EP2664571A2 - Yarn winding apparatus - Google Patents
Yarn winding apparatus Download PDFInfo
- Publication number
- EP2664571A2 EP2664571A2 EP20130162090 EP13162090A EP2664571A2 EP 2664571 A2 EP2664571 A2 EP 2664571A2 EP 20130162090 EP20130162090 EP 20130162090 EP 13162090 A EP13162090 A EP 13162090A EP 2664571 A2 EP2664571 A2 EP 2664571A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- yarn
- winding
- section
- package
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004804 winding Methods 0.000 title claims abstract description 194
- 230000005484 gravity Effects 0.000 claims abstract description 20
- 230000007547 defect Effects 0.000 claims description 16
- 238000012544 monitoring process Methods 0.000 claims description 14
- 238000001514 detection method Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 230000037221 weight management Effects 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 238000004364 calculation method Methods 0.000 description 4
- 238000004590 computer program Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
- B65H63/08—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to delivery of a measured length of material, completion of winding of a package, or filling of a receptacle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
- B65H63/08—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to delivery of a measured length of material, completion of winding of a package, or filling of a receptacle
- B65H63/084—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to delivery of a measured length of material, completion of winding of a package, or filling of a receptacle responsive to a predetermined weight of the package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the present invention relates to a yarn winding apparatus that winds a yarn to form a package.
- Japanese Patent Application Laid-open No. 2007-100235 discloses an automatic winder having multiple winding units.
- a winding unit unwinds a yarn from a supply bobbin and winds the yarn around a winding tube, which is supported by a cradle, while traversing the yarn by a traverse drum, thereby forming a package.
- the automatic winder disclosed in Japanese Patent Application Laid-open No. 2007-100235 performs the following processes to suppress variation in the weights of the finished packages.
- a doffing apparatus is moved to the winding unit that has finished the winding of the package to remove from the cradle the package into which the specific amount of yarn has been wound.
- a weight measuring device included in the doffing apparatus measures the weight of the package into which the specific amount of yarn has been wound. Based on a difference between the measured weight and the reference weight value, the total number of rotations, which corresponds to the predetermined reference weight value, is corrected. This corrected total number of rotations is used for judgment on completion of the winding into the next package on this winding unit.
- the thickness of yarn that is wound around the winding tube is not uniform.
- the thickness of the yarn can vary from one supply bobbin to another due to, for example, sources on the side of a spinning machine that produces supply bobbins.
- the thickness of yarn significantly changes before and after replacement of the supply bobbin.
- the thickness of the yarn can also vary within a supply bobbin. For this reason, as disclosed in Japanese Patent Application Laid-open No.
- a yarn winding apparatus includes a yarn supplying section that supplies a yarn; a winding section that winds the yarn supplied from the yarn supplying section to form a package; a yarn thickness detecting section that detects thickness of the yarn that is being wound into the package; a yarn length detecting section that detects a length of the yarn that has been wound into the package; a yarn specific gravity storage section that stores therein information on a specific gravity of the yarn; and a weight calculating section that calculates, based on the thickness of the yarn detected by the yarn thickness detecting section, the length of the yarn detected by the yarn length detecting section, and the information on the specific gravity stored in the yarn specific gravity storage section, a yarn weight of the package formed by the winding section.
- FIG. 1 is a front view of the automatic winder according to the present embodiment
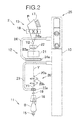
- FIG. 2 is a front view of a winding unit in the automatic winder.
- an automatic winder 1 (yarn winding apparatus) includes multiple winding units 2 that are aligned horizontally as shown in FIG. 1 , a doffing apparatus 3 movable along the arrangement direction of the winding units 2, and a main controller 4 that controls the entire automatic winder 1.
- the main controller 4 is arranged at one end of the arrangement direction of the winding units 2.
- This automatic winder 1 has a structure in which the main controller 4 issues commands to each of the winding units 2 so that each of the winding units 2 winds a yarn Y, which is unwound from a supply bobbin B, around a winding tube 17 (see FIG. 2 ) to form a package P.
- the doffing apparatus 3 moves to a position above this winding unit 2 to replace the finished package P with an empty winding tube 17 around which no yarn is yet wound.
- the main controller 4 controls the operation of each of the winding units 2, monitors their operational states, and stores therein operation parameter settings and the like.
- a winding unit 2 The structure of a winding unit 2 is explained in detail below. As shown in FIG. 2 , the winding unit 2 unwinds the yarn Y from the supply bobbin B and winds the unwound yarn Y around the winding tube 17 while traversing the yarn Y to form a package P of a predetermined shape.
- the winding unit 2 includes a supporting frame 10, a yarn supplying section 11 that unwinds the yarn Y from the supply bobbin B and supplies the yarn Y, a yarn processing section 12 that performs various processes on the yarn Y supplied from the yarn supplying section 11, and a winding section 13 that winds the yarn Y processed by the yarn processing section 12 around the winding tube 17 to form the package P.
- the supporting frame 10 houses an operation panel 25 having a display unit, operation buttons, and the like, and a unit controller 26 (see FIG. 3 ).
- the yarn supplying section 11, the yarn processing section 12, and the winding section 13 are arranged from below upwards in this order.
- the yarn supplying section 11 includes a peg 15 that holds a supply bobbin B in a replaceable manner, and an unwinding assisting device 16 that assists unwinding of the yarn Y from the supply bobbin B.
- the peg 15 stands in a vertical direction as shown in FIG. 2 when the yarn Y is being unwound (i.e., when the yarn Y is being wound).
- the peg 15 tilts forward or backward (in a vertical direction with respect to the sheet of FIG. 2 ) to discharge the empty supply bobbin B having no more yarn and receive a new supply bobbin B from a magazine (not shown).
- the unwinding assisting device 16 has a cylinder that is driven to move up and down above the supply bobbin B by an unwinding assisting device driving section 29 (see FIG. 3 ). This cylinder is moved downward as unwinding of the yarn Y from the supply bobbin B progresses so that the yarn Y can be prevented from being swollen (ballooned) while being unwound and can be stably unwound.
- the winding section 13 includes a cradle (not shown) that rotatably holds the winding tube 17, and a traverse drum 18 that is driven to rotate by a drum driving section 27 (see FIG. 3 ).
- the traverse drum 18 has a spiral traverse groove 18a formed on its periphery. The yarn Y is traversed along this traverse groove 18a.
- the traverse drum 18 is driven to rotate in contact with the package P formed around the winding tube 17 while traversing the yarn Y along the traverse groove 18a.
- the package P rotates by contact friction with the traverse drum 18, and the yarn Y unwound from the supply bobbin B is thereby wound around the winding tube 17.
- the yarn processing section 12 includes a yarn feeler 19, a tension applying device 20, a yarn joining device 21, and a yarn clearer 22 (yarn monitoring section).
- the yarn feeler 19 detects presence or absence of the yarn Y between the unwinding assisting device 16 and the tension applying device 20.
- the tension applying device 20 applies a predetermined tension to the running yarn Y.
- a gate type tension applying device that includes fixed comb teeth 20a and movable comb teeth 20b driven by a tension applying device driving section 30 (see FIG. 3 ) is shown as an example of the tension applying device 20.
- the yarn joining device 21 joins a lower yarn Y1 on the supply bobbin B side and an upper yarn Y2 on the package P side when the yarn Y is cut by a cutter 22a due to a yarn defect detected by the yarn clearer 22, which will be explained later, when the yarn Y runs out while being wound, or when the supply bobbin B is replaced with a new one.
- An air splicer for example, can be used as the yarn joining device 21. The air splicer generates an airflow to entangle fibers of the lower yarn Y1 and the upper yarn Y2 and joins the lower yarn Y1 and the upper yarn Y2.
- a lower yarn catching and guiding section 23 that catches the lower yarn Y1 on the supply bobbin B side and guides it to the yarn joining device 21 is arranged below and an upper yarn catching and guiding section 24 that catches the upper yarn Y2 on the package P side and guides it to the yarn joining device 21 is arranged above the yarn joining device 21.
- An end of the lower yarn catching and guiding section 23 and an end of the upper yarn catching and guiding section 24 are both rotatably supported by the supporting frame 10.
- the lower yarn catching and guiding section 23 is driven by a lower yarn guiding member driving section 31 and the upper yarn catching and guiding section 24 is driven by an upper yarn guiding member driving section 32 to pivot upward and downward (see FIG. 3 ).
- a suction vent 23a of the lower yarn catching and guiding section 23 suctions and catches the end of the lower yarn Y1, and pivots upward to guide the lower yarn Y1 to the yarn joining device 21.
- a suction mouth 24a of the upper yarn catching and guiding section 24 pivots to a yarn end catching position near a contact position of the package P and the traverse drum 18, pivots back downward after suctioning and catching the end of the upper yarn Y2 from the package P at this yarn end catching position, and guides the upper yarn Y2 to the yarn joining device 21.
- the yarn joining device 21 joins the end of the lower yarn Y1 guided by the lower yarn catching and guiding section 23 and the end of the upper yarn Y2 guided by the upper yarn catching and guiding section 24 into one yarn Y. Consequently, the winding section 13 can resume the winding of the yarn Y.
- the yarn clearer 22 continuously acquires information on the thickness of the running yarn Y. That is, the yarn clearer 22 corresponds to a yarn thickness detecting section according to the present invention. The yarn clearer 22 also detects, based on the information of the yarn thickness, an abnormal portion of the yarn Y in which the yarn thickness is greater than a predetermined value, as a yarn defect.
- the cutter 22a is coupled to the yarn clearer 22. The cutter 22a immediately cuts the yarn Y when the yarn clearer 22 detects a yarn defect.
- the yarn defect When the yarn Y is cut by the yarn clearer 22 in response to detection of a yarn defect, the yarn defect still remains in the upper yarn Y2. Therefore, the yarn defect is removed from the upper yarn Y2, and the lower yarn Y1 and the upper yarn Y2 are joined together in the yarn joining device 21.
- FIG. 3 is a schematic block diagram of an electrical structure of the automatic winder 1.
- the main controller 4 of the automatic winder 1 is connected individually to the unit controllers 26 of the winding units 2 and the controller 35 of the doffing apparatus 3 in a communicable manner.
- the main controller 4 monitors the operational state of each winding unit 2 and also the operational state of the doffing apparatus 3.
- the main controller 4 stores therein winding conditions of the winding units 2 that perform the winding operation.
- the winding conditions at least include information on a type of yarn and set values for a yarn length and a yarn weight of the package P.
- the unit controller 26 includes a central processing unit (CPU) that is a computing device, a read-only memory (ROM) that stores therein computer programs executed by the CPU and data used in the computer programs, a random access memory (RAM) that temporarily stores therein data at the time of executing the computer programs, and the like.
- CPU central processing unit
- ROM read-only memory
- RAM random access memory
- the unit controller 26 is electrically connected to each of the peg driving section 28, the unwinding assisting device driving section 29, the yarn feeler 19, the tension applying device driving section 30, the yarn joining device 21, the lower yarn guiding member driving section 31, the yarn clearer 22, the upper yarn guiding member driving section 32, the drum driving section 27, and the operation panel 25.
- the unit controller 26 controls the sections of the winding unit 2 by executing the control computer program stored in the ROM at the CPU based on the winding conditions input from the main controller 4 so that the winding unit 2 executes the predetermined yarn winding operation.
- the unit controller 26 also communicates with the controller 35 of the doffing apparatus 3, and outputs a signal to instruct the doffing apparatus 3 to perform the doffing operation when formation of the package P is completed.
- the unit controller 26 also includes a winding controller 40 that controls the drum driving section 27 and thereby controls the winding operation of the winding section 13 (traverse drum 18).
- the winding controller 40 has a function to selectively execute one of two winding modes: a first winding mode and a second winding mode.
- the winding modes are different from each other in their methods of managing a yarn amount of a package P.
- the winding controller 40 determines that a specific amount of yarn (the yarn length or the yarn weight that is determined by the operator in advance to produce packages P) has been wound into the package P and terminates the winding.
- the first winding mode is what is called a weight-management winding mode, in which the amount of yarn wound into a package P is managed in accordance with the yarn weight.
- the second winding mode when the yarn length in the package P reaches a set value, the winding controller 40 determines that a specific amount of yarn has been wound into the package P and terminates the winding.
- the second winding mode is what is called a length-management winding mode, in which the amount of yarn wound into a package P is managed in accordance with the yarn length.
- management information that indicates whether packages P should be produced by the winding units 2 in accordance with the weight management or the length management is set as one of the winding conditions on the main controller 4 of the automatic winder 1.
- the winding section 13 of each winding unit 2 receives the management information from this main controller 4, and the winding controller 40 selects an appropriate winding mode based on the received management information.
- the unit controller 26 includes a yarn length calculating section 41 (yarn length detecting section) that calculates the length of the yarn wound around the winding tube 17 and a weight calculating section 42 that calculates the weight of the package P.
- the yarn length calculating section 41 counts the total number of rotations of the traverse drum 18 driven by the drum driving section 27 to rotate from the beginning of the winding of the package P, and calculates the length of the yarn Y of the package P that has been wound around the winding tube 17 based on the total number of rotations.
- the weight calculating section 42 first acquires the information on the thickness of the yarn Y from the yarn clearer 22.
- the weight calculating section 42 calculates (estimates), based on the information on the yarn thickness acquired from the yarn clearer 22, the yarn length calculated by the yarn length calculating section 41, and the specific gravity of the yarn Y acquired from the main controller 4, the yarn weight of the package P at the current moment.
- a storage section 50 of the main controller 4 that stores therein the specific gravity of the yarn Y corresponds to a yarn specific gravity storage section according to the present invention.
- the yarn clearer 22 which serves as a yarn monitoring section, detects the thickness of the yarn Y continuously during the winding so as not to miss any yarn defect because a yarn defect needs to be detected throughout the entire length of the yarn Y unwound from the supply bobbin B.
- the information on the thickness of the yarn Y does not need to be acquired continuously (in real time). The continuously acquired information on the yarn thickness would only complicate the calculation and require a large capacity for the temporary memory.
- the weight calculating section 42 therefore acquires the information on the yarn thickness intermittently (periodically) from the yarn clearer 22 that continuously detects the thickness of the yarn Y.
- the thickness of the yarn Y can significantly vary from one supply bobbin B to another due to sources, for example, on the side of the spinning machine that produces the supply bobbins B. If there is variation in the thickness of the yarn Y among the supply bobbins B, it is preferable that the weight calculating section 42 acquires information on the yarn thickness from the yarn clearer 22 immediately after replacing the supply bobbin B with a new one and resuming the winding.
- the information on the yarn thickness can also be acquired at the timing of suspending the winding.
- a yarn joining operation is performed by the yarn joining device 21 not only when the supply bobbin B is replaced but also when the yarn breaks or when the yarn is cut in response to detection of a yarn defect.
- the weight calculating section 42 can acquire the information on the yarn thickness from the yarn clearer 22 immediately after this yarn joining operation is completed and the winding is resumed. Alternatively, the weight calculating section 42 can acquire the thickness of the yarn Y every time a predetermined period of time elapses from the last acquisition.
- the weight calculating section 42 obtains a typical value of the yarn thickness, for example, by calculating a simple average of the pieces of information on the yarn thickness, and uses this typical value for the calculation of the yarn weight.
- a typical value can be calculated by multiplying each of the pieces of the information on the yarn thickness by a weighting factor and then averaging the resultant values (weighted mean).
- this weighted mean an example of information acquisition on the yarn thickness at the timing of replacing the supply bobbin B is described below.
- the winding controller 40 selects the winding mode based on the management information received from the main controller 4 (Step S10).
- the yarn length calculating section 41 keeps calculating the length of the yarn Y package P during the winding (Step S12).
- the weight calculating section 42 calculates the yarn weight of the package P based on the information on the yarn thickness periodically acquired from the yarn clearer 22, the information on the yarn length calculated by the yarn length calculating section 41, and the specific gravity of the yarn Y (Step S13). The winding of the yarn Y is continued until the calculated yarn weight reaches a set weight value that is input from the main controller 4.
- the winding controller 40 judges that formation of the package P of the set weight is completed and causes the winding section 13 to terminate the winding of the yarn Y (Step S15).
- the unit controller 26 further sends a signal to the controller 35 of the doffing apparatus 3 to notify that formation of the package P is completed.
- the doffing apparatus 3 moves to a position above this winding unit 2 and executes a doffing operation (Step S16). That is, the doffing apparatus removes the finished package P from the cradle of the winding section 13 and mounts an empty winding tube 17 onto the cradle.
- the yarn length calculating section 41 also keeps calculating the length of the yarn Y of the package P (Step S22). Unlike in the first winding mode, the weight calculating section 42 does not calculate the yarn weight of the package P.
- the winding of the yarn Y is continued until the yarn length of the package P calculated by the yarn length calculating section 41 reaches a set yarn length value input from the main controller 4.
- the winding controller 40 judges that formation of the package P of the set yarn length is completed and causes the winding section 13 to terminate the winding (Step S24). Thereafter, the doffing apparatus 3 performs the doffing operation (Step S25).
- the yarn clearer 22 detects the thickness of the yarn Y that is to be wound, and the yarn length calculating section 41 calculates the length of the yarn Y that has been wound around the winding tube 17 up to the current moment. Consequently, the yarn weight of the package P that has been wound around the winding tube 17 up to the current moment can be accurately calculated based on the information on the yarn thickness and the yarn length, and also by using the information on the specific gravity of the yarn Y.
- the winding of the package P is stopped. In this manner, packages P having a minimized difference in weight with respect to the set weight value can be formed, and the management of the packages P having a uniform weight can be realized.
- a yarn winding apparatus includes a yarn supplying section that supplies a yarn; a winding section that winds the yarn supplied from the yarn supplying section to form a package; a yarn thickness detecting section that detects thickness of the yarn that is being wound into the package; a yarn length detecting section that detects a length of the yarn that has been wound into the package; a yarn specific gravity storage section that stores therein information on a specific gravity of the yarn; and a weight calculating section that calculates, based on the thickness of the yarn detected by the yarn thickness detecting section, the length of the yarn detected by the yarn length detecting section, and the information on the specific gravity stored in the yarn specific gravity storage section, a yarn weight of the package formed by the winding section.
- the yarn thickness detecting section detects the thickness of the yarn while a winding section is winding the yarn into a package.
- the yarn length detecting section detects the length of the yarn that has been wound into the package at the current moment. Consequently, the weight of the yarn that has been wound into the package at the current moment can be accurately calculated based on the information of the thickness and the length of the yarn and also on the information of the specific gravity of the yarn. This allows for management of finished packages having a uniform weight (weight management).
- the yarn winding apparatus further includes a winding controller that controls a yarn winding operation performed by the winding section, wherein the winding controller causes the winding section to stop winding the yarn when the yarn weight of the package calculated by the weight calculating section reaches a set weight.
- the weight calculating section is able to accurately calculate the yarn weight of the package. Therefore, the winding of the package can be stopped when the calculated yarn weight reaches the set weight. Consequently, packages having a minimized difference with respect to the set weight can be formed, and the uniform weight can be maintained among the packages.
- the winding controller selects and executes any one of a first winding mode and a second winding mode, the first winding mode being a mode in which the winding controller causes the winding section to stop winding the yarn when the yarn weight of the package calculated by the weight calculating section reaches a set weight, and the second winding mode being a mode in which the winding controller causes the winding section to stop winding the yarn when the length of the yarn of the package detected by the yarn length detecting section reaches a set length.
- one of the first winding mode, in which the amount of yarn of the package is managed in accordance with the yarn weight, and the second winding mode, in which the amount of yarn of the package is managed in accordance with the yarn length, can be appropriately selected and executed.
- the yarn thickness detecting section is a yarn monitoring section that monitors a yarn defect.
- the yarn monitoring section which is meant to detect a yarn defect, acquires the information on the yarn thickness.
- the yarn weight of the package is calculated based on this information on the yarn thickness acquired by the yarn monitoring section.
- the yarn monitoring section continuously detects the thickness of the yarn during winding of the yarn performed by the winding section, and the weight calculating section intermittently acquires information on the thickness of the yarn from the yarn thickness detecting section, and calculates the yarn weight of the package based on the acquired information on the thickness of the yarn.
- continuous detection of the yarn thickness means that the yarn thickness is being substantially continuously detected at very close time intervals.
- intermittent acquisition of the yarn thickness means that information is acquired from the yarn thickness detecting section in time intervals that are larger than the intervals for the detection, instead of acquiring all the information continuously detected by the yarn monitoring section.
- the yarn monitoring section is meant to detect yarn defects included in the yarn. It is therefore preferable that the yarn thickness be continuously detected during the winding so as not to miss any yarn defect.
- the information on the yarn thickness does not need to be acquired continuously (in real time) for the purpose of calculating the yarn weight of the package.
- the continuously acquired information on the yarn thickness only complicates the calculation, and also requires a large capacity of the temporary memory.
- the weight calculating section intermittently acquires the information on the yarn thickness from the yarn thickness detecting section that continuously detects the yarn thickness, and calculates the yarn weight of the package based on the acquired information.
- the yarn supplying section holds the supply bobbin in a replaceable manner, and the weight calculating section acquires the information on the thickness of the yarn from the yarn monitoring section after one supply bobbin is replaced with another supply bobbin.
- the weight calculating section acquires the information on the yarn thickness from the yarn monitoring section when the supply bobbin is replaced with a new one.
Landscapes
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Filamentary Materials, Packages, And Safety Devices Therefor (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Abstract
Description
- The present invention relates to a yarn winding apparatus that winds a yarn to form a package.
- Japanese Patent Application Laid-open No.
2007-100235 - The automatic winder disclosed in Japanese Patent Application Laid-open No.
2007-100235 - In reality, however, the thickness of yarn that is wound around the winding tube is not uniform. The thickness of the yarn can vary from one supply bobbin to another due to, for example, sources on the side of a spinning machine that produces supply bobbins. When the thickness of yarn is not uniform, the thickness of the yarn significantly changes before and after replacement of the supply bobbin. The thickness of the yarn can also vary within a supply bobbin. For this reason, as disclosed in Japanese Patent Application Laid-open No.
2007-100235 - It is an object of the present invention to provide a yarn winding apparatus capable of producing packages of a uniform weight.
- A yarn winding apparatus according to an aspect of the present invention includes a yarn supplying section that supplies a yarn; a winding section that winds the yarn supplied from the yarn supplying section to form a package; a yarn thickness detecting section that detects thickness of the yarn that is being wound into the package; a yarn length detecting section that detects a length of the yarn that has been wound into the package; a yarn specific gravity storage section that stores therein information on a specific gravity of the yarn; and a weight calculating section that calculates, based on the thickness of the yarn detected by the yarn thickness detecting section, the length of the yarn detected by the yarn length detecting section, and the information on the specific gravity stored in the yarn specific gravity storage section, a yarn weight of the package formed by the winding section.
- The above and other objects, features, advantages and the technical and industrial significance of this invention will be better understood by reading the following detailed description of presently preferred embodiments of the invention, when considered in connection with the accompanying drawings.
-
-
FIG. 1 is a front view of an automatic winder according to an embodiment of the present invention; -
FIG. 2 is a front view of a winding unit in the automatic winder; -
FIG. 3 is a schematic block diagram of an electrical structure of the automatic winder; and -
FIG. 4 is a flowchart of a yarn winding process performed by the winding unit. - Exemplary embodiments according to the present invention are explained in detail below with reference to the accompanying drawings. In these embodiments, the present invention has been applied to an automatic winder that includes multiple winding units, each of which unwinds a yarn from a supply bobbin and winds the unwound yarn around a winding tube to form a package.
FIG. 1 is a front view of the automatic winder according to the present embodiment, andFIG. 2 is a front view of a winding unit in the automatic winder. - As shown in
FIG. 1 , an automatic winder 1 (yarn winding apparatus) includesmultiple winding units 2 that are aligned horizontally as shown inFIG. 1 , adoffing apparatus 3 movable along the arrangement direction of thewinding units 2, and amain controller 4 that controls the entire automatic winder 1. Themain controller 4 is arranged at one end of the arrangement direction of thewinding units 2. - This automatic winder 1 has a structure in which the
main controller 4 issues commands to each of thewinding units 2 so that each of thewinding units 2 winds a yarn Y, which is unwound from a supply bobbin B, around a winding tube 17 (seeFIG. 2 ) to form a package P. When formation of the package P is completed at awinding unit 2, thedoffing apparatus 3 moves to a position above thiswinding unit 2 to replace the finished package P with anempty winding tube 17 around which no yarn is yet wound. Themain controller 4 controls the operation of each of thewinding units 2, monitors their operational states, and stores therein operation parameter settings and the like. - The structure of a
winding unit 2 is explained in detail below. As shown inFIG. 2 , thewinding unit 2 unwinds the yarn Y from the supply bobbin B and winds the unwound yarn Y around thewinding tube 17 while traversing the yarn Y to form a package P of a predetermined shape. - The
winding unit 2 includes a supportingframe 10, ayarn supplying section 11 that unwinds the yarn Y from the supply bobbin B and supplies the yarn Y, ayarn processing section 12 that performs various processes on the yarn Y supplied from theyarn supplying section 11, and awinding section 13 that winds the yarn Y processed by theyarn processing section 12 around thewinding tube 17 to form the package P. The supportingframe 10 houses anoperation panel 25 having a display unit, operation buttons, and the like, and a unit controller 26 (seeFIG. 3 ). Theyarn supplying section 11, theyarn processing section 12, and thewinding section 13 are arranged from below upwards in this order. - The
yarn supplying section 11 includes apeg 15 that holds a supply bobbin B in a replaceable manner, and an unwinding assistingdevice 16 that assists unwinding of the yarn Y from the supply bobbin B. Thepeg 15 stands in a vertical direction as shown inFIG. 2 when the yarn Y is being unwound (i.e., when the yarn Y is being wound). In contrast, when driven by a peg driving section 28 (seeFIG. 3 ), thepeg 15 tilts forward or backward (in a vertical direction with respect to the sheet ofFIG. 2 ) to discharge the empty supply bobbin B having no more yarn and receive a new supply bobbin B from a magazine (not shown). The unwinding assistingdevice 16 has a cylinder that is driven to move up and down above the supply bobbin B by an unwinding assisting device driving section 29 (seeFIG. 3 ). This cylinder is moved downward as unwinding of the yarn Y from the supply bobbin B progresses so that the yarn Y can be prevented from being swollen (ballooned) while being unwound and can be stably unwound. - The
winding section 13 includes a cradle (not shown) that rotatably holds thewinding tube 17, and atraverse drum 18 that is driven to rotate by a drum driving section 27 (seeFIG. 3 ). Thetraverse drum 18 has aspiral traverse groove 18a formed on its periphery. The yarn Y is traversed along thistraverse groove 18a. Thetraverse drum 18 is driven to rotate in contact with the package P formed around thewinding tube 17 while traversing the yarn Y along thetraverse groove 18a. The package P rotates by contact friction with thetraverse drum 18, and the yarn Y unwound from the supply bobbin B is thereby wound around thewinding tube 17. - The
yarn processing section 12 includes ayarn feeler 19, atension applying device 20, ayarn joining device 21, and a yarn clearer 22 (yarn monitoring section). - The yarn feeler 19 detects presence or absence of the yarn Y between the unwinding assisting
device 16 and thetension applying device 20. Thetension applying device 20 applies a predetermined tension to the running yarn Y. InFIG. 2 , a gate type tension applying device that includes fixedcomb teeth 20a andmovable comb teeth 20b driven by a tension applying device driving section 30 (seeFIG. 3 ) is shown as an example of thetension applying device 20. - The
yarn joining device 21 joins a lower yarn Y1 on the supply bobbin B side and an upper yarn Y2 on the package P side when the yarn Y is cut by acutter 22a due to a yarn defect detected by the yarn clearer 22, which will be explained later, when the yarn Y runs out while being wound, or when the supply bobbin B is replaced with a new one. An air splicer, for example, can be used as theyarn joining device 21. The air splicer generates an airflow to entangle fibers of the lower yarn Y1 and the upper yarn Y2 and joins the lower yarn Y1 and the upper yarn Y2. - A lower yarn catching and guiding
section 23 that catches the lower yarn Y1 on the supply bobbin B side and guides it to theyarn joining device 21 is arranged below and an upper yarn catching and guidingsection 24 that catches the upper yarn Y2 on the package P side and guides it to theyarn joining device 21 is arranged above theyarn joining device 21. An end of the lower yarn catching and guidingsection 23 and an end of the upper yarn catching and guidingsection 24 are both rotatably supported by the supportingframe 10. The lower yarn catching and guidingsection 23 is driven by a lower yarn guidingmember driving section 31 and the upper yarn catching and guidingsection 24 is driven by an upper yarn guidingmember driving section 32 to pivot upward and downward (seeFIG. 3 ). - A suction vent 23a of the lower yarn catching and guiding
section 23 suctions and catches the end of the lower yarn Y1, and pivots upward to guide the lower yarn Y1 to theyarn joining device 21. At the same time, asuction mouth 24a of the upper yarn catching and guidingsection 24 pivots to a yarn end catching position near a contact position of the package P and thetraverse drum 18, pivots back downward after suctioning and catching the end of the upper yarn Y2 from the package P at this yarn end catching position, and guides the upper yarn Y2 to theyarn joining device 21. Thereafter, theyarn joining device 21 joins the end of the lower yarn Y1 guided by the lower yarn catching and guidingsection 23 and the end of the upper yarn Y2 guided by the upper yarn catching and guidingsection 24 into one yarn Y. Consequently, thewinding section 13 can resume the winding of the yarn Y. - The yarn clearer 22 continuously acquires information on the thickness of the running yarn Y. That is, the
yarn clearer 22 corresponds to a yarn thickness detecting section according to the present invention. Theyarn clearer 22 also detects, based on the information of the yarn thickness, an abnormal portion of the yarn Y in which the yarn thickness is greater than a predetermined value, as a yarn defect. Thecutter 22a is coupled to theyarn clearer 22. Thecutter 22a immediately cuts the yarn Y when theyarn clearer 22 detects a yarn defect. - When the yarn Y is cut by the
yarn clearer 22 in response to detection of a yarn defect, the yarn defect still remains in the upper yarn Y2. Therefore, the yarn defect is removed from the upper yarn Y2, and the lower yarn Y1 and the upper yarn Y2 are joined together in theyarn joining device 21. - An electrical structure of the automatic winder 1 is explained next.
FIG. 3 is a schematic block diagram of an electrical structure of the automatic winder 1. Themain controller 4 of the automatic winder 1 is connected individually to theunit controllers 26 of the windingunits 2 and thecontroller 35 of thedoffing apparatus 3 in a communicable manner. Themain controller 4 monitors the operational state of each windingunit 2 and also the operational state of thedoffing apparatus 3. Themain controller 4 stores therein winding conditions of the windingunits 2 that perform the winding operation. The winding conditions at least include information on a type of yarn and set values for a yarn length and a yarn weight of the package P. - The
unit controller 26 includes a central processing unit (CPU) that is a computing device, a read-only memory (ROM) that stores therein computer programs executed by the CPU and data used in the computer programs, a random access memory (RAM) that temporarily stores therein data at the time of executing the computer programs, and the like. - As shown in
FIG. 3 , theunit controller 26 is electrically connected to each of thepeg driving section 28, the unwinding assistingdevice driving section 29, theyarn feeler 19, the tension applyingdevice driving section 30, theyarn joining device 21, the lower yarn guidingmember driving section 31, theyarn clearer 22, the upper yarn guidingmember driving section 32, thedrum driving section 27, and theoperation panel 25. Theunit controller 26 controls the sections of the windingunit 2 by executing the control computer program stored in the ROM at the CPU based on the winding conditions input from themain controller 4 so that the windingunit 2 executes the predetermined yarn winding operation. Theunit controller 26 also communicates with thecontroller 35 of thedoffing apparatus 3, and outputs a signal to instruct thedoffing apparatus 3 to perform the doffing operation when formation of the package P is completed. - The
unit controller 26 also includes a windingcontroller 40 that controls thedrum driving section 27 and thereby controls the winding operation of the winding section 13 (traverse drum 18). - The winding
controller 40 has a function to selectively execute one of two winding modes: a first winding mode and a second winding mode. The winding modes are different from each other in their methods of managing a yarn amount of a package P. In the first winding mode, when the weight of the package P reaches a set value, the windingcontroller 40 determines that a specific amount of yarn (the yarn length or the yarn weight that is determined by the operator in advance to produce packages P) has been wound into the package P and terminates the winding. The first winding mode is what is called a weight-management winding mode, in which the amount of yarn wound into a package P is managed in accordance with the yarn weight. In contrast, in the second winding mode, when the yarn length in the package P reaches a set value, the windingcontroller 40 determines that a specific amount of yarn has been wound into the package P and terminates the winding. The second winding mode is what is called a length-management winding mode, in which the amount of yarn wound into a package P is managed in accordance with the yarn length. - Which of the weight management and the length management is required often depends on usage of the package P. For example, when yarns Y of multiple packages P are simultaneously wound around a common beam under a uniform tension in a warping operation that is performed at a later stage, if the lengths of the yarns wound into the packages P vary, the winding is performed with reference to a package P having the shortest yarn. That is, for the packages P other than the one having the shortest yarn, any portion of their yarns that exceed the yarn length of the package P having the shortest wound yarn becomes unnecessary and therefore has to be discarded. For such packages P, the length management is preferable to suppress the variation in the yarn length. Except for the above case, the yarn weight of a package P is usually emphasized more than the yarn length according to business convention and the like. Therefore, management information that indicates whether packages P should be produced by the winding
units 2 in accordance with the weight management or the length management is set as one of the winding conditions on themain controller 4 of the automatic winder 1. The windingsection 13 of each windingunit 2 receives the management information from thismain controller 4, and the windingcontroller 40 selects an appropriate winding mode based on the received management information. - To realize the weight management and the length management for the package P, the
unit controller 26 includes a yarn length calculating section 41 (yarn length detecting section) that calculates the length of the yarn wound around the windingtube 17 and aweight calculating section 42 that calculates the weight of the package P. - The yarn
length calculating section 41 counts the total number of rotations of thetraverse drum 18 driven by thedrum driving section 27 to rotate from the beginning of the winding of the package P, and calculates the length of the yarn Y of the package P that has been wound around the windingtube 17 based on the total number of rotations. - The
weight calculating section 42 first acquires the information on the thickness of the yarn Y from theyarn clearer 22. The information on the type of yarn, which is one of the winding conditions input from themain controller 4 to theunit controller 26, includes the specific gravity of the yarn Y. Theweight calculating section 42 calculates (estimates), based on the information on the yarn thickness acquired from theyarn clearer 22, the yarn length calculated by the yarnlength calculating section 41, and the specific gravity of the yarn Y acquired from themain controller 4, the yarn weight of the package P at the current moment. Astorage section 50 of themain controller 4 that stores therein the specific gravity of the yarn Y corresponds to a yarn specific gravity storage section according to the present invention. - It is preferable that the
yarn clearer 22, which serves as a yarn monitoring section, detects the thickness of the yarn Y continuously during the winding so as not to miss any yarn defect because a yarn defect needs to be detected throughout the entire length of the yarn Y unwound from the supply bobbin B. For the purpose of calculating the yarn weight of the package P, however, the information on the thickness of the yarn Y does not need to be acquired continuously (in real time). The continuously acquired information on the yarn thickness would only complicate the calculation and require a large capacity for the temporary memory. Theweight calculating section 42 therefore acquires the information on the yarn thickness intermittently (periodically) from theyarn clearer 22 that continuously detects the thickness of the yarn Y. - An example of how the
weight calculating section 42 periodically acquires the yarn thickness information is now described. The thickness of the yarn Y can significantly vary from one supply bobbin B to another due to sources, for example, on the side of the spinning machine that produces the supply bobbins B. If there is variation in the thickness of the yarn Y among the supply bobbins B, it is preferable that theweight calculating section 42 acquires information on the yarn thickness from theyarn clearer 22 immediately after replacing the supply bobbin B with a new one and resuming the winding. - Besides the timing of replacing the supply bobbin B, the information on the yarn thickness can also be acquired at the timing of suspending the winding. A yarn joining operation is performed by the
yarn joining device 21 not only when the supply bobbin B is replaced but also when the yarn breaks or when the yarn is cut in response to detection of a yarn defect. Theweight calculating section 42 can acquire the information on the yarn thickness from theyarn clearer 22 immediately after this yarn joining operation is completed and the winding is resumed. Alternatively, theweight calculating section 42 can acquire the thickness of the yarn Y every time a predetermined period of time elapses from the last acquisition. - If different pieces of information on the yarn thickness are acquired while forming a single package P, the
weight calculating section 42 obtains a typical value of the yarn thickness, for example, by calculating a simple average of the pieces of information on the yarn thickness, and uses this typical value for the calculation of the yarn weight. Alternatively, a typical value can be calculated by multiplying each of the pieces of the information on the yarn thickness by a weighting factor and then averaging the resultant values (weighted mean). Regarding this weighted mean, an example of information acquisition on the yarn thickness at the timing of replacing the supply bobbin B is described below. When a package P is formed from multiple supply bobbins B but only a small amount is used from one of these supply bobbins B to form the package P, it is preferable to reduce influence of the information on the yarn thickness of this supply bobbin B on the calculation of the typical value for the yarn thickness of the package P. The weighting factor should therefore be set small for such information on the yarn thickness of the supply bobbin B when calculating the typical value. - Next, the winding processes of the package P performed when the first winding mode is selected and when the second winding mode is selected are explained with reference to a flowchart of
FIG. 4 . InFIG. 4 , Si (i=10, 11, 12...) denotes each step of the processes. - First, the winding
controller 40 selects the winding mode based on the management information received from the main controller 4 (Step S10). When the windingcontroller 40 selects the first winding mode and the windingsection 13 starts winding the yarn Y (Step S11), the yarnlength calculating section 41 keeps calculating the length of the yarn Y package P during the winding (Step S12). Theweight calculating section 42 calculates the yarn weight of the package P based on the information on the yarn thickness periodically acquired from theyarn clearer 22, the information on the yarn length calculated by the yarnlength calculating section 41, and the specific gravity of the yarn Y (Step S13). The winding of the yarn Y is continued until the calculated yarn weight reaches a set weight value that is input from themain controller 4. When the calculated yarn weight reaches the set weight value (Yes at Step S14), the windingcontroller 40 judges that formation of the package P of the set weight is completed and causes the windingsection 13 to terminate the winding of the yarn Y (Step S15). Theunit controller 26 further sends a signal to thecontroller 35 of thedoffing apparatus 3 to notify that formation of the package P is completed. Upon receiving this signal, the doffingapparatus 3 moves to a position above this windingunit 2 and executes a doffing operation (Step S16). That is, the doffing apparatus removes the finished package P from the cradle of the windingsection 13 and mounts an empty windingtube 17 onto the cradle. - When the winding
controller 40 selects the second winding mode and starts the winding of the yarn Y (Step S21), the yarnlength calculating section 41 also keeps calculating the length of the yarn Y of the package P (Step S22). Unlike in the first winding mode, theweight calculating section 42 does not calculate the yarn weight of the package P. The winding of the yarn Y is continued until the yarn length of the package P calculated by the yarnlength calculating section 41 reaches a set yarn length value input from themain controller 4. When the calculated yarn length reaches the set yarn length value (Yes at Step S23), the windingcontroller 40 judges that formation of the package P of the set yarn length is completed and causes the windingsection 13 to terminate the winding (Step S24). Thereafter, the doffingapparatus 3 performs the doffing operation (Step S25). - In this manner, during the winding performed by the winding
section 13, theyarn clearer 22 detects the thickness of the yarn Y that is to be wound, and the yarnlength calculating section 41 calculates the length of the yarn Y that has been wound around the windingtube 17 up to the current moment. Consequently, the yarn weight of the package P that has been wound around the windingtube 17 up to the current moment can be accurately calculated based on the information on the yarn thickness and the yarn length, and also by using the information on the specific gravity of the yarn Y. When the calculated yarn weight reaches the set weight value, the winding of the package P is stopped. In this manner, packages P having a minimized difference in weight with respect to the set weight value can be formed, and the management of the packages P having a uniform weight can be realized. - Next, modifications made to the present embodiment are explained. Structural components similar to those of the present embodiment are given the same numerals, and the explanation thereof may be omitted.
- (1) In the above explanation, the yarn weight of the package P is calculated by using the information on the thickness of the yarn Y that is detected by the yarn clearer 22 (yarn monitoring section) that is meant to detect a yarn defect. However, a yarn thickness detection sensor dedicated to detect the thickness of the yarn Y can be arranged in the winding
unit 2, separately from the yarn defect detection. - (2) In the above explanation, the yarn length of the package P is calculated from the total number of rotations of the package P. However, a sensor dedicated to detect the yarn length can be arranged in the winding
unit 2. For example, a sensor that detects a running speed of the yarn Y can be arranged between theyarn joining device 21 and the windingsection 13. The length of the wound yarn Y can be calculated by performing time integration onto the information on the running speed of the yarn Y that is detected by this sensor. - (3) The winding
controller 40 does not always have to be provided with the second winding mode in which the length management is performed. The windingcontroller 40 can be configured to perform the first winding mode only, in which the weight management is performed. - (4) In the above explanation, the present invention is applied to an automatic winder having multiple winding units. However, the present invention can be applied to a yarn winding apparatus having a single winding unit.
- A yarn winding apparatus according to an aspect of the present invention includes a yarn supplying section that supplies a yarn; a winding section that winds the yarn supplied from the yarn supplying section to form a package; a yarn thickness detecting section that detects thickness of the yarn that is being wound into the package; a yarn length detecting section that detects a length of the yarn that has been wound into the package; a yarn specific gravity storage section that stores therein information on a specific gravity of the yarn; and a weight calculating section that calculates, based on the thickness of the yarn detected by the yarn thickness detecting section, the length of the yarn detected by the yarn length detecting section, and the information on the specific gravity stored in the yarn specific gravity storage section, a yarn weight of the package formed by the winding section.
- The yarn thickness detecting section detects the thickness of the yarn while a winding section is winding the yarn into a package. The yarn length detecting section detects the length of the yarn that has been wound into the package at the current moment. Consequently, the weight of the yarn that has been wound into the package at the current moment can be accurately calculated based on the information of the thickness and the length of the yarn and also on the information of the specific gravity of the yarn. This allows for management of finished packages having a uniform weight (weight management).
- It is preferable that the yarn winding apparatus further includes a winding controller that controls a yarn winding operation performed by the winding section, wherein the winding controller causes the winding section to stop winding the yarn when the yarn weight of the package calculated by the weight calculating section reaches a set weight.
- The weight calculating section is able to accurately calculate the yarn weight of the package. Therefore, the winding of the package can be stopped when the calculated yarn weight reaches the set weight. Consequently, packages having a minimized difference with respect to the set weight can be formed, and the uniform weight can be maintained among the packages.
- It is preferable that the winding controller selects and executes any one of a first winding mode and a second winding mode, the first winding mode being a mode in which the winding controller causes the winding section to stop winding the yarn when the yarn weight of the package calculated by the weight calculating section reaches a set weight, and the second winding mode being a mode in which the winding controller causes the winding section to stop winding the yarn when the length of the yarn of the package detected by the yarn length detecting section reaches a set length.
- Depending on the purpose of the yarn wound into the packages, management of the packages having the uniform yarn length (length management) is sometimes required. Accordingly, one of the first winding mode, in which the amount of yarn of the package is managed in accordance with the yarn weight, and the second winding mode, in which the amount of yarn of the package is managed in accordance with the yarn length, can be appropriately selected and executed.
- It is preferable that the yarn thickness detecting section is a yarn monitoring section that monitors a yarn defect.
- The yarn monitoring section, which is meant to detect a yarn defect, acquires the information on the yarn thickness. The yarn weight of the package is calculated based on this information on the yarn thickness acquired by the yarn monitoring section.
- It is preferable that the yarn monitoring section continuously detects the thickness of the yarn during winding of the yarn performed by the winding section, and the weight calculating section intermittently acquires information on the thickness of the yarn from the yarn thickness detecting section, and calculates the yarn weight of the package based on the acquired information on the thickness of the yarn.
- In the above explanation, "continuous detection" of the yarn thickness means that the yarn thickness is being substantially continuously detected at very close time intervals. In contrast, "intermittent acquisition" of the yarn thickness means that information is acquired from the yarn thickness detecting section in time intervals that are larger than the intervals for the detection, instead of acquiring all the information continuously detected by the yarn monitoring section.
- The yarn monitoring section is meant to detect yarn defects included in the yarn. It is therefore preferable that the yarn thickness be continuously detected during the winding so as not to miss any yarn defect. The information on the yarn thickness, however, does not need to be acquired continuously (in real time) for the purpose of calculating the yarn weight of the package. The continuously acquired information on the yarn thickness only complicates the calculation, and also requires a large capacity of the temporary memory. According to the present invention, the weight calculating section intermittently acquires the information on the yarn thickness from the yarn thickness detecting section that continuously detects the yarn thickness, and calculates the yarn weight of the package based on the acquired information.
- It is preferable that the yarn supplying section holds the supply bobbin in a replaceable manner, and the weight calculating section acquires the information on the thickness of the yarn from the yarn monitoring section after one supply bobbin is replaced with another supply bobbin.
- If there is variation in the yarn thickness among the supply bobbins, it is preferable that the weight calculating section acquires the information on the yarn thickness from the yarn monitoring section when the supply bobbin is replaced with a new one.
- Although the invention has been described with respect to specific embodiments for a complete and clear disclosure, the appended claims are not to be thus limited but are to be construed as embodying all modifications and alternative constructions that may occur to one skilled in the art that fairly fall within the basic teaching of the claims.
Claims (6)
- A yarn winding apparatus(1) comprising:a yarn supplying section(11) that supplies a yarn;a winding section(13) that winds the yarn supplied from the yarn supplying section(11) to form a package;a yarn thickness detecting section(22) that detects thickness of the yarn that is being wound into the package;a yarn length detecting section(91) that detects a length of the yarn that has been wound into the package;a yarn specific gravity storage section(50) that stores therein information on a specific gravity of the yarn; anda weight calculating section(42) that calculates, based on the thickness of the yarn detected by the yarn thickness detecting section(22), the length of the yarn detected by the yarn length detecting section(41), and the information on the specific gravity stored in the yarn specific gravity storage section(50), a yarn weight of the package formed by the winding section(13).
- The yarn winding apparatus(1) according to Claim 1, further comprising a winding controller(40) that controls a yarn winding operation performed by the winding section, wherein
the winding controller causes the winding section(13) to stop winding the yarn when the yarn weight of the package calculated by the weight calculating section(42) reaches a set weight. - The yarn winding apparatus(1) according to Claim 2, wherein the winding controller(40) selects and executes any one of a first winding mode and a second winding mode,
the first winding mode being a mode in which the winding controller(40) causes the winding section(13) to stop winding the yarn when the yarn weight of the package calculated by the weight calculating section(42) reaches a set weight, and
the second winding mode being a mode in which the winding controller(40) causes the winding section(13) to stop winding the yarn when the length of the yarn of the package detected by the yarn length detecting section(41) reaches a set length. - The yarn winding apparatus(1) according to any one of Claims 1 to 3, wherein the yarn thickness detecting section(22) is a yarn monitoring section(22) that monitors a yarn defect.
- The yarn winding(1) apparatus according to Claim 4, wherein
the yarn monitoring section(22) continuously detects the thickness of the yarn during winding of the yarn performed by the winding section(13), and
the weight calculating section(42) intermittently acquires information on the thickness of the yarn from the yarn thickness detecting section(22), and calculates the yarn weight of the package based on the acquired information on the thickness of the yarn. - The yarn winding apparatus(1) according to Claim 5, wherein
the yarn supplying section(11) holds the supply bobbin in a replaceable manner, and
the weight calculating section(42) acquires the information on the thickness of the yarn from the yarn monitoring section(22) after one supply bobbin is replaced with another supply bobbin.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012114443A JP2013241232A (en) | 2012-05-18 | 2012-05-18 | Yarn winding apparatus |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2664571A2 true EP2664571A2 (en) | 2013-11-20 |
| EP2664571A3 EP2664571A3 (en) | 2014-06-11 |
| EP2664571B1 EP2664571B1 (en) | 2015-09-30 |
Family
ID=48047868
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13162090.8A Active EP2664571B1 (en) | 2012-05-18 | 2013-04-03 | Yarn winding apparatus |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2664571B1 (en) |
| JP (1) | JP2013241232A (en) |
| CN (1) | CN103420225B (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017187365A1 (en) * | 2016-04-26 | 2017-11-02 | Cz Technology S.R.L. | Wire-winding machine and method for controlling thereof |
| WO2019007729A1 (en) * | 2017-07-05 | 2019-01-10 | SSM Schärer Schweiter Mettler AG | Winding device with support roller and pressing force-regulating device, and thread processing machine |
| DE102020130887A1 (en) | 2020-11-23 | 2022-05-25 | Saurer Spinning Solutions Gmbh & Co. Kg | Method for determining the weight of a cheese |
| EP4001193A1 (en) * | 2020-11-23 | 2022-05-25 | Saurer Spinning Solutions GmbH & Co. KG | Method for determining the weight of a cross coil |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103981631B (en) * | 2014-05-28 | 2015-11-11 | 内蒙古鄂尔多斯资源股份有限公司 | Yarn changes servicing unit and using method, Weaving device |
| JP2017053047A (en) * | 2015-09-08 | 2017-03-16 | 村田機械株式会社 | Yarn winding device, automatic winder including the device, textile machine system including the winder, and yarn feeding bobbin abnormality detection method |
| CN208037724U (en) * | 2016-07-11 | 2018-11-02 | 浙江汇豪科技有限公司 | A kind of yarn length measuring device |
| CZ2016607A3 (en) * | 2016-09-29 | 2018-05-02 | Rieter Cz S.R.O. | A method of monitoring the yarn at the working station of a textile machine and a textile machine for its implementation |
| EP3549892B1 (en) * | 2016-12-02 | 2021-06-16 | Murata Machinery, Ltd. | Yarn winding machine |
| DE102018100183A1 (en) * | 2018-01-05 | 2019-07-11 | Saurer Spinning Solutions Gmbh & Co. Kg | Spool-making textile machine and method of operating such |
| JP2020143397A (en) * | 2019-03-06 | 2020-09-10 | 村田機械株式会社 | Output device for generation amount of waste thread, and textile machine |
| JP2021123425A (en) * | 2020-01-31 | 2021-08-30 | 村田機械株式会社 | Yarn winder |
| CN111945238B (en) * | 2020-07-28 | 2021-09-28 | 广东新会美达锦纶股份有限公司 | Method and device for controlling filament bundle specification and storage medium |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007100235A (en) | 2005-10-03 | 2007-04-19 | Murata Mach Ltd | Automatic winder |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH577050A5 (en) * | 1974-04-08 | 1976-06-30 | Rueti Ag Maschf | |
| JP3697590B2 (en) * | 2003-05-30 | 2005-09-21 | 村田機械株式会社 | Yarn winding machine |
| JP4192746B2 (en) * | 2003-07-22 | 2008-12-10 | 村田機械株式会社 | Package weight prediction method, package manufacturing method, and yarn winder |
| DE102004013776B4 (en) * | 2004-03-20 | 2017-07-27 | Rieter Ingolstadt Gmbh | Method and device for cleaning yarn defects |
| DE102007042670A1 (en) * | 2007-09-10 | 2009-03-12 | Rieter Ingolstadt Gmbh | Method for determining the length-related band weight of a sliver and spinning preparation machine |
| JP2010047406A (en) * | 2008-08-25 | 2010-03-04 | Murata Machinery Ltd | Yarn winding device and automatic winder with the same |
-
2012
- 2012-05-18 JP JP2012114443A patent/JP2013241232A/en active Pending
-
2013
- 2013-03-20 CN CN201310090562.5A patent/CN103420225B/en active Active
- 2013-04-03 EP EP13162090.8A patent/EP2664571B1/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007100235A (en) | 2005-10-03 | 2007-04-19 | Murata Mach Ltd | Automatic winder |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017187365A1 (en) * | 2016-04-26 | 2017-11-02 | Cz Technology S.R.L. | Wire-winding machine and method for controlling thereof |
| WO2019007729A1 (en) * | 2017-07-05 | 2019-01-10 | SSM Schärer Schweiter Mettler AG | Winding device with support roller and pressing force-regulating device, and thread processing machine |
| DE102020130887A1 (en) | 2020-11-23 | 2022-05-25 | Saurer Spinning Solutions Gmbh & Co. Kg | Method for determining the weight of a cheese |
| EP4001193A1 (en) * | 2020-11-23 | 2022-05-25 | Saurer Spinning Solutions GmbH & Co. KG | Method for determining the weight of a cross coil |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2664571A3 (en) | 2014-06-11 |
| JP2013241232A (en) | 2013-12-05 |
| EP2664571B1 (en) | 2015-09-30 |
| CN103420225B (en) | 2017-05-03 |
| CN103420225A (en) | 2013-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2664571B1 (en) | Yarn winding apparatus | |
| JP2011162351A (en) | Doffing apparatus | |
| EP3766815B1 (en) | Yarn winding equipment, tensile strength estimation method, and storage medium storing tensile strength estimation program | |
| WO2010134294A1 (en) | Yarn winding device and alarm threshold value determination method for detection of rotational faults in a package | |
| EP2690045B1 (en) | Yarn monitoring device, yarn winding unit, and yarn winding machine | |
| EP3072840B1 (en) | Yarn winding machine and yarn winding method | |
| EP2159180B1 (en) | Yarn winding device and automatic winder | |
| JP2012131643A (en) | Method for operating winder, and winder | |
| CN106927307B (en) | Yarn reeling device, Yarn reeling method and Yarn reeling system | |
| CN111747222A (en) | Method for controlling an apparatus for a textile machine workstation, an apparatus for performing the method, and a status sensor for a textile machine workstation | |
| JP2015000777A (en) | Yarn winding machine | |
| JP2014234256A (en) | Yarn winding machine | |
| EP2671832A2 (en) | Yarn winding device | |
| JP2014227249A (en) | Yarn winder | |
| JP2020050525A (en) | Method and device for detecting yarn loop in work unit of textile machine that manufactures winding package | |
| JP2017132597A (en) | Yarn monitoring device, yarn winder, and automatic winder | |
| JP2013204190A (en) | Yarn traveling information acquiring device and yarn treating device | |
| JP2015009965A (en) | Automatic winder | |
| EP2690044B1 (en) | Yarn winding device | |
| JP2017065862A (en) | Yarn winding machine | |
| JP2016137959A (en) | Yarn winder | |
| CN114901577B (en) | yarn winding machine | |
| EP3127844A1 (en) | Yarn winding device, textile machine, and package forming method | |
| JP2019052045A (en) | Textile machine, management device, yarn winding system and yarn winding method | |
| EP3686330A1 (en) | Spinning method, spinning machine, and spinning program |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 63/08 20060101AFI20140507BHEP |
|
| 17P | Request for examination filed |
Effective date: 20141013 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150421 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG, CH Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 752270 Country of ref document: AT Kind code of ref document: T Effective date: 20151015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013003251 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151231 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 752270 Country of ref document: AT Kind code of ref document: T Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160130 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160201 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013003251 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160430 |
|
| 26N | No opposition filed |
Effective date: 20160701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160403 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20161230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160403 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130403 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160430 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240320 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240320 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240501 Year of fee payment: 12 |