EP2554716A1 - Method for making a metallic object - Google Patents
Method for making a metallic object Download PDFInfo
- Publication number
- EP2554716A1 EP2554716A1 EP12005057A EP12005057A EP2554716A1 EP 2554716 A1 EP2554716 A1 EP 2554716A1 EP 12005057 A EP12005057 A EP 12005057A EP 12005057 A EP12005057 A EP 12005057A EP 2554716 A1 EP2554716 A1 EP 2554716A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- supporting element
- emptying
- conductive material
- layer
- metal object
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 63
- 229910052751 metal Inorganic materials 0.000 claims abstract description 33
- 239000002184 metal Substances 0.000 claims abstract description 33
- 238000002844 melting Methods 0.000 claims abstract description 13
- 229910000906 Bronze Inorganic materials 0.000 claims abstract description 8
- 239000010974 bronze Substances 0.000 claims abstract description 7
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 claims abstract description 7
- 239000000463 material Substances 0.000 claims description 43
- 239000004020 conductor Substances 0.000 claims description 15
- 238000000151 deposition Methods 0.000 claims description 7
- 239000012811 non-conductive material Substances 0.000 claims description 5
- 239000008267 milk Substances 0.000 claims description 4
- 210000004080 milk Anatomy 0.000 claims description 4
- 235000013336 milk Nutrition 0.000 claims description 4
- 238000010438 heat treatment Methods 0.000 claims description 3
- 230000008021 deposition Effects 0.000 claims description 2
- 241001122767 Theaceae Species 0.000 claims 1
- 238000001311 chemical methods and process Methods 0.000 claims 1
- 230000001419 dependent effect Effects 0.000 claims 1
- 239000011521 glass Substances 0.000 claims 1
- 238000005323 electroforming Methods 0.000 abstract description 27
- 239000011347 resin Substances 0.000 abstract description 7
- 229920005989 resin Polymers 0.000 abstract description 7
- 229910045601 alloy Inorganic materials 0.000 abstract description 5
- 239000000956 alloy Substances 0.000 abstract description 5
- 230000008018 melting Effects 0.000 abstract description 5
- 238000004519 manufacturing process Methods 0.000 description 34
- 239000011159 matrix material Substances 0.000 description 17
- 239000000047 product Substances 0.000 description 14
- 239000000126 substance Substances 0.000 description 13
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 12
- 229910052802 copper Inorganic materials 0.000 description 12
- 239000010949 copper Substances 0.000 description 12
- 239000008151 electrolyte solution Substances 0.000 description 9
- 238000011282 treatment Methods 0.000 description 7
- 238000001465 metallisation Methods 0.000 description 6
- 238000005115 demineralization Methods 0.000 description 5
- 230000002328 demineralizing effect Effects 0.000 description 5
- 238000000465 moulding Methods 0.000 description 4
- 239000010970 precious metal Substances 0.000 description 4
- 238000011084 recovery Methods 0.000 description 4
- 229910001369 Brass Inorganic materials 0.000 description 3
- 239000010951 brass Substances 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000005553 drilling Methods 0.000 description 3
- 229910000743 fusible alloy Inorganic materials 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 231100000331 toxic Toxicity 0.000 description 3
- 230000002588 toxic effect Effects 0.000 description 3
- 229910001152 Bi alloy Inorganic materials 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- 239000004411 aluminium Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 238000004512 die casting Methods 0.000 description 2
- 238000007731 hot pressing Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000006386 neutralization reaction Methods 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 229910021578 Iron(III) chloride Inorganic materials 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229910001128 Sn alloy Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 1
- JWVAUCBYEDDGAD-UHFFFAOYSA-N bismuth tin Chemical compound [Sn].[Bi] JWVAUCBYEDDGAD-UHFFFAOYSA-N 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000006023 eutectic alloy Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000005246 galvanizing Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000013067 intermediate product Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000011859 microparticle Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 231100000614 poison Toxicity 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000000306 recurrent effect Effects 0.000 description 1
- 239000013535 sea water Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000003440 toxic substance Substances 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D1/00—Electroforming
- C25D1/02—Tubes; Rings; Hollow bodies
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D1/00—Electroforming
- C25D1/20—Separation of the formed objects from the electrodes with no destruction of said electrodes
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/005—Jewels; Clockworks; Coins
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/04—Tubes; Rings; Hollow bodies
Definitions
- the present invention falls within the technical field of the manufacturing of metal objects.
- the present invention relates to a method of manufacturing these objects.
- metal objects like, for example, accessories for bags, shoes and belts (such as buckles, rings, carabiners, chains, fasteners, etc.); eyewear parts (such as temples, bridges, inserts etc.); zippers; buttons; special watchmaking parts (such as cases, buckles, bracelet meshes, etc.); custom jewellery (such as bracelets, rings, earrings, pendants, etc.); handles (for furniture, doors, refrigerators, etc.); taps and fittings; gift items (such as trays, vases, goblets, teapots, milk jugs, etc.); and technical articles (such as bushings).
- accessories for bags, shoes and belts such as buckles, rings, carabiners, chains, fasteners, etc.
- eyewear parts such as temples, bridges, inserts etc.
- zippers such as buttons
- special watchmaking parts such as cases, buckles, bracelet meshes, etc.
- custom jewellery such as bracelets, rings, earrings, pendants, etc.
- handles for furniture, doors,
- a first drawback of the above techniques is the fact that to obtain acceptable workability during the manufacturing of objects it is often necessary to use toxic materials like lead.
- a further drawback of the above techniques is the fact that to obtain acceptable workability during the manufacturing of objects it is often necessary to use materials with recurrent inherent quality problems, as occurs for example with the zama alloy which, depending on the supplier or the cost, has surface and porosity irregularities that later create problems during galvanizing and finishing treatments, whether for functional or aesthetic purposes.
- Still another drawback of the above techniques is the fact that they do not allow for different weights for an object of the same size, and, in particular, weights commensurate with the requirements for use of the object, such as for the manufacturing of an ornamental pendant with the same aesthetic shape but used for a bracelet or an earring, where in the latter case it must be lighter.
- a further drawback of the above techniques is the need to use different materials to obtain, depending on the final use, different weight characteristics, or even hardness or resistance to abrasion, corrosion, perspiration, temperature, different environmental conditions, etc., such as a buckle with the same aesthetic shape but used in one case for an elegant watch band and for a sports watch band in the other, in which case it must be more resistant and able to sustain extreme conditions of use (for example, sea water, external mechanical forces, etc.).
- Another drawback of the above techniques, in particular when using die-casting or hot pressing technologies is the high cost of preparation of the equipment, in particular the moulds, which makes it economical only for the manufacturing of objects on a large scale.
- one object of the present invention is to produce metal objects free of toxic substances.
- Another object of the present invention is to produce a metal object the weight of which can be defined in advance depending on the intended final use.
- a further object of the present invention is to produce the same metal object with different weights in a convenient and easy manner compared to the techniques of the known art.
- Yet another object of the present invention is to produce a metal object which, although light, provides the quality and adequate mechanical strength required for subsequent processing and finishing treatments and for its intended final use.
- the present invention is based on the general consideration of manufacturing a metal object by means of electroforming.
- the present invention relates to a method of manufacturing a metal object according to claim 1, namely a method of manufacturing a metal object comprising the following steps:
- the covering material is a non-precious material.
- the non-precious material comprises bronze.
- the support element is made of conductive material. In another preferred embodiment the support element comprises non-conductive material.
- the method includes a step in which a conductive material is applied on a support element made of non-conductive material.
- the step of applying a conductive material includes a metallization step.
- the metallization step comprises a spraying step.
- the support element comprises a low-melting material.
- the support element comprises a material of the group comprising: wax, resin, low-melting alloys, or combinations thereof.
- the method comprises an emptying step of the support element after depositing a layer of covering material on the support element itself through an electrochemical process.
- the method comprises, prior to the emptying step, a drilling step to put the support element and the outer environment in communication.
- the emptying step comprises an emptying step carried out by a thermal heating process suited to melt the support element.
- the emptying step comprises an emptying step carried out by chemical means.
- the method comprises an emptying step of the second conductive material after the emptying step of the support element.
- the emptying step of the second conductive material comprises an emptying step carried out by chemical means.
- the support element is made by a moulding process.
- the invention relates to a metal object manufactured with a method as described above.
- this object is an object of the group comprising: accessories for bags, shoes, belts, such as buckles, rings, carabiners, chains, fasteners; parts of eyewear, such as temples, bridges, inserts; zippers; buttons; special watchmaking parts, such as cases, buckles, bracelet meshes; costume jewellery, such as bracelets, rings, earrings, pendants; handles such as handles for furniture, doors, refrigerators; taps and fittings; gift items such as trays, vases, goblets, teapots, milk jugs; and technical articles, such as bushings.
- the present invention has proven particularly advantageous when applied to hollow non-precious metal objects.
- the present invention is not limited to the manufacturing of hollow metal objects.
- the present invention finds application in all those cases foreseeing the manufacturing of objects including an outer layer of non-precious metal, as will be explained in more detail below.
- the method of the invention can be applied for the production of other objects, particularly hollow metal objects such as accessories for bags, shoes and belts (such as buckles, rings, carabiners, chains, fasteners, etc.); eyewear parts (such as temples, bridges, inserts etc.); zippers; buttons; special watchmaking parts (such as cases, buckles, bracelet meshes, etc..); custom jewellery (such as bracelets, rings, earrings, pendants, etc.); handles (for furniture, doors, refrigerators, etc.); taps and fittings; gift items (such as trays, vases, goblets, teapots, milk jugs, etc.); and technical articles (such as bushings).
- the first steps of the method indicated in Figs. 1 to 3 consist of the manufacturing of a prototype 2, shown in Fig. 4 , of the buckle 1 to be manufactured.
- the first step of the method involves the use of a blank piece 3 with appropriate dimensions for the manufacturing of the prototype 2.
- the blank piece 3 is preferably made of iron.
- the blank piece may be made of wax, resin, wood or other material suitable for the purpose.
- prototype 2 is manufactured which substantially reproduces the outer shape of the buckle 1 to be obtained.
- This processing may include, for example, manual processing with tools, as shown in the figures.
- prototype 2 could be achieved using any other technique of a known type, such as for example by rapid prototyping.
- prototype 2 are smaller with respect to the external shape of the object to obtain, in this case the buckle 1, taking into account the covering layer which will be subsequently applied during the manufacturing process, as better described below.
- Prototype 2 is used for the manufacturing of a mould 4.
- Prototype 2 is placed between two rubber discs 5 and 6 which are placed together and maintained in this position by means of suitable locking means.
- the assembly thus formed is placed inside a vulcanizing furnace for a preset time interval and at a given temperature.
- the impressions of the desired prototype are created on the two rubber layers 5 and 6 as shown in Fig. 8 , in which the lower disc 6 advantageously shows multiple impressions of the prototype itself, in this case six units.
- the six impressions are equal to each other for the simultaneous production of six products equal to each other, in this case six buckles.
- these impressions can be different for the manufacturing of corresponding different products.
- the other disc 5, the upper one, will be advantageously a mirror image of the lower disc 6.
- the two discs 5, 6 are ultimately the two half-moulds of the desired mould 4.
- the method then foresees a moulding step, shown schematically in Figs. 9A to 9C , during which a suitable filler material M is injected inside the two half moulds 5, 6.
- this step takes place by means of a centrifugal injector in which the fill material M is injected inside the mould cavity 4 during a simultaneous rotation of the two half-moulds 5 and 6, as schematically indicated by the arrow of Fig. 9B .
- the fill material M preferably comprises a low-melting alloy, consisting for example of a tin-bismuth alloy, or wax, resin, etc.
- the low-melting alloy preferably has a melting temperature between 135°C and 145°C.
- this fill material may be of another type, such as wax, resin, another eutectic alloy etc.
- an intermediate product 7 is obtained, hereinafter referred to as matrix, which has substantially the final shape of buckle 1, even if of smaller size, and which is made of the fill material M.
- a plurality of matrices 7 are mounted on a rotating frame 8.
- the frame 8 is a part of an electroforming device comprising a tank containing a suitable electrolyte solution in which the matrices 7 held by the frame 8 are immersed.
- the frame 8 imparts a rotation to the matrices 7 around a main axis X as well as advantageously a rotation around the axis Y of each matrix 7. This favours the electroforming step in the electrolyte solution.
- the following step includes an electroforming step during which a layer of metal material is deposited by electrodeposition on the matrices 7 immersed in the electrolyte solution.
- composition of the metal layer depends on the elements selected and contained in the electrolyte solution.
- the electrolyte solution consists of a solution containing copper and another metal, preferably tin, to deposit a layer of a bronze alloy on the matrices 7.
- the electrolyte solution may contain different elements, such as for example, only copper, copper/tin/zinc, copper/zinc, etc., so that on the outer surface of the matrices a suitable layer of non-precious metal material is deposited.
- the thickness and distribution of the layer of the metal covering material will depend on the appropriate control of the concentrations of the elements contained in the solution and the control of the duration of the step in question.
- a typical thickness of the layer of metal covering material ranges between 50 and 1000 microns.
- Fig. 11 shows the steps of the electroforming treatment to deposit a bronze metal layer. These steps include the following operations:
- a second product is obtained, indicated by number 1 in Fig. 12 , comprising the matrix 7 and the layer of non-precious metal covering material, preferably brass.
- the manufacturing of the buckle 1 can be considered complete after the external finishing treatment of the second product 9, as schematically indicated in Fig. 12 where the second product 9 is polished with a brushing operation to obtain the buckle 1.
- the external finishing treatment can be performed with any other method of the known type, such as by tumbling, polishing, electroplating, etc.
- the physical and/or chemical properties of the buckle 1 of the invention, and in general of any object obtained by the method according to the present invention as described heretofore, are advantageously provided preferably by the metal covering layer obtained during the electroforming step.
- both the physical and/or chemical characteristics of the final object can be easily established during the design phase of the production cycles, given that the steps, particularly the electroforming, are controllable in a precise manner.
- the manufacturing of the final object avoids the use of toxic materials unlike what occurs with the methods of the prior art used to manufacture objects with similar characteristics and/or weight.
- a non-conductive fill material M such as resin or wax.
- the matrix 7 obtained after the moulding step that is, after the steps shown in Figs. 9A to 9C , and before being mounted on the frame 8 for immersion in the electrolyte solution ( Fig. 10 ), is subjected to a metallization step, schematically indicated in Fig. 13 .
- a metallization step schematically indicated in Fig. 13 .
- the metallization step creates a layer of conductive material above the non-conductive material composing matrix 7.
- the metallization process is preferably performed by spraying, as shown in Fig. 13 , a conductive layer preferably made of a material containing micro-particles of silver, copper or brass.
- the metallization step is advantageously followed by a pre-electroforming step.
- This step takes place with one or more metallised matrices 7 mounted on a frame 8, as previously shown in Fig. 10 .
- the pre-electroforming step is conducted.
- the pre-electroforming step preferably comprises the galvanic deposition of a layer of copper on the outer surface of the metallised matrix.
- the layer of copper deposited during this step enables a perfectly smooth and shiny surface to be obtained which is also perfectly conductive from the electrical standpoint. This improves the subsequent electroforming step.
- the layer obtained during the pre-electroforming step comprises a thickness ranging preferably between 50 and 100 microns or even more.
- Fig. 14 shows the steps of the pre-electroforming treatment. These steps include the following operations:
- the second product 9 is subjected to an emptying operation.
- An opening is created on product 9 to put its inner part, consisting of the matrix 7, in communication with the outer environment.
- This operation preferably comprises a drilling with a tool, as shown in Fig. 15 .
- drilling can be carried out using any technique within the reach of the industry.
- this step can be omitted if the second article 9 obtained in the previous steps of the method already has an open area in which the matrix 7 emerges at the surface.
- the matrix 7 of the second product 9 is subjected to the emptying step.
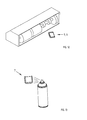
- Fig. 16 shows an emptying step of the second product in which the matrix is made of low-melting material.
- the second product 9 is mounted on a rotating frame 10 inside an emptying furnace 11, closed and kept at a melting temperature Ts, depending on the type of low-melting material constituting the core, for example 350°C.
- a first static heating step is followed by one or more rotating cycles, or that is, centrifugal cycles, in one direction and then in the opposite direction.
- the low-melting material melts and flows out of the opening previously made to then be collected on the bottom of the furnace in a special collection basin 12.
- the centrifugal action contributes to the complete emptying of the low-melting material.
- the emptying can take place keeping the second product in a furnace in a stationary position, static emptying, advantageously at a melting temperature Ts' lower than the temperature used for the centrifugal emptying process above.
- the low-melting material melts and flows out of the opening previously made by gravity to be collected in a special basin placed at the bottom of the furnace.
- the emptying of the matrix can take place chemically by placing the second product in tanks containing suitable chemicals able to react only with the matrix material and leaving the metal covering layer deposited during the electroforming step unaltered.
- a solution of ferric chloride can be used in the case of a matrix made of copper and a metal covering layer consisting of bronze.
- This process takes place preferably in polypropylene tanks heated with a water bath.
- chemical emptying is used in the emptying process of second products that were subjected to pre-electroforming treatments.
- the layer deposited during that step for example a copper layer as previously described, is advantageously and more effectively removed by chemical means.
- the emptying may foresee an initial thermal emptying step for the removal of the low-melting core followed by a second chemical emptying step for the effective removal of the layer deposited during the pre-electroformmg step, typically a copper layer.
- the final object is substantially hollow, in this case a hollow buckle, comprising a metal layer created during the electroforming step.
- the physical and/or chemical characteristics of the hollow buckle of the invention, and in general of any hollow object manufactured by the method according to the present invention, are advantageously provided preferably by the covering metal layer created during the electroforming step.
- both the physical and/or chemical characteristics of the final object can be easily established during the design phase of the production cycles, given that the steps, particularly the electroforming, are controllable in a precise manner.
- the manufacturing of the final object avoids the use of toxic materials unlike what occurs with the methods of the prior art used to manufacture objects with similar characteristics and/or weight. Therefore, it is demonstrated that the present invention described above achieves the intended objectives.
- the present invention overcomes the problems related to the manufacturing of hollow metal objects with the current state of the art. While the present invention was described with reference to particular embodiments of the method shown in the figures, it should be noted that the present invention is not limited to the particular embodiments shown and described above. On the contrary, further embodiments of the method of manufacturing described fall within the scope of the present invention, which is defined by the claims.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Adornments (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
Abstract
Description
- The present invention falls within the technical field of the manufacturing of metal objects.
- In particular, the present invention relates to a method of manufacturing these objects.
- Techniques for the manufacturing of metal objects are broadly used in different fields.
- In particular, reference is made herein to metal objects like, for example, accessories for bags, shoes and belts (such as buckles, rings, carabiners, chains, fasteners, etc.); eyewear parts (such as temples, bridges, inserts etc.); zippers; buttons; special watchmaking parts (such as cases, buckles, bracelet meshes, etc.); custom jewellery (such as bracelets, rings, earrings, pendants, etc.); handles (for furniture, doors, refrigerators, etc.); taps and fittings; gift items (such as trays, vases, goblets, teapots, milk jugs, etc.); and technical articles (such as bushings).
- These objects are currently produced using various techniques, such as cast moulding with silicone moulds, die casting, hot pressing, machining plates or blocks, etc.
- They are typically produced using various materials, such as brass and zama alloys, or an alloy of tin and bismuth, copper, aluminium, steel, etc.
- In no case, except in the watch industry, are such objects hollow. Those hollow objects are typically obtained by mechanical techniques to remove the material from a solid piece.
- A first drawback of the above techniques is the fact that to obtain acceptable workability during the manufacturing of objects it is often necessary to use toxic materials like lead.
- Another drawback of the above techniques is the fact that to obtain acceptable workability during the manufacturing of objects it is often necessary to use materials with physical and chemical characteristics which vary over time, as occurs with aluminium for example.
- A further drawback of the above techniques is the fact that to obtain acceptable workability during the manufacturing of objects it is often necessary to use materials with recurrent inherent quality problems, as occurs for example with the zama alloy which, depending on the supplier or the cost, has surface and porosity irregularities that later create problems during galvanizing and finishing treatments, whether for functional or aesthetic purposes.
- Still another drawback of the above techniques is the fact that they do not allow for different weights for an object of the same size, and, in particular, weights commensurate with the requirements for use of the object, such as for the manufacturing of an ornamental pendant with the same aesthetic shape but used for a bracelet or an earring, where in the latter case it must be lighter.
- A further drawback of the above techniques is the need to use different materials to obtain, depending on the final use, different weight characteristics, or even hardness or resistance to abrasion, corrosion, perspiration, temperature, different environmental conditions, etc., such as a buckle with the same aesthetic shape but used in one case for an elegant watch band and for a sports watch band in the other, in which case it must be more resistant and able to sustain extreme conditions of use (for example, sea water, external mechanical forces, etc.). Another drawback of the above techniques, in particular when using die-casting or hot pressing technologies, is the high cost of preparation of the equipment, in particular the moulds, which makes it economical only for the manufacturing of objects on a large scale.
- The purpose of the present invention is therefore to overcome these drawbacks. In particular, one object of the present invention is to produce metal objects free of toxic substances.
- Another object of the present invention is to produce a metal object the weight of which can be defined in advance depending on the intended final use.
- A further object of the present invention is to produce the same metal object with different weights in a convenient and easy manner compared to the techniques of the known art.
- Yet another object of the present invention is to produce a metal object which, although light, provides the quality and adequate mechanical strength required for subsequent processing and finishing treatments and for its intended final use.
- The present invention is based on the general consideration of manufacturing a metal object by means of electroforming.
- According to a first embodiment, the present invention relates to a method of manufacturing a metal object according to claim 1, namely a method of manufacturing a metal object comprising the following steps:
- provide a support element comprising at least a portion of conductive material;
- deposit a layer of a coating material suited to create the intended metal object
on the aforementioned support element through an electrochemical process. - Preferably the covering material is a non-precious material.
- Advantageously, the non-precious material comprises bronze.
- In a preferred embodiment the support element is made of conductive material. In another preferred embodiment the support element comprises non-conductive material.
- Conveniently, the method includes a step in which a conductive material is applied on a support element made of non-conductive material.
- Advantageously, the step of applying a conductive material includes a metallization step.
- Preferably the metallization step comprises a spraying step.
- In a preferred embodiment of the method, prior to the step in which the covering material is deposited, there is a further step for the electrochemical depositing of a layer of a second conductive material on the support element suited to increase the conductive capacity of the support element itself.
- Preferably the support element comprises a low-melting material.
- In another preferred embodiment the support element comprises a material of the group comprising: wax, resin, low-melting alloys, or combinations thereof.
- In a preferred embodiment the method comprises an emptying step of the support element after depositing a layer of covering material on the support element itself through an electrochemical process.
- Advantageously the method comprises, prior to the emptying step, a drilling step to put the support element and the outer environment in communication.
- In a preferred embodiment the emptying step comprises an emptying step carried out by a thermal heating process suited to melt the support element.
- In another preferred embodiment the emptying step comprises an emptying step carried out by chemical means.
- Preferably, the method comprises an emptying step of the second conductive material after the emptying step of the support element.
- Advantageously, the emptying step of the second conductive material comprises an emptying step carried out by chemical means.
- Preferably, the support element is made by a moulding process.
- In a second aspect, the invention relates to a metal object manufactured with a method as described above.
- Preferably, this object is an object of the group comprising: accessories for bags, shoes, belts, such as buckles, rings, carabiners, chains, fasteners; parts of eyewear, such as temples, bridges, inserts; zippers; buttons; special watchmaking parts, such as cases, buckles, bracelet meshes; costume jewellery, such as bracelets, rings, earrings, pendants; handles such as handles for furniture, doors, refrigerators; taps and fittings; gift items such as trays, vases, goblets, teapots, milk jugs; and technical articles, such as bushings.
- Further advantages, objectives and characteristics as well as embodiments of the present invention are defined in the claims and will be further explained by the following description which makes reference to the attached drawings. In particular:
-
Figs. 1 to 12 show the various steps of an object manufactured according to a preferred embodiment of the method of the invention; -
Fig. 13 schematically shows a step of an alternative embodiment of the method of the invention; -
Fig. 14 shows the steps of a further phase of the method of the invention; -
Figs. 15 and 16 show two further phases of the method of the invention. - Although the present invention is described below with reference to embodiments represented in the drawings, the present invention is not limited to the embodiments described below and shown in the drawings. On the contrary, the embodiments herein described and shown clarify some aspects of the present invention, the purpose of which is defined by the claims.
- The present invention has proven particularly advantageous when applied to hollow non-precious metal objects. However, it should be pointed out that the present invention is not limited to the manufacturing of hollow metal objects. On the contrary, the present invention finds application in all those cases foreseeing the manufacturing of objects including an outer layer of non-precious metal, as will be explained in more detail below.
- With reference to
Figs. 1 to 12 a method of manufacturing a metal object according to a preferred embodiment of the invention is described below. - The explanation below will refer in particular to the manufacturing of a belt buckle 1, shown as an example in
Fig. 12 . - It is clear, however, that the method of the invention can be applied for the production of other objects, particularly hollow metal objects such as accessories for bags, shoes and belts (such as buckles, rings, carabiners, chains, fasteners, etc.); eyewear parts (such as temples, bridges, inserts etc.); zippers; buttons; special watchmaking parts (such as cases, buckles, bracelet meshes, etc..); custom jewellery (such as bracelets, rings, earrings, pendants, etc.); handles (for furniture, doors, refrigerators, etc.); taps and fittings; gift items (such as trays, vases, goblets, teapots, milk jugs, etc.); and technical articles (such as bushings). The first steps of the method indicated in
Figs. 1 to 3 consist of the manufacturing of aprototype 2, shown inFig. 4 , of the buckle 1 to be manufactured. - The first step of the method involves the use of a
blank piece 3 with appropriate dimensions for the manufacturing of theprototype 2. Theblank piece 3 is preferably made of iron. In some alternative embodiments the blank piece may be made of wax, resin, wood or other material suitable for the purpose. - By appropriate machining of the
blank piece 3, shown schematically inFigs. 2 and 3 ,prototype 2 is manufactured which substantially reproduces the outer shape of the buckle 1 to be obtained. This processing may include, for example, manual processing with tools, as shown in the figures. In alternative embodiments, however,prototype 2 could be achieved using any other technique of a known type, such as for example by rapid prototyping. - Preferably the dimensions of
prototype 2 are smaller with respect to the external shape of the object to obtain, in this case the buckle 1, taking into account the covering layer which will be subsequently applied during the manufacturing process, as better described below. -
Prototype 2 is used for the manufacturing of amould 4. The manufacturing of themould 4, shown in its entirety inFigs. 9A-9C , is schematically shown inFigs. 5 to 8 . -
Prototype 2 is placed between tworubber discs - The assembly thus formed, shown in
Fig. 7 , is placed inside a vulcanizing furnace for a preset time interval and at a given temperature. - Once the vulcanization process is completed, the impressions of the desired prototype are created on the two
rubber layers Fig. 8 , in which thelower disc 6 advantageously shows multiple impressions of the prototype itself, in this case six units. In this embodiment the six impressions are equal to each other for the simultaneous production of six products equal to each other, in this case six buckles. In alternative embodiments these impressions can be different for the manufacturing of corresponding different products. - The
other disc 5, the upper one, will be advantageously a mirror image of thelower disc 6. - The two
discs mould 4. The method then foresees a moulding step, shown schematically inFigs. 9A to 9C , during which a suitable filler material M is injected inside the twohalf moulds mould cavity 4 during a simultaneous rotation of the two half-moulds Fig. 9B . - The fill material M preferably comprises a low-melting alloy, consisting for example of a tin-bismuth alloy, or wax, resin, etc.
- The low-melting alloy preferably has a melting temperature between 135°C and 145°C.
- In alternative embodiments this fill material may be of another type, such as wax, resin, another eutectic alloy etc.
- At the end of this step, as shown in
Fig. 9C , after the opening of themould 4, anintermediate product 7 is obtained, hereinafter referred to as matrix, which has substantially the final shape of buckle 1, even if of smaller size, and which is made of the fill material M. - The following steps of the method described below refer to a
matrix 7 made with a conductor fill material M. - The case of a
matrix 7 made with a non-conductive fill material M, such as resin or wax, will be discussed later in this description. - In the following step, as shown in
Fig. 10 , a plurality ofmatrices 7 are mounted on arotating frame 8. - The
frame 8 is a part of an electroforming device comprising a tank containing a suitable electrolyte solution in which thematrices 7 held by theframe 8 are immersed. - The
frame 8 imparts a rotation to thematrices 7 around a main axis X as well as advantageously a rotation around the axis Y of eachmatrix 7. This favours the electroforming step in the electrolyte solution. - In fact, the following step includes an electroforming step during which a layer of metal material is deposited by electrodeposition on the
matrices 7 immersed in the electrolyte solution. - The composition of the metal layer depends on the elements selected and contained in the electrolyte solution.
- Preferably the electrolyte solution consists of a solution containing copper and another metal, preferably tin, to deposit a layer of a bronze alloy on the
matrices 7. - In alternative embodiments the electrolyte solution may contain different elements, such as for example, only copper, copper/tin/zinc, copper/zinc, etc., so that on the outer surface of the matrices a suitable layer of non-precious metal material is deposited.
- The thickness and distribution of the layer of the metal covering material will depend on the appropriate control of the concentrations of the elements contained in the solution and the control of the duration of the step in question.
- A typical thickness of the layer of metal covering material ranges between 50 and 1000 microns.
-
Fig. 11 shows the steps of the electroforming treatment to deposit a bronze metal layer. These steps include the following operations: - Electrolytic degreasing (step 100);
- Recovery (step 101);
- Demineralization wash (step 102);
- Neutralization (step 103);
- Demineralization wash (step 104);
- Bronze electroforming (step 105);
- Recovery (step 106);
- Demineralization wash (step 107).
- At the end of the electroforming process a second product is obtained, indicated by number 1 in
Fig. 12 , comprising thematrix 7 and the layer of non-precious metal covering material, preferably brass. - In the first embodiment of the invention described herein the manufacturing of the buckle 1 can be considered complete after the external finishing treatment of the
second product 9, as schematically indicated inFig. 12 where thesecond product 9 is polished with a brushing operation to obtain the buckle 1. - The external finishing treatment can be performed with any other method of the known type, such as by tumbling, polishing, electroplating, etc.
- The physical and/or chemical properties of the buckle 1 of the invention, and in general of any object obtained by the method according to the present invention as described heretofore, are advantageously provided preferably by the metal covering layer obtained during the electroforming step.
- According to the above description of the method of manufacturing of the buckle 1, it is clear how easy it is to modify and/or adapt the physical and/or chemical characteristics of the manufactured object, through the adjustment of the relevant parameters of the electroforming step.
- Therefore, it will be possible to modify the composition of the electrolyte solution to decide which type of metal or particular alloy will compose the covering layer.
- This directly affects the characteristics of the object, such as its hardness, mechanical strength, glossiness, resistance to scratches, salt corrosion, perspiration, etc.
- Again, it will be possible to modify the duration of the electroforming step to manage the thickness of the layer deposited, obtaining the same object with the same external shape with different desired weights depending on the particular use of the object.
- In addition, both the physical and/or chemical characteristics of the final object can be easily established during the design phase of the production cycles, given that the steps, particularly the electroforming, are controllable in a precise manner.
- Advantageously, again, the manufacturing of the final object avoids the use of toxic materials unlike what occurs with the methods of the prior art used to manufacture objects with similar characteristics and/or weight.
- With reference to
Figs. 13 and14 , further steps of the method of the invention are described wherein thematrix 7 is manufactured with a non-conductive fill material M, such as resin or wax. - In this case, the
matrix 7 obtained after the moulding step, that is, after the steps shown inFigs. 9A to 9C , and before being mounted on theframe 8 for immersion in the electrolyte solution (Fig. 10 ), is subjected to a metallization step, schematically indicated inFig. 13 . It is well known that in order to galvanically deposit a material on an object, that object must have electrical conductivity properties. - The metallization step creates a layer of conductive material above the non-conductive
material composing matrix 7. The metallization process is preferably performed by spraying, as shown inFig. 13 , a conductive layer preferably made of a material containing micro-particles of silver, copper or brass. - The metallization step is advantageously followed by a pre-electroforming step. This step takes place with one or more
metallised matrices 7 mounted on aframe 8, as previously shown inFig. 10 . Before the electroforming step previously described with reference toFig. 11 , the pre-electroforming step is conducted. The pre-electroforming step preferably comprises the galvanic deposition of a layer of copper on the outer surface of the metallised matrix. - The layer of copper deposited during this step enables a perfectly smooth and shiny surface to be obtained which is also perfectly conductive from the electrical standpoint. This improves the subsequent electroforming step.
- The layer obtained during the pre-electroforming step comprises a thickness ranging preferably between 50 and 100 microns or even more.
-
Fig. 14 shows the steps of the pre-electroforming treatment. These steps include the following operations: - Electrolytic degreasing (step 150);
- Recovery (step 151);
- Demineralization wash (step 152).
- Neutralization (step 153);
- Demineralization wash (step 154).
- Acid copper plating (step 155);
- Recovery (step 156);
- Washing (step 157);
- Drying (step 158).
- With reference to
Figs. 15 and 16 further steps of the method of the invention are described below. - These steps are advantageously carried out on the
second product 9 before the finishing step. - During such further steps of the method of the invention, the
second product 9 is subjected to an emptying operation. - An opening is created on
product 9 to put its inner part, consisting of thematrix 7, in communication with the outer environment. This operation preferably comprises a drilling with a tool, as shown inFig. 15 . - In alternative embodiments that drilling can be carried out using any technique within the reach of the industry.
- In other embodiments, this step can be omitted if the
second article 9 obtained in the previous steps of the method already has an open area in which thematrix 7 emerges at the surface. - Once the opening between the
matrix 7 and the outer environment is available, thematrix 7 of thesecond product 9 is subjected to the emptying step. -
Fig. 16 shows an emptying step of the second product in which the matrix is made of low-melting material. - It is essentially a thermal emptying.
- The
second product 9 is mounted on arotating frame 10 inside an emptyingfurnace 11, closed and kept at a melting temperature Ts, depending on the type of low-melting material constituting the core, for example 350°C. - Preferably a first static heating step is followed by one or more rotating cycles, or that is, centrifugal cycles, in one direction and then in the opposite direction. The low-melting material melts and flows out of the opening previously made to then be collected on the bottom of the furnace in a
special collection basin 12. The centrifugal action contributes to the complete emptying of the low-melting material. - In an alternative embodiment, the emptying can take place keeping the second product in a furnace in a stationary position, static emptying, advantageously at a melting temperature Ts' lower than the temperature used for the centrifugal emptying process above.
- The low-melting material melts and flows out of the opening previously made by gravity to be collected in a special basin placed at the bottom of the furnace.
- In a further alternative embodiment, the emptying of the matrix can take place chemically by placing the second product in tanks containing suitable chemicals able to react only with the matrix material and leaving the metal covering layer deposited during the electroforming step unaltered.
- For example, a solution of ferric chloride can be used in the case of a matrix made of copper and a metal covering layer consisting of bronze.
- This process takes place preferably in polypropylene tanks heated with a water bath.
- More preferably, chemical emptying is used in the emptying process of second products that were subjected to pre-electroforming treatments. In fact, in this case the layer deposited during that step, for example a copper layer as previously described, is advantageously and more effectively removed by chemical means. Even more preferably, in this case, the emptying may foresee an initial thermal emptying step for the removal of the low-melting core followed by a second chemical emptying step for the effective removal of the layer deposited during the pre-electroformmg step, typically a copper layer.
- Once the emptying step is completed, the final object is substantially hollow, in this case a hollow buckle, comprising a metal layer created during the electroforming step.
- The physical and/or chemical characteristics of the hollow buckle of the invention, and in general of any hollow object manufactured by the method according to the present invention, are advantageously provided preferably by the covering metal layer created during the electroforming step.
- According to the above description of the method of manufacturing a hollow buckle, it is clear how easy it is to modify and/or adapt the physical and/or chemical characteristics of the manufactured object, through the adjustment of the relevant parameters of the electroforming step.
- Therefore, it will be possible to modify the composition of the electrolyte solution to decide which type of metal or particular alloy will compose the hollow object of the invention.
- This directly affects the characteristics of the object, such as its hardness, mechanical strength, glossiness, resistance to scratches, salt corrosion, perspiration, etc.
- Again, it will be possible to modify the duration of the electroforming step to manage the thickness of the deposited layer, obtaining the same object with the same external shape but different desired weights depending on the particular use of the object.
- In addition, both the physical and/or chemical characteristics of the final object can be easily established during the design phase of the production cycles, given that the steps, particularly the electroforming, are controllable in a precise manner. Advantageously, again, the manufacturing of the final object avoids the use of toxic materials unlike what occurs with the methods of the prior art used to manufacture objects with similar characteristics and/or weight. Therefore, it is demonstrated that the present invention described above achieves the intended objectives. In particular, the present invention overcomes the problems related to the manufacturing of hollow metal objects with the current state of the art. While the present invention was described with reference to particular embodiments of the method shown in the figures, it should be noted that the present invention is not limited to the particular embodiments shown and described above. On the contrary, further embodiments of the method of manufacturing described fall within the scope of the present invention, which is defined by the claims.
Claims (14)
- Method for making a metal object (1), characterized in that it comprises the following steps:- preparing a supporting element (7) comprising at least one portion of a conductive material;- depositing a layer of a covering material suited to obtain said metal object (1) on said supporting element (7) through an electrochemical process.
- Method according to claim 1), characterized in that said covering material is a non-precious material.
- Method according to claim 1), characterized in that said non-precious material comprises bronze.
- Method according to claim 1), characterized in that said supporting element (7) is made of a conductive material.
- Method according to any of the claims from 1) to 3), characterized in that said supporting element (7) comprises a non-conductive material.
- Method according to claim 5), characterized in that it comprises a step of applying a conductive material to said supporting element (7) comprising a non-conductive material.
- Method according to any of the preceding claims, characterized in that before said step of depositing said layer of covering material there is a further step of depositing a layer of a second conductive material on said supporting element (7) through an electrochemical process, said conductive material being suited to increase the conductive ability of said supporting element (7).
- Method according to any of the preceding claims, characterized in that said supporting element (7) comprises a low-melting material.
- Method according to any of the preceding claims, characterized in that it comprises a step in which said supporting element (7) is emptied, after said step of deposition of a layer of covering material on said supporting element (7) through an electrochemical process.
- Method according to claim 9), characterized in that said emptying step comprises a step of emptying through a thermal heating process suited to melt said supporting element (7).
- Method according to claim 9), characterized in that said emptying step comprises a step in which the emptying operation is performed through a chemical process.
- Method according to claim 9) when dependent on claim 7), characterized in that it comprises a step of emptying out said second conductive material, after said step of emptying said supporting element (7).
- Metal object (1), characterized in that it is obtained with a method according to any of the preceding claims.
- Metal object (1) according to claim 13), characterized in that it is an object of the group comprising: accessories for bags, for shoes, for belts, for example buckles, rings, spring catches, chains, closures; parts of glasses, for example sides, bridges, inserts; zip fasteners; buttons; components of watches, for example cases, buckles, bracelet meshes; costume jewellery, for example bracelets, rings, earrings, pendants; handles, for example handles for furniture, doors, fridges; taps; gift items, for example trays, vases, cups, tea pots, milk pots; technical items, for example bushings.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000214A ITVI20110214A1 (en) | 2011-08-01 | 2011-08-01 | METHOD OF REALIZATION OF A METAL OBJECT |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2554716A1 true EP2554716A1 (en) | 2013-02-06 |
| EP2554716B1 EP2554716B1 (en) | 2015-04-01 |
Family
ID=44584529
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20120005057 Active EP2554716B1 (en) | 2011-08-01 | 2012-07-09 | Method for making a metallic object |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2554716B1 (en) |
| ES (1) | ES2537382T3 (en) |
| IT (1) | ITVI20110214A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104499008A (en) * | 2014-12-15 | 2015-04-08 | 福州小神龙表业技术研发有限公司 | Process for producing case or accessories of precious metal wristwatch |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2851331A (en) * | 1956-04-23 | 1958-09-09 | Ideal Toy Corp | Electro-deposited mold |
| US3341432A (en) * | 1963-03-14 | 1967-09-12 | Int Standard Electric Corp | Method of making wave guides |
| US3461045A (en) * | 1965-10-21 | 1969-08-12 | Teletype Corp | Method of plating through holes |
| US3554874A (en) * | 1968-05-31 | 1971-01-12 | Budd Co | Method of electroforming vessels |
| EP0727511A1 (en) * | 1995-02-14 | 1996-08-21 | M. YASUI & CO., LTD. | Method of producing hollow electroformed product of precious metal |
| EP1253221A1 (en) * | 1999-12-28 | 2002-10-30 | Tanaka, tetsuo | Method of producing metal ferrules, and device therefor |
-
2011
- 2011-08-01 IT IT000214A patent/ITVI20110214A1/en unknown
-
2012
- 2012-07-09 EP EP20120005057 patent/EP2554716B1/en active Active
- 2012-07-09 ES ES12005057.0T patent/ES2537382T3/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2851331A (en) * | 1956-04-23 | 1958-09-09 | Ideal Toy Corp | Electro-deposited mold |
| US3341432A (en) * | 1963-03-14 | 1967-09-12 | Int Standard Electric Corp | Method of making wave guides |
| US3461045A (en) * | 1965-10-21 | 1969-08-12 | Teletype Corp | Method of plating through holes |
| US3554874A (en) * | 1968-05-31 | 1971-01-12 | Budd Co | Method of electroforming vessels |
| EP0727511A1 (en) * | 1995-02-14 | 1996-08-21 | M. YASUI & CO., LTD. | Method of producing hollow electroformed product of precious metal |
| EP1253221A1 (en) * | 1999-12-28 | 2002-10-30 | Tanaka, tetsuo | Method of producing metal ferrules, and device therefor |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104499008A (en) * | 2014-12-15 | 2015-04-08 | 福州小神龙表业技术研发有限公司 | Process for producing case or accessories of precious metal wristwatch |
| CN104499008B (en) * | 2014-12-15 | 2017-02-01 | 福州小神龙表业技术研发有限公司 | Process for producing case or accessories of precious metal wristwatch |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2537382T3 (en) | 2015-06-08 |
| ITVI20110214A1 (en) | 2013-02-02 |
| EP2554716B1 (en) | 2015-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104499008B (en) | Process for producing case or accessories of precious metal wristwatch | |
| US11208715B2 (en) | Method for decorating a timepiece component | |
| US5172568A (en) | Hollow jewelry objects and method | |
| US4247374A (en) | Method of forming blanks for coins | |
| US4279968A (en) | Coins and similarly disc-shaped articles | |
| CA2013639C (en) | Electroplated blank for coins, medallions and tokens | |
| US20060286400A1 (en) | Substrate with alloy finish and method of making | |
| US5393405A (en) | Method of electroforming a gold jewelry article | |
| CN110699713A (en) | Cyanide-free gold alloy electroforming solution and using method thereof | |
| EP2554716B1 (en) | Method for making a metallic object | |
| JP6127125B2 (en) | Method for fitting an ornament into an outer element of a watch deposited by electroforming and outer element produced by this method | |
| EP3112502B1 (en) | Method for plating metallic wire or tape and product obtained with said method | |
| GB2167444A (en) | Electroforming | |
| CN1958861A (en) | Method for fabricating artificial headdress | |
| CN110693145A (en) | Electroforming-based gem inlaying process | |
| CN102899695B (en) | Without the electro-plating method of nickel alloy coating | |
| EP2730683B1 (en) | Object with surface covering layer obtained through electrolytic deposition, electrolytic solution used for said deposition and method for making said object. | |
| KR100529969B1 (en) | A method for producing hollow jewelry by electroforming process | |
| KR20090056196A (en) | Method for manufacturing cluster molding using mg alloy | |
| CN111826686A (en) | Method for preparing hard gold gyroscope flywheel bracket | |
| KR100214755B1 (en) | Manufacturing method of accesory | |
| CN103757673A (en) | Making method of wearing ornaments | |
| EP1621097A1 (en) | Procedure for manufacturing pieces of jewellery and pieces of jewellery obtained | |
| KR100579506B1 (en) | Forming products with similarity metallic layer and method thereof | |
| WO2004020697A1 (en) | Method of producing jewelry |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20130726 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20140304 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140918 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150204 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012006242 Country of ref document: DE Effective date: 20150513 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 719140 Country of ref document: AT Kind code of ref document: T Effective date: 20150515 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2537382 Country of ref document: ES Kind code of ref document: T3 Effective date: 20150608 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20150609 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20150401 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 719140 Country of ref document: AT Kind code of ref document: T Effective date: 20150401 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SEDIN SA, CH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150803 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150728 Year of fee payment: 4 Ref country code: ES Payment date: 20150708 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150702 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150801 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012006242 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150401 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 |
|
| 26N | No opposition filed |
Effective date: 20160105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150709 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602012006242 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160731 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160709 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120709 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160710 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20180626 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150401 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240621 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240702 Year of fee payment: 13 |