EP2374736A2 - Metal insert fitting for material storage tanks - Google Patents
Metal insert fitting for material storage tanks Download PDFInfo
- Publication number
- EP2374736A2 EP2374736A2 EP11002974A EP11002974A EP2374736A2 EP 2374736 A2 EP2374736 A2 EP 2374736A2 EP 11002974 A EP11002974 A EP 11002974A EP 11002974 A EP11002974 A EP 11002974A EP 2374736 A2 EP2374736 A2 EP 2374736A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- tank
- insert
- coupler
- mold
- wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003860 storage Methods 0.000 title claims abstract description 56
- 239000002184 metal Substances 0.000 title claims abstract description 43
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 43
- 239000000463 material Substances 0.000 title claims description 80
- 230000009969 flowable effect Effects 0.000 claims description 23
- -1 polyethylene Polymers 0.000 claims description 18
- 239000004698 Polyethylene Substances 0.000 claims description 17
- 229920000573 polyethylene Polymers 0.000 claims description 17
- 238000000034 method Methods 0.000 claims description 16
- 239000002861 polymer material Substances 0.000 claims description 11
- 239000012530 fluid Substances 0.000 claims description 10
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 238000004891 communication Methods 0.000 claims description 4
- 229910000856 hastalloy Inorganic materials 0.000 claims description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 2
- 229910001220 stainless steel Inorganic materials 0.000 claims description 2
- 239000010935 stainless steel Substances 0.000 claims description 2
- 239000010936 titanium Substances 0.000 claims description 2
- 229910052719 titanium Inorganic materials 0.000 claims description 2
- 239000011248 coating agent Substances 0.000 claims 1
- 238000000576 coating method Methods 0.000 claims 1
- 230000003028 elevating effect Effects 0.000 claims 1
- 229920000642 polymer Polymers 0.000 abstract description 3
- 238000000465 moulding Methods 0.000 description 10
- 238000007789 sealing Methods 0.000 description 8
- 239000000126 substance Substances 0.000 description 7
- 230000015556 catabolic process Effects 0.000 description 4
- 230000008878 coupling Effects 0.000 description 4
- 238000010168 coupling process Methods 0.000 description 4
- 238000005859 coupling reaction Methods 0.000 description 4
- 238000006731 degradation reaction Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000007769 metal material Substances 0.000 description 4
- 230000036961 partial effect Effects 0.000 description 4
- 238000001175 rotational moulding Methods 0.000 description 4
- 238000004873 anchoring Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 229920006362 Teflon® Polymers 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 239000003566 sealing material Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910000619 316 stainless steel Inorganic materials 0.000 description 1
- 229920000914 Metallic fiber Polymers 0.000 description 1
- 241001310793 Podium Species 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002783 friction material Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D90/00—Component parts, details or accessories for large containers
- B65D90/54—Gates or closures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D88/00—Large containers
- B65D88/54—Large containers characterised by means facilitating filling or emptying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D90/00—Component parts, details or accessories for large containers
Definitions
- the present disclosure relates to material storage containers and, specifically, to drain fittings for material storage containers.
- Bulk storage containers are commonly utilized for storage and dispensing of flowable materials.
- a valve may be located near the bottom of the container in order to facilitate controlled, gravity-driven dispensing of the flowable material though the valve, so that the container can be drained without a pump, and with no tilting or moving of the container.
- One method of ensuring that substantially all of the flowable material contained within a bulk storage container is dispensable via gravitational forces is to position the tank outlet at the bottom-most portion of the storage tank wall.
- This "full drain” tank outlet is located adjacent to the bottom of a storage tank, and enables complete drainage of the tank.
- Full-drain outlets also facilitate "clean in place” procedures in which the tank is thoroughly cleaned at its service location, such as to remove heavy solids or salts that may accumulate at the bottom of the tank during use. Design efforts have focused on allowing clean in place procedures to be accomplished with minimal effort, preferably without the need for a worker to enter the interior of the storage tank being cleaned. Clean in place procedures are particularly useful where tanks must be cleaned between every fill, such as in the pharmaceutical and food industries.
- Some bulk storage containers have full drain outlets integrally formed into the wall of the storage container.
- polymer storage tanks may be manufactured to include an outwardly extending tube or channel at the bottom portion of the tank, which may then be connected to a tank valve to control the flow of flowable material through the tank outlet.
- tank outlet extensions frequently include a flange extending downwardly past the bottom surface of the storage tank, which may be damaged if the tank is placed on a flat surface, i.e., before or during installation at a service site. If a tank outlet extension that is integrally molded or formed into a bulk storage container is damaged, the difficulty of repairing or replacing the integral tank outlet extension may render the tank unusable.
- bulk storage container 1 includes an aperture 2 through a wall 3 thereof at a bottom portion of container 1.
- a threaded insert 4 may be embedded within wall 3 of container 1 to facilitate threaded engagement of an adapter 5 with wall 3.
- adapter 5 is made of a polymeric material, such as polyvinyl chloride (PVC) that is resistant to degradation from contact with chemicals or other materials which may be contained within storage container 1.
- threaded insert 4 is typically made of a metallic material to facilitate a tight engagement between the threads of adapter 5 and threaded insert 4.
- O-ring 6 is provided at the junction between adapter 5 and tank wall 3. O-ring 6 is also intended to prevent flowable material from engaging with, and potentially chemically degrading, threaded insert 4.
- a second O-ring 7 may be provided between adapter 5 and the exterior of tank wall 3 so that, if any flowable material does pass by O-ring 6 and threads 4, 5, leakage of the flowable material may be stemmed by second O-ring 7. However, if flowable material reaches second O-ring 7, the flowable material may attack the metallic material of threaded insert 4 and eventually cause degradation thereof.
- the present disclosure provides a bulk storage container including a tank with a "full drain” outlet, and a coupler attached to the outlet, in which the full drain outlet and coupler utilize a metal-on-metal threaded connection to create a fluid-tight seal therebetween.
- the polymer coupler includes a metal insert with internal threads
- the tank includes a metal insert with external threads corresponding to the internal threads of the coupler insert.
- the metal inserts are integrally molded within the walls of the tank and coupler, respectively.
- the threaded metal inserts provide a rigid structural connection between the tank and coupler that is highly durable and leak resistant.
- a shoulder of the coupler abuts a corresponding face formed on the tank, with a gasket between the shoulder and face to provide a secondary seal.
- the portion of the metal insert that is molded within the wall of the tank may include a pair of annular anchoring flanges for firm axial securement of the fitting to the wall.
- the portion of the metal insert that is molded into the coupler may also include anchoring flanges for axial securement.
- the firm axial securement provided by the anchoring flanges gives the metal inserts ample ability to absorb the axial forces created by the threaded engagement, without allowing the metal inserts to dislodge from their molded-in locations in the tank and coupler.
- this firm axial securement facilitates a reliable liquid-tight threaded engagement between the metal threads of the tank and coupler inserts.
- the present invention provides a bulk storage container, comprising: a tank having a tank wall made of a polymeric material and a tank floor made of a polymeric material, the tank comprising: a connection area disposed proximate the tank floor, the connection area defining an aperture formed in the tank wall; and a tank insert at least partially integrally molded within the tank wall at the aperture of the connection area, the tank insert having a first exposed metal threaded portion; and a coupler having a bore in fluid communication with the aperture formed in the tank wall, the coupler comprising: a tank connection portion made of a polymeric material, the tank connection portion receivable at the connection area of the tank; and a coupler insert at least partially integrally molded within the tank connection portion, the coupler insert having a second exposed metal threaded portion sized to threadingly engage the first exposed metal threaded portion of the tank insert, whereby the coupler couples with the tank via a metal-on-metal threaded engagement.
- the present invention provides a bulk storage container, comprising: a tank comprising: a tank wall made of a polyethylene material, the tank wall having a substantially uniform thickness; a tank floor made of the same polyethylene material as the tank wall, the tank floor monolithically formed with the tank wall; a connection area disposed at the bottom of the tank wall and adjacent the tank floor, the connection area having an aperture formed in the tank wall with junction material formed around the aperture, the junction material having a junction material thickness greater than the thickness of the tank wall; and a tank insert at least partially integrally molded within the tank wall at the connection area, the tank insert made entirely of metal and having an exposed, externally threaded portion; and a coupler having a bore in fluid communication with the aperture formed in the tank wall, the coupler comprising: a tank connection portion receivable at the connection area; a coupler insert at least partially integrally molded into the tank connection portion, the coupler insert made entirely of metal and having an exposed, internally threaded portion, the internally threaded portion of
- the present invention provides a method of manufacturing a storage tank, comprising: providing a mold defining an internal cavity with a substantially cylindrical mold wall and a substantially flat mold floor; attaching a recess collar to the mold at a junction between the cylindrical mold wall and the mold floor in the internal cavity, the collar extending inwardly from the mold wall and upwardly from the mold floor, the collar having an external shape corresponding to an internal shape of a connection area; attaching a tank insert to the collar such that the tank insert protrudes into the internal cavity of the mold and away from the collar and the mold wall; introducing polymer material into the internal cavity of the mold; rotating the mold while applying heat to the polymer material to coat the mold wall, mold floor and at least one surface of the tank insert with melted polymer material, the rotating step forming the storage tank having a cylindrical tank wall corresponding to the cylindrical mold wall and a substantially flat tank floor corresponding to the substantially flat mold floor, with the tank insert integrally molded into the tank wall adjacent the tank floor; removing the storage tank,
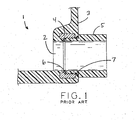
- Fig. 1 is an elevation, section view of a known full drain tank outlet assembly
- Fig. 2A is a perspective view of a bulk storage container, including a tank with a full drain tank outlet and a connected coupler, in accordance with the present disclosure
- Fig. 2B is a partial, perspective view of the coupler shown in Fig. 2A ;
- Fig. 3 is a partial, perspective view of the inside of the tank shown in Fig. 2A , illustrating a connection area;
- Fig. 4A is an elevation, partial, exploded view of the tank and coupler shown in Fig. 2A ;
- Fig. 4B is an elevation view of the tank and coupler of Fig. 4A , shown with the coupler assembled to the tank;
- Fig. 5 is an elevation, partial view of the tank and coupler of Fig. 2A , illustrating the coupler connected to a valve assembly;
- Fig. 6 is a perspective view of the inside of a tank mold in accordance with the present disclosure, illustrating a collar for creating a recess in the container wall;
- Fig. 7 is a perspective view of the tank mold shown in Fig. 6 , with a tank insert threaded into the collar shown in Fig. 6 .
- the present disclosure provides a bulk storage container including a tank and a removable coupler adapted to couple standard-size coupling flanges to the tank.
- the coupler connects to a full drain tank outlet via a metal-on-metal, fluid-tight, threaded engagement which allows the coupler to be repeatedly assembled and disassembled from the bulk storage container with no loss is sealing effectiveness.
- a secondary seal is created between an annular shoulder of the coupler and a corresponding face formed in the tank wall.
- the tank includes a male, externally-threaded insert, while the coupler includes a corresponding female, internally-threaded insert.
- tank 12 with an adapter or coupler 14 extending into tank wall 16 adjacent tank floor 18.
- tank 12 is formed of a rotationally molded polyethylene, though other polymer materials are contemplated for some applications.
- the rotational molding process described in greater detail below, results in all the material of tank 12 being monolithically formed and thereby promotes uniformity and integrity of tank wall 16 and tank floor 18 throughout.
- Tank 12 is typically elevated by tank stand 20, which may be a poured concrete podium or metal frame structure, for example, to elevate tank 12 above the ground surface and enable placement of coupler 14 at connection area 22 coincident with tank floor 18. This lowermost placement of coupler 14 facilitates the complete drainage of fluids or flowable materials from tank 12 (i.e., a "full drain” functionality).
- tank stand 20 may be the modular tank stand disclosed in U.S. Patent Application No. 13/034,908 , entitled “Modular Tank Stand", filed February 25, 2011 and commonly assigned with the present application, the entire disclosure of which is expressly incorporated by reference herein.
- tank 12 is generally cylindrical in shape and adapted to contain a large quantity of flowable material, such as more than 2,500 gallons, or up to 10,000 gallons or more.
- bulk storage container 10 is generally regarded as a permanent or semi-permanent installation at its service location, in that tank 12 is typically intended to be used, cleaned and serviced without being moved.
- tank 12 it is within the scope of the present disclosure to form tank 12 in any size or shape as required or desired for a particular application.
- tank 12 includes connection area 22 adapted to receive coupler 14 (as described in detail below).
- Connection area 22 includes recess 24 formed at the junction between tank wall 16 and tank floor 18, with junction material 26 ( Figs. 3 and 4 ) formed around connection area 22 at the inside of tank 12 to maintain continuity of the tank material between tank wall 16 and tank floor 18.
- Tank 12 includes tank insert 28, which is a metallic cylindrical structure at least partially embedded within junction material 26, such that flowable material is hermetically contained by tank 12 except for flows into or out of the tank 12 at connection area 22 via bore 30 of tank insert 28.
- tank insert 28 is a metallic cylindrical structure at least partially embedded within junction material 26, such that flowable material is hermetically contained by tank 12 except for flows into or out of the tank 12 at connection area 22 via bore 30 of tank insert 28.
- This fixed, sealing engagement between tank insert 28 and tank 12 may be achieved by rotationally molding tank insert 28 within tank 12, as described in detail below.
- tank insert 28 has threads formed on its exterior surface at one end thereof, and has a smooth surface at the other end. Exposed threads 32 of tank insert 28 protrude outwardly from junction material 26 and into recess 24, while encased surface 34 is encased in junction material 26.
- recess 24 allows the exposed portion of tank insert 28 to be contained within the overall profile of tank wall 16 and tank floor 18, thereby protecting tank insert from impact or other damage during transport and setup procedures (described in greater detail below).
- junction material 26 also covers a portion of tank insert 28 within bore 30 near encased surface 34, leaving uncoated surface 33 along a portion of bore 30 near exposed threads 32.
- uncoated surface 33 extends along only a small portion of bore 30, such as about 1 ⁇ 4-inch. However, it is contemplated that uncoated surface 33 may extend any distance into bore 30.
- a material may be chosen for tank insert 28 that is not reactive with the material dispensed from tank 12, as discussed below.
- the entirety of bore 30 may be coated (i.e., surface 33 is fully covered as shown in dashed lines in Fig. 4A ), so that flowable material passing through bore 30 does not contact tank insert 28.
- anchor flanges 36 Prior to encasing surface 34 within junction material 26, anchor flanges 36 may be axially fixed to tank insert 28, such as by welding to surface 34, to enhance the fixation between tank insert 28 and junction material 26. Alternatively, anchor flanges 36 may be integrally formed with tank insert 28. Anchor flanges 36 impede axial movement of tank insert 28 within junction material 26 because anchor flanges 36 are encased by junction material 26 on all sides, including in gap 37 formed between the pair of anchor flanges 36. The installation of anchor flanges 36 during production of tank 12 is discussed in detail below.
- coupler 14 includes a generally cylindrical tank connection portion 38 adapted to be received within recess 24, and flange 40 sized and adapted to connect to flange fitting 42 ( Fig. 5 ), such as an ANSI standard flange fitting, for example (as described in detail below).
- flange fitting 42 Fig. 5
- Bore 44 extends through coupler 14, and is in fluid communication with bore 30 of tank insert 28 when coupler 14 is coupled to tank 12.
- Coupler 14 includes coupler insert 46, which is a metallic cylindrical tube at least partially embedded within tank connection portion 38 of coupler 14. As shown in Figs. 4A and 4B , coupler insert 46 includes a plurality of anchor flanges 48 disposed at an outer portion of coupler insert 46, with the material of tank connection portion 38 filling gaps 50 between respective pairs of anchor flanges 48. Similarly to anchor flanges 36 of tank insert 28, anchor flanges 48 aid in the firm axial fixation of coupler insert 46 within the material of coupler 14.
- Tank connection portion 38 further includes exposed threads 52 and encased threads 54.
- Exposed threads 52 are sized and adapted to engage exposed threads 32 of tank insert 28 to join coupler 14 to tank 12, as discussed in detail below.
- the geometry (i.e., thread pitch, depth, taper, etc) of threads 32, 52 conforms to national pipe thread (NPT) standards, so that standard parts may be used in conjunction with tank 12 and/or coupler 14
- NPT national pipe thread
- Encased threads 54 are covered over with the material of coupler 14 during the production thereof, to further enhance the firm fixation of coupler insert 46 within coupler 14.
- encased threads 54 may be a smooth surface, similar to encased surface 34 of tank insert 28.
- flange 40 of coupler 14 is a substantially solid structure integrally formed with tank connection portion 38, and has a diameter sized to accept the connection of valves, pipes, or the like to coupler 14 via flange fitting 42.
- flange 40 and tank connection portion 38 are formed as a single, unitary and monolithic structure made of a polymeric material, such as polyethylene.
- coupler 14 may be produced by a molding process to mold both flange 40 and tank connection portion 38 simultaneously, with tank connection portion 38 being molded over coupler insert 46 ( Fig. 4A ), such that all the polymeric material of coupler 14 is formed as a single, monolithic unit.
- coupler 14 is made of the same polyethylene material as tank 12, though it is contemplated that other materials may be used.
- coupler 14 may be made from a relatively soft, pliable, low-durometer PVC, so that coupler 14 can be used as an expansion joint.
- this "expansion joint" embodiment of coupler 14 is able to cope with a variety of adverse conditions, such as thermal variability, vibration, seismic activity, deflections of the joint, and the like.
- Tank insert 28 and coupler insert 46 may be formed from any suitable metallic material as desired or required for a particular design.
- the material used for metal inserts 28, 46 may vary depending upon the material to be stored in bulk storage container 10.
- metal inserts 28, 46 may be made of stainless steel (such as 316 stainless steel), Hastelloy® C-276 ("Hastelloy” is a registered trademark of Haynes International, Inc. of Kokomo, Indiana), or titanium, for example.
- these materials are resistant to degradation from contact with a wide variety of liquid or granular chemicals, making bulk storage container 10 adaptable to a wide variety of bulk storage needs.
- different materials are suitable for use in conjunction with different chemicals depending on whether a chemical reaction occurs between the chemical and the metal. It is within the scope of the present disclosure that any suitable metallic or non-metallic material may be used for inserts 28, 46 as required or desired for a particular application.
- coupler 14 may be threadably attached to tank 12 using metal inserts 28, 46 to provide a rigid and fluid-tight structural connection between tank 12 and coupler 14.
- tank connection portion 38 of coupler 14 is sized to be received within recess 24 of tank 12.
- the threaded engagement between exposed threads 32, 52 forms a primary liquid tight seal against leakage of flowable material from tank 12.
- conventional thread sealing materials may be applied between threads 32, 52, such as polytetrafluoroethylene (PTFE) film or other pipe thread sealing materials.
- PTFE polytetrafluoroethylene
- Exposed threads 52 of coupler insert 46 are engaged with exposed threads 32 of tank insert 28 to threadably attach coupler 14 to tank 12.
- shoulder 56 of coupler 14 contacts sealing surface 58 of connection area 22, with gasket 60 disposed therebetween. Further threaded engagement compresses gasket 60 to provide a secondary liquid tight, resilient seal between shoulder 56 and sealing surface 58.
- gasket 60 facilitates and provides two separate sealing mechanisms: first, the resilient compression of gasket 60 provides tension between threads 32, 52 to aid in the sealing engagement at the metallic threaded connection; second, gasket 60 independently provides a separate, secondary liquid tight sealing engagement between tank 12 and coupler 14.
- the firm axial fixation of metal inserts 28, 46 provided by anchor flanges 36, 48, respectively, allows a tight threaded engagement between tank 12 and coupler 14.
- This tight threaded engagement further ensures that a fluid tight seal is formed between bore 30 of tank insert 28 and bore 44 of coupler 14.
- valve 62 which may be used to control the flow rate of flowable material as it is drained from tank 12, or may be used to prevent any flow of flowable material therethrough.
- valve 62 is connected to coupler 14 via expansion joint 43, which includes flange fittings 42 at either end thereof.
- tubing 63 may be attached to valve 62 via a second expansion joint 43 to further direct flowable material to any desired location.
- flange 40 of coupler 14 is adapted to receive a standard flange fitting 42, any number of standard fluid control and routing devices and structures may be coupled to bulk storage container 10. As shown in Fig. 5 , flange gasket 64 may be disposed between flange 40 and flange fitting 42 to ensure a fluid tight seal therebetween.
- coupler 14 is fully replaceable, and can be removed or installed multiple times without compromising the ability to create a fluid-tight seal between coupler 14 and tank 12.
- tank 12 may be installed at its service location (such as upon a tank stand 20, shown in Fig. 1 ) with coupler 14 not connected, to prevent any potential for damage to coupler 14 during the initial positioning of tank 12.
- Coupler 14 can then be installed once tank 12 is properly positioned.
- the metal-on-metal engagement between tank insert 28 and coupler insert 46 ensures that exposed threads 32, 52, respectively, have the same or similar strength characteristics.
- threads 32, 52 avoid damage to one set of threads by the other set of threads, such as from the application of force during the process of connecting coupler 14 to tank 12.
- coupler 14 can be removed and replaced on tank 12 multiple times without damage or significant wear to exposed threads 32 and/or 52.
- coupler 14 also allows coupler 14 to modularly attach and/or re-attach to any number of bulk storage containers including insert 28. Threads 32, 52 are not significantly deformed by connecting coupler 14 to tank 12, and therefore do not become “individualized” by conforming to the particular thread profile of their first attachment. Thus, coupler 14 may be removed from one tank 12, and attached to any other similarly configured tank 12 with no loss in sealing effectiveness.
- the modularity afforded by the metal-on-metal thread engagement of the present disclosure allows one part of a coupler/tank assembly to be replaced individually in the event of chemical or mechanical damage, while preserving the other, undamaged part of the assembly.
- coupler 14 may be eliminated.
- a flexible hose (not shown), such as a traditional braided hose used for conveying fluids, may be connected directly to tank 12 via threaded engagement with exposed threads 32 of tank insert 28.
- threads 32 may be sized to connect directly to a variety of traditional metal couplings for a fluid-tight metal-on-metal seal with such couplings.
- tank 12 and coupler 14 are primarily comprised of polyethylene.
- Polyethylene is resistant to degradation by many of the chemicals and substances which may be stored within bulk storage container 10, while also having a high degree of structural integrity and damage resistance.
- polyethylene may be heated into a flowable state during various molding processes to achieve final products with complex shapes and geometries, such as the cylindrical shape of tank 12 and the complex shape of recess 24 and junction material 26.
- tank 12 is produced by a rotational molding process to achieve a substantially uniform wall thickness and a desired profile for junction material 26.
- mold 100 has a substantially cylindrical shape with an internal cavity including arcuate wall 112 and a flat floor 114. Wall 112 and floor 114 correspond to the shapes of tank wall 16 and tank floor 18, respectively.
- Tank 12 is formed within mold 100 by introducing polyethylene into mold 100 and rotating mold 100 to evenly coat the surfaces therein, including wall 112 and floor 114. Mold 100 is heated during the molding process to melt the polyethylene into a flowable state.
- Connection area 22 is formed during the rotational molding process by coupling recess collar 116 to mold wall 112 and threadably engaging tank insert 28 to recess collar 116.
- recess collar 116 has outer surface 118 which corresponds to the geometry of recess 24 in tank 12.
- Outer surface 118 includes a generally cylindrical portion 120 and flat portion 122.
- cylindrical portion 120 When assembled to tank mold 100, cylindrical portion 120 extends upwardly along mold wall 112 and away from mold floor 114, while flat portion 122 extends inwardly away from mold wall 112 and abuts mold floor 114.
- Flat portion 122 may be curved along the axial extent of recess collar 116 to match the radiused junction between mold wall 112 and mold floor 114.
- recess collar 116 is affixed to mold wall 112 by attachment bolt 124, which passes through a hole (not shown) formed in mold wall 112 and threadably engages threaded central aperture 126 formed in recess collar 116.
- attachment bolt 124 passes through a hole (not shown) formed in mold wall 112 and threadably engages threaded central aperture 126 formed in recess collar 116.
- Recess collar 116 further includes a plurality of heat sinks 128 integrally formed therein to facilitate the transfer of heat through recess collar 116 during the molding and curing processes.
- heat sinks 128 can be used to transfer additional heat to connection area 22 of tank 12 ( Fig. 4A ) during the molding operation, which attracts extra material to junction material 26 of tank 12 ( Fig. 4A ) and increases the thickness of junction material 26 relative to the thicknesses of tank wall 16 and tank floor 18.
- Heat sinks 128 can be increased or decreased in number or size to attract an appropriate amount of junction material 26 to tank 12, as required or desired.
- heat sinks 128 facilitate a rate of cooling of junction material 26 that is commensurate with the rate of cooling of tank wall 16 and tank floor 18 after the molding process, thus ensuring uniform material properties throughout tank 12 after curing.
- tank insert 28 may be threadably engaged with threads 130 formed in recess collar 116 to couple tank insert 28 with recess collar 116 prior to the molding process.
- Anchor flanges 36 are then mated to encased surface 34 (i.e., by welding), with suitable spacing therebetween to ensure complete infiltration of polyethylene into gap 37, as well as thorough encasement of encased surface 34 and anchor flanges 36 during the molding process.
- a plug Prior to initiating the molding process, a plug (not shown) coated with a low-friction material such as Teflon® ("Teflon” is a registered trademark of E. I. du Pont de Nemours and Company of Wilmington, Delaware) is inserted into bore 36 of tank insert near exposed threads 32. The plug prevents heated polyethylene from flowing entirely through bore 30 of tank insert 28, creating uncoated surface 33 as discussed above.
- tank insert 28 (which is now integrally molded into the material of tank 12) and recess collar 116. Recess collar 116 is then removed from tank insert 28, exposing uncoated threads 32. Because recess collar 116 protrudes inwardly and upwardly from the otherwise continuous wall 112 and floor 114 surfaces, tank insert 28 is contained within recess 24 and does not extend either outwardly beyond the radial extent of tank wall 16, nor downwardly beyond the vertical extent of tank floor 18. In this way, tank insert 28 is protected from impact within recess 24, as discussed in detail above.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Quick-Acting Or Multi-Walled Pipe Joints (AREA)
Abstract
Description
- The present disclosure relates to material storage containers and, specifically, to drain fittings for material storage containers.
- Bulk storage containers are commonly utilized for storage and dispensing of flowable materials. In some larger bulk storage containers, a valve may be located near the bottom of the container in order to facilitate controlled, gravity-driven dispensing of the flowable material though the valve, so that the container can be drained without a pump, and with no tilting or moving of the container.
- One method of ensuring that substantially all of the flowable material contained within a bulk storage container is dispensable via gravitational forces is to position the tank outlet at the bottom-most portion of the storage tank wall. This "full drain" tank outlet is located adjacent to the bottom of a storage tank, and enables complete drainage of the tank. Full-drain outlets also facilitate "clean in place" procedures in which the tank is thoroughly cleaned at its service location, such as to remove heavy solids or salts that may accumulate at the bottom of the tank during use. Design efforts have focused on allowing clean in place procedures to be accomplished with minimal effort, preferably without the need for a worker to enter the interior of the storage tank being cleaned. Clean in place procedures are particularly useful where tanks must be cleaned between every fill, such as in the pharmaceutical and food industries.
- Some bulk storage containers have full drain outlets integrally formed into the wall of the storage container. For example, polymer storage tanks may be manufactured to include an outwardly extending tube or channel at the bottom portion of the tank, which may then be connected to a tank valve to control the flow of flowable material through the tank outlet. However, the location of the integrally formed outlet extension at the bottom of the storage tank renders the outlet extension vulnerable to impact. For example, tank outlet extensions frequently include a flange extending downwardly past the bottom surface of the storage tank, which may be damaged if the tank is placed on a flat surface, i.e., before or during installation at a service site. If a tank outlet extension that is integrally molded or formed into a bulk storage container is damaged, the difficulty of repairing or replacing the integral tank outlet extension may render the tank unusable.
- Other bulk storage containers feature removable tank outlet adapters which can be engaged with the wall of a bulk storage container. For example, as shown in
Fig. 1 , bulk storage container 1 includes anaperture 2 through awall 3 thereof at a bottom portion of container 1. A threadedinsert 4 may be embedded withinwall 3 of container 1 to facilitate threaded engagement of an adapter 5 withwall 3. Typically, adapter 5 is made of a polymeric material, such as polyvinyl chloride (PVC) that is resistant to degradation from contact with chemicals or other materials which may be contained within storage container 1. On the other hand, threadedinsert 4 is typically made of a metallic material to facilitate a tight engagement between the threads of adapter 5 and threadedinsert 4. - However, the polymeric threads of adapter 5 are vulnerable to damage by engagement with the metallic threads of
insert 4, such as by overtightening or removal and reinstallation. To minimize leakage of flowable material past a damaged threaded engagement, O-ring 6 is provided at the junction between adapter 5 andtank wall 3. O-ring 6 is also intended to prevent flowable material from engaging with, and potentially chemically degrading, threadedinsert 4. In addition, a second O-ring 7 may be provided between adapter 5 and the exterior oftank wall 3 so that, if any flowable material does pass by O-ring 6 andthreads 4, 5, leakage of the flowable material may be stemmed by second O-ring 7. However, if flowable material reaches second O-ring 7, the flowable material may attack the metallic material of threadedinsert 4 and eventually cause degradation thereof. - The present disclosure provides a bulk storage container including a tank with a "full drain" outlet, and a coupler attached to the outlet, in which the full drain outlet and coupler utilize a metal-on-metal threaded connection to create a fluid-tight seal therebetween. The polymer coupler includes a metal insert with internal threads, and the tank includes a metal insert with external threads corresponding to the internal threads of the coupler insert. The metal inserts are integrally molded within the walls of the tank and coupler, respectively. Advantageously, the threaded metal inserts provide a rigid structural connection between the tank and coupler that is highly durable and leak resistant. In addition to the threaded fluid-tight seal, a shoulder of the coupler abuts a corresponding face formed on the tank, with a gasket between the shoulder and face to provide a secondary seal.
- The portion of the metal insert that is molded within the wall of the tank may include a pair of annular anchoring flanges for firm axial securement of the fitting to the wall. Similarly, the portion of the metal insert that is molded into the coupler may also include anchoring flanges for axial securement. The firm axial securement provided by the anchoring flanges gives the metal inserts ample ability to absorb the axial forces created by the threaded engagement, without allowing the metal inserts to dislodge from their molded-in locations in the tank and coupler. Advantageously, this firm axial securement facilitates a reliable liquid-tight threaded engagement between the metal threads of the tank and coupler inserts.
- In one form thereof, the present invention provides a bulk storage container, comprising: a tank having a tank wall made of a polymeric material and a tank floor made of a polymeric material, the tank comprising: a connection area disposed proximate the tank floor, the connection area defining an aperture formed in the tank wall; and a tank insert at least partially integrally molded within the tank wall at the aperture of the connection area, the tank insert having a first exposed metal threaded portion; and a coupler having a bore in fluid communication with the aperture formed in the tank wall, the coupler comprising: a tank connection portion made of a polymeric material, the tank connection portion receivable at the connection area of the tank; and a coupler insert at least partially integrally molded within the tank connection portion, the coupler insert having a second exposed metal threaded portion sized to threadingly engage the first exposed metal threaded portion of the tank insert, whereby the coupler couples with the tank via a metal-on-metal threaded engagement.
- In another form thereof, the present invention provides a bulk storage container, comprising: a tank comprising: a tank wall made of a polyethylene material, the tank wall having a substantially uniform thickness; a tank floor made of the same polyethylene material as the tank wall, the tank floor monolithically formed with the tank wall; a connection area disposed at the bottom of the tank wall and adjacent the tank floor, the connection area having an aperture formed in the tank wall with junction material formed around the aperture, the junction material having a junction material thickness greater than the thickness of the tank wall; and a tank insert at least partially integrally molded within the tank wall at the connection area, the tank insert made entirely of metal and having an exposed, externally threaded portion; and a coupler having a bore in fluid communication with the aperture formed in the tank wall, the coupler comprising: a tank connection portion receivable at the connection area; a coupler insert at least partially integrally molded into the tank connection portion, the coupler insert made entirely of metal and having an exposed, internally threaded portion, the internally threaded portion of the coupler insert sized to threadingly, sealingly engage the externally threaded portion of the tank insert; and a flange disposed opposite the tank connection portion, the flange integrally formed with the sized to connect to a flange fitting.
- In yet another form thereof, the present invention provides a method of manufacturing a storage tank, comprising: providing a mold defining an internal cavity with a substantially cylindrical mold wall and a substantially flat mold floor; attaching a recess collar to the mold at a junction between the cylindrical mold wall and the mold floor in the internal cavity, the collar extending inwardly from the mold wall and upwardly from the mold floor, the collar having an external shape corresponding to an internal shape of a connection area; attaching a tank insert to the collar such that the tank insert protrudes into the internal cavity of the mold and away from the collar and the mold wall; introducing polymer material into the internal cavity of the mold; rotating the mold while applying heat to the polymer material to coat the mold wall, mold floor and at least one surface of the tank insert with melted polymer material, the rotating step forming the storage tank having a cylindrical tank wall corresponding to the cylindrical mold wall and a substantially flat tank floor corresponding to the substantially flat mold floor, with the tank insert integrally molded into the tank wall adjacent the tank floor; removing the storage tank, tank insert and collar from the mold; and removing the collar from the tank insert to expose an uncoated portion of the tank insert, in which the uncoated portion is entirely within a radial extent of the cylindrical tank wall.
- The above mentioned and other features and advantages of the present disclosure, and the manner of attaining them, will become more apparent and the invention itself will be better understood by reference to the following description of an embodiment of the invention taken in conjunction with the accompanying drawings, wherein:
-
Fig. 1 is an elevation, section view of a known full drain tank outlet assembly; -
Fig. 2A is a perspective view of a bulk storage container, including a tank with a full drain tank outlet and a connected coupler, in accordance with the present disclosure; -
Fig. 2B is a partial, perspective view of the coupler shown inFig. 2A ; -
Fig. 3 is a partial, perspective view of the inside of the tank shown inFig. 2A , illustrating a connection area; -
Fig. 4A is an elevation, partial, exploded view of the tank and coupler shown inFig. 2A ; -
Fig. 4B is an elevation view of the tank and coupler ofFig. 4A , shown with the coupler assembled to the tank; -
Fig. 5 is an elevation, partial view of the tank and coupler ofFig. 2A , illustrating the coupler connected to a valve assembly; -
Fig. 6 is a perspective view of the inside of a tank mold in accordance with the present disclosure, illustrating a collar for creating a recess in the container wall; and -
Fig. 7 is a perspective view of the tank mold shown inFig. 6 , with a tank insert threaded into the collar shown inFig. 6 . - Corresponding reference characters indicate corresponding parts throughout the several views. The exemplifications set out herein illustrate an exemplary embodiment of the invention and such exemplifications are not to be construed as limiting the scope of the invention in any manner.
- As indicated above, the present disclosure provides a bulk storage container including a tank and a removable coupler adapted to couple standard-size coupling flanges to the tank. The coupler connects to a full drain tank outlet via a metal-on-metal, fluid-tight, threaded engagement which allows the coupler to be repeatedly assembled and disassembled from the bulk storage container with no loss is sealing effectiveness. A secondary seal is created between an annular shoulder of the coupler and a corresponding face formed in the tank wall. In an exemplary embodiment, the tank includes a male, externally-threaded insert, while the coupler includes a corresponding female, internally-threaded insert.
- Referring now to
Fig. 2A ,bulk storage container 10 includestank 12 with an adapter orcoupler 14 extending intotank wall 16adjacent tank floor 18. In the illustrated exemplary embodiment,tank 12 is formed of a rotationally molded polyethylene, though other polymer materials are contemplated for some applications. The rotational molding process, described in greater detail below, results in all the material oftank 12 being monolithically formed and thereby promotes uniformity and integrity oftank wall 16 andtank floor 18 throughout. -
Tank 12 is typically elevated bytank stand 20, which may be a poured concrete podium or metal frame structure, for example, to elevatetank 12 above the ground surface and enable placement ofcoupler 14 atconnection area 22 coincident withtank floor 18. This lowermost placement ofcoupler 14 facilitates the complete drainage of fluids or flowable materials from tank 12 (i.e., a "full drain" functionality). In one exemplary embodiment,tank stand 20 may be the modular tank stand disclosed inU.S. Patent Application No. 13/034,908 , entitled "Modular Tank Stand", filed February 25, 2011 and commonly assigned with the present application, the entire disclosure of which is expressly incorporated by reference herein. - In the illustrated embodiment of
Fig. 2A ,tank 12 is generally cylindrical in shape and adapted to contain a large quantity of flowable material, such as more than 2,500 gallons, or up to 10,000 gallons or more. As such,bulk storage container 10 is generally regarded as a permanent or semi-permanent installation at its service location, in thattank 12 is typically intended to be used, cleaned and serviced without being moved. However, it is within the scope of the present disclosure to formtank 12 in any size or shape as required or desired for a particular application. - As best seen in
Figs. 4A and4B ,tank 12 includesconnection area 22 adapted to receive coupler 14 (as described in detail below).Connection area 22 includesrecess 24 formed at the junction betweentank wall 16 andtank floor 18, with junction material 26 (Figs. 3 and4 ) formed aroundconnection area 22 at the inside oftank 12 to maintain continuity of the tank material betweentank wall 16 andtank floor 18. -
Tank 12 includestank insert 28, which is a metallic cylindrical structure at least partially embedded withinjunction material 26, such that flowable material is hermetically contained bytank 12 except for flows into or out of thetank 12 atconnection area 22 viabore 30 oftank insert 28. This fixed, sealing engagement betweentank insert 28 andtank 12 may be achieved by rotationallymolding tank insert 28 withintank 12, as described in detail below. - In the exemplary illustrated embodiment,
tank insert 28 has threads formed on its exterior surface at one end thereof, and has a smooth surface at the other end.Exposed threads 32 oftank insert 28 protrude outwardly fromjunction material 26 and intorecess 24, while encasedsurface 34 is encased injunction material 26. Advantageously,recess 24 allows the exposed portion of tank insert 28 to be contained within the overall profile oftank wall 16 andtank floor 18, thereby protecting tank insert from impact or other damage during transport and setup procedures (described in greater detail below). -
Junction material 26 also covers a portion oftank insert 28 withinbore 30 near encasedsurface 34, leavinguncoated surface 33 along a portion ofbore 30 near exposedthreads 32. In the illustrated embodiment,uncoated surface 33 extends along only a small portion ofbore 30, such as about ¼-inch. However, it is contemplated thatuncoated surface 33 may extend any distance intobore 30. Forconnection area 22 withuncoated surface 33, a material may be chosen fortank insert 28 that is not reactive with the material dispensed fromtank 12, as discussed below. Alternatively, the entirety ofbore 30 may be coated (i.e.,surface 33 is fully covered as shown in dashed lines inFig. 4A ), so that flowable material passing throughbore 30 does not contacttank insert 28. - Prior to encasing
surface 34 withinjunction material 26,anchor flanges 36 may be axially fixed totank insert 28, such as by welding to surface 34, to enhance the fixation betweentank insert 28 andjunction material 26. Alternatively,anchor flanges 36 may be integrally formed withtank insert 28.Anchor flanges 36 impede axial movement oftank insert 28 withinjunction material 26 because anchor flanges 36 are encased byjunction material 26 on all sides, including ingap 37 formed between the pair ofanchor flanges 36. The installation ofanchor flanges 36 during production oftank 12 is discussed in detail below. - Referring now to
Figs. 2B and4A ,coupler 14 includes a generally cylindricaltank connection portion 38 adapted to be received withinrecess 24, andflange 40 sized and adapted to connect to flange fitting 42 (Fig. 5 ), such as an ANSI standard flange fitting, for example (as described in detail below).Bore 44 extends throughcoupler 14, and is in fluid communication withbore 30 oftank insert 28 whencoupler 14 is coupled totank 12. -
Coupler 14 includescoupler insert 46, which is a metallic cylindrical tube at least partially embedded withintank connection portion 38 ofcoupler 14. As shown inFigs. 4A and4B ,coupler insert 46 includes a plurality of anchor flanges 48 disposed at an outer portion ofcoupler insert 46, with the material oftank connection portion 38 fillinggaps 50 between respective pairs of anchor flanges 48. Similarly to anchorflanges 36 oftank insert 28, anchor flanges 48 aid in the firm axial fixation ofcoupler insert 46 within the material ofcoupler 14. -
Tank connection portion 38 further includes exposedthreads 52 and encasedthreads 54.Exposed threads 52 are sized and adapted to engage exposedthreads 32 of tank insert 28 to joincoupler 14 totank 12, as discussed in detail below. In an exemplary embodiment, the geometry (i.e., thread pitch, depth, taper, etc) ofthreads tank 12 and/orcoupler 14 Encasedthreads 54 are covered over with the material ofcoupler 14 during the production thereof, to further enhance the firm fixation ofcoupler insert 46 withincoupler 14. In an alternative embodiment, encasedthreads 54 may be a smooth surface, similar to encasedsurface 34 oftank insert 28. - As best seen in
Fig. 5 ,flange 40 ofcoupler 14 is a substantially solid structure integrally formed withtank connection portion 38, and has a diameter sized to accept the connection of valves, pipes, or the like to coupler 14 viaflange fitting 42. In an exemplary embodiment,flange 40 andtank connection portion 38 are formed as a single, unitary and monolithic structure made of a polymeric material, such as polyethylene. For example,coupler 14 may be produced by a molding process to mold bothflange 40 andtank connection portion 38 simultaneously, withtank connection portion 38 being molded over coupler insert 46 (Fig. 4A ), such that all the polymeric material ofcoupler 14 is formed as a single, monolithic unit. - In the illustrated embodiment,
coupler 14 is made of the same polyethylene material astank 12, though it is contemplated that other materials may be used. In one alternative embodiment,coupler 14 may be made from a relatively soft, pliable, low-durometer PVC, so thatcoupler 14 can be used as an expansion joint. Advantageously, this "expansion joint" embodiment ofcoupler 14 is able to cope with a variety of adverse conditions, such as thermal variability, vibration, seismic activity, deflections of the joint, and the like. -
Tank insert 28 andcoupler insert 46 may be formed from any suitable metallic material as desired or required for a particular design. The material used for metal inserts 28, 46 may vary depending upon the material to be stored inbulk storage container 10. In certain exemplary embodiments, metal inserts 28, 46 may be made of stainless steel (such as 316 stainless steel), Hastelloy® C-276 ("Hastelloy" is a registered trademark of Haynes International, Inc. of Kokomo, Indiana), or titanium, for example. Advantageously, these materials are resistant to degradation from contact with a wide variety of liquid or granular chemicals, makingbulk storage container 10 adaptable to a wide variety of bulk storage needs. Moreover, different materials are suitable for use in conjunction with different chemicals depending on whether a chemical reaction occurs between the chemical and the metal. It is within the scope of the present disclosure that any suitable metallic or non-metallic material may be used forinserts - In use,
coupler 14 may be threadably attached totank 12 using metal inserts 28, 46 to provide a rigid and fluid-tight structural connection betweentank 12 andcoupler 14. Referring toFigs. 2B and4B ,tank connection portion 38 ofcoupler 14 is sized to be received withinrecess 24 oftank 12. The threaded engagement between exposedthreads tank 12. To further enhance the impermeability of the thread-to-thread engagement, conventional thread sealing materials may be applied betweenthreads -
Exposed threads 52 ofcoupler insert 46 are engaged with exposedthreads 32 of tank insert 28 to threadably attachcoupler 14 totank 12. Once the threaded engagement is advanced sufficiently far,shoulder 56 ofcoupler 14contacts sealing surface 58 ofconnection area 22, withgasket 60 disposed therebetween. Further threaded engagement compressesgasket 60 to provide a secondary liquid tight, resilient seal betweenshoulder 56 and sealingsurface 58. Thus,gasket 60 facilitates and provides two separate sealing mechanisms: first, the resilient compression ofgasket 60 provides tension betweenthreads gasket 60 independently provides a separate, secondary liquid tight sealing engagement betweentank 12 andcoupler 14. - Advantageously, the firm axial fixation of metal inserts 28, 46 provided by
anchor flanges 36, 48, respectively, allows a tight threaded engagement betweentank 12 andcoupler 14. This tight threaded engagement further ensures that a fluid tight seal is formed betweenbore 30 oftank insert 28 and bore 44 ofcoupler 14. Thus, flowable material contained bybulk storage container 10 is prevented from leaking out atconnection area 22, even after repeated uses or in a harsh service environment. - With
coupler 14 firmly secured totank 12, other "downstream" structures may be affixed tocoupler 14 for further control and routing of flowable material drained fromtank 12. Referring toFig. 5 , one such structure isvalve 62, which may be used to control the flow rate of flowable material as it is drained fromtank 12, or may be used to prevent any flow of flowable material therethrough. In the illustrated embodiment,valve 62 is connected to coupler 14 viaexpansion joint 43, which includesflange fittings 42 at either end thereof. Additionally,tubing 63 may be attached tovalve 62 via asecond expansion joint 43 to further direct flowable material to any desired location. Moreover, becauseflange 40 ofcoupler 14 is adapted to receive astandard flange fitting 42, any number of standard fluid control and routing devices and structures may be coupled tobulk storage container 10. As shown inFig. 5 ,flange gasket 64 may be disposed betweenflange 40 and flange fitting 42 to ensure a fluid tight seal therebetween. - Advantageously,
coupler 14 is fully replaceable, and can be removed or installed multiple times without compromising the ability to create a fluid-tight seal betweencoupler 14 andtank 12. For example,tank 12 may be installed at its service location (such as upon atank stand 20, shown inFig. 1 ) withcoupler 14 not connected, to prevent any potential for damage tocoupler 14 during the initial positioning oftank 12.Coupler 14 can then be installed oncetank 12 is properly positioned. - Also advantageously, the metal-on-metal engagement between
tank insert 28 andcoupler insert 46 ensures that exposedthreads threads coupler 14 totank 12. Further,coupler 14 can be removed and replaced ontank 12 multiple times without damage or significant wear to exposedthreads 32 and/or 52. - This metal-on-metal engagement also allows
coupler 14 to modularly attach and/or re-attach to any number of bulk storagecontainers including insert 28.Threads coupler 14 totank 12, and therefore do not become "individualized" by conforming to the particular thread profile of their first attachment. Thus,coupler 14 may be removed from onetank 12, and attached to any other similarly configuredtank 12 with no loss in sealing effectiveness. Advantageously, the modularity afforded by the metal-on-metal thread engagement of the present disclosure allows one part of a coupler/tank assembly to be replaced individually in the event of chemical or mechanical damage, while preserving the other, undamaged part of the assembly. - In an alternative embodiment,
coupler 14 may be eliminated. Instead, a flexible hose (not shown), such as a traditional braided hose used for conveying fluids, may be connected directly totank 12 via threaded engagement with exposedthreads 32 oftank insert 28. Moreover, because tank insert 28 is made of metal,threads 32 may be sized to connect directly to a variety of traditional metal couplings for a fluid-tight metal-on-metal seal with such couplings. - In an exemplary embodiment, and as noted above,
tank 12 andcoupler 14 are primarily comprised of polyethylene. Polyethylene is resistant to degradation by many of the chemicals and substances which may be stored withinbulk storage container 10, while also having a high degree of structural integrity and damage resistance. In addition, polyethylene may be heated into a flowable state during various molding processes to achieve final products with complex shapes and geometries, such as the cylindrical shape oftank 12 and the complex shape ofrecess 24 andjunction material 26. - In one exemplary embodiment, for example,
tank 12 is produced by a rotational molding process to achieve a substantially uniform wall thickness and a desired profile forjunction material 26. Referring now toFigs. 6 and 7 ,mold 100 has a substantially cylindrical shape with an internal cavity includingarcuate wall 112 and aflat floor 114.Wall 112 andfloor 114 correspond to the shapes oftank wall 16 andtank floor 18, respectively.Tank 12 is formed withinmold 100 by introducing polyethylene intomold 100 androtating mold 100 to evenly coat the surfaces therein, includingwall 112 andfloor 114.Mold 100 is heated during the molding process to melt the polyethylene into a flowable state. -
Connection area 22 is formed during the rotational molding process by couplingrecess collar 116 tomold wall 112 and threadably engagingtank insert 28 to recesscollar 116. As best seen inFig. 6 ,recess collar 116 hasouter surface 118 which corresponds to the geometry ofrecess 24 intank 12.Outer surface 118 includes a generallycylindrical portion 120 andflat portion 122. When assembled totank mold 100,cylindrical portion 120 extends upwardly alongmold wall 112 and away frommold floor 114, whileflat portion 122 extends inwardly away frommold wall 112 and abutsmold floor 114.Flat portion 122 may be curved along the axial extent ofrecess collar 116 to match the radiused junction betweenmold wall 112 andmold floor 114. - Referring to
Fig. 6 ,recess collar 116 is affixed to moldwall 112 byattachment bolt 124, which passes through a hole (not shown) formed inmold wall 112 and threadably engages threadedcentral aperture 126 formed inrecess collar 116. Thus, tighteningbolt 124 drawsrecess collar 116 tightly againstmold wall 112 and secures the same thereto, so that recess collar is retained in the desired position throughout the rotational molding process. -
Recess collar 116 further includes a plurality ofheat sinks 128 integrally formed therein to facilitate the transfer of heat throughrecess collar 116 during the molding and curing processes. Advantageously,heat sinks 128 can be used to transfer additional heat toconnection area 22 of tank 12 (Fig. 4A ) during the molding operation, which attracts extra material tojunction material 26 of tank 12 (Fig. 4A ) and increases the thickness ofjunction material 26 relative to the thicknesses oftank wall 16 andtank floor 18. Heat sinks 128 can be increased or decreased in number or size to attract an appropriate amount ofjunction material 26 totank 12, as required or desired. Further,heat sinks 128 facilitate a rate of cooling ofjunction material 26 that is commensurate with the rate of cooling oftank wall 16 andtank floor 18 after the molding process, thus ensuring uniform material properties throughouttank 12 after curing. - Referring now to
Fig. 7 , withrecess collar 116 securely affixed totank mold 100,tank insert 28 may be threadably engaged withthreads 130 formed inrecess collar 116 to couple tank insert 28 withrecess collar 116 prior to the molding process.Anchor flanges 36 are then mated to encased surface 34 (i.e., by welding), with suitable spacing therebetween to ensure complete infiltration of polyethylene intogap 37, as well as thorough encasement of encasedsurface 34 andanchor flanges 36 during the molding process. Prior to initiating the molding process, a plug (not shown) coated with a low-friction material such as Teflon® ("Teflon" is a registered trademark of E. I. du Pont de Nemours and Company of Wilmington, Delaware) is inserted intobore 36 of tank insert near exposedthreads 32. The plug prevents heated polyethylene from flowing entirely throughbore 30 oftank insert 28, creatinguncoated surface 33 as discussed above. - With
recess collar 116 and tank insert 28 assembled withtank mold 100, polyethylene is introduced intomold 100, andmold 100 is heated and rotated to evenly coat melted polyethylene on all surfaces at the interior ofmold 100. As best seen inFigs. 4A and4B , some buildup ofjunction material 26 occurs aroundjunction material 26 as a result of extra heat flow via heat sinks 128 (as discussed above and shown inFig. 5 ). Advantageously, this extra buildup of polyethylene material aroundanchor flanges 36 and tank insert 28 ensure high strength atconnection area 22 and firm axial fixation oftank insert 28 withinrecess 24. - After the polyethylene is cured within the cavity of
mold 100, the completedtank 12 is removed together with tank insert 28 (which is now integrally molded into the material of tank 12) andrecess collar 116.Recess collar 116 is then removed fromtank insert 28, exposinguncoated threads 32. Becauserecess collar 116 protrudes inwardly and upwardly from the otherwisecontinuous wall 112 andfloor 114 surfaces,tank insert 28 is contained withinrecess 24 and does not extend either outwardly beyond the radial extent oftank wall 16, nor downwardly beyond the vertical extent oftank floor 18. In this way,tank insert 28 is protected from impact withinrecess 24, as discussed in detail above. - While this invention has been described as having an exemplary design, the present invention can be further modified within the spirit and scope of this disclosure. This application is therefore intended to cover any variations, uses, or adaptations of the invention using its general principles. Further, this application is intended to cover such departures from the present disclosure as come within known or customary practice in the art to which this invention pertains and which fall within the limits of the appended claims.
Claims (15)
- A bulk storage container (10), characterized by:a tank (12) having a tank wall (16) made of a polymeric material and a tank floor (18) made of a polymeric material, said tank comprising:a connection area (22) disposed proximate said tank floor, said connection area defining an aperture formed in said tank wall; anda tank insert (28) at least partially integrally molded within said tank wall at said aperture of said connection area, said tank insert (28) having a first exposed metal threaded portion (32); anda coupler (14) having a bore (44) in fluid communication with said aperture formed in said tank wall, said coupler comprising:a tank connection portion (38) made of a polymeric material, said tank connection portion receivable at said connection area of said tank; anda coupler insert (46) at least partially integrally molded within said tank connection portion, said coupler insert having a second exposed metal threaded portion (52) sized to threadingly engage said first exposed metal threaded portion of said tank insert, whereby said coupler couples with said tank via a metal-on-metal threaded engagement.
- The bulk storage container (10) of claim 1, characterized in that said first exposed metal threaded portion (32) of said tank insert (28) is disposed on an external surface of said tank insert, and said second exposed metal threaded portion (52) of said coupler insert (46) is disposed on an internal surface of said coupler insert, whereby said tank (12) comprises a male thread and said coupler comprises a female thread.
- The bulk storage container (10) of any of the preceding claims, characterized in that said coupler (14) includes a flange (40) disposed opposite said tank connection portion (38), said flange made of the same polymeric material as said tank connection portion and integrally formed with said tank connection portion, said flange sized to connect to a flange fitting (42).
- The bulk storage container (10) of claim 3, in combination with a tank stand (20) disposed underneath said tank (12), said tank stand elevating said tank above a ground surface, characterized in that said flange (40) of said coupler (14) extends below said tank floor (18) toward the ground surface, whereby said tank stand facilitates a complete drainage of fluids or flowable materials from said tank.
- The bulk storage container (10) of any of the preceding claims, characterized in that said tank (12) is generally cylindrical in shape and sized to contain at least 2,500 gallons
- The bulk storage container (10) of any of the preceding claims, characterized in that at least one of said tank (12) and said coupler (14) is made of polyethylene.
- The bulk storage container (10) of claim 6, characterized in that at least one of said tank (12) and said coupler (14) is monolithically formed.
- The bulk storage container (10) of any of the preceding claims, characterized in that said tank wall (16) defmes a substantially uniform tank wall thickness, said tank wall including junction material (26) formed around said connection area (22), said junction material having a junction material thickness greater than said wall thickness.
- The bulk storage container (10) of any of the preceding claims, characterized in that said coupler insert (46) is made entirely of metal, said coupler insert including an insert bore forming at least part of said bore (44) of said coupler, said insert bore at least partially coated with the polymeric material of said tank connection portion (38).
- The bulk storage container (10) of any of the preceding claims, characterized in that said tank insert (28) is made entirely of metal, said tank insert including a tank insert bore (30) spanning said aperture formed in said tank wall (16), said tank insert bore at least partially coated with the polymeric material of said tank wall.
- The bulk storage container (10) of any of the preceding claims, characterized in that at least one of said coupler insert (46) and said tank insert (28) includes anchor flanges (36, 48) axially fixed thereto, said anchor flanges defining gaps (37, 50) therebetween, said gaps filled with the polymeric material of said tank wall (16) or said tank connection portion (38), respectively.
- The bulk storage container (10) of any of the preceding claims, characterized in that at least one of said coupler insert (46) and said tank insert (28) is made from one of stainless steel, Hastelloy® C-276, and titanium.
- A method of manufacturing a storage tank (12), characterized by:providing a mold (100) defining an internal cavity with a substantially cylindrical mold wall (112) and a substantially flat mold floor (114);attaching a recess collar (116) to the mold at a junction between the cylindrical mold wall and the mold floor in the internal cavity, the collar extending inwardly from the mold wall and upwardly from the mold floor, the collar having an external shape corresponding to an internal shape of a connection area (22);attaching a tank insert (28) to the collar such that the tank insert protrudes into the internal cavity of the mold and away from the collar and the mold wall;introducing polymer material into the internal cavity of the mold;rotating the mold while applying heat to the polymer material to coat the mold wall, mold floor and at least one surface of the tank insert with melted polymer material, said rotating step forming the storage tank (12) having a cylindrical tank wall (16) corresponding to the cylindrical mold wall and a substantially flat tank floor (18) corresponding to the substantially flat mold floor, with the tank insert integrally molded into the tank wall adjacent the tank floor;removing the storage tank, tank insert and collar from the mold; andremoving the collar from the tank insert to expose an uncoated portion (32) of the tank insert, in which the uncoated portion is entirely within a radial extent of the cylindrical tank wall.
- The method of claim 13, characterized by installing at least one heat sink (128) into the recess collar (116) prior to said step of introducing polymer material into the internal cavity, the heat sink operable to attract extra melted polymer material toward the recess collar and the tank insert (28) during said step of rotating the mold (100) while applying heat.
- The method of either of claims 13 and 14, characterized by axially fixing at least one anchor flange (36) to said tank insert (28) prior to said step of introducing polymer material into the internal cavity, said step of rotating the mold (100) while applying heat including coating the at least one anchor flange with the melted polymer material.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US32314610P | 2010-04-12 | 2010-04-12 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2374736A2 true EP2374736A2 (en) | 2011-10-12 |
| EP2374736A3 EP2374736A3 (en) | 2011-12-07 |
| EP2374736B1 EP2374736B1 (en) | 2012-12-26 |
Family
ID=44123438
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11002974A Active EP2374736B1 (en) | 2010-04-12 | 2011-04-08 | Material storage container comprising a metal insert fitting |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8348090B2 (en) |
| EP (1) | EP2374736B1 (en) |
| CA (1) | CA2736973C (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5241794B2 (en) * | 2010-10-15 | 2013-07-17 | 株式会社神戸製鋼所 | Pressure vessel |
| TWI428519B (en) * | 2011-08-03 | 2014-03-01 | Wistron Corp | Nut, nut-and-shell assembly and method for assembling nut-and-shell assembly |
| US9185842B2 (en) | 2013-01-09 | 2015-11-17 | Cnh Industrial America Llc | Exhaust webbing for an agricultural implement tank |
| US9527379B2 (en) | 2014-04-24 | 2016-12-27 | Carlos Davito | Fill pipe anti-siphon device and method of use |
| US9341301B2 (en) * | 2014-04-24 | 2016-05-17 | Carlos Davito | Fill pipe repair collar and method of use |
| US10745195B1 (en) * | 2017-08-21 | 2020-08-18 | Murray Services Inc. | Surface mounted secondary containment system |
Family Cites Families (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2455311A (en) | 1944-05-18 | 1948-11-30 | Republic Industries | Conduit connection for tanks |
| US3206075A (en) * | 1963-07-02 | 1965-09-14 | Scholle Container Corp | Dispensing device |
| US3587637A (en) * | 1968-06-03 | 1971-06-28 | Fabricated Metals | Container discharge system |
| US3610457A (en) | 1969-07-24 | 1971-10-05 | Allied Chem | Rotationally molded hollow article with insert |
| JPS5342654Y2 (en) | 1975-06-21 | 1978-10-14 | ||
| US4143193A (en) | 1976-09-08 | 1979-03-06 | Phillips Petroleum Company | Molded container |
| DE2924198C2 (en) | 1979-06-15 | 1987-01-02 | Kautex Werke Reinold Hagen AG, 5300 Bonn | Hollow body made of thermoplastic material produced by blow molding |
| US4660733A (en) | 1981-06-08 | 1987-04-28 | Snyder Industries, Inc. | Cone bottom tank and liftable tank support |
| US4847028A (en) | 1981-06-08 | 1989-07-11 | Snyder Industries, Inc. | Molding method for a container with internal projections |
| US4492392A (en) | 1983-01-19 | 1985-01-08 | Poly Processing Company, Inc. | Tank fitting |
| US4625892A (en) | 1983-09-14 | 1986-12-02 | Poly Processing Company, Inc. | Polyolefin tank within a metallic tank |
| US4536116A (en) | 1983-11-07 | 1985-08-20 | Maclean-Fogg Company | Composite molded plastic article |
| US4699294A (en) | 1985-04-18 | 1987-10-13 | Poly Processing Company, Inc. | Apparatus for making a polyolefin tank within a metallic tank |
| US4664958A (en) | 1985-10-18 | 1987-05-12 | Owens-Illinois, Inc. | Hollow plastic container having an insert |
| US4706850A (en) * | 1986-07-17 | 1987-11-17 | Weyerhaeuser Company | Drain fitment for bulk containers |
| BE1001966A6 (en) | 1988-05-06 | 1990-04-24 | Sfc N V Sa | Method and device for fixing a inzetstruk in a cave body. |
| US5002202A (en) * | 1988-09-07 | 1991-03-26 | Karpisek Ladislav Stephan | Bag puncturing means |
| US5158200A (en) * | 1989-03-29 | 1992-10-27 | State Industries, Inc. | Tank connector construction and method of fabrication |
| US4930648A (en) | 1989-06-08 | 1990-06-05 | Essex Environmental Industries, Inc. | Triple seal molded outlet for plastic storage container |
| US5135133A (en) | 1991-04-12 | 1992-08-04 | Abell Corporation | Tank fitting |
| US5232120A (en) | 1991-06-04 | 1993-08-03 | 21St Century Containers, Ltd. | Container for bulk liquids and solids |
| US5199570A (en) | 1991-12-02 | 1993-04-06 | Bonar Inc. | Liquid transportation container |
| GB9200849D0 (en) | 1992-01-15 | 1992-03-11 | Psm International Plc | Fastener sealing system |
| US5161690A (en) | 1992-01-21 | 1992-11-10 | Dynoplast A/S | Parallellepidepic transport container |
| US5226558A (en) | 1992-05-01 | 1993-07-13 | Rotonics Manufacturing, Inc. | Transportable multi-use storage container and pallet system |
| US5375741A (en) * | 1993-05-12 | 1994-12-27 | Encon, Inc. | Container for bulk material and its method of manufacture |
| US5374026A (en) | 1993-05-17 | 1994-12-20 | Snyder Industries, Inc. | Outlet fitting |
| US5415316A (en) | 1993-08-31 | 1995-05-16 | C&V Leasing, Inc. | Fuel tank with a recessed fill cap |
| AU683987B2 (en) | 1994-07-11 | 1997-11-27 | State Industries, Inc. | Tank connector construction |
| US5697515A (en) | 1994-12-22 | 1997-12-16 | State Industries, Inc. | Tank and tank connector assembly |
| US5647732A (en) | 1995-03-03 | 1997-07-15 | Bonar Plastics, Inc. | Universal threaded adapter |
| US5988699A (en) | 1997-01-22 | 1999-11-23 | Banjo Corporation | Tank fitting facilitating fluid drainage |
| US5890616A (en) | 1997-01-30 | 1999-04-06 | Messe, Inc. | Bulk container with discharge coupling |
| US6079580A (en) | 1998-04-15 | 2000-06-27 | Snyder Industries, Inc. | Molded tank |
| US6096256A (en) | 1998-05-04 | 2000-08-01 | Buffalo Molded Plastics, Inc. | Method of making inserts for molded plastic parts |
| US6626325B1 (en) | 1998-11-13 | 2003-09-30 | Hoover Materials Handling Group Inc. | Blow molding appurtenances to a container |
| US6247594B1 (en) | 2000-08-31 | 2001-06-19 | Snyder Industries, Inc. | Fluid tank assembly |
| US6634676B1 (en) | 2002-03-13 | 2003-10-21 | Abell Corporation | Rotomolded containment fitting and method of use |
| US7070725B2 (en) | 2003-02-25 | 2006-07-04 | Mathson Industries | Method of making part having insert assembly |
| ES2320677T3 (en) | 2004-02-27 | 2009-05-27 | Mauser-Werke Gmbh | PALETIZED CONTAINER. |
| DE102004039963B4 (en) | 2004-08-18 | 2010-01-28 | Protechna S.A. | Process for producing plastic containers for liquids |
| US7476354B2 (en) | 2004-09-22 | 2009-01-13 | Clack Corporation | Method and apparatus for making a blow molded article with integral insert |
| US20090266821A1 (en) | 2008-04-23 | 2009-10-29 | Den Hartog Industries | Molded tank with cast-in fitting seat |
| US20090294486A1 (en) * | 2008-05-28 | 2009-12-03 | Hoover Materials Handling Group, Inc. | Bulk container with dual discharge outlets |
-
2011
- 2011-04-08 EP EP11002974A patent/EP2374736B1/en active Active
- 2011-04-11 US US13/083,888 patent/US8348090B2/en active Active
- 2011-04-11 CA CA2736973A patent/CA2736973C/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20110247956A1 (en) | 2011-10-13 |
| EP2374736B1 (en) | 2012-12-26 |
| US8348090B2 (en) | 2013-01-08 |
| CA2736973A1 (en) | 2011-10-12 |
| EP2374736A3 (en) | 2011-12-07 |
| CA2736973C (en) | 2014-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8348090B2 (en) | Metal insert fitting for material storage tanks | |
| US5586690A (en) | Bulk container with removable liner, discharge fitment for the liner, and adapter for connection to discharge port of the container | |
| US5286001A (en) | Plumbing and heating pipe system for water supply purposes, made either completely or mainly of plastic material, especially of polypropylene | |
| US5553971A (en) | Double-containment underground piping system | |
| EP0605713A1 (en) | Sump cover | |
| CA2130191A1 (en) | Environmentally safe underground piping system | |
| US20120175872A1 (en) | Pipe joining device | |
| US4653663A (en) | Clamping assembly for securing a flexible liner to a storage tank, and method therefor | |
| US4930648A (en) | Triple seal molded outlet for plastic storage container | |
| EP0580724A1 (en) | Double containment pipe joint assembly | |
| AU2003200453B2 (en) | Quick-release fitting assembly | |
| JPH09324893A (en) | Threaded joint for internal covered pipe | |
| US5374026A (en) | Outlet fitting | |
| EP2056011A2 (en) | Threaded pipe connector of plastic material with reinforcing metal ring | |
| KR102108437B1 (en) | Valve lining devices and lining valves | |
| US5450975A (en) | Secondarily contained underground liquid storage vessel and method of construction | |
| GB2409887A (en) | Adapter for conveying a substance from a container into a central heating system | |
| EP2734452B1 (en) | Container for liquid chemicals | |
| US20100071804A1 (en) | Liner for spill continment manholes | |
| JP2015157710A (en) | Rechargeable material transfer system | |
| US6113820A (en) | Method to repair polyethylene containment sumps | |
| US11208318B2 (en) | Adjustable spill containment system | |
| GB2421064A (en) | Containment chamber with offset manhole in base | |
| US20100116354A1 (en) | Liner for spill continment manholes | |
| RU191332U1 (en) | A device for collecting fluid from a flange joint of the pipeline |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65D 88/54 20060101AFI20111103BHEP Ipc: B65D 90/00 20060101ALI20111103BHEP Ipc: B65D 90/54 20060101ALI20111103BHEP |
|
| 17P | Request for examination filed |
Effective date: 20120601 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 590306 Country of ref document: AT Kind code of ref document: T Effective date: 20130115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602011000634 Country of ref document: DE Effective date: 20130228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130326 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 590306 Country of ref document: AT Kind code of ref document: T Effective date: 20121226 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20121226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130406 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130426 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130326 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130426 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 |
|
| 26N | No opposition filed |
Effective date: 20130927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602011000634 Country of ref document: DE Effective date: 20130927 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20131231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130408 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130408 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20110408 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121226 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602011000634 Country of ref document: DE Owner name: ASSMANN CORPORATION OF AMERICA, GARRETT, US Free format text: FORMER OWNER: ROTO ENGINEERING GMBH, 60596 FRANKFURT, DE |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230428 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240213 Year of fee payment: 14 |