EP2202047A1 - Blasform mit Verrieglungsvorrichtung und das Verfahren - Google Patents
Blasform mit Verrieglungsvorrichtung und das Verfahren Download PDFInfo
- Publication number
- EP2202047A1 EP2202047A1 EP08425812A EP08425812A EP2202047A1 EP 2202047 A1 EP2202047 A1 EP 2202047A1 EP 08425812 A EP08425812 A EP 08425812A EP 08425812 A EP08425812 A EP 08425812A EP 2202047 A1 EP2202047 A1 EP 2202047A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mould
- portions
- locking
- closed position
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/56—Opening, closing or clamping means
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B9/00—Blowing glass; Production of hollow glass articles
- C03B9/13—Blowing glass; Production of hollow glass articles in gob feeder machines
- C03B9/14—Blowing glass; Production of hollow glass articles in gob feeder machines in "blow" machines or in "blow-and-blow" machines
- C03B9/145—Details of machines without turn-over moulds
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B9/00—Blowing glass; Production of hollow glass articles
- C03B9/30—Details of blowing glass; Use of materials for the moulds
- C03B9/34—Glass-blowing moulds not otherwise provided for
- C03B9/344—Bottom moulds
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B9/00—Blowing glass; Production of hollow glass articles
- C03B9/30—Details of blowing glass; Use of materials for the moulds
- C03B9/34—Glass-blowing moulds not otherwise provided for
- C03B9/353—Mould holders ; Mould opening and closing mechanisms
- C03B9/3532—Mechanisms for holders of half moulds moving by rotation about a common vertical axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C2049/4879—Moulds characterised by mould configurations
- B29C2049/4889—Mould halves consisting of an independent neck, main and bottom part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C2049/4879—Moulds characterised by mould configurations
- B29C2049/4892—Mould halves consisting of an independent main and bottom part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/56—Opening, closing or clamping means
- B29C2049/566—Locking means
- B29C2049/5661—Mechanical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/783—Measuring, controlling or regulating blowing pressure
- B29C2049/7831—Measuring, controlling or regulating blowing pressure characterised by pressure values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/20—Opening, closing or clamping
- B29C33/26—Opening, closing or clamping by pivotal movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/28—Blow-moulding apparatus
- B29C49/30—Blow-moulding apparatus having movable moulds or mould parts
- B29C49/36—Blow-moulding apparatus having movable moulds or mould parts rotatable about one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C49/48185—Moulds with more than one separate mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/56—Opening, closing or clamping means
- B29C49/561—Characterised by speed, e.g. variable opening closing speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/56—Opening, closing or clamping means
- B29C49/5612—Opening, closing or clamping means characterised by bottom part movement
Definitions
- the present invention relates to a mould and a method for moulding a container.
- said mould finds application in the bottling sector, e. g. in (linear or rotary) machines for moulding containers by blowing parisons of heated plastic material.
- Linear moulds are formed by two half-portions or half-moulds, relatively mobile with respect to one another by translation.
- Alligator mouth or more briefly “alligator” moulds and “book moulds” comprise two half-moulds hinged to each other at one of the two ends.
- bottom plate an element for shaping the bottom of the container.
- the bottom plate is positioned at one of the two bases of the mould, in such a way that it can be engaged (or disengaged) by the half-moulds during the closing (or opening) movement.
- Alligator moulds are constituted by a fixed half-mould and by a mobile half-mould, both vertical in the closed position.
- the fixed half-mould is positioned tangentially to the carousel.
- Alligator moulds are characterized in that the half-moulds are mutually hinged according to a substantially horizontal hinge axis. In this way, the mobile half-mould rotates around the hinge from a vertical position (corresponding to the closed mould) to a horizontal position (corresponding to the open mould).
- the motion of the mobile half-mould is commanded through one or more cams that engage corresponding rollers connected to levers for actuating the half-moulds.
- book moulds have a substantially vertical hinge axis and they have a smaller aperture angle, determining lesser stresses on the lever system and on the sliding rollers of the cams.
- the closed half-moulds are internally subjected to a thrust of several tons, depending on the dimensions and shape of the final container.
- the blocking devices of the moulds in closed configurations must be able to withstand such stresses.
- a first known solution consists of employing vertically mobile pins, inserted within borings obtained on the mould holders.
- said borings are obtained in the area of separation and opening of the half-moulds and they are distributed over the entire height of the half-moulds.
- the technical task on which the present invention is based is to propose a mould and a method for moulding a container, which overcomes the drawbacks of the aforementioned prior art.
- an object of the present invention is to propose a mould for moulding a container, able to withstand the stresses acting on the closed half-moulds during the blowing of high pressure air.
- Another object of the present invention is to make available a mould for moulding a container, in which the blocking of the half-moulds during the blowing step enables to prevent or reduce superficial damages to the body of the moulded container, suffered during the blowing operation.
- An additional object of the present invention is to propose a mould that is constructively simple, light and economical.
- Yet another object of the present invention is to propose a mould and a method for moulding a container in which the energy required to actuate the half-moulds and block them is reduced relative to prior art solutions.
- the number 1 indicates a mould for moulding at least one container 2 obtained from a parison 3.
- the parison 3 formed by a tubular central body and by a mouth (not subjected to work processes), is made of plastic material.
- the parison 3 is made of glass.
- the mould 1 is positioned on a moulding machine of the type with rotating carousel 4. In an alternative embodiment (not shown), the mould 1 is positioned on a linear moulding machine.
- the mould 1 is formed by two half-portions 5 relatively mobile with respect to one another at least between a closed position and an open position of the mould 1.
- the two half-portions 5 are close to each other in such a way as to define at least one cavity 6 for housing the parison 3 or the moulded container 2.
- the two half-portions 5 placed close to each other define a plurality of housing cavities 6 for as many parisons 3 or moulded containers 2.
- the two half-portions 5 are moved away from each other to enable the disengagement of the moulded container 2.
- the half-portions 5 are mutually hinged in such a way as to rotate around a shared articulation axis 7.
- the mould 1 is of the "book" type.
- the half-portions 5 are both mobile by rotation around the axis 7, which is substantially vertical, i.e. orthogonal to the rotating carousel 4.
- the mould 1 is of the "alligator type".
- one of the half-portions 5 is fixed and the other one is mobile by rotation around the axis 7.
- the axis 7 is horizontal, i.e. it lies in the plane defined by the rotating carousel 4.
- the mould 1 is of the "linear" type, i.e. the two half-portions 5 are moved towards and away from each other by a translating motion.
- the half-portions 5 can both be mobile or one can be fixed and one mobile.
- the mould 1 is provided with fastening means 10 operatively active on the mould 1 in the closed position.
- the fastening means 10 are mobile between a locking configuration and an unlocking configuration of the mould 1 in the closed position.
- the fastening means 10 comprise at least a first locking collar 11a operatively active on the half-portions 5 of the mould 1 to encircle them in such a way as to lock the mould 1 in the closed position.
- the first locking collar 11a encircles a first base 9a of the mould 1 in the closed position.
- the fastening means 10 comprise a second locking collar 11b to encircle a second base 9b of the mould 1 in the closed position.
- the first locking 11a encircles a median region of the mould 1 in the closed position. Said median region is located in the part of mould 1 between the first base 9a and the second base 9b.
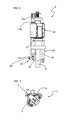
- the first locking collar 11a and the second locking collar 11b are actuated between the locking configuration and the unlocking configuration of the mould 1 by a single actuating member 12, visible e.g. in figure 1 .
- the actuating member 12 is constituted by a first rod 13a able to actuate the first locking collar 11a and by a second rod 13b able to actuate the second locking collar 11b.
- Said rods 13 are hinged to a connecting rod 14 having its fulcrum on a support 21 connected to the mould 1.
- the rods 13 are hinged to the connecting rod 14 at opposite parts relative to the support 21.
- the rods 13 are provided with one or more elastic members (e.g.
- One of the ends of the connecting rod 14 bears a sliding roller 22 able to come in contact with a fixed cam (not shown) integral to the foundation of the rotating carousel 4.
- said cam has a variable profile according to the angular position assumed by the mould 1 as a result of the rotation of the rotating carousel 4.
- the mould 1 is provided with two distinct actuating members (not shown) each able to actuate one of the locking collars 11 between the locking configuration and the unlocking configuration of the mould 1.
- a first actuating member is able to actuate the first collar 11a
- a second actuating member is able to actuate the second collar 11b.
- both actuating members are constituted by distinct actuating rods, each of which is hinged to a respective connecting rod provided with a sliding roller able to come in contact with corresponding fixed cams, integral with the foundation of the rotating carousel 4.
- Said cams have variable profiles during the rotation of the rotating carousel 4, therefore the collars 11 can follow different motion laws.
- the mould 1 is provided with a bottom plate 8 co-operating with the half-portions 5 to shape the bottom of the container 2.
- the bottom plate 8 is positioned at the first base 9a of the mould 1.
- the first base 9a is positioned at a greater distance from the rotating carousel 4 than the second base 9b, i.e. the parison 3 and the moulded container 2 are overturned (the mouth of the container 2 is oriented downwards).
- the first base 9a may be positioned at a smaller distance from the rotating carousel 4 than the second base 9b, i.e. the parison 3 and the moulded container 2 are upright (the mouth of the container 2 is oriented upwards).
- the bottom plate 8 is coupled to the first locking collar 11a through an elastic member 15.
- said elastic member 15 is constituted by a spring that allows relative motion between the bottom plate 8 and the first locking collar 11a in such a way that the bottom plate 8 can move from an engagement configuration to a disengagement configuration relative to the half-portions 5.
- the locking collars 11 are integral with respective collar holders 19.
- the spring couples the bottom plate 8 to a first collar holder 19a, which is integral with the first locking collar 11a.
- the relative motion between the bottom plate 8 and the first collar holder 19a (and the first collar 11a) is necessary to allow the disengagement (and the engagement) of the bottom plate 8 in relation to the half-portions 5 at different times with respect to the completion of the locking (and of the unlocking) of the first base 9a by the first collar 11a.
- Use of the spring enables to prevent, during said relative motion, the bottom plate 8 from accidentally stopping in incorrect intermediate positions for reasons linked to wear or jams.
- the elastic force of the spring is added to the force of gravity acting on the bottom plate 8, allowing always to bring the bottom plate 8 back underneath the first collar 11a. If the parison is upright, the function of the spring is to contrast the force of gravity which would tend to attract the bottom plate 8 downwards, whilst the elastic force acts in the opposite direction, bringing the bottom plate 8 back above the first collar 11a.
- the movement of the bottom plate 8 from the engaged configuration to the disengaged configuration relative to the half-portions 5 takes place by means of an actuator member (not shown) able to actuate the bottom plate 8 separately from the first locking collar 11a.
- the actuator member is independent of the sole actuating member 12 (or of the two distinct actuating members) of the locking collars 11.
- the actuator member is constituted by a control rod of a corresponding fixed cam, integral with the foundation of the rotating carousel 4.
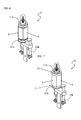
- the mould 1 when the mould 1 is in the closed position it defines a cylindrical outer surface 16, indicated in figure 2 .
- the first locking collar 11a has the shape of a substantially circular ring.
- the second locking 11b also has the shape of a substantially circular ring.
- the mould 1 in the closed position has the shape of a flattened cylinder or of a prism.
- the locking collars 11 have substantially oval or polygonal shape.
- the bases 9 of the mould 1 have lateral walls, hereafter referred to as profiles 17, shaped complementarily to the locking collars 11 (see figures 13 ).
- the profiles 17 of the bases 9 are cone frustum shaped and shaped complementarily to the corresponding cone frustum shaped profiles 18 of the locking collars 11 (see figure 17 ).
- the extensions of the cone frustum shaped profiles 17 of the bases 9 define a cone whose angle is less than or equal to 45°. Preferably, said angle is less than or equal to 7°.
- the profiles 17 of the bases 9 are constituted by a plurality of inclined planes shaped complementarily to the profiles 18 of the locking collars 11.
- the profiles 17 of the bases 9 are curved and shaped complementarily relative to the curved profiles 18 of the locking collars 11.
- the reference number 20 indicates a system comprising at least one pair of moulds 1.
- each mould 1 has a fixed half-portion 5 and a mobile half-portion 5.
- the fixed half-portions 5 of the two moulds 1 are mutually adjacent.
- the fixed half-portions 5 may be constituted by a single body.
- the system 20 is provided with fastening means 100 mobile between a locking configuration and an unlocking configuration of the system 20 of moulds 1 in the closed position.
- the fastening means 100 comprise at least one locking collar 110 so shaped as to encircle the system 20 locking the moulds 1 in the closed position.
- the parison 3 is inserted between the two half-portions 5 of the open mould 1.
- the half-portions 5 do not adhere to the parison 3, which therefore is supported and maintained within the half-portions 5 by means of a dedicated member (not shown).
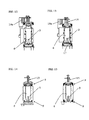
- the two half-portions 5 are moved progressively closer to each other in such a way as to close the mould 1, as shown in figures 5 and 13 .
- the half-portions 5 are mutually approached by rotation around the shared articulation axis 7.
- the fastening means 10 are activated.
- the roller 22 engages the fixed cam, determining the rotation of the connecting rod 14.
- the rods 13 actuate the respective locking collars 11 (and collar holders 19) making them move progressively closer to the corresponding bases 9 of the mould 1.
- the bottom plate 8 also, being coupled to the first collar holder 19a by means of the elastic member 15, approaches the first base 9a until reaching the engaged configuration with the half-portions 5.
- the rods 13 continue their travel until the locking collars 11 complete their own travel approaching the respective bases 9 and the half-portions 5 are encircled at the bases 9. During this step, the bottom plate 8 remains motionless within the mould 1.
- the half-portions 5 are locked by conical coupling of the profiles 17 of the bases 9 with the respective profiles 18 of the locking collars 11.
- the parison 3 is then processed (e.g. by blowing) to obtain the container 2. Said processing step corresponds to the configuration of the mould 1 shown in figures 8 and 16 .
- the roller 22 At the end of the blowing step, during the rotation of the carousel 4, the roller 22 returns to engage the fixed cam, determining the rotation of the connecting rod 14 in the opposite direction to the step of closing of the mould 1.
- the rods 13 actuate the respective locking collars 11 (and collar holders 19) making them move progressively farther away from the corresponding bases 9 of the mould 1, as shown in figures 9 and 17 .
- the locking means 10 continue to move away from the mould 1 and the two half-portions 5 are progressively moved away by rotation around the axis 7 in such a way as to open the mould 1 and allow the disengagement of the bottom plate 8, as shown in figures 10 and 18 .
- the half-portions 5 move away until the complete opening of the mould 1 and until the bottom plate 8 completes its removal travel, in such a way as to release the moulded container 2 (see figures 11 and 19 ). Subsequently, the moulded container 2 is engaged and extracted from the mould 1 by means of the dedicated member.
- the first collar 11a (bearing the bottom plate 8) has to complete a longer travel than the second collar 11b, so the disengagement times of the two collars 11 are different. This holds true if the two collars 11 are identical. If collars 11 with different heights are appropriately chosen, their travels are made uniform and the disengagement times are also equal.
- the conical coupling between the collars and the bases is so rigid as to prevent or limit any moves of the half-portions away from each other during their locking. In this way, superficial damage in the body of the moulded container is prevented or reduced. Said coupling is free of backlash and it prevents the opening of the mould at the plane of separation of the half-moulds. In particular, the smaller the angle of the cone the greater the friction component that keeps the collars adhering to the respective bases.
- the mechanisms for actuating and locking the half-moulds are simple and slim.
- to lock (or unlock) the closed mould it is sufficient to move the collars closer to (or away from) the respective bases of the mould. Therefore, hydraulic or mechanical devices for actuating the locking systems are eliminated.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- External Artificial Organs (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08425812A EP2202047B1 (de) | 2008-12-22 | 2008-12-22 | Blasform mit Verrieglungsvorrichtung und das Verfahren |
| DE602009001088T DE602009001088D1 (de) | 2008-12-22 | 2009-09-14 | Blasform mit Verrieglungsvorrichtung und das Verfahren |
| PL09170235T PL2202048T3 (pl) | 2008-12-22 | 2009-09-14 | Forma rozdmuchowa z urządzeniem blokującym oraz sposób |
| AT09170235T ATE505316T1 (de) | 2008-12-22 | 2009-09-14 | Blasform mit verrieglungsvorrichtung und das verfahren |
| ES09170235T ES2364803T3 (es) | 2008-12-22 | 2009-09-14 | Molde por insuflación de aire con dispositivo de bloqueo y método correspondiente. |
| EP09170235A EP2202048B1 (de) | 2008-12-22 | 2009-09-14 | Blasform mit Verrieglungsvorrichtung und das Verfahren |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08425812A EP2202047B1 (de) | 2008-12-22 | 2008-12-22 | Blasform mit Verrieglungsvorrichtung und das Verfahren |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2202047A1 true EP2202047A1 (de) | 2010-06-30 |
| EP2202047B1 EP2202047B1 (de) | 2013-02-20 |
Family
ID=40673464
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08425812A Not-in-force EP2202047B1 (de) | 2008-12-22 | 2008-12-22 | Blasform mit Verrieglungsvorrichtung und das Verfahren |
| EP09170235A Active EP2202048B1 (de) | 2008-12-22 | 2009-09-14 | Blasform mit Verrieglungsvorrichtung und das Verfahren |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09170235A Active EP2202048B1 (de) | 2008-12-22 | 2009-09-14 | Blasform mit Verrieglungsvorrichtung und das Verfahren |
Country Status (5)
| Country | Link |
|---|---|
| EP (2) | EP2202047B1 (de) |
| AT (1) | ATE505316T1 (de) |
| DE (1) | DE602009001088D1 (de) |
| ES (1) | ES2364803T3 (de) |
| PL (1) | PL2202048T3 (de) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010040004A1 (de) * | 2010-08-31 | 2012-03-01 | Krones Aktiengesellschaft | Blasform |
| EP2554357A1 (de) * | 2011-08-05 | 2013-02-06 | Gea Procomac S.p.A. | Blasformmaschine mit Formhalteeinrichtung und entsprechendes Verfahren |
| DE102012107811A1 (de) | 2012-08-24 | 2014-05-28 | Krones Ag | Vorrichtung und Verfahren zur Erwärmung von Kunststoffvorformlingen mittels Mikrowellen mit einem Reinraum |
| EP2767384A1 (de) * | 2013-02-18 | 2014-08-20 | Sidel Participations | Formwerkzeug zum Formen eines Hohlkörpers aus einer Vorform und Maschine mit einer derartigen Form |
| EP2917019A1 (de) | 2012-11-12 | 2015-09-16 | KHS Corpoplast GmbH | Verfahren und vorrichtung zur blasformung von behältern mit einer antriebseinrichtung und mit gekoppelten bewegungsabläufen |
| EP3103615A1 (de) * | 2015-06-10 | 2016-12-14 | SMI S.p.A. | Blas- oder streckblasmaschine für flaschen aus polymermaterial |
| ITUB20155974A1 (it) * | 2015-11-27 | 2017-05-27 | Sacmi Imola Sc | Dispositivo per il soffiaggio di contenitori. |
| CN108127897A (zh) * | 2017-12-22 | 2018-06-08 | 德玛克(长兴)注塑系统有限公司 | 一种吹瓶机、左右模锁止机构及其左右模锁止方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112847741B (zh) * | 2021-01-08 | 2022-08-09 | 南京理工大学 | 一种制备无机复合材料型材的翻转模具及方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020093126A1 (en) * | 1999-07-27 | 2002-07-18 | Julian Choinski | Method and device for blow-forming containers |
| EP1980386A1 (de) * | 2007-04-13 | 2008-10-15 | Sidel Participations | Formvorrichtung für die Herstellung von thermoplastischen Behältern durch Blasen oder Streckblasen |
| DE102007022638A1 (de) * | 2007-05-15 | 2008-11-20 | Sig Technology Ag | Vorrichtung zur Blasformung von Behältern |
-
2008
- 2008-12-22 EP EP08425812A patent/EP2202047B1/de not_active Not-in-force
-
2009
- 2009-09-14 ES ES09170235T patent/ES2364803T3/es active Active
- 2009-09-14 PL PL09170235T patent/PL2202048T3/pl unknown
- 2009-09-14 AT AT09170235T patent/ATE505316T1/de active
- 2009-09-14 EP EP09170235A patent/EP2202048B1/de active Active
- 2009-09-14 DE DE602009001088T patent/DE602009001088D1/de active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020093126A1 (en) * | 1999-07-27 | 2002-07-18 | Julian Choinski | Method and device for blow-forming containers |
| EP1980386A1 (de) * | 2007-04-13 | 2008-10-15 | Sidel Participations | Formvorrichtung für die Herstellung von thermoplastischen Behältern durch Blasen oder Streckblasen |
| DE102007022638A1 (de) * | 2007-05-15 | 2008-11-20 | Sig Technology Ag | Vorrichtung zur Blasformung von Behältern |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8512029B2 (en) | 2010-08-31 | 2013-08-20 | Krones Ag | Blow mold |
| EP2422956A3 (de) * | 2010-08-31 | 2014-02-12 | Krones AG | Blasform |
| DE102010040004A1 (de) * | 2010-08-31 | 2012-03-01 | Krones Aktiengesellschaft | Blasform |
| EP2554357A1 (de) * | 2011-08-05 | 2013-02-06 | Gea Procomac S.p.A. | Blasformmaschine mit Formhalteeinrichtung und entsprechendes Verfahren |
| ITPR20110073A1 (it) * | 2011-08-05 | 2013-02-06 | Gea Procomac Spa | Semiporzione di formatura di un recipiente a partire da una preforma in materiale plastico, stampo di formatura e procedimento per sostituire uno stampo di formatura |
| DE102012107811A1 (de) | 2012-08-24 | 2014-05-28 | Krones Ag | Vorrichtung und Verfahren zur Erwärmung von Kunststoffvorformlingen mittels Mikrowellen mit einem Reinraum |
| EP2917019A1 (de) | 2012-11-12 | 2015-09-16 | KHS Corpoplast GmbH | Verfahren und vorrichtung zur blasformung von behältern mit einer antriebseinrichtung und mit gekoppelten bewegungsabläufen |
| EP2917019B1 (de) * | 2012-11-12 | 2017-01-04 | KHS Corpoplast GmbH | Verfahren und vorrichtung zur blasformung von behältern mit einer antriebseinrichtung und mit gekoppelten bewegungsabläufen |
| US9738026B2 (en) | 2013-02-18 | 2017-08-22 | Discma Ag | Mold for molding a hollow body from a preform and machine comprising such a mold |
| CN105142878A (zh) * | 2013-02-18 | 2015-12-09 | 帝斯克玛股份有限公司 | 用于从预成型件模制中空体的模具及包括该模具的机器 |
| WO2014124816A1 (en) * | 2013-02-18 | 2014-08-21 | Sidel Participations | Mold for molding a hollow body from a preform and machine comprising such a mold |
| EP2767384A1 (de) * | 2013-02-18 | 2014-08-20 | Sidel Participations | Formwerkzeug zum Formen eines Hohlkörpers aus einer Vorform und Maschine mit einer derartigen Form |
| CN105142878B (zh) * | 2013-02-18 | 2018-02-06 | 帝斯克玛股份有限公司 | 用于从预成型件模制中空体的模具及包括该模具的机器 |
| EP3103615A1 (de) * | 2015-06-10 | 2016-12-14 | SMI S.p.A. | Blas- oder streckblasmaschine für flaschen aus polymermaterial |
| WO2016199023A1 (en) * | 2015-06-10 | 2016-12-15 | Smi S.P.A. | Blowing or stretch-blowing machine for bottles made of polymer material |
| US10046503B2 (en) | 2015-06-10 | 2018-08-14 | Smi S.P.A. | Blowing or stretch-blowing machine for bottles made of polymer material |
| ITUB20155974A1 (it) * | 2015-11-27 | 2017-05-27 | Sacmi Imola Sc | Dispositivo per il soffiaggio di contenitori. |
| WO2017089296A1 (en) * | 2015-11-27 | 2017-06-01 | Sacmi Imola S.C. | Device for blow molding containers |
| US10864672B2 (en) | 2015-11-27 | 2020-12-15 | Sacmi Imola S.C. | Device for blow molding containers |
| CN108127897A (zh) * | 2017-12-22 | 2018-06-08 | 德玛克(长兴)注塑系统有限公司 | 一种吹瓶机、左右模锁止机构及其左右模锁止方法 |
| CN108127897B (zh) * | 2017-12-22 | 2023-05-09 | 德玛克(长兴)注塑系统有限公司 | 一种吹瓶机、左右模锁止机构及其左右模锁止方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE602009001088D1 (de) | 2011-05-26 |
| ES2364803T3 (es) | 2011-09-14 |
| EP2202048A1 (de) | 2010-06-30 |
| EP2202047B1 (de) | 2013-02-20 |
| PL2202048T3 (pl) | 2011-09-30 |
| EP2202048B1 (de) | 2011-04-13 |
| ATE505316T1 (de) | 2011-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2202047B1 (de) | Blasform mit Verrieglungsvorrichtung und das Verfahren | |
| US7241130B2 (en) | Device for blow-molding or stretch blow molding of thermoplastic containers | |
| CN107530947B (zh) | 用于由聚合物材料制成的容器的吹塑机 | |
| US8231379B2 (en) | Apparatus for producing plastic containers | |
| US8758001B2 (en) | Method for changing a mold | |
| US8974211B2 (en) | System for aiding in the replacement of a mould of a moulding unit of a machine for manufacturing containers | |
| US7341443B2 (en) | Moulding device for the production of containers in thermoplastic material | |
| US7931465B2 (en) | Object transferring device with a transfer arm having a substantially vertically movable gripper head | |
| US7905720B2 (en) | Linear type molding unit for a container manufacturing installation | |
| US8323019B2 (en) | Blow mould apparatus with controlled locking mechanism | |
| CA2939939A1 (en) | Machine component facilitating mold base movement | |
| EP2554357B1 (de) | Blasformmaschine mit Formhalteeinrichtung und entsprechendes Verfahren | |
| JP5028498B2 (ja) | 熱可塑性材料製の容器を製造するための成形装置 | |
| US8431069B2 (en) | Mould for moulding a container obtained from a parison of plastic material and method thereof | |
| CN108124435B (zh) | 用于吹制热塑性材料容器的吹制模具 | |
| US10717667B2 (en) | Neck ring holder device for machines for forming glass containers and method for manufacturing such containers | |
| EP3102383A1 (de) | Blasform zum blasen von behältern aus thermoplastischem material | |
| CN114750395A (zh) | 吹制或拉伸吹制机器 | |
| EP3428131B1 (de) | Verfahren und mechanismus zum öffnen und schliessen von formen für eine maschine zum formen von glasartikeln | |
| CN118488889A (zh) | 通过吹制或拉制吹制模制热塑性材料制容器的模制装置 | |
| CN114939977A (zh) | 用于吹塑模制容器的装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100528 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 597341 Country of ref document: AT Kind code of ref document: T Effective date: 20130315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602008022276 Country of ref document: DE Effective date: 20130418 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130220 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130531 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130520 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130520 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130620 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130521 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130620 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20131121 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602008022276 Country of ref document: DE Effective date: 20131121 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131222 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131222 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20081222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130220 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20201216 Year of fee payment: 13 Ref country code: AT Payment date: 20201218 Year of fee payment: 13 Ref country code: FR Payment date: 20201229 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20201229 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602008022276 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 597341 Country of ref document: AT Kind code of ref document: T Effective date: 20211222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220701 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211222 |