EP2474652B1 - A system for finish application - Google Patents
A system for finish application Download PDFInfo
- Publication number
- EP2474652B1 EP2474652B1 EP12150175.3A EP12150175A EP2474652B1 EP 2474652 B1 EP2474652 B1 EP 2474652B1 EP 12150175 A EP12150175 A EP 12150175A EP 2474652 B1 EP2474652 B1 EP 2474652B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- finish
- feeding
- roller
- tow band
- tray
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001035 drying Methods 0.000 claims description 9
- 239000000919 ceramic Substances 0.000 claims description 7
- 239000012736 aqueous medium Substances 0.000 claims description 2
- 239000000203 mixture Substances 0.000 claims description 2
- 239000000835 fiber Substances 0.000 description 23
- 238000000034 method Methods 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000007380 fibre production Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 230000005611 electricity Effects 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000004753 textile Substances 0.000 description 3
- 229920002972 Acrylic fiber Polymers 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 238000003287 bathing Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000009194 climbing Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/096—Humidity control, or oiling, of filaments, threads or the like, leaving the spinnerettes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0813—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line characterised by means for supplying liquid or other fluent material to the roller
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D10/00—Physical treatment of artificial filaments or the like during manufacture, i.e. during a continuous production process before the filaments have been collected
- D01D10/04—Supporting filaments or the like during their treatment
- D01D10/0436—Supporting filaments or the like during their treatment while in continuous movement
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B1/00—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating
- D06B1/10—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating by contact with a member carrying the treating material
- D06B1/14—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating by contact with a member carrying the treating material with a roller
- D06B1/144—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating by contact with a member carrying the treating material with a roller the treating material being kept in a trough formed between the roller and non-rotating elements
Definitions
- the present invention relates to a system for finish application which can be applied in a different way on the fiber and provides homogenous dispersion.
- the fiber In acrylic fiber production, the fiber is produced in machines wherein the washing baths, pulling and drying rollers are located.
- the tow bands which are the band created with hundred of thousands fiber filaments are in continuous motion.
- a continuous friction and wearing can be seen between the tow and the rollers of the machine, and the bathing sticks which are metal or ceramic, or sometimes between the fiber filaments.
- static electricity occurs on the fiber.
- the electrification causes wrapping on the rollers in the textile machines and rupture on the rollers.
- the filaments rubbing each other causes the strips to be hard and dusty and to be adhered to each other, ruptures during tambouring and quality loss.
- a substance mixture which is lubricating and preventing static electricity called finish is used to reduce the friction between fiber-metal and fiber-fiber. And the finish provides the softness of the fiber.
- the finish is applied to the fiber with immersing method in finish bath.
- the finish bath comes before the drying rollers in fiber exhaustion machines. During passing from the finish bath, some of the finish received by the tow holds onto the fiber, whereas the other part vanishes in the drying rollers.
- the finish applied with a brush on the idle roller located after the drying rollers is taken through the metal roller by touching the tow band.
- the idle roller receives its drive from the tow band.
- the idle roller rotates at the same linear velocity with the tow band.
- the speed is about 100-150 m/min in production machines after the drying rollers.
- the finish cannot be applied to the surface of the tow in a desired quantity and homogeneity.
- the idle roller and the tow band rotate at the same direction.
- the drive of the idle roller is enabled with the tow band passing thereon.
- both surfaces of the tow band are enabled to contact the finish by the tow band being passed between two rollers tangential in vertical or horizontal direction.
- the rollers on which the finish is applied rotate in the same direction with the tow band.
- the said system provides finish saving depending on the immersion method, whereas the finish dispersing more than desired on the tow band adheres to the latter rollers. And these adhesions cause wrapping.
- the first capital cost of this system is high. When the system is activated again after the failures in fiber production, fiber has some difficulties and it is difficult to process. And the said system brings about some difficulties.
- the finish is required to be given on the surface of the fiber filaments in order to provide easy flow of the tow band and other textile products on the textile machines from the tow band in n acrylic fiber production and after.
- covering fiber filaments surfaces with film layer is an adequate factor. Leakage via the penetration of the finish applied into the fiber filament is an unwanted situation because of the raw material loss.
- Korean patent document no KR20070094812 discloses covering a surface with a fluid.
- the surfaces are covered with fluids using primary and secondary roller system.
- Patent documents no. US3811834 , DE4205515 , and GB 1002570 also known from prior art.
- the objective of the present invention is to realize a system for finish application wherein the finish loss occurring during drying is prevented.
- a further objective of the present invention is to realize a system for finish application which creates the same effect with known methods by using less finish.
- Another objective of the present invention is to realize a system for finish application which provides energy saving.
- Another objective of the present invention is to realize a system for finish application which has low first capital cost.
- Yet another objective of the present invention is to realize a system for finish application which is easy to activate first and after the system is stopped.
- a further objective of the present invention is to realize a system for finish application which enables less labor and effort to be spent.
- a further objective of the present invention is to realize a system for finish application which enables different finish combinations to be given on the machine without mixing each other.
- the finish application system (10) comprises at least one feeding pump (1) which enables the finish to be fed to the system (10), at least one feeding tank (2) wherein the finish is stored before being fed to the system (10) via the feeding pump (1), at least one circulation pump (4) which enables the finish coming from the finish feeding tank (2) to be transferred to the finish feeding tray (5), at least one feeding tank filter (3) which enables the finish overflowing from the finish feeding tray (5) to be cleaned before being transferred to the finish feeding tank (2) again, at least one finish feeding tray (5) which enables the finish to contact the rollers (6), at least one feeding roller (6) which transfers the finish it receives from the feeding tray (5) to the tow bands (9) with rotary motion, at least one drive group (7) which provides rotary motion to the feeding roller (6), at least one tow band (9) on which the finish is applied.
- the finish is transferred to the finish feeding tank (2) via the finish feeding pump (1).
- the finish is transferred to the finish feeding tray (5) from the finish feeding tank (2) via the finish circulation pump (4).
- the feeding roller (6) rotating with the power given by the drive group (7) applies the finish it receives from the finish feeding tray (5) to the tow bands (9).
- the finish overflowing from the finish feeding tray (5) is transferred to the finish feeding tank filter (3) via the feeding tray overflow (8).
- the finish is applied to the surface of the tow band (9) via a single feeding roller (6) rotating with drive.
- the roller (6) wherein the finish is given to the tow band (9) is ceramic coated.
- the surface tension of the finish solution prepared in 10-20 % by mass aqueous medium is high and has a gluey structure.
- the finish present on the finish feeding tray (5) passes on the roller (6) easily as it rotates; the dispersion of the finish onto the tow band (9) is enabled because of its said features.
- the finish's penetration capability being high makes it easy to hold onto the surface of the fiber.
- the ceramic coated feeding roller (6) enabling application of the finish on the surface of the tow band (9) has driven by means of the drive group (7).
- the linear speed can be adjusted between 10-25 m/min according to production capacity of the said feeding roller (6) and ktex (the description of the 1m of filament _bundle by weight in gram) value of the tow band produced.
- the finish can be easily applied to the tow band (9) moving at a speed of 100-150 m/min with the help of ceramic coated feeding roller (6) having slower linear speed. Because of both high surface tension of the finish and its gluey structure, the finish covers the filaments climbing the surfaces of the filaments by means of the ceramic coated feeding roller (6) rotating in reverse direction of the tow band (9).
- the diameters of the said filaments are between 10-50 microns, and the finish can cover the surfaces of these.
- the finish solution is subjected to the continuous circulation between the finish feeding tray (5) and the finish feeding tank (2).
- the finish feeding tray (5) has adjustable overflow line inside the tray. By means of this feature the sinking rate of the ceramic coated roller (6) inside the finish feeding tray (5) can be adjusted depending on the production type.
- the excess finish solution in the finish feeding tray (5) is subjected to recirculation by returning the compartment with filter (3) in the finish feeding tank (2), by this means the dirt and fiber filaments which may enter the system (10) are filtered.
- finish loss in drying is prevented. Since the finish is given after the fiber is collapsed (evacuating the air in the fiber filaments), it stays on the surface only and same results are obtained with less finish when compared with the known methods. With this system (10), 25-30% values of finish saving can be provided.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
- Drying Of Solid Materials (AREA)
Description
- The present invention relates to a system for finish application which can be applied in a different way on the fiber and provides homogenous dispersion.
- In acrylic fiber production, the fiber is produced in machines wherein the washing baths, pulling and drying rollers are located. In the fiber production machine the tow bands which are the band created with hundred of thousands fiber filaments are in continuous motion. During the continuous motion of the said fiber bands, a continuous friction and wearing can be seen between the tow and the rollers of the machine, and the bathing sticks which are metal or ceramic, or sometimes between the fiber filaments. As a result of fiber rubbing the metal rollers, static electricity occurs on the fiber. The electrification causes wrapping on the rollers in the textile machines and rupture on the rollers. And the filaments rubbing each other causes the strips to be hard and dusty and to be adhered to each other, ruptures during tambouring and quality loss.
- A substance mixture which is lubricating and preventing static electricity called finish is used to reduce the friction between fiber-metal and fiber-fiber. And the finish provides the softness of the fiber.
- In the embodiments known in the state of the art, the finish is applied to the fiber with immersing method in finish bath. The finish bath comes before the drying rollers in fiber exhaustion machines. During passing from the finish bath, some of the finish received by the tow holds onto the fiber, whereas the other part vanishes in the drying rollers.
- In a further finish application, it is aimed that the finish applied with a brush on the idle roller located after the drying rollers is taken through the metal roller by touching the tow band. In the said method, the idle roller receives its drive from the tow band. The idle roller rotates at the same linear velocity with the tow band. The speed is about 100-150 m/min in production machines after the drying rollers. For this reason the finish cannot be applied to the surface of the tow in a desired quantity and homogeneity. Furthermore, there is a phase difference between reaching speed of the finish carried with the brush to the surface of the roller and transmission to the tow band from the roller. Because of these reasons, the finish cannot be applied on the tow band homogenously. In these kinds of systems, the idle roller and the tow band rotate at the same direction. The drive of the idle roller is enabled with the tow band passing thereon.
- In another embodiment, in the system known as "kissing-roller mechanism" in the state of the art, vertical and horizontal applications are performed on both surfaces of the tow band. In the said system, both surfaces of the tow band are enabled to contact the finish by the tow band being passed between two rollers tangential in vertical or horizontal direction. The rollers on which the finish is applied rotate in the same direction with the tow band. The said system provides finish saving depending on the immersion method, whereas the finish dispersing more than desired on the tow band adheres to the latter rollers. And these adhesions cause wrapping. The first capital cost of this system is high. When the system is activated again after the failures in fiber production, fiber has some difficulties and it is difficult to process. And the said system brings about some difficulties. As a result of using more than one roller in finishing process, the cost is high because of the electricity. Furthermore, since more than one finish pools are used, the tow takes the excess finish to itself and this causes material consumption. And depending on using more than one roller, problems occurring in production increase and cause labor loss.
- The finish is required to be given on the surface of the fiber filaments in order to provide easy flow of the tow band and other textile products on the textile machines from the tow band in n acrylic fiber production and after. In the said processes, in order that the fiber and its derivatives are processed on the machines easily, covering fiber filaments surfaces with film layer is an adequate factor. Leakage via the penetration of the finish applied into the fiber filament is an unwanted situation because of the raw material loss.
- Korean patent document no
KR20070094812 - International Patent document no
WO2008059603 discloses impregnating fibers with a resin using "kiss roller". According to this, resin is contacted the fibers moving in horizontal axis using more than one rollers. -
- The objective of the present invention is to realize a system for finish application wherein the finish loss occurring during drying is prevented.
- A further objective of the present invention is to realize a system for finish application which creates the same effect with known methods by using less finish.
- Another objective of the present invention is to realize a system for finish application which provides energy saving.
- Another objective of the present invention is to realize a system for finish application which has low first capital cost.
- Yet another objective of the present invention is to realize a system for finish application which is easy to activate first and after the system is stopped.
- A further objective of the present invention is to realize a system for finish application which enables less labor and effort to be spent.
- A further objective of the present invention is to realize a system for finish application which enables different finish combinations to be given on the machine without mixing each other.
- A system for finish application realized to fulfill the objective of the present invention is illustrated in the accompanying figure wherein:
-
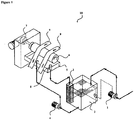
Figure 1 is the schematic view of the finish application system. - The components given in the figures are individually numbered where the numbers refer to the following:
- 10- Finish application system
- 1- Feeding pump
- 2- Feeding tank
- 3- Filter
- 4- Circulation pump
- 5- Feeding tray
- 6- Feeding roller
- 7- Drive group
- 8- Feeding tray overflow
- 9- Tow band
- The finish application system (10) comprises
at least one feeding pump (1) which enables the finish to be fed to the system (10),
at least one feeding tank (2) wherein the finish is stored before being fed to the system (10) via the feeding pump (1),
at least one circulation pump (4) which enables the finish coming from the finish feeding tank (2) to be transferred to the finish feeding tray (5),
at least one feeding tank filter (3) which enables the finish overflowing from the finish feeding tray (5) to be cleaned before being transferred to the finish feeding tank (2) again,
at least one finish feeding tray (5) which enables the finish to contact the rollers (6),
at least one feeding roller (6) which transfers the finish it receives from the feeding tray (5) to the tow bands (9) with rotary motion,
at least one drive group (7) which provides rotary motion to the feeding roller (6), at least one tow band (9) on which the finish is applied. - The finish is transferred to the finish feeding tank (2) via the finish feeding pump (1). The finish is transferred to the finish feeding tray (5) from the finish feeding tank (2) via the finish circulation pump (4). The feeding roller (6) rotating with the power given by the drive group (7) applies the finish it receives from the finish feeding tray (5) to the tow bands (9). The finish overflowing from the finish feeding tray (5) is transferred to the finish feeding tank filter (3) via the feeding tray overflow (8).
- In the finish application system (10), the finish is applied to the surface of the tow band (9) via a single feeding roller (6) rotating with drive. The roller (6) wherein the finish is given to the tow band (9) is ceramic coated. The surface tension of the finish solution prepared in 10-20 % by mass aqueous medium is high and has a gluey structure. The finish present on the finish feeding tray (5) passes on the roller (6) easily as it rotates; the dispersion of the finish onto the tow band (9) is enabled because of its said features. The finish's penetration capability being high makes it easy to hold onto the surface of the fiber.
- The ceramic coated feeding roller (6) enabling application of the finish on the surface of the tow band (9) has driven by means of the drive group (7). The linear speed can be adjusted between 10-25 m/min according to production capacity of the said feeding roller (6) and ktex (the description of the 1m of filament _bundle by weight in gram) value of the tow band produced. Thus, as a requirement of the production process the finish can be easily applied to the tow band (9) moving at a speed of 100-150 m/min with the help of ceramic coated feeding roller (6) having slower linear speed. Because of both high surface tension of the finish and its gluey structure, the finish covers the filaments climbing the surfaces of the filaments by means of the ceramic coated feeding roller (6) rotating in reverse direction of the tow band (9). The diameters of the said filaments are between 10-50 microns, and the finish can cover the surfaces of these.
- The finish solution is subjected to the continuous circulation between the finish feeding tray (5) and the finish feeding tank (2). The finish feeding tray (5) has adjustable overflow line inside the tray. By means of this feature the sinking rate of the ceramic coated roller (6) inside the finish feeding tray (5) can be adjusted depending on the production type. The excess finish solution in the finish feeding tray (5) is subjected to recirculation by returning the compartment with filter (3) in the finish feeding tank (2), by this means the dirt and fiber filaments which may enter the system (10) are filtered.
- Since the finish is given after the drying in the system (10), finish loss in drying is prevented. Since the finish is given after the fiber is collapsed (evacuating the air in the fiber filaments), it stays on the surface only and same results are obtained with less finish when compared with the known methods. With this system (10), 25-30% values of finish saving can be provided.
Claims (4)
- A system for finish application (10) comprising- at least one feeding pump (1) which enables the system (10) to be fed with finish mixture prepared in aqueous medium in 10-20 % concentration by mass,- at least one feeding tank (2) wherein the finish pumped via the feeding pump (1) is stored before being fed to the system,- at least one circulation pump (4) which enables the finish coming from the finish feeding tank (2) to be transferred to the finish feeding tray (5),- at least one feeding tank filter (3) through which the finish overflowing from the finish feeding tray (5) passes to be cleaned before being transferred to the finish feeding tank (2) again,- at least one finish feeding tray (5) which enables the finish to be carried to the feeding roller (6),- at least one drive group (7) which provides rotary motion to the feeding roller (6),- at least one finish feeding tray overflow (8) wherein the finish overflowing from the finish feeding tray (5) is accumulated,- at least one tow band (9) on which the finish is applied,- at least one feeding roller (6) which transfers the finish it receives from the feeding tray (5) to the tow bands (9) with rotary motion- the tow band (9) and the feeding roller (6) rotate in reverse directions- characterized in that in the system the finish is given after the drying.
- A finish application system (10) according to claim 1, characterized by feeding roller (6) the linear rotational speed of which is 10-25m/min.
- A finish application system (10) according to claim 2, characterized by ceramic coated feeding roller (6).
- A finish application system (10) according to claim 1 to 3, characterized by tow band (9) which moves at speed of 100-150 m/min.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TR2011/00090A TR201100090A2 (en) | 2011-01-05 | 2011-01-05 | A system for finishing application. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2474652A1 EP2474652A1 (en) | 2012-07-11 |
| EP2474652B1 true EP2474652B1 (en) | 2017-10-25 |
Family
ID=45497814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12150175.3A Active EP2474652B1 (en) | 2011-01-05 | 2012-01-04 | A system for finish application |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2474652B1 (en) |
| PT (1) | PT2474652T (en) |
| TR (1) | TR201100090A2 (en) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106222766B (en) * | 2016-09-30 | 2018-03-06 | 苏州金泉新材料股份有限公司 | The oiling device of acid fiber by polylactic spinning |
| CN106480523B (en) * | 2016-09-30 | 2018-05-22 | 苏州金泉新材料股份有限公司 | Acid fiber by polylactic high-speed spinning processes |
| CN107326456B (en) * | 2017-08-22 | 2020-01-14 | 无锡索力得科技发展有限公司 | Activated yarn production method using base oil as first oiling |
| CN109019174B (en) * | 2018-06-28 | 2020-06-09 | 湖州天骊正隆电子科技有限公司 | Typewriter ribbon drying rolling machine with ration drying function |
| CN111701798A (en) * | 2020-07-13 | 2020-09-25 | 宁德卓高新材料科技有限公司 | Diaphragm coating device and coating method thereof |
| CN114232114B (en) * | 2021-04-13 | 2023-03-31 | 浙江佳人新材料有限公司 | Production of DTY silk is with device that oils |
| CN113909049B (en) * | 2021-10-19 | 2023-02-17 | 一汽解放汽车有限公司 | Oiling device |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1269552B (en) * | 1961-06-20 | 1968-05-30 | Hoechst Ag | Method and device for the non-sticking winding of sized synthetic threads |
| CH465970A4 (en) * | 1970-03-26 | 1972-04-14 | ||
| DE3142701C3 (en) * | 1981-10-28 | 1996-03-21 | Fleissner Maschf Gmbh Co | Liquid application device with a measuring device |
| DE4205515A1 (en) * | 1991-06-01 | 1993-08-26 | Chimitex Cellchemie Gmbh | Warp sizing plant for speed and material economy - comprises vats at sides of warp sheet with large area application rollers fed from roller immersed in vat for covering circumference |
| US20060147636A1 (en) | 2004-12-30 | 2006-07-06 | Cooprider Terrence E | Method and apparatus of forming a coating fluid pattern |
| EP2097235A1 (en) | 2006-11-15 | 2009-09-09 | Sumitomo Bakelite Company, Ltd. | Prepreg manufacturing method and prepreg |
-
2011
- 2011-01-05 TR TR2011/00090A patent/TR201100090A2/en unknown
-
2012
- 2012-01-04 EP EP12150175.3A patent/EP2474652B1/en active Active
- 2012-01-04 PT PT121501753T patent/PT2474652T/en unknown
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2474652A1 (en) | 2012-07-11 |
| PT2474652T (en) | 2018-01-19 |
| TR201100090A2 (en) | 2012-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2474652B1 (en) | A system for finish application | |
| JP3954103B2 (en) | Method and apparatus for treating fiber material with supercritical fluid | |
| JP5443543B2 (en) | Equipment for applying surface finishes, especially sizing agents or dyes, to fiber materials during the yarn feeding process | |
| CN105624951A (en) | Sizing machine | |
| CN208328378U (en) | A kind of filtering textile material chemical raw material post-processing impregnating equipment | |
| CN104532500B (en) | Quick ventilative cooling T-shirt fabric dip dyeing apparatus | |
| CN214440456U (en) | Non-woven fabrics gumming device | |
| TWI704015B (en) | Coating device for dyeing processing | |
| US9970141B2 (en) | Apparatus and method for washing an elongate textile article | |
| CN101984154B (en) | Method for preparing water-repellent polyester fibers | |
| CN211446208U (en) | Para-aramid spinning oiling device | |
| US20180163332A1 (en) | Method of Chemical Treatment for Fibers | |
| CN212404484U (en) | Combined type carbon fiber precursor device that oils | |
| JP2011256486A (en) | Producing method of carbon fiber bundle | |
| KR101160022B1 (en) | Sizing unit having an open type tension roller and the sizing treatment method of carbon fiber using the same | |
| CN109355759A (en) | A kind of waxing preparation method of textile yarn and process equipment for this method | |
| CN211838560U (en) | Rubber coating device is used in heated board processing | |
| US20110143037A1 (en) | High-Speed Wire Coating Device and Method | |
| CN103643310B (en) | Spinning technology of spinning machine | |
| CN110565299A (en) | Batch dip dyeing method for cheese | |
| CN209652588U (en) | A kind of padding machine | |
| CN105648678A (en) | Energy-saving cloth dyeing machine | |
| CN205420612U (en) | Silk thread drying device that oils for weaving | |
| CN208328377U (en) | The sizing degreasing unit of textile cloth production | |
| CN105862284A (en) | Colorful yarn space dyeing machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20120629 |
|
| 17Q | First examination report despatched |
Effective date: 20170503 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170718 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 940036 Country of ref document: AT Kind code of ref document: T Effective date: 20171115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012038828 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 2474652 Country of ref document: PT Date of ref document: 20180119 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20180111 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20171025 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 940036 Country of ref document: AT Kind code of ref document: T Effective date: 20171025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180125 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180125 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180126 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180225 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012038828 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180125 |
|
| 26N | No opposition filed |
Effective date: 20180726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180104 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180928 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180125 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171025 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20231220 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240129 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20240104 Year of fee payment: 13 |