EP2925529B1 - Method of producing a building panel using digital printing - Google Patents
Method of producing a building panel using digital printing Download PDFInfo
- Publication number
- EP2925529B1 EP2925529B1 EP13857806.7A EP13857806A EP2925529B1 EP 2925529 B1 EP2925529 B1 EP 2925529B1 EP 13857806 A EP13857806 A EP 13857806A EP 2925529 B1 EP2925529 B1 EP 2925529B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- carrier
- primer
- salt
- printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007639 printing Methods 0.000 title claims description 72
- 238000000034 method Methods 0.000 title claims description 51
- 150000003839 salts Chemical class 0.000 claims description 101
- 239000011241 protective layer Substances 0.000 claims description 59
- 239000000203 mixture Substances 0.000 claims description 58
- 239000000049 pigment Substances 0.000 claims description 44
- -1 polypropylene Polymers 0.000 claims description 42
- 239000012815 thermoplastic material Substances 0.000 claims description 38
- 239000004800 polyvinyl chloride Substances 0.000 claims description 30
- 239000004743 Polypropylene Substances 0.000 claims description 29
- 229920001155 polypropylene Polymers 0.000 claims description 29
- 229910052751 metal Inorganic materials 0.000 claims description 27
- 239000002184 metal Substances 0.000 claims description 27
- 239000000080 wetting agent Substances 0.000 claims description 26
- 239000004814 polyurethane Substances 0.000 claims description 23
- 229920002635 polyurethane Polymers 0.000 claims description 23
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 23
- 239000004698 Polyethylene Substances 0.000 claims description 22
- 229920000573 polyethylene Polymers 0.000 claims description 22
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 22
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 22
- 239000011230 binding agent Substances 0.000 claims description 17
- 238000003825 pressing Methods 0.000 claims description 17
- 239000000758 substrate Substances 0.000 claims description 17
- 229920000728 polyester Polymers 0.000 claims description 12
- 239000004793 Polystyrene Substances 0.000 claims description 11
- 239000007787 solid Substances 0.000 claims description 11
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 claims description 10
- 229920000058 polyacrylate Polymers 0.000 claims description 10
- 238000001035 drying Methods 0.000 claims description 8
- 239000002244 precipitate Substances 0.000 claims description 6
- 239000007864 aqueous solution Substances 0.000 claims description 5
- 239000002987 primer (paints) Substances 0.000 description 141
- 239000000976 ink Substances 0.000 description 127
- 239000010410 layer Substances 0.000 description 72
- 239000011162 core material Substances 0.000 description 47
- 239000011888 foil Substances 0.000 description 41
- 239000011248 coating agent Substances 0.000 description 23
- 238000000576 coating method Methods 0.000 description 23
- 229920000915 polyvinyl chloride Polymers 0.000 description 16
- 229920001169 thermoplastic Polymers 0.000 description 15
- 239000004416 thermosoftening plastic Substances 0.000 description 15
- 239000013078 crystal Substances 0.000 description 13
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 12
- 239000002245 particle Substances 0.000 description 12
- 239000000463 material Substances 0.000 description 10
- 230000008569 process Effects 0.000 description 10
- 230000001681 protective effect Effects 0.000 description 9
- 239000002023 wood Substances 0.000 description 9
- 239000003086 colorant Substances 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 229920000642 polymer Polymers 0.000 description 7
- 239000000243 solution Substances 0.000 description 7
- 230000002411 adverse Effects 0.000 description 6
- 238000001723 curing Methods 0.000 description 6
- 150000002500 ions Chemical class 0.000 description 6
- 239000011780 sodium chloride Substances 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- 229920001587 Wood-plastic composite Polymers 0.000 description 5
- 230000000740 bleeding effect Effects 0.000 description 5
- 238000009832 plasma treatment Methods 0.000 description 5
- 239000004014 plasticizer Substances 0.000 description 5
- 239000011155 wood-plastic composite Substances 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 238000010017 direct printing Methods 0.000 description 4
- 229920002554 vinyl polymer Polymers 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 3
- PNEYBMLMFCGWSK-UHFFFAOYSA-N Alumina Chemical compound [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 3
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 3
- 239000004721 Polyphenylene oxide Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 239000008367 deionised water Substances 0.000 description 3
- 229910021641 deionized water Inorganic materials 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000002609 medium Substances 0.000 description 3
- 239000002736 nonionic surfactant Substances 0.000 description 3
- 229920000570 polyether Polymers 0.000 description 3
- 229920001296 polysiloxane Polymers 0.000 description 3
- 238000002203 pretreatment Methods 0.000 description 3
- 239000004575 stone Substances 0.000 description 3
- 239000004094 surface-active agent Substances 0.000 description 3
- 229920006305 unsaturated polyester Polymers 0.000 description 3
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 3
- 238000009736 wetting Methods 0.000 description 3
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonia chloride Chemical compound [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- UXVMQQNJUSDDNG-UHFFFAOYSA-L Calcium chloride Chemical compound [Cl-].[Cl-].[Ca+2] UXVMQQNJUSDDNG-UHFFFAOYSA-L 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 238000003848 UV Light-Curing Methods 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 239000002585 base Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000001110 calcium chloride Substances 0.000 description 2
- 229910001628 calcium chloride Inorganic materials 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 230000008020 evaporation Effects 0.000 description 2
- 238000009408 flooring Methods 0.000 description 2
- 229910052500 inorganic mineral Inorganic materials 0.000 description 2
- 239000011707 mineral Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 239000012047 saturated solution Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 239000004609 Impact Modifier Substances 0.000 description 1
- 239000006057 Non-nutritive feed additive Substances 0.000 description 1
- 229920002522 Wood fibre Polymers 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 150000008051 alkyl sulfates Chemical class 0.000 description 1
- 235000019270 ammonium chloride Nutrition 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000012736 aqueous medium Substances 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000002508 contact lithography Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000007766 curtain coating Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- 229910017053 inorganic salt Inorganic materials 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 125000005395 methacrylic acid group Chemical group 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 239000013615 primer Substances 0.000 description 1
- 238000003847 radiation curing Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000012266 salt solution Substances 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920006352 transparent thermoplastic Polymers 0.000 description 1
- 235000021122 unsaturated fatty acids Nutrition 0.000 description 1
- 150000004670 unsaturated fatty acids Chemical class 0.000 description 1
- 229920006163 vinyl copolymer Polymers 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0011—Pre-treatment or treatment during printing of the recording material, e.g. heating, irradiating
- B41M5/0017—Application of ink-fixing material, e.g. mordant, precipitating agent, on the substrate prior to printing, e.g. by ink-jet printing, coating or spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0047—Digital printing on surfaces other than ordinary paper by ink-jet printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0064—Digital printing on surfaces other than ordinary paper on plastics, horn, rubber, or other organic polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0027—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using protective coatings or layers by lamination or by fusion of the coatings or layers
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/10—Flooring or floor layers composed of a number of similar elements of other materials, e.g. fibrous or chipped materials, organic plastics, magnesite tiles, hardboard, or with a top layer of other materials
- E04F15/107—Flooring or floor layers composed of a number of similar elements of other materials, e.g. fibrous or chipped materials, organic plastics, magnesite tiles, hardboard, or with a top layer of other materials composed of several layers, e.g. sandwich panels
Definitions
- the present invention relates to a method of producing a building panel comprising a core and a printed carrier of a thermoplastic material forming a decor layer.
- the invention also relates to a method of forming a decorative substrate.
- thermoplastic core usually comprises a thermoplastic core, a thermoplastic decor layer arranged on the core, a protective layer on the decor layer, and a coating applied on the protective layer.
- the thermoplastic material is often PVC.
- the decor layer is printed with a pattern resembling natural stone, wood, ceramics etc.
- the pattern is often printed by rotogravure printing or direct printing.
- rotogravure printing or direct printing does not offer the desired flexibility in changing design of the patterns and adapting patterns for different needs of clients. Furthermore, a certain repetition of the pattern cannot be avoided by rotogravure printing or direct printing.
- digital printing has offered new possibilities to the flooring industry to customize decorative patterns for flooring applications and to print small quantities of decor layers.
- digital printing is conventionally meant printing by means of non-contact printing, for example using a Drop-on-Demand (DOD) technique.
- DOD Drop-on-Demand
- a drop of ink is placed with great accuracy on a paper or wood surface.
- Examples of DOD techniques are piezoelectric DOD inkjet and thermal DOD inkjet.
- the piezoelectric material changes shape when a voltage is applied. The change of shape of the piezoelectric material generates a pressure pulse in the fluid, thereby ejecting a droplet of ink from the nozzle.
- thermal DOD inkjet printer ink drops are ejected by forming an ink vapour bubble by heating the ink.
- inks may be used for digital printing, such as UV curable inks, solvent based inks and aqueous inks (also called waterborne or water based inks).
- aqueous inks also called waterborne or water based inks.
- UV curable inks When printing on a thermoplastic surface such as a layer adapted to from a decor layer of a LVT, printing is facilitated by using UV curable inks or solvent based inks compared to aqueous inks. Printing with an aqueous ink on a thermoplastic surface has proved to be difficult. A drop of an aqueous ink does not stay but tends to bleed on the thermoplastic surface, resulting in a print of low quality. However, due to environmental reasons, it is favourable to replace UV curable inks and solvent based inks.
- the protective layer is bonded to the thermoplastic decor layer. It is thus important that the print does not affect the bonding between the layers adversely.
- WO 2012/004701 discloses a LVT floor panel comprising a substrate and a top layer, wherein the top layer is composed at least of a print and a transparent thermoplastic layer.
- the print may be provided on a carrier sheet forming together with the print a printed synthetic film.
- the synthetic film may be a PVC-, PU-, or PP-based film.
- the print is preferably performed with solvent inks or with water-based inks.
- US 4,554,200 discloses a primer coating applied to a polyester film prior to printing as an aqueous medium consisting essentially of a material selected from the group consisting of a water soluble alkali metal salt of an unsaturated fatty acid having from about 10 to 18 carbon atoms and mixtures of such salts or a water soluble alkali metal salt of an alkyl sulfate having from about 8 to 18 carbon atoms and mixtures of such salts.
- EP 0 739 743 discloses an ink jet recording method, wherein a reaction solution and an ink compositing are used to conduct printing on a recording medium such as paper.
- the reaction solution comprises a polyvalent metal salt.
- EP 1 041 126 discloses a method for ink jet recording on non-absorbing recording medium. An ink composition and a reaction solution are deposited onto a recording medium which does not substantially absorb the ink composition.
- the reaction solution contains polyvalent metal salt.
- US 2010/0231671 discloses a pretreatment for low and non-porous media for ink jet printing.
- the media is pretreated with a pretreatment solution comprising an aqueous multivalent cationic salt solution and a surfactant.
- JP 2006 281538 discloses a treatment liquid to be used with an aqueous pigmented ink composition.
- the treatment liquid contains a cyclic ester compound and a solvent.
- the treatment liquid may further comprise dissolution aids, or antioxidants, such as inorganic salts.
- a further object of at least certain embodiments of the present invention is to provide a method for producing a building panel comprising a thermoplastic decor layer including printing with an aqueous pigment ink composition.
- a further object of at least certain embodiments of the present invention is to provide an improved print with an aqueous pigment ink on a thermoplastic material.
- a further object of at least certain embodiments of the present invention is to reduce bleeding of an aqueous pigment ink on a thermoplastic material.
- a further object of at least certain embodiments of the present invention is to provide an improved print with an aqueous pigment ink on a thermoplastic material without negatively affecting the bonding of the printed thermoplastic surface to another layer such as a protective layer arranged on the printed surface.
- a method of producing a building panel such as a floor panel, comprising providing a carrier comprising a thermoplastic material, printing a first print on a first surface of the carrier with an aqueous pigment ink composition, applying a protective layer comprising a thermoplastic material on the first surface of the carrier, pressing, by applying heat and pressure, the protective layer and the carrier together to form a decorative substrate, the method being characterised by applying a primer comprising at least one salt, preferably a metal salt, on a first surface of the carrier prior to printing the first print, wherein said salt precipitates or agglomerates the pigment of the ink composition.
- the printed carrier forms a decor layer of the floor panel.
- the protective layer is arranged on the first surface of the carrier.
- a second surface of the carrier is facing the core.
- Aqueous inks may also be called water based or waterborne inks.
- the building panel may be a floor panel.
- the floor panel may be of the type usually named luxury Vinyl Tile (LVT) or luxury Vinyl Plank.
- the core may be formed of a different material than a thermoplastic material, for example a wood-based material such as MDF or HDF.
- the core according to the first aspect of the invention may comprise a layer comprising a thermoplastic material arranged on a substrate, for example a wood-based substrate such as MDF or HDF.
- an aqueous ink composition can be used also when printing on a carrier of thermoplastic material.
- the inks drops tend to displace on the surface of the carrier and tend to mix into each other, thus resulting in a print of bad quality and a print being indistinct.
- the primer is adapted to change the properties of the surface of the carrier such that the surface becomes more suitable for printing with an aqueous pigment ink composition.
- the primer may for example be adapted to increase the wettability of the surface of the carrier such that the surface of the carrier obtains hydrophilic properties.
- the primer comprises at least one salt, preferably an inorganic salt, more preferably a metal salt.
- the salt may be a polyvalent metal salt.
- the primer preferably forms a layer of uniformly distributed salt crystals on the surface of the carrier.
- the primer is coalescent and/or film forming.
- the primer comprising the salt is adapted to crash the ink composition.
- the salt of the primer precipitates or agglomerates the pigment of the ink composition.
- the salt reacts with the aqueous ink composition such that the pigment of the ink composition precipitates.
- By crashing the aqueous pigment ink composition the ink drops are fixed at the position on the carrier where the ink drops are placed by the nozzle.
- By crashing the aqueous pigment ink composition the ink drops are prevented from being mixed with each other.
- the primer makes the ink drops stay on the position where the ink drops are applied on the surface of the carrier.
- the primer prevents the ink drops from accumulating and mixing into large ink drops.
- the primer prevents the ink drops from moving on the surface of the carrier.
- thermoplastic surface Furthermore, by applying the primer before printing, a print of high quality made by digital printing with an aqueous pigment ink composition can be obtained. Thereby, it is possible to produce a building panel such as a floor panel of LVT type having a print of high quality obtained in an environmentally friendly way.
- a primer comprising salt does not adversely affect, or at least substantially adversely affect, the bonding of the printed carrier to the protective layer when applying heat and pressure to form the building panel.
- the primer and the print do not reduce, or at least substantially reduce, the bonding strength between the layers. Thereby, the desired bonding between the carrier and the protective layer is still achieved.
- the print is not affected, or at least substantially affected, by pressing the layers together for forming a building panel such as a floor panel by applying heat and pressure.
- the primer has already agglomerated the ink such that the ink drops are fixed on the carrier and not affected by the pressing.
- the primer may be an aqueous solution comprising said at least one salt.
- the primer is applied prior to printing the print.
- the composition of the primer may be adapted to match the composition of the ink.
- the primer may be applied as a coating layer on the carrier. Alternatively, the primer does not completely cover the surface of the carrier.
- the primer may be applied to parts of the surface of the carrier. For example, if only a portion of the carrier is to be printed, such as a second print is to be printed on an already printed surface, the primer is only applied to this portion of the carrier.
- the primer may be applied by means of digital printing. Thereby, application of the primer may be controlled with high accuracy. For example, by applying the primer to only certain areas of the carrier, bleeding of the ink may be controlled in order to obtained a desired effect.
- the primer may be an aqueous solution comprising said salt.
- the salt concentration of the primer may be at least 50% of the saturation point of the salt, preferably at least 70% of the saturation point of the salt, more preferably at least 90% of the saturation point of the salt.
- the primer is a nearly saturated salt dispersion.
- the primer may be heated to a temperature above room temperature, for example to 40-60°C.
- the primer applied on the carrier may have a contact angle with water of less than 50°, preferably less than 40°, more preferably less than 35°, such that about 30°.
- a contact angle with water of less than 50°, preferably less than 40°, more preferably less than 35°, such that about 30°.
- the primer may comprise a wetting agent.
- the wetting agent increases the wettability of the surface of the carrier. Wetting of the surface is thereby facilitated.
- the wetting agent of the primer results in that the surface of the carrier coated by the primer obtains hydrophilic properties. By increasing the wetting of the surface, the salt crystals are homogenously distributed over the surface of the carrier, which improves the print result.
- the wetting agent does not adversely affect the bonding of the printed carrier to the protective layer.
- the wetting agent may be a non-ionic surfactant.
- the primer may as an example comprise about 0.5-4 % wt of the wetting agent, preferably 1-4 % wt such as about 2 % wt.
- the type and amount of wetting agent may be adapted to the surface tension of the carrier.
- the primer may be applied by means of digital printing. Thereby, application of the primer may be controlled with high accuracy. For example, by applying the primer to only certain areas of the carrier, bleeding of the ink may be controlled in order to obtained a desired effect.
- the method may further comprise drying the primer applied on the first surface of the carrier prior to printing.
- printing in a wet primer may also be possible, depending on the primer used.
- More than one layer of a primer may also be applied to the surface of the carrier.
- the step of applying the primer may comprise applying a primer, drying the applied primer, applying an additional layer of the primer, and drying the applied primer prior to printing. By applying more than one layer of the primer, coating the surface of the carrier by the primer is facilitated.
- the salt is applied on the carrier in solid form.
- the solid salt crystals are uniformly distributed over the surface of the carrier.
- the solid salt crystals may be attached to the surface of the carrier in several ways.
- the carrier is heated prior and/or during the salt is applied in solid form.
- the carrier is electrically charged such that the surface of the carrier attracts the salt particles.
- a plasticizer is applied to the surface of the carrier.
- the solid salt particles are applied to the plasticized surface of the carrier.
- the solid salt particles are mechanically attached to the surface of the carrier.
- the surface of the carrier may be porous in order to facilitate the bonding of the salt particles to the surface of the carrier.
- the aqueous pigment ink composition may be a heat activated curing ink.
- a heat activated curing ink cures when being exposed to heat.
- the binder in the ink composition cures and the ink is thereby fixed to the surface.
- bleeding of the ink is reduced.
- the aqueous pigment ink composition may comprise a binder, water and a pigment.
- the binder may be dispersed in the ink composition.
- the binder may be a polymer or cellulose.
- the pigment may be coated with a binder, preferably a polymer.
- the pigment may be dispersed in the ink composition.
- the method may further comprise applying heat to the print.
- the binder of the aqueous ink composition cures.
- the heat makes the aqueous ink composition dry faster.
- the carrier may also be heated before and/or during printing on the surface of the carrier.
- the printing may be made by an inkjet printer, preferably a piezo-electric DOD (Drop on Demand) inkjet printer.
- an inkjet printer preferably a piezo-electric DOD (Drop on Demand) inkjet printer.
- the surface of the carrier may be pre-treated by corona, flaming or plasma.
- Corona, plasma and flaming treating the surface of the carrier enhances the chemical bonding to the resin matrix in the carrier. Thereby, bonding of the ink to the carrier is improved.
- Corona, flaming or plasma treatment increases the wettability of the surface of the carrier.
- Corona, flaming or plasma treatment may be combined with applying a primer after corona, flaming or plasma treatment.
- the first surface of the carrier may be facing the core.
- the print is thereby printed at a lower surface of the carrier.
- the first surface of the carrier may be facing away from the core.
- the print is thereby printed at an upper surface of the carrier.
- the method may further comprise printing a second print by means of digital printing on a second surface of the carrier. Consequently, the carrier is provided with a print on both its surfaces. Same pattern or design may be printed on both surfaces of the carrier. Alternatively, the print or design may be different. The first and second print may together form a specific design.
- the method may further comprise printing a second print by means of digital print on the first print.
- the first and second print may be the same design or pattern. Alternatively, the first and second print may differ. The first and second print may together form a specific design.
- the method may further comprise arranging an additional carrier on the first carrier, and printing by means of digital printing a second print on a surface of the second carrier.
- the method may further comprise applying decorative elements on the carrier.
- the decorative elements may for example be mineral particles, plastic particles, glass particles, coloured fibres, or mother of pearl, creating a decorative effect.
- the mineral particles may be Granostar® or similar.
- the decorative elements may be solid particles, preferably having a size exceeding 1 ⁇ m.
- the protective layer may comprise a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof.
- the protective layer may be provided with a coating, preferably a UV curable coating, more preferably a coating comprising acrylate oligomers, methacrylate oligomers, or unsaturated polyester. It is also contemplated that only a coating forming a protective layer is applied on the carrier forming the decor layer.
- the thermoplastic material of the carrier may be polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof.
- the thermoplastic material of the core may be polyvinyl chloride (PVC) or polypropylene (PP).
- the thermoplastic core may be a Wood Plastic Composite (WPC).
- the method may further comprise pressing the core, the carrier having the print thereon and the protective layer with an embossed press plate. Thereby, a building panel having an embossed structure is formed.
- the method may further comprise forming a mechanical locking system for horizontal and/or vertical locking of adjacent building panels at at least one edge of the building panel.
- a building panel such as a floor panel is disclosed herein.
- the building panel comprises a core comprising a thermoplastic material, a printed decor layer comprising a thermoplastic material, and a protective layer arranged on the printed decor layer, wherein the decor layer is provided with a primer layer arranged on a surface of the decor layer and a print is arranged on the primer layer, wherein the print comprises an aqueous pigment ink composition and the primer layer comprises salt, preferably a metal salt.
- the aqueous pigment ink composition may be a heat activated curing ink.
- the metal salt may be a polyvalent metal salt.
- a method for forming a decorative substrate comprises providing a carrier comprising a thermoplastic material, applying a primer comprising at least one salt, preferably a metal salt, on a first surface of the carrier, printing, preferably by digital printing, a first print on said first surface of the carrier with an aqueous pigment ink composition, applying a protective layer comprising a thermoplastic material on the first surface of the carrier, pressing the protective layer and the carrier together to form a decorative substrate.
- the primer comprising the salt is adapted to crash the ink composition.
- the salt of the primer precipitates or agglomerates the pigment of the ink composition.
- the salt reacts with the aqueous ink composition such that the pigment of the ink composition precipitates.
- By crashing the aqueous pigment ink composition the ink drops are fixed at the position on the carrier where the ink drops are placed by the nozzle.
- By crashing the aqueous pigment ink composition the ink drops are prevented from being mixed with each other.
- the primer makes the ink drops stay on the position where the ink drops are applied on the surface of the carrier.
- the primer prevents the ink drops from accumulating and mixing into large ink drops.
- the primer prevents the ink drops from moving on the surface of the carrier.
- a primer comprising salt does not adversely affect, or at least substantially adversely affect, the bonding of the printed carrier to the protective layer when applying heat and pressure to form the building panel.
- the primer and the print do not reduce, or at least substantially reduce, the bonding strength between the layers. Thereby, the desired bonding between the carrier and the protective layer is still achieved.
- the print is not affected, or at least not substantially affected, by pressing the layers together for forming a building panel by applying heat and pressure.
- the primer has already agglomerated the ink such that the ink drops are fixed on the carrier and not affected by the pressing.
- Pressing may be performed by applying heat and pressure. By applying heat pressure, the carrier with the print and the protective layer are bonded together.
- the decorative substrate may be bonded to a core.
- the core may, for example, comprise a thermoplastic material, or a wood-based material such as MDF or HDF.
- the salt may be applied on the carrier in solid form.
- the primer may be an aqueous solution comprising said salt.
- the salt concentration of the primer may be at least 50% of the saturation point of the salt, preferably at least 70% of the saturation point of the salt, more preferably at least 90% of the saturation point of the salt.
- the primer applied on the carrier may have a contact angle of less than 50°, preferably less than 40°, more preferably less than 35°, such that about 30°.
- the primer may comprise a wetting agent.
- the primer may as an example comprise 0.5-4 % wt of the wetting agent, preferably 1-4 % wt such as about 2 % wt.
- the wetting agent may comprise a non-ionic surfactant.
- the primer may be applied by means of digital printing.
- the method may further comprise drying the primer applied on the first surface of the carrier prior to printing.
- the aqueous pigment ink composition may be a heat activated curing ink.
- the aqueous pigment ink composition may comprise a binder, water and a pigment.
- the method may further comprise applying heat to the print.
- the printing may be made by an inkjet printer, preferably a piezo-electric DOD (Drop on Demand) inkjet printer.
- an inkjet printer preferably a piezo-electric DOD (Drop on Demand) inkjet printer.
- the protective layer may comprise a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), or polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof.
- a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), or polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof.
- the thermoplastic material of the carrier may be polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), or polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof.
- PVC polyvinyl chloride
- PP polypropylene
- PE polyethylene
- PS polystyrene
- PUR polyurethane
- PET polyethylene terephthalate
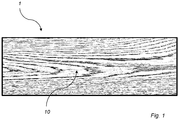
- the floor panel 1 comprises a core 2, a carrier 3 provided with a print forming a decor layer 6, and a protective layer 4.
- the core 2, the carrier 3 and the protective layer 4 are bonded together to form the floor panel 1.
- the floor panel 1 may also be provided with a backing layer (not shown) arranged on the lower surface of the core 2.
- a coating 5 may be provided on top of the protective layer 4.
- the core 2 comprises a thermoplastic material.
- the thermoplastic material may be polyvinyl chloride (PVC) or polypropylene (PP).
- the core 2 may further comprise fillers, for example calcium carbonate, and additives such as plasticizer, impact modifier, stabilizer, processing aids, pigment, lubricants etc.
- the core may be a Wood Plastic Composite (WPC) comprising a thermoplastic binder and wood fibres or particles.
- WPC Wood Plastic Composite
- the core 2 may also comprise more than one layer.
- the layers may be of similar or different material.
- the core 2 may comprise several layers comprising a thermoplastic material, or may comprise at least one layer comprising a thermoplastic material arranged on a substrate of, for example, a wood based material such as MDF or HDF.
- the carrier 3 comprises a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof.
- the carrier may further comprise additives such as a plasticizer.
- the carrier 3 may be in form of a thermoplastic foil or film.
- the thickness of the carrier 3 may be 0.01-1 mm.
- the carrier 3 may be transparent, coloured or opaque.
- the colour of the carrier 3 may form a base colour for the print.
- the protective layer 4 is arranged on the carrier 3.
- the protective layer 4 is bonded to the carrier 3.
- the protective layer 4 may be in form of a thermoplastic foil or film.
- the protective layer 4 comprises a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof.
- the protective layer 4 may further comprise additives such as a plasticizer.
- the thickness of the protective layer 4 may be 0.01-1 mm. Wear resistant particles such as aluminium oxide particles may be included in the protective layer 4.
- the protective layer 4 is preferably transparent.
- a coating 5 may be arranged on the protective layer 4.
- the coating 5 is preferably a UV curable coating, more preferably a coating comprising an acrylate oligomer, methacrylate oligomer, or unsaturated polyester.
- the protective layer 4 is formed by the coating applied directly on the printed carrier 3 forming the decor layer 6.
- the floor panel 1 may be provided with a backing layer (not shown) on the lower surface of the core.
- the backing layer may comprise a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), or polyethylene terephthalate (PET).
- the carrier 3 is provided with a print 10 giving the carrier its decorative properties.
- the printed carrier 3 forms a decor layer 6.
- the print 10 may be a decorative design.
- the decorative design may be natural designs and patterns such as a wood pattern or stone pattern.
- the decorative design may also be a fantasy design or pattern or a photograph.
- the print is applied to a primer layer comprising at least one salt, preferably a metal salt.
- the salt crystals form a primer layer onto which the pigments of the ink are injected.
- the salt crystals preferably form a uniform layer.
- the floor panel 1 is provided with a mechanical locking system for locking the floor panel 1 to adjacent floor panels horizontally and/or vertically.
- the mechanical locking system comprises at a first edge of the floor panel a tongue groove 16 adapted to receive a tongue 15 of an adjacent floor panel, and a locking strip 12 provided with a locking element 13 adapted to cooperate with a locking groove 14 of an adjacent floor panel and lock the floor panel 1 in a horizontal direction to the adjacent floor panel.
- the mechanical locking system further comprises at a second edge a locking groove 14 adapted to receive a locking element 13 of an adjacent floor panel, and a tongue 15 adapted cooperate with a tongue groove 16 of an adjacent floor panel and lock the panel 1 in a vertical direction.
- the mechanical locking system is formed in the core 2 of the floor panel 1.
- Both long side edges and short side edges of the floor panel 1 may be provided with a mechanical locking system.
- long side edges of the floor panel 1 may be provided with the mechanical locking system for horizontally and vertically locking
- the short side edges may be provided with a mechanical locking system for horizontally locking only. It is also contemplated that other locking systems may be used, for example of the type described in WO2007/015669 .
- the carrier 3 is provided with the print 10 on its upper surface facing away from the core 2.
- the carrier 3 is provided with the print 10 on its lower surface facing the core 2.
- the protective layer 4 and/or the coating 5 may be excluded.
- a protective layer 4 is arranged over the carrier 3 forming the decor layer 6 and the coating 5 is excluded.
- the floor panel 1 comprises a core 2 of the type described above with reference to fig. 1 and fig. 2a and a carrier 3 of the type described above with reference to fig. 1a .
- the floor panel 1 corresponds to the floor panel 1 described with reference to fig. 1 and fig. 2a .
- the carrier 3 is provided with two prints 10, 11 of the above described type.
- a first print 10 is printed on a first surface of the carrier 3 facing the core 2.
- a second print 11 is printed on a second surface of the carrier 3 facing away from the core 2.
- the first and the second print 10, 11 may be the same pattern or design.
- the first and second print 10, 11 may differ.
- the first and the second print 10, 11 may be similar pattern or design.
- a protective layer 4 is arranged on the carrier 3.
- a coating 5 may be applied on top of the protective layer 4.
- the floor panel 1 in fig. 2c comprises a core 2, carrier 3 and protective layer 4 of the type described above with reference to fig. 1 and fig. 2a .
- the floor panel 1 corresponds to the floor panel 1 described with reference to fig. 1 and fig. 2a .
- an additional carrier 7 is arranged on the carrier 3.
- a first print 10 is printed on the carrier 3, preferably on an upper surface of the carrier 3 facing away from the core 2.
- a second print 11 is printed on the additional carrier 7, preferably on an upper surface of the additional carrier 7 facing away from the core 2.
- the first and the second print 10, 11 may be the same pattern or design.
- the first and second print 10, 11 may differ.
- the first and the second print 10, 11 may be similar pattern or design.
- a protective layer 4 is arranged on the additional carrier 7.
- a coating 5 may be applied on top of the protective layer 4.
- the additional carrier 7 is of the same type as the carrier 3.
- the second print 11 is printed on a lower surface of the additional carrier 7.
- the protective layer 4 and/or the coating 5 can be excluded.
- the additional carrier 7 also has the function of a protective layer.
- the floor panel 1 corresponds to the floor panel 1 described with reference to fig. 1 and fig. 2a .
- a carrier 3 in form of a foil or film, for forming the decor layer 6 of the above described type is provided.
- the carrier comprises a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof.
- the carrier 3 is arranged on a roll 8.
- a primer is applied on the first surface of the carrier 3.
- the primer is applied on the surface of the carrier 3 adapted to form the decor layer 6.
- the primer is applied on the carrier 3 by an applying device 20.
- the primer may be an aqueous solution a salt, preferably at least one metal salt.
- the metal salt may be a monovalent metal salt, for example comprising a monovalent ion such as Na + .
- the metal salt may be a polyvalent metal salt.
- the polyvalent metal salt comprises divalent ions such as Ca 2+ , Cu 2+ , Ni 2+ , Mg 2+ , Zn 2+ , or Ba 2+ , or trivalent ions such as Al 3+ or Fe 3+ .
- the metal salt may for example be sodium chloride or calcium chloride.
- the metal salt crashes the ink composition resulting in precipitation of the pigment of the ink composition.
- the salt may also be a non-metal salt such as ammonium chloride.
- the salt concentration of the primer may be at least 50% of the saturation point of the salt, preferably at least 70% of the saturation point of the salt, more preferably at least 90% of the saturation point of the salt.
- the primer may be a saturated solution, or a nearly saturated solution.
- the primer may further comprise a wetting agent.
- the wetting agent increases wettability of the surface of the carrier 3.
- the wetting agent may be a non-ionic surfactant.
- the wetting agent may be a silicone surfactant, preferably a non-ionic silicone surfactant.
- the wetting agent may be a polyether modified siloxanes.
- the wetting agent may be a polyether modified polysiloxanes.
- the wetting agent may be a polyether modified polymethyl siloxane.
- the wetting agent may be a polydimethylsiloxane co-polymer.
- the primer may comprise 0.5-4 % wt of the wetting agent, preferably 1-4 % wt such as about 2 % wt of the wetting agent.
- the contact angle of the primer on the carrier may be of less than 50 °, preferably less than 40°, more preferably less than 35°, such that about 30°
- the primer is preferably homogenously applied to the surface of the carrier 3 such that a uniform layer of salt crystals is formed on the surface of the carrier 3.
- the wetting agent facilitates wetting of the surface by the carrier 3.
- the salt crystals are preferably uniformly distributed over the surface of the carrier.
- the primer is coalescent and/or film forming.
- the primer may further comprise a binder.
- the binder of the primer may differ from the binder of the ink composition.
- the aqueous primer dispersion is applied by spraying by means of a spraying device 20 in the embodiment shown in fig. 3a .
- the primer may be applied by digital printing, curtain coating, roller application, blasting, and by mechanical application.
- the primer may form a layer coating the surface of the carrier 3, or the primer may only partly coat the surface of the carrier 3.
- the primer After the primer has been applied, the primer is dried in a heating device 30. Heat is applied to the surface of the carrier 3 adapted to form the decor layer 6 such that the applied primer dries. Heat may be applied in form of for instance infrared light (IR), near infrared light (NIR), heated air or a combination thereof.
- IR infrared light
- NIR near infrared light
- heated air or a combination thereof.
- Evaporation of the water of the primer may be obtained at a quicker pace if the primer is heated before being applied to the surface of the carrier 3.
- the carrier 3 may also be heated before and/or during the primer is applied in order to make the evaporation of the water of the primer faster.
- the heating of the carrier 3 may be achieved by arranging the carrier 3 on a heated plate.
- Additional layers of the primer may be applied to the surface of the carrier 3.
- the primer may be dried between each application step.
- the carrier 3 may be rolled on a roller for storage until printing, or may enter into a printing process.
- the primer comprises a salt applied on the surface of the carrier in solid form.
- the salt is applied by means of the applying device 20, preferably a scattering device.
- the salt is preferably at least one metal salt.
- the metal salt may be a monovalent metal salt, for example comprising a monovalent ion such as Na + .
- the metal salt may be a polyvalent metal salt.
- the polyvalent metal salt comprises divalent ions such as Ca 2+ , Cu 2+ , Ni 2+ , Mg 2+ , Zn 2+ , or Ba 2+ , or trivalent ions such as Al 3+ or Fe 3+ .
- the metal salt may for example be sodium chloride or calcium chloride. The metal salt crashes the ink composition resulting in precipitation of the pigment of the ink composition.
- the salt crystals forming the primer are preferably uniformly distributed over the surface of the carrier 3.
- the salt crystals form preferably a uniform layer on the surface of the carrier 3.
- the primer comprising the salt in solid form may be bonded to the surface of the carrier 3 in several ways.
- the carrier 3 is heated before and/or during the primer is applied such that the salt binds to the carrier.
- the carrier 3 is electrically charged such that the carrier attracts the salt crystals of the primer.
- a plasticizer is applied on the surface of the carrier 3 such that the salt crystals are bonded to the plasticized surface of the carrier 3.
- a solvent may be applied to the surface of the carrier 3.
- the salt crystals are mechanically attached to the surface of the carrier 3, for example by making the surface of the carrier 3 porous.
- the pre-treatment comprises applying a Corona, flaming or plasma treatment on the first surface of the carrier 3 prior to printing.
- the Corona, flaming or plasma treatment increases the wettability of the surface.
- a primer of any of the above described type is applied to the treated surface. The primer is subsequently dried before enter the printing process.
- the carrier 3 is either rolled on roller or enters into a printing process.
- the carrier 3 enters into a printing process after the primer has been applied.
- the carrier 3 enters the printing process after the step of drying the primer.
- a print 6 by digital printing is printed to the pre-treated surface of the carrier 3 adapted to form the decor layer 6 of the floor panel 1.
- the printer 40 is preferably an inkjet printer.
- the printer 40 is a DOD (Drop on Demand) piezo-electric inkjet printer.
- a thermal DOD inkjet printer may also be used.
- the print 6 is applied in a contactless manner.
- the printer 40 comprises at least one inkjet print head 45.
- the printer 40 comprises several inkjet print heads 45.
- CMYK colours or spot colours may be used. If CMYK is used as a colour system, at least four inkjet print heads 45 is required, one for every colour. If spot colours are used, one print head 45 is required for each spot colour. The number of spot colours and thereby the number of print heads 45 may vary.
- the printer 40 shown in figs. 3a and 3b comprises four print heads 45, corresponding to CMYK-colours or four spot colours.
- a number of print heads 45 are arranged one after in a row extending perpendicular to the conveying direction of the carrier 3 through printer.
- Print heads arranged in the same row includes ink having the same colour.
- the width of the row of print heads preferably corresponds to the width of the carrier 3 on which the print 6 is to be applied.
- a first, second, third and fourth row 41, 42, 43, 44 of print heads are arranged one after each other in the conveying direction D of the carrier.
- a first colour is applied by the print heads in the first row 41
- a second colour is applied by the print heads in the second row 42
- a third colour is applied by the print heads in the third row 43
- a fourth colour is applied by the print heads in the fourth row 44.
- a printer 40 comprising a print head having different channels may be used.
- one print head may print one colour or several colours.
- more than one colour can be printed by an individual print head provided with different channels.
- One channel is provided for each colour. Consequently, only one row of print heads may be provided in the printer.
- the ink that is applied by means of the above described inkjet printer 40 is an aqueous pigment ink composition.
- the ink composition comprises pigments giving the ink its specific colour.
- the aqueous ink composition is a heat activated curing ink.
- the ink composition may comprise a binder, water and pigment.
- the binder may for example be a polymer or cellulose.
- the binder may be dispersed in the ink composition.
- the pigment is coated by a binder, preferably a polymer.
- the polymer may carry carboxyl groups.
- the polymer may be styrene, acrylic or methacrylic polymer or copolymer, or unsaturated monomers, polyesters, vinyl polymers or copolymers, aromatic and aliphatic polyurethanes, or alkyd resins.
- the decorative design that is to be printed on the carrier 3 adapted to form the decor layer 6 may be both natural designs and patterns such as a wood pattern or stone pattern.
- the decorative design may also be a fantasy design or pattern.
- the inkjet printer 40 prints a print 10 in form of a decorative design on the primer applied on the surface of the carrier 3 adapted to form the decor layer 6.
- a heating device 50 may be arranged after the digital printer 40, as seen in the conveying direction D of the carrier.
- the heating device 50 may include infrared (IR) heating, near infrared (NIR) heating, heated air or a combination thereof.
- the carrier 3 may be rolled on a roller 8 in order to be stored when the print 6 has dried. It is also contemplated that the printing takes place inline.
- the carrier 3 is printed on one surface only. In an alternative embodiment, the carrier 3 is printed on both surfaces. In that embodiment, a primer as described above is applied to the first surface of the carrier 3, the first surface is printed, a primer as described above is applied to the second surface of the carrier 3, and the second surface is printed. As an alternative, pre-treatment of both surfaces of the carrier 3 takes place before printing on both surfaces of the carrier 3.
- the carrier 3 for forming the decor layer 6 may be cut or punched into a size corresponding to a size of a floor panel 1.
- a film or foil adapted to form the protective layer 4 may be cut or punched into a size corresponding to a size of a floor panel 1
- the protective layer 4 comprises a thermoplastic material such as such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof.
- Core material adapted to form the core 2 may be also cut or punched into a size corresponding to a size of a floor panel 1.
- the core may comprise polyvinyl chloride (PVC) or polypropylene (PP) or be a WPC.
- the decor layer and/or the protective layer are provided on rollers to be bonded together in a continuous process.
- the printed carrier 3 is arranged on a core 2 comprising at least a layer of thermoplastic material to form a decor layer 6.
- the print 10 may be facing the core 2 or may be facing away from the core 2. If more than one carrier 3, 7 are provided, the carriers 3, 7 are arranged on top of each other to form the decor layer 6.
- a protective layer 4 is arranged on the printed carrier 3 forming the decor layer 6.
- the core 2, the printed carrier 3 adapted to form the decor layer 6, and the protective layer 4 are pressed together to form a floor panel 1.
- An embossed press plate may be used to form an embossed surface of the floor panel 1.
- Heat and pressure may be used to press the layers together. The temperature may be 120-200 °C. The pressure may be 5-10 bar.
- the carrier 3 provided with the print is bonded to the protective layer 4.
- the print is located between the carrier 3 and the protective layer 4 being bonded together.
- the carrier 3 is also bonded to the core 2.
- the coating 5 may comprise an acrylate oligomer, methacrylate oligomer, or unsaturated polyester.
- the floor panel 1 may be further divided into floor panels or floorboards.
- a mechanical locking system of the above described type may be formed at at least one edge of the floor panel.
- the printed carrier 3 is bonded to the protective layer 4 by pressing them together to form a decorative substrate 9. Heat and pressure may be used to press the layers together.
- the print is located between the carrier 3 and the protective 4 being bonded together.
- the decorative substrate 9 may be bonded by pressing to a core of any type in a subsequent step, or simultaneously as bonding the printed carrier 3 to the protective layer 4.
- the core may comprise a thermoplastic material, or at least a layer comprising a thermoplastic material, or may be a wood-based material.
- the decorative substrate 9 comprising the printed carrier and the protective layer may be stored on, for example, a roller, and later be adhered to a core.
- the core may comprise other materials than a thermoplastic material.
- the decorative substrate forms a printed, thermoplastic laminate.
- a panel as described above may not only be a floor panel, but may also be a building panel such as ceiling panel, a wall panel, a furniture component etc.
- printing and primer application steps may be performed in an inline process or in an offline process.
- the printing may be performed by rotogravure printing, screen printing etc. as alternative to digital printing.
- drying of the primer may be excluded, depending on the properties of the primer.
- a layer may be arranged between the carrier forming the decor layer and the core.
- a layer having a uniform colour may be arranged between the carrier and the core.
- a white, PVC foil for LVT was printed directly on by means of a digital printer with a water based ink. The print was dried in 60°C during 10 min. The printed foil was bonded to a transparent protective foil of PVC for LVT in a hot/cold-pressing step at 185°C for 70 seconds at approximately 6 bar pressure, followed by cooling down to 25°C at approximately 5 bar pressure. The bonding between the printed PVC foil and the protective foil was good.
- the resulting print is of poor quality due to the difference in surface tension between the ink and the LVT-foil.
- the ink drops have agglomerated to large ink drops.
- the ink drops have started to bleed into each other.
- a white, PVC foil for LVT was treated with a primer comprising 30g/100ml of NaCI dissolved in deionized water, corresponding to 84% of the saturation point for NaCI in water.
- the foil was dried before further steps.
- the contact angle of the primer on the PVC foil was measured to about 90°.
- the foil treated with the primer was printed by means of a digital printer with a water based ink .
- the print was dried in 60°C during 10 min.
- the printed foil was bonded to a transparent protective foil of PVC for LVT in a hot/cold-pressing step at 185°C for 70 seconds at approximately 6 bar pressure, followed by cooling down to 25°C at approximately 5 bar pressure.
- the bonding between the printed PVC foil and the protective foil was good.
- a white, PVC foil for LVT was treated with a primer comprising 30g/100ml of NaCI dissolved in deionized water, corresponding to 84% of the saturation point for NaCl in water. 2.0 weight-% of BYK 345 as a wetting agent was added to the primer solution. The contact angle of the primer on the PVC foil was measured as less than 40°. The foil was dried before further steps.
- the foil treated with the primer was printed by means of a digital printer with a water based ink. The print was dried in 60°C during 10 min. The printed foil was bonded to a transparent protective foil of PVC for LVT in a hot/cold-pressing step at 185°C for 70 seconds at approximately 6 bar pressure, followed by cooling down to 25°C at approximately 5 bar pressure. The bonding between the printed PVC foil and the protective foil was good.
- the primer was evenly applied over the surface on the LVT-foil.
- the printed image was not fixated evenly due to insufficient concentration of NaCl in the primer.
- a white, PVC foil for LVT was treated with a primer comprising 35g/100ml of NaCl dissolved in deionized water, corresponding to 97% of the saturation point for NaCl in water. 2.0 weight-% of BYK 345 as a wetting agent was added to the primer solution. The contact angle of the primer on the PVC foil was measured as less than 40°. The foil was dried before further steps.
- the foil treated with the primer was printed by means of a digital printer with a water based ink. The print was dried in 60°C during 10 min. The printed foil was bonded to a transparent protective foil of PVC for LVT in a hot/cold-pressing step at 185°C for 70 seconds at approximately 6 bar pressure, followed by cooling down to 25°C at approximately 5 bar pressure. The bonding between the printed PVC foil and the protective foil was good.
- the primer is evenly applied over the surface on the LVT-foil.
- the printed image is fixated evenly over the surface of the foil and a print result with good colour strength and resolution is achieved.
- the amount of wetting agent applied in the above examples is adapted to the foil used, and to the surface tension of the foil, in the examples, and may be different when using a different substrate and/or different wetting agent.
- the amount of salt applied in the above examples is adapted to the ink used in the examples, and may be different when using a different ink and/or different type of salt.
Landscapes
- Floor Finish (AREA)
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Laminated Bodies (AREA)
- Inks, Pencil-Leads, Or Crayons (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Finishing Walls (AREA)
Description
- The present invention relates to a method of producing a building panel comprising a core and a printed carrier of a thermoplastic material forming a decor layer. The invention also relates to a method of forming a decorative substrate.
- In recent years, so-called Luxury Vinyl Tiles and Planks (LVT) have gained increasing success. These types of floor panels usually comprise a thermoplastic core, a thermoplastic decor layer arranged on the core, a protective layer on the decor layer, and a coating applied on the protective layer. The thermoplastic material is often PVC. The decor layer is printed with a pattern resembling natural stone, wood, ceramics etc. The pattern is often printed by rotogravure printing or direct printing. However, rotogravure printing or direct printing does not offer the desired flexibility in changing design of the patterns and adapting patterns for different needs of clients. Furthermore, a certain repetition of the pattern cannot be avoided by rotogravure printing or direct printing.
- Recently, digital printing has offered new possibilities to the flooring industry to customize decorative patterns for flooring applications and to print small quantities of decor layers. By digital printing is conventionally meant printing by means of non-contact printing, for example using a Drop-on-Demand (DOD) technique. A drop of ink is placed with great accuracy on a paper or wood surface. Examples of DOD techniques are piezoelectric DOD inkjet and thermal DOD inkjet. In a piezoelectric DOD inkjet printer, the piezoelectric material changes shape when a voltage is applied. The change of shape of the piezoelectric material generates a pressure pulse in the fluid, thereby ejecting a droplet of ink from the nozzle. In a thermal DOD inkjet printer, ink drops are ejected by forming an ink vapour bubble by heating the ink.
- Different kind of inks may be used for digital printing, such as UV curable inks, solvent based inks and aqueous inks (also called waterborne or water based inks). When printing on a thermoplastic surface such as a layer adapted to from a decor layer of a LVT, printing is facilitated by using UV curable inks or solvent based inks compared to aqueous inks. Printing with an aqueous ink on a thermoplastic surface has proved to be difficult. A drop of an aqueous ink does not stay but tends to bleed on the thermoplastic surface, resulting in a print of low quality. However, due to environmental reasons, it is favourable to replace UV curable inks and solvent based inks.
- When the floor panel is assembled, the protective layer is bonded to the thermoplastic decor layer. It is thus important that the print does not affect the bonding between the layers adversely.
-
WO 2012/004701 discloses a LVT floor panel comprising a substrate and a top layer, wherein the top layer is composed at least of a print and a transparent thermoplastic layer. The print may be provided on a carrier sheet forming together with the print a printed synthetic film. The synthetic film may be a PVC-, PU-, or PP-based film. The print is preferably performed with solvent inks or with water-based inks. -
US 4,554,200 discloses a primer coating applied to a polyester film prior to printing as an aqueous medium consisting essentially of a material selected from the group consisting of a water soluble alkali metal salt of an unsaturated fatty acid having from about 10 to 18 carbon atoms and mixtures of such salts or a water soluble alkali metal salt of an alkyl sulfate having from about 8 to 18 carbon atoms and mixtures of such salts. -
EP 0 739 743 discloses an ink jet recording method, wherein a reaction solution and an ink compositing are used to conduct printing on a recording medium such as paper. The reaction solution comprises a polyvalent metal salt. -
EP 1 041 126 -
US 2010/0231671 discloses a pretreatment for low and non-porous media for ink jet printing. The media is pretreated with a pretreatment solution comprising an aqueous multivalent cationic salt solution and a surfactant. -
JP 2006 281538 - It is an object of at least certain embodiments of the present invention to provide an improvement or at least an alternative over the above described techniques and known art.
- A further object of at least certain embodiments of the present invention is to provide a method for producing a building panel comprising a thermoplastic decor layer including printing with an aqueous pigment ink composition.
- A further object of at least certain embodiments of the present invention is to provide an improved print with an aqueous pigment ink on a thermoplastic material.
- A further object of at least certain embodiments of the present invention is to reduce bleeding of an aqueous pigment ink on a thermoplastic material.
- A further object of at least certain embodiments of the present invention is to provide an improved print with an aqueous pigment ink on a thermoplastic material without negatively affecting the bonding of the printed thermoplastic surface to another layer such as a protective layer arranged on the printed surface.
- At least some of these and other objects and advantages that will be apparent from the description have been achieved by a method of producing a building panel such as a floor panel, comprising
providing a carrier comprising a thermoplastic material,
printing a first print on a first surface of the carrier with an aqueous pigment ink composition,
applying a protective layer comprising a thermoplastic material on the first surface of the carrier,
pressing, by applying heat and pressure, the protective layer and the carrier together to form a decorative substrate,
the method being characterised by applying a primer comprising at least one salt, preferably a metal salt, on a first surface of the carrier prior to printing the first print, wherein said salt precipitates or agglomerates the pigment of the ink composition. - In the building panel, the printed carrier forms a decor layer of the floor panel. Preferably, the protective layer is arranged on the first surface of the carrier. Preferably, a second surface of the carrier is facing the core.
- Aqueous inks may also be called water based or waterborne inks.
- The building panel may be a floor panel. The floor panel may be of the type usually named Luxury Vinyl Tile (LVT) or Luxury Vinyl Plank.
- According to another aspect of the invention, the core may be formed of a different material than a thermoplastic material, for example a wood-based material such as MDF or HDF. The core according to the first aspect of the invention may comprise a layer comprising a thermoplastic material arranged on a substrate, for example a wood-based substrate such as MDF or HDF.
- It is disclosed herein that it is possible to create advanced designs of the decor layer in a more flexible and less expensive way compared rotogravure printing or direct printing. The design of the print can be customized and repetition of the pattern can be avoided.
- An advantage is that an aqueous ink composition can be used also when printing on a carrier of thermoplastic material. When printing with an aqueous ink composition without any primer applied to the surface before printing, the inks drops tend to displace on the surface of the carrier and tend to mix into each other, thus resulting in a print of bad quality and a print being indistinct.
- The primer is adapted to change the properties of the surface of the carrier such that the surface becomes more suitable for printing with an aqueous pigment ink composition. The primer may for example be adapted to increase the wettability of the surface of the carrier such that the surface of the carrier obtains hydrophilic properties.
- The primer comprises at least one salt, preferably an inorganic salt, more preferably a metal salt. The salt may be a polyvalent metal salt.
- The primer preferably forms a layer of uniformly distributed salt crystals on the surface of the carrier. Preferably, the primer is coalescent and/or film forming.
- The primer comprising the salt is adapted to crash the ink composition. The salt of the primer precipitates or agglomerates the pigment of the ink composition. The salt reacts with the aqueous ink composition such that the pigment of the ink composition precipitates. By crashing the aqueous pigment ink composition, the ink drops are fixed at the position on the carrier where the ink drops are placed by the nozzle. By crashing the aqueous pigment ink composition, the ink drops are prevented from being mixed with each other. The primer makes the ink drops stay on the position where the ink drops are applied on the surface of the carrier. The primer prevents the ink drops from accumulating and mixing into large ink drops. The primer prevents the ink drops from moving on the surface of the carrier. Thereby, it is possible to print with an aqueous pigment ink composition on a thermoplastic surface. Furthermore, by applying the primer before printing, a print of high quality made by digital printing with an aqueous pigment ink composition can be obtained. Thereby, it is possible to produce a building panel such as a floor panel of LVT type having a print of high quality obtained in an environmentally friendly way.
- Furthermore, using a primer comprising salt does not adversely affect, or at least substantially adversely affect, the bonding of the printed carrier to the protective layer when applying heat and pressure to form the building panel. The primer and the print do not reduce, or at least substantially reduce, the bonding strength between the layers. Thereby, the desired bonding between the carrier and the protective layer is still achieved.
- Furthermore, the print is not affected, or at least substantially affected, by pressing the layers together for forming a building panel such as a floor panel by applying heat and pressure. The primer has already agglomerated the ink such that the ink drops are fixed on the carrier and not affected by the pressing.
- The primer may be an aqueous solution comprising said at least one salt. The primer is applied prior to printing the print. The composition of the primer may be adapted to match the composition of the ink. The primer may be applied as a coating layer on the carrier. Alternatively, the primer does not completely cover the surface of the carrier. The primer may be applied to parts of the surface of the carrier. For example, if only a portion of the carrier is to be printed, such as a second print is to be printed on an already printed surface, the primer is only applied to this portion of the carrier.
- The primer may be applied by means of digital printing. Thereby, application of the primer may be controlled with high accuracy. For example, by applying the primer to only certain areas of the carrier, bleeding of the ink may be controlled in order to obtained a desired effect.
- The primer may be an aqueous solution comprising said salt.
- The salt concentration of the primer may be at least 50% of the saturation point of the salt, preferably at least 70% of the saturation point of the salt, more preferably at least 90% of the saturation point of the salt. In one embodiment, the primer is a nearly saturated salt dispersion. The primer may be heated to a temperature above room temperature, for example to 40-60°C.
- The primer applied on the carrier may have a contact angle with water of less than 50°, preferably less than 40°, more preferably less than 35°, such that about 30°. By decreasing the contact angle, spreading of the primer, and thereby the salt of the primer, on the surface of the carrier is improved. Thereby, the salt is uniformly distributed on the surface such that a uniform base for the ink is formed.
- The primer may comprise a wetting agent. The wetting agent increases the wettability of the surface of the carrier. Wetting of the surface is thereby facilitated. The wetting agent of the primer results in that the surface of the carrier coated by the primer obtains hydrophilic properties. By increasing the wetting of the surface, the salt crystals are homogenously distributed over the surface of the carrier, which improves the print result. The wetting agent does not adversely affect the bonding of the printed carrier to the protective layer.
- The wetting agent may be a non-ionic surfactant. The primer may as an example comprise about 0.5-4 % wt of the wetting agent, preferably 1-4 % wt such as about 2 % wt. The type and amount of wetting agent may be adapted to the surface tension of the carrier.
- The primer may be applied by means of digital printing. Thereby, application of the primer may be controlled with high accuracy. For example, by applying the primer to only certain areas of the carrier, bleeding of the ink may be controlled in order to obtained a desired effect.
- The method may further comprise drying the primer applied on the first surface of the carrier prior to printing. Alternatively, printing in a wet primer may also be possible, depending on the primer used.
- More than one layer of a primer may also be applied to the surface of the carrier. The step of applying the primer may comprise applying a primer, drying the applied primer, applying an additional layer of the primer, and drying the applied primer prior to printing. By applying more than one layer of the primer, coating the surface of the carrier by the primer is facilitated.
- In one embodiment, the salt is applied on the carrier in solid form. Preferably, the solid salt crystals are uniformly distributed over the surface of the carrier. The solid salt crystals may be attached to the surface of the carrier in several ways. In one embodiment, the carrier is heated prior and/or during the salt is applied in solid form. In one embodiment, the carrier is electrically charged such that the surface of the carrier attracts the salt particles. In one embodiment, a plasticizer is applied to the surface of the carrier. The solid salt particles are applied to the plasticized surface of the carrier. In one embodiment, the solid salt particles are mechanically attached to the surface of the carrier. For example, the surface of the carrier may be porous in order to facilitate the bonding of the salt particles to the surface of the carrier.
- The aqueous pigment ink composition may be a heat activated curing ink. A heat activated curing ink cures when being exposed to heat. When applying heat to the ink composition, the binder in the ink composition cures and the ink is thereby fixed to the surface. When the binder has cured, bleeding of the ink is reduced. By using a heat activated curing ink instead of UV curing ink, a more environmentally friendly process is obtained.
- The aqueous pigment ink composition may comprise a binder, water and a pigment. The binder may be dispersed in the ink composition. The binder may be a polymer or cellulose. Alternatively, the pigment may be coated with a binder, preferably a polymer. The pigment may be dispersed in the ink composition.
- The method may further comprise applying heat to the print. By applying heat, the binder of the aqueous ink composition cures. Furthermore, the heat makes the aqueous ink composition dry faster. As an alternative or complement, the carrier may also be heated before and/or during printing on the surface of the carrier.
- The printing may be made by an inkjet printer, preferably a piezo-electric DOD (Drop on Demand) inkjet printer.
- The surface of the carrier may be pre-treated by corona, flaming or plasma. Corona, plasma and flaming treating the surface of the carrier enhances the chemical bonding to the resin matrix in the carrier. Thereby, bonding of the ink to the carrier is improved. Corona, flaming or plasma treatment increases the wettability of the surface of the carrier. Corona, flaming or plasma treatment may be combined with applying a primer after corona, flaming or plasma treatment.
- The first surface of the carrier may be facing the core. The print is thereby printed at a lower surface of the carrier.
- The first surface of the carrier may be facing away from the core. The print is thereby printed at an upper surface of the carrier.
- The method may further comprise printing a second print by means of digital printing on a second surface of the carrier. Consequently, the carrier is provided with a print on both its surfaces. Same pattern or design may be printed on both surfaces of the carrier. Alternatively, the print or design may be different. The first and second print may together form a specific design.
- The method may further comprise printing a second print by means of digital print on the first print. The first and second print may be the same design or pattern. Alternatively, the first and second print may differ. The first and second print may together form a specific design.
- The method may further comprise arranging an additional carrier on the first carrier, and printing by means of digital printing a second print on a surface of the second carrier.
- The method may further comprise applying decorative elements on the carrier. The decorative elements may for example be mineral particles, plastic particles, glass particles, coloured fibres, or mother of pearl, creating a decorative effect. The mineral particles may be Granostar® or similar. The decorative elements may be solid particles, preferably having a size exceeding 1 µm.
- The protective layer may comprise a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof. The protective layer may be provided with a coating, preferably a UV curable coating, more preferably a coating comprising acrylate oligomers, methacrylate oligomers, or unsaturated polyester. It is also contemplated that only a coating forming a protective layer is applied on the carrier forming the decor layer.
- The thermoplastic material of the carrier may be polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof. The thermoplastic material of the core may be polyvinyl chloride (PVC) or polypropylene (PP). The thermoplastic core may be a Wood Plastic Composite (WPC).
- The method may further comprise pressing the core, the carrier having the print thereon and the protective layer with an embossed press plate. Thereby, a building panel having an embossed structure is formed.
- The method may further comprise forming a mechanical locking system for horizontal and/or vertical locking of adjacent building panels at at least one edge of the building panel.
- A building panel such as a floor panel is disclosed herein. The building panel comprises a core comprising a thermoplastic material, a printed decor layer comprising a thermoplastic material, and a protective layer arranged on the printed decor layer, wherein the decor layer is provided with a primer layer arranged on a surface of the decor layer and a print is arranged on the primer layer, wherein the print comprises an aqueous pigment ink composition and the primer layer comprises salt, preferably a metal salt.
- The aqueous pigment ink composition may be a heat activated curing ink. The metal salt may be a polyvalent metal salt.
- A method for forming a decorative substrate is also disclosed herein. The method comprises providing a carrier comprising a thermoplastic material, applying a primer comprising at least one salt, preferably a metal salt, on a first surface of the carrier, printing, preferably by digital printing, a first print on said first surface of the carrier with an aqueous pigment ink composition, applying a protective layer comprising a thermoplastic material on the first surface of the carrier, pressing the protective layer and the carrier together to form a decorative substrate.
- The previous discussion is applicable also for the method discussed above.
- For example, the primer comprising the salt is adapted to crash the ink composition. The salt of the primer precipitates or agglomerates the pigment of the ink composition. The salt reacts with the aqueous ink composition such that the pigment of the ink composition precipitates. By crashing the aqueous pigment ink composition, the ink drops are fixed at the position on the carrier where the ink drops are placed by the nozzle. By crashing the aqueous pigment ink composition, the ink drops are prevented from being mixed with each other. The primer makes the ink drops stay on the position where the ink drops are applied on the surface of the carrier. The primer prevents the ink drops from accumulating and mixing into large ink drops. The primer prevents the ink drops from moving on the surface of the carrier. Thereby, it is possible to print with an aqueous pigment ink composition on a thermoplastic surface. Furthermore, by applying the primer before printing, a print of high quality made by digital printing with an aqueous pigment ink composition can be obtained. Thereby, it is possible to produce a floor panel of LVT type having a print of high quality obtained in an environmentally friendly way.
- Furthermore, using a primer comprising salt does not adversely affect, or at least substantially adversely affect, the bonding of the printed carrier to the protective layer when applying heat and pressure to form the building panel. The primer and the print do not reduce, or at least substantially reduce, the bonding strength between the layers. Thereby, the desired bonding between the carrier and the protective layer is still achieved.
- Furthermore, the print is not affected, or at least not substantially affected, by pressing the layers together for forming a building panel by applying heat and pressure. The primer has already agglomerated the ink such that the ink drops are fixed on the carrier and not affected by the pressing.
- Pressing may be performed by applying heat and pressure. By applying heat pressure, the carrier with the print and the protective layer are bonded together. The decorative substrate may be bonded to a core. The core may, for example, comprise a thermoplastic material, or a wood-based material such as MDF or HDF.
- The salt may be applied on the carrier in solid form.
- The primer may be an aqueous solution comprising said salt.
- The salt concentration of the primer may be at least 50% of the saturation point of the salt, preferably at least 70% of the saturation point of the salt, more preferably at least 90% of the saturation point of the salt.
- The primer applied on the carrier may have a contact angle of less than 50°, preferably less than 40°, more preferably less than 35°, such that about 30°.
- The primer may comprise a wetting agent. The primer may as an example comprise 0.5-4 % wt of the wetting agent, preferably 1-4 % wt such as about 2 % wt. The wetting agent may comprise a non-ionic surfactant.
- The primer may be applied by means of digital printing.
- The method may further comprise drying the primer applied on the first surface of the carrier prior to printing.
- The aqueous pigment ink composition may be a heat activated curing ink.
- The aqueous pigment ink composition may comprise a binder, water and a pigment.
- The method may further comprise applying heat to the print.
- The printing may be made by an inkjet printer, preferably a piezo-electric DOD (Drop on Demand) inkjet printer.
- The protective layer may comprise a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), or polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof.
- The thermoplastic material of the carrier may be polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), or polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof.
- The present invention will by way of example be described in more detail with reference to the appended schematic drawings, which show embodiments of the present invention.
-
Fig. 1 illustrates a top view of a building panel such as a floor panel. -
Fig. 2a illustrates a cross-section of a building panel such as a floor panel. -
Fig. 2b illustrates a cross-section of a building panel such as a floor panel. -
Fig. 2c illustrates a cross-section of a building panel such as a floor panel. -
Fig. 2d illustrates a cross-section of a building panel such as a floor panel. -
Fig. 3a illustrates a side view of a printing line. -
Fig. 3b illustrates a side view of an alternative printing line. -
Fig. 3c illustrates a top view of the printing line infig. 3a . -
Fig. 4 illustrates bonding of layers for forming a building panel. -
Fig. 5 illustrates a decorative substrate. - A building panel such as a
floor panel 1 will now be described with reference tofig. 1 and figs. 2a-d . Thefloor panel 1 comprises acore 2, acarrier 3 provided with a print forming adecor layer 6, and aprotective layer 4. Thecore 2, thecarrier 3 and theprotective layer 4 are bonded together to form thefloor panel 1. Thefloor panel 1 may also be provided with a backing layer (not shown) arranged on the lower surface of thecore 2. Acoating 5 may be provided on top of theprotective layer 4. - The
core 2 comprises a thermoplastic material. The thermoplastic material may be polyvinyl chloride (PVC) or polypropylene (PP). Thecore 2 may further comprise fillers, for example calcium carbonate, and additives such as plasticizer, impact modifier, stabilizer, processing aids, pigment, lubricants etc. Alternatively, the core may be a Wood Plastic Composite (WPC) comprising a thermoplastic binder and wood fibres or particles. - The
core 2 may also comprise more than one layer. The layers may be of similar or different material. Thecore 2 may comprise several layers comprising a thermoplastic material, or may comprise at least one layer comprising a thermoplastic material arranged on a substrate of, for example, a wood based material such as MDF or HDF. - The
carrier 3 comprises a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof. The carrier may further comprise additives such as a plasticizer. Thecarrier 3 may be in form of a thermoplastic foil or film. The thickness of thecarrier 3 may be 0.01-1 mm. Thecarrier 3 may be transparent, coloured or opaque. The colour of thecarrier 3 may form a base colour for the print. - The
protective layer 4 is arranged on thecarrier 3. Theprotective layer 4 is bonded to thecarrier 3. Theprotective layer 4 may be in form of a thermoplastic foil or film. Theprotective layer 4 comprises a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof. Theprotective layer 4 may further comprise additives such as a plasticizer. The thickness of theprotective layer 4 may be 0.01-1 mm. Wear resistant particles such as aluminium oxide particles may be included in theprotective layer 4. Theprotective layer 4 is preferably transparent. - A
coating 5 may be arranged on theprotective layer 4. Thecoating 5 is preferably a UV curable coating, more preferably a coating comprising an acrylate oligomer, methacrylate oligomer, or unsaturated polyester. - In an alternative embodiment, the
protective layer 4 is formed by the coating applied directly on the printedcarrier 3 forming thedecor layer 6. - The
floor panel 1 may be provided with a backing layer (not shown) on the lower surface of the core. The backing layer may comprise a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), or polyethylene terephthalate (PET). - The
carrier 3 is provided with aprint 10 giving the carrier its decorative properties. The printedcarrier 3 forms adecor layer 6. Theprint 10 may be a decorative design. The decorative design may be natural designs and patterns such as a wood pattern or stone pattern. The decorative design may also be a fantasy design or pattern or a photograph. - The print is applied to a primer layer comprising at least one salt, preferably a metal salt. The salt crystals form a primer layer onto which the pigments of the ink are injected. The salt crystals preferably form a uniform layer. The print and the primer will be described in more detail with reference to
figs. 3a-c . - The
floor panel 1 is provided with a mechanical locking system for locking thefloor panel 1 to adjacent floor panels horizontally and/or vertically. The mechanical locking system comprises at a first edge of the floor panel atongue groove 16 adapted to receive atongue 15 of an adjacent floor panel, and alocking strip 12 provided with a lockingelement 13 adapted to cooperate with a lockinggroove 14 of an adjacent floor panel and lock thefloor panel 1 in a horizontal direction to the adjacent floor panel. The mechanical locking system further comprises at a second edge a lockinggroove 14 adapted to receive a lockingelement 13 of an adjacent floor panel, and atongue 15 adapted cooperate with atongue groove 16 of an adjacent floor panel and lock thepanel 1 in a vertical direction. The mechanical locking system is formed in thecore 2 of thefloor panel 1. Both long side edges and short side edges of thefloor panel 1 may be provided with a mechanical locking system. Alternatively, long side edges of thefloor panel 1 may be provided with the mechanical locking system for horizontally and vertically locking, and the short side edges may be provided with a mechanical locking system for horizontally locking only. It is also contemplated that other locking systems may be used, for example of the type described inWO2007/015669 . - In
fig. 2a , thecarrier 3 is provided with theprint 10 on its upper surface facing away from thecore 2. - In
fig. 2b , thecarrier 3 is provided with theprint 10 on its lower surface facing thecore 2. In this embodiment, theprotective layer 4 and/or thecoating 5 may be excluded. In the shown embodiment, aprotective layer 4 is arranged over thecarrier 3 forming thedecor layer 6 and thecoating 5 is excluded. In the embodiment shown infig. 2b , thefloor panel 1 comprises acore 2 of the type described above with reference tofig. 1 andfig. 2a and acarrier 3 of the type described above with reference tofig. 1a . In all other aspects, thefloor panel 1 corresponds to thefloor panel 1 described with reference tofig. 1 andfig. 2a . - In
fig. 2c , thecarrier 3 is provided with twoprints first print 10 is printed on a first surface of thecarrier 3 facing thecore 2. Asecond print 11 is printed on a second surface of thecarrier 3 facing away from thecore 2. The first and thesecond print second print second print protective layer 4 is arranged on thecarrier 3. Acoating 5 may be applied on top of theprotective layer 4. Thefloor panel 1 infig. 2c comprises acore 2,carrier 3 andprotective layer 4 of the type described above with reference tofig. 1 andfig. 2a . In all other aspect, thefloor panel 1 corresponds to thefloor panel 1 described with reference tofig. 1 andfig. 2a . - In
fig. 2d , anadditional carrier 7 is arranged on thecarrier 3. Afirst print 10 is printed on thecarrier 3, preferably on an upper surface of thecarrier 3 facing away from thecore 2. Asecond print 11 is printed on theadditional carrier 7, preferably on an upper surface of theadditional carrier 7 facing away from thecore 2. By printing on two layers, advanced designs of the print may be obtained. The first and thesecond print second print second print protective layer 4 is arranged on theadditional carrier 7. Acoating 5 may be applied on top of theprotective layer 4. Theadditional carrier 7 is of the same type as thecarrier 3. - Alternatively, the
second print 11 is printed on a lower surface of theadditional carrier 7. In this embodiment, theprotective layer 4 and/or thecoating 5 can be excluded. Thus, theadditional carrier 7 also has the function of a protective layer. - In all other aspects, such as for example the composition of the
core 2,carrier 3,protective layer 4 andcoating 5, thefloor panel 1 corresponds to thefloor panel 1 described with reference tofig. 1 andfig. 2a . - A method of producing a building panel such as a
floor panel 1, and especially printing a decorative design, will now be described with reference tofigs. 3a, 3b and 3c . Acarrier 3, in form of a foil or film, for forming thedecor layer 6 of the above described type is provided. The carrier comprises a thermoplastic material such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof. Thecarrier 3 is arranged on aroll 8. - A primer is applied on the first surface of the
carrier 3. The primer is applied on the surface of thecarrier 3 adapted to form thedecor layer 6. The primer is applied on thecarrier 3 by an applyingdevice 20. - The primer may be an aqueous solution a salt, preferably at least one metal salt. The metal salt may be a monovalent metal salt, for example comprising a monovalent ion such as Na+. The metal salt may be a polyvalent metal salt. Preferably, the polyvalent metal salt comprises divalent ions such as Ca2+, Cu2+, Ni2+, Mg2+, Zn2+, or Ba2+, or trivalent ions such as Al3+ or Fe3+. The metal salt may for example be sodium chloride or calcium chloride. The metal salt crashes the ink composition resulting in precipitation of the pigment of the ink composition. The salt may also be a non-metal salt such as ammonium chloride.
- The salt concentration of the primer may be at least 50% of the saturation point of the salt, preferably at least 70% of the saturation point of the salt, more preferably at least 90% of the saturation point of the salt. The primer may be a saturated solution, or a nearly saturated solution.
- The primer may further comprise a wetting agent. The wetting agent increases wettability of the surface of the
carrier 3. The wetting agent may be a non-ionic surfactant. The wetting agent may be a silicone surfactant, preferably a non-ionic silicone surfactant. The wetting agent may be a polyether modified siloxanes. The wetting agent may be a polyether modified polysiloxanes. The wetting agent may be a polyether modified polymethyl siloxane. As an alternative, the wetting agent may be a polydimethylsiloxane co-polymer. The primer may comprise 0.5-4 % wt of the wetting agent, preferably 1-4 % wt such as about 2 % wt of the wetting agent. - The contact angle of the primer on the carrier may be of less than 50 °, preferably less than 40°, more preferably less than 35°, such that about 30°
- The primer is preferably homogenously applied to the surface of the
carrier 3 such that a uniform layer of salt crystals is formed on the surface of thecarrier 3. The wetting agent facilitates wetting of the surface by thecarrier 3. The salt crystals are preferably uniformly distributed over the surface of the carrier. Preferably, the primer is coalescent and/or film forming. - The primer may further comprise a binder. The binder of the primer may differ from the binder of the ink composition.
- The aqueous primer dispersion is applied by spraying by means of a
spraying device 20 in the embodiment shown infig. 3a . Alternatively, the primer may be applied by digital printing, curtain coating, roller application, blasting, and by mechanical application. - The primer may form a layer coating the surface of the
carrier 3, or the primer may only partly coat the surface of thecarrier 3. By controlling the amount of the primer and on which parts of thecarrier 3 the primer is applied, certain properties of the print can be controlled, for example bleeding of the ink, and the design of the print can be altered. - After the primer has been applied, the primer is dried in a
heating device 30. Heat is applied to the surface of thecarrier 3 adapted to form thedecor layer 6 such that the applied primer dries. Heat may be applied in form of for instance infrared light (IR), near infrared light (NIR), heated air or a combination thereof. By drying the primer such that the aqueous parts of the primer evaporate, the risk is reduced that the ink applied during printing starts to bleed. - Evaporation of the water of the primer may be obtained at a quicker pace if the primer is heated before being applied to the surface of the
carrier 3. - The
carrier 3 may also be heated before and/or during the primer is applied in order to make the evaporation of the water of the primer faster. The heating of thecarrier 3 may be achieved by arranging thecarrier 3 on a heated plate. - Additional layers of the primer may be applied to the surface of the
carrier 3. The primer may be dried between each application step. - After the primer has been dried, the
carrier 3 may be rolled on a roller for storage until printing, or may enter into a printing process. - In another embodiment, which is shown in
fig. 3b , the primer comprises a salt applied on the surface of the carrier in solid form. The salt is applied by means of the applyingdevice 20, preferably a scattering device. The salt is preferably at least one metal salt. The metal salt may be a monovalent metal salt, for example comprising a monovalent ion such as Na+. The metal salt may be a polyvalent metal salt. Preferably, the polyvalent metal salt comprises divalent ions such as Ca2+, Cu2+, Ni2+, Mg2+, Zn2+, or Ba2+, or trivalent ions such as Al3+ or Fe3+. The metal salt may for example be sodium chloride or calcium chloride. The metal salt crashes the ink composition resulting in precipitation of the pigment of the ink composition. - The salt crystals forming the primer are preferably uniformly distributed over the surface of the
carrier 3. The salt crystals form preferably a uniform layer on the surface of thecarrier 3. - The primer comprising the salt in solid form may be bonded to the surface of the
carrier 3 in several ways. In one embodiment, thecarrier 3 is heated before and/or during the primer is applied such that the salt binds to the carrier. In one embodiment, thecarrier 3 is electrically charged such that the carrier attracts the salt crystals of the primer. In one embodiment, a plasticizer is applied on the surface of thecarrier 3 such that the salt crystals are bonded to the plasticized surface of thecarrier 3. Alternatively, a solvent may be applied to the surface of thecarrier 3. In one embodiment, the salt crystals are mechanically attached to the surface of thecarrier 3, for example by making the surface of thecarrier 3 porous. - It is also contemplated that a combined pre-treatment may be used. Alternatively, the pre-treatment comprises applying a Corona, flaming or plasma treatment on the first surface of the
carrier 3 prior to printing. The Corona, flaming or plasma treatment increases the wettability of the surface. Thereafter, a primer of any of the above described type is applied to the treated surface. The primer is subsequently dried before enter the printing process. As described above, thecarrier 3 is either rolled on roller or enters into a printing process. - In
fig. 3a, 3b and 3c , thecarrier 3 enters into a printing process after the primer has been applied. In infig. 3a , thecarrier 3 enters the printing process after the step of drying the primer. In the printing process, which is similar for both the disclosuresshown infigs. 3a and 3b , aprint 6 by digital printing is printed to the pre-treated surface of thecarrier 3 adapted to form thedecor layer 6 of thefloor panel 1. - The
printer 40 is preferably an inkjet printer. Preferably, theprinter 40 is a DOD (Drop on Demand) piezo-electric inkjet printer. A thermal DOD inkjet printer may also be used. Theprint 6 is applied in a contactless manner. - The
printer 40 comprises at least oneinkjet print head 45. Preferably, theprinter 40 comprises several inkjet print heads 45. CMYK colours or spot colours may be used. If CMYK is used as a colour system, at least four inkjet print heads 45 is required, one for every colour. If spot colours are used, oneprint head 45 is required for each spot colour. The number of spot colours and thereby the number of print heads 45 may vary. Theprinter 40 shown infigs. 3a and 3b comprises fourprint heads 45, corresponding to CMYK-colours or four spot colours. - Preferably, a number of print heads 45 are arranged one after in a row extending perpendicular to the conveying direction of the
carrier 3 through printer. Print heads arranged in the same row includes ink having the same colour. The width of the row of print heads preferably corresponds to the width of thecarrier 3 on which theprint 6 is to be applied. - In the shown
digital printer 40, a first, second, third andfourth row first row 41, a second colour is applied by the print heads in thesecond row 42, a third colour is applied by the print heads in thethird row 43 and a fourth colour is applied by the print heads in thefourth row 44. - Alternatively, a
printer 40 comprising a print head having different channels may be used. In this case, one print head may print one colour or several colours. Thereby, more than one colour can be printed by an individual print head provided with different channels. One channel is provided for each colour. Consequently, only one row of print heads may be provided in the printer. - The ink that is applied by means of the above described
inkjet printer 40 is an aqueous pigment ink composition. The ink composition comprises pigments giving the ink its specific colour. Preferably, the aqueous ink composition is a heat activated curing ink. The ink composition may comprise a binder, water and pigment. The binder may for example be a polymer or cellulose. The binder may be dispersed in the ink composition. Alternatively, the pigment is coated by a binder, preferably a polymer. The polymer may carry carboxyl groups. The polymer may be styrene, acrylic or methacrylic polymer or copolymer, or unsaturated monomers, polyesters, vinyl polymers or copolymers, aromatic and aliphatic polyurethanes, or alkyd resins. - The decorative design that is to be printed on the
carrier 3 adapted to form thedecor layer 6 may be both natural designs and patterns such as a wood pattern or stone pattern. The decorative design may also be a fantasy design or pattern. - The
inkjet printer 40 prints aprint 10 in form of a decorative design on the primer applied on the surface of thecarrier 3 adapted to form thedecor layer 6. - Heat is applied to the print such that the water of the aqueous pigment ink composition evaporates. A
heating device 50 may be arranged after thedigital printer 40, as seen in the conveying direction D of the carrier. Theheating device 50 may include infrared (IR) heating, near infrared (NIR) heating, heated air or a combination thereof. - If the printing is made in an offline process, the
carrier 3 may be rolled on aroller 8 in order to be stored when theprint 6 has dried. It is also contemplated that the printing takes place inline. - In one embodiment, the
carrier 3 is printed on one surface only. In an alternative embodiment, thecarrier 3 is printed on both surfaces. In that embodiment, a primer as described above is applied to the first surface of thecarrier 3, the first surface is printed, a primer as described above is applied to the second surface of thecarrier 3, and the second surface is printed. As an alternative, pre-treatment of both surfaces of thecarrier 3 takes place before printing on both surfaces of thecarrier 3. - The
carrier 3 for forming thedecor layer 6 may be cut or punched into a size corresponding to a size of afloor panel 1. Also a film or foil adapted to form theprotective layer 4 may be cut or punched into a size corresponding to a size of afloor panel 1 Theprotective layer 4 comprises a thermoplastic material such as such as polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, polyvinyl butyral, or a combination thereof. Core material adapted to form thecore 2 may be also cut or punched into a size corresponding to a size of afloor panel 1. The core may comprise polyvinyl chloride (PVC) or polypropylene (PP) or be a WPC. Alternatively, the decor layer and/or the protective layer are provided on rollers to be bonded together in a continuous process. - As shown in
fig. 4 , the printedcarrier 3 is arranged on acore 2 comprising at least a layer of thermoplastic material to form adecor layer 6. Theprint 10 may be facing thecore 2 or may be facing away from thecore 2. If more than onecarrier carriers decor layer 6. Aprotective layer 4 is arranged on the printedcarrier 3 forming thedecor layer 6. Thecore 2, the printedcarrier 3 adapted to form thedecor layer 6, and theprotective layer 4 are pressed together to form afloor panel 1. An embossed press plate may be used to form an embossed surface of thefloor panel 1. Heat and pressure may be used to press the layers together. The temperature may be 120-200 °C. The pressure may be 5-10 bar. Thecarrier 3 provided with the print is bonded to theprotective layer 4. The print is located between thecarrier 3 and theprotective layer 4 being bonded together. Thecarrier 3 is also bonded to thecore 2. - A
coating 5, for example a radiation curing coating, preferably a UV curing coating, may be applied to theprotective layer 4 after pressing. Thecoating 5 may comprise an acrylate oligomer, methacrylate oligomer, or unsaturated polyester. - The
floor panel 1 may be further divided into floor panels or floorboards. A mechanical locking system of the above described type may be formed at at least one edge of the floor panel. In one embodiment, which is shown infig. 5 , the printedcarrier 3 is bonded to theprotective layer 4 by pressing them together to form adecorative substrate 9. Heat and pressure may be used to press the layers together. The print is located between thecarrier 3 and the protective 4 being bonded together. Thedecorative substrate 9 may be bonded by pressing to a core of any type in a subsequent step, or simultaneously as bonding the printedcarrier 3 to theprotective layer 4. - The core may comprise a thermoplastic material, or at least a layer comprising a thermoplastic material, or may be a wood-based material.
- The
decorative substrate 9 comprising the printed carrier and the protective layer may be stored on, for example, a roller, and later be adhered to a core. The core may comprise other materials than a thermoplastic material. - The decorative substrate forms a printed, thermoplastic laminate.
- It is contemplated that there are numerous modifications of the embodiments described herein, which are still within the scope of the invention as defined by the appended claims.
- It is for example contemplated that a panel as described above may not only be a floor panel, but may also be a building panel such as ceiling panel, a wall panel, a furniture component etc.
- It is also contemplated that the printing and primer application steps may be performed in an inline process or in an offline process.
- It is contemplated that the printing may be performed by rotogravure printing, screen printing etc. as alternative to digital printing.
- It is also contemplated that drying of the primer may be excluded, depending on the properties of the primer. When using certain kinds of primers, it is possible to print as described above in a primer that has not yet dried.
- It is further contemplated that a layer may be arranged between the carrier forming the decor layer and the core. As an example, a layer having a uniform colour may be arranged between the carrier and the core.
- A white, PVC foil for LVT was printed directly on by means of a digital printer with a water based ink. The print was dried in 60°C during 10 min. The printed foil was bonded to a transparent protective foil of PVC for LVT in a hot/cold-pressing step at 185°C for 70 seconds at approximately 6 bar pressure, followed by cooling down to 25°C at approximately 5 bar pressure. The bonding between the printed PVC foil and the protective foil was good.
- The resulting print is of poor quality due to the difference in surface tension between the ink and the LVT-foil. The ink drops have agglomerated to large ink drops. The ink drops have started to bleed into each other.
- A white, PVC foil for LVT was treated with a primer comprising 30g/100ml of NaCI dissolved in deionized water, corresponding to 84% of the saturation point for NaCI in water. The foil was dried before further steps. The contact angle of the primer on the PVC foil was measured to about 90°.
- The foil treated with the primer was printed by means of a digital printer with a water based ink . The print was dried in 60°C during 10 min. The printed foil was bonded to a transparent protective foil of PVC for LVT in a hot/cold-pressing step at 185°C for 70 seconds at approximately 6 bar pressure, followed by cooling down to 25°C at approximately 5 bar pressure. The bonding between the printed PVC foil and the protective foil was good.
- It was not possible to apply the primer evenly over the surface of the foil due to the difference in surface tension between the primer and the LVT-foil. The printed image is not fixated evenly due to the poor application of the primer.
- A white, PVC foil for LVT was treated with a primer comprising 30g/100ml of NaCI dissolved in deionized water, corresponding to 84% of the saturation point for NaCl in water. 2.0 weight-% of BYK 345 as a wetting agent was added to the primer solution. The contact angle of the primer on the PVC foil was measured as less than 40°. The foil was dried before further steps.
- The foil treated with the primer was printed by means of a digital printer with a water based ink. The print was dried in 60°C during 10 min. The printed foil was bonded to a transparent protective foil of PVC for LVT in a hot/cold-pressing step at 185°C for 70 seconds at approximately 6 bar pressure, followed by cooling down to 25°C at approximately 5 bar pressure. The bonding between the printed PVC foil and the protective foil was good.
- The primer was evenly applied over the surface on the LVT-foil. The printed image was not fixated evenly due to insufficient concentration of NaCl in the primer.
- A white, PVC foil for LVT was treated with a primer comprising 35g/100ml of NaCl dissolved in deionized water, corresponding to 97% of the saturation point for NaCl in water. 2.0 weight-% of BYK 345 as a wetting agent was added to the primer solution. The contact angle of the primer on the PVC foil was measured as less than 40°. The foil was dried before further steps.
- The foil treated with the primer was printed by means of a digital printer with a water based ink. The print was dried in 60°C during 10 min. The printed foil was bonded to a transparent protective foil of PVC for LVT in a hot/cold-pressing step at 185°C for 70 seconds at approximately 6 bar pressure, followed by cooling down to 25°C at approximately 5 bar pressure. The bonding between the printed PVC foil and the protective foil was good.
- The primer is evenly applied over the surface on the LVT-foil. The printed image is fixated evenly over the surface of the foil and a print result with good colour strength and resolution is achieved.
- The amount of wetting agent applied in the above examples is adapted to the foil used, and to the surface tension of the foil, in the examples, and may be different when using a different substrate and/or different wetting agent.
The amount of salt applied in the above examples is adapted to the ink used in the examples, and may be different when using a different ink and/or different type of salt.
Claims (16)
- Method for forming a decorative substrate (9), comprising providing a carrier (3) comprising a thermoplastic material,
printing a first print (10) on a first surface of the carrier (3) with an aqueous pigment ink composition,
applying a protective layer (4) comprising a thermoplastic material on the first surface of the carrier (3),
pressing, by applying heat and pressure, the protective layer (4) and the carrier (3) together to form a decorative substrate (9),
the method being characterised by applying a primer comprising at least one salt, preferably a metal salt, on a first surface of the carrier (3) prior to printing the first print (10),
wherein said salt precipitates or agglomerates the pigment of the ink composition. - Method according to claim 1, wherein the first print is printed by digital printing.
- Method according to claim 1 or 2, wherein said salt is applied on the carrier (3) in solid form.
- Method according to claim 1 or 2, wherein the primer is an aqueous solution comprising said salt.
- Method according to claim 4, wherein the salt concentration of the primer is at least 50% of the saturation point of the salt, preferably at least 70% of the saturation point of the salt, more preferably at least 90% of the saturation point of the salt.
- Method according to claim 4 or 5, wherein the primer further comprising a wetting agent.
- Method according to any one of claims 4-6, wherein the primer applied on the carrier has a contact angle of less than 50°, preferably less than 40°, more preferably less than 35°.
- Method according to any one of claims 1-7, wherein the primer is applied by means of digital printing.
- Method according to any one of claims 4-8, further comprising drying the primer applied on the first surface of the carrier (3) prior to printing said first print (10).
- Method according to any one of claims 1-9, wherein the aqueous pigment ink composition is a heat activated curing ink.
- Method according to any one of claims 1-10, wherein the aqueous pigment ink composition comprises a binder, water and a pigment.
- Method according to any one of claims 1-11, further comprising applying heat to the print (10).
- Method according to any one of claims 1-12, wherein the printing is made by an inkjet printer, preferably a piezo-electric DOD (Drop on Demand) inkjet printer.
- Method according to any one of claims 1-13, wherein the thermoplastic material of the carrier (3) is polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), polyethylene terephthalate (PET), polyacrylate, or polyvinyl butyral.
- Method according to any one of claims 1-14, wherein the thermoplastic material of the protective layer (4) is polyvinyl chloride (PVC), polyester, polypropylene (PP), polyethylene (PE), polystyrene (PS), polyurethane (PUR), or polyethylene terephthalate (PET), polyacrylate, or polyvinyl butyral.
- Method according to any one of claims 1-15, further comprising applying the carrier (3) on a core (2) comprising a thermoplastic material, and
pressing, by applying heat and pressure, the protective layer (4), the carrier (3) and the core (2) together.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261730699P | 2012-11-28 | 2012-11-28 | |
| SE1251350 | 2012-11-28 | ||
| PCT/SE2013/051401 WO2014084787A1 (en) | 2012-11-28 | 2013-11-27 | Method of producing a building panel using digital printing |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2925529A1 EP2925529A1 (en) | 2015-10-07 |
| EP2925529A4 EP2925529A4 (en) | 2016-07-13 |
| EP2925529B1 true EP2925529B1 (en) | 2020-08-19 |
Family
ID=50828278
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13857806.7A Active EP2925529B1 (en) | 2012-11-28 | 2013-11-27 | Method of producing a building panel using digital printing |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2925529B1 (en) |
| KR (1) | KR102193522B1 (en) |
| CN (1) | CN104822533B (en) |
| WO (1) | WO2014084787A1 (en) |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10369837B2 (en) | 2012-04-30 | 2019-08-06 | Valinge Innovation Ab | Method for forming a decorative design on an element of a wood-based material |
| US9409382B2 (en) | 2012-11-28 | 2016-08-09 | Valinge Innovation Ab | Method of producing a building panel |
| EA035277B1 (en) | 2013-10-23 | 2020-05-22 | Сералок Инновейшн Аб | Method of forming a decorative wear resistant layer |
| CN106414100B (en) | 2014-01-24 | 2020-11-13 | 塞拉洛克创新股份有限公司 | Digital printing on plate surfaces using water-based inks |
| US9605168B2 (en) | 2014-01-31 | 2017-03-28 | Ceraloc Innovation Ab | Digital print with water-based ink |
| US9885188B2 (en) | 2014-03-19 | 2018-02-06 | Unilin, Bvba | Floor panel for forming a floor covering and method for manufacturing such floor panels |
| HUE037701T2 (en) | 2014-12-08 | 2018-09-28 | Innovations4Flooring Holding N V | Panel with a hook-like locking system |
| PL3095614T3 (en) * | 2015-05-22 | 2020-07-13 | Agfa Nv | Manufacturing of decorative surfaces by inkjet |
| ES2762777T3 (en) | 2015-05-22 | 2020-05-25 | Agfa Graphics Nv | Manufacture of decorative panels by inkjet |
| CN105133818A (en) * | 2015-09-25 | 2015-12-09 | 江苏贝尔装饰材料有限公司 | High-strength PVC sheet floor and manufacturing method thereof |
| EP3199360B1 (en) * | 2016-01-26 | 2022-06-15 | Flooring Industries Limited, SARL | Method for manufacturing paper printable with inkjet for use as a decor paper |
| WO2017164806A1 (en) | 2016-03-24 | 2017-09-28 | Välinge Innovation AB | A method for forming a décor on a substrate |
| EP3516130B1 (en) | 2016-09-23 | 2023-05-10 | Shaw Industries Group, Inc. | Resilient flooring product and methods of making same |
| ES2743927T3 (en) | 2016-09-30 | 2020-02-21 | Agfa Nv | Inkjet printing procedures for decorative surfaces |
| EP3300916B1 (en) * | 2016-09-30 | 2019-08-14 | Agfa Nv | Manufacturing of decorative surfaces |
| EP3415337A1 (en) | 2017-06-14 | 2018-12-19 | Unilin, BVBA | Method for manufacturing inkjet printable paper or foil for use as a decor paper or foil |
| PL233016B1 (en) * | 2017-08-29 | 2019-08-30 | Profile Vox Spolka Z Ograniczona Odpowiedzialnoscia Spolka Komandytowa | Method for processing of a polymer wall or facade panel surface with digital overprint |
| PL233017B1 (en) * | 2017-08-29 | 2019-08-30 | Profile Vox Spolka Z Ograniczona Odpowiedzialnoscia Spolka Komandytowa | Method for processing of a polymer wall or facade panel surface with digital overprint |
| DE102018116140B4 (en) * | 2018-07-04 | 2020-03-26 | Canon Production Printing Holding B.V. | Method and device for avoiding contamination of a printing plate when covering a recording medium with a coating material, and corresponding printing system |
| DE102018117350B4 (en) * | 2018-07-18 | 2022-05-05 | Mühlbauer Gmbh & Co. Kg | Process and device for conditioning a data carrier constructed as a card-like and multi-layer laminate for subsequent data application |
| EP3705304A1 (en) | 2019-03-06 | 2020-09-09 | Unilin, BVBA | Decorative paper layers, printable paper layers, methods for manufacturing printable substrates, and ink used in such method |
| CN110053383A (en) * | 2019-04-19 | 2019-07-26 | 浙江晶通塑胶有限公司 | A kind of plastic floor surface treatment method |
| EP4090540A1 (en) * | 2020-01-13 | 2022-11-23 | Flooring Technologies Ltd. | Method and device for providing laminate panels provided with individualised decorations |
| ES2945564T3 (en) | 2020-04-20 | 2023-07-04 | Flooring Ind Ltd Sarl | Decorative paper layer and method of manufacturing laminates |
| EP3932686A1 (en) | 2020-06-30 | 2022-01-05 | Unilin, BV | Method for manufacturing inkjet printable paper or foil for use as a decor paper or foil |
| EP3978261A1 (en) | 2020-10-01 | 2022-04-06 | Unilin, BV | Method for manufacturing a panel |
| EP4032923A1 (en) | 2021-01-22 | 2022-07-27 | Flooring Industries Limited, SARL | Thermosetting resin composition for laminate panel, method for manufacturing a panel with a thermosetting resin composition and a laminate panel comprising a thermosetting resin |
| EP4043228A1 (en) | 2021-02-10 | 2022-08-17 | Flooring Industries Limited, SARL | Printed substrate for formulating ink and method for formulating ink |
| ES2961322T3 (en) | 2021-02-26 | 2024-03-11 | Agfa Nv | Procedure for the manufacture of decorative surfaces |
| EP4050073A1 (en) | 2021-02-26 | 2022-08-31 | Agfa Nv | Ink set and inkjet printing methods |
| EP4091829A1 (en) | 2021-05-18 | 2022-11-23 | Flooring Industries Limited, SARL | Method for manufacturing inkjet printable paper for use as a decor paper |
| EP4124461A1 (en) | 2021-07-28 | 2023-02-01 | Flooring Industries Limited, SARL | Method for manufacturing a decor sheet for decorative panel |
| EP4198705A1 (en) | 2021-12-16 | 2023-06-21 | Flooring Industries Limited, SARL | Method for manufacturing a décor sheet for decorative panel |
| EP4215367A1 (en) | 2022-01-25 | 2023-07-26 | Flooring Industries Limited, SARL | Method for manufacturing a decorative panel |
| EP4261044A1 (en) | 2022-03-07 | 2023-10-18 | Flooring Industries Limited, SARL | Method for manufacturing a panel, a panel, a foil and a method for manufacturing a foil |
| EP4254925A1 (en) | 2022-03-29 | 2023-10-04 | Flooring Industries Limited, SARL | Method for manufacturing a decorative substrate for decorative panel |
| EP4383694A1 (en) | 2022-12-06 | 2024-06-12 | Unilin, BV | A method for manufacturing a decorative sheet and a method for manufacturing a decorative panel comprising a decorative sheet |
| CN116215108A (en) * | 2022-12-26 | 2023-06-06 | 浙江晶顺建材科技有限公司 | Processing technology of water-based color film and plate |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4554200A (en) * | 1983-07-11 | 1985-11-19 | American Hoechst Corporation | Polyester film primed with organic acid salts |
| US6084619A (en) * | 1995-04-21 | 2000-07-04 | Seiko Epson Corporation | Ink jet recording method |
| US6703112B1 (en) * | 1998-06-19 | 2004-03-09 | 3M Innovative Properties Company | Organometallic salts for inkjet receptor media |
| JP3678303B2 (en) | 1999-04-01 | 2005-08-03 | セイコーエプソン株式会社 | Ink jet recording method for non-absorbent recording medium |
| ES2317849T3 (en) * | 1999-09-10 | 2009-05-01 | Renolit Ag | USE OF SYNTHETIC MATERIAL SHEETS FOR PRINTING WITH ORGANIC INKS ACCORDING TO THE INK JET PROCEDURE. |
| US9403346B2 (en) * | 2000-09-01 | 2016-08-02 | Digiglass Pty. Ltd. | Image carrying laminated material |
| WO2004108423A1 (en) * | 2003-06-03 | 2004-12-16 | Oji Paper Co.,Ltd. | Ink-jet recording sheet |
| JP4235809B2 (en) * | 2003-09-30 | 2009-03-11 | 日信化学工業株式会社 | Surfactant composition |
| WO2005044574A1 (en) * | 2003-11-07 | 2005-05-19 | Ricoh Company, Ltd. | Ink set, treating liquid, recording liquid, image recording apparatus and image recording method |
| JP4656505B2 (en) | 2005-03-31 | 2011-03-23 | セイコーエプソン株式会社 | Treatment liquid for plastic film and ink jet recording method using the same |
| SE533410C2 (en) | 2006-07-11 | 2010-09-14 | Vaelinge Innovation Ab | Floor panels with mechanical locking systems with a flexible and slidable tongue as well as heavy therefore |
| US20100231671A1 (en) | 2007-06-04 | 2010-09-16 | E.I. Du Pont De Nemours And Company | Pretreatment for low and non-porous media for inkjet printing |
| KR101616593B1 (en) * | 2008-12-19 | 2016-05-12 | 플로어링 인더스트리즈 리미티드 에스에이알엘 | Coated panel comprising foam or polyvinyl chloride and method for manufacturing |
| WO2011021591A1 (en) * | 2009-08-21 | 2011-02-24 | Ricoh Company, Ltd. | Image forming method, and image formed matter |
| JP5691625B2 (en) * | 2010-02-26 | 2015-04-01 | 株式会社リコー | Inkjet treatment liquid, inkjet recording apparatus, inkjet recording method, and image formed product |
| WO2012004701A2 (en) * | 2010-07-09 | 2012-01-12 | Flooring Industries Limited, Sarl | Floor panel |
-
2013
- 2013-11-27 EP EP13857806.7A patent/EP2925529B1/en active Active
- 2013-11-27 WO PCT/SE2013/051401 patent/WO2014084787A1/en active Application Filing
- 2013-11-27 CN CN201380061754.1A patent/CN104822533B/en active Active
- 2013-11-27 KR KR1020157017046A patent/KR102193522B1/en active IP Right Grant
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2925529A1 (en) | 2015-10-07 |
| EP2925529A4 (en) | 2016-07-13 |
| CN104822533B (en) | 2017-06-30 |
| KR102193522B1 (en) | 2020-12-21 |
| WO2014084787A1 (en) | 2014-06-05 |
| CN104822533A (en) | 2015-08-05 |
| KR20150088871A (en) | 2015-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2925529B1 (en) | Method of producing a building panel using digital printing | |
| US9409382B2 (en) | Method of producing a building panel | |
| US11077652B2 (en) | Method of forming a decorative wear resistant layer | |
| US10899121B2 (en) | Digital print with water-based ink on panel surfaces | |
| US11285508B2 (en) | Digital thermal binder and powder printing | |
| US20190284819A1 (en) | Digital coating and printing | |
| EP2872260B1 (en) | Method of coating a building panel with digital printing/coating technique | |
| US20130286088A1 (en) | Method for forming a decorative design on an element of a wood-based material | |
| EP2844495B1 (en) | A method for forming a decorative design on an element of a wood-based material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150624 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RA4 | Supplementary search report drawn up and despatched (corrected) |
Effective date: 20160615 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41M 1/30 20060101AFI20160609BHEP Ipc: E04F 15/10 20060101ALI20160609BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180716 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BERGELIN, MARCUS Inventor name: HAKANSSON, NICLAS Inventor name: ZIEGLER, GOERAN Inventor name: RYBERG, MELKER Inventor name: RITTINGE, RICKARD Inventor name: JACOBSSON, JAN |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41M 5/00 20060101ALI20191112BHEP Ipc: B44C 5/04 20060101ALI20191112BHEP Ipc: B41M 7/00 20060101ALI20191112BHEP Ipc: E04F 15/10 20060101ALI20191112BHEP Ipc: B41M 1/30 20060101AFI20191112BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20191128 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20200415 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013071851 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1303516 Country of ref document: AT Kind code of ref document: T Effective date: 20200915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201120 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201221 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201119 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201119 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1303516 Country of ref document: AT Kind code of ref document: T Effective date: 20200819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013071851 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20210520 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201127 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200819 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230522 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231019 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20231020 Year of fee payment: 11 Ref country code: DE Payment date: 20231019 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20231019 Year of fee payment: 11 |