EP2708292A1 - Low distortion screen assembly and method of assembly - Google Patents
Low distortion screen assembly and method of assembly Download PDFInfo
- Publication number
- EP2708292A1 EP2708292A1 EP12184865.9A EP12184865A EP2708292A1 EP 2708292 A1 EP2708292 A1 EP 2708292A1 EP 12184865 A EP12184865 A EP 12184865A EP 2708292 A1 EP2708292 A1 EP 2708292A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- plate structure
- screen elements
- screen
- support members
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B1/00—Sieving, screening, sifting, or sorting solid materials using networks, gratings, grids, or the like
- B07B1/46—Constructional details of screens in general; Cleaning or heating of screens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B1/00—Sieving, screening, sifting, or sorting solid materials using networks, gratings, grids, or the like
- B07B1/46—Constructional details of screens in general; Cleaning or heating of screens
- B07B1/4609—Constructional details of screens in general; Cleaning or heating of screens constructional details of screening surfaces or meshes
- B07B1/4618—Manufacturing of screening surfaces
Definitions
- Embodiments of the invention generally relate to a method of forming a screen assembly.
- a screen assembly may generally include a screen panel that is supported by a plate structure, each of which is formed from a metallic material.
- the screen panel includes a plurality of spaced wires running parallel in one direction, and a plurality of supports running perpendicular to the wires.
- the supports are coupled to and support the wires.
- the plate structure is coupled to one of the supports and may be coupled to the ends of the wires, for supporting multiple screen panels.
- a first weld is made joining the bottom of one support to the bottom of the plate structure.
- a second weld is also used to join the ends of the wires to the plate structure.
- the second weld is usually required as heat from the first weld generally distorts the metallic material of the screen panel.
- the second weld can be made independent of the first weld in some configurations, with similar distortion to the screen panel wires. To correct this problem, fabricators manually measure and correct the spacing between the wires that have been distorted near the welds. This remedial action increases time and cost to the assembling of the screens.
- a screen assembly may comprise a plurality of screen elements coupled to a plurality of support members, and a plate structure having a hole for providing access to weld the plate structure to one of the support members.
- a method of assembling a screen assembly may comprise coupling a plurality of screen elements to a plurality of support members, forming a hole in a plate structure, and coupling the plate structure to one of the support members using a welded connection formed in the hole.
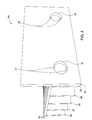
- Figures 1 and 2 illustrate a section of a screen assembly according to one embodiment.
- Figures 3A-3C illustrate a screen assembly according to one embodiment.
- Embodiments of the invention relate to a screen assembly having one or more screen panels and one or more plate structures.
- the screen assembly may be configured to separate or filter various types of media, including liquid and/or solid components.
- the components of the screen assembly may be formed from metallic materials, including but not limited to stainless steel.
- the screen panel may include a plurality of screen elements (such as wires) oriented in a parallel manner and spaced apart to form a plurality of spaces (or gaps) between adjacent screen elements.
- the screen panel may also include a plurality of support members for supporting the screen elements.
- the support members may also be oriented in a parallel manner and spaced apart from each other.
- the support members may be arranged perpendicular to the screen elements.
- the plate structure may be coupled to one of the support members and may be coupled to the ends of the screen elements for supporting one or more screen panels.
- the plate structure may include any substantially planar structural member for supporting one or more screen panels.
- Figures 1 and 2 illustrate a section of a screen assembly 100 having a plurality of parallel, spaced screen elements 10 supported by a plurality of support members 20.
- the screen elements 10 may be coupled to (such as by a welded connection) the support members 20, and may be spaced apart to form a plurality of spaces or gaps for filtering fluid flow through the screen assembly 100.
- the screen elements 10 are oriented substantially parallel to each other, but are oriented substantially perpendicular to the support members 20.
- Embodiments of the invention may include any sized spacing and/or angled orientation between the screen elements 10 and/or the support members 20.
- One or more of the screen elements 10 may be "Vee-Wires" as known in the art, e.g. wires having a triangular shaped cross section.
- One or more of the screen elements 10 and/or the support members 20 may include square, rectangular, and/or circular shaped cross sections.
- the screen elements 10 and the support members 20 may include the same embodiments as the filter wires 28 and the support rods 20 described in US Patent No. 6,663,774, filed on October 16, 2001 , and/or the wires 16 and the support rods 17 described in U.S. Patent No. 7,425,264, filed on July 18, 2005 , the contents of which are herein incorporated by reference in their entirety.
- a plate structure 30 is coupled to one of the support members 20, and may be coupled to the ends of the screen elements 10.
- the plate structure 30 includes one or more holes 35 shown in Figure 2 .
- the holes 35 provide access for forming one or more welded connections 37 between the plate structure 30 and the adjacent support member 20.
- the welded connections 37 may be continuous or non-continuous in the holes 35.
- One, two, or more welded connections 37 may be formed in the holes 35 and may be arranged on opposite sides, symmetrically, and/or asymmetrically.
- the number and/or arrangement of the holes 35 and/or the welded connections 37 may minimize the amount of welding and heat required to couple the plate structure 30 to the support member 20, when compared to forming a weld across the bottom longitudinal lengths of the plate structure 30 and the adjacent support member 20.
- the welded connections 37 and/or additional joint connections can be used and may include welded studs or rivets, as well as direct welding between the components of the screen assembly 100.
- the plate structure 30 may extend at least partially above and/or below the screen elements 10.
- the support members 20 may be coupled to the bottom surfaces of the screen elements 10. At least one of the support members 20 may be coupled adjacent to or flush with the ends of the screen elements 10.
- the holes 35 formed in the plate structure 30 may be formed through the portion of the plate structure 30 that extends below the screen elements 10 for connection to the support member(s) 20 disposed at the ends of the screen elements 10.
- the welded connections 37 are formed between side surfaces of the support member 20 and inner surfaces of the holes 35.
- the plate structure 30 may be coupled to the ends of the screen elements 10.
- a filler wire 40 shown in Figure 1 may be disposed across the upper surfaces of the ends of the screen elements 10 for supporting a welded connection 45, which may be continuous or non-continuous, to the plate structure 30.
- the filler wire 40 is directly welded to the plate structure 30 and acts as a thermal and/or structural buffer to prevent heat from the welded connection 45, when welded, from distorting the spacing between the screen elements 10.
- the filler wire 40 may also provide a sealed joint between the screen elements 10 and the plate structure 30.
- the welded connections 37 (of the plate structure 30 to the support member 20) may be sufficient to provide a sealed joint between the screen elements 10 and the plate structure 30.
- the length and/or arrangement of the filler wire 40 and/or the welded connection 45 may minimize the amount of welding and heat required to couple the plate structure 30 to the support member 20, when compared to forming a weld directly to the screen elements 10 themselves.
- Figures 3A-3C illustrate a screen assembly 200 according to one embodiment.
- Figure 3A illustrates a top view of the screen assembly 200
- Figure 3B illustrates a side view thereof
- Figure 3C illustrates a partial sectional view thereof identified in Figure 3A .
- the screen assembly 200 may include square, rectangular, elliptical, and/or other shapes known in the art.
- the screen assembly 200 may include any number, shape, and/or configuration of sections and/or bolted connections.
- FIG. 3C illustrates a sectional view of the bolted connection 230.
- the elements of the screen assembly 200 that are the same as the elements of the screen assembly 100 discussed above include the same reference numerals.
- each screen section 235, 245 includes screen elements 10 supported by support members 20.
- Additional support members 25, however, may also be coupled to the screen elements 10 and/or the support members 20 to provide additional support to the screen assembly 200.
- the additional support members 25 may be used to connect the screen panels to the plate structure 30.
- the additional support members 25 may be the same as or different than the support members 20, each of which may include bars, rods, and/or other similar structural support members known in the art.
- the portion of the plate structures 30 that extend below the screen elements 10 may include holes 35. Welded connections 37 within the holes 35 may be used to join the plate structure 30 to one of the additional support members 25.
- filler wire 40 may be used to form welded connections 45 to join the filler wire 40 and/or the screen elements 10 to the plate structure 30, and/or to form a sealed joint.
- the portions of the plate structures 30 that extend above the screen elements 10 include corresponding bolt holes for receiving bolts 50 along a longitudinal length to join the screen sections 215, 225, 235, 245 together to assembly the entire, sealed screen assembly 200.
- a seal member 31, such as a gasket may be disposed between the plate structures 30 to form a sealed joint between the plate structures 30.
- a method of assembling the screen assembly 100, 200 may include coupling one or more screen elements 10 to one or more support members 20, 25.
- the method may further include forming one or more holes 35 in the plate structures 30.
- the method may further include positioning the plate structures 30 and one of the support members 20, 25 together, and forming one or more welded connections 37 within the holes 35 to couple the plate structures 30 to the support members 20, 25.
- the method may further include disposing filler wires 40 across the upper ends of the screen elements 10, and forming welded connections 45 to couple the plate structure 30 to the filler wire 40 and/or the screen elements 10, and/or to form a sealed joint.
- Advantages of the embodiments described herein include a reduction in the amount of welding, which reduces labor time and contributes to a reduced risk of heat distortion.
- the amount of heat reduction from the welded connections 35, 45 minimizes and/or eliminates distortion of the spaces between screen elements 10. Since the heat distortion is minimized and/or eliminated, there is no need for any subsequent remedial actions necessary to measure and correct the screen element spacing.
- the joint between the screen elements 10 and the plate structure 30 via the welded connection to the support members 20, 25 may be consistent enough as to not require any additional welding. Further, if the joint between the screen elements 10 and the plate structure 30 does need to be sealed, using the filler wire 40 may make the welding process even easier, faster, and more consistent.
- the embodiments of the screen assembly 100, 200 described herein may be formed using one or more welded connections, bolted connections, clamped connections, and/or other types of connections known in the art between one or more components of the screen assembly 100, 200.
- the embodiments of the screen assembly 100, 200 described herein may be formed using other shapes, sizes, and/or symmetrical or non-symmetrical configurations of one or more components of the screen assembly 100, 200.
- the embodiments of the screen assembly 100, 200 described herein may include conically shaped screen elements 10, support members 20, 25 and/or plate structures 30.
- the screen assembly 100, 200 may include substantially planar screen elements 10 (or panels), substantially non-planar (circular) screen elements 10 (or panels), and/or one or more sections of screen elements 10 (or panels) coupled together and/or to one or more plate structures 30.
- the embodiments of the screen assembly 100, 200 described herein may be formed using one or more screen plates (such as a thin, metallic plate) having one or more slots disposed through the screen plates (in addition to or as an alternative to the screen elements 10).
- the slots may be oriented in a similar manner as the screen elements 10 and operable to separate or filter fluids.
- the slots may be symmetrically or non-symmetrically spaced relative to each other.
- the slots may extend the entire length, width, and/or height of the plates.
- the plates may be supported by one or more support members, such as support members 20.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Filtering Materials (AREA)
Abstract
Description
- Embodiments of the invention generally relate to a method of forming a screen assembly.
- Screen assemblies are well known in the art for filtering various types of media. A screen assembly may generally include a screen panel that is supported by a plate structure, each of which is formed from a metallic material. The screen panel includes a plurality of spaced wires running parallel in one direction, and a plurality of supports running perpendicular to the wires. The supports are coupled to and support the wires. The plate structure is coupled to one of the supports and may be coupled to the ends of the wires, for supporting multiple screen panels.
- Normally, when a screen support element is near a perimeter or bounding element, a first weld is made joining the bottom of one support to the bottom of the plate structure. A second weld is also used to join the ends of the wires to the plate structure. The second weld is usually required as heat from the first weld generally distorts the metallic material of the screen panel. However, the spaces between the wires are critical, and the heat from the welding may cause distortion to the wire spacing. The second weld can be made independent of the first weld in some configurations, with similar distortion to the screen panel wires. To correct this problem, fabricators manually measure and correct the spacing between the wires that have been distorted near the welds. This remedial action increases time and cost to the assembling of the screens.
- Therefore, there is a need for a new and improved configuration to facilitate screen assembly joints and perimeter plates that is efficient and cost effective.
- In one embodiment, a screen assembly may comprise a plurality of screen elements coupled to a plurality of support members, and a plate structure having a hole for providing access to weld the plate structure to one of the support members.
- In one embodiment, a method of assembling a screen assembly may comprise coupling a plurality of screen elements to a plurality of support members, forming a hole in a plate structure, and coupling the plate structure to one of the support members using a welded connection formed in the hole.
- So that the manner in which the above recited features of the invention can be understood in detail, a more particular description of the invention, briefly summarized above, may be had by reference to embodiments, some of which are illustrated in the appended drawings. It is to be noted, however, that the appended drawings illustrate only typical embodiments of this invention and are therefore not to be considered limiting of its scope, for the invention may admit to other equally effective embodiments.
-
Figures 1 and2 illustrate a section of a screen assembly according to one embodiment. -
Figures 3A-3C illustrate a screen assembly according to one embodiment. - Embodiments of the invention relate to a screen assembly having one or more screen panels and one or more plate structures. The screen assembly may be configured to separate or filter various types of media, including liquid and/or solid components. The components of the screen assembly may be formed from metallic materials, including but not limited to stainless steel.
- The screen panel may include a plurality of screen elements (such as wires) oriented in a parallel manner and spaced apart to form a plurality of spaces (or gaps) between adjacent screen elements. The screen panel may also include a plurality of support members for supporting the screen elements. The support members may also be oriented in a parallel manner and spaced apart from each other. The support members, however, may be arranged perpendicular to the screen elements. The plate structure may be coupled to one of the support members and may be coupled to the ends of the screen elements for supporting one or more screen panels. The plate structure may include any substantially planar structural member for supporting one or more screen panels.
-
Figures 1 and2 illustrate a section of ascreen assembly 100 having a plurality of parallel, spacedscreen elements 10 supported by a plurality ofsupport members 20. Thescreen elements 10 may be coupled to (such as by a welded connection) thesupport members 20, and may be spaced apart to form a plurality of spaces or gaps for filtering fluid flow through thescreen assembly 100. Thescreen elements 10 are oriented substantially parallel to each other, but are oriented substantially perpendicular to thesupport members 20. Embodiments of the invention may include any sized spacing and/or angled orientation between thescreen elements 10 and/or thesupport members 20. - One or more of the
screen elements 10 may be "Vee-Wires" as known in the art, e.g. wires having a triangular shaped cross section. One or more of thescreen elements 10 and/or thesupport members 20 may include square, rectangular, and/or circular shaped cross sections. Thescreen elements 10 and thesupport members 20 may include the same embodiments as the filter wires 28 and thesupport rods 20 described inUS Patent No. 6,663,774, filed on October 16, 2001 , and/or the wires 16 and the support rods 17 described inU.S. Patent No. 7,425,264, filed on July 18, 2005 , the contents of which are herein incorporated by reference in their entirety. - Referring to
Figures 1 and2 , aplate structure 30 is coupled to one of thesupport members 20, and may be coupled to the ends of thescreen elements 10. Theplate structure 30 includes one ormore holes 35 shown inFigure 2 . Theholes 35 provide access for forming one or morewelded connections 37 between theplate structure 30 and theadjacent support member 20. Thewelded connections 37 may be continuous or non-continuous in theholes 35. One, two, or morewelded connections 37 may be formed in theholes 35 and may be arranged on opposite sides, symmetrically, and/or asymmetrically. The number and/or arrangement of theholes 35 and/or thewelded connections 37 may minimize the amount of welding and heat required to couple theplate structure 30 to thesupport member 20, when compared to forming a weld across the bottom longitudinal lengths of theplate structure 30 and theadjacent support member 20. Thewelded connections 37 and/or additional joint connections can be used and may include welded studs or rivets, as well as direct welding between the components of thescreen assembly 100. - The
plate structure 30 may extend at least partially above and/or below thescreen elements 10. Thesupport members 20 may be coupled to the bottom surfaces of thescreen elements 10. At least one of thesupport members 20 may be coupled adjacent to or flush with the ends of thescreen elements 10. Theholes 35 formed in theplate structure 30 may be formed through the portion of theplate structure 30 that extends below thescreen elements 10 for connection to the support member(s) 20 disposed at the ends of thescreen elements 10. Thewelded connections 37 are formed between side surfaces of thesupport member 20 and inner surfaces of theholes 35. - Optionally, the
plate structure 30 may be coupled to the ends of thescreen elements 10. Afiller wire 40 shown inFigure 1 may be disposed across the upper surfaces of the ends of thescreen elements 10 for supporting awelded connection 45, which may be continuous or non-continuous, to theplate structure 30. As illustrated, thefiller wire 40 is directly welded to theplate structure 30 and acts as a thermal and/or structural buffer to prevent heat from thewelded connection 45, when welded, from distorting the spacing between thescreen elements 10. In one embodiment, thefiller wire 40 may also provide a sealed joint between thescreen elements 10 and theplate structure 30. In one embodiment, the welded connections 37 (of theplate structure 30 to the support member 20) may be sufficient to provide a sealed joint between thescreen elements 10 and theplate structure 30. The length and/or arrangement of thefiller wire 40 and/or thewelded connection 45 may minimize the amount of welding and heat required to couple theplate structure 30 to thesupport member 20, when compared to forming a weld directly to thescreen elements 10 themselves. -
Figures 3A-3C illustrate ascreen assembly 200 according to one embodiment. In particular,Figure 3A illustrates a top view of thescreen assembly 200,Figure 3B illustrates a side view thereof, andFigure 3C illustrates a partial sectional view thereof identified inFigure 3A . Although illustrated with a circular or disc shape, thescreen assembly 200 may include square, rectangular, elliptical, and/or other shapes known in the art. Although illustrated with fourseparate sections connections screen assembly 200 may include any number, shape, and/or configuration of sections and/or bolted connections. -
Figure 3C illustrates a sectional view of the boltedconnection 230. The elements of thescreen assembly 200 that are the same as the elements of thescreen assembly 100 discussed above include the same reference numerals. As illustrated, eachscreen section screen elements 10 supported bysupport members 20.Additional support members 25, however, may also be coupled to thescreen elements 10 and/or thesupport members 20 to provide additional support to thescreen assembly 200. Theadditional support members 25 may be used to connect the screen panels to theplate structure 30. Theadditional support members 25 may be the same as or different than thesupport members 20, each of which may include bars, rods, and/or other similar structural support members known in the art. - As illustrated in
Figure 3C , the portion of theplate structures 30 that extend below thescreen elements 10 may include holes 35. Weldedconnections 37 within theholes 35 may be used to join theplate structure 30 to one of theadditional support members 25. Optionally,filler wire 40 may be used to form weldedconnections 45 to join thefiller wire 40 and/or thescreen elements 10 to theplate structure 30, and/or to form a sealed joint. Further, the portions of theplate structures 30 that extend above thescreen elements 10 include corresponding bolt holes for receivingbolts 50 along a longitudinal length to join thescreen sections screen assembly 200. Optionally, aseal member 31, such as a gasket, may be disposed between theplate structures 30 to form a sealed joint between theplate structures 30. - In one embodiment, a method of assembling the
screen assembly more screen elements 10 to one ormore support members more holes 35 in theplate structures 30. The method may further include positioning theplate structures 30 and one of thesupport members connections 37 within theholes 35 to couple theplate structures 30 to thesupport members filler wires 40 across the upper ends of thescreen elements 10, and forming weldedconnections 45 to couple theplate structure 30 to thefiller wire 40 and/or thescreen elements 10, and/or to form a sealed joint. - Advantages of the embodiments described herein include a reduction in the amount of welding, which reduces labor time and contributes to a reduced risk of heat distortion. The amount of heat reduction from the welded
connections screen elements 10. Since the heat distortion is minimized and/or eliminated, there is no need for any subsequent remedial actions necessary to measure and correct the screen element spacing. In addition, since the heat distortion is reduced, the joint between thescreen elements 10 and theplate structure 30 via the welded connection to thesupport members screen elements 10 and theplate structure 30 does need to be sealed, using thefiller wire 40 may make the welding process even easier, faster, and more consistent. - The embodiments of the
screen assembly screen assembly screen assembly screen assembly screen assembly screen elements 10,support members plate structures 30. Thescreen assembly more plate structures 30. - The embodiments of the
screen assembly screen elements 10 and operable to separate or filter fluids. The slots may be symmetrically or non-symmetrically spaced relative to each other. The slots may extend the entire length, width, and/or height of the plates. The plates may be supported by one or more support members, such assupport members 20. - While the foregoing is directed to embodiments of the invention, other and further embodiments of the invention may be devised without departing from the basic scope thereof, and the scope thereof is determined by the claims that follow.
Claims (16)
- A screen assembly, comprising:a plurality of screen elements (10) ;a plurality of support members (20) coupled to the screen elements; anda plate structure (30) having a hole (35) , wherein a welded connection (37) formed in the hole joins one of the support members to the plate structure.
- The assembly of claim 1, wherein the plurality of screen elements are arranged parallel to and spaced apart from each other, and wherein the plurality of support members are arranged perpendicular to the screen elements.
- The assembly of claim 1, wherein the support members are coupled to a bottom surface of the screen elements, and wherein the hole is formed in a portion of the plate structure that extends below the screen elements.
- The assembly of claim 1, wherein at least one support member is disposed adjacent to or flush with the ends of the screen elements.
- The assembly of claim 4, wherein the at least one support member is welded to the plate structure by the welded connection.
- The assembly of claim 5, further comprising a plurality of welded connections (37) formed between an inner surface of the hole and a side surface of the at least one support member.
- The assembly of claim 1, further comprising a filler wire disposed on an upper surface of the screen elements and welded to the plate structure.
- The assembly of claim 1, further comprising a second plate structure bolted to a portion of the plate structure that extends above the screen elements, wherein the second plate structure supports a second plurality of screen elements and a second plurality of support members.
- A method of assembling a screen assembly, comprising:coupling a plurality of screen elements (10) to a plurality of support members (20) ;forming a hole (35) in a plate structure (30) ; andcoupling the plate structure to one of the support members using a welded connection (37) formed in the hole.
- The method of claim 9, further comprising orienting the plurality of screen elements parallel to and spaced apart from each other, and orienting the plurality of support members perpendicular to the screen elements.
- The method of claim 9, further comprising coupling the support members to a bottom surface of the screen elements, and forming the hole in a portion of the plate structure that extends below the screen elements.
- The method of claim 9, further comprising coupling at least one support member adjacent to or flush with the ends of the screen elements.
- The method of claim 12, further comprising welding the at least one support member to the plate structure using the welded connection.
- The method of claim 13, further comprising forming a plurality of welded connections between an inner surface of the hole and a side surface of the at least one support member.
- The method of claim 9, further comprising providing a filler wire on an upper surface of the screen elements, and welding the filler wire to the plate structure.
- The method of claim 9, further comprising bolting a second plate structure to a portion of the plate structure that extends above the screen elements, wherein the second plate structure supports a second plurality of screen elements and a second plurality of support members.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12184865.9A EP2708292A1 (en) | 2012-09-18 | 2012-09-18 | Low distortion screen assembly and method of assembly |
| PCT/EP2013/069108 WO2014044631A1 (en) | 2012-09-18 | 2013-09-16 | Low distortion screen assembly and method of assembly |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12184865.9A EP2708292A1 (en) | 2012-09-18 | 2012-09-18 | Low distortion screen assembly and method of assembly |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2708292A1 true EP2708292A1 (en) | 2014-03-19 |
Family
ID=47458631
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12184865.9A Withdrawn EP2708292A1 (en) | 2012-09-18 | 2012-09-18 | Low distortion screen assembly and method of assembly |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2708292A1 (en) |
| WO (1) | WO2014044631A1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB576707A (en) * | 1944-08-31 | 1946-04-16 | Curran Brothers Ltd | Improvements in or relating to filtering apparatus |
| JPH06265658A (en) * | 1993-03-11 | 1994-09-22 | Mitsubishi Atom Power Ind Inc | Joining structure of outer plate and rib of vacuum vessel in nuclear fusion equipment |
| US5931310A (en) * | 1997-06-14 | 1999-08-03 | Duggan; John C. | Vibrating screen flooded deck support structure |
| US6663774B2 (en) | 2000-10-16 | 2003-12-16 | Weatherford/Lamb, Inc. | Centrifuge screen |
| US7425264B2 (en) | 2004-07-27 | 2008-09-16 | Weatherford/Lamb, Inc. | Centrifugal screen |
-
2012
- 2012-09-18 EP EP12184865.9A patent/EP2708292A1/en not_active Withdrawn
-
2013
- 2013-09-16 WO PCT/EP2013/069108 patent/WO2014044631A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB576707A (en) * | 1944-08-31 | 1946-04-16 | Curran Brothers Ltd | Improvements in or relating to filtering apparatus |
| JPH06265658A (en) * | 1993-03-11 | 1994-09-22 | Mitsubishi Atom Power Ind Inc | Joining structure of outer plate and rib of vacuum vessel in nuclear fusion equipment |
| US5931310A (en) * | 1997-06-14 | 1999-08-03 | Duggan; John C. | Vibrating screen flooded deck support structure |
| US6663774B2 (en) | 2000-10-16 | 2003-12-16 | Weatherford/Lamb, Inc. | Centrifuge screen |
| US7425264B2 (en) | 2004-07-27 | 2008-09-16 | Weatherford/Lamb, Inc. | Centrifugal screen |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014044631A1 (en) | 2014-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9976305B2 (en) | Structural tube | |
| US10689876B2 (en) | Beam-to-column connection systems and moment-resisting frames including the same | |
| JP2009249990A (en) | Column-beam joint structure and column-beam joining method | |
| AU2009200229B2 (en) | Arrangement for splicing panels together to form a cylindrical screen | |
| WO2018164101A1 (en) | Coupling structure and construction structure body | |
| US10456720B2 (en) | Fluid intake screen | |
| EP2604962B1 (en) | Plate heat exchanger and method for manufacturing a plate heat exchanger | |
| KR101808909B1 (en) | Method for constructing connection structure of steel beam | |
| US20130212977A1 (en) | Structural tube | |
| EP2708292A1 (en) | Low distortion screen assembly and method of assembly | |
| JP5950397B2 (en) | Column-beam joint bracket | |
| JP2005282339A (en) | Structure for reinforcing hollow-steel-pipe steel tower by using splice l-shaped material | |
| JP6530614B2 (en) | Weldless reinforcement structure in buildings | |
| JP2011038367A (en) | Brace frame and method for assembling the same | |
| KR20210065990A (en) | plate for plate heat exchanger | |
| CA2963495C (en) | Dual plate motor support for horizontal pumping system | |
| JP6364875B2 (en) | Beam-column joint structure | |
| JP4854310B2 (en) | Unit building | |
| KR102000114B1 (en) | Modular truss girder for temporary bridge and installation structure thereof | |
| JP5143526B2 (en) | Building column base structure | |
| KR101481969B1 (en) | Square duct hsving integral flange | |
| JP6408840B2 (en) | Damping damper | |
| US10859103B2 (en) | Weld joint assembly | |
| JP2010001632A (en) | Earthquake-resisting wall forming method | |
| KR20120103532A (en) | Structure connecting device and assembly type structure having the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20140919 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BILFINGER WATER TECHNOLOGIES |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: GUILLOTEAU, OLIVIER HILAIRE DOMINIQUE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20170707 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20171018 |