EP2573242A1 - Fibrous absorbent material and method for making - Google Patents
Fibrous absorbent material and method for making Download PDFInfo
- Publication number
- EP2573242A1 EP2573242A1 EP12184937A EP12184937A EP2573242A1 EP 2573242 A1 EP2573242 A1 EP 2573242A1 EP 12184937 A EP12184937 A EP 12184937A EP 12184937 A EP12184937 A EP 12184937A EP 2573242 A1 EP2573242 A1 EP 2573242A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- absorbent
- fibers
- fibrous
- fibrous material
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000002745 absorbent Effects 0.000 title claims abstract description 137
- 239000002250 absorbent Substances 0.000 title claims abstract description 137
- 239000000463 material Substances 0.000 title claims abstract description 83
- 238000000034 method Methods 0.000 title claims abstract description 41
- 239000000835 fiber Substances 0.000 claims abstract description 166
- 239000002657 fibrous material Substances 0.000 claims abstract description 76
- 239000011159 matrix material Substances 0.000 claims abstract description 25
- 230000008569 process Effects 0.000 claims abstract description 22
- 229920000247 superabsorbent polymer Polymers 0.000 claims description 18
- 239000002861 polymer material Substances 0.000 claims description 14
- 229920000297 Rayon Polymers 0.000 claims description 11
- 229920000728 polyester Polymers 0.000 claims description 8
- 239000002964 rayon Substances 0.000 claims description 8
- 229920001131 Pulp (paper) Polymers 0.000 claims description 4
- 230000008859 change Effects 0.000 claims description 4
- -1 polyethylene Polymers 0.000 claims description 4
- 229920000742 Cotton Polymers 0.000 claims description 2
- 239000004677 Nylon Substances 0.000 claims description 2
- 239000004698 Polyethylene Substances 0.000 claims description 2
- 239000004743 Polypropylene Substances 0.000 claims description 2
- 239000000853 adhesive Substances 0.000 claims description 2
- 230000001070 adhesive effect Effects 0.000 claims description 2
- 238000000151 deposition Methods 0.000 claims description 2
- 239000011121 hardwood Substances 0.000 claims description 2
- 229920001778 nylon Polymers 0.000 claims description 2
- 229920000747 poly(lactic acid) Polymers 0.000 claims description 2
- 229920000573 polyethylene Polymers 0.000 claims description 2
- 239000004626 polylactic acid Substances 0.000 claims description 2
- 229920001155 polypropylene Polymers 0.000 claims description 2
- 239000011347 resin Substances 0.000 claims description 2
- 229920005989 resin Polymers 0.000 claims description 2
- 239000011122 softwood Substances 0.000 claims description 2
- 230000005484 gravity Effects 0.000 description 7
- 239000000203 mixture Substances 0.000 description 6
- 206010021639 Incontinence Diseases 0.000 description 5
- 239000011230 binding agent Substances 0.000 description 5
- 239000012530 fluid Substances 0.000 description 5
- 238000005470 impregnation Methods 0.000 description 3
- 238000010348 incorporation Methods 0.000 description 3
- 239000004816 latex Substances 0.000 description 3
- 229920000126 latex Polymers 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920002907 Guar gum Polymers 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 210000001124 body fluid Anatomy 0.000 description 1
- 239000010839 body fluid Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 235000010417 guar gum Nutrition 0.000 description 1
- 239000000665 guar gum Substances 0.000 description 1
- 229960002154 guar gum Drugs 0.000 description 1
- 229920001477 hydrophilic polymer Polymers 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 229920001285 xanthan gum Polymers 0.000 description 1
- 235000010493 xanthan gum Nutrition 0.000 description 1
- 239000000230 xanthan gum Substances 0.000 description 1
- 229940082509 xanthan gum Drugs 0.000 description 1
Images







Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
- D04H1/4258—Regenerated cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H18/00—Needling machines
- D04H18/02—Needling machines with needles
Definitions
- the present invention generally relates to an absorbent material and a method for making the same. More particularly, the present invention relates to an absorbent material for use in disposable sanitary absorbent products such as sanitary napkins, pantiliners, tampons, diapers, adult incontinence products, and the like.
- Lofty, resilient, non-woven webs that is nonwoven webs that have a high degree of loft and the tendency to retain such loft, are well known.
- lofty, resilient, non-woven webs may be used in disposable sanitary products such as sanitary napkins, pantiliners, tampons, diapers, adult incontinence products, and the like.
- a perceived benefit of such lofty, resilient, non-woven webs is that such materials may deliver enhanced comfort to a user of such disposable sanitary products since the lofty, resilient, nonwoven webs may tend to conform to, and move with, the user's body during use.
- a problem with lofty, resilient, nonwoven webs is that due to the loft of such materials (i.e. their low density) such webs are not particularly absorbent.
- such materials may exhibit poor rewet properties. That is, such materials may release or "wet back" fluid when subjected to an external pressure.
- the present invention provides, according an absorbent material including a fibrous material having a plurality of individual fibers forming a fiber matrix, a plurality of absorbent fibers, wherein the plurality of absorbent fibers are impregnated within the fiber matrix by means of a needlepunch process.
- the present invention further provides a fibrous material including a plurality of individual fibers forming a fiber matrix, a first plurality of absorbent fibers arranged in a first layer, a second plurality of absorbent fibers arranged in a second layer, wherein the first and second plurality of absorbent fibers are impregnated within the fiber matrix by means of a needlepunch process.
- the present invention also provides, a method for making an absorbent material including the steps of providing a fibrous material including a plurality of individual fibers forming a fiber matrix, depositing a plurality of absorbent fibers on a top surface of the fibrous material, and impregnating the plurality of absorbent fibers into the fiber matrix by means of a needlepunch process.
- Fig. 1 illustrates a sectional schematic view of an absorbent material 10 according to the present invention.
- the absorbent material 10 is formed from a fibrous material 12 including a plurality of individual fibers 14 that form a fiber matrix 16.
- the absorbent material 10 further includes a plurality of absorbent fibers 18.
- the absorbent fibers 18 are impregnated within the fiber matrix 16.
- the fibrous material 12 is preferably a fibrous nonwoven material made by a known nonwoven manufacturing technique such as an airlaid process, a card and bind process or a resin and adhesive bond process.
- the nonwoven material is a "high loft" nonwoven.
- the nonwoven preferably has a density lower than 0.05 g/cc, and preferably between about 0.01 g/cc and 0.03 g/cc, prior to the impregnation of the nonwoven with the absorbent fibers 18.
- the individual fibers 14 forming the fibrous nonwoven material may be selected from fibers including synthetic, nonabsorbent fibers that may or may not be wettable, for example hydrophilic fibers, hydrophobic fibers, and combinations thereof.
- nonabsorbent fibers 14 forming the fibrous material 12 may be rendered wettable by treating such fibers with a suitable surface treatment, such a surfactant or like.
- Each of the fibers 14 forming the fibrous nonwoven material preferably has a fiber diameter within the range of 11 ⁇ m and 100 ⁇ m.
- the fibrous material 12 preferably further includes a binder material, such as a latex binder.
- the binder material is preferably present in the fibrous material 12 in an amount between about 30% by weight to about 50% by weight.
- the absorbent fibers 18 are preferably selected from cellulosic fiber types, such as, but not limited to, hard wood pulp, soft wood pulp, rayon, and cotton.
- the absorbent material 10 may include a single absorbent fiber type of those listed above or in the alternative may include multiple fiber types of those listed above (i.e. a mixture of absorbent fibers).
- Each of the absorbent fibers 18 preferably has fiber diameter within the range of 10 ⁇ m and 40 ⁇ m.
- the individual fibers 14 forming the fibrous material 12 and the absorbent fibers 18 are selected such that each of the individual fibers 14 has a fiber diameter that is at least 1 ⁇ m greater than a fiber diameter of each of the absorbent fibers 18.
- the absorbent fibers 18 are impregnated within the fiber matrix 16 by means of a needlepunch process according to the present invention.
- the needlepunch process according to the present invention described in detail below, allows the absorbent fibers 18 to be impregnated within the fiber matrix 16 without the fibrous material 12 losing its high loft properties.
- the density of fibrous material 12 prior to being impregnated with the absorbent fibers 18 is preferably within the range of 0.01 g/cc and 0.03 g/cc.
- the fibrous material 12 preferably has a thickness in the range of about 1.5 mm to about 5 mm prior to impregnation of the fibrous material 12 with the absorbent fibers 18. After impregnation of the fibrous material 12 with the absorbent fibers 18 the absorbent material 10 retains substantially the same thickness as the original fibrous material. Specifically, a percent change between the thickness of the fibrous material 12 prior to the plurality of absorbent fibers 18 being impregnated therein and a thickness of the absorbent material 10 after the absorbent fibers 18 have been impregnated within the fibrous material 12 is preferably less than 50%, more preferably less than 30% and most preferably less than 15%.
- FIG. 2 depicts a schematic representation of an apparatus 19 for making the absorbent material 10.
- a web of fibrous material 12 is fed from a supply roll 20 and conveyed in a machine direction by a plurality of rolls 22, 24 and 26.
- a gravity fed hopper 28, or the like is utilized to apply a selected amount of absorbent fibers 18 to a top surface 30 of the fibrous material 12.
- the fibrous material 12 is further conveyed in a machine direction and passed through a conventional needlepunch apparatus 32 of the type known to those of skill in the art.
- the needlepunch apparatus 32 functions to impregnate the absorbent fibers 18 within the fibrous material 12 by means of a plurality of needles 34.
- a conventional needlepunch apparatus includes a plurality of needles that are normally adapted to mechanically orient and interlock the fibers of a spunbonded or carded web.
- the needles 34 of the needlepunch apparatus 32 are used to impregnate absorbent fibers 18 within the fibrous material 12.
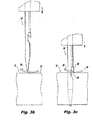
- a needle 34 suitable for use in the method according to the present invention is depicted in Fig. 3 and Fig. 3a .
- the needle 34 generally includes a blade 36, a barb 38, and a throat section 40.
- the total barb depth of the barb 38 is indicated by letter "d" in the Fig. 3a .
- the barb depth "d" is selected such that a radius of each of the absorbent fibers 18 is smaller than the barb depth "d".
- the radius of each absorbent fiber 18 is at least 0.5 ⁇ m smaller, for example 1 ⁇ m smaller than the barb depth.
- the barb depth "d” should be selected such that each of the individual fibers 14 of the fibrous material 12 has a radius that is larger than the barb depth "d”.
- the radius of each individual fiber 14 of the fibrous material 12 is at least 0.5 ⁇ m larger, for example 1 ⁇ m larger than the barb depth. If you have a multiple denier fibrous material 12, the diameter of the smallest diameter fiber 14 must be larger than the diameter of each of the absorbent fibers 18.
- the plurality of needles 34 in the needlepunch apparatus effectively grasp the absorbent fibers 18 and thus can impregnate such absorbent fibers 18 within the fibrous material 12, as shown in Figs. 3b-3e .
- the plurality of needles 34 will not grasp the individual fibers 14 of the fibrous material 12 and thus will not destroy the "high loft” properties of the fibrous material 12.
- the final absorbent material 10 is provided with superior fluid handling properties while still retaining the high loft properties of the fibrous material 12.
- Needles particularly useful in the present method are commercially available from the Foster Needle Co., Inc., Manatowoc, Wisconsin, under product designation "The Foster Formed Barb".
- the resultant absorbent material 10 is further conveyed in a machine directly by rolls 28 and 30.
- the absorbent material 10 may be arranged in a rolled form for storage or may be further conveyed for incorporation into disposable sanitary absorbent products such as a sanitary napkin, pantiliner, tampons, diaper, adult incontinence product, or the like.
- the fibrous material 12 may be further conveyed to a superabsorbent application station 42.
- the superabsorbent application station 42 comprises a gravity fed hopper 44 structured and arranged to apply a selected amount of superabsorbent polymer material 46 to a top surface 30 of the fibrous material 12.
- a pressure fed nozzle or the like may be used to apply the superabsorbent polymer material 46 to the top surface 30 of the fibrous material 12.
- the fibrous material 12 is conveyed over a vacuum 50 that functions to draw the superabsorbent polymer material 46 into the fiber matrix 16 of the fibrous material 12.
- the resultant absorbent material 10a an absorbent material according to a second embodiment of the invention, is shown in Fig. 4 .
- the superabsorbent polymer 46 has been drawn into the fiber matrix 16 of the fibrous material 12 and functions to further enhance the fluid handling capabilities of the absorbent material 10a.
- the term "superabsorbent polymer” refers to materials which are capable of absorbing and retaining at least about 10 times their weight in body fluids under a 0.5 psi pressure.
- the superabsorbent polymer particles of the invention may be inorganic or organic crosslinked hydrophilic polymers, such as polyvinyl alcohols, polyethylene oxides, crosslinked starches, guar gum, xanthan gum, and the like.
- the particles may be in the form of a powder, grains, granules, or fibers.
- Preferred superabsorbent polymer particles for use in the present invention are crosslinked polyacrylates, such as the product offered by Sumitomo Seika Chemicals Co., Ltd. of Osaka, Japan, under the designation of SA70.
- the absorbent material 10a may be further conveyed in a machine direction by roll 51 and arranged in a rolled form for storage or may be further conveyed for incorporation into a disposable sanitary absorbent products such as a sanitary napkin, pantiliner, tampons, diaper, adult incontinence product, or the like.
- a disposable sanitary absorbent products such as a sanitary napkin, pantiliner, tampons, diaper, adult incontinence product, or the like.
- Fig. 5 illustrates a sectional schematic view of an absorbent material 10b according to the present invention.
- the absorbent material 10b is formed from a fibrous material 12 including a plurality of individual fibers 14 that form a fiber matrix 16.
- the absorbent material 10b further includes a first plurality of absorbent fibers 18a arranged in a first layer 52 and a second plurality of absorbent fibers 18b arranged in a second layer 54.
- the absorbent fibers 18a and 18b may comprise the same fibers as those absorbent fibers 18 described above with regard to Fig. 1 .
- the absorbent fibers 18a and 18b may be the same fiber type or may be different fibers types (i.e. a mixture of fibers).
- a first absorbent fiber mixture (or individual fiber) may be employed in the first plurality of fibers 18a and different absorbent fiber mixture (or individual fiber) may be employed in the second plurality of fibers 18b.
- the individual fibers 14 may be the same as the fibers 14 described above with regard to Fig. 1 .
- the individual fibers 14 may be the same fiber type (i.e. a single fiber type) or different fiber types (i.e. a mixture of fibers).
- the first layer 52 is arranged in spaced relationship to the second layer 54.
- the absorbent material 10b may optionally further include superabsorbent polymer material 46 dispersed within the fiber matrix 16 of the fibrous material 12.
- the superabsorbent 46 is arranged in a layer 56 between the first layer 52 and second layer 54 of the absorbent fibers 18a and 18b.
- the superabsorbent polymer material 46 may be omitted from the absorbent material 10b if desired.
- FIG. 6 depicts a schematic representation of an apparatus 19a for making the absorbent material 10b.
- a web of fibrous material 12 is fed from a supply roll 20 and conveyed in a machine direction by a plurality of rolls 22, 24 and 26.
- a gravity fed hopper 28, or the like is utilized to apply a selected amount of absorbent fibers 18a to a top surface 30 of the fibrous material 12.
- the fibrous material 12 is further conveyed in a machine direction and passed through a needlepunch apparatus 32 for impregnating the absorbent fibers 18a within the fibrous material 12.
- the superabsorbent application station 42 comprises a gravity fed hopper 44 structured and arranged to apply a selected amount of superabsorbent polymer material 46 to a top surface 30 of the fibrous material 12.
- a gravity fed hopper 44 structured and arranged to apply a selected amount of superabsorbent polymer material 46 to a top surface 30 of the fibrous material 12.
- any suitable means known to those of skill in the art such as a pressure fed nozzle or the like, may be used to apply the superabsorbent polymer material 46 to the top surface 30 of the fibrous material 12.
- the fibrous material 12 is conveyed over a vacuum 50 that functions to draw the superabsorbent polymer material 46 into the fiber matrix 16 of the fibrous material 12.
- the superabsorbent application and vacuum step described may be omitted from the described method.
- the fibrous material 12 is conveyed past the vacuum 50, the fibrous material 12 is conveyed by rolls 51 and 53 to a second gravity fed hopper 28a, or the like, to apply a selected amount of absorbent fibers 18b to a top surface 30 of the fibrous material 12. Thereafter, the fibrous material 12 is further conveyed in a machine direction by rolls 55 and 57 and passed through a second needlepunch apparatus 32a for impregnating the absorbent fibers 18b within the fibrous material 12.
- the absorbent material 10b is further conveyed in a machine direction by roll 59 and then may be arranged in a rolled form for storage or may be further conveyed for incorporation into a disposable sanitary absorbent products such as a sanitary napkin, pantiliner, tampons, diaper, adult incontinence product, or the like.
- a disposable sanitary absorbent products such as a sanitary napkin, pantiliner, tampons, diaper, adult incontinence product, or the like.
- the fibrous material includes a latex binder present in the amount of 40% by weight.
- a fibrous nonwoven material of this type is commercially available from Kem-Wove, Inc., Charlotte, NC under product code SCN09-038.
- the absorbent fibers comprise 100% viscose rayon having a denier of 4. Rayon has a density of 1.5 g/cc thus the absorbent fibers have a fiber diameter of 19 ⁇ m.
- 150 gsm (g/m 2 ) of the rayon fibers are applied to a top surface of the fibrous nonwoven material and impregnated within the material to a depth of 2.5 mm by means of the needlepunch process described above with reference to Fig. 2 .
- the needles used in the needlepunch process have a barb depth "d" of 12 ⁇ m.
- the final absorbent material has a thickness of 2.7 mm.
- the fibrous material includes a latex binder present in the amount of 40% by weight.
- a fibrous nonwoven material of this type is commercially available from Kem-Wove, Inc., Charlotte, NC under product code SCN09-038.
- the first plurality of absorbent fibers comprises 100% viscose rayon having a denier of 4. Rayon has a density of 1.5 g/cc thus the absorbent fibers have a fiber diameter of 19 ⁇ m.
- 75 gsm of the rayon fibers are applied to a top surface of the fibrous nonwoven material and impregnated within the material to a depth between 4.0 mm and 5.0 mm by means of a first needlepunch apparatus.
- the needles used in the needlepunch process have a barb depth "d" of 12 ⁇ m.
- the fibrous material is conveyed to a superabsorbent application station. 40 gsm of superabsorbent (SA70 commercially available from Sumitomo Seika Chemicals Co., Ltd.
- the superabsorbent is drawn into the fibrous material at a depth between 3.0 mm and 4.0 mm by means of a vacuum. Thereafter, the fibrous material 12 is conveyed to a second gravity fed hopper to apply a selected amount of a second plurality of absorbent fibers to a top surface of the fibrous material.
- the second plurality of absorbent fibers comprises 100% viscose rayon having a denier of 4. Rayon has a density of 1.5 g/cc thus the absorbent fibers have a fiber diameter of 19 ⁇ m.
- 75 gsm of the rayon fibers are applied to a top surface of the fibrous nonwoven material and impregnated within the material to a depth between 1.0 mm and 3.0 mm by means of a second needlepunch apparatus.
- the needles used in the second needlepunch process have a barb depth "d" of 12 ⁇ m.
- the final absorbent material has a thickness of 2.5 mm.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Nonwoven Fabrics (AREA)
Abstract
Description
- The present invention generally relates to an absorbent material and a method for making the same. More particularly, the present invention relates to an absorbent material for use in disposable sanitary absorbent products such as sanitary napkins, pantiliners, tampons, diapers, adult incontinence products, and the like.
- Lofty, resilient, non-woven webs, that is nonwoven webs that have a high degree of loft and the tendency to retain such loft, are well known. In addition, it is well known that such lofty, resilient, non-woven webs may be used in disposable sanitary products such as sanitary napkins, pantiliners, tampons, diapers, adult incontinence products, and the like. A perceived benefit of such lofty, resilient, non-woven webs is that such materials may deliver enhanced comfort to a user of such disposable sanitary products since the lofty, resilient, nonwoven webs may tend to conform to, and move with, the user's body during use.
- A problem with lofty, resilient, nonwoven webs is that due to the loft of such materials (i.e. their low density) such webs are not particularly absorbent. In addition, such materials may exhibit poor rewet properties. That is, such materials may release or "wet back" fluid when subjected to an external pressure.
- In view of the foregoing there is a need for a lofty, resilient, non-woven web that also provides superior fluid handling characteristics.
- In view of the foregoing, the present invention provides, according an absorbent material including a fibrous material having a plurality of individual fibers forming a fiber matrix, a plurality of absorbent fibers, wherein the plurality of absorbent fibers are impregnated within the fiber matrix by means of a needlepunch process.
- The present invention further provides a fibrous material including a plurality of individual fibers forming a fiber matrix, a first plurality of absorbent fibers arranged in a first layer, a second plurality of absorbent fibers arranged in a second layer, wherein the first and second plurality of absorbent fibers are impregnated within the fiber matrix by means of a needlepunch process.
- The present invention also provides, a method for making an absorbent material including the steps of providing a fibrous material including a plurality of individual fibers forming a fiber matrix, depositing a plurality of absorbent fibers on a top surface of the fibrous material, and impregnating the plurality of absorbent fibers into the fiber matrix by means of a needlepunch process.
- Examples of embodiments of the present invention will now be described with reference to the drawings, in which:
-
Fig. 1 is a sectional schematic view of an absorbent material according to the present invention; -
Fig. 2 is a schematic view of an apparatus for making the absorbent material shown inFig. 1 ; -
Fig. 3 is a schematic view of the encircled portion of the apparatus shown inFig. 2 depicting a needle employed in the apparatus, a top surface of a substrate, and absorbent fibers arranged on the top surface of the substrate; -
Fig. 3a is a detailed view of the encircled portion of the needle shown inFig. 3 ; -
Fig. 3b-3e depict the manner in which the needle impregnates the absorbent fiber within the substrate; -
Fig. 4 is a sectional schematic view of an absorbent material according to the present invention; -
Fig. 5 is a sectional schematic view of an absorbent material according to the present invention; and -
Fig. 6 is a schematic view of an apparatus for making the absorbent material shown inFig. 5 . - Throughout the present specification, the same or similar reference numbers have been used to identify the same or similar elements of the various embodiments of the present invention described herein.
- Reference is made to
Fig. 1 which illustrates a sectional schematic view of anabsorbent material 10 according to the present invention. As shown inFig. 1 , theabsorbent material 10 is formed from afibrous material 12 including a plurality ofindividual fibers 14 that form afiber matrix 16. Theabsorbent material 10 further includes a plurality ofabsorbent fibers 18. As shown, theabsorbent fibers 18 are impregnated within thefiber matrix 16. - The
fibrous material 12 is preferably a fibrous nonwoven material made by a known nonwoven manufacturing technique such as an airlaid process, a card and bind process or a resin and adhesive bond process. Preferably the nonwoven material is a "high loft" nonwoven. Specifically, the nonwoven preferably has a density lower than 0.05 g/cc, and preferably between about 0.01 g/cc and 0.03 g/cc, prior to the impregnation of the nonwoven with theabsorbent fibers 18. Theindividual fibers 14 forming the fibrous nonwoven material may be selected from fibers including synthetic, nonabsorbent fibers that may or may not be wettable, for example hydrophilic fibers, hydrophobic fibers, and combinations thereof. Specific fiber types include, but are not limited to, polyester, nylon, co-polyester, polyethylene, polypropylene, and polylactic acid. Of course the fibrous nonwoven material may be formed from a single nonabsorbent fiber type listed above or alternatively may be formed from a mixture of the fiber types listed above. The surface ofnonabsorbent fibers 14 forming thefibrous material 12 may be rendered wettable by treating such fibers with a suitable surface treatment, such a surfactant or like. - Each of the
fibers 14 forming the fibrous nonwoven material preferably has a fiber diameter within the range of 11 µm and 100 µm. Thefibrous material 12 preferably further includes a binder material, such as a latex binder. The binder material is preferably present in thefibrous material 12 in an amount between about 30% by weight to about 50% by weight. - The
absorbent fibers 18 are preferably selected from cellulosic fiber types, such as, but not limited to, hard wood pulp, soft wood pulp, rayon, and cotton. Theabsorbent material 10 may include a single absorbent fiber type of those listed above or in the alternative may include multiple fiber types of those listed above (i.e. a mixture of absorbent fibers). Each of theabsorbent fibers 18 preferably has fiber diameter within the range of 10 µm and 40 µm. - The
individual fibers 14 forming thefibrous material 12 and theabsorbent fibers 18 are selected such that each of theindividual fibers 14 has a fiber diameter that is at least 1 µm greater than a fiber diameter of each of theabsorbent fibers 18. - As will be discussed in greater detail below, the
absorbent fibers 18 are impregnated within thefiber matrix 16 by means of a needlepunch process according to the present invention. The needlepunch process according to the present invention, described in detail below, allows theabsorbent fibers 18 to be impregnated within thefiber matrix 16 without thefibrous material 12 losing its high loft properties. Specifically, the density offibrous material 12 prior to being impregnated with theabsorbent fibers 18 is preferably within the range of 0.01 g/cc and 0.03 g/cc. - The
fibrous material 12 preferably has a thickness in the range of about 1.5 mm to about 5 mm prior to impregnation of thefibrous material 12 with theabsorbent fibers 18. After impregnation of thefibrous material 12 with theabsorbent fibers 18 theabsorbent material 10 retains substantially the same thickness as the original fibrous material. Specifically, a percent change between the thickness of thefibrous material 12 prior to the plurality ofabsorbent fibers 18 being impregnated therein and a thickness of theabsorbent material 10 after theabsorbent fibers 18 have been impregnated within thefibrous material 12 is preferably less than 50%, more preferably less than 30% and most preferably less than 15%. This relatively small change in thickness reflects that theabsorbent material 10 retains the high loft properties of thefibrous material 12 while at the same time delivers superior fluid handling capabilities. The percent change in thickness is calculated as follows:
where
Ti = Initial Thickness ofFibrous Material 12
Tf = Final Thickness ofAbsorbent Material 10 - A method of making the
absorbent material 10 will now be described with reference toFig. 2 which depicts a schematic representation of anapparatus 19 for making theabsorbent material 10. As shown inFig. 2 , a web offibrous material 12 is fed from asupply roll 20 and conveyed in a machine direction by a plurality ofrolls hopper 28, or the like, is utilized to apply a selected amount ofabsorbent fibers 18 to atop surface 30 of thefibrous material 12. Thereafter, thefibrous material 12 is further conveyed in a machine direction and passed through aconventional needlepunch apparatus 32 of the type known to those of skill in the art. In the method according to the present invention, theneedlepunch apparatus 32 functions to impregnate theabsorbent fibers 18 within thefibrous material 12 by means of a plurality ofneedles 34. - As is known to those of skill in the art, a conventional needlepunch apparatus includes a plurality of needles that are normally adapted to mechanically orient and interlock the fibers of a spunbonded or carded web. In the method according to the present invention, the
needles 34 of theneedlepunch apparatus 32 are used to impregnateabsorbent fibers 18 within thefibrous material 12. Aneedle 34 suitable for use in the method according to the present invention is depicted inFig. 3 and Fig. 3a . As shown inFig. 3a , theneedle 34 generally includes ablade 36, abarb 38, and athroat section 40. The total barb depth of thebarb 38 is indicated by letter "d" in theFig. 3a . - For purposes of the present invention, it is critical that the barb depth "d" is selected such that a radius of each of the
absorbent fibers 18 is smaller than the barb depth "d". The radius of eachabsorbent fiber 18 is at least 0.5 µm smaller, for example 1 µm smaller than the barb depth. In addition the barb depth "d" should be selected such that each of theindividual fibers 14 of thefibrous material 12 has a radius that is larger than the barb depth "d". The radius of eachindividual fiber 14 of thefibrous material 12 is at least 0.5 µm larger, for example 1 µm larger than the barb depth. If you have a multipledenier fibrous material 12, the diameter of thesmallest diameter fiber 14 must be larger than the diameter of each of theabsorbent fibers 18. - By selecting barb depth "d" as described above, the plurality of
needles 34 in the needlepunch apparatus effectively grasp theabsorbent fibers 18 and thus can impregnate suchabsorbent fibers 18 within thefibrous material 12, as shown inFigs. 3b-3e . On the other hand, the plurality ofneedles 34 will not grasp theindividual fibers 14 of thefibrous material 12 and thus will not destroy the "high loft" properties of thefibrous material 12. In this manner the finalabsorbent material 10 is provided with superior fluid handling properties while still retaining the high loft properties of thefibrous material 12. Needles particularly useful in the present method are commercially available from the Foster Needle Co., Inc., Manatowoc, Wisconsin, under product designation "The Foster Formed Barb". - Referring again to
Fig. 2 , after the fibrous 12 has been impregnated with theabsorbent fibers 18 the resultantabsorbent material 10 is further conveyed in a machine directly byrolls absorbent material 10 may be arranged in a rolled form for storage or may be further conveyed for incorporation into disposable sanitary absorbent products such as a sanitary napkin, pantiliner, tampons, diaper, adult incontinence product, or the like. - Alternatively, as shown in
Fig. 2 , thefibrous material 12 may be further conveyed to asuperabsorbent application station 42. Thesuperabsorbent application station 42 comprises a gravity fedhopper 44 structured and arranged to apply a selected amount ofsuperabsorbent polymer material 46 to atop surface 30 of thefibrous material 12. Of course, any suitable means known to those of skill in the art, such as a pressure fed nozzle or the like, may be used to apply thesuperabsorbent polymer material 46 to thetop surface 30 of thefibrous material 12. After thesuperabsorbent polymer material 46 is applied to thetop surface 30 of thefibrous material 12, thefibrous material 12 is conveyed over a vacuum 50 that functions to draw thesuperabsorbent polymer material 46 into thefiber matrix 16 of thefibrous material 12. The resultantabsorbent material 10a, an absorbent material according to a second embodiment of the invention, is shown inFig. 4 . As shown, thesuperabsorbent polymer 46 has been drawn into thefiber matrix 16 of thefibrous material 12 and functions to further enhance the fluid handling capabilities of theabsorbent material 10a. - For the purposes of the present invention, the term "superabsorbent polymer" (or "SAP") refers to materials which are capable of absorbing and retaining at least about 10 times their weight in body fluids under a 0.5 psi pressure. The superabsorbent polymer particles of the invention may be inorganic or organic crosslinked hydrophilic polymers, such as polyvinyl alcohols, polyethylene oxides, crosslinked starches, guar gum, xanthan gum, and the like. The particles may be in the form of a powder, grains, granules, or fibers. Preferred superabsorbent polymer particles for use in the present invention are crosslinked polyacrylates, such as the product offered by Sumitomo Seika Chemicals Co., Ltd. of Osaka, Japan, under the designation of SA70.
- Referring again to
Fig. 2 , after theabsorbent material 10a is conveyed past the vacuum 50 theabsorbent material 10a may be further conveyed in a machine direction by roll 51 and arranged in a rolled form for storage or may be further conveyed for incorporation into a disposable sanitary absorbent products such as a sanitary napkin, pantiliner, tampons, diaper, adult incontinence product, or the like. - Reference is made to
Fig. 5 which illustrates a sectional schematic view of anabsorbent material 10b according to the present invention. As shown, theabsorbent material 10b is formed from afibrous material 12 including a plurality ofindividual fibers 14 that form afiber matrix 16. Theabsorbent material 10b further includes a first plurality ofabsorbent fibers 18a arranged in afirst layer 52 and a second plurality of absorbent fibers 18b arranged in asecond layer 54. Theabsorbent fibers 18a and 18b may comprise the same fibers as thoseabsorbent fibers 18 described above with regard toFig. 1 . Theabsorbent fibers 18a and 18b may be the same fiber type or may be different fibers types (i.e. a mixture of fibers). In addition, a first absorbent fiber mixture (or individual fiber) may be employed in the first plurality offibers 18a and different absorbent fiber mixture (or individual fiber) may be employed in the second plurality of fibers 18b. - The
individual fibers 14 may be the same as thefibers 14 described above with regard toFig. 1 . In addition theindividual fibers 14 may be the same fiber type (i.e. a single fiber type) or different fiber types (i.e. a mixture of fibers). - In
Fig. 5 , thefirst layer 52 is arranged in spaced relationship to thesecond layer 54. Theabsorbent material 10b may optionally further includesuperabsorbent polymer material 46 dispersed within thefiber matrix 16 of thefibrous material 12. InFig. 5 , the superabsorbent 46 is arranged in alayer 56 between thefirst layer 52 andsecond layer 54 of theabsorbent fibers 18a and 18b. Of course thesuperabsorbent polymer material 46 may be omitted from theabsorbent material 10b if desired. - A method of making the
absorbent material 10b will now be described with reference toFig. 6 which depicts a schematic representation of anapparatus 19a for making theabsorbent material 10b. As shown inFig. 6 , a web offibrous material 12 is fed from asupply roll 20 and conveyed in a machine direction by a plurality ofrolls hopper 28, or the like, is utilized to apply a selected amount ofabsorbent fibers 18a to atop surface 30 of thefibrous material 12. Thereafter, thefibrous material 12 is further conveyed in a machine direction and passed through aneedlepunch apparatus 32 for impregnating theabsorbent fibers 18a within thefibrous material 12. - Thereafter the
fibrous material 12 is further conveyed to asuperabsorbent application station 42. Thesuperabsorbent application station 42 comprises a gravity fedhopper 44 structured and arranged to apply a selected amount ofsuperabsorbent polymer material 46 to atop surface 30 of thefibrous material 12. Of course, any suitable means known to those of skill in the art, such as a pressure fed nozzle or the like, may be used to apply thesuperabsorbent polymer material 46 to thetop surface 30 of thefibrous material 12. After thesuperabsorbent polymer material 46 is applied to thetop surface 30 of thefibrous material 12 thefibrous material 12 is conveyed over a vacuum 50 that functions to draw thesuperabsorbent polymer material 46 into thefiber matrix 16 of thefibrous material 12. Of course, if the inclusion ofsuperabsorbent polymer material 46 is not desired in theabsorbent material 10b, the superabsorbent application and vacuum step described may be omitted from the described method. - After the
fibrous material 12 is conveyed past the vacuum 50, thefibrous material 12 is conveyed byrolls 51 and 53 to a second gravity fedhopper 28a, or the like, to apply a selected amount of absorbent fibers 18b to atop surface 30 of thefibrous material 12. Thereafter, thefibrous material 12 is further conveyed in a machine direction byrolls 55 and 57 and passed through a secondneedlepunch apparatus 32a for impregnating the absorbent fibers 18b within thefibrous material 12. - Referring again to
Fig. 6 , after theabsorbent material 10b is conveyed past theneedlepunch apparatus 32a theabsorbent material 10b is further conveyed in a machine direction byroll 59 and then may be arranged in a rolled form for storage or may be further conveyed for incorporation into a disposable sanitary absorbent products such as a sanitary napkin, pantiliner, tampons, diaper, adult incontinence product, or the like. - Specific examples of the present invention are described below.
- Inventive Example # 1 - An absorbent material as described above with reference to
Figs. 1 and2 is made as follows. The fibrous material is a fibrous nonwoven made by a card and bind process having a basis weight of 68 gsm, formed from 100% polyester fibers (6 denier), and having a thickness of 3 mm. Given that the density of polyester is 1.38 g/cc, a 6 denier fiber has a nominal diameter of 25 µm (denier = density * 0.0283 r2). The fibrous material includes a latex binder present in the amount of 40% by weight. A fibrous nonwoven material of this type is commercially available from Kem-Wove, Inc., Charlotte, NC under product code SCN09-038. The absorbent fibers comprise 100% viscose rayon having a denier of 4. Rayon has a density of 1.5 g/cc thus the absorbent fibers have a fiber diameter of 19 µm. 150 gsm (g/m2) of the rayon fibers are applied to a top surface of the fibrous nonwoven material and impregnated within the material to a depth of 2.5 mm by means of the needlepunch process described above with reference toFig. 2 . The needles used in the needlepunch process have a barb depth "d" of 12 µm. The final absorbent material has a thickness of 2.7 mm. - Inventive Example #2 - An absorbent material as described above with referenced to
Figs. 5 and6 is made as follows. The fibrous material is a fibrous card and bind nonwoven material having a basis weight of 68 gsm, formed from 100% polyester fibers (6 denier), and having a thickness of 3 mm. Given that the density of polyester is 1.38 g/cc, a 6 denier fiber has a nominal diameter of 25 µm (denier = density * 0.0283 r2). The fibrous material includes a latex binder present in the amount of 40% by weight. A fibrous nonwoven material of this type is commercially available from Kem-Wove, Inc., Charlotte, NC under product code SCN09-038. The first plurality of absorbent fibers comprises 100% viscose rayon having a denier of 4. Rayon has a density of 1.5 g/cc thus the absorbent fibers have a fiber diameter of 19 µm. 75 gsm of the rayon fibers are applied to a top surface of the fibrous nonwoven material and impregnated within the material to a depth between 4.0 mm and 5.0 mm by means of a first needlepunch apparatus. The needles used in the needlepunch process have a barb depth "d" of 12 µm. Thereafter, the fibrous material is conveyed to a superabsorbent application station. 40 gsm of superabsorbent (SA70 commercially available from Sumitomo Seika Chemicals Co., Ltd. Of Osaka, Japan) is applied to a top surface of the fibrous material via a gravity fed hopper. The superabsorbent is drawn into the fibrous material at a depth between 3.0 mm and 4.0 mm by means of a vacuum. Thereafter, thefibrous material 12 is conveyed to a second gravity fed hopper to apply a selected amount of a second plurality of absorbent fibers to a top surface of the fibrous material. The second plurality of absorbent fibers comprises 100% viscose rayon having a denier of 4. Rayon has a density of 1.5 g/cc thus the absorbent fibers have a fiber diameter of 19 µm. 75 gsm of the rayon fibers are applied to a top surface of the fibrous nonwoven material and impregnated within the material to a depth between 1.0 mm and 3.0 mm by means of a second needlepunch apparatus. The needles used in the second needlepunch process have a barb depth "d" of 12 µm. The final absorbent material has a thickness of 2.5 mm. - While particular embodiments of the present invention have been illustrated and described, it would be obvious to those skilled in the art that various other changes and modifications can be made without departing from the spirit and scope of the invention. It is therefore intended to cover in the appended claims all such changes and modifications that are within the scope of the invention.
Claims (15)
- An absorbent material (10) comprising:a fibrous material (12) comprising a plurality of individual fibers (14) forming a fiber matrix (16);a plurality of absorbent fibers (18);wherein the plurality of absorbent fibers (18) is impregnated within the fiber matrix (16) by means of a needlepunch process.
- A method for making an absorbent material (10) comprising the steps of:providing a fibrous material (12) including a plurality of individual fibers (14) forming a fiber matrix (16);depositing a plurality of absorbent fibers (18) on a top surface (30) of the fibrous material (12); andimpregnating the plurality of absorbent fibers (18) into the fiber matrix (16) by means of a needlepunch process.
- The absorbent material (10) according to claim 1, or the method according to claim 2, wherein each of the plurality of individual fibers (14) has a fiber diameter within the range of between 11 µm and 100 µm.
- The absorbent material (10) according to claim 1 or claim 3, or the method according to claim 2 or claim 3, wherein each of the plurality of absorbent fibers (18) has a fiber diameter within the range of between 10 µm and 40 µm.
- The absorbent material according to any one of claims 1, 3 and 4, or the method of any one of claims 2 to 4, wherein each of the plurality of individual fibers (14) has a fiber diameter that is at least 1 µm greater than a fiber diameter of each of the absorbent fibers (18).
- The absorbent material (10) according to any one of claims 1 and 3 to 5, or a method according to any one of claims 2 to 5, wherein the fibrous material (12) has a thickness prior to the plurality of absorbent fibers (18) being impregnated within the fibrous material (12) and wherein the absorbent material (10) has a thickness after the absorbent fibers (18) have been impregnated within the fibrous material (12), wherein a percent change between the thickness of the fibrous material (12) prior to the plurality of absorbent fibers (18) being impregnated therein and a thickness of the absorbent material (10) after the absorbent fibers (18) have been impregnated within the fibrous material (12) is less than 50%, or less than 30%, or less than 15%.
- The absorbent material (10) according to any one of claims 1 and 3 to 6, or the method of any one of claims 2 to 6, wherein the fibrous material (12) is a fibrous non-woven material, wherein the fibrous non-woven material is preferably formed from a plurality of fibers selected from the group consisting of polyester, nylon, co-polyester, polyethylene, polypropylene, polylactic acid and combinations thereof.
- The absorbent material (10) according to claim 7, or the method according to claim 7 wherein the fibrous non-woven is made by one of an airlaid process, a card and bind process or a resin and adhesive bond process.
- The absorbent material (10) according to any one of claims 1 and 3 to 8, or the method of any one of claims 2 to 8, wherein the plurality of absorbent fibers (18) are selected from the group consisting of hard wood pulp, soft wood pulp, rayon, cotton, and combinations thereof.
- An absorbent material (10b) according to any one of claims 1 and 3 to 9, wherein the absorbent material (10b) comprises:a fibrous material (12) comprising a plurality of individual fibers (14) forming a fiber matrix (16);a first plurality of absorbent fibers (18a) arranged in a first layer (52);a second plurality of absorbent fibers (18b) arranged in a second layer (54);wherein the first and second plurality of absorbent fibers (18a and 18b) are impregnated within the fiber matrix (16) by means of a needlepunch process.
- The absorbent material (10b) according to claim 10, wherein the first layer (52) is arranged in spaced relationship to the second layer (54).
- The absorbent material (10) according to any one of claims 1 and 3 to 11, further comprising a superabsorbent polymer material (46).
- The absorbent material (10b) according to claim 10 or claim 11, wherein the absorbent material (10b) further comprises a superabsorbent polymer material (46), wherein the superabsorbent polymer material (46) is arranged in a layer between the first (52) and second (54) layers of absorbent fibers.
- The method according to any one of claims 2 to 9, wherein the needlepunch process is carried out by means a plurality of individual pins adapted to impregnate the absorbent fibers within the fiber matrix.
- The method according to claim 14, wherein each of the plurality of pins includes a barb having a barb depth and wherein said barb depth is selected such that a fiber radius of each of the absorbent fibers is at least 0.5 µm smaller than the barb depth and the fiber radius of each of the individual fibers forming a fiber matrix is at least 0.5 µm greater than the barb depth.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15170904.5A EP2930260B1 (en) | 2011-09-20 | 2012-09-19 | Fibrous absorbent material and method for making |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/236,799 US20130072891A1 (en) | 2011-09-20 | 2011-09-20 | Fibrous absorbent material |
| US13/236,788 US8695185B2 (en) | 2011-09-20 | 2011-09-20 | Method for making a fibrous absorbent material |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15170904.5A Division-Into EP2930260B1 (en) | 2011-09-20 | 2012-09-19 | Fibrous absorbent material and method for making |
| EP15170904.5A Division EP2930260B1 (en) | 2011-09-20 | 2012-09-19 | Fibrous absorbent material and method for making |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2573242A1 true EP2573242A1 (en) | 2013-03-27 |
| EP2573242B1 EP2573242B1 (en) | 2016-05-11 |
Family
ID=47115286
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15170904.5A Active EP2930260B1 (en) | 2011-09-20 | 2012-09-19 | Fibrous absorbent material and method for making |
| EP12184937.6A Active EP2573242B1 (en) | 2011-09-20 | 2012-09-19 | Fibrous absorbent material and method for making |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15170904.5A Active EP2930260B1 (en) | 2011-09-20 | 2012-09-19 | Fibrous absorbent material and method for making |
Country Status (3)
| Country | Link |
|---|---|
| EP (2) | EP2930260B1 (en) |
| CA (1) | CA2790429C (en) |
| HK (1) | HK1182149A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022069689A1 (en) | 2020-10-02 | 2022-04-07 | Teknoweb Materials S.R.L. | Spunlace composite web comprising staple fibers, short absorbent fibers and binder |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105624917B (en) * | 2014-11-26 | 2018-02-09 | 聚隆纤维股份有限公司 | The method with moisture absorption metastatic adhesive-bonded fabric is prepared using short fine spinning mode |
| DK3325703T3 (en) | 2016-08-02 | 2019-10-28 | Fitesa Germany Gmbh | System and method for preparing nonwoven polylactic acids |
| US11441251B2 (en) | 2016-08-16 | 2022-09-13 | Fitesa Germany Gmbh | Nonwoven fabrics comprising polylactic acid having improved strength and toughness |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0525676A2 (en) * | 1991-07-26 | 1993-02-03 | McNEIL-PPC, INC. | Clean dry facing needled composite |
| US5928973A (en) * | 1997-09-29 | 1999-07-27 | American Nonwovens Corporation | Nonwoven needlepunch fabric and articles produced therefrom |
| US20090000643A1 (en) * | 2007-06-14 | 2009-01-01 | Carl Freudenberg Kg | Cleaning article and its use |
| US20110150558A1 (en) * | 2009-12-18 | 2011-06-23 | Bissah Kofi A | Product dispenser and absorbent article kit |
-
2012
- 2012-09-19 EP EP15170904.5A patent/EP2930260B1/en active Active
- 2012-09-19 EP EP12184937.6A patent/EP2573242B1/en active Active
- 2012-09-19 CA CA2790429A patent/CA2790429C/en active Active
-
2013
- 2013-08-09 HK HK13109362.6A patent/HK1182149A1/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0525676A2 (en) * | 1991-07-26 | 1993-02-03 | McNEIL-PPC, INC. | Clean dry facing needled composite |
| US5928973A (en) * | 1997-09-29 | 1999-07-27 | American Nonwovens Corporation | Nonwoven needlepunch fabric and articles produced therefrom |
| US20090000643A1 (en) * | 2007-06-14 | 2009-01-01 | Carl Freudenberg Kg | Cleaning article and its use |
| US20110150558A1 (en) * | 2009-12-18 | 2011-06-23 | Bissah Kofi A | Product dispenser and absorbent article kit |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022069689A1 (en) | 2020-10-02 | 2022-04-07 | Teknoweb Materials S.R.L. | Spunlace composite web comprising staple fibers, short absorbent fibers and binder |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2573242B1 (en) | 2016-05-11 |
| EP2930260A1 (en) | 2015-10-14 |
| CA2790429C (en) | 2021-11-30 |
| HK1182149A1 (en) | 2013-11-22 |
| EP2930260B1 (en) | 2017-08-16 |
| CA2790429A1 (en) | 2013-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2572690B1 (en) | Resilient absorbent composite material | |
| EP2572691B1 (en) | Absorbent article including resilient absorbent composite material | |
| US20150247271A1 (en) | Method for making a fibruous absorbent material | |
| KR102149563B1 (en) | Soft absorbent sandwich web comprising high concentrations of superabsorbent material, cellulosic fibers and surface applied binder | |
| EP2573242B1 (en) | Fibrous absorbent material and method for making | |
| US20130072891A1 (en) | Fibrous absorbent material | |
| EP2524677B1 (en) | An improved airlaid sheet material | |
| AU2017201426B2 (en) | Fibrous absorbent material | |
| AU2018250403B2 (en) | Resilient absorbent composite material | |
| CA2790297C (en) | Resilient absorbent composite material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1182149 Country of ref document: HK |
|
| 17P | Request for examination filed |
Effective date: 20130927 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20131204 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150826 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: JOHNSON & JOHNSON CONSUMER INC. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 798764 Country of ref document: AT Kind code of ref document: T Effective date: 20160515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012018296 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160811 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 798764 Country of ref document: AT Kind code of ref document: T Effective date: 20160511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160812 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160912 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012018296 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160511 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: GR Ref document number: 1182149 Country of ref document: HK |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160919 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120919 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160511 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20220428 AND 20220504 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20220505 AND 20220512 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20220513 AND 20220518 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602012018296 Country of ref document: DE Owner name: JOHNSON & JOHNSON CONSUMER INC., SKILLMAN, US Free format text: FORMER OWNER: CHENANGO TWO LLC, SKILLMAN, NJ, US Ref country code: DE Ref legal event code: R081 Ref document number: 602012018296 Country of ref document: DE Owner name: JOHNSON & JOHNSON CONSUMER INC., SKILLMAN, US Free format text: FORMER OWNER: CURRAHEE HOLDING COMPANY INC., SKILLMAN, NJ, US Ref country code: DE Ref legal event code: R081 Ref document number: 602012018296 Country of ref document: DE Owner name: JOHNSON & JOHNSON CONSUMER INC., SKILLMAN, US Free format text: FORMER OWNER: CHENANGO ZERO LLC, SKILLMAN, NJ, US Ref country code: DE Ref legal event code: R081 Ref document number: 602012018296 Country of ref document: DE Owner name: JOHNSON & JOHNSON CONSUMER INC., SKILLMAN, US Free format text: FORMER OWNER: JOHNSON & JOHNSON CONSUMER INC., SKILLMAN, N.J., US Ref country code: DE Ref legal event code: R081 Ref document number: 602012018296 Country of ref document: DE Owner name: JOHNSON & JOHNSON CONSUMER INC., WILMINGTON, US Free format text: FORMER OWNER: CHENANGO TWO LLC, SKILLMAN, NJ, US Ref country code: DE Ref legal event code: R081 Ref document number: 602012018296 Country of ref document: DE Owner name: JOHNSON & JOHNSON CONSUMER INC., WILMINGTON, US Free format text: FORMER OWNER: CURRAHEE HOLDING COMPANY INC., SKILLMAN, NJ, US Ref country code: DE Ref legal event code: R081 Ref document number: 602012018296 Country of ref document: DE Owner name: JOHNSON & JOHNSON CONSUMER INC., WILMINGTON, US Free format text: FORMER OWNER: CHENANGO ZERO LLC, SKILLMAN, NJ, US Ref country code: DE Ref legal event code: R081 Ref document number: 602012018296 Country of ref document: DE Owner name: JOHNSON & JOHNSON CONSUMER INC., WILMINGTON, US Free format text: FORMER OWNER: JOHNSON & JOHNSON CONSUMER INC., SKILLMAN, N.J., US |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20230406 AND 20230412 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20230413 AND 20230419 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230810 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602012018296 Country of ref document: DE Owner name: JOHNSON & JOHNSON CONSUMER INC., WILMINGTON, US Free format text: FORMER OWNER: JOHNSON & JOHNSON CONSUMER INC. (N.D.GES.D. STAATES NEVADA), SKILLMAN, NJ, US Ref country code: DE Ref legal event code: R081 Ref document number: 602012018296 Country of ref document: DE Owner name: JOHNSON & JOHNSON CONSUMER INC., WILMINGTON, US Free format text: FORMER OWNER: JOHNSON & JOHNSON CONSUMER INC., SKILLMAN, NJ, US |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240730 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240801 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240808 Year of fee payment: 13 |