EP2130739A1 - Rail car underframe assembly and modular car body for a rail vehicle - Google Patents
Rail car underframe assembly and modular car body for a rail vehicle Download PDFInfo
- Publication number
- EP2130739A1 EP2130739A1 EP08010338A EP08010338A EP2130739A1 EP 2130739 A1 EP2130739 A1 EP 2130739A1 EP 08010338 A EP08010338 A EP 08010338A EP 08010338 A EP08010338 A EP 08010338A EP 2130739 A1 EP2130739 A1 EP 2130739A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- module
- longitudinal
- car body
- tubular
- tubular module
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000838 Al alloy Inorganic materials 0.000 claims abstract description 13
- 229910000831 Steel Inorganic materials 0.000 claims description 37
- 239000010959 steel Substances 0.000 claims description 37
- 238000005728 strengthening Methods 0.000 claims description 9
- 230000000284 resting effect Effects 0.000 claims description 4
- 230000035939 shock Effects 0.000 claims description 3
- 238000010521 absorption reaction Methods 0.000 claims description 2
- 238000009419 refurbishment Methods 0.000 abstract description 5
- 238000001125 extrusion Methods 0.000 description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 5
- 239000004411 aluminium Substances 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 239000000872 buffer Substances 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000009408 flooring Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000010079 rubber tapping Methods 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61F—RAIL VEHICLE SUSPENSIONS, e.g. UNDERFRAMES, BOGIES OR ARRANGEMENTS OF WHEEL AXLES; RAIL VEHICLES FOR USE ON TRACKS OF DIFFERENT WIDTH; PREVENTING DERAILING OF RAIL VEHICLES; WHEEL GUARDS, OBSTRUCTION REMOVERS OR THE LIKE FOR RAIL VEHICLES
- B61F1/00—Underframes
- B61F1/08—Details
- B61F1/10—End constructions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61D—BODY DETAILS OR KINDS OF RAILWAY VEHICLES
- B61D15/00—Other railway vehicles, e.g. scaffold cars; Adaptations of vehicles for use on railways
- B61D15/06—Buffer cars; Arrangements or construction of railway vehicles for protecting them in case of collisions
Definitions
- the invention relates to a steel underframe assembly for a modular car body of a rail vehicle, and to a modular car body of a rail vehicle, more particularly an inter-regional or intercity train.
- a rail vehicle provided with a tubular main section made of aluminium closed by an end module is disclosed in EP 0 888 946 .
- the end module can be a driver's cab or an intercommunication module.
- the end module is manufactured as a completely equipped, prefabricated unit, quick-release connections being provided for all mechanical and electrical controls and circuits being provided at the vehicle interface.
- the end module comprises a steel frame, which also supports impact-absorbing buffers designed to undergo plastic deformation and an automatic coupling with its own impact absorber.
- the steel frame has a U-shaped interface with the main section of the vehicle, extending in a vertical transverse plane. More specifically, the steel frame is attached to the floor and sides of the tubular main section of the vehicle body in a releasable manner.
- An end underframe for a rail car having an open box structure forming a rigid unit capable of receiving high torsional or other forces developed in a rail car is disclosed in US 4,235,170 .
- the end underframe includes primary and secondary transverse end sills connected by side buffer members.
- a coupler is mounted to the primary end sill, which is closer to the end of the rail car.
- Additional buffer members connect the secondary end sill to a bolster disposed to ride on air or coil springs, which are connected to a bogie.
- Door openings are accommodated in the space between the primary and secondary end sills.
- This integral end underframe forms part of the floor supports and is connected to the end of the side girders of the floor. Forces developed at the front of the car and which reach the buffer are further transmitted to the shell of the car and, in particular, the side girders of the floor.
- This structure made of steel is not particularly adapted to a car body manufactured from aluminium alloy profiles. Moreover, it is not adapted to a rail car comprising a tubular module and end modules.
- an underframe assembly for a rail vehicle car body comprising a tubular module and an end module, the underframe comprising:
- the structure is compatible with a modular design of the car body, since the bolster subassembly can be assembled to the tubular module and the sub-frame to the end module before assembly of the end module to the tubular module.
- the bolt or rivet connection between the sub-frame and the bolster subassembly is releasable, which facilitates repair or refurbishment operations of the car body.
- the window is preferably dimensioned to provide abutments for limiting the pivoting movement of the coupler in a vertical direction and a horizontal direction in order to control the vertical and lateral movement of adjacent cars in case of derailment or collision.
- the outer sill is provided with anti-climbers and/or shock absorption means.
- the longitudinal sills and inner and outer transverse sills provide a non-deformable open box structure.
- the sub-frame provides the necessary strength to react to coupler lateral damper loads and the overriding reaction forces from the coupler and anti-climbers.
- the forces transmitted to the upper structure of the end module are minimal to prevent deformation of the upper structure.
- This arrangement is particularly adapted to an end module provided with side doors, which shall be use to alight from the train in case of collision.
- the steel bolster subassembly is provided with a bolster providing the bogie interface and attachment interface and at least a pair of longitudinal girders extending between the bolster and the crossmember.
- the length of the girders is a function of the distance between the bogie and the second end of the tubular module.
- the underframe assembly is designed for a single bogie or running gear and has preferably an overall length of less than 6 metres. Two such underframe assemblies can be used at each end of a rail car.
- a rail vehicle car body of a given overall length measured along a longitudinal axis of the car body comprising:
- Bolts or rivets or a combination of bolts or rivets and of an adhesive substance can be used for attaching the upper structure of the end module to the second end of the tubular module.
- the end module including the sub-frame can be assembled to or removed from the tubular module as a single unit, which provides the full advantages of a modular design.
- the longitudinal aluminium alloy profiles confer the required rigidity to the tubular module, and keep the overall weight of the rail car body low. Similarly, the absence of bolts or rivets to join the longitudinal profiles contributes to a lighter floor.
- the longitudinal extrusion profiles can form double skinned walls.
- the longitudinal profiles are preferably welded to one another edge to edge without overlapping, to save weight.
- the upper structure of the second end module can be manufactured from welded aluminium alloy elements, including panels and/or extruded profiles.
- the upper structure of the second end module comprises at least one lateral access door opening and a gangway opening.
- the structure of the end module shall be designed so as to avoid any substantial deformation in case of collision.
- the rigidity of the frame of the sub-frame is paramount.
- the invention applies to intermediate cars, in which case the first end module can be identical to the second end module. It also applies to end cars, in which case the first end module may constitute a driver's cab.
- the tubular module is not provided with any side door. All the exit areas are concentrated in the end modules, or at least one of them.
- the tubular module also comprises a roof and two opposite side walls.
- the floor, roof and opposite side wall may each comprise aluminium alloy extruded profiles extending from the first longitudinal open end to the second longitudinal open end of the tubular module.
- the tubular module may further be provided with a strengthening diaphragm welded at least to the longitudinal profiles extending from the first longitudinal open end to the second longitudinal open end of the tubular module, the strengthening diaphragm being provided with holes for receiving bolts or rivets for fastening the upper structure of the second end module to the tubular module.
- a rail vehicle car body of a given overall length measured along a longitudinal axis of the car body comprising:
- the end modules can be mounted to the tubular module after completion of the welding operations on the tubular module.
- the interior outfit of the rail car which may include the insulation, cabling, ceiling, flooring, interior panels, lighting, seats, toilet module and other equipment, can be installed through one of the open ends of the tubular module after the longitudinal profiles have been welded together and painted.
- the upper structure of the end modules can preferably be bolted or riveted to strengthening diaphragms of the tubular module.
- an adhesive substance may be used at the interface between the upper structure and the end of the tubular module.
- the length of the tubular module is preferably more than 75% of the total length of the car body, the remaining less than 25% being allocated to the two end modules. If one of the end module is a driver's cab, the length of the tubular module may be about 70% of the overall length of the car body.
- Each bolster subassembly is preferably a welded and machined assembly, manufactured from steel and attached to the aluminium tube e.g. using bolts bolted into tapping bars inserted in a diaphragm welded to the car body extruded profiles.
- the material selection provides the necessary strength and stiffness with a minimised vertical cross section to ensure that the passenger area of the vehicle has as low a walking floor height as possible.
- the upper structure of at least one of the two end modules be manufactured from welded aluminium alloy panels.
- the upper structure of both end modules is manufactured from welded aluminium alloy panels.
- the upper structure of at least one of the two end modules, and preferably of the two end modules, may comprise at least one lateral access door opening and a gangway opening.
- the structure of the end module shall be designed so as to avoid any substantial deformation in case of collision.
- the tubular module does not need to be provided with any side door. All the exit areas are concentrated in the end modules, or at least one of them.
- one of the two end modules can constitute a driver's cab.
- the tubular module may further comprise one or more intermediate structural diaphragms extending in a plane perpendicular to the longitudinal axis and welded at least to the extruded profiles extending from one of the two longitudinal ends of the tubular module to the other.
- the diaphragms are preferably closed rings. They can also be U shaped open diaphragms opening upwards or downwards.
- each strengthening annular diaphragm is provided with holes for receiving bolts or rivets for fastening the end modules to the tubular module.
- the tubular module includes a floor, two opposite side walls and a roof made of longitudinal profiles.
- the longitudinal profiles extending from one of the two longitudinal ends of the tubular module to the other include two sole bars joining the floor to each of the two side walls and two upper rails joining the roof to each of the two side walls.
- the profiles extending from one of the two longitudinal ends of the tubular module to the other may further include two upper body side profiles each welded to one of the two upper rails edge to edge without overlapping and two lower body side profiles each welded to one of the two sole bars edge to edge without overlapping.
- the floor can also be made of longitudinal profiles extending from one of the two longitudinal ends of the tubular module to the other welded to one another edge to edge without overlapping.
- the two sole bars and the two upper rails are thicker than the other profiles so as to provide additional rigidity.
- the pivoting movement of the at least one coupler in a vertical direction and a horizontal direction is limited by abutments provided on at least one of the two sub-frames.
- the sub-frame provides the necessary strength to react to coupler lateral damper loads and the overriding reaction forces from the coupler and anti-climbers.
- each of the two steel sub-frames comprises an interface extending perpendicularly to the longitudinal axis and in direct abutment against and bolted or riveted to a respective one of the two steel bolster subassemblies. This simplifies the assembly of the end modules.
- the car body 10 of passenger rail vehicle 12 consists of two end modules 14 and one tubular module 18 extending from one of the two end modules to the other.
- the tubular module 18 constitutes the major part of the car body 1. Its length amounts to more than 75%, and preferably more than 85% of the overall length of the car body.
- the length of the tubular module is preferably more than 19,125 mm and, in the specific example of figure 1 , equal to 22,350 mm.
- the tubular module 18 comprises a roof 20, left and right doorless side walls 22 and a floor 26. These panels extend from one of the two end modules to the other and are longitudinally welded together, i.e. in a direction parallel to the longitudinal axis of the tubular module.
- each of the roof, floor and side walls is composed of a plurality of extruded profiles cut to the appropriate length, which are welded along their length and machined as far as necessary.
- the roof 20 includes a roof plank 201 flanked by two cant rails 202, 203.
- the roof plank 201 and cant rails 202, 203 are longitudinally welded together to form the roof before they are assembled to the side walls 22.
- each side wall 22 includes an upper body side 221, a centre body side 222 and a lower body side 223, which are welded together along their length before the side wall 22 itself is welded to the roof 20 and floor 26.
- the floor 26 includes a planar wall section made of a centre floor plank 261, flanked by two inner floor planks 262 and two outer floor planks 263.
- the plan wall section itself is flanked by two sole bars 264.
- These extruded elements are longitudinally welded together and machined before the floor is welded to the side walls 22.
- One or more jigs may be used to temporary maintain the extruded elements in position during welding.
- extruded profiles may be interrupted to accommodate window openings or roof recesses for electrical equipment
- at least some of the extruded profiles, and singularly the cant rails 202, upper body sides 221, lower body sides 223, sole bars 264 and outer floor planks 263 located at the upper and lower edges of the car body shell as well as the centre and inner floor planks 261, 262 extend from one end of the tubular module to the other and are welded to one another along the full length of the tubular module without interruption.
- the cant rails 202 are thicker than the roof plank 201, to provide additional rigidity to the corners of the shell structure cross-section.
- the floor planks 261, 262, 263, sole bars 264, body sides 221, 222, 223, roof planks 201 and cant rails 202 are all double skinned extrusion profiles to ensure a lightweight self-supporting tube design whilst meeting all necessary strength and stiffness requirements. Additional stiffness is provided at the edges of the car body shell by the sole bar 264 and cant rail 202 extrusion elements, which are larger in section than the other extrusion elements.
- C-shaped slots 30, 32 are provided on the bottom of the sole bar and other floor-related extrusion elements for mounting underfloor equipment and inside de car body, protruding from the floor planks, body sides and/or roof planks for the mounting of seats, interior installation and trim, providing a high degree of flexibility in the interior layout.
- One or more structural ring-shaped diaphragms 34 can be welded or otherwise secured at the centre and/or at intermediate positions of the tubular module 18 to increase body shell stiffness and to provide a channel for air ducts between the floor and roof space.
- two annular end diaphragms 38 are welded at the ends of the tubular structure to reinforce the stiffness of the tubular structure and reduce the major modes of vibration of the tubular module.
- the two annular end diaphragms are also provided with holes in and constitute an attachment interface for each of the end modules.
- a steel bolster subassembly 40 is attached underneath the tubular module 18 to an underside of the floor 26 and comprises a bolster 42 providing an interface for the bogie 44, a crossmember 46 projecting towards the adjacent end of the tubular module and a pair of girders 47 extending from the crossmember to the bolster and the coupler.
- the bolster subassembly 40 is a rigid welded and machined assembly, manufactured from steel.
- This subassembly is attached to the underside of the floor using bolts and tapping bars inserted in the car body extrusion elements.
- the number of bolts is adapted to the longitudinal shear loads and vertical loads applied to the subassembly in several scenarios, including collision.
- the material selection provides the necessary strength and stiffness with a minimised vertical cross-section to ensure that the passenger area of the vehicle has as low a walking floor height as possible.
- each end module 14 includes an upper structure 140 manufactured from formed internal and external aluminium panels and/or extruded elements, which are welded together to create a stiff, lightweight design.
- This upper structure 140 includes a roof 140A, side walls 140B provided with passenger door openings 142 and end wall 140C provided with a gangway opening 143, a floor 140D as well as an annular diaphragm 138 extending in a vertical transverse plane to provide rigidity and form an interface with the tubular module.
- the aluminium upper structure is bolted to a steel sub-frame 144.
- energy absorbing anti-climbers 145 are mounted at floor level at the ends of the sub-frame for absorbing the crash energy associated with the collision scenarios detailed in the High Speed TSI revision. They are specified to work in conjunction with the energy absorbing intermediate coupler system. Since the end module houses the passenger doors, it is not designed to deform during the specified collision scenarios, in order to preserve the doors as a means of emergency exit. Therefore, the sub-frame includes a square-shaped non-deformable open box structure with an inner transverse sill 146, an outer transverse sill 147 connected by a series of longitudinal sills 148, and a series of additional elements 149 which provide an interface for fixing the sub-frame 144 to the upper structure 140.
- the inner transverse sill 146 of this structure also provides an attachment interface extending in a vertical plane and bolted to the crossmember 46 at the end of the bolster subassembly 40 when the end module is mechanically fastened to the tubular module.
- the coupler 60 shown in figure 6 has an inner end 62 directly connected to the crossmember 46 of the bolster subassembly or to the transverse sill 146 and a coupling end 64 protruding from the sub-frame through a window 150 formed in the transverse sill 147, which provides lateral and vertical abutments to the coupler.
- the coupler is provided with a telescopic shock absorbing structure 66 as is well known in the art.
- the sub-frame 144 provides the necessary strength to react to coupler lateral damper loads and to the overriding reaction forces from the coupler, while the longitudinal loads are directly transmitted to the crossmember 46 of the bolster subassembly 40 or to the transverse sill 146. Thus, loads applied during collision are distributed between the transverse sill 147, the sub-frame 144 and the bolster subassembly 140.
- the interior outfit of the end module 140 can be manufactured after the end module has been bolted to the tubular module.
- the end modules are painted, completely equipped with interior outfit and technical equipment like door systems, lighting, control equipment, passenger information modules, etc. and pre-tested before being bolted to the tubular end module
- the interior layout of the car body is shown in figure 8 .
- the interior outfit 50 including ceiling, flooring, interior panels, air ducts, cabling, lighting, seats 52, passenger information and entertainment modules, tables, 54, toilets 56 and insulation is installed in the tubular module 18 from one open end of the module after completion of the welding operations including the welding of the end diaphragms 38 and after the shell of the tubular module has been painted.
- the end modules 14 are positioned so that bolts can be inserted through the holes of the inner transverse sill 146 and crossmember 46 and through the holes of the end diaphragms 38 and of the diaphragm 138 of the end modules to mechanically attach the end modules to the tubular modules in a releasable manner.
- an adhesive substance can be used for attaching the upper structure 140 of the end module to the end diaphragm 38. Refurbishment of the car can also be efficiently carried out from the open ends of the tubular modules after removal of one of the end modules.
- Additional strengthening extrusions may be provided at the sole bar and cant rail to strengthen the structure to react crash loads associated with the High Speed TSI revision collision scenarios.
- an additional U-shaped or ring-shaped diaphragm 238, illustrated in figure 9 can be sandwiched between the end diaphragms 38 of the tubular module 18 and the diaphragm 138 of the respective end module 14 to further reinforce the structure of the car body.
- the car body shell structure can also be adapted to a driving car as illustrated in figures 10 and 11 , in which case one of the end modules is a driver's cab 214.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Transportation (AREA)
- Body Structure For Vehicles (AREA)
Abstract
Description
- The invention relates to a steel underframe assembly for a modular car body of a rail vehicle, and to a modular car body of a rail vehicle, more particularly an inter-regional or intercity train.
- A rail vehicle provided with a tubular main section made of aluminium closed by an end module is disclosed in
EP 0 888 946 . The end module can be a driver's cab or an intercommunication module. The end module is manufactured as a completely equipped, prefabricated unit, quick-release connections being provided for all mechanical and electrical controls and circuits being provided at the vehicle interface. The end module comprises a steel frame, which also supports impact-absorbing buffers designed to undergo plastic deformation and an automatic coupling with its own impact absorber. The steel frame has a U-shaped interface with the main section of the vehicle, extending in a vertical transverse plane. More specifically, the steel frame is attached to the floor and sides of the tubular main section of the vehicle body in a releasable manner. This type of structure makes it possible to use the open end of the tubular main section during assembly of the vehicle to insert the interior outfit before closing the tubular section with the end module. Moreover, after a collision or for refurbishment purposes, it is possible to easily remove the end module. - The longitudinal forces applied to the end module during a collision are partly transferred to the sides and floor of the tubular main section. In order to avoid deformation of the main section made of aluminium, a large interface area is necessary between the frame of the end module and the sides and floor of the main section. However, the available interface area in a vertical transverse section plane is rather limited. Thus, the whole height of the vehicle sides has to be used as interface, which involves a complex and heavy structure for the steel frame of the end module.
- An end underframe for a rail car having an open box structure forming a rigid unit capable of receiving high torsional or other forces developed in a rail car is disclosed in
US 4,235,170 . The end underframe includes primary and secondary transverse end sills connected by side buffer members. A coupler is mounted to the primary end sill, which is closer to the end of the rail car. Additional buffer members connect the secondary end sill to a bolster disposed to ride on air or coil springs, which are connected to a bogie. Door openings are accommodated in the space between the primary and secondary end sills. This integral end underframe forms part of the floor supports and is connected to the end of the side girders of the floor. Forces developed at the front of the car and which reach the buffer are further transmitted to the shell of the car and, in particular, the side girders of the floor. - This structure made of steel is not particularly adapted to a car body manufactured from aluminium alloy profiles. Moreover, it is not adapted to a rail car comprising a tubular module and end modules.
- There is therefore a need for a more appropriate car body structure, adapted to a modular rail vehicle comprising a tubular main section closed by two end modules.
- According to a first aspect of the invention, there is provided an underframe assembly for a rail vehicle car body comprising a tubular module and an end module, the underframe comprising:
- a steel bolster subassembly provided with an attachment interface for mechanically attaching the steel bolster subassembly to an underside of a floor of the tubular module, a bogie interface for resting on a bogie, and a crossmember ,
- a steel sub-frame provided with interface means for mechanically attaching the steel sub-frame to an underside of a floor of the end module, an inner transverse sill in direct abutment against and bolted or riveted to the crossmember, an outer transverse sill provided with a window , and longitudinal sills connecting the inner and outer transverse sills,
- at least one coupler attached to the crossmember or to the inner transverse sill and protruding outwardly through window of the outer sill.
- Thanks to this structure, longitudinal traction and braking forces applied to the coupler by an adjacent rail car are directly transferred to the bolster subassembly and are transferred from there to the floor of the tubular module. The loads applied to the outer transverse sill of the sub-frame are transferred to the inner transverse sill through the longitudinal sills, and from there directly to the crossmember of the bolster subassembly. Thus, the load applied to the end module is limited. The interface between the bolster subassembly and the underside of the floor benefits from the large available area underneath the floor and can be as large as necessary. The structure is used as interface both for supporting the car body on the bogie and for transmitting longitudinal forces from the coupler and from the end module of the vehicle to the car body.
- The structure is compatible with a modular design of the car body, since the bolster subassembly can be assembled to the tubular module and the sub-frame to the end module before assembly of the end module to the tubular module. The bolt or rivet connection between the sub-frame and the bolster subassembly is releasable, which facilitates repair or refurbishment operations of the car body.
- The window is preferably dimensioned to provide abutments for limiting the pivoting movement of the coupler in a vertical direction and a horizontal direction in order to control the vertical and lateral movement of adjacent cars in case of derailment or collision.
- According to a preferred embodiment, the outer sill is provided with anti-climbers and/or shock absorption means.
- According to a preferred embodiment, the longitudinal sills and inner and outer transverse sills provide a non-deformable open box structure. Hence, the sub-frame provides the necessary strength to react to coupler lateral damper loads and the overriding reaction forces from the coupler and anti-climbers. The forces transmitted to the upper structure of the end module are minimal to prevent deformation of the upper structure. This arrangement is particularly adapted to an end module provided with side doors, which shall be use to alight from the train in case of collision.
- According to a preferred embodiment, the steel bolster subassembly is provided with a bolster providing the bogie interface and attachment interface and at least a pair of longitudinal girders extending between the bolster and the crossmember. The length of the girders is a function of the distance between the bogie and the second end of the tubular module. The underframe assembly is designed for a single bogie or running gear and has preferably an overall length of less than 6 metres. Two such underframe assemblies can be used at each end of a rail car.
- According to a second aspect of the invention, there is provided a rail vehicle car body of a given overall length measured along a longitudinal axis of the car body, comprising:
- a tubular module having a first and a second longitudinal open ends and comprising a floor made of longitudinal aluminium alloy extruded profiles welded together along their length,
- a first and a second independent steel bolster subassemblies each mechanically attached to an underside of the floor of the tubular module towards a respective one of the first and second longitudinal ends of the tubular module and each provided with a bogie interface for resting on a bogie, wherein at least the second steel bolster subassembly is provided with a crossmember ,
- a first end module mechanically fastened to the first end of the tubular module and/or to the first steel bolster subassembly,
- a second end module comprising an upper structure provided with a floor and a steel sub-frame mechanically attached to an underside of the floor of the end module, an inner transverse sill in direct abutment against and bolted or riveted to the crossmember, an outer transverse sill provided with a window , and longitudinal sills connecting the inner and outer transverse sills, the upper structure being mechanically fastened in a releasable manner to the second end of the tubular module,
- at least one coupler attached to the crossmember or to the inner transverse sill and protruding outwardly through window of the outer sill.
- Bolts or rivets or a combination of bolts or rivets and of an adhesive substance can be used for attaching the upper structure of the end module to the second end of the tubular module. Thus, the end module including the sub-frame can be assembled to or removed from the tubular module as a single unit, which provides the full advantages of a modular design.
- The longitudinal aluminium alloy profiles confer the required rigidity to the tubular module, and keep the overall weight of the rail car body low. Similarly, the absence of bolts or rivets to join the longitudinal profiles contributes to a lighter floor.
- Advantageously, the longitudinal extrusion profiles can form double skinned walls.
- The longitudinal profiles are preferably welded to one another edge to edge without overlapping, to save weight.
- The upper structure of the second end module can be manufactured from welded aluminium alloy elements, including panels and/or extruded profiles.
- According to a preferred embodiment, the upper structure of the second end module comprises at least one lateral access door opening and a gangway opening. In such a case, the structure of the end module shall be designed so as to avoid any substantial deformation in case of collision. The rigidity of the frame of the sub-frame is paramount.
- The invention applies to intermediate cars, in which case the first end module can be identical to the second end module. It also applies to end cars, in which case the first end module may constitute a driver's cab.
- According to a preferred embodiment, the tubular module is not provided with any side door. All the exit areas are concentrated in the end modules, or at least one of them.
- The tubular module also comprises a roof and two opposite side walls. The floor, roof and opposite side wall may each comprise aluminium alloy extruded profiles extending from the first longitudinal open end to the second longitudinal open end of the tubular module. The tubular module may further be provided with a strengthening diaphragm welded at least to the longitudinal profiles extending from the first longitudinal open end to the second longitudinal open end of the tubular module, the strengthening diaphragm being provided with holes for receiving bolts or rivets for fastening the upper structure of the second end module to the tubular module.
- According to another aspect of the invention, there is provided a rail vehicle car body of a given overall length measured along a longitudinal axis of the car body, comprising:
- a tubular module having two longitudinal ends and comprising longitudinal aluminium alloy extruded profiles welded together along their length, at least some of the longitudinal profiles extending from one of the two longitudinal ends of the tubular module to the other, the longitudinal distance between the ends of the tubular module being greater than 75% of the overall length of the car body, each of the two longitudinal ends being provided with a strengthening annular diaphragm extending in a plane perpendicular to the longitudinal axis and welded at least to the extruded profiles extending from one of the two longitudinal ends of the tubular module to the other,
- two independent steel bolster subassemblies each mechanically attached to the tubular module towards a respective one of the two longitudinal ends of the tubular module and providing a bogie interface for a bogie,
- two end modules each comprising a steel sub-frame and an upper structure bolted or riveted onto the steel sub-frame, the upper structure being mechanically fastened in a releasable manner to the strengthening diaphragm, the steel sub-frame being mechanically fastened in a releasable manner to the steel bolster subassembly,
- at least one coupler extending through the sub-frame of one of the two end modules and pivotally attached to one of the two steel bolster subassemblies.
- Thanks to this structure, traction and braking forces applied to the couplers by an adjacent rail car are directly transferred to the corresponding subassembly and are transferred from one subassembly to the other through the tubular module. The longitudinal aluminium alloy profiles and singularly those extending from one longitudinal end of the tubular module to the other confer the required rigidity to the tubular module, and keep the overall weight of the rail car body low. Similarly, the absence of bolts or rivets to join the longitudinal profiles contributes to a lighter shell.
- The end modules can be mounted to the tubular module after completion of the welding operations on the tubular module. Thus, the interior outfit of the rail car, which may include the insulation, cabling, ceiling, flooring, interior panels, lighting, seats, toilet module and other equipment, can be installed through one of the open ends of the tubular module after the longitudinal profiles have been welded together and painted. The upper structure of the end modules can preferably be bolted or riveted to strengthening diaphragms of the tubular module. Alternatively or additionally, an adhesive substance may be used at the interface between the upper structure and the end of the tubular module.
- Similarly, refurbishment is simplified, since one of the end modules can be removed to give access to the interior of the tubular module.
- The length of the tubular module is preferably more than 75% of the total length of the car body, the remaining less than 25% being allocated to the two end modules. If one of the end module is a driver's cab, the length of the tubular module may be about 70% of the overall length of the car body.
- Each bolster subassembly is preferably a welded and machined assembly, manufactured from steel and attached to the aluminium tube e.g. using bolts bolted into tapping bars inserted in a diaphragm welded to the car body extruded profiles. The material selection provides the necessary strength and stiffness with a minimised vertical cross section to ensure that the passenger area of the vehicle has as low a walking floor height as possible.
- Advantageously, the upper structure of at least one of the two end modules be manufactured from welded aluminium alloy panels. Preferably, the upper structure of both end modules is manufactured from welded aluminium alloy panels.
- The upper structure of at least one of the two end modules, and preferably of the two end modules, may comprise at least one lateral access door opening and a gangway opening. In such a case, the structure of the end module shall be designed so as to avoid any substantial deformation in case of collision. The tubular module does not need to be provided with any side door. All the exit areas are concentrated in the end modules, or at least one of them.
- According to another embodiment, one of the two end modules can constitute a driver's cab.
- The tubular module may further comprise one or more intermediate structural diaphragms extending in a plane perpendicular to the longitudinal axis and welded at least to the extruded profiles extending from one of the two longitudinal ends of the tubular module to the other. The diaphragms are preferably closed rings. They can also be U shaped open diaphragms opening upwards or downwards.
- According to a preferred embodiment, each strengthening annular diaphragm is provided with holes for receiving bolts or rivets for fastening the end modules to the tubular module.
- The tubular module includes a floor, two opposite side walls and a roof made of longitudinal profiles. According to a preferred embodiment, the longitudinal profiles extending from one of the two longitudinal ends of the tubular module to the other include two sole bars joining the floor to each of the two side walls and two upper rails joining the roof to each of the two side walls.
- The profiles extending from one of the two longitudinal ends of the tubular module to the other may further include two upper body side profiles each welded to one of the two upper rails edge to edge without overlapping and two lower body side profiles each welded to one of the two sole bars edge to edge without overlapping. The floor can also be made of longitudinal profiles extending from one of the two longitudinal ends of the tubular module to the other welded to one another edge to edge without overlapping.
- Preferably, the two sole bars and the two upper rails are thicker than the other profiles so as to provide additional rigidity.
- In order to control the movement vertical and lateral movement of adjacent cars in case of a derailment, the pivoting movement of the at least one coupler in a vertical direction and a horizontal direction is limited by abutments provided on at least one of the two sub-frames. The sub-frame provides the necessary strength to react to coupler lateral damper loads and the overriding reaction forces from the coupler and anti-climbers.
- According to a preferred embodiment, each of the two steel sub-frames comprises an interface extending perpendicularly to the longitudinal axis and in direct abutment against and bolted or riveted to a respective one of the two steel bolster subassemblies. This simplifies the assembly of the end modules.
- Other advantages and features of the invention will become more clearly apparent from the following description of specific embodiments of the invention given as non-restrictive examples only and represented in the accompanying drawings in which:
-
figure 1 is a side view of a car body of rail vehicle in accordance with the invention, -
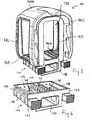
figure 2 illustrates an exploded view of the car body offigure 1 , -
figure 3 illustrates a cross-section of a tubular module of the car body offigure 1 , -
figure 4 illustrates a bolster subassembly of the car body offigure 1 , -
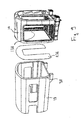
figure 5 illustrates an end module of the car body offigure 1 , -
figure 6 illustrates a subframe of the end module offigure 5 , -
figure 7 illustrates the underside of the vehicle offigure 1 , -
figure 8 illustrates the interior layout of the car body offigure 1 , -
figure 9 illustrates a detail of a second embodiment of the invention; -
figure 10 illustrates an isometric view of a third embodiment of the invention; and -
figure 11 illustrates an exploded view of the third embodiment offigure 10 . - Referring to
figure 1 , thecar body 10 ofpassenger rail vehicle 12 consists of twoend modules 14 and onetubular module 18 extending from one of the two end modules to the other. As illustrated, thetubular module 18 constitutes the major part of the car body 1. Its length amounts to more than 75%, and preferably more than 85% of the overall length of the car body. For a typical car body length of 25,500 mm, the length of the tubular module is preferably more than 19,125 mm and, in the specific example offigure 1 , equal to 22,350 mm. - As illustrated in
figure 2 , thetubular module 18 comprises aroof 20, left and rightdoorless side walls 22 and afloor 26. These panels extend from one of the two end modules to the other and are longitudinally welded together, i.e. in a direction parallel to the longitudinal axis of the tubular module. - More specifically, and as illustrated in
figure 3 , each of the roof, floor and side walls is composed of a plurality of extruded profiles cut to the appropriate length, which are welded along their length and machined as far as necessary. In this particular embodiment, theroof 20 includes aroof plank 201 flanked by twocant rails roof plank 201 andcant rails side walls 22. Similarly, eachside wall 22 includes anupper body side 221, acentre body side 222 and alower body side 223, which are welded together along their length before theside wall 22 itself is welded to theroof 20 andfloor 26. In case aside wall 22 requires window and/or other openings, the cutting out and/or other machining operations are carried out before welding theside wall 22 to theroof 20 andfloor 26. Thefloor 26 includes a planar wall section made of acentre floor plank 261, flanked by twoinner floor planks 262 and twoouter floor planks 263. The plan wall section itself is flanked by two sole bars 264. These extruded elements are longitudinally welded together and machined before the floor is welded to theside walls 22. One or more jigs (not shown) may be used to temporary maintain the extruded elements in position during welding. - While some of the extruded profiles may be interrupted to accommodate window openings or roof recesses for electrical equipment, at least some of the extruded profiles, and singularly the cant rails 202, upper body sides 221, lower body sides 223, sole bars 264 and
outer floor planks 263 located at the upper and lower edges of the car body shell as well as the centre andinner floor planks - As can be seen on
figure 3 , the cant rails 202 are thicker than theroof plank 201, to provide additional rigidity to the corners of the shell structure cross-section. Thefloor planks roof planks 201 andcant rails 202 are all double skinned extrusion profiles to ensure a lightweight self-supporting tube design whilst meeting all necessary strength and stiffness requirements. Additional stiffness is provided at the edges of the car body shell by the sole bar 264 andcant rail 202 extrusion elements, which are larger in section than the other extrusion elements. - All the extruded elements are pre-drilled so that no machining is required during the final assembly of the car body. C-shaped
slots - One or more structural ring-shaped
diaphragms 34 can be welded or otherwise secured at the centre and/or at intermediate positions of thetubular module 18 to increase body shell stiffness and to provide a channel for air ducts between the floor and roof space. Similarly, twoannular end diaphragms 38 are welded at the ends of the tubular structure to reinforce the stiffness of the tubular structure and reduce the major modes of vibration of the tubular module. The two annular end diaphragms are also provided with holes in and constitute an attachment interface for each of the end modules. - A steel bolster
subassembly 40 is attached underneath thetubular module 18 to an underside of thefloor 26 and comprises a bolster 42 providing an interface for thebogie 44, acrossmember 46 projecting towards the adjacent end of the tubular module and a pair ofgirders 47 extending from the crossmember to the bolster and the coupler. As illustrated infigure 4 , the bolstersubassembly 40 is a rigid welded and machined assembly, manufactured from steel. This subassembly is attached to the underside of the floor using bolts and tapping bars inserted in the car body extrusion elements. The number of bolts is adapted to the longitudinal shear loads and vertical loads applied to the subassembly in several scenarios, including collision. The material selection provides the necessary strength and stiffness with a minimised vertical cross-section to ensure that the passenger area of the vehicle has as low a walking floor height as possible. - Referring to
figures 5 to 7 , eachend module 14 includes anupper structure 140 manufactured from formed internal and external aluminium panels and/or extruded elements, which are welded together to create a stiff, lightweight design. Thisupper structure 140 includes aroof 140A,side walls 140B provided with passenger door openings 142 and end wall 140C provided with agangway opening 143, afloor 140D as well as anannular diaphragm 138 extending in a vertical transverse plane to provide rigidity and form an interface with the tubular module. The aluminium upper structure is bolted to asteel sub-frame 144. As illustrated infigure 5 ,energy absorbing anti-climbers 145 are mounted at floor level at the ends of the sub-frame for absorbing the crash energy associated with the collision scenarios detailed in the High Speed TSI revision. They are specified to work in conjunction with the energy absorbing intermediate coupler system. Since the end module houses the passenger doors, it is not designed to deform during the specified collision scenarios, in order to preserve the doors as a means of emergency exit. Therefore, the sub-frame includes a square-shaped non-deformable open box structure with an innertransverse sill 146, an outertransverse sill 147 connected by a series oflongitudinal sills 148, and a series ofadditional elements 149 which provide an interface for fixing thesub-frame 144 to theupper structure 140. The innertransverse sill 146 of this structure also provides an attachment interface extending in a vertical plane and bolted to thecrossmember 46 at the end of the bolstersubassembly 40 when the end module is mechanically fastened to the tubular module. Thecoupler 60 shown infigure 6 has aninner end 62 directly connected to thecrossmember 46 of the bolster subassembly or to thetransverse sill 146 and acoupling end 64 protruding from the sub-frame through awindow 150 formed in thetransverse sill 147, which provides lateral and vertical abutments to the coupler. The coupler is provided with a telescopicshock absorbing structure 66 as is well known in the art. Thesub-frame 144 provides the necessary strength to react to coupler lateral damper loads and to the overriding reaction forces from the coupler, while the longitudinal loads are directly transmitted to thecrossmember 46 of the bolstersubassembly 40 or to thetransverse sill 146. Thus, loads applied during collision are distributed between thetransverse sill 147, thesub-frame 144 and the bolstersubassembly 140. - The interior outfit of the
end module 140 can be manufactured after the end module has been bolted to the tubular module. In a preferred embodiment of the invention, however, the end modules are painted, completely equipped with interior outfit and technical equipment like door systems, lighting, control equipment, passenger information modules, etc. and pre-tested before being bolted to the tubular end module - The interior layout of the car body is shown in
figure 8 . The interior outfit 50 including ceiling, flooring, interior panels, air ducts, cabling, lighting, seats 52, passenger information and entertainment modules, tables, 54,toilets 56 and insulation is installed in thetubular module 18 from one open end of the module after completion of the welding operations including the welding of theend diaphragms 38 and after the shell of the tubular module has been painted. Finally, theend modules 14 are positioned so that bolts can be inserted through the holes of the innertransverse sill 146 andcrossmember 46 and through the holes of theend diaphragms 38 and of thediaphragm 138 of the end modules to mechanically attach the end modules to the tubular modules in a releasable manner. Additionally, an adhesive substance can be used for attaching theupper structure 140 of the end module to theend diaphragm 38. Refurbishment of the car can also be efficiently carried out from the open ends of the tubular modules after removal of one of the end modules. - While a preferred embodiment of the invention has been described, it is to be understood by those skilled in the art that the invention is naturally not limited to this embodiment. Many variations are possible.
- Additional strengthening extrusions may be provided at the sole bar and cant rail to strengthen the structure to react crash loads associated with the High Speed TSI revision collision scenarios.
- Similarly, an additional U-shaped or ring-shaped
diaphragm 238, illustrated infigure 9 , can be sandwiched between theend diaphragms 38 of thetubular module 18 and thediaphragm 138 of therespective end module 14 to further reinforce the structure of the car body. - The car body shell structure can also be adapted to a driving car as illustrated in
figures 10 and 11 , in which case one of the end modules is a driver'scab 214.
Claims (15)
- An underframe assembly for a rail vehicle car body (10) comprising a tubular module and an end module, the underframe comprising:- a steel bolster subassembly (40) provided with an attachment interface for mechanically attaching the steel bolster subassembly to an underside of a floor of the tubular module, a bogie interface for resting on a bogie, and a crossmember (46),- a steel sub-frame (144) provided with interface means (149) for mechanically attaching the steel sub-frame to an underside of a floor of the end module, an inner transverse sill (146) in direct abutment against and bolted or riveted to the crossmember, an outer transverse sill (147) provided with a window (150), and longitudinal sills (148) connecting the inner and outer transverse sills,- at least one coupler (60) attached to the crossmember or to the inner transverse sill and protruding outwardly through the window of the outer sill.
- The underframe assembly of claim 1, wherein the window is dimensioned to provide abutments for limiting the pivoting movement of the coupler in a vertical direction and a horizontal direction.
- The underframe assembly of claim 1 or claim 2, wherein the outer sill is provided with anti-climbers (145) and/or shock absorption means.
- The underframe assembly of any one of the foregoing claims, wherein the longitudinal sills and inner and outer transverse sills provide a non-deformable open box structure.
- The underframe assembly of any one of the foregoing claims, wherein the steel bolster subassembly is provided with a bolster (42) providing the bogie interface and attachment interface and at least a pair of longitudinal girders (47) extending between the bolster and the crossmember.
- The underframe assembly of any one of the foregoing claims, having an overall length of less than 6 metres.
- A rail vehicle car body (10) of a given overall length measured along a longitudinal axis of the car body, comprising:- a tubular module (18) having a first and a second longitudinal open ends and comprising a floor made of longitudinal aluminium alloy extruded profiles (261, 262, 263) welded together along their length,- a first and a second independent steel bolster subassemblies (40) each mechanically attached to an underside of the floor of the tubular module towards a respective one of the first and second longitudinal ends of the tubular module and each provided with a bogie interface for resting on a bogie, wherein at least the second steel bolster subassembly (40) is provided with a crossmember (46),- a first end module mechanically fastened to the first end of the tubular module and/or to the first steel bolster subassembly,- a second end module comprising an upper structure provided with a floor and a steel sub-frame (144) mechanically attached to an underside of the floor of the end module, an inner transverse sill (146) in direct abutment against and bolted or riveted to the crossmember, an outer transverse sill (147) provided with a window (150), and longitudinal sills (148) connecting the inner and outer transverse sills, the upper structure being mechanically fastened in a releasable manner to the second end of the tubular module,- at least one coupler attached to the crossmember or to the inner transverse sill and protruding outwardly through window of the outer sill.
- The rail vehicle car body of claim 7, wherein the steel sub-frame of the second end module and the second bolster subassembly form an underframe according to any one of claims 2 to 6.
- The rail vehicle car body claim 7 or claim 8, wherein the upper structure of the second end module is manufactured from welded aluminium alloy elements.
- The rail vehicle car body of any one of claims 7 to 9, wherein the upper structure of the second end module comprises at least one lateral access door opening (142) and a gangway opening.
- The rail vehicle car body of any one of claims 7 to 10, wherein the first end module is identical to the second end module.
- The rail vehicle of any one of claims 7 to 11, wherein the first end module constitutes a driver's cab.
- The rail vehicle car body of claims 7 to 12, wherein the tubular module is not provided with any side door.
- The rail vehicle car body of claims 7 to 13, wherein the tubular module comprises a roof and two opposite side walls, the floor, roof and opposite side wall each comprising aluminium alloy extruded profiles extending from the first longitudinal open end to the second longitudinal open end of the tubular module.
- The rail vehicle car body of any one of claim 14, wherein the second end of the tubular module is provided with a strengthening diaphragm welded at least to the longitudinal profiles extending from the first longitudinal open end to the second longitudinal open end of the tubular module, the strengthening diaphragm being provided with holes for receiving bolts or rivets for fastening the upper structure of the second end module to the tubular module.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL08010338T PL2130739T3 (en) | 2008-06-06 | 2008-06-06 | Rail car underframe assembly and modular car body for a rail vehicle |
| EP08010338.5A EP2130739B1 (en) | 2008-06-06 | 2008-06-06 | Rail car underframe assembly and modular car body for a rail vehicle |
| ES08010338.5T ES2440808T3 (en) | 2008-06-06 | 2008-06-06 | Lower frame arrangement for rail vehicle and modular body for a rail vehicle |
| PCT/EP2009/004069 WO2009146942A1 (en) | 2008-06-06 | 2009-06-05 | Rail car underframe assembly and modular car body for a rail vehicle |
| CN2009801211204A CN102083668B (en) | 2008-06-06 | 2009-06-05 | Rail car underframe assembly and modular car body for a rail vehicle |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08010338.5A EP2130739B1 (en) | 2008-06-06 | 2008-06-06 | Rail car underframe assembly and modular car body for a rail vehicle |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2130739A1 true EP2130739A1 (en) | 2009-12-09 |
| EP2130739B1 EP2130739B1 (en) | 2013-09-25 |
Family
ID=39884779
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08010338.5A Active EP2130739B1 (en) | 2008-06-06 | 2008-06-06 | Rail car underframe assembly and modular car body for a rail vehicle |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2130739B1 (en) |
| CN (1) | CN102083668B (en) |
| ES (1) | ES2440808T3 (en) |
| PL (1) | PL2130739T3 (en) |
| WO (1) | WO2009146942A1 (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102107349A (en) * | 2010-11-23 | 2011-06-29 | 南车南京浦镇车辆有限公司 | Process for producing modular sleeper beam for railway carriage |
| WO2012037952A1 (en) | 2010-09-20 | 2012-03-29 | Bombardier Transportation Gmbh | Carriage body for a rail vehicle with coupling fixing device, and method for producing said carriage body |
| EP2305529A3 (en) * | 2009-09-30 | 2012-05-30 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Modular body of a vehicle |
| CN102556085A (en) * | 2010-12-23 | 2012-07-11 | 南车青岛四方机车车辆股份有限公司 | Technological method for assembling stainless steel subway cab |
| CN105292275A (en) * | 2014-06-26 | 2016-02-03 | 福特全球技术公司 | Cargo bed support assembly for a truck |
| JP2018144689A (en) * | 2017-03-07 | 2018-09-20 | 川崎重工業株式会社 | Railway vehicle |
| AT521684A4 (en) * | 2018-11-26 | 2020-04-15 | Siemens Mobility Austria Gmbh | Climbing protection device for a rail vehicle |
| EP3670286A1 (en) * | 2018-12-17 | 2020-06-24 | Bombardier Transportation GmbH | Carriage and rail vehicle |
| JP2020104780A (en) * | 2018-12-28 | 2020-07-09 | 株式会社東芝 | Railroad vehicle |
| RU199814U1 (en) * | 2020-05-12 | 2020-09-21 | Акционерное общество Алтайского вагоностроения (АО "Алтайвагон") | FRAME OF RAILWAY FREIGHT CAR |
| EP3623247A4 (en) * | 2017-12-21 | 2021-03-17 | CRRC Changchun Railway Vehicles Co., Ltd. | Railway train and carriage floor structure thereof |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102050126B (en) * | 2010-11-23 | 2012-05-30 | 南车南京浦镇车辆有限公司 | Modular sleeper beam structure for railway train |
| SG11201705903RA (en) * | 2015-02-27 | 2017-09-28 | Kawasaki Heavy Ind Ltd | Railcar |
| RU172308U1 (en) * | 2016-12-26 | 2017-07-04 | РЕЙЛ 1520 АйПи ЛТД | Rail car frame |
| RU172293U1 (en) * | 2017-01-13 | 2017-07-04 | Общество с ограниченной ответственностью "Всесоюзный научно-исследовательский центр транспортных технологий" (ООО "ВНИЦТТ") | Freight wagon |
| CN107350687B (en) * | 2017-08-11 | 2018-08-03 | 中车长春轨道客车股份有限公司 | The synthesis positioning device of EMU chassis basis big component and end chassis |
| CN108001473A (en) * | 2017-12-14 | 2018-05-08 | 中车戚墅堰机车有限公司 | A kind of modularization lightweight diesel locomotive car body |
| CN109318923A (en) * | 2017-12-21 | 2019-02-12 | 中车长春轨道客车股份有限公司 | Track train and its compartment bottom plate structure thereof |
| CN110293986B (en) * | 2018-03-23 | 2021-06-04 | 中车唐山机车车辆有限公司 | Seat and carriage of motor train unit |
| CN110091883B (en) * | 2019-05-23 | 2024-01-16 | 西南交通大学 | High-temperature superconductive maglev vehicle body |
| CN113619625B (en) * | 2021-08-04 | 2023-07-21 | 中车唐山机车车辆有限公司 | Rail train's automobile body and rail train |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4235170A (en) | 1978-10-30 | 1980-11-25 | The Budd Company | Railway car underframe end sill |
| EP0329551A1 (en) | 1988-02-18 | 1989-08-23 | Arbel Fauvet Rail S.A. | Wagon with a lowered deck |
| EP0802100A1 (en) | 1996-04-19 | 1997-10-22 | De Dietrich Ferroviaire | Railway vehicle with a driverscompartment having an energy absorbing structure with progressive deformation |
| EP0836976A1 (en) * | 1996-10-21 | 1998-04-22 | ABB Daimler-Benz Transportation (Technology) GmbH | Railway vehicle |
| EP0888946A1 (en) | 1997-07-02 | 1999-01-07 | De Dietrich Ferroviaire | Railway vehicle with at least one interchangeable end module |
| DE19956856A1 (en) | 1999-11-25 | 2001-05-31 | Siemens Duewag Gmbh | Rail vehicle, especially for passenger conveyance on outer suburban rail services, has shock absorber units supported on deformable sandwich construction containing foam metal and supporting section of footplate of driver's cab |
| GB2411632A (en) | 2004-03-01 | 2005-09-07 | Bombardier Transp Gmbh | Rail vehicle cabin with yieldable parts |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE59305705D1 (en) * | 1992-07-10 | 1997-04-17 | Inventio Ag | Process for the integral production of an interior for car bodies |
| SE521440C2 (en) * | 2001-01-26 | 2003-11-04 | Bombardier Transp Gmbh | A wagon basket for a rail vehicle of modular construction |
-
2008
- 2008-06-06 ES ES08010338.5T patent/ES2440808T3/en active Active
- 2008-06-06 EP EP08010338.5A patent/EP2130739B1/en active Active
- 2008-06-06 PL PL08010338T patent/PL2130739T3/en unknown
-
2009
- 2009-06-05 CN CN2009801211204A patent/CN102083668B/en active Active
- 2009-06-05 WO PCT/EP2009/004069 patent/WO2009146942A1/en active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4235170A (en) | 1978-10-30 | 1980-11-25 | The Budd Company | Railway car underframe end sill |
| EP0329551A1 (en) | 1988-02-18 | 1989-08-23 | Arbel Fauvet Rail S.A. | Wagon with a lowered deck |
| EP0802100A1 (en) | 1996-04-19 | 1997-10-22 | De Dietrich Ferroviaire | Railway vehicle with a driverscompartment having an energy absorbing structure with progressive deformation |
| EP0836976A1 (en) * | 1996-10-21 | 1998-04-22 | ABB Daimler-Benz Transportation (Technology) GmbH | Railway vehicle |
| EP0888946A1 (en) | 1997-07-02 | 1999-01-07 | De Dietrich Ferroviaire | Railway vehicle with at least one interchangeable end module |
| DE19956856A1 (en) | 1999-11-25 | 2001-05-31 | Siemens Duewag Gmbh | Rail vehicle, especially for passenger conveyance on outer suburban rail services, has shock absorber units supported on deformable sandwich construction containing foam metal and supporting section of footplate of driver's cab |
| GB2411632A (en) | 2004-03-01 | 2005-09-07 | Bombardier Transp Gmbh | Rail vehicle cabin with yieldable parts |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2305529A3 (en) * | 2009-09-30 | 2012-05-30 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Modular body of a vehicle |
| DE102009045202B4 (en) * | 2009-09-30 | 2014-09-11 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Modular car body |
| US9290188B2 (en) | 2010-09-20 | 2016-03-22 | Bombardier Transportation Gmbh | Carriage body for a railroad vehicle with a coupling fixing device and method for producing said carriage body |
| WO2012037952A1 (en) | 2010-09-20 | 2012-03-29 | Bombardier Transportation Gmbh | Carriage body for a rail vehicle with coupling fixing device, and method for producing said carriage body |
| RU2548711C2 (en) * | 2010-09-20 | 2015-04-20 | Бомбардир Транспортацион Гмбх | Body for rail vehicle with hitch mounting device and method for its manufacturing |
| EP2619063B1 (en) | 2010-09-20 | 2015-12-16 | Bombardier Transportation GmbH | Carriage body for a rail vehicle with coupling fixing device, and method for producing said carriage body |
| CN102107349B (en) * | 2010-11-23 | 2012-10-03 | 南车南京浦镇车辆有限公司 | Process for producing modular sleeper beam for railway carriage |
| CN102107349A (en) * | 2010-11-23 | 2011-06-29 | 南车南京浦镇车辆有限公司 | Process for producing modular sleeper beam for railway carriage |
| CN102556085B (en) * | 2010-12-23 | 2015-03-25 | 南车青岛四方机车车辆股份有限公司 | Technological method for assembling stainless steel subway cab |
| CN102556085A (en) * | 2010-12-23 | 2012-07-11 | 南车青岛四方机车车辆股份有限公司 | Technological method for assembling stainless steel subway cab |
| CN105292275B (en) * | 2014-06-26 | 2020-07-07 | 福特全球技术公司 | Cargo bed support assembly for a truck |
| CN105292275A (en) * | 2014-06-26 | 2016-02-03 | 福特全球技术公司 | Cargo bed support assembly for a truck |
| US10226799B2 (en) | 2014-06-26 | 2019-03-12 | Ford Global Technologies, Llc | Cargo bed support assembly for a truck |
| JP2018144689A (en) * | 2017-03-07 | 2018-09-20 | 川崎重工業株式会社 | Railway vehicle |
| EP3623247A4 (en) * | 2017-12-21 | 2021-03-17 | CRRC Changchun Railway Vehicles Co., Ltd. | Railway train and carriage floor structure thereof |
| AT521684B1 (en) * | 2018-11-26 | 2020-04-15 | Siemens Mobility Austria Gmbh | Climbing protection device for a rail vehicle |
| AT521684A4 (en) * | 2018-11-26 | 2020-04-15 | Siemens Mobility Austria Gmbh | Climbing protection device for a rail vehicle |
| EP3670286A1 (en) * | 2018-12-17 | 2020-06-24 | Bombardier Transportation GmbH | Carriage and rail vehicle |
| JP2020104780A (en) * | 2018-12-28 | 2020-07-09 | 株式会社東芝 | Railroad vehicle |
| JP7237577B2 (en) | 2018-12-28 | 2023-03-13 | 株式会社東芝 | rail car |
| RU199814U1 (en) * | 2020-05-12 | 2020-09-21 | Акционерное общество Алтайского вагоностроения (АО "Алтайвагон") | FRAME OF RAILWAY FREIGHT CAR |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102083668B (en) | 2013-05-15 |
| EP2130739B1 (en) | 2013-09-25 |
| PL2130739T3 (en) | 2014-02-28 |
| CN102083668A (en) | 2011-06-01 |
| ES2440808T3 (en) | 2014-01-30 |
| WO2009146942A1 (en) | 2009-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2130739B1 (en) | Rail car underframe assembly and modular car body for a rail vehicle | |
| EP2130738B1 (en) | Rail vehicle car body and method of assembly | |
| CN109383552B (en) | Rail vehicle | |
| EP1353832B1 (en) | A rail vehicle carbody of modular construction | |
| US7900565B2 (en) | Passenger rail car | |
| US8757709B2 (en) | Reinforced B-pillar assembly with reinforced rocker joint | |
| US8839722B2 (en) | Lightweight compound cab structure for a rail vehicle | |
| US4235170A (en) | Railway car underframe end sill | |
| EP2407367B1 (en) | Railway vehicle with a deformable driver's cab with dedicated repair interface | |
| CN111038539B (en) | Vehicle body structure | |
| CN112977523A (en) | Control vehicle and vehicle body thereof | |
| CN221138321U (en) | Vehicle body and vehicle with same | |
| WO2017037854A1 (en) | Railway vehicle | |
| JP4731283B2 (en) | Railway vehicle body structure | |
| CN104512482B (en) | Vehicle body structure | |
| US3461819A (en) | Vehicle body construction and method of making it | |
| RU2309068C1 (en) | Locomotive body | |
| EP1353833B1 (en) | Structural damping of a rail vehicle carbody | |
| RU2182871C2 (en) | Passenger car | |
| CZ138894A3 (en) | Seat fixing | |
| CN113022609A (en) | Chassis for magnetic levitation vehicle and magnetic levitation vehicle | |
| CN220948173U (en) | Rear auxiliary frame, chassis structure and vehicle | |
| CN220948171U (en) | Vehicle body chassis structure and vehicle | |
| CN221316373U (en) | Reinforced structure of front shock absorber and vehicle | |
| US2490788A (en) | Underframe with center sill for land vehicles such as railway cars |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100603 |
|
| 17Q | First examination report despatched |
Effective date: 20100701 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130424 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 633583 Country of ref document: AT Kind code of ref document: T Effective date: 20131015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602008027738 Country of ref document: DE Effective date: 20131121 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BUGNION S.A., CH |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2440808 Country of ref document: ES Kind code of ref document: T3 Effective date: 20140130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131225 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131226 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140125 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602008027738 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140127 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602008027738 Country of ref document: DE Effective date: 20140626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140606 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130925 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20080606 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20180606 Year of fee payment: 11 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230822 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20230828 Year of fee payment: 16 Ref country code: CH Payment date: 20230702 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240620 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240619 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20240529 Year of fee payment: 17 Ref country code: AT Payment date: 20240620 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240628 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240524 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190606 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240625 Year of fee payment: 17 |