EP2965866B1 - Linear grinding material, brush-shaped grindstone and method for manufacturing linear grinding material - Google Patents
Linear grinding material, brush-shaped grindstone and method for manufacturing linear grinding material Download PDFInfo
- Publication number
- EP2965866B1 EP2965866B1 EP14759583.9A EP14759583A EP2965866B1 EP 2965866 B1 EP2965866 B1 EP 2965866B1 EP 14759583 A EP14759583 A EP 14759583A EP 2965866 B1 EP2965866 B1 EP 2965866B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- linear grinding
- grinding member
- composite yarn
- linear
- range
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 23
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 239000000463 material Substances 0.000 title description 11
- 239000002131 composite material Substances 0.000 claims description 86
- 229920005989 resin Polymers 0.000 claims description 51
- 239000011347 resin Substances 0.000 claims description 51
- 239000011230 binding agent Substances 0.000 claims description 43
- 239000004575 stone Substances 0.000 claims description 40
- 238000005498 polishing Methods 0.000 claims description 34
- 238000007493 shaping process Methods 0.000 claims description 20
- 238000005470 impregnation Methods 0.000 claims description 17
- 230000000694 effects Effects 0.000 description 29
- 238000012545 processing Methods 0.000 description 24
- 230000033001 locomotion Effects 0.000 description 18
- 230000003247 decreasing effect Effects 0.000 description 9
- 230000001788 irregular Effects 0.000 description 8
- 230000003746 surface roughness Effects 0.000 description 8
- 239000000835 fiber Substances 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 5
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- -1 polypropylene Polymers 0.000 description 4
- 230000002265 prevention Effects 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 3
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 239000005007 epoxy-phenolic resin Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920001568 phenolic resin Polymers 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 229920002050 silicone resin Polymers 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/02—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by their periphery
- B24D13/10—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by their periphery comprising assemblies of brushes
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/14—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by the front face
- B24D13/145—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by the front face having a brush-like working surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0027—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for by impregnation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
- B24D3/28—Resins or natural or synthetic macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/34—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties
- B24D3/342—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties incorporated in the bonding agent
- B24D3/344—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties incorporated in the bonding agent the bonding agent being organic
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B2200/00—Brushes characterized by their functions, uses or applications
- A46B2200/30—Brushes for cleaning or polishing
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B2200/00—Brushes characterized by their functions, uses or applications
- A46B2200/30—Brushes for cleaning or polishing
- A46B2200/3093—Brush with abrasive properties, e.g. wire bristles
Definitions
- the present invention relates to: a linear grinding member including inorganic filaments stiffened with a resin binder, a brush-like grinding stone having linear grinding members held by a holder, and a method for manufacturing a linear grinding member.
- Patent Literatures 1 and 2 disclose brush-like grinding stones each including a plurality of linear grinding members, and a holder that holds these linear grinding members in a bundle. When each of these brush-like grinding stones is used, for example, for deburring or polishing a surface of a metal workpiece, the tips of the linear grinding members grind or polish the surface while the brush-like grinding stone is rotated about the axis thereof, Patent Literature 1 discloses, as a method for manufacturing a linear grinding member, a method including: impregnating a composite yarn including inorganic filaments and a resin binder; then winding it up while removing excess resin with a squeezing roller; and then thermally curing the resin binder.
- Patent Literature 3 discloses the preamble of claim 1.
- Patent Literature 3 further discloses a method for manufacturing a linear grinding member obtained by stiffening, with a resin binder a composite yarn including inorganic filaments, the method comprising a twisting step of twisting the composite yarn, subsequently an impregnation step of impregnating the composite yarn with an uncured resin binder, a shaping step to shape a cross-sectional shape of the composite yarn into a ellipse with an aspect ratio which is in a range of 1.1 to 5.0 and a resin-curing step of curing the resin binder after the shaping step or in parallel with the shaping step.
- Patent Literature 1 when a composite yarn including inorganic filaments is driven while being placed on a roller or the like, the composite yarn is moderately pressed against the roller. As a result, the cross section of the composite yarn is formed into a circular shape. Thus, a linear grinding member having a circular cross section is manufactured.
- the present invention aims at providing a linear grinding member and a brush-like grinding stone that have edge effects and provides high grinding performance.
- the present invention also aims at providing a method for manufacturing such a linear grinding member.
- the present invention has been made based on new knowledge found by the inventors that, when a linear grinding member is used in a brush-like grinding stone, the cross-sectional shape of the linear grinding member affects the polishing performance and the grinding performance thereof.
- a linear grinding member having a rectangular cross-sectional shape has a cross section thinner in the thickness direction than in the width direction (a direction along the long sides). Therefore, the tip thereof easily breaks, and the self-sharpening action for generating a new cutting edge is active. Thus, such a linear grinding member can maintain grinding performance.
- a linear grinding member having a rectangular cross-sectional shape also has an edge effect because it is hard to bend in a direction along the long sides and the diagonal directions of the cross section.
- a linear grinding member having a rectangular cross-sectional shape has different degrees of easiness to bend in the thickness direction and width direction of the cross-section, and consequently makes irregular motions during processing.
- a linear grinding member having a rectangular cross-sectional shape provides increased grinding performance because it makes irregular motions and has an edge effect at the same time.
- a linear grinding member having an elliptical cross-sectional shape has a cross section thinner in the thickness direction than in the width direction (a direction along the major axis). Therefore, the front end thereof easily breaks, and the self-sharpening action for generating a new cutting edge actively works. Thus, such a linear grinding member can maintain grinding performance.
- a linear grinding member having an elliptical cross-sectional shape also has an edge effect because it is hard to bend in a direction along the major axis of the cross section. Furthermore, a linear grinding member having an elliptical cross-sectional shape has different degrees of easiness to bend in the thickness direction and width direction of the cross-section, and consequently makes irregular motions during processing. Thus, a linear grinding member having an elliptical cross-sectional shape provides increased grinding performance because it makes irregular motions and has an edge effect at the same time. Note that, during processing of a workpiece, the tip of a linear grinding member provides a process similar to grinding. For this reason, “polishing" and “grinding” are used without distinction therebetween in the present specification.
- the present invention employs a linear grinding member having a rectangular or elliptical cross-sectional shape and having an aspect ratio in the range of 1.1 to 5.0. It has been found that, when having an aspect ratio in the range of 1.1 to 5.0, a linear grinding member is less likely to bend in a direction along the long sides or the major axis of the cross section and exerts an edge effect.
- An aspect ratio is a value obtained by dividing a dimension of the long side or the major axis by a dimension of the short side or the minor axis.
- an adjustment such as increasing the aspect ratio for higher grinding performance or decreasing the aspect ratio for lower grinding performance can be made. Note that the surface roughness of a workpiece after processing tends to be rougher when processing efficiency is increased with the aspect ratio increased, and tends to be finer when processing efficiency is decreased with the aspect ratio decreased.
- the composite yarn have been twisted.
- longitudinal cracks (cracks in the lengthwise direction of the linear grinding member) in the linear grinding member can be prevented, and impactive wear can be prevented.
- a length dimension of the linear grinding member corresponding to one turn of twisting is set in the range of 1 cm to 4 cm when the aspect ratio is in the range of 1.1 to 1.9, and is set in the range of 10 cm to 20 cm when the aspect ratio is in the range of 2.0 to 5.0.
- the aspect ratio is set in the range of 1.1 to 1.9, the effect of preventing longitudinal cracks of the linear grinding member can be obtained with the length dimension of the linear grinding member corresponding to one turn of twisting set to 4 cm or less.
- the inorganic filaments can be prevented from fuzzing because of the twisting.
- the aspect ratio is in the range of 2.0 to 5.0
- the effect of preventing longitudinal cracks of the linear grinding member can be obtained with the length dimension of the linear grinding member corresponding to one turn of twisting set to 20 cm or less, even for the linear grinding member that has a large aspect ratio of 2.0 or higher.
- the length dimension of the linear grinding member corresponding to one turn of twisting set to 10 cm or more the inorganic filaments can be prevented from fuzzing because of the twisting, even for the linear grinding member that has a large aspect ratio of 2.0 or higher.
- a brush-like grinding stone includes: a plurality of linear grinding members according to claim 1; a holder that holds the plurality of linear grinding members in the form of a bundle.
- each of the linear grinding members is obtained by stiffening a composite yarn including inorganic filaments, and each of the linear grinding members has a rectangular, or elliptical cross-sectional shape.
- each of the multiple linear grinding members has an edge effect, and provides high grinding performance, which makes it easier to process a workpiece with the brush-like grinding stone.
- the present invention provides a method of manufacturing a linear grinding according to claim 3.
- the shaping step of passing the composite yarn impregnated with the resin binder through a die to shape the cross-sectional shape of the composite yarn is performed after the composite yarn is impregnated with the uncured resin binder in the impregnation step, and before or in parallel with the resin binder is cured in the resin-curing step.
- the cross-sectional shape of the linear grinding member can be easily controlled.
- a twisting step of twisting the composite yarn is performed before the impregnation step.
- This step causes the inorganic filaments in the composite yarn to tangle together as a result of the twisting of the composite yarn, thereby making it easier to control the cross-sectional shape of the linear grinding member than in a case where the inorganic filaments extend parallel to one another.
- Appropriately twisting the composite yarn can prevent longitudinal cracks in the linear grinding member (cracks in the lengthwise direction of the linear grinding member), and can prevent impactive wear.
- Another aspect of the present invention provides a method of manufacturing a linear grinding member according to claim 4.
- polishing the outer peripheral surface of the composite yarn makes it easier to shape the cross-sectional shape of the linear grinding member.
- FIG. 1 is an illustration of a brush-like grinding stone according to a first example not according to the present invention.
- a polishing machine brush 10 illustrated in Fig. 1 is a tool for, for example, deburring and polishing a surface of a metal workpiece, and includes: a brush-like grinding stone 1; a brush case 2 that holds this brush-like grinding stone 1; and a fixing screw 3 for fixing the brush-like grinding stone 1 to the brush case 2.
- the brush-like grinding stone 1 includes: a plurality of linear grinding members 11; and a holder 12 that holds respective base-end parts of the linear grinding members 11.
- the plurality of linear grinding members 11 are held by the holder 12 in the form of a plurality of bundles 110 each includes the multiple linear grinding members 11.
- the bundles 110 are arranged at uniform angle intervals around the rotational center axis line L of the polishing machine brush 10.
- the linear grinding member 11 is obtained by impregnating a collection of inorganic filaments with binder resin and then forming the conglomerate into a linear shape.
- the inorganic filaments include alumina fiber filaments.
- the binder resin include: thermosetting resin such as epoxy resin and phenolic resin; silicone resin; and thermoplastic resin such as polyester resin, polypropylene resin, and polyamide resin.
- a composite yarn is obtained by gathering, for example, 250 to 3000 alumina fiber filaments (inorganic filaments) each having a filament diameter of 8 to 50 ⁇ m. The diameter of the composite yarn is 0.1 mm to 2 mm.
- the linear grinding member 11 has a diameter equal to that of the composite yarn, which is 0.1 mm to 2 mm.
- a material for the inorganic filaments is not particularly limited as long as the material has a polishing property effective, in a relative sense, for a material to be polished, i.e., as long as the material is harder and more brittle than a material to be polished.
- alumina fiber usable examples include silicon carbide fiber, boron fiber, and glass fiber. Any ones of the above materials may be used in combination depending on a material to be polished.
- Alumina fiber and silicon carbide fiber have polishing properties that are very effective for ferrous metals and non-ferrous metals, respectively.
- the holder 12 is made of metal or resin, and has a columnar outer shape. Alternatively, the holder 12 may have an outer shape like a quadrangle prism. At one end side of the holder 12, a cylindrical grinding material holding portion 12a that opens in the axis line direction is formed. The base end sections of the bundles 100 of the linear grinding members 11 are inserted into the grinding material holding portion 12a, and are glued and fixed thereto, whereby the linear grinding member 11 and the holder 12 are integrally joined together.
- the brush case 2 includes a cylindrical circumferential wall part 21 having a bottom, and a driving connecting shaft 22 extended from one end side of the circumferential wall part 21 in a direction along a central axis line (a rotational center axis line L) of the circumferential wall part 21.
- the inner diameter dimension of the circumferential wall part 21 is slightly larger than the outer diameter dimension of the holder 12.
- the brush case 2 is made of metal or resin.
- the driving connecting shaft 22 is used for attaching the polishing machine brush 10 to a polishing apparatus, and rotation driving force is transmitted to the polishing machine brush 10 via the driving connecting shaft 22, thereby bringing polishing actions into operation.
- the polishing machine brush 10 is driven so as to rotate about the rotational center axis line L.
- the movement thereof is not limited to rotation, and may be a reciprocating movement, an oscillation movement, swinging, or a combination of any ones of these movements may be made.
- one opening section 21a is formed in the circumferential wall part 21 of the brush case 2.
- the opening section 21a is formed like a slotted hole and extends in the axial direction.
- the inner circumferential surface of the circumferential wall part 21 has a flat surface (not illustrated) formed on a region thereof opposite to the opening section 21a across the rotational center axis line L. The flat surface extends in the axial direction.
- the circumferential wall part 21 also has a thin-walled section 21c having a smaller thickness than the other portion thereof.
- This thin-walled section 21c has a shape obtained by thinly and flatly scraping a part of the outer circumferential surface of the circumferential wall part 21 for a predetermined length in the axial direction.
- two thin-walled sections 21c are formed on opposite sides of a position that is opposite from the opening section 21a across the rotational center axis line L. Consequently, the center of gravity of the brush case 2 is located on the rotational center axis line L because the circumferential wall part 21 has the two thin-walled sections 21c and the flat surface formed thereon while having the opening section 21a formed therein.
- a screw hole 12b is drilled therethrough passing the rotational center axis line L and perpendicularly to the rotational center axis line L.
- the screw hole 12b is a part to which fixing screw 3 is fixed by being screwed thereinto when the brush-like grinding stone 1 is assembled to the brush case 2.
- a hexagon socket set screw is used as the fixing screw 3
- the fixing screw 3 has a hexagon socket 31 formed on an end thereof.
- the hexagon socket 31 is a part into which the head of a hexagon wrench 5 is fitted.
- the brush-like grinding stone 1 and the polishing machine brush 10, which are thus structured, are rotated about the rotational center axis line L with the tips of the linear grinding members 11 pressed against a workpiece, thereby removing burrs generated during molding or processing, or polishing the surface of the workpiece.
- the workpiece is, for example, a magnesium or aluminum die-cast product. Otherwise, the workpiece may be a steel member processed with such a tool as an end mill, a drill, a die, or a tap.
- the brush-like grinding stone 1 When the brush-like grinding stone 1 is assembled to the brush case 2 and fixed by the fixing screw 3, the brush-like grinding stone 1 is inserted into the brush case 2 from the side of the holder 12. Thereafter, the brush-like grinding stone 1 is slid in the axial direction inside the brush case 2, so that a position of the assembly is adjusted to make the free end parts of the linear grinding members 11 project by a desired length from an opening on one end side of the circumferential wall part 21. When the brush-like grinding stone 1 is thus slid, the position thereof is circumferentially adjusted during the sliding so that the opening of the screw hole 12b of the holder 12 can be seen through the opening section 21a formed in the brush case 2. Thus, access to the screw hole 12b provided in the holder 12 is allowed through the opening section 21a.
- the fixing screw 3 is screwed into the screw hole 12b through the opening section 21a, and tightened up in a direction from the opening section 21a toward a deeper part of the screw hole 12b.
- the fixing screw 3 is a hexagon socket set screw, and is tightened up until it is completely buried inside the screw hole 12b.
- the front end portion 30 of the fixing screw 3 slightly projects from the screw hole 12b, and abuts on the flat surface formed on the inner circumferential surface of the brush case 2.
- the fixing screw 3 and the holder 12 are pressed to each other in the inside of the circumferential wall part 21 of the brush case 2 and in the radial direction thereof, so that the holder 12 is pressed and immobilized against the inner circumferential surface of the opening section 21a of the circumferential wall part 21.
- the base end section of the fixing screw 3 has been embedded in the screw hole 12b, and the fixing screw 3 does not at all project from the outer circumferential surface of the circumferential wall part 21.
- the polishing machine brush 10 thus having the brush-like grinding stone 1 completely fixed to the brush case 2 is used for polishing, the tip portions of the linear grinding members 11 are worn, and the projection dimension of the linear grinding members 11 is reduced.
- the fixing screw 3 is eased, and the holder 12 is then moved in the axial direction, so that the projection dimension of the linear grinding members 11 is adjusted to an appropriate dimension, which is, for example, several millimeters to several tens of centimeters.
- the fixing screw 3 is then tightened up again, so that the holder 12 is immobilized inside the brush case 2.
- Fig. 2 is an illustration of a brush-like grinding stone according to a second example of the present invention. Note that the basic structure of a polishing machine brush of this example is the same as in the mode illustrated in Fig. 1 . Hence, common reference signs are given to common components and descriptions thereof are omitted.
- the linear grinding members 11 are held by the holder 12 in the form of the bundles 110 in the brush-like grinding stone 1
- a plurality of linear grinding members 11 is held by the holder 12 in the form of a single bundle 110 in this embodiment as illustrated in Fig. 2 .
- the brush-like grinding stone 1 and the polishing machine brush 10 that are thus structured are also rotated about the rotational center axis line L with the tips of the linear grinding members 11 pressed against a workpiece, thereby being used to remove burrs generated during molding or processing, or polish the surface of the workpiece.
- Fig. 3 is an illustration of a brush-like grinding stone according to a third example of the present invention. Note that the basic structure of a polishing machine brush of this example is the same as in the mode illustrated in Fig. 1 . Hence, common reference signs are given to common components and descriptions thereof are omitted.
- the brush-like grinding stone 1 illustrated in Fig. 3 is a tool for removing burrs inside cross-holes, and includes a plurality of linear grinding members 11 held in the form of a bundle 110 by the holder 12.
- the holder 12 includes a driving connecting shaft 120 formed thereon that is extended in the rotational center axis line L, and the driving connecting shaft 120 is coupled to an electric-powered rotation driving apparatus or the like. Additionally, a portion extending from the holder 12 to the base of the bundle 110 of the linear grinding members 11 is covered with a heat-shrinkable tube 40.
- the thus structured brush-like grinding stone 1 is used by having the bundle 110 of the linear grinding members 11 inserted into a cross-hole from the tip side thereof, and having the brush-like grinding stone 1 rotated about the rotational center axis line L while the above state is maintained. As a result, the linear grinding members 11 are widened radially outward, thereby being enabled to remove burrs generated in the cross-hole.
- Fig. 4 is an illustration schematically depicting a structure of each of the linear grinding members 11 of the first example not according to the invention.
- Fig. 5 is an illustration that depicts a twisted state of a composite yarn included in the linear grinding member 11, where two inorganic filaments of the inorganic filaments composing the composite yarn are illustrated as a solid line and a two-dot chain line.
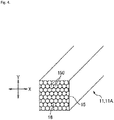
- Fig. 6 is an illustration schematically depicting a structure of each of the linear grinding members 11 of the second example to which the present invention is applied.
- Fig. 4 is an illustration schematically depicting a structure of each of the linear grinding members 11 of the first example not according to the invention.
- Fig. 5 is an illustration that depicts a twisted state of a composite yarn included in the linear grinding member 11, where two inorganic filaments of the inorganic filaments composing the composite yarn are illustrated as a solid line and a two-dot chain line.
- Fig. 6 is an illustration schematically depicting a structure of each of the
- FIG. 7 is an illustration schematically depicting a structure of each of the linear grinding members 11 of the third example to which the present invention is applied. Note that, in illustrating the cross sections of composite yarns 15 and the linear grinding members 11 with the inorganic filaments represented by respective circles 150 in Fig. 4 , Fig. 6 , and Fig. 7 , the inorganic filaments are enlarged more than the composite yarns 15 and the linear grinding members 11, and the numbers thereof are illustratively smaller correspondingly. Although some of the circles 150 representing the inorganic filaments are therefore illustrated as being chipped off, there are no chipped-off inorganic filaments in the composite yarns 15 and the linear grinding members 11.
- a linear grinding member 11A having a square cross-sectional shape as illustrated as the first example, a linear grinding member 11B having a rectangular cross-sectional shape as illustrated as the second example, or a linear grinding member 11C having an elliptical cross-sectional shape as illustrated as the third example is used.
- the linear grinding member 11A in this example has a square cross-sectional shape in a direction perpendicular to the axis line thereof.
- the linear grinding member 11A of this example not according to the invention is hard to bend and firm because of having the same dimension in the X and Y directions of the cross section.
- the linear grinding member 11A is suitable for polishing a surface with few irregularities, and a surface with no irregularities.
- the linear grinding member 11A exhibits sufficiently high firmness when the projection dimension is long, therefore being suitable for removing burrs inside a cross-hole, which requires high firmness.
- the linear grinding member 11A since the linear grinding member 11A has the same level of easiness to bend in the X and Y directions of the cross section, the linear grinding member 11A makes regular motions during processing. Consequently, using the linear grinding member 11A enables processing to be less prone to scratches and to provide fine finish surface roughness.
- the linear grinding member 11A is suitable for polishing, for example, surfaces for which finish surface roughness is important.
- the linear grinding member 11A exerts an edge effect because it is hard to bend in the diagonal directions.
- the linear grinding member 11A exerts a high edge effect because it has right-angled corners.
- the linear grinding member 11A has excellent grindability.
- the composite yarn 15 in the linear grinding member 11A may have been twisted.
- the composite yarn 15 in the linear grinding member 11A is twisted in such a manner that a length dimension S of the linear grinding member 11A corresponding to one turn of twisting is in the range of 1 cm to 4 cm.
- the length dimension S of the linear grinding member 11A corresponding to one turn of twisting set to 4 cm or less, the effect of preventing longitudinal cracks of the linear grinding member 11A can be obtained.
- the length dimension S of the linear grinding member 11A corresponding to one turn of twisting set to 1 cm or more the inorganic filaments can be prevented from fuzzing because of the twisting.
- the linear grinding member 11B in this example has a rectangular cross-sectional shape in a direction perpendicular to the axis line thereof.
- a dimension in the thickness direction T (a direction along the short sides) is smaller than a dimension in the width direction W (a direction along the long sides).
- the linear grinding member 11B is easy to bend in the thickness direction T, and is hard to break off.
- the linear grinding member 11B is suitable for deburring, for example, a surface having a lot of irregularities on a surface to be processed.
- the linear grinding member 11B has a cross section thinner in the thickness direction than in the width direction. Therefore, the tip thereof easily breaks, and the self-sharpening action for generating a new cutting edge is active. Furthermore, clogging is unlikely to occur because the linear grinding member 11B is thin.
- the linear grinding member 11B has an edge effect because it is hard to bend in a direction along the long sides and the diagonal directions of the cross-section.
- the linear grinding member 11B further has a high edge effect because it has right-angled corners.
- the linear grinding member 11B makes irregular motions during processing since degrees of easiness to bend are different in the thickness direction and width direction of the cross section thereof.
- the linear grinding member 11B provides increased grinding performance because it makes irregular motions and has an edge effect at the same time. Therefore, the linear grinding member 11B easily adapts to irregularities on a workpiece, thus being suitable for deburring and surface polishing where excellent grindability is desired.
- An aspect ratio (a value obtained by dividing a dimension in the width direction W by a dimension in the thickness direction T) of the linear grinding member 11B is in the range of 1.1 to 5.0. More specifically, it has been found that, when having an aspect ratio in the range of 1.1 to 5.0, the linear grinding member 11B is less likely to bend in a direction along the long sides of the cross section and exerts an edge effect.
- the aspect ratio set in the range of 2.0 to 5.0 is highly effective for the activeness of the self-sharpening action, the degree of clogging prevention, the irregularity of motions during processing, and the edge effect.
- the aspect ratio set in the range of 1.1 to 1.9 slightly reduces the activity level of the self-sharpening action and the degree clogging prevention; however, it results in relatively regular motions during processing, so that a surface finished with fine surface roughness is obtained.
- the surface roughness of a workpiece after processing tends to be rougher when processing efficiency is increased with the aspect ratio increased, and tends to be finer when processing efficiency is decreased with the aspect ratio decreased.
- the composite yarn 15 in the linear grinding member 11B may have been twisted.
- the aspect ratio of the linear grinding member 11B is in the range of 1.1 to 1.9
- the composite yarn 15 is twisted in such a manner that a length dimension S of the linear grinding member 11B corresponding to one turn of twisting is in the range of 1 cm to 4 cm.
- the length dimension S of the linear grinding member 11B corresponding to one turn of twisting set to 4 cm or less, the effect of preventing longitudinal cracks of the linear grinding member 11B can be obtained.
- the length dimension S of the linear grinding member 11B corresponding to one turn of twisting set to 1 cm or more the inorganic filaments can be prevented from fuzzing because of the twisting.
- the length dimension S of the linear grinding member 11B corresponding to one turn of twisting is set in the range of 10 cm to 20 cm.
- the length dimension S of the linear grinding member 11B corresponding to one turn of twisting set to 20 cm or less, the effect of preventing longitudinal cracks of the linear grinding member 11B can be obtained.
- the length dimension S of the linear grinding member 11B corresponding to one turn of twisting set to 10 cm or more the inorganic filaments can be prevented from fuzzing because of the twisting.
- twisting the composite yarn 15 more easily causes the inorganic filaments to fuzz in the thickness direction than in the case of the linear grinding member having a square cross-sectional shape.
- a length dimension of the linear grinding member 11B corresponding to one turn of twisting is set larger than that of the one having a square cross-sectional shape, which can prevent the inorganic filaments from fuzzing.
- the linear grinding member 11C in this example has an elliptical cross-sectional shape in a direction perpendicular to the axis line thereof.
- the linear grinding member 11C in this example has a dimension in the thickness direction T (a direction along the minor axis) smaller than a dimension in the width direction W (a direction along the major axis). Hence, the linear grinding member 11C easily bends in the thickness direction T, and is hard to break off. Thus, the linear grinding member 11C is suitable for deburring, for example, a surface having a lot of irregularities on a surface to be processed. Additionally, the linear grinding member 11C has a cross section thinner in the thickness direction than in the width direction. Therefore, the tip thereof easily breaks, and the self-sharpening action for generating a new cutting edge is active. Furthermore, clogging is unlikely to occur because the linear grinding member 11C is thin.
- the linear grinding member 11C has an edge effect because it is hard to bend in a direction along the major axis of the cross-section. Furthermore, the linear grinding member 11C has different degrees of easiness to bend in the thickness direction and width direction of the cross section, and consequently makes irregular motions during processing. Thus, the linear grinding member 11C provides increased grinding performance because it makes irregular motions and has an edge effect at the same time. Therefore, the linear grinding member 11C easily adapts to irregularities on a workpiece, thus being suitable for deburring and surface polishing where excellent grindability is desired.
- An aspect ratio (a value obtained by dividing a dimension in the width direction W by a dimension in the thickness direction T) of the linear grinding member 11C is in the range of 1.1 to 5.0. More specifically, it has been found that, with the aspect ratio in the range of 1.1 to 5.0, the linear grinding member 11C is harder to bend in a direction along the major axis of the cross section and exerts an edge effect.
- the aspect ratio set in the range of 2.0 to 5.0 is highly effective for the activeness of the self-sharpening action, the degree of clogging prevention, the irregularity of motions during processing, and the edge effect.
- the aspect ratio otherwise set in the range of 1.1 to 1.9 slightly reduces the activeness of the self-sharpening action and the degree of clogging prevention; however, it results in relatively regular motions during processing, so that a finished surface with fine surface roughness is obtained.
- the linear grinding member 11C having an elliptical shape does not leaving damages such as scratches in processing of a workpiece because of having no corners in the cross section, and is therefore usable for, for example, surface polishing where fine surface roughness is desired.
- the surface roughness of a workpiece after processing tends to be rougher when processing efficiency is increased with the aspect ratio increased, and tends to be finer when processing efficiency is decreased with the aspect ratio decreased.
- the composite yarn 15 in the linear grinding member 11C may have been twisted.
- the aspect ratio of the linear grinding member 11C is in the range of 1.1 to 1.9
- the composite yarn 15 is twisted in such a manner that a length dimension S of the linear grinding member 11C corresponding to one turn of twisting is in the range of 1 cm to 4 cm.
- the aspect ratio of the linear grinding member 11C is in the range of 2.0 to 5.0
- the length dimension S of the linear grinding member 11C corresponding to one turn of twisting is in the range of 10 cm to 20 cm. In this manner, the same effects as those in the case of the linear grinding member 11B having a rectangular cross-sectional shape can be obtained.
- Fig. 8 is an illustration depicting a first example of a method for manufacturing a linear grinding member, where (a) and (b) of Fig. 8 illustrate an impregnation step and steps following the impregnation step.
- the composite yarn 15 of inorganic filaments is impregnated with an uncured resin binder 16 in the impregnation step illustrated in (a) of Fig. 8 .
- resin that can be used as the resin binder 16 include: thermosetting resin such as epoxy resin and phenolic resin; silicone resin; and thermoplastic resin such as polyester resin, polypropylene resin, and polyamide resin.
- the composite yarn 15 is supplied in a state wound around a cylindrical or columnar bobbin 51, and the resin binder 16 has been reserved in a resin binder vessel 53.
- the composite yarn 15 After being drawn out from the bobbin 51 while being wound up around a bobbin 52, the composite yarn 15 moves on while being guided by a guide member 54 such as a roller placed inside a resin binder container 53, and guide members 55 and 56 such as rollers placed outside the resin binder container 53.
- the composite yarn 15 is immersed with the resin binder 16 reserved in the resin binder container 53, thus being impregnated with the resin binder 16, before it is wound up around the bobbin 52.
- the composite yarn 15 impregnated with the resin binder 16 is wound around the bobbin 52 without overlapping itself.
- the impregnated composite yarn 15 wound around the bobbin 52 is then subjected to a shaping step where the cross-sectional shape thereof is shaped when passing through a die 61, and then subjected to a resin-curing step where the impregnated composite yarn 15 is put in a heating furnace 62 where the resin binder 16 is cured.
- the linear grinding member 11 having the composite yarn 15 of a plurality of inorganic filaments stiffened with the resin binder 16 is obtained.
- the thus obtained linear grinding member 11 is cut into pieces of a predetermined dimension after the resin-curing step.
- the linear grinding member 11 may be cut into pieces of a predetermined dimension after being wound around another bobbin (not illustrated).
- the die 61 has a passage (not illustrated) formed therein through which the impregnated composite yarn 15 passes, and the passage opens at opposite end surfaces of the die 61.
- opening sections 610 of the passage are provided in the end surfaces of the die 61, and, when passing through the die 61, the composite yarn 15 is shaped so that the cross-sectional shape thereof can be a shape corresponding to the shape of the passage and the opening sections 610.
- the linear grinding member 11 having a cross-sectional shape corresponding to the shape of the passage of the die 61 and the opening sections 610 is obtained.
- the linear grinding member 11 (linear grinding member 11A) having a square cross-sectional shape is obtained as illustrated in Fig. 4 .
- the linear grinding member 11 (linear grinding member 11B) having a rectangular cross-sectional shape is obtained as illustrated in Fig. 6 .
- the linear grinding member 11 (linear grinding member 11C) having an elliptical cross-sectional shape is obtained as illustrated in Fig. 7 .
- the passage may be formed as any one of a through-hole and a groove that opens on a side surface of the die 61.
- the cross-sectional shape of the composite yarn 15 is shaped in such a manner that: the composite yarn 15 is impregnated with the uncured resin binder 16 in the impregnation step; and thereafter the composite yarn 15 impregnated with the resin binder 16 is passed through the die 61 in the shaping step before the resin binder 16 is cured in the resin-curing step.
- the cross-sectional shape of the linear grinding member 11 can be easily controlled.
- Fig. 9 is an illustration depicting a second example of a method for manufacturing a linear grinding member, where (a) and (b) of Fig. 9 illustrate an impregnation step and steps following the impregnation step. Note that the basic configuration of the mode illustrated in Fig. 9 is the same as in the mode described with reference to Fig. 8 . Hence, common reference signs are given to common components and descriptions thereof are omitted.
- the composite yarn 15 of inorganic filaments is impregnated with the uncured resin binder 16 in the impregnation step illustrated in (a) of Fig. 9 as in the case of the impregnation step described with reference to (a) of Fig. 8 .
- the composite yarn 15 is supplied in a state wound around the cylindrical or columnar bobbin 51. Before being wound up around the bobbin 52, the composite yarn 15 is immersed with the resin binder 16 reserved in the resin binder container 53 to be impregnated with the resin binder 16.
- the bobbin 51 is provided with a drive unit 59 that rotates the bobbin 51 about an axis line P extending in a direction in which the composite yarn 15 is fed.
- the drive unit 59 rotates the bobbin 51 about the axis line P synchronously with feeding of the composite yarn 15. Consequently, the composite yarn 15 is twisted as schematically illustrated in Fig. 5 .
- the twisting is such that, when the linear grinding member 11 having a square cross-sectional shape as illustrated in Fig. 5 is manufactured, a length dimension S of the linear grinding member corresponding to one turn of twisting is set in the range of 1 cm to 4 cm.
- a length dimension S of the linear grinding member corresponding to one turn of twisting is set in the range of 1 cm to 4 cm or 10 cm to 20 cm.
- the impregnated composite yarn 15 wound around the bobbin 52 is then subjected to a shaping step where the cross-sectional shape thereof is shaped when passing through a die 61, and then subjected to a resin-curing step where the impregnated composite yarn 15 is put in a heating furnace 62 where the resin binder 16 is cured.
- the linear grinding member 11 having the composite yarn 15 of a plurality of inorganic filaments stiffened with the resin binder 16 is obtained.
- This linear grinding member 11 is cut into pieces of a predetermined dimension after the resin-curing step.
- the linear grinding member 11 may be cut into pieces of a predetermined dimension after being wound around another bobbin (not illustrated).
- the die 61 has an opening section 610 through which the already impregnated composite yarn 15 passes, whereby, when passing through the die 61, the composite yarn 15 is shaped to have a cross-sectional shape corresponding to the shape of the opening section 610.
- the linear grinding member 11 having a square, rectangular or elliptical cross-sectional shape is obtained.
- the cross-sectional shape of the composite yarn 15 is shaped in such a manner that: the composite yarn 15 is impregnated with the uncured resin binder 16 in the impregnation step; and thereafter the composite yarn 15 impregnated with the resin binder 16 is passed through the die 61 in the shaping step before the resin binder 16 is cured in the resin-curing step.
- the cross-sectional shape of the linear grinding member 11 can be easily controlled.
- the brush-like grinding stone 1 including linear grinding members each having a cross-sectional shape suitable for a purpose such as surface polishing or deburring of a cross-hole can be obtained.
- a twisting step of twisting the composite yarn 15 is performed before the impregnation step, and inorganic filaments become tangled in the composite yarn 15 as a result of the twisting of the composite yarn 15.
- it is easier to control the cross-sectional shape of the linear grinding member 11 than in a case where another composite yarn 15 in which the inorganic filaments extend parallel to one another is used.
- a length dimension of the linear grinding member 11 corresponding to one turn of twisting is set in the range of 1 cm to 4 cm. Since the length dimension of the linear grinding member 11 corresponding to one turn of twisting is thus not more than 4 cm, effects of the twisting can be exerted. Additionally, the length dimension of the linear grinding member 11 corresponding to one turn of twisting is 1 cm or more, whereby the inorganic filaments can be prevented from fuzzing because of the twisting.
- a length dimension of the linear grinding member 11 corresponding to one turn of twisting is set in the range of 1 cm to 4 cm if the aspect ratio thereof is in the range of 1.1 to 1.9.
- the length dimension S of the linear grinding member 11C corresponding to one turn of twisting set to 4 cm or less, the effect of preventing longitudinal cracks of the linear grinding member 11 can be obtained as in the case of the linear grinding member 11 that has a square cross-sectional shape.
- the inorganic filaments can be prevented from fuzzing because of the twisting, as in the case of the linear grinding member 11 that has a square cross-sectional shape.
- a length dimension of the linear grinding member 11 corresponding to one turn of twisting is set in the range of 10 cm to 20 cm if the aspect ratio thereof is in the range of 2.0 to 5.0. More specifically, for the linear grinding member 11 that has an aspect ratio of 2.0 or higher, a length dimension of the linear grinding member 11 corresponding to one turn of twisting is set larger than for the linear grinding member 11 that has a square cross-sectional shape. Hence, the inorganic filaments in the composite yarn 15 become tangled both in the thickness direction and in the width direction even when the aspect ratio is so large as 2.0 or higher.
- the linear grinding member 11 having a rectangular or elliptical cross-sectional shape the aspect ratio of which is 2.0 or higher is twisted, the inorganic filaments tend to fuzz in the thickness direction.
- a length dimension of the linear grinding member 11 corresponding to one turn of twisting is set larger than that of another linear grinding member 11 having a square cross-sectional shape, which can prevent the inorganic filaments from fuzzing.
- the length dimension of the linear grinding member 11 corresponding to one turn of twisting is not more than 20 cm, whereby effects of the twisting can be exerted. Additionally, the length dimension of the linear grinding member 11 corresponding to one turn of twisting is 10 cm or more, whereby the inorganic filaments can be prevented from fuzzing because of the twisting.
- the resin-curing step follows the shaping step in the first example and the second example, the shaping step and the resin-curing step may be concurrently performed with a heating unit provided to the die 61.
- each of the first example and the second example may further include, after the shaping step of shaping the cross-sectional shape of the composite yarn 15 by passing the composite yarn 15 through the die 61, a size adjustment step of cutting out the shaped linear grinding member into pieces having a cross-sectional shape of a predetermined size.
- each of these examples may exclude the shaping step of passing the composite yarn 15 through the die 61 to shape the cross-sectional shape thereof, and include, after the impregnation step and the resin-curing step are continuously performed, a polishing shaping step of polishing an outer circumferential surface of the composite yarn 15 to shape the cross-sectional shape thereof into a square, rectangle, or ellipse.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Brushes (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
- The present invention relates to: a linear grinding member including inorganic filaments stiffened with a resin binder, a brush-like grinding stone having linear grinding members held by a holder, and a method for manufacturing a linear grinding member.
-
Patent Literatures Patent Literature 1 discloses, as a method for manufacturing a linear grinding member, a method including: impregnating a composite yarn including inorganic filaments and a resin binder; then winding it up while removing excess resin with a squeezing roller; and then thermally curing the resin binder. -
Patent Literature 3 discloses the preamble ofclaim 1. -
Patent Literature 3 further discloses a method for manufacturing a linear grinding member obtained by stiffening, with a resin binder a composite yarn including inorganic filaments, the method comprising a twisting step of twisting the composite yarn, subsequently an impregnation step of impregnating the composite yarn with an uncured resin binder, a shaping step to shape a cross-sectional shape of the composite yarn into a ellipse with an aspect ratio which is in a range of 1.1 to 5.0 and a resin-curing step of curing the resin binder after the shaping step or in parallel with the shaping step. -
- Patent Literature 1: Japanese Patent Laid-open Publication No.
2002-210662 - Patent Literature 2:
WO2004/009293 - Patent Literature 3:
EP 1 543 924 - In the manufacturing method disclosed in
Patent Literature 1, when a composite yarn including inorganic filaments is driven while being placed on a roller or the like, the composite yarn is moderately pressed against the roller. As a result, the cross section of the composite yarn is formed into a circular shape. Thus, a linear grinding member having a circular cross section is manufactured. - In this respect, bending of a linear grinding member having a circular cross section is uniformly likely in all directions. The linear grinding member makes regular motions, therefore providing no edge effect, during processing. As a result, the linear grinding member cannot fully exert its grinding performance in some cases.
- In consideration of the above problem, the present invention aims at providing a linear grinding member and a brush-like grinding stone that have edge effects and provides high grinding performance. The present invention also aims at providing a method for manufacturing such a linear grinding member.
- The present invention has been made based on new knowledge found by the inventors that, when a linear grinding member is used in a brush-like grinding stone, the cross-sectional shape of the linear grinding member affects the polishing performance and the grinding performance thereof.
- In order to solve the above problem, the present invention provides a linear grinding member according to
claim 1. In the present invention, a linear grinding member having a rectangular cross-sectional shape has a cross section thinner in the thickness direction than in the width direction (a direction along the long sides). Therefore, the tip thereof easily breaks, and the self-sharpening action for generating a new cutting edge is active. Thus, such a linear grinding member can maintain grinding performance. A linear grinding member having a rectangular cross-sectional shape also has an edge effect because it is hard to bend in a direction along the long sides and the diagonal directions of the cross section. Furthermore, a linear grinding member having a rectangular cross-sectional shape has different degrees of easiness to bend in the thickness direction and width direction of the cross-section, and consequently makes irregular motions during processing. Thus, a linear grinding member having a rectangular cross-sectional shape provides increased grinding performance because it makes irregular motions and has an edge effect at the same time. Also in the present invention, a linear grinding member having an elliptical cross-sectional shape has a cross section thinner in the thickness direction than in the width direction (a direction along the major axis). Therefore, the front end thereof easily breaks, and the self-sharpening action for generating a new cutting edge actively works. Thus, such a linear grinding member can maintain grinding performance. A linear grinding member having an elliptical cross-sectional shape also has an edge effect because it is hard to bend in a direction along the major axis of the cross section. Furthermore, a linear grinding member having an elliptical cross-sectional shape has different degrees of easiness to bend in the thickness direction and width direction of the cross-section, and consequently makes irregular motions during processing. Thus, a linear grinding member having an elliptical cross-sectional shape provides increased grinding performance because it makes irregular motions and has an edge effect at the same time. Note that, during processing of a workpiece, the tip of a linear grinding member provides a process similar to grinding. For this reason, "polishing" and "grinding" are used without distinction therebetween in the present specification. - The present invention employs a linear grinding member having a rectangular or elliptical cross-sectional shape and having an aspect ratio in the range of 1.1 to 5.0. It has been found that, when having an aspect ratio in the range of 1.1 to 5.0, a linear grinding member is less likely to bend in a direction along the long sides or the major axis of the cross section and exerts an edge effect. An aspect ratio is a value obtained by dividing a dimension of the long side or the major axis by a dimension of the short side or the minor axis. Here, an adjustment such as increasing the aspect ratio for higher grinding performance or decreasing the aspect ratio for lower grinding performance can be made. Note that the surface roughness of a workpiece after processing tends to be rougher when processing efficiency is increased with the aspect ratio increased, and tends to be finer when processing efficiency is decreased with the aspect ratio decreased.
- In the present invention, the composite yarn have been twisted. With the composite yarn appropriately twisted, longitudinal cracks (cracks in the lengthwise direction of the linear grinding member) in the linear grinding member can be prevented, and impactive wear can be prevented.
- For a linear grinding member that has a rectangular or elliptical cross-sectional shape, a length dimension of the linear grinding member corresponding to one turn of twisting is set in the range of 1 cm to 4 cm when the aspect ratio is in the range of 1.1 to 1.9, and is set in the range of 10 cm to 20 cm when the aspect ratio is in the range of 2.0 to 5.0. When the aspect ratio is set in the range of 1.1 to 1.9, the effect of preventing longitudinal cracks of the linear grinding member can be obtained with the length dimension of the linear grinding member corresponding to one turn of twisting set to 4 cm or less. With the length dimension of the linear grinding member corresponding to one turn of twisting set to 1 cm or more, the inorganic filaments can be prevented from fuzzing because of the twisting. When the aspect ratio is in the range of 2.0 to 5.0, the effect of preventing longitudinal cracks of the linear grinding member can be obtained with the length dimension of the linear grinding member corresponding to one turn of twisting set to 20 cm or less, even for the linear grinding member that has a large aspect ratio of 2.0 or higher. With the length dimension of the linear grinding member corresponding to one turn of twisting set to 10 cm or more, the inorganic filaments can be prevented from fuzzing because of the twisting, even for the linear grinding member that has a large aspect ratio of 2.0 or higher.
- Next, a brush-like grinding stone according to the present invention includes: a plurality of linear grinding members according to
claim 1; a holder that holds the plurality of linear grinding members in the form of a bundle. In the brush-like grinding stone, each of the linear grinding members is obtained by stiffening a composite yarn including inorganic filaments, and each of the linear grinding members has a rectangular, or elliptical cross-sectional shape. - According to the present invention, each of the multiple linear grinding members has an edge effect, and provides high grinding performance, which makes it easier to process a workpiece with the brush-like grinding stone.
- Furthermore, the present invention provides a method of manufacturing a linear grinding according to
claim 3. - According to the present invention, when a linear grinding member is manufactured, the shaping step of passing the composite yarn impregnated with the resin binder through a die to shape the cross-sectional shape of the composite yarn is performed after the composite yarn is impregnated with the uncured resin binder in the impregnation step, and before or in parallel with the resin binder is cured in the resin-curing step. Thus, the cross-sectional shape of the linear grinding member can be easily controlled.
- In the present invention, a twisting step of twisting the composite yarn is performed before the impregnation step. This step causes the inorganic filaments in the composite yarn to tangle together as a result of the twisting of the composite yarn, thereby making it easier to control the cross-sectional shape of the linear grinding member than in a case where the inorganic filaments extend parallel to one another. Appropriately twisting the composite yarn can prevent longitudinal cracks in the linear grinding member (cracks in the lengthwise direction of the linear grinding member), and can prevent impactive wear.
- Another aspect of the present invention provides a method of manufacturing a linear grinding member according to claim 4.
- According to the present invention, thus polishing the outer peripheral surface of the composite yarn makes it easier to shape the cross-sectional shape of the linear grinding member.
-
-
Fig. 1 is an illustration of a brush-like grinding stone according to a first example not according to the present invention. -
Fig. 2 is an illustration of a brush-like grinding stone according to a second example of the present invention. -
Fig. 3 is an illustration of a brush-like grinding stone according to a third example of the present invention. -
Fig. 4 is an illustration schematically depicting a linear grinding member of the first example not according to the present invention. -
Fig. 5 is an illustration of twisting of a composite yarn for a linear grinding member. -
Fig. 6 is an illustration schematically depicting a linear grinding member of the second example according to the present invention. -
Fig. 7 is an illustration schematically depicting a linear grinding member of the third example according to the present invention. -
Fig. 8 is an illustration depicting a method for manufacturing a linear grinding member of the first example not according to the present invention. -
Fig. 9 is an illustration depicting a method for manufacturing a linear grinding member of the second example of the present invention. -
Fig. 1 is an illustration of a brush-like grinding stone according to a first example not according to the present invention. A polishingmachine brush 10 illustrated inFig. 1 is a tool for, for example, deburring and polishing a surface of a metal workpiece, and includes: a brush-like grinding stone 1; abrush case 2 that holds this brush-like grinding stone 1; and a fixingscrew 3 for fixing the brush-like grinding stone 1 to thebrush case 2. - The brush-
like grinding stone 1 includes: a plurality of linear grindingmembers 11; and aholder 12 that holds respective base-end parts of the linear grindingmembers 11. The plurality of linear grindingmembers 11 are held by theholder 12 in the form of a plurality ofbundles 110 each includes the multiple linear grindingmembers 11. Thebundles 110 are arranged at uniform angle intervals around the rotational center axis line L of the polishingmachine brush 10. - The linear grinding
member 11 is obtained by impregnating a collection of inorganic filaments with binder resin and then forming the conglomerate into a linear shape. Examples of the inorganic filaments include alumina fiber filaments. Examples of the binder resin include: thermosetting resin such as epoxy resin and phenolic resin; silicone resin; and thermoplastic resin such as polyester resin, polypropylene resin, and polyamide resin. A composite yarn is obtained by gathering, for example, 250 to 3000 alumina fiber filaments (inorganic filaments) each having a filament diameter of 8 to 50 µm. The diameter of the composite yarn is 0.1 mm to 2 mm. Correspondingly, the linear grindingmember 11 has a diameter equal to that of the composite yarn, which is 0.1 mm to 2 mm. A material for the inorganic filaments is not particularly limited as long as the material has a polishing property effective, in a relative sense, for a material to be polished, i.e., as long as the material is harder and more brittle than a material to be polished. Other than alumina fiber, usable examples include silicon carbide fiber, boron fiber, and glass fiber. Any ones of the above materials may be used in combination depending on a material to be polished. Alumina fiber and silicon carbide fiber have polishing properties that are very effective for ferrous metals and non-ferrous metals, respectively. - The
holder 12 is made of metal or resin, and has a columnar outer shape. Alternatively, theholder 12 may have an outer shape like a quadrangle prism. At one end side of theholder 12, a cylindrical grindingmaterial holding portion 12a that opens in the axis line direction is formed. The base end sections of the bundles 100 of the linear grindingmembers 11 are inserted into the grindingmaterial holding portion 12a, and are glued and fixed thereto, whereby the linear grindingmember 11 and theholder 12 are integrally joined together. - The
brush case 2 includes a cylindricalcircumferential wall part 21 having a bottom, and adriving connecting shaft 22 extended from one end side of thecircumferential wall part 21 in a direction along a central axis line (a rotational center axis line L) of thecircumferential wall part 21. The inner diameter dimension of thecircumferential wall part 21 is slightly larger than the outer diameter dimension of theholder 12. In this embodiment, thebrush case 2 is made of metal or resin. Thedriving connecting shaft 22 is used for attaching the polishingmachine brush 10 to a polishing apparatus, and rotation driving force is transmitted to the polishingmachine brush 10 via thedriving connecting shaft 22, thereby bringing polishing actions into operation. Normally, the polishingmachine brush 10 is driven so as to rotate about the rotational center axis line L. However, the movement thereof is not limited to rotation, and may be a reciprocating movement, an oscillation movement, swinging, or a combination of any ones of these movements may be made. - In this embodiment, for fixing the brush-
like grinding stone 1 to thebrush case 2 by the fixingscrew 3, oneopening section 21a is formed in thecircumferential wall part 21 of thebrush case 2. Theopening section 21a is formed like a slotted hole and extends in the axial direction. Additionally, the inner circumferential surface of thecircumferential wall part 21 has a flat surface (not illustrated) formed on a region thereof opposite to theopening section 21a across the rotational center axis line L. The flat surface extends in the axial direction. Thecircumferential wall part 21 also has a thin-walled section 21c having a smaller thickness than the other portion thereof. This thin-walled section 21c has a shape obtained by thinly and flatly scraping a part of the outer circumferential surface of thecircumferential wall part 21 for a predetermined length in the axial direction. In this embodiment, two thin-walled sections 21c are formed on opposite sides of a position that is opposite from theopening section 21a across the rotational center axis line L. Consequently, the center of gravity of thebrush case 2 is located on the rotational center axis line L because thecircumferential wall part 21 has the two thin-walled sections 21c and the flat surface formed thereon while having theopening section 21a formed therein. - In the upper end part of the
holder 12, ascrew hole 12b is drilled therethrough passing the rotational center axis line L and perpendicularly to the rotational center axis line L. Thescrew hole 12b is a part to which fixingscrew 3 is fixed by being screwed thereinto when the brush-like grinding stone 1 is assembled to thebrush case 2. In this embodiment, a hexagon socket set screw is used as the fixingscrew 3, and the fixingscrew 3 has ahexagon socket 31 formed on an end thereof. Thehexagon socket 31 is a part into which the head of ahexagon wrench 5 is fitted. - The brush-
like grinding stone 1 and the polishingmachine brush 10, which are thus structured, are rotated about the rotational center axis line L with the tips of the linear grindingmembers 11 pressed against a workpiece, thereby removing burrs generated during molding or processing, or polishing the surface of the workpiece. The workpiece is, for example, a magnesium or aluminum die-cast product. Otherwise, the workpiece may be a steel member processed with such a tool as an end mill, a drill, a die, or a tap. - When the brush-
like grinding stone 1 is assembled to thebrush case 2 and fixed by the fixingscrew 3, the brush-like grinding stone 1 is inserted into thebrush case 2 from the side of theholder 12. Thereafter, the brush-like grinding stone 1 is slid in the axial direction inside thebrush case 2, so that a position of the assembly is adjusted to make the free end parts of the linear grindingmembers 11 project by a desired length from an opening on one end side of thecircumferential wall part 21. When the brush-like grinding stone 1 is thus slid, the position thereof is circumferentially adjusted during the sliding so that the opening of thescrew hole 12b of theholder 12 can be seen through theopening section 21a formed in thebrush case 2. Thus, access to thescrew hole 12b provided in theholder 12 is allowed through theopening section 21a. - Subsequently, the fixing
screw 3 is screwed into thescrew hole 12b through theopening section 21a, and tightened up in a direction from theopening section 21a toward a deeper part of thescrew hole 12b. The fixingscrew 3 is a hexagon socket set screw, and is tightened up until it is completely buried inside thescrew hole 12b. As a result, thefront end portion 30 of the fixingscrew 3 slightly projects from thescrew hole 12b, and abuts on the flat surface formed on the inner circumferential surface of thebrush case 2. Thus, the fixingscrew 3 and theholder 12 are pressed to each other in the inside of thecircumferential wall part 21 of thebrush case 2 and in the radial direction thereof, so that theholder 12 is pressed and immobilized against the inner circumferential surface of theopening section 21a of thecircumferential wall part 21. In this state, the base end section of the fixingscrew 3 has been embedded in thescrew hole 12b, and the fixingscrew 3 does not at all project from the outer circumferential surface of thecircumferential wall part 21. - When the polishing
machine brush 10 thus having the brush-like grinding stone 1 completely fixed to thebrush case 2 is used for polishing, the tip portions of the linear grindingmembers 11 are worn, and the projection dimension of the linear grindingmembers 11 is reduced. In this case, the fixingscrew 3 is eased, and theholder 12 is then moved in the axial direction, so that the projection dimension of the linear grindingmembers 11 is adjusted to an appropriate dimension, which is, for example, several millimeters to several tens of centimeters. The fixingscrew 3 is then tightened up again, so that theholder 12 is immobilized inside thebrush case 2. -
Fig. 2 is an illustration of a brush-like grinding stone according to a second example of the present invention. Note that the basic structure of a polishing machine brush of this example is the same as in the mode illustrated inFig. 1 . Hence, common reference signs are given to common components and descriptions thereof are omitted. - While the linear grinding
members 11 are held by theholder 12 in the form of thebundles 110 in the brush-like grinding stone 1, a plurality of linear grindingmembers 11 is held by theholder 12 in the form of asingle bundle 110 in this embodiment as illustrated inFig. 2 . Similarly to the aspect described with reference toFig. 1 , the brush-like grinding stone 1 and the polishingmachine brush 10 that are thus structured are also rotated about the rotational center axis line L with the tips of the linear grindingmembers 11 pressed against a workpiece, thereby being used to remove burrs generated during molding or processing, or polish the surface of the workpiece. -
Fig. 3 is an illustration of a brush-like grinding stone according to a third example of the present invention. Note that the basic structure of a polishing machine brush of this example is the same as in the mode illustrated inFig. 1 . Hence, common reference signs are given to common components and descriptions thereof are omitted. - The brush-
like grinding stone 1 illustrated inFig. 3 is a tool for removing burrs inside cross-holes, and includes a plurality of linear grindingmembers 11 held in the form of abundle 110 by theholder 12. Theholder 12 includes adriving connecting shaft 120 formed thereon that is extended in the rotational center axis line L, and thedriving connecting shaft 120 is coupled to an electric-powered rotation driving apparatus or the like. Additionally, a portion extending from theholder 12 to the base of thebundle 110 of the linear grindingmembers 11 is covered with a heat-shrinkable tube 40. - The thus structured brush-
like grinding stone 1 is used by having thebundle 110 of the linear grindingmembers 11 inserted into a cross-hole from the tip side thereof, and having the brush-like grinding stone 1 rotated about the rotational center axis line L while the above state is maintained. As a result, the linear grindingmembers 11 are widened radially outward, thereby being enabled to remove burrs generated in the cross-hole. - Here, the linear grinding
members 11 used in the respective brush-like grindingstones 1 of the first example, the second example, and the first example are described.Fig. 4 is an illustration schematically depicting a structure of each of the linear grindingmembers 11 of the first example not according to the invention.Fig. 5 is an illustration that depicts a twisted state of a composite yarn included in the linear grindingmember 11, where two inorganic filaments of the inorganic filaments composing the composite yarn are illustrated as a solid line and a two-dot chain line.Fig. 6 is an illustration schematically depicting a structure of each of the linear grindingmembers 11 of the second example to which the present invention is applied.Fig. 7 is an illustration schematically depicting a structure of each of the linear grindingmembers 11 of the third example to which the present invention is applied. Note that, in illustrating the cross sections ofcomposite yarns 15 and the linear grindingmembers 11 with the inorganic filaments represented byrespective circles 150 inFig. 4 ,Fig. 6 , andFig. 7 , the inorganic filaments are enlarged more than thecomposite yarns 15 and the linear grindingmembers 11, and the numbers thereof are illustratively smaller correspondingly. Although some of thecircles 150 representing the inorganic filaments are therefore illustrated as being chipped off, there are no chipped-off inorganic filaments in thecomposite yarns 15 and the linear grindingmembers 11. For the linear grindingmembers 11 used in the brush-like grindingstones 1 of the first example, the second example, and the first example, a linear grinding member 11A having a square cross-sectional shape as illustrated as the first example, a linear grinding member 11B having a rectangular cross-sectional shape as illustrated as the second example, or a linear grinding member 11C having an elliptical cross-sectional shape as illustrated as the third example is used. - As illustrated in
Fig. 4 , the linear grinding member 11A in this example has a square cross-sectional shape in a direction perpendicular to the axis line thereof. - The linear grinding member 11A of this example not according to the invention is hard to bend and firm because of having the same dimension in the X and Y directions of the cross section. Hence, the linear grinding member 11A is suitable for polishing a surface with few irregularities, and a surface with no irregularities. Additionally, the linear grinding member 11A exhibits sufficiently high firmness when the projection dimension is long, therefore being suitable for removing burrs inside a cross-hole, which requires high firmness. Furthermore, since the linear grinding member 11A has the same level of easiness to bend in the X and Y directions of the cross section, the linear grinding member 11A makes regular motions during processing. Consequently, using the linear grinding member 11A enables processing to be less prone to scratches and to provide fine finish surface roughness. Thus, the linear grinding member 11A is suitable for polishing, for example, surfaces for which finish surface roughness is important.
- Additionally, the linear grinding member 11A exerts an edge effect because it is hard to bend in the diagonal directions. The linear grinding member 11A exerts a high edge effect because it has right-angled corners. Thus, the linear grinding member 11A has excellent grindability.
- Here, as illustrated in
Fig. 5 , thecomposite yarn 15 in the linear grinding member 11A may have been twisted. In this case, thecomposite yarn 15 in the linear grinding member 11A is twisted in such a manner that a length dimension S of the linear grinding member 11A corresponding to one turn of twisting is in the range of 1 cm to 4 cm. With the length dimension S of the linear grinding member 11A corresponding to one turn of twisting set to 4 cm or less, the effect of preventing longitudinal cracks of the linear grinding member 11A can be obtained. With the length dimension S of the linear grinding member 11A corresponding to one turn of twisting set to 1 cm or more, the inorganic filaments can be prevented from fuzzing because of the twisting. - As illustrated in
Fig. 6 , the linear grinding member 11B in this example has a rectangular cross-sectional shape in a direction perpendicular to the axis line thereof. - In the linear grinding member 11B in this example, a dimension in the thickness direction T (a direction along the short sides) is smaller than a dimension in the width direction W (a direction along the long sides). Hence, the linear grinding member 11B is easy to bend in the thickness direction T, and is hard to break off. Thus, the linear grinding member 11B is suitable for deburring, for example, a surface having a lot of irregularities on a surface to be processed. Additionally, the linear grinding member 11B has a cross section thinner in the thickness direction than in the width direction. Therefore, the tip thereof easily breaks, and the self-sharpening action for generating a new cutting edge is active. Furthermore, clogging is unlikely to occur because the linear grinding member 11B is thin.
- Additionally, the linear grinding member 11B has an edge effect because it is hard to bend in a direction along the long sides and the diagonal directions of the cross-section. The linear grinding member 11B further has a high edge effect because it has right-angled corners. Furthermore, the linear grinding member 11B makes irregular motions during processing since degrees of easiness to bend are different in the thickness direction and width direction of the cross section thereof. Thus, the linear grinding member 11B provides increased grinding performance because it makes irregular motions and has an edge effect at the same time. Therefore, the linear grinding member 11B easily adapts to irregularities on a workpiece, thus being suitable for deburring and surface polishing where excellent grindability is desired.
- An aspect ratio (a value obtained by dividing a dimension in the width direction W by a dimension in the thickness direction T) of the linear grinding member 11B is in the range of 1.1 to 5.0. More specifically, it has been found that, when having an aspect ratio in the range of 1.1 to 5.0, the linear grinding member 11B is less likely to bend in a direction along the long sides of the cross section and exerts an edge effect. Here, the aspect ratio set in the range of 2.0 to 5.0 is highly effective for the activeness of the self-sharpening action, the degree of clogging prevention, the irregularity of motions during processing, and the edge effect. Alternatively, the aspect ratio set in the range of 1.1 to 1.9 slightly reduces the activity level of the self-sharpening action and the degree clogging prevention; however, it results in relatively regular motions during processing, so that a surface finished with fine surface roughness is obtained.
- Note that an adjustment such as increasing the aspect ratio for higher grinding performance or decreasing the aspect ratio for lower grinding performance can be made. However, the surface roughness of a workpiece after processing tends to be rougher when processing efficiency is increased with the aspect ratio increased, and tends to be finer when processing efficiency is decreased with the aspect ratio decreased.
- Here, as illustrated in
Fig. 5 , thecomposite yarn 15 in the linear grinding member 11B may have been twisted. When the aspect ratio of the linear grinding member 11B is in the range of 1.1 to 1.9, thecomposite yarn 15 is twisted in such a manner that a length dimension S of the linear grinding member 11B corresponding to one turn of twisting is in the range of 1 cm to 4 cm. With the length dimension S of the linear grinding member 11B corresponding to one turn of twisting set to 4 cm or less, the effect of preventing longitudinal cracks of the linear grinding member 11B can be obtained. With the length dimension S of the linear grinding member 11B corresponding to one turn of twisting set to 1 cm or more, the inorganic filaments can be prevented from fuzzing because of the twisting. - Otherwise, when the aspect ratio of the linear grinding member 11B is in the range of 2.0 to 5.0, the length dimension S of the linear grinding member 11B corresponding to one turn of twisting is set in the range of 10 cm to 20 cm. With the length dimension S of the linear grinding member 11B corresponding to one turn of twisting set to 20 cm or less, the effect of preventing longitudinal cracks of the linear grinding member 11B can be obtained. With the length dimension S of the linear grinding member 11B corresponding to one turn of twisting set to 10 cm or more, the inorganic filaments can be prevented from fuzzing because of the twisting. More specifically, in the case of the linear grinding member 11B having a cross-sectional shape the aspect ratio of which is 2.0 or higher, twisting the
composite yarn 15 more easily causes the inorganic filaments to fuzz in the thickness direction than in the case of the linear grinding member having a square cross-sectional shape. In this example, however, a length dimension of the linear grinding member 11B corresponding to one turn of twisting is set larger than that of the one having a square cross-sectional shape, which can prevent the inorganic filaments from fuzzing. - As illustrated in
Fig. 7 , the linear grinding member 11C in this example has an elliptical cross-sectional shape in a direction perpendicular to the axis line thereof. - The linear grinding member 11C in this example has a dimension in the thickness direction T (a direction along the minor axis) smaller than a dimension in the width direction W (a direction along the major axis). Hence, the linear grinding member 11C easily bends in the thickness direction T, and is hard to break off. Thus, the linear grinding member 11C is suitable for deburring, for example, a surface having a lot of irregularities on a surface to be processed. Additionally, the linear grinding member 11C has a cross section thinner in the thickness direction than in the width direction. Therefore, the tip thereof easily breaks, and the self-sharpening action for generating a new cutting edge is active. Furthermore, clogging is unlikely to occur because the linear grinding member 11C is thin.
- Additionally, the linear grinding member 11C has an edge effect because it is hard to bend in a direction along the major axis of the cross-section. Furthermore, the linear grinding member 11C has different degrees of easiness to bend in the thickness direction and width direction of the cross section, and consequently makes irregular motions during processing. Thus, the linear grinding member 11C provides increased grinding performance because it makes irregular motions and has an edge effect at the same time. Therefore, the linear grinding member 11C easily adapts to irregularities on a workpiece, thus being suitable for deburring and surface polishing where excellent grindability is desired.
- An aspect ratio (a value obtained by dividing a dimension in the width direction W by a dimension in the thickness direction T) of the linear grinding member 11C is in the range of 1.1 to 5.0. More specifically, it has been found that, with the aspect ratio in the range of 1.1 to 5.0, the linear grinding member 11C is harder to bend in a direction along the major axis of the cross section and exerts an edge effect. Here, the aspect ratio set in the range of 2.0 to 5.0 is highly effective for the activeness of the self-sharpening action, the degree of clogging prevention, the irregularity of motions during processing, and the edge effect. The aspect ratio otherwise set in the range of 1.1 to 1.9 slightly reduces the activeness of the self-sharpening action and the degree of clogging prevention; however, it results in relatively regular motions during processing, so that a finished surface with fine surface roughness is obtained.
- Furthermore, the linear grinding member 11C having an elliptical shape does not leaving damages such as scratches in processing of a workpiece because of having no corners in the cross section, and is therefore usable for, for example, surface polishing where fine surface roughness is desired.
- Note that an adjustment such as increasing the aspect ratio for higher grinding performance or decreasing the aspect ratio for lower grinding performance can be made. However, the surface roughness of a workpiece after processing tends to be rougher when processing efficiency is increased with the aspect ratio increased, and tends to be finer when processing efficiency is decreased with the aspect ratio decreased.
- Here, as illustrated in
Fig. 5 , thecomposite yarn 15 in the linear grinding member 11C may have been twisted. When the aspect ratio of the linear grinding member 11C is in the range of 1.1 to 1.9, thecomposite yarn 15 is twisted in such a manner that a length dimension S of the linear grinding member 11C corresponding to one turn of twisting is in the range of 1 cm to 4 cm. When the aspect ratio of the linear grinding member 11C is in the range of 2.0 to 5.0, the length dimension S of the linear grinding member 11C corresponding to one turn of twisting is in the range of 10 cm to 20 cm. In this manner, the same effects as those in the case of the linear grinding member 11B having a rectangular cross-sectional shape can be obtained. -
Fig. 8 is an illustration depicting a first example of a method for manufacturing a linear grinding member, where (a) and (b) ofFig. 8 illustrate an impregnation step and steps following the impregnation step. - In manufacturing the linear grinding
member 11, firstly, thecomposite yarn 15 of inorganic filaments is impregnated with anuncured resin binder 16 in the impregnation step illustrated in (a) ofFig. 8 . Examples of resin that can be used as theresin binder 16 include: thermosetting resin such as epoxy resin and phenolic resin; silicone resin; and thermoplastic resin such as polyester resin, polypropylene resin, and polyamide resin. In this embodiment, thecomposite yarn 15 is supplied in a state wound around a cylindrical orcolumnar bobbin 51, and theresin binder 16 has been reserved in aresin binder vessel 53. After being drawn out from thebobbin 51 while being wound up around abobbin 52, thecomposite yarn 15 moves on while being guided by aguide member 54 such as a roller placed inside aresin binder container 53, and guidemembers resin binder container 53. Thecomposite yarn 15 is immersed with theresin binder 16 reserved in theresin binder container 53, thus being impregnated with theresin binder 16, before it is wound up around thebobbin 52. Thecomposite yarn 15 impregnated with theresin binder 16 is wound around thebobbin 52 without overlapping itself. - As illustrated in (b) of
Fig. 8 , the impregnatedcomposite yarn 15 wound around thebobbin 52 is then subjected to a shaping step where the cross-sectional shape thereof is shaped when passing through adie 61, and then subjected to a resin-curing step where the impregnatedcomposite yarn 15 is put in aheating furnace 62 where theresin binder 16 is cured. As a result, the linear grindingmember 11 having thecomposite yarn 15 of a plurality of inorganic filaments stiffened with theresin binder 16 is obtained. The thus obtained linear grindingmember 11 is cut into pieces of a predetermined dimension after the resin-curing step. Alternatively, the linear grindingmember 11 may be cut into pieces of a predetermined dimension after being wound around another bobbin (not illustrated). - Here, the
die 61 has a passage (not illustrated) formed therein through which the impregnatedcomposite yarn 15 passes, and the passage opens at opposite end surfaces of thedie 61. Hence, openingsections 610 of the passage are provided in the end surfaces of the die 61, and, when passing through thedie 61, thecomposite yarn 15 is shaped so that the cross-sectional shape thereof can be a shape corresponding to the shape of the passage and the openingsections 610. As a result, the linear grindingmember 11 having a cross-sectional shape corresponding to the shape of the passage of thedie 61 and the openingsections 610 is obtained. - More specifically, when the shape of the opening
sections 610 is square, the linear grinding member 11 (linear grinding member 11A) having a square cross-sectional shape is obtained as illustrated inFig. 4 . When the shape of the openingsections 610 is rectangular, the linear grinding member 11 (linear grinding member 11B) having a rectangular cross-sectional shape is obtained as illustrated inFig. 6 . Similarly, when the shape of the openingsections 610 is elliptical, the linear grinding member 11 (linear grinding member 11C) having an elliptical cross-sectional shape is obtained as illustrated inFig. 7 . Note that, in thedie 61, the passage may be formed as any one of a through-hole and a groove that opens on a side surface of thedie 61. - As described above, in this embodiment, when the linear grinding
member 11 is manufactured, the cross-sectional shape of thecomposite yarn 15 is shaped in such a manner that: thecomposite yarn 15 is impregnated with theuncured resin binder 16 in the impregnation step; and thereafter thecomposite yarn 15 impregnated with theresin binder 16 is passed through the die 61 in the shaping step before theresin binder 16 is cured in the resin-curing step. Thus, the cross-sectional shape of the linear grindingmember 11 can be easily controlled. -
Fig. 9 is an illustration depicting a second example of a method for manufacturing a linear grinding member, where (a) and (b) ofFig. 9 illustrate an impregnation step and steps following the impregnation step. Note that the basic configuration of the mode illustrated inFig. 9 is the same as in the mode described with reference toFig. 8 . Hence, common reference signs are given to common components and descriptions thereof are omitted. - In the method for manufacturing the linear grinding
member 1 in this embodiment, when the linear grindingmember 11 is manufactured, firstly, thecomposite yarn 15 of inorganic filaments is impregnated with theuncured resin binder 16 in the impregnation step illustrated in (a) ofFig. 9 as in the case of the impregnation step described with reference to (a) ofFig. 8 . In this embodiment, thecomposite yarn 15 is supplied in a state wound around the cylindrical orcolumnar bobbin 51. Before being wound up around thebobbin 52, thecomposite yarn 15 is immersed with theresin binder 16 reserved in theresin binder container 53 to be impregnated with theresin binder 16. - Here, the
bobbin 51 is provided with a drive unit 59 that rotates thebobbin 51 about an axis line P extending in a direction in which thecomposite yarn 15 is fed. When the impregnation step is performed, the drive unit 59 rotates thebobbin 51 about the axis line P synchronously with feeding of thecomposite yarn 15. Consequently, thecomposite yarn 15 is twisted as schematically illustrated inFig. 5 . The twisting is such that, when the linear grindingmember 11 having a square cross-sectional shape as illustrated inFig. 5 is manufactured, a length dimension S of the linear grinding member corresponding to one turn of twisting is set in the range of 1 cm to 4 cm. Otherwise, when the linear grindingmember 11 having a rectangular or elliptical cross-sectional shape as illustrated inFig. 6 orFig. 7 is manufactured, a length dimension S of the linear grinding member corresponding to one turn of twisting is set in the range of 1 cm to 4 cm or 10 cm to 20 cm. - As illustrated in (b) of
Fig. 9 , the impregnatedcomposite yarn 15 wound around thebobbin 52 is then subjected to a shaping step where the cross-sectional shape thereof is shaped when passing through adie 61, and then subjected to a resin-curing step where the impregnatedcomposite yarn 15 is put in aheating furnace 62 where theresin binder 16 is cured. As a result, the linear grindingmember 11 having thecomposite yarn 15 of a plurality of inorganic filaments stiffened with theresin binder 16 is obtained. This linear grindingmember 11 is cut into pieces of a predetermined dimension after the resin-curing step. Alternatively, the linear grindingmember 11 may be cut into pieces of a predetermined dimension after being wound around another bobbin (not illustrated). - Here, the
die 61 has anopening section 610 through which the already impregnatedcomposite yarn 15 passes, whereby, when passing through thedie 61, thecomposite yarn 15 is shaped to have a cross-sectional shape corresponding to the shape of theopening section 610. As a result, the linear grindingmember 11 having a square, rectangular or elliptical cross-sectional shape is obtained. - As described above, in this embodiment, when the linear grinding
member 11 is manufactured, the cross-sectional shape of thecomposite yarn 15 is shaped in such a manner that: thecomposite yarn 15 is impregnated with theuncured resin binder 16 in the impregnation step; and thereafter thecomposite yarn 15 impregnated with theresin binder 16 is passed through the die 61 in the shaping step before theresin binder 16 is cured in the resin-curing step. Thus, the cross-sectional shape of the linear grindingmember 11 can be easily controlled. Hence, the brush-like grinding stone 1 including linear grinding members each having a cross-sectional shape suitable for a purpose such as surface polishing or deburring of a cross-hole can be obtained. - According to the invention a twisting step of twisting the
composite yarn 15 is performed before the impregnation step, and inorganic filaments become tangled in thecomposite yarn 15 as a result of the twisting of thecomposite yarn 15. Thus, it is easier to control the cross-sectional shape of the linear grindingmember 11 than in a case where anothercomposite yarn 15 in which the inorganic filaments extend parallel to one another is used. - Here, when the linear grinding
member 11 has a square cross-sectional shape, a length dimension of the linear grindingmember 11 corresponding to one turn of twisting is set in the range of 1 cm to 4 cm. Since the length dimension of the linear grindingmember 11 corresponding to one turn of twisting is thus not more than 4 cm, effects of the twisting can be exerted. Additionally, the length dimension of the linear grindingmember 11 corresponding to one turn of twisting is 1 cm or more, whereby the inorganic filaments can be prevented from fuzzing because of the twisting. - Otherwise, when the linear grinding
member 11 has a rectangular or elliptical cross-sectional shape, a length dimension of the linear grindingmember 11 corresponding to one turn of twisting is set in the range of 1 cm to 4 cm if the aspect ratio thereof is in the range of 1.1 to 1.9. With the length dimension S of the linear grinding member 11C corresponding to one turn of twisting set to 4 cm or less, the effect of preventing longitudinal cracks of the linear grindingmember 11 can be obtained as in the case of the linear grindingmember 11 that has a square cross-sectional shape. With the length dimension S of the linear grinding member 11C corresponding to one turn of twisting set to 1 cm or more, the inorganic filaments can be prevented from fuzzing because of the twisting, as in the case of the linear grindingmember 11 that has a square cross-sectional shape. - Furthermore, when the linear grinding
member 11 has a rectangular or elliptical cross-sectional shape, a length dimension of the linear grindingmember 11 corresponding to one turn of twisting is set in the range of 10 cm to 20 cm if the aspect ratio thereof is in the range of 2.0 to 5.0. More specifically, for the linear grindingmember 11 that has an aspect ratio of 2.0 or higher, a length dimension of the linear grindingmember 11 corresponding to one turn of twisting is set larger than for the linear grindingmember 11 that has a square cross-sectional shape. Hence, the inorganic filaments in thecomposite yarn 15 become tangled both in the thickness direction and in the width direction even when the aspect ratio is so large as 2.0 or higher. Thus, it is easier to control the cross-sectional shape of the linear grindingmember 11 than in a case where anothercomposite yarn 15 in which the inorganic filaments extend parallel to one another is used. Additionally, when the linear grindingmember 11 having a rectangular or elliptical cross-sectional shape the aspect ratio of which is 2.0 or higher is twisted, the inorganic filaments tend to fuzz in the thickness direction. In this example, however, a length dimension of the linear grindingmember 11 corresponding to one turn of twisting is set larger than that of another linear grindingmember 11 having a square cross-sectional shape, which can prevent the inorganic filaments from fuzzing. In this embodiment, particularly for the linear grindingmember 11 having a rectangular or elliptical cross-sectional shape the aspect ratio of which is 2.0 or higher, the length dimension of the linear grindingmember 11 corresponding to one turn of twisting is not more than 20 cm, whereby effects of the twisting can be exerted. Additionally, the length dimension of the linear grindingmember 11 corresponding to one turn of twisting is 10 cm or more, whereby the inorganic filaments can be prevented from fuzzing because of the twisting. - Note that, although the resin-curing step follows the shaping step in the first example and the second example, the shaping step and the resin-curing step may be concurrently performed with a heating unit provided to the
die 61. - Additionally, each of the first example and the second example may further include, after the shaping step of shaping the cross-sectional shape of the
composite yarn 15 by passing thecomposite yarn 15 through thedie 61, a size adjustment step of cutting out the shaped linear grinding member into pieces having a cross-sectional shape of a predetermined size. - Although the cross-sectional shape of the
composite yarn 15 is shaped by passing thecomposite yarn 15 through the die 61 in each of the first example and the second example, each of these examples may exclude the shaping step of passing thecomposite yarn 15 through the die 61 to shape the cross-sectional shape thereof, and include, after the impregnation step and the resin-curing step are continuously performed, a polishing shaping step of polishing an outer circumferential surface of thecomposite yarn 15 to shape the cross-sectional shape thereof into a square, rectangle, or ellipse.
Claims (4)
- A linear grinding member (11) comprising a composite yarn (15) including inorganic filaments that has been stiffened with a resin binder (16), wherein
the linear grinding member (11) has a rectangular or elliptical cross-sectional shape and an aspect ratio which is in a range of 1.1 to 5.0;
wherein the aspect ratio is the value obtained by dividing a dimension in the width direction (W) of the linear grinding member by a dimension in the thickness direction (T) of the linear grinding member; wherein
the composite yarn (15) has been twisted; and characterised in that
a length dimension (S) of the linear grinding member (11) corresponding to one turn of twisting is set in a range of 1 cm to 4 cm if the aspect ratio is in a range of 1.1 to 1.9, and is set in a range of 10 cm to 20 cm if the aspect ratio is in a range of 2.0 to 5.0. - A brush-like grinding stone (1) comprising:a plurality of linear grinding members (11) according to claim 1; anda holder (12) that holds the plurality of linear grinding members (11) in the form of bundles (110).
- A method for manufacturing a linear grinding member (11) obtained by stiffening, with a resin binder (16), a composite yarn (15) including inorganic filaments, the method comprising:a twisting step of twisting the composite yarn (15);subsequently an impregnation step of impregnating the composite yarn with an uncured resin binder;a shaping step of passing the composite yarn impregnated with the resin binder through a die (61) to shape a cross-sectional shape of the composite yarn into a rectangle or ellipse with an aspect ratio which is in a range of 1.1 to 5.0; and
wherein the aspect ratio is the value obtained by dividing a dimension in the width direction (W) of the linear grinding member by a dimension in the thickness direction (T) of the linear grinding member; anda resin-curing step of curing the resin binder (16) after the shaping step or in parallel with the shaping step;
wherein in the shaping step, a length dimension (S) of the linear grinding member (11) corresponding to one turn of twisting is set in a range of 1 cm to 4 cm if the aspect ratio is in a range of 1.1 to 1.9, and is set in a range of 10 cm to 20 cm if the aspect ratio is in a range of 2.0 to 5.0. - A method for manufacturing a linear grinding member (11) obtained by stiffening, with a resin binder (16), a composite yarn (15) including inorganic filaments, the method comprising:a twisting step of twisting the composite yarn (15);subsequently an impregnation step of impregnating the composite yarn (15) with an uncured resin binder (16);a resin-curing step of curing the resin binder (16); anda polishing shaping step of polishing an outer circumferential surface of the composite yarn to shape a cross-sectional shape of the composite yarn into a rectangle or ellipse with an aspect ratio which is in a range of 1.1 to 5.0;wherein the aspect ratio is the value obtained by dividing a dimension in the width direction (W) of the linear grinding member by a dimension in the thickness direction (T) of the linear grinding member;
wherein in the polishing shaping step, a length dimension (S) of the linear grinding member (11) corresponding to one turn of twisting is set in a range of 1 cm to 4 cm if the aspect ratio is in a range of 1.1 to 1.9, and is set in a range of 10 cm to 20 cm if the aspect ratio is in a range of 2.0 to 5.0.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013046982A JP6325195B2 (en) | 2013-03-08 | 2013-03-08 | Method for manufacturing brush-like grindstone, linear abrasive and brush-like grindstone |
| PCT/JP2014/056028 WO2014136954A1 (en) | 2013-03-08 | 2014-03-07 | Linear grinding material, brush-shaped grindstone and method for manufacturing linear grinding material |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2965866A1 EP2965866A1 (en) | 2016-01-13 |
| EP2965866A4 EP2965866A4 (en) | 2016-11-02 |
| EP2965866B1 true EP2965866B1 (en) | 2020-04-22 |
Family
ID=51491461
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14759583.9A Active EP2965866B1 (en) | 2013-03-08 | 2014-03-07 | Linear grinding material, brush-shaped grindstone and method for manufacturing linear grinding material |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20160016293A1 (en) |
| EP (1) | EP2965866B1 (en) |
| JP (1) | JP6325195B2 (en) |
| KR (1) | KR20150126668A (en) |
| CN (1) | CN105026108A (en) |
| BR (1) | BR112015021636B1 (en) |
| MX (1) | MX2015011248A (en) |
| WO (1) | WO2014136954A1 (en) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10322488B2 (en) * | 2014-05-01 | 2019-06-18 | Taimei Chemicals Co., Ltd. | Rotating tool, and polishing tool |
| CN106457528B (en) * | 2014-05-22 | 2019-07-16 | 千贝克科技有限公司 | The prominent amount adjustment method of tool holder, milling tool unit and mill body |
| US10332151B2 (en) * | 2014-05-28 | 2019-06-25 | Blake F. Megdal | Method and system for using media points to influence content delivery |
| US10399207B2 (en) | 2014-10-27 | 2019-09-03 | Taimei Chemicals Co., Ltd. | Polishing brush |
| JP2017055785A (en) * | 2015-09-14 | 2017-03-23 | 正雄 西木 | Grinding and sweeping brush |
| WO2018011997A1 (en) | 2016-07-15 | 2018-01-18 | 大明化学工業株式会社 | Wheel brush and abrasive material bundle holder |
| JP1567542S (en) * | 2016-07-15 | 2017-01-23 | ||
| JP1567543S (en) * | 2016-07-15 | 2017-01-23 | ||
| JP1567544S (en) * | 2016-07-15 | 2017-01-23 | ||
| CN108555733A (en) * | 2018-06-08 | 2018-09-21 | 辽宁科技大学 | Device for refining Medical injection needle inner surface |
| US10675728B2 (en) * | 2018-10-29 | 2020-06-09 | Shin-Yain Industrial Co., Ltd. | Cutter holder capable of polishing |
| ES2784716A1 (en) | 2019-03-26 | 2020-09-30 | Bound4Blue Sl | Boat propulsion system (Machine-translation by Google Translate, not legally binding) |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0584670A (en) * | 1991-09-27 | 1993-04-06 | Mazda Motor Corp | Polishing tool having polishing thread |
| JP3114311B2 (en) * | 1991-12-20 | 2000-12-04 | 株式会社神戸製鋼所 | Method for producing fiber reinforced resin strand |
| US5609398A (en) * | 1994-10-20 | 1997-03-11 | Jason Incorporated | Twisted stem abrading tool and method of making |
| JPH08309669A (en) * | 1995-05-15 | 1996-11-26 | Mazda Motor Corp | Polishing tool |
| JPH09216166A (en) * | 1996-02-08 | 1997-08-19 | Souwa Kasei Kk | Frp grinding body and production method thereof |
| JP2002210662A (en) | 2001-01-16 | 2002-07-30 | Xebec Technology Co Ltd | Brush-like grinding wheel, and deburring and polishing method |
| JP2002219656A (en) * | 2001-01-23 | 2002-08-06 | Xebec Technology Co Ltd | Brush type grinding wheel, burr removal, and polishing method |
| JP3819286B2 (en) * | 2001-12-12 | 2006-09-06 | 株式会社神戸製鋼所 | Manufacturing apparatus and manufacturing method of long fiber reinforced thermoplastic resin strand |
| US7434289B2 (en) * | 2002-07-22 | 2008-10-14 | Xebec Technology Co. Ltd. | Polisher brush having wire-shaped grinding elements |
| GB0305257D0 (en) * | 2003-03-07 | 2003-04-09 | Exchem Plc | A cleaning brush |
| JP2007075954A (en) * | 2005-09-14 | 2007-03-29 | Xebec Technology Co Ltd | Brush-like grinding wheel |
| WO2007097115A1 (en) * | 2006-02-20 | 2007-08-30 | Xebec Technology Co., Ltd. | Brush-like grindstone |
| WO2007119747A1 (en) * | 2006-04-13 | 2007-10-25 | Toyo Boseki Kabushiki Kaisha | Process for continuously producing fine carbon fiber twine, apparatus therefor and fine carbon fiber twine produced by the process |
| JP4871175B2 (en) * | 2007-03-12 | 2012-02-08 | 株式会社神戸製鋼所 | Manufacturing method of long fiber reinforced thermoplastic resin pellets |
| JP5306619B2 (en) * | 2007-09-06 | 2013-10-02 | スリーエム イノベイティブ プロパティズ カンパニー | Linear polishing brush member, method for manufacturing linear polishing brush member, and polishing brush |
| JP2011218526A (en) * | 2010-04-14 | 2011-11-04 | Toray Monofilament Co Ltd | Bristle material for polishing brush and polishing brush |
-
2013
- 2013-03-08 JP JP2013046982A patent/JP6325195B2/en active Active
-
2014
- 2014-03-07 BR BR112015021636-6A patent/BR112015021636B1/en active IP Right Grant
- 2014-03-07 MX MX2015011248A patent/MX2015011248A/en unknown
- 2014-03-07 KR KR1020157027806A patent/KR20150126668A/en active Search and Examination
- 2014-03-07 CN CN201480012744.3A patent/CN105026108A/en active Pending
- 2014-03-07 WO PCT/JP2014/056028 patent/WO2014136954A1/en active Application Filing
- 2014-03-07 EP EP14759583.9A patent/EP2965866B1/en active Active
- 2014-03-07 US US14/773,307 patent/US20160016293A1/en not_active Abandoned
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6325195B2 (en) | 2018-05-16 |
| EP2965866A4 (en) | 2016-11-02 |
| KR20150126668A (en) | 2015-11-12 |
| BR112015021636B1 (en) | 2021-11-23 |
| CN105026108A (en) | 2015-11-04 |
| EP2965866A1 (en) | 2016-01-13 |
| BR112015021636A2 (en) | 2020-01-28 |
| US20160016293A1 (en) | 2016-01-21 |
| MX2015011248A (en) | 2016-03-04 |
| WO2014136954A1 (en) | 2014-09-12 |
| JP2014172126A (en) | 2014-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2965866B1 (en) | Linear grinding material, brush-shaped grindstone and method for manufacturing linear grinding material | |
| JP2014172126A5 (en) | ||
| JP6722748B2 (en) | Brush wheels and polishing brushes | |
| JP4421476B2 (en) | Polishing machine brush manufacturing method and polishing machine brush | |
| JP5238488B2 (en) | Brush-like grindstone | |
| WO2014208566A1 (en) | Polishing brush and polishing method | |
| JP2009050967A (en) | Brush for grinding machine | |
| JP6786075B2 (en) | Wheel brush and abrasive bundle holder | |
| CN107073690B (en) | Grinding brush | |
| JP5959284B2 (en) | Curved surface polishing method and polishing apparatus | |
| JP5150194B2 (en) | Polishing tool and processing method | |
| JP2002210662A (en) | Brush-like grinding wheel, and deburring and polishing method | |
| JP2002219656A (en) | Brush type grinding wheel, burr removal, and polishing method | |
| JP2000210847A (en) | Edge deburring method for cutting tool | |
| JP2008132554A (en) | Brush polishing device | |
| WO2016166852A1 (en) | Abrasive material and rotary polishing tool | |
| JP2002210661A (en) | Brush-like grinding wheel, and deburring and polishing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150814 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602014064141 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B24D0003000000 Ipc: B24D0003280000 |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20161006 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B24D 3/34 20060101ALI20160929BHEP Ipc: B24D 13/10 20060101ALI20160929BHEP Ipc: A46D 1/00 20060101ALI20160929BHEP Ipc: B24D 13/14 20060101ALI20160929BHEP Ipc: B24D 3/28 20060101AFI20160929BHEP Ipc: B24D 18/00 20060101ALI20160929BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191122 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602014064141 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1259450 Country of ref document: AT Kind code of ref document: T Effective date: 20200515 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200822 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200722 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200723 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200824 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1259450 Country of ref document: AT Kind code of ref document: T Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200722 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602014064141 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20210125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210307 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210307 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210307 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240320 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240329 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |