will of course be understood that the
Par ailleurs, la couche d'adhésivage 4 peut indifféremment être déposée sur la couche barrière 3 après la couche réservoir 2, ou préalablement au dépôt de la couche réservoir 2.Moreover, the
Enfin, la couche réservoir 2 peut être déposée en ligne tandis que la couche d'adhésivage 4 est déposée hors ligne, ou inversement.Finally, the
La face externe 20 du papier transfert 1 peut alors être imprimée conventionnellement, typiquement à l'aide d'une imprimante jet d'encre. La couche réservoir 2 présentant un taux de transfert élevé, il est cependant possible de réduire la quantité d'encre sublimable 5 nécessaire pour réaliser l'image ou le motif voulu en comparaison avec un papier conventionnel, tout en augmentant la vitesse de transfert et en réduisant le grammage du papier transfert 1.The
De manière conventionnelle, le transfert de l'encre sublimable 5 de l'image ou du motif porté par la couche réservoir 2 peut alors être effectué à chaud à l'aide d'une calandre transfert.Conventionally, the transfer of the
Pour cela, la face externe 20 de la couche réservoir 2, qui correspond à la face imprimée du papier transfert 1, est appliquée sur la face du substrat à imprimer par la calandre transfert. Sous l'effet de la pression et de la température appliquées par le cylindre de la calandre transfert, l'encre sublimable 5 passe de l'état solide à l'état gazeux et pénètre dans le substrat (à savoir dans la maille du textile ou dans le vernis du substrat dur). La plage de température de transfert pour les encres sublimables est habituellement comprise entre 170°C et 210°C, pour une plage de pression d'application du papier transfert 1 sur le substrat comprise entre environ 2.5 bars et 4.5 bars.For this, the
Lors de cette étape, le papier transfert 1 de l'invention assure une bonne restitution de l'image ou du motif sur le substrat avec une bonne productivité.During this step, the
Une fois le transfert de l'image ou du motif sur le substrat réalisé, une partie de l'encre sublimable 5 qui n'a pas été transférée sur le substrat reste sur le papier transfert 1. Ce papier transfert 1 n'est plus utilisable ni recyclable et représente un déchet à éliminer par l'industriel. Toutefois, un papier transfert 1 conforme à l'invention permet d'abaisser le grammage de plus de 30% en comparaison avec les papiers conventionnels, ce qui permet de réduire de quantité de déchets issus de l'étape de transfert.Once the image or pattern has been transferred onto the substrate, part of the sublimable ink that has not been transferred onto the substrate remains on the
Enfin, le papier transfert 1 conforme à l'invention présente une porosité Bendtsen (mesurée conformément à la norme NF Q 03-076) supérieure à 100 mL/min, de préférence supérieure à 125 mL/min et plus préférablement supérieure à 150 mL/min. Une telle porosité permet d'assurer la productivité lors du transfert, le niveau de perméabilité du papier transfert 1 doit être suffisamment élevé pour favoriser l'échange de température avec le textile et permettre d'apporter l'énergie de sublimation nécessaire à l'encre pour passer de l'état solide à l'état gazeux. Ce niveau de perméabilité élevé est notamment permis par la composition de la couche barrière 3Finally, the
Claims (18)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1456757A FR3023505A1 (en) | 2014-07-11 | 2014-07-11 | TRANSFER PAPER WITH A BARRIER LAYER AND METHOD OF MANUFACTURING THE SAME |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2965919A1 true EP2965919A1 (en) | 2016-01-13 |
Family
ID=51787050
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15176320.8A Withdrawn EP2965919A1 (en) | 2014-07-11 | 2015-07-10 | Transfer paper with a barrier layer and associated method of manufacturing |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2965919A1 (en) |
| FR (1) | FR3023505A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9987136B2 (en) | 2016-09-09 | 2018-06-05 | Coloplast A/S | Penile prosthetic pump with an inflation assembly including a rotary valve |
| WO2018130565A1 (en) | 2017-01-12 | 2018-07-19 | Ahlstrom-Munksjö Oyj | Transfer paper for sublimation printing, comprising a cationic agent |
| WO2018130567A1 (en) | 2017-01-12 | 2018-07-19 | Ahlstrom-Munksjö Oyj | Transfer paper for sublimation printing, comprising an alkaline earth salt |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000006392A1 (en) * | 1998-07-29 | 2000-02-10 | W.A. Sanders Papierfabriek Coldenhove B.V. | Transfer paper for ink-jet printing |
| EP1018439A1 (en) * | 1998-07-16 | 2000-07-12 | Mitsubishi Paper Mills Limited | Paper for use in both ink-jet recording and electrophotographic recording |
| WO2008065395A1 (en) * | 2006-12-01 | 2008-06-05 | Akzo Nobel Coatings International B.V. | Thermal transfer printing |
| US20080229962A1 (en) * | 2007-03-19 | 2008-09-25 | Matthew Warren Shedd | Sublimation transfer paper, method of making, and method for sublimation printing |
| WO2012152281A1 (en) * | 2011-05-10 | 2012-11-15 | Skandinavisk HTP ApS | Paper for transfer pattern printing |
| WO2013137314A1 (en) * | 2012-03-16 | 2013-09-19 | 日本化薬株式会社 | Sublimation transfer dyeing method and dyed product thereby |
-
2014
- 2014-07-11 FR FR1456757A patent/FR3023505A1/en active Pending
-
2015
- 2015-07-10 EP EP15176320.8A patent/EP2965919A1/en not_active Withdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1018439A1 (en) * | 1998-07-16 | 2000-07-12 | Mitsubishi Paper Mills Limited | Paper for use in both ink-jet recording and electrophotographic recording |
| WO2000006392A1 (en) * | 1998-07-29 | 2000-02-10 | W.A. Sanders Papierfabriek Coldenhove B.V. | Transfer paper for ink-jet printing |
| EP1102682A1 (en) | 1998-07-29 | 2001-05-30 | W.A. Sanders Papierfabriek Coldenhove B.V. | Transfer paper for ink-jet printing |
| WO2008065395A1 (en) * | 2006-12-01 | 2008-06-05 | Akzo Nobel Coatings International B.V. | Thermal transfer printing |
| US20080229962A1 (en) * | 2007-03-19 | 2008-09-25 | Matthew Warren Shedd | Sublimation transfer paper, method of making, and method for sublimation printing |
| WO2012152281A1 (en) * | 2011-05-10 | 2012-11-15 | Skandinavisk HTP ApS | Paper for transfer pattern printing |
| WO2013137314A1 (en) * | 2012-03-16 | 2013-09-19 | 日本化薬株式会社 | Sublimation transfer dyeing method and dyed product thereby |
| EP2826914A1 (en) * | 2012-03-16 | 2015-01-21 | Nippon Kayaku Kabushiki Kaisha | Sublimation transfer dyeing method and dyed product thereby |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9987136B2 (en) | 2016-09-09 | 2018-06-05 | Coloplast A/S | Penile prosthetic pump with an inflation assembly including a rotary valve |
| WO2018130565A1 (en) | 2017-01-12 | 2018-07-19 | Ahlstrom-Munksjö Oyj | Transfer paper for sublimation printing, comprising a cationic agent |
| WO2018130567A1 (en) | 2017-01-12 | 2018-07-19 | Ahlstrom-Munksjö Oyj | Transfer paper for sublimation printing, comprising an alkaline earth salt |
| US11787215B2 (en) | 2017-01-12 | 2023-10-17 | Ahlstrom Oyj | Transfer paper for sublimation printing, comprising an alkaline earth salt |
Also Published As
| Publication number | Publication date |
|---|---|
| FR3023505A1 (en) | 2016-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11479917B2 (en) | Method for manufacturing a packaging material and a packaging material made by the method | |
| JP5778366B1 (en) | Sublimation type inkjet printing transfer paper | |
| US9328463B2 (en) | Surface sizing composition for print media in digital printing | |
| EP3099511B1 (en) | Print media for inkjet printing | |
| EP1761672B1 (en) | Offset printing process | |
| EP2914776B1 (en) | Decorative paper for layered products | |
| EP2965919A1 (en) | Transfer paper with a barrier layer and associated method of manufacturing | |
| EP3189975B1 (en) | Recording medium | |
| DE69804176T2 (en) | Substrate for cast coated paper and paper using this substrate | |
| EP2118366B1 (en) | Offset-printable coated white paper having a high fluorescence intensity and method for producing same | |
| EP2076398B1 (en) | Inkjet recording material having a perforated rear-side synthetic resin layer | |
| JP2017052247A (en) | Sublimation type inkjet printing transfer paper and manufacturing method thereof | |
| US20120076961A1 (en) | Fine matt printing paper and its method of preparation | |
| EP3568521B2 (en) | Transfer paper for sublimation printing, comprising a cationic agent | |
| US11104173B2 (en) | Transfer paper | |
| JP2011246838A (en) | Coated paper for printing | |
| WO2013030784A1 (en) | Data medium intended for printing on liquid toner presses | |
| WO2005003459A1 (en) | Method of producing coated inkjet printable paper directly on a papermaking machine | |
| FR2862668A1 (en) | Unlayered paper for high-quality ink jet printing e.g. of photographs, comprises silica-filled paper treated inside the paper machine with a formulation containing a hydrophilic binder and predispersed silica | |
| JP2016047604A (en) | Recording medium and image recording method | |
| WO2014097146A1 (en) | Information support for printing on offset presses |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20160714 |