EP2792437A1 - Method for producing an evaporator tube - Google Patents
Method for producing an evaporator tube Download PDFInfo
- Publication number
- EP2792437A1 EP2792437A1 EP14157192.7A EP14157192A EP2792437A1 EP 2792437 A1 EP2792437 A1 EP 2792437A1 EP 14157192 A EP14157192 A EP 14157192A EP 2792437 A1 EP2792437 A1 EP 2792437A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- inner tube
- producing
- evaporator tube
- tube according
- evaporator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/10—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of articles with cavities or holes, not otherwise provided for in the preceding subgroups
- B22F5/106—Tube or ring forms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/11—Making porous workpieces or articles
- B22F3/1121—Making porous workpieces or articles by using decomposable, meltable or sublimatable fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/08—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools with one or more parts not made from powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F2003/1042—Sintering only with support for articles to be sintered
Definitions
- the present invention relates to a method for producing an evaporator tube according to the features in the preamble of claim 1.
- the object of the present invention is to demonstrate a production method for an evaporator tube that is considerably simpler and at the same time less expensive to carry out than the production method known from the prior art, wherein the evaporator tube produced thereby has improved heat transfer properties.
- a placeholder material is used which melts at the occurring sintering temperatures and flows out of the channel system or evaporates. There, where the placeholder material was arranged, thus creating a channel system on the outer circumferential surface of the inner tube.
- the outer shape is preferably a jacket tube.
- the outer shape may also be formed as a wire mesh.
- the jacket tube may be circular or elliptical in cross-section. In the longitudinal direction, the jacket tube can also be conical.
- a capillary structure is generated due to a porosity of the sintered material, so that the second medium flows through the resulting channels through the second channel and from the first channel via the inner tube, a heat flow is introduced from the first medium into the second medium.
- the second medium evaporates such that the resulting vapor is removed via steam channels.
- the steam is then converted to a condenser again in the liquid state and this additional energy is recovered, which is withdrawn at the first channel in particular in the form of an exhaust gas passage to the exhaust gas. Due to the capillary action, liquid medium flows into the sintering structure simultaneously with the evaporation.
- the workgroup process can be carried out, for example, according to the principle of a Clausius-Rankine process.
- the evaporator tubes are designed as a heat pipe, and consequently as heat pipes, and particularly preferably as a loopheat pipe.
- the inventive method eliminates entirely a mechanical machining of the tube assembly produced.
- the necessary steps are limited to a minimum, with elaborate machining preliminary or post-processing eliminated altogether.
- the sintering process itself produces a sufficiently high porosity in the sintered layer, so that an optimum pumping action and consequently a removal of the vapor is made possible.
- a plastic material is used in particular for the placeholder material itself, this being in particular a polymer material.
- an amide wax can also be used.
- the such placeholder material is applied in particular to the outer circumferential surface or wound or sprayed.
- an adhesive is applied to the outer circumferential surface, wherein the adhesive produces a better cohesive connection between outer lateral surface and spacer material and / or outer lateral surface and sintered material.
- the placeholder material is particularly preferably provided, for example, in the solid state of matter, and very particularly preferably in strand form.
- the strands of the placeholder material of this type are then placed or pressed onto the outer circumferential surface and glued to the outer lateral surface at least temporarily.
- the strands are pressed or glued.
- the placeholder material is applied in strip form, wherein the strips, represented by the strands, are preferably spaced parallel to one another.
- the strips continue to run in particular parallel to the central longitudinal axis of the inner tube or else the strips are applied helically on the outer circumferential surface.
- the strips extend at an angle to the central longitudinal axis of the inner tube and wind helically around the outer circumferential surface.
- the placeholder material is sprayed in a liquid, gel or pasty state of aggregation on the outer circumferential surface.
- the placeholder material has a self-adhesive function in this state of aggregation, so that an additional gluing process does not have to be carried out.
- the placeholder material melts and flows out of the annular gap.
- the temperatures used are preferably 500 ° to 1200 ° C, in particular 900 ° to 1100 ° C.
- the placeholder material melts and runs out of the arrangement via the resulting channels.
- the placeholder material can be expelled at about 600 ° before solidification of the sintered material and then the actual sintering process can be performed.
- the placeholder material itself begins in a temperature range between 150 ° C and 450 ° C, in particular 200 ° C to 400 ° C to melt or vaporize.
- the assembly has further reached a temperature at which the sintering process has already begun, whereby the sintered material then begins to bond.
- a sintered material explained below in the form of a spattered metal powder, however, it can also be ensured that even if the spacer material is almost completely flowed out or vaporized, first of all the channel structure produced is retained during the subsequent sintering process.
- a spattered metal powder is used.
- Under spratzigem metal powder is an angular and / or edged powder form to understand so that the individual powder particles interlock with each other and / or tilt and remain dimensionally stable to each other until the completion of the sintering process.
- the powder particles are thus square or edged or polygonal designed such that they interlock with each other and / or tilt. Due to the resulting channel structures, the second medium, in particular a working medium, then flows in the gaseous state of matter during later use.
- the pumping function is to be regarded as being so preferred that an active pump can be dispensed with and the pumping function is effected exclusively by the capillary function.
- a stainless steel material is used for the sintered material.
- the inner tube, the sintered material and the optional jacket tube are likewise made of a stainless steel material, since this has a particularly good resistance to the corrosive properties of the exhaust gas while at the same time having good thermal conductivity. If all component components are formed from the same material, then the material has correspondingly equal thermal expansion coefficients, so that the arrangement assumes no damage, in particular with regard to the durability under thermal expansion.
- the inner tube, the sintered material and optionally the jacket tube are made of a stainless steel material of the 1.4XXX group, most preferably of a stainless steel alloy 1.4404.
- the sintered layer produced from the sintered material has a porosity of more than 50%, in particular between 50% and 80%, preferably between 50% and 60%, wherein a contact surface of 40 between the sintered layer and the outer lateral surface of the inner tube % to 60%, especially 50% is made.
- the latter means in the context of the invention that 40% to 60%, in particular 50% of the outer circumferential surface of the inner tube is in contact with the sintered layer. This will be an optimum achieved between produced channel structure and direct heat transfer from the first into the second medium, which is used for evaporation of the second medium.
- the inventive method further provides that the sintered material is coupled by the sintering process cohesively with the outer circumferential surface of the inner tube.
- attachments such as plugs or connections especially for the second channel with the inner tube and / or with the jacket tube
- soldering process wherein the soldering is performed simultaneously and in parallel with the sintering process.
- Both can be performed in a same heating device, such as an oven. In particular, this is carried out at temperatures of substantially 800 ° to 1200 ° and very particularly preferably 900 ° to 1100 ° and optionally under protective gas.
- the outer mold is provided on its inner circumferential surface with a high temperature resistant release agent. This makes it possible to remove the jacket tube after the sintering process and curing of the sintered material.
- FIG. 1 shows an inventive evaporator tube 1, comprising an inner tube 2 and the inner tube 2 relative to its longitudinal direction 4 at least partially enclosing housing tube 3.
- a capillary structure is arranged in FIGS. 2a and b will be explained in detail.
- a first channel 5 is formed, through which a first medium can be conducted, so that the first medium emits a heat flow to an inner circumferential surface 6 of the inner tube 2, which then flows through the lateral surface 7 of the inner tube 2 and into the capillary structure K is transferred by means of heat conduction.
- a second channel 9 in the form of an evaporation tube is formed, through which a second medium flows, wherein the evaporation channel has a capillary structure K.
- closures 10, 11 are each end attached, which complete the second channel 9.
- the closures 10, 11 themselves may have further connections or be designed as a connection itself, in order to introduce the second medium into the second channel 9.
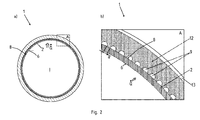
- FIG. 2a shows a cross-sectional view of the inventive evaporator tube 1 and FIG. 2b a corresponding magnification according to the section A from FIG. 2a
- FIG. 2 is good to see that from an interior I a not shown exhaust gas flow emits a heat flow Q ⁇ to the inner circumferential surface 6 of the inner tube 2. From this there is a heat conduction to the outer circumferential surface 8 of the inner tube 2, where then the heat flow Q ⁇ in the second channel, shown here in the form of an evaporation channel 9, passes.
- the evaporation channel 9 is, here represented by in cross section semicircular evaporation channels 9, formed.
- the evaporation channels 9 themselves are in direct contact with the outer circumferential surface 8 of the inner tube. 2
- a distance a is formed in each case between the individual evaporation channels 9, the sinter layer 12 being in direct contact with the outer jacket surface 8 of the inner tube 2 in the region of this distance.
- an outer mold 13 which is only schematically indicated here, can then be arranged on the sintering layer 12 from the outside.
- the outer mold 13 initially serves as a mold during the sintering process, wherein in particular within the scope of the invention, also between the outer mold 13 and inner tube 2, the entire second channel can be formed.
- a corresponding supply of the second medium and a discharge of the evaporated second medium then takes place via the in FIG. 1 shown connections in the closures 11, 12th
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Powder Metallurgy (AREA)
Abstract
Die vorliegende Erfindung betrifft ein Verfahren zum Herstellen eines Verdampferrohres (1), insbesondere für ein Kraftfahrzeugwärmetauscher, wobei das Verdampferrohr (1) ein Innenrohr (2) mit einem ersten Kanal (5) zur Durchleitung eines ersten Mediums und einen das Innenrohr (2) umhüllenden zweiten Kanal zum Verdampfen eines zweiten Mediums aufweist, wobei das Verfahren erfindungsgemäß durch folgende Verfahrensschritte gekennzeichnet ist:
- Bereitstellen des Innenrohres (2),
- Aufbringen eines Platzhaltermaterials auf eine Außenmantelfläche (8) des Innenrohres (2),
- Positionieren einer Außenform über das Innenrohr (2), wobei zwischen Außenmantelfläche (8) des Innenrohres (2) und Innenmantelfläche der Außenform (13) ein Ringspalt entsteht,
- Auffüllen des Ringspaltes mit einem Sinterwerkstoff,
- Sintern der Anordnung und gleichzeitiges Austreiben des Platzhaltermaterials.

Providing the inner tube (2),
- Applying a placeholder material on an outer circumferential surface (8) of the inner tube (2),
Positioning an outer mold over the inner tube (2), wherein an annular gap is created between outer lateral surface (8) of the inner tube (2) and inner lateral surface of the outer mold (13),
Filling of the annular gap with a sintered material,
- Sintering of the arrangement and simultaneous expelling of the placeholder material.
Description
Die vorliegende Erfindung betrifft ein Verfahren zum Herstellen eines Verdampferrohres gemäß den Merkmalen im Oberbegriff von Patentanspruch 1.The present invention relates to a method for producing an evaporator tube according to the features in the preamble of claim 1.
Kraftfahrzeuge werden heutzutage nach wie vor als Hauptenergiequelle mit fossilen Brennstoffen über eine Verbrennungskraftmaschine angetrieben. Da diese jedoch endlich sind, ist es das Bestreben, die Energieentnahmeeffizienz für einen jeden Brennstoff zu maximieren. Dabei ist der reine Verbrennungsvorgang auf den maximalen Wirkungsgrad von 40 % des ideellen Carnotprozesses naturgesetzlich beschränkt. Dies bedeutet, dass von den 100 % Energie, die im Kraftstoff enthalten sind, maximal 40 % in Bewegungsenergie umsetzbar sind und die restliche Energie über Wärme abgeführt wird. Hierzu ist es aus dem Stand der Technik jedoch bekannt, die beim Verbrennungsvorgang entstehende Wärme mittels Kraftwärmekopplung zu nutzen. So werden Arbeitsmedien über Wärmetauscher erhitzt, wobei die in der Wärme enthaltene Energie ebenfalls dazu genutzt wird, weitere Energie zum Betrieb des Kraftfahrzeugs oder Peripheriekomponenten bereit zu stellen.Motor vehicles are still driven today as a major source of fossil fuel energy via an internal combustion engine. However, as these are finite, it is an effort to maximize the energy harvesting efficiency for each fuel. Here, the pure combustion process is limited to the maximum efficiency of 40% of the ideal carnot process of natural law. This means that of the 100% energy contained in the fuel, a maximum of 40% in kinetic energy can be implemented and the remaining energy is dissipated via heat. For this purpose, however, it is known from the prior art, the heat generated during the combustion process by means of To use combined heat and power. Thus, working media are heated via heat exchangers, wherein the energy contained in the heat is also used to provide additional energy for the operation of the motor vehicle or peripheral components.
Aus der
Aufgabe der vorliegenden Erfindung ist es, ausgehend vom Stand der Technik, ein Herstellungsverfahren für ein Verdampferrohr aufzuzeigen, dass gegenüber aus dem Stand der Technik bekannten Herstellungsverfahren deutlich einfacher und zugleich kostengünstiger durchführbar ist, wobei das dabei hergestellte Verdampferrohr verbesserte Wärmeübertragungseigenschaften aufweist.The object of the present invention, starting from the state of the art, is to demonstrate a production method for an evaporator tube that is considerably simpler and at the same time less expensive to carry out than the production method known from the prior art, wherein the evaporator tube produced thereby has improved heat transfer properties.
Die zuvor genannte Aufgabe wird erfindungsgemäß mit einem Verfahren gemäß den Merkmalen im Patentanspruch 1 gelöst.The aforementioned object is achieved by a method according to the features in claim 1.
Vorteilhafte Ausführungsvarianten des Verfahrens sind Gegenstand der abhängigen Patentansprüche.Advantageous embodiments of the method are the subject of the dependent claims.
Das erfindungsgemäße Verfahren zum Herstellen eines Verdampferrohres, wobei das Verdampferrohr insbesondere in einem Kraftfahrzeugwärmetauscher eingesetzt wird und das Verdampferrohr ein Innenrohr mit einem ersten Kanal zur Durchleitung eines ersten Mediums und einen das Innenrohr umhüllenden zweiten Kanal zum Verdampfen eines zweiten Mediums aufweist, ist gekennzeichnet durch folgende Verfahrensschritte:
- Bereitstellen des Innenrohres,
- Aufbringen eines Platzhaltermaterials auf eine Außenmantelfläche des Innenrohres,
- Positionieren einer Außenform über das Innenrohr, wobei zwischen Außenmantelfläche des Innenrohres und Innenmantelfläche des Mantelrohres ein Ringspalt entsteht,
- Auffüllen des Ringspaltes mit einem Sinterwerkstoff,
- Sintern der Anordnung und gleichzeitiges Austreiben des Platzhaltermaterials.
- Providing the inner tube,
- Applying a placeholder material on an outer circumferential surface of the inner tube,
- Positioning an outer mold over the inner tube, wherein between the outer circumferential surface of the inner tube and inner lateral surface of the jacket tube, an annular gap is formed,
- Filling the annular gap with a sintered material,
- Sintering the assembly and simultaneously expelling the placeholder material.
Mit dem erfindungsgemäßen Herstellungsverfahren ist es somit möglich, eine Kanalstruktur in der durch den Sinterwerkstoff hergestellten Sinterschicht zu erzeugen, wobei das Platzhaltermaterial zur Herstellung der Kanalstruktur während des Sinterprozesses selber ausgetrieben wird. Insbesondere wird dabei ein Platzhaltermaterial verwendet, das bei den auftretenden Sintertemperaturen aufschmilzt und aus dem Kanalsystem ausfließt oder verdampft. Dort, wo das Platzhaltermaterial angeordnet war, entsteht somit ein Kanalsystem an der Außenmantelfläche des Innenrohres. Bei der Außenform handelt es sich bevorzugt um ein Mantelrohr. Die Außenform kann auch als Drahtgewebe ausgebildet sein. Das Mantelrohr kann im Querschnitt kreisrund oder auch elliptisch ausgebildet sein. In Längsrichtung kann das Mantelrohr auch konisch verlaufen.With the production method according to the invention, it is thus possible to produce a channel structure in the sintered layer produced by the sintered material, wherein the spacer material for the production of the channel structure is expelled during the sintering process itself. In particular, a placeholder material is used which melts at the occurring sintering temperatures and flows out of the channel system or evaporates. There, where the placeholder material was arranged, thus creating a channel system on the outer circumferential surface of the inner tube. The outer shape is preferably a jacket tube. The outer shape may also be formed as a wire mesh. The jacket tube may be circular or elliptical in cross-section. In the longitudinal direction, the jacket tube can also be conical.
In der Sinterschicht selber wird dabei eine Kapillarstruktur aufgrund einer Porosität des Sintermaterials erzeugt, sodass das zweite Medium durch die entstehenden Kanäle durch den zweiten Kanal fließt und von dem ersten Kanal über das Innenrohr ein Wärmestrom von dem ersten Medium in das zweite Medium eingebracht wird. Hierdurch verdampft das zweite Medium derart, dass der entstehende Dampf über Dampfkanäle abgeführt wird. Der Dampf wird dann an einem Kondensator wiederum in den flüssigen Zustand überführt und hierbei zusätzliche Energie gewonnen, die bei dem ersten Kanal insbesondere in Form eines Abgaskanals dem Abgas entzogen wird. Aufgrund der Kapillarwirkung strömt gleichzeitig mit der Verdampfung flüssiges Medium in die Sinterstruktur nach.In the sintering layer itself, a capillary structure is generated due to a porosity of the sintered material, so that the second medium flows through the resulting channels through the second channel and from the first channel via the inner tube, a heat flow is introduced from the first medium into the second medium. As a result, the second medium evaporates such that the resulting vapor is removed via steam channels. The steam is then converted to a condenser again in the liquid state and this additional energy is recovered, which is withdrawn at the first channel in particular in the form of an exhaust gas passage to the exhaust gas. Due to the capillary action, liquid medium flows into the sintering structure simultaneously with the evaporation.
Der Arbeitskreisprozess kann beispielsweise nach dem Prinzip eines Clausius-Rankine-Prozesses erfolgen. Besonders bevorzugt werden die Verdampferrohre als heat-pipe, mithin als Wärmerohre ausgebildet und besonders bevorzugt als loopheat-pipe.The workgroup process can be carried out, for example, according to the principle of a Clausius-Rankine process. Particularly preferably, the evaporator tubes are designed as a heat pipe, and consequently as heat pipes, and particularly preferably as a loopheat pipe.
Durch das erfindungsgemäße Verfahren entfällt gänzlich ein mechanisches Bearbeiten der hergestellten Rohranordnung. Die notwendigen Arbeitsschritte sind dabei auf ein Minimum begrenzt, wobei aufwendige spanabhebende Vor- oder Nachbearbeitungsverfahren gänzlich entfallen. Gerade unter Verwendung eines derartigen Sinterwerkstoffes, der nicht zusätzlich verdichtet wird, entsteht durch den Sintervorgang selbst eine hinreichend hohe Porosität in der Sinterschicht, so dass eine optimale Pumpwirkung und mithin ein Abführen des Dampfes ermöglicht ist.The inventive method eliminates entirely a mechanical machining of the tube assembly produced. The necessary steps are limited to a minimum, with elaborate machining preliminary or post-processing eliminated altogether. Especially when using such a sintered material, which is not additionally compacted, the sintering process itself produces a sufficiently high porosity in the sintered layer, so that an optimum pumping action and consequently a removal of the vapor is made possible.
Hierzu wird insbesondere für das Platzhaltermaterial selbst ein Kunststoffmaterial verwendet, wobei dies insbesondere ein Polymerwerkstoff ist. Alternativ kann auch ein Amidwachs verwendet werden. Das derartige Platzhaltermaterial wird insbesondere auf die Außenmantelfläche angelegt oder aufgewickelt oder aufgespritzt. Optional wird auf die Außenmantelfläche ein Haftmittel aufgebracht, wobei das Haftmittel eine bessere stoffschlüssige Verbindung zwischen Außenmantelfläche und Platzhaltermaterial und/oder Außenmantelfläche und Sinterwerkstoff erzeugt.For this purpose, a plastic material is used in particular for the placeholder material itself, this being in particular a polymer material. Alternatively, an amide wax can also be used. The such placeholder material is applied in particular to the outer circumferential surface or wound or sprayed. Optionally, an adhesive is applied to the outer circumferential surface, wherein the adhesive produces a better cohesive connection between outer lateral surface and spacer material and / or outer lateral surface and sintered material.
Besonders bevorzugt wird dabei das Platzhaltermaterial beispielsweise im festen Aggregatzustand bereitgestellt und ganz besonders bevorzugt in Strangform. Die derartigen Stränge des Platzhaltermaterials werden dann auf die Außenmantelfläche aufgelegt bzw. aufgepresst und mit der Außenmantelfläche zumindest temporär verklebt. Im Rahmen der Erfindung sind die Stränge verpresst oder verklebt. Insbesondere wird das Platzhaltermaterial dabei streifenförmig aufgebracht, wobei die Streifen, dargestellt durch die Stränge, bevorzugt parallel zueinander beabstandet sind. Die Streifen wiederum sind insbesondere weiterhin parallel zur Mittellängsachse des Innenrohres verlaufend oder aber die Streifen sind schraubenförmig auf der Außenmantelfläche aufgebracht. Bei letzterer Variante verlaufen die Streifen in einem Winkel zur Mittellängsachse des Innenrohres und winden sich schraubenförmig um die Außenmantelfläche.In this case, the placeholder material is particularly preferably provided, for example, in the solid state of matter, and very particularly preferably in strand form. The strands of the placeholder material of this type are then placed or pressed onto the outer circumferential surface and glued to the outer lateral surface at least temporarily. In the context of the invention, the strands are pressed or glued. In particular, the placeholder material is applied in strip form, wherein the strips, represented by the strands, are preferably spaced parallel to one another. The strips, in turn, continue to run in particular parallel to the central longitudinal axis of the inner tube or else the strips are applied helically on the outer circumferential surface. In the latter variant, the strips extend at an angle to the central longitudinal axis of the inner tube and wind helically around the outer circumferential surface.
Im Rahmen der Erfindung ist es jedoch auch möglich, dass das Platzhaltermaterial in einem flüssigen, gelförmigen oder pastösen Aggregatzustand auf die Außenmantelfläche aufgespritzt wird. Das Platzhaltermaterial weist in diesem Aggregatzustand eine Eigenklebfunktion auf, so dass ein zusätzlicher Klebevorgang nicht durchgeführt werden muss.In the context of the invention, however, it is also possible that the placeholder material is sprayed in a liquid, gel or pasty state of aggregation on the outer circumferential surface. The placeholder material has a self-adhesive function in this state of aggregation, so that an additional gluing process does not have to be carried out.
Ein zwischen Außenform und Innenrohr entstehender Ringspalt wird nunmehr mit Sinterwerkstoff aufgefüllt.An annular gap formed between the outer mold and the inner pipe is now filled with sintered material.
Während des folgenden Sintervorganges, bei dem unter Umständen ein Vakuumsintervorgang verwendet werden kann, aber auch ein anderweitiger Sintervorgang nicht unter Vakuumatmosphäre durchgeführt werden kann schmilzt das Platzhaltermaterial auf und fließt aus dem Ringspalt aus. Als Temperaturen werden bevorzugt 500° bis 1200° C, insbesondere 900° bis 1100° C verwendet. Hierbei schmilzt das Platzhaltermaterial auf und läuft über die dabei entstehenden Kanäle aus der Anordnung aus. Alternativ kann das Platzhaltermaterial auch bei circa 600° zuvor bei Verfestigung des Sintermaterials ausgetrieben werden und anschließend der eigentliche Sintervorgang durchgeführt werden. Das Platzhaltermaterial selbst fängt in einem Temperaturbereich zwischen 150 °C und 450 °C, insbesondere 200 °C bis 400 °C an aufzuschmelzen bzw. zu verdampfen. Bis das Platzhaltermaterial vollständig aufgeschmolzen bzw. vollständig verdampft ist, hat die Anordnung weiterhin eine Temperatur erreicht, bei der der Sintervorgang bereits begonnen hat, wodurch sich der Sinterwerkstoff dann beginnt zu verbinden. Durch bevorzugten Einsatz eines nachfolgend erläuterten Sinterwerkstoffes in Form eines spratzigen Metallpulvers, kann jedoch auch sichergestellt werden, dass selbst bei nahezu vollständig ausgeflossenem bzw. verdampftem Platzhaltermaterial zunächst die hergestellte Kanalstruktur erhalten bleibt bei erst danach einsetzendem Sinterprozess.During the following sintering process, in which a vacuum sintering process can possibly be used, but also another sintering process can not be carried out under a vacuum atmosphere, the placeholder material melts and flows out of the annular gap. The temperatures used are preferably 500 ° to 1200 ° C, in particular 900 ° to 1100 ° C. In this case, the placeholder material melts and runs out of the arrangement via the resulting channels. Alternatively, the placeholder material can be expelled at about 600 ° before solidification of the sintered material and then the actual sintering process can be performed. The placeholder material itself begins in a temperature range between 150 ° C and 450 ° C, in particular 200 ° C to 400 ° C to melt or vaporize. Until the blank material is completely melted or completely evaporated, the assembly has further reached a temperature at which the sintering process has already begun, whereby the sintered material then begins to bond. By preferred use of a sintered material explained below in the form of a spattered metal powder, however, it can also be ensured that even if the spacer material is almost completely flowed out or vaporized, first of all the channel structure produced is retained during the subsequent sintering process.
Damit der Sinterwerkstoff nicht die durch das ausfließende bzw. verdampfende Platzhaltermaterial entstehenden Hohlräume durch ein eigenes Nachrücken wieder verschließt, wird insbesondere ein spratziges Metallpulver verwendet. Unter spratzigem Metallpulver ist eine eckige und/oder kantige Pulverform zu verstehen, so dass sich die einzelnen Pulverteilchen untereinander verhaken und/oder verkanten und bis zum Abschluss des Sintervorganges formstabil zueinander ausgerichtet bleiben. Die Pulverpartikel sind somit eckig bzw. kantig oder vieleckig derart ausgebildet, dass sie sich untereinander verhaken und/oder verkanten. Durch die dabei entstehenden Kanalstrukturen fließt dann im späteren Einsatz das zweite Medium, insbesondere ein Arbeitsmedium, im gasförmigen Aggregatzustand. Durch die aufgrund des spratzigen Metallpulvers entstehenden rauen Oberflächen innerhalb der Kanalstruktur selber wird dabei eine turbulente Strömung erzeugt, die einen verbesserten Wärmeübergang in das zweite Medium erzeugt, wodurch eine stärkere Überhitzung des Dampfes stattfindet. Die Pumpfunktion ist dabei derart bevorzugt anzusehen, dass eine aktive Pumpe entfallen kann und die Pumpfunktion ausschließlich durch die Kapillarfunktion erfolgt.So that the sintered material does not reseal the cavities created by the outflowing or vaporizing placeholder material by means of its own rearward movement, in particular a spattered metal powder is used. Under spratzigem metal powder is an angular and / or edged powder form to understand so that the individual powder particles interlock with each other and / or tilt and remain dimensionally stable to each other until the completion of the sintering process. The powder particles are thus square or edged or polygonal designed such that they interlock with each other and / or tilt. Due to the resulting channel structures, the second medium, in particular a working medium, then flows in the gaseous state of matter during later use. The resulting due to the spattery metal powder rough surfaces within the channel structure itself while a turbulent flow is generated, which generates an improved heat transfer into the second medium, whereby a stronger overheating of the steam takes place. The pumping function is to be regarded as being so preferred that an active pump can be dispensed with and the pumping function is effected exclusively by the capillary function.
Weiterhin besonders bevorzugt wird für das Sintermaterial ein Edelstahlwerkstoff verwendet. Insbesondere sind weiterhin das Innenrohr, das Sintermaterial und das optionale Mantelrohr ebenfalls aus einem Edelstahlwerkstoff ausgebildet, da dieser eine besonders gute Resistenz gegen die korrosiven Eigenschaften des Abgases aufweist bei gleichzeitig guter Wärmeleitfähigkeit. Sind alle Bauteilkomponenten aus demselben Werkstoff ausgebildet, so weist der Werkstoff entsprechend gleiche Wärmeausdehnungskoeffizienten auf, so dass die Anordnung insbesondere in Bezug auf die Dauerhaltbarkeit bei thermischen Ausdehnungen keinen Schaden annimmt.With particular preference, a stainless steel material is used for the sintered material. In particular, furthermore, the inner tube, the sintered material and the optional jacket tube are likewise made of a stainless steel material, since this has a particularly good resistance to the corrosive properties of the exhaust gas while at the same time having good thermal conductivity. If all component components are formed from the same material, then the material has correspondingly equal thermal expansion coefficients, so that the arrangement assumes no damage, in particular with regard to the durability under thermal expansion.
Insbesondere sind das Innenrohr, der Sinterwerkstoff und optional das Mantelrohr dabei aus einem Edelstahlwerkstoff der 1.4XXX-Gruppe, ganz besonders bevorzugt aus einer Edelstahllegierung 1.4404 hergestellt.In particular, the inner tube, the sintered material and optionally the jacket tube are made of a stainless steel material of the 1.4XXX group, most preferably of a stainless steel alloy 1.4404.
Die in dem Ringspalt aufgeführte Sinterstruktur wird erfindungsgemäß nicht verdichtet. Optional ergänzend oder aber alternativ weist die aus dem Sinterwerkstoff hergestellte Sinterschicht eine Porosität von mehr als 50 % auf, insbesondere zwischen 50 % und 80 %, bevorzugt zwischen 50 % und 60 %, wobei zwischen der Sinterschicht und der Außenmantelfläche des Innenrohres eine Kontaktfläche von 40 % bis 60 %, insbesondere 50 % hergestellt ist. Letzteres bedeutet im Rahmen der Erfindung, dass 40 % bis 60 %, insbesondere 50 % der Außenmantelfläche des Innenrohres in Kontakt mit der Sinterschicht steht. Hierdurch wird ein Optimum erreicht zwischen hergestellter Kanalstruktur und direktem Wärmeübergang von erstem in zweites Medium, was zum Verdampfen des zweiten Mediums genutzt wird.The sintered structure listed in the annular gap is not compacted according to the invention. Optionally additionally or alternatively, the sintered layer produced from the sintered material has a porosity of more than 50%, in particular between 50% and 80%, preferably between 50% and 60%, wherein a contact surface of 40 between the sintered layer and the outer lateral surface of the inner tube % to 60%, especially 50% is made. The latter means in the context of the invention that 40% to 60%, in particular 50% of the outer circumferential surface of the inner tube is in contact with the sintered layer. This will be an optimum achieved between produced channel structure and direct heat transfer from the first into the second medium, which is used for evaporation of the second medium.
Damit die Sinterschicht und die Kapillarstruktur ebenfalls eine ausreichende Wärme aus einem Wärmeeintrag erlangen, wird dann über die Kontaktfläche zwischen Außenmantelfläche des Innenrohres und Sinterschicht Wärme in die Sinterschicht überführt aufgrund von Wärmeleitung. In der Sinterschicht erfolgt dann aufgrund der Kapillarstruktur eine Pumpfunktion und ein Abführen des verdampften zweiten Mediums.In order for the sintered layer and the capillary structure likewise to obtain sufficient heat from a heat input, heat is then transferred into the sintered layer via the contact surface between the outer circumferential surface of the inner tube and the sintered layer due to heat conduction. Due to the capillary structure, a pumping function and a discharge of the evaporated second medium take place in the sintering layer.
Das erfindungsgemäße Verfahren sieht weiterhin vor, dass der Sinterwerkstoff durch den Sintervorgang stoffschlüssig mit der Außenmantelfläche des Innenrohres gekoppelt wird.The inventive method further provides that the sintered material is coupled by the sintering process cohesively with the outer circumferential surface of the inner tube.
Weiterhin ist es möglich, Anbauteile, beispielsweise Verschlussstopfen oder aber Anschlüsse insbesondere für den zweiten Kanal mit dem Innenrohr und/oder mit dem Mantelrohr stoffschlüssig zu koppeln, insbesondere durch einen Lötvorgang, wobei der Lötvorgang gleichzeitig und parallel mit dem Sintervorgang durchgeführt wird. Beides kann in einer gleichen Erwärmungseinrichtung durchgeführt werden, beispielsweise einem Ofen. Insbesondere wird dies bei Temperaturen von im Wesentlichen 800° bis 1200° und ganz besonders bevorzugt 900° bis 1100° und optional unter Schutzgas durchgeführt.Furthermore, it is possible to materially couple attachments, such as plugs or connections especially for the second channel with the inner tube and / or with the jacket tube, in particular by a soldering process, wherein the soldering is performed simultaneously and in parallel with the sintering process. Both can be performed in a same heating device, such as an oven. In particular, this is carried out at temperatures of substantially 800 ° to 1200 ° and very particularly preferably 900 ° to 1100 ° and optionally under protective gas.
Weiterhin besonders bevorzugt ist die Außenform an ihrer Innenmantelfläche mit einem hochtemperaturbeständigen Trennmittel versehen. Hierdurch wird es ermöglicht, nach dem Sintervorgang und einem Aushärten des Sinterwerkstoffes das Mantelrohr abzuziehen.Further particularly preferably, the outer mold is provided on its inner circumferential surface with a high temperature resistant release agent. This makes it possible to remove the jacket tube after the sintering process and curing of the sintered material.
Weitere Vorteile, Merkmale, Eigenschaften und Aspekte der vorliegenden Erfindung sind Gegenstand der nachfolgenden Beschreibung. Bevorzugte Ausführungsvarianten werden in den schematischen Figuren dargestellt. Diese dienen dem einfachen Verständnis der Erfindung. Es zeigen:
- Figur 1
- ein erfindungsgemäßes Verdampferrohr in Längsschnittsansicht;
- Figur 2a
- ein erfindungsgemäß hergestelltes Verdampferrohr in Querschnitts-
- und b
- ansicht und vergrößerter Ansicht des Querschnittes.
- FIG. 1
- an inventive evaporator tube in a longitudinal sectional view;
- FIG. 2a
- an evaporator tube produced according to the invention in cross-section
- and b
- View and enlarged view of the cross section.
In den Figuren werden für gleiche oder ähnliche Bauteile dieselben Bezugszeichen verwendet, auch wenn eine wiederholte Beschreibung aus Vereinfachungsgründen entfällt.In the figures, the same reference numerals are used for the same or similar components, even if a repeated description is omitted for reasons of simplicity.
Zwischen den einzelnen Verdampfungskanälen 9 ist jeweils ein Abstand a ausgebildet, wobei im Bereich dieses Abstandes die Sinterschicht 12 in direktem Kontakt mit der Außenmantelfläche 8 des Innenrohres 2 steht. Hierdurch erfolgt ein Wärmeeintrag in die Sinterschicht 12 selber, so dass eine nicht näher dargestellte Kapillarstruktur innerhalb der porösen Sinterschicht 12 ebenfalls erwärmt wird. Optional kann dann ein hier schematisch nur angedeutete Außenform 13 von außen an der Sinterschicht 12 angeordnet sein. Die Außenform 13 dient zunächst als Form während des Sintervorganges, wobei insbesondere im Rahmen der Erfindung auch zwischen Außenform 13 und Innenrohr 2 der gesamte zweite Kanal ausgebildet sein kann. Ein entsprechendes Zuführen des zweiten Mediums und ein Abführen des verdampften zweiten Mediums erfolgt dann über die in
Bezugszeichen:Reference numerals:
- 1 -1 -
- Verdampferrohrevaporator tube
- 2 -2 -
- Innenrohrinner tube
- 3 -3 -
- Gehäuserohrhousing tube
- 4 -4 -
- Längsrichtung zu 2Longitudinal direction to 2
- 5 -5 -
- erster Kanalfirst channel
- 6 -6 -
- Innenmantelfläche zu 2Inner lateral surface to 2
- 7 -7 -
- Mantelfläche zu 2Lateral surface to 2
- 8 -8th -
- Außenmantelfläche zu 2Outer lateral surface to 2
- 9 -9 -
- VerdampfungskanalEvaporation passage
- 10 -10 -
- Verschlussshutter
- 11 -11 -
- Verschlussshutter
- 12 -12 -
- Sinterschichtsintered layer
- 13 -13 -
- Außenformexternal form
- I -I -
- Innenrauminner space
- K -K -
- KappilarstrukturKappilarstruktur
- a -a -
- Abstanddistance
- Q̇ - Q̇ -
- Wärmestromheat flow
Claims (12)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013103836.0A DE102013103836B4 (en) | 2013-04-16 | 2013-04-16 | Method for producing an evaporator tube |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2792437A1 true EP2792437A1 (en) | 2014-10-22 |
| EP2792437B1 EP2792437B1 (en) | 2015-11-04 |
Family
ID=50230893
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14157192.7A Not-in-force EP2792437B1 (en) | 2013-04-16 | 2014-02-28 | Method for producing an evaporator tube |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2792437B1 (en) |
| DE (1) | DE102013103836B4 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3095704A1 (en) * | 2015-05-21 | 2016-11-23 | FINMECCANICA-Società per azioni | Heat recovery system, in particular for use on aircraft, using a two-phase fluid circuit |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3345160A (en) * | 1965-07-09 | 1967-10-03 | Carborundum Co | Method for making ducted refractory articles |
| US3751271A (en) * | 1970-05-12 | 1973-08-07 | Toyota Kk | Sintered filter having straight holes therethrough |
| WO2002044639A1 (en) * | 2000-11-30 | 2002-06-06 | Khpt Co., Ltd | Sintered wick structure heat pipe with parallel pipe holes and manufature method thereof |
| WO2009157611A1 (en) * | 2008-06-23 | 2009-12-30 | Zalman Tech Co., Ltd. | Method for manufacturing evaporator for loop heat pipe system |
| DE102011103110A1 (en) * | 2011-05-25 | 2012-11-29 | Benteler Automobiltechnik Gmbh | Exhaust system for internal combustion engine e.g. diesel engine of motor vehicle, has capillary structure that is formed between exhaust pipe and jacket tube |
-
2013
- 2013-04-16 DE DE102013103836.0A patent/DE102013103836B4/en not_active Expired - Fee Related
-
2014
- 2014-02-28 EP EP14157192.7A patent/EP2792437B1/en not_active Not-in-force
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3345160A (en) * | 1965-07-09 | 1967-10-03 | Carborundum Co | Method for making ducted refractory articles |
| US3751271A (en) * | 1970-05-12 | 1973-08-07 | Toyota Kk | Sintered filter having straight holes therethrough |
| WO2002044639A1 (en) * | 2000-11-30 | 2002-06-06 | Khpt Co., Ltd | Sintered wick structure heat pipe with parallel pipe holes and manufature method thereof |
| WO2009157611A1 (en) * | 2008-06-23 | 2009-12-30 | Zalman Tech Co., Ltd. | Method for manufacturing evaporator for loop heat pipe system |
| DE102011103110A1 (en) * | 2011-05-25 | 2012-11-29 | Benteler Automobiltechnik Gmbh | Exhaust system for internal combustion engine e.g. diesel engine of motor vehicle, has capillary structure that is formed between exhaust pipe and jacket tube |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3095704A1 (en) * | 2015-05-21 | 2016-11-23 | FINMECCANICA-Società per azioni | Heat recovery system, in particular for use on aircraft, using a two-phase fluid circuit |
| US10029800B2 (en) | 2015-05-21 | 2018-07-24 | Leonardo S.P.A. | Heat recovery system, in particular for use on aircraft, using a two-phase fluid circuit |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102013103836A1 (en) | 2014-10-16 |
| EP2792437B1 (en) | 2015-11-04 |
| DE102013103836B4 (en) | 2018-05-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2799805B1 (en) | Vaporiser pipe for assembly in an exhaust line and method for producing the vaporiser pipe with porous sinter structure and vapour channels | |
| DE602006000885T2 (en) | Rotor for an electric machine | |
| EP2510302B1 (en) | Heat transfer tube | |
| DE102008060116A1 (en) | Method for producing a bearing arrangement and bearing arrangement | |
| DE102013226664A1 (en) | Turbine rotor and method of manufacturing the turbine rotor | |
| DE102013226732A1 (en) | adsorber | |
| EP2792437B1 (en) | Method for producing an evaporator tube | |
| EP2404368A2 (en) | Rotor for an electric motor and method for producing such a rotor | |
| DE102012217560A1 (en) | Turbine rotor useful for exhaust gas turbine comprises turbine impeller with impeller hub comprising refractory metal alloy and rotor shaft with rotor shaft end facing the impeller hub, which is made of steel, and spacer sleeve | |
| EP2314971A2 (en) | Heat exchanger with energy feed-in for long-term stable and even power performance and method for same | |
| DE102009040930A1 (en) | Heatable liquid container made of plastic material and process for its production | |
| DE102019124788A1 (en) | Method for operating a drive device for a motor vehicle and a corresponding drive device | |
| WO2017016646A1 (en) | Heat transfer tube, heat reservoir and method for producing a heat transfer tube | |
| WO2017016647A1 (en) | Heat transfer tube, heat reservoir and method for producing a heat transfer tube | |
| EP3204693A1 (en) | Heating element for an electrically heatable sheathed glow plug, comprising an axially pressed heating insert, and associated manufacturing method | |
| AT523430B1 (en) | Process for the production of a heat pipe | |
| EP2527761A2 (en) | Heat transfer device | |
| DE102009024776A1 (en) | Vehicle e.g. commercial vehicle, has pump device for conveying working fluid to heat exchanger that is loaded with thermal energy and arranged deeper than cooler of fluid circuit in bottom area of vehicle in vehicle vertical direction | |
| DE102012205496A1 (en) | Thermally insulated line element for use as oscillation decoupling element within exhaust gas recovery line for exhaust system of motor car, has thermally insulating filling with particulate material arranged between inner and outer layers | |
| DE102011103109A1 (en) | Exhaust system with heat storage | |
| DE102011121510A1 (en) | heat shield | |
| WO2020038962A1 (en) | Catalyst | |
| WO2007054331A1 (en) | Honeycomb for an exhaust treatment unit | |
| DE102014106807A1 (en) | Flue gas heat exchanger made of duplex steel | |
| DE102012211481A1 (en) | Method and device for producing a component |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140722 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150715 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 758849 Country of ref document: AT Kind code of ref document: T Effective date: 20151115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014000175 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20151104 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160204 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160304 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160205 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160304 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014000175 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160228 |
|
| 26N | No opposition filed |
Effective date: 20160805 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20180216 Year of fee payment: 5 Ref country code: CZ Payment date: 20180227 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180223 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151104 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190227 Year of fee payment: 6 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190228 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 758849 Country of ref document: AT Kind code of ref document: T Effective date: 20190228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190228 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502014000175 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200901 |