EP2009141A2 - Thermal barrier system and bonding method - Google Patents
Thermal barrier system and bonding method Download PDFInfo
- Publication number
- EP2009141A2 EP2009141A2 EP20080252105 EP08252105A EP2009141A2 EP 2009141 A2 EP2009141 A2 EP 2009141A2 EP 20080252105 EP20080252105 EP 20080252105 EP 08252105 A EP08252105 A EP 08252105A EP 2009141 A2 EP2009141 A2 EP 2009141A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- ceramic
- recited
- substrate
- bond coat
- zirconia
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 25
- 230000004888 barrier function Effects 0.000 title description 14
- 239000000919 ceramic Substances 0.000 claims abstract description 120
- 239000000758 substrate Substances 0.000 claims abstract description 53
- 239000000843 powder Substances 0.000 claims abstract description 23
- 239000002131 composite material Substances 0.000 claims abstract description 20
- 239000012700 ceramic precursor Substances 0.000 claims abstract description 11
- 239000002002 slurry Substances 0.000 claims description 26
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 24
- 238000000197 pyrolysis Methods 0.000 claims description 19
- 238000005245 sintering Methods 0.000 claims description 14
- CMIHHWBVHJVIGI-UHFFFAOYSA-N gadolinium(iii) oxide Chemical compound [O-2].[O-2].[O-2].[Gd+3].[Gd+3] CMIHHWBVHJVIGI-UHFFFAOYSA-N 0.000 claims description 10
- 239000002904 solvent Substances 0.000 claims description 10
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 9
- 239000002245 particle Substances 0.000 claims description 9
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 6
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 claims description 6
- 239000011159 matrix material Substances 0.000 claims description 6
- 229910052863 mullite Inorganic materials 0.000 claims description 6
- 229910001233 yttria-stabilized zirconia Inorganic materials 0.000 claims description 6
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 5
- 241000588731 Hafnia Species 0.000 claims description 5
- CJNBYAVZURUTKZ-UHFFFAOYSA-N hafnium(IV) oxide Inorganic materials O=[Hf]=O CJNBYAVZURUTKZ-UHFFFAOYSA-N 0.000 claims description 5
- 229920005596 polymer binder Polymers 0.000 claims description 5
- 239000002491 polymer binding agent Substances 0.000 claims description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 4
- 239000000835 fiber Substances 0.000 claims description 4
- 239000002105 nanoparticle Substances 0.000 claims description 4
- 229910052759 nickel Inorganic materials 0.000 claims description 4
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 3
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- 239000011651 chromium Substances 0.000 claims description 3
- 238000010438 heat treatment Methods 0.000 claims description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 2
- 239000011153 ceramic matrix composite Substances 0.000 claims description 2
- 229910052804 chromium Inorganic materials 0.000 claims description 2
- 229910017052 cobalt Inorganic materials 0.000 claims description 2
- 239000010941 cobalt Substances 0.000 claims description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims description 2
- 239000006260 foam Substances 0.000 claims description 2
- 229910052742 iron Inorganic materials 0.000 claims description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 2
- 229910052727 yttrium Inorganic materials 0.000 claims description 2
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 claims description 2
- 230000002787 reinforcement Effects 0.000 claims 2
- 238000000576 coating method Methods 0.000 description 12
- 239000007789 gas Substances 0.000 description 12
- 239000011248 coating agent Substances 0.000 description 10
- 230000008901 benefit Effects 0.000 description 6
- 239000011148 porous material Substances 0.000 description 6
- 238000005524 ceramic coating Methods 0.000 description 5
- 229910010293 ceramic material Inorganic materials 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 239000011230 binding agent Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000004901 spalling Methods 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 238000002485 combustion reaction Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 238000000151 deposition Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 230000001627 detrimental effect Effects 0.000 description 2
- 230000003628 erosive effect Effects 0.000 description 2
- 229910000951 Aluminide Inorganic materials 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000000541 cathodic arc deposition Methods 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 239000011253 protective coating Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 238000007581 slurry coating method Methods 0.000 description 1
- 238000010345 tape casting Methods 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/02—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition
- C23C18/04—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/6263—Wet mixtures characterised by their solids loadings, i.e. the percentage of solids
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63416—Polyvinylalcohols [PVA]; Polyvinylacetates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
- C04B37/023—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used
- C04B37/025—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used consisting of glass or ceramic material
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
- C04B37/023—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used
- C04B37/026—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used consisting of metals or metal salts
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/02—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition
- C23C18/12—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material
- C23C18/1204—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material inorganic material, e.g. non-oxide and non-metallic such as sulfides, nitrides based compounds
- C23C18/1208—Oxides, e.g. ceramics
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/02—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition
- C23C18/12—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material
- C23C18/125—Process of deposition of the inorganic material
- C23C18/1262—Process of deposition of the inorganic material involving particles, e.g. carbon nanotubes [CNT], flakes
- C23C18/127—Preformed particles
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/02—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition
- C23C18/12—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material
- C23C18/125—Process of deposition of the inorganic material
- C23C18/1295—Process of deposition of the inorganic material with after-treatment of the deposited inorganic material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D11/00—Preventing or minimising internal leakage of working-fluid, e.g. between stages
- F01D11/08—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator
- F01D11/12—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator using a rubstrip, e.g. erodible. deformable or resiliently-biased part
- F01D11/122—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator using a rubstrip, e.g. erodible. deformable or resiliently-biased part with erodable or abradable material
- F01D11/125—Preventing or minimising internal leakage of working-fluid, e.g. between stages for sealing space between rotor blade tips and stator using a rubstrip, e.g. erodible. deformable or resiliently-biased part with erodable or abradable material with a reinforcing structure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/284—Selection of ceramic materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D9/00—Stators
- F01D9/02—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles
- F01D9/04—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector
- F01D9/041—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector using blades
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/5208—Fibers
- C04B2235/5216—Inorganic
- C04B2235/522—Oxidic
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/5208—Fibers
- C04B2235/5216—Inorganic
- C04B2235/522—Oxidic
- C04B2235/5236—Zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/04—Ceramic interlayers
- C04B2237/06—Oxidic interlayers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/04—Ceramic interlayers
- C04B2237/06—Oxidic interlayers
- C04B2237/062—Oxidic interlayers based on silica or silicates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/04—Ceramic interlayers
- C04B2237/06—Oxidic interlayers
- C04B2237/064—Oxidic interlayers based on alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/04—Ceramic interlayers
- C04B2237/06—Oxidic interlayers
- C04B2237/068—Oxidic interlayers based on refractory oxides, e.g. zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
- C04B2237/121—Metallic interlayers based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
- C04B2237/122—Metallic interlayers based on refractory metals
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
- C04B2237/123—Metallic interlayers based on iron group metals, e.g. steel
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/341—Silica or silicates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/343—Alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/345—Refractory metal oxides
- C04B2237/348—Zirconia, hafnia, zirconates or hafnates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/38—Fiber or whisker reinforced
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/52—Pre-treatment of the joining surfaces, e.g. cleaning, machining
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/55—Pre-treatments of a coated or not coated substrate other than oxidation treatment in order to form an active joining layer
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/70—Forming laminates or joined articles comprising layers of a specific, unusual thickness
- C04B2237/704—Forming laminates or joined articles comprising layers of a specific, unusual thickness of one or more of the ceramic layers or articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/70—Forming laminates or joined articles comprising layers of a specific, unusual thickness
- C04B2237/708—Forming laminates or joined articles comprising layers of a specific, unusual thickness of one or more of the interlayers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/72—Forming laminates or joined articles comprising at least two interlayers directly next to each other
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/60—Efficient propulsion technologies, e.g. for aircraft
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249967—Inorganic matrix in void-containing component
- Y10T428/249969—Of silicon-containing material [e.g., glass, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
Definitions
- This invention relates to protective thermal barriers and, more particularly, to abradable ceramic barrier systems and methods of bonding to a substrate.
- Components that are exposed to high temperatures typically include protective coatings.
- components within a gas turbine engine such as combustor liners, turbine blades, turbine vanes, and blade outer air seals typically include one or more coating layers that protect the component from erosion, oxidation, corrosion or the like to thereby enhance durability or maintain efficient operation of the engine.
- some conventional outer air seals include a relatively abradable ceramic coating that contacts relatively abrasive tips of the turbine blades during engine operation such that the blades abrade the coating upon operation of the engine. The abrasion between the coating and the blade tips provides a minimum clearance between these components such that gas flow around the tips of the blades is reduced to thereby maintain engine efficiency.
- the coating is formed using a thermal spray process or the like to deposit and securely bond the coating on the component.
- One drawback of the abradable ceramic coating is its vulnerability to erosion and spalling. For example, spalling may occur as a loss of portions of the coating that detach from the component. Loss of the coating increases clearance between the outer air seal and the blade tips and is detrimental to turbine engine efficiency.
- One cause of spalling is the elevated temperature within the turbine section, which can cause sintering of the ceramic coating. The sintering causes the coating to shrink, which produces stresses between the coating and the component. If the stresses are great enough, the coating may delaminate and detach from the component.
- One proposed solution for improving spalling and delamination resistance is to use a ceramic composite having a higher thermal resistance than a typical ceramic coating such that the ceramic material does not reach its sintering temperature during engine operation.
- One potential hurdle to using the ceramic composite is that it may have a relatively complex composite architecture that may preclude forming the ceramic composite directly on the substrate, such as by using the thermal spray process that is used for the ceramic coating.
- thermal barrier system having enhanced thermal resistance and a method for bonding the thermal barrier system to a component.
- An example composite article in accordance with the invention includes a substrate, a ceramic member on the substrate and a ceramic bond coat for securing the substrate and a ceramic member together.
- the ceramic member comprises a first pyrolysis temperature
- the ceramic bond coat comprises a second pyrolysis temperature that is less than the first pyrolysis temperature.
- an intermediate in accordance with the invention is formed and includes the substrate, the ceramic member on the substrate, and a ceramic precursor between the substrate and the ceramic member.
- the ceramic precursor is a ceramic powder slurry.
- An example method of securing the ceramic member to the substrate in accordance with the invention includes the step of pyrolyzing a ceramic precursor between the substrate and the ceramic member to form the ceramic bond coat.
- Figure 1 illustrates selected portions of an example gas turbine engine 10, such as a gas turbine engine 10 used for propulsion.
- the gas turbine engine 10 is circumferentially disposed about an engine centerline 12.
- the engine 10 includes a fan 14, a compressor section 16, a combustion section 18 and a turbine section 20 that includes turbine blades 22 and turbine vanes 24.
- air compressed in the compressor section 16 is mixed with fuel and burned in the combustion section 18 to produce hot gases that are expanded in the turbine section 20.
- Figure 1 is a somewhat schematic presentation for illustrative purposes only and is not a limitation on the disclosed examples. Additionally, there are various types of gas turbine engines, many of which could benefit from the examples disclosed herein, which are not limited to the design shown.
- FIG 2 illustrates selected portions of the turbine section 20.
- the turbine blade 22 receives a hot gas flow 26 from the combustion section 18 ( Figure 1 ).
- the turbine section 20 includes a blade outer air seal system 28 having a seal member 30 that functions as an outer wall for the hot gas flow 26 through the turbine section 20.
- the seal member 30 is secured to a support 32, which is in turn secured to a case 34 that generally surrounds the turbine section 20.
- a plurality of the seal members 30 are circumferentially located about the turbine section 20.
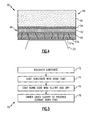
- Figure 3 illustrates an example portion 44 of the seal member 30.
- the seal member 30 includes a substrate 46 having a thermal barrier system 48 disposed thereon.
- the thermal barrier system 48 includes an abradable ceramic member 50, such as a ceramic matrix-ceramic fiber composite, and a ceramic bond coat 52 between the ceramic member 50 and the substrate 46.
- abradable ceramic member 50 such as a ceramic matrix-ceramic fiber composite
- ceramic bond coat 52 between the ceramic member 50 and the substrate 46.
- the thermal barrier system 48 additionally includes a bond coat 54 (or other suitable material, e.g., aluminides, Ni chrome as is known in the art) between the ceramic bond coat 52 and the substrate 46 to provide a desired roughness for bonding.
- the bond coat 52 may include MCrAIY, where the M is at least one of nickel, cobalt, iron, or a combination thereof, Cr is chromium, Al is aluminum, and Y is yttrium and may include other oxygen active elements.
- the bond coat includes nickel and chrome, or nickel, chrome, and aluminum.
- the ceramic bond coat 52 includes at least one of zirconia, zirconia silicate, alumina, or mullite. Given this description, one of ordinary-skill in the art will recognize other types of ceramic materials that may be used.
- the ceramic member 50 is a pre-formed and pre-sintered separate piece that is then secured to the substrate 46 using the ceramic bond coat 52.
- the ceramic member 50 is a pre-formed ceramic matrix composite, such as a composite having a ceramic matrix 51a and ceramic fibers 51b dispersed within the ceramic matrix 51a.
- the ceramic member 50 may comprise other types of ceramic structures, such as closed cell foams described in United States Patent Application 11/755,281 or other porous structures.
- the ceramic matrix 51a comprises yttria stabilized zirconia (e.g., 7wt% yttria stabilized zirconia), hafnia, zirconia, gadolinia, mullite, alumina, or combinations thereof.
- the ceramic fibers 51b comprise yttria stabilized zirconia, hafnia, zirconia, gadolinia, mullite, alumina, or combinations thereof disbursed through the ceramic matrix.
- the hafnia, zirconia, or gadolinia of the disclosed examples is selected from a composition disclosed in U.S. Patent No. 6,284,323 or U.S. Patent No. 6,924,040 .
- the thickness of the ceramic member 50 may vary, depending on the desired level of thermal resistance required and amount of space available in the engine 10. In one example, the thickness of the ceramic member is about 100 mils (2.54 mm) or less. In a further example, the thickness is between about 10 mils (0.25 mm) and 75 mils (1.91 mm). However, in other examples, the thickness may be 0.25 inches (6.25 mm) or 0.75 inches (19 mm), or greater.
- Pre-forming the ceramic member 50 and later attaching it to the substrate 46 rather than forming the ceramic member 50 directly on the substrate 46 has several benefits.
- using the ceramic bond coat 52 eliminates the need to use metallic braze materials which are detrimental to the mechanical integrity of the substrate 46.
- the ceramic bond coat 52 also allows other processing techniques to be used in manufacturing a thermal barrier besides or in addition to the coating methods previously used.
- the ceramic bond coat 52 allows composite architectures having greater thermal resistance to be used as thermal barriers rather than only sprayed coatings that have been used previously.
- the structure of the thermal barrier is not limited by the spray/deposition processing technique. It is to be understood that non-composites may also be secured to the substrate according to the disclosed examples.
- One example method for manufacturing the thermal barrier system 48 includes pyrolizing a ceramic precursor between the substrate 46 and the ceramic member 50 to form the ceramic bond coat 52 and thereby secure the ceramic member 50 to the substrate 46.
- various additional optional steps may be used to enhance bonding, form additional layers, or the like.
- pyrolysis and its variations refer generically to thermal treatments, such as sintering or other thermal processes.
- Figure 5 illustrates one example method 70 that incorporates the pyrolizing step of forming the ceramic bond coat 52.
- the substrate 46 is roughened at step 72 and coated at step 74 with the bond coat 54, although in other examples the bond coat 54 may not be used. Roughening the substrate 46 provides the benefit of allowing the bond coat 54 to mechanically interlock with the substrate 46 for enhanced bonding.
- the bond coat 54 may be deposited onto the substrate 46 in a known manner, such as by cathodic arc deposition, thermal spray, vapor deposition, or other known process.
- the bond coat 54 is coated with a slurry having a ceramic precursor disbursed within a solvent, such as water, and the ceramic member 50 is placed onto the slurry coating.
- a solvent such as water
- the slurry is applied to the ceramic member 50 and then placed onto the substrate 46.
- the slurry infiltrates pores within the ceramic member 50 and pores within the substrate 46 or bond coat 54 such that after pyrolysis the ceramic bond coat 52 mechanically interlocks with the ceramic member 50 and the substrate 46 or the bond coat 54.
- pressure may be applied to compress the ceramic member 50 and the substrate 46 together.
- the slurry may be deposited using a process that is suitable for uniformly distributing the slurry. For example, a tape casting method may be used or manual deposition.
- the slurry is applied with a desired thickness that depends on the pore sizes of the substrate 46 and the ceramic member 50 and desired thickness of the ceramic bond coat 52, for example. That is, less slurry may be required for relatively smaller pores and more slurry may be desired for relatively larger pores. Additionally, less slurry may be used for a relatively thinner ceramic bond coat 52, and more slurry may be used for a relatively thicker ceramic bond coat 52.
- the slurry is applied with a thickness of about 10 mils (0.254 mm) or less, which is a suitable amount for infiltrating the pores without forming a thick layer between the substrate 46 and the ceramic member 50 that would increase the overall thickness of the thermal barrier system 48.
- the ceramic precursor of the slurry is a ceramic powder of at least one of the ceramic materials described above.
- the ceramic powder is later pyrolized to form the ceramic bond coat 52.
- the slurry includes between about 40wt% and about 60wt% of the ceramic powder with a balance being the solvent.
- the slurry includes about 50wt% of the powder and a balance of the solvent.
- the slurry also includes a polymer binder, such as polyvinyl alcohol in an amount between about 1 wt% and about 30wt% to increase a viscosity of the slurry.
- the slurry includes about 10wt% of the polymer binder with a balance of the ceramic powder and the solvent.
- the slurry may include other types of ceramic precursors that transform during pyrolysis into the ceramic bond coat 52, such as pre-ceramic polymers, partially sintered powders, or inorganic precursors.
- the slurry is dried to remove the solvent, such as by heating the substrate 46, bond coat 54 (if used), slurry, and ceramic member 50 at a predetermined temperature for a predetermined amount of time. If binder is used, the drying may also include removing the binder, such as by heating at a temperature that melts or decomposes the binder into gaseous products. Optionally, drying and/or binder removal may be incorporated into pyrolizing step 78.
- the "green" ceramic bond coat may be strong enough, at least in some examples, to secure the ceramic member 50 to the substrate 46. The strength of the "green" ceramic bond coat provides the benefit of holding the substrate 46 and ceramic member 50 together during movement to a subsequent step for further processing, for example. A clamp or the like may additionally be used if greater holding force is desired.
- the substrate 46, bond coat 54 (if used), "green" ceramic bond coat, and ceramic member 50 are heated at a predetermined pyrolysis temperature.
- the pyrolysis temperature is a sintering temperature of the ceramic powder.
- the ceramic particles densify to produce the ceramic bond coat 52, which secures the ceramic member 50 to the substrate 46.
- the pyrolysis temperature is below a predetermined threshold temperature to avoid damaging the ceramic member 50 and the substrate 46.
- the ceramic member 50 may sinter or the substrate 46 (e.g., a nickel alloy) may oxidize.
- the threshold temperature is between about 2000°F (1093°C) and 2500°F (1371°C).
- the difference between the pyrolysis temperature and the threshold temperature is determined through material selection and/or manufacturing process control. For example, the pyrolysis/sintering temperature of the material selected for the ceramic powder is lower than the sintering temperature of the material(s) selected for the ceramic member 50. Additionally, the size of the powder particles may influence the pyrolysis/sintering temperature. That is, using relatively smaller sized powder particles lowers the pyrolysis/sintering temperature and using relatively larger sized powder particles increases the pyrolysis/sintering temperature.
- the ceramic material selected for the ceramic bond coat 52 may be the same as the ceramic material selected for the ceramic member 50, but by using relatively small sized powder particles, the pyrolysis/sintering temperature for forming the ceramic bond coat 52 avoids damaging the ceramic member 50.
- the powder particles are nano-sized and comprise a sintering temperature below about 2200°F (1204°C), which is below the sintering temperature of the ceramic member 50.
- nano-sized refers to an average particle size that is on the order of less than one micrometer. In one example, the nano-sized particles comprise a nominal average size between about 1 nanometer and 100 nanometers.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Metallurgy (AREA)
- General Engineering & Computer Science (AREA)
- Nanotechnology (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Ceramic Products (AREA)
Abstract
Description
- This invention relates to protective thermal barriers and, more particularly, to abradable ceramic barrier systems and methods of bonding to a substrate.
- Components that are exposed to high temperatures, such as a component within a gas turbine engine, typically include protective coatings. For example, components within a gas turbine engine such as combustor liners, turbine blades, turbine vanes, and blade outer air seals typically include one or more coating layers that protect the component from erosion, oxidation, corrosion or the like to thereby enhance durability or maintain efficient operation of the engine. In particular, some conventional outer air seals include a relatively abradable ceramic coating that contacts relatively abrasive tips of the turbine blades during engine operation such that the blades abrade the coating upon operation of the engine. The abrasion between the coating and the blade tips provides a minimum clearance between these components such that gas flow around the tips of the blades is reduced to thereby maintain engine efficiency. Typically, the coating is formed using a thermal spray process or the like to deposit and securely bond the coating on the component.
- One drawback of the abradable ceramic coating is its vulnerability to erosion and spalling. For example, spalling may occur as a loss of portions of the coating that detach from the component. Loss of the coating increases clearance between the outer air seal and the blade tips and is detrimental to turbine engine efficiency. One cause of spalling is the elevated temperature within the turbine section, which can cause sintering of the ceramic coating. The sintering causes the coating to shrink, which produces stresses between the coating and the component. If the stresses are great enough, the coating may delaminate and detach from the component.
- One proposed solution for improving spalling and delamination resistance is to use a ceramic composite having a higher thermal resistance than a typical ceramic coating such that the ceramic material does not reach its sintering temperature during engine operation. One potential hurdle to using the ceramic composite is that it may have a relatively complex composite architecture that may preclude forming the ceramic composite directly on the substrate, such as by using the thermal spray process that is used for the ceramic coating.
- Accordingly, there is a need for a thermal barrier system having enhanced thermal resistance and a method for bonding the thermal barrier system to a component.
- An example composite article in accordance with the invention includes a substrate, a ceramic member on the substrate and a ceramic bond coat for securing the substrate and a ceramic member together. For example, the ceramic member comprises a first pyrolysis temperature, and the ceramic bond coat comprises a second pyrolysis temperature that is less than the first pyrolysis temperature.
- In manufacturing the composite article, an intermediate in accordance with the invention is formed and includes the substrate, the ceramic member on the substrate, and a ceramic precursor between the substrate and the ceramic member. For example, the ceramic precursor is a ceramic powder slurry.
- An example method of securing the ceramic member to the substrate in accordance with the invention includes the step of pyrolyzing a ceramic precursor between the substrate and the ceramic member to form the ceramic bond coat.
- The various features and advantages of this invention will become apparent to those skilled in the art from the following detailed description of the currently preferred embodiment. The drawings that accompany the detailed description can be briefly described as follows.
-
Figure 1 illustrates an example gas turbine engine. -
Figure 2 illustrates a turbine section of the gas turbine engine. -
Figure 3 illustrates a portion of a seal member within the turbine section. -
Figure 4 illustrates the seal member with an optional bond coat. -
Figure 5 illustrates an example method for securing a ceramic member to a substrate. -
Figure 1 illustrates selected portions of an examplegas turbine engine 10, such as agas turbine engine 10 used for propulsion. In this example, thegas turbine engine 10 is circumferentially disposed about anengine centerline 12. Theengine 10 includes afan 14, acompressor section 16, acombustion section 18 and aturbine section 20 that includesturbine blades 22 andturbine vanes 24. As is known, air compressed in thecompressor section 16 is mixed with fuel and burned in thecombustion section 18 to produce hot gases that are expanded in theturbine section 20.Figure 1 is a somewhat schematic presentation for illustrative purposes only and is not a limitation on the disclosed examples. Additionally, there are various types of gas turbine engines, many of which could benefit from the examples disclosed herein, which are not limited to the design shown. -
Figure 2 illustrates selected portions of theturbine section 20. Theturbine blade 22 receives ahot gas flow 26 from the combustion section 18 (Figure 1 ). Theturbine section 20 includes a blade outerair seal system 28 having aseal member 30 that functions as an outer wall for thehot gas flow 26 through theturbine section 20. Theseal member 30 is secured to asupport 32, which is in turn secured to acase 34 that generally surrounds theturbine section 20. For example, a plurality of theseal members 30 are circumferentially located about theturbine section 20. -
Figure 3 illustrates anexample portion 44 of theseal member 30. In this example, theseal member 30 includes asubstrate 46 having athermal barrier system 48 disposed thereon. Thethermal barrier system 48 includes an abradableceramic member 50, such as a ceramic matrix-ceramic fiber composite, and aceramic bond coat 52 between theceramic member 50 and thesubstrate 46. Although a particularthermal barrier system 48 is shown, it is to be understood that the disclosed examples are not limited to the illustrated configuration and may include additional layers. Furthermore, although theseal member 30 is shown, it is to be understood that the disclosed examples may also be applied to other types of engine or non-engine components. - Optionally, as illustrated in
Figure 4 , thethermal barrier system 48 additionally includes a bond coat 54 (or other suitable material, e.g., aluminides, Ni chrome as is known in the art) between theceramic bond coat 52 and thesubstrate 46 to provide a desired roughness for bonding. Thebond coat 52 may include MCrAIY, where the M is at least one of nickel, cobalt, iron, or a combination thereof, Cr is chromium, Al is aluminum, and Y is yttrium and may include other oxygen active elements. Alternatively, the bond coat includes nickel and chrome, or nickel, chrome, and aluminum. - In the disclosed example, the
ceramic bond coat 52 includes at least one of zirconia, zirconia silicate, alumina, or mullite. Given this description, one of ordinary-skill in the art will recognize other types of ceramic materials that may be used. - The
ceramic member 50 is a pre-formed and pre-sintered separate piece that is then secured to thesubstrate 46 using theceramic bond coat 52. For example, theceramic member 50 is a pre-formed ceramic matrix composite, such as a composite having aceramic matrix 51a andceramic fibers 51b dispersed within theceramic matrix 51a. Theceramic member 50 may comprise other types of ceramic structures, such as closed cell foams described in United States Patent Application11/755,281 ceramic matrix 51a comprises yttria stabilized zirconia (e.g., 7wt% yttria stabilized zirconia), hafnia, zirconia, gadolinia, mullite, alumina, or combinations thereof. Theceramic fibers 51b comprise yttria stabilized zirconia, hafnia, zirconia, gadolinia, mullite, alumina, or combinations thereof disbursed through the ceramic matrix. In a further example, the hafnia, zirconia, or gadolinia of the disclosed examples is selected from a composition disclosed inU.S. Patent No. 6,284,323 orU.S. Patent No. 6,924,040 . - The thickness of the
ceramic member 50 may vary, depending on the desired level of thermal resistance required and amount of space available in theengine 10. In one example, the thickness of the ceramic member is about 100 mils (2.54 mm) or less. In a further example, the thickness is between about 10 mils (0.25 mm) and 75 mils (1.91 mm). However, in other examples, the thickness may be 0.25 inches (6.25 mm) or 0.75 inches (19 mm), or greater. - Pre-forming the
ceramic member 50 and later attaching it to thesubstrate 46 rather than forming theceramic member 50 directly on thesubstrate 46 has several benefits. For example, using theceramic bond coat 52 eliminates the need to use metallic braze materials which are detrimental to the mechanical integrity of thesubstrate 46. Theceramic bond coat 52 also allows other processing techniques to be used in manufacturing a thermal barrier besides or in addition to the coating methods previously used. Furthermore, theceramic bond coat 52 allows composite architectures having greater thermal resistance to be used as thermal barriers rather than only sprayed coatings that have been used previously. Thus, the structure of the thermal barrier is not limited by the spray/deposition processing technique. It is to be understood that non-composites may also be secured to the substrate according to the disclosed examples. - One example method for manufacturing the
thermal barrier system 48 includes pyrolizing a ceramic precursor between thesubstrate 46 and theceramic member 50 to form theceramic bond coat 52 and thereby secure theceramic member 50 to thesubstrate 46. As can be appreciated, various additional optional steps may be used to enhance bonding, form additional layers, or the like. The term "pyrolysis" and its variations refer generically to thermal treatments, such as sintering or other thermal processes. -
Figure 5 illustrates oneexample method 70 that incorporates the pyrolizing step of forming theceramic bond coat 52. In this example, thesubstrate 46 is roughened atstep 72 and coated atstep 74 with thebond coat 54, although in other examples thebond coat 54 may not be used. Roughening thesubstrate 46 provides the benefit of allowing thebond coat 54 to mechanically interlock with thesubstrate 46 for enhanced bonding. Thebond coat 54 may be deposited onto thesubstrate 46 in a known manner, such as by cathodic arc deposition, thermal spray, vapor deposition, or other known process. - At
step 76, thebond coat 54 is coated with a slurry having a ceramic precursor disbursed within a solvent, such as water, and theceramic member 50 is placed onto the slurry coating. Alternatively, the slurry is applied to theceramic member 50 and then placed onto thesubstrate 46. The slurry infiltrates pores within theceramic member 50 and pores within thesubstrate 46 orbond coat 54 such that after pyrolysis theceramic bond coat 52 mechanically interlocks with theceramic member 50 and thesubstrate 46 or thebond coat 54. Optionally, pressure may be applied to compress theceramic member 50 and thesubstrate 46 together. - The slurry may be deposited using a process that is suitable for uniformly distributing the slurry. For example, a tape casting method may be used or manual deposition. The slurry is applied with a desired thickness that depends on the pore sizes of the
substrate 46 and theceramic member 50 and desired thickness of theceramic bond coat 52, for example. That is, less slurry may be required for relatively smaller pores and more slurry may be desired for relatively larger pores. Additionally, less slurry may be used for a relatively thinnerceramic bond coat 52, and more slurry may be used for a relatively thickerceramic bond coat 52. In one example, the slurry is applied with a thickness of about 10 mils (0.254 mm) or less, which is a suitable amount for infiltrating the pores without forming a thick layer between thesubstrate 46 and theceramic member 50 that would increase the overall thickness of thethermal barrier system 48. - In one example, the ceramic precursor of the slurry is a ceramic powder of at least one of the ceramic materials described above. The ceramic powder is later pyrolized to form the
ceramic bond coat 52. For example, the slurry includes between about 40wt% and about 60wt% of the ceramic powder with a balance being the solvent. In a further example, the slurry includes about 50wt% of the powder and a balance of the solvent. In some examples, the slurry also includes a polymer binder, such as polyvinyl alcohol in an amount between about 1 wt% and about 30wt% to increase a viscosity of the slurry. In a further example, the slurry includes about 10wt% of the polymer binder with a balance of the ceramic powder and the solvent. Alternatively, or instead of the ceramic powder, the slurry may include other types of ceramic precursors that transform during pyrolysis into theceramic bond coat 52, such as pre-ceramic polymers, partially sintered powders, or inorganic precursors. - After coating the slurry, the slurry is dried to remove the solvent, such as by heating the
substrate 46, bond coat 54 (if used), slurry, andceramic member 50 at a predetermined temperature for a predetermined amount of time. If binder is used, the drying may also include removing the binder, such as by heating at a temperature that melts or decomposes the binder into gaseous products. Optionally, drying and/or binder removal may be incorporated intopyrolizing step 78. After drying and before pyrolysis, the "green" ceramic bond coat may be strong enough, at least in some examples, to secure theceramic member 50 to thesubstrate 46. The strength of the "green" ceramic bond coat provides the benefit of holding thesubstrate 46 andceramic member 50 together during movement to a subsequent step for further processing, for example. A clamp or the like may additionally be used if greater holding force is desired. - At the
pyrolizing step 78, thesubstrate 46, bond coat 54 (if used), "green" ceramic bond coat, andceramic member 50 are heated at a predetermined pyrolysis temperature. For example, the pyrolysis temperature is a sintering temperature of the ceramic powder. The ceramic particles densify to produce theceramic bond coat 52, which secures theceramic member 50 to thesubstrate 46. - In the disclosed examples, the pyrolysis temperature is below a predetermined threshold temperature to avoid damaging the
ceramic member 50 and thesubstrate 46. For example, above the threshold temperature, theceramic member 50 may sinter or the substrate 46 (e.g., a nickel alloy) may oxidize. In one example, the threshold temperature is between about 2000°F (1093°C) and 2500°F (1371°C). - In some examples, the difference between the pyrolysis temperature and the threshold temperature is determined through material selection and/or manufacturing process control. For example, the pyrolysis/sintering temperature of the material selected for the ceramic powder is lower than the sintering temperature of the material(s) selected for the
ceramic member 50. Additionally, the size of the powder particles may influence the pyrolysis/sintering temperature. That is, using relatively smaller sized powder particles lowers the pyrolysis/sintering temperature and using relatively larger sized powder particles increases the pyrolysis/sintering temperature. Thus, in some examples, the ceramic material selected for theceramic bond coat 52 may be the same as the ceramic material selected for theceramic member 50, but by using relatively small sized powder particles, the pyrolysis/sintering temperature for forming theceramic bond coat 52 avoids damaging theceramic member 50. - In one example, the powder particles are nano-sized and comprise a sintering temperature below about 2200°F (1204°C), which is below the sintering temperature of the
ceramic member 50. The term "nano-sized" refers to an average particle size that is on the order of less than one micrometer. In one example, the nano-sized particles comprise a nominal average size between about 1 nanometer and 100 nanometers. - Although a combination of features is shown in the illustrated examples, not all of them need to be combined to realize the benefits of various embodiments of this disclosure. In other words, a system designed according to an embodiment of this disclosure will not necessarily include all of the features shown in any one of the Figures or all of the portions schematically shown in the Figures. Moreover, selected features of one example embodiment may be combined with selected features of other example embodiments.
- The preceding description is exemplary rather than limiting in nature. Variations and modifications to the disclosed examples may become apparent to those skilled in the art that do not necessarily depart from the essence of this disclosure. The scope of legal protection given to this disclosure can only be determined by studying the following claims.
Claims (18)
- A composite article (30) comprising:a substrate (46);a ceramic member (50) at least partially on the substrate; anda ceramic bond coat (52) for securing the substrate (46) and the ceramic member (50) together.
- The composite article as recited in Claim 1, wherein the ceramic member (50) has a first pyrolysis temperature and the ceramic bond coat (52) has a second pyrolysis temperature that is less than the first pyrolysis temperature.
- The composite article as recited in Claim 1 or 2, wherein the ceramic bond coat (52) includes at least one of zirconia, zirconia silicate, alumina, or mullite.
- The composite article as recited in any preceding Claim, wherein the substrate (46) comprises a turbine blade outer air seal.
- The composite article as recited in any preceding Claim, wherein the ceramic member (50) comprises zirconia, for example yttria stabilized zirconia.
- The composite article as recited in any preceding Claim, wherein the ceramic member (50) comprises a ceramic matrix composite, for example comprising a ceramic reinforcement (51b) disbursed within a ceramic matrix (51a).
- The composite article as recited in Claim 6, wherein the ceramic reinforcement (51b) includes fibers comprising yttria stabilized zirconia, zirconia, gadolinia, hafnia, or combinations thereof and/or the ceramic matrix (51a) comprises at least one of yttria stabilized zirconia, hafnia, zirconia, gadolinia, mullite, or alumina.
- The composite article as recited in any of Claims 1 to 5, wherein the ceramic member (50) comprises a closed cell ceramic foam.
- The composite article as recited in any preceding Claim further comprising a bond coat (54) disposed between the substrate (46) and the ceramic bond coat (52), wherein the bond coat (52) comprises at least one of nickel, cobalt, iron, chromium, aluminum, or yttrium
- A method of securing a ceramic member (50) to a substrate (46), comprising:(a) pyrolizing a ceramic precursor between the substrate (46) and the ceramic member (50) to form a ceramic bond coat (52) that secures the ceramic member (50) to the substrate (46).
- The method as recited in Claim 10, wherein said step (a) includes heating at a temperature below a sintering temperature of the ceramic member (50).
- The method as recited in Claim 10 or 11, wherein the ceramic precursor comprises a thickness of 10 mils or less.
- The method as recited in Claim 10, 11 or 12, further comprising, before said step (a), applying a slurry having the ceramic precursor onto the substrate (46) or the ceramic member (50), said slurry having ceramic powder disbursed within a solvent, for example 40wt% to 60wt% of the ceramic powder and a balance of the solvent.
- The method as recited in claim 13 wherein the slurry comprises a polymer binder, for example polyvinyl alcohol, and comprises for example 1 wt% to 30wt% of the polymer binder and a balance of the ceramic powder and the solvent, for example about 10wt% of the polymer binder and the balance of the ceramic powder and the solvent.
- The method as recited in claims 13 or 14,, wherein the ceramic powder comprises at least one of zirconia, zirconia silicate, alumina, or mullite.
- The method as recited in Claim 13, 14 or 15, wherein the ceramic powder comprises nano-sized powder particles.
- The method as recited in any of Claims 13 to 16, further comprising removing at least a portion of a solvent within the slurry to produce an intermediate ceramic bond coat.
- The method as recited in any of Claims 10 to 17, further comprising compressing the substrate and the ceramic member together under a pressure.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/764,888 US20100021716A1 (en) | 2007-06-19 | 2007-06-19 | Thermal barrier system and bonding method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2009141A2 true EP2009141A2 (en) | 2008-12-31 |
| EP2009141A3 EP2009141A3 (en) | 2012-03-28 |
| EP2009141B1 EP2009141B1 (en) | 2016-09-07 |
Family
ID=39828972
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08252105.5A Active EP2009141B1 (en) | 2007-06-19 | 2008-06-19 | Thermal barrier system and bonding method |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20100021716A1 (en) |
| EP (1) | EP2009141B1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2784268A1 (en) * | 2013-03-28 | 2014-10-01 | MTU Aero Engines GmbH | A turbine blade outer air seal comprising an abradable ceramic coating on the stator and the rotor respectively. |
| WO2015034636A1 (en) * | 2013-09-06 | 2015-03-12 | General Electric Company | A gas turbine laminate seal assembly comprising first and second honeycomb layer and a perforated intermediate seal plate in-between |
| EP3424893A1 (en) * | 2017-07-03 | 2019-01-09 | Tatsuta Electric Wire & Cable Co., Ltd. | Metal-ceramic base material, metal-ceramic joint structure, method for producing metal-ceramic joint structure, and mixed powder material |
| EP4119774A1 (en) * | 2021-07-16 | 2023-01-18 | Raytheon Technologies Corporation | Ceramic component having silicon layer and barrier layer |
| US11674396B2 (en) | 2021-07-30 | 2023-06-13 | General Electric Company | Cooling air delivery assembly |
| US11674405B2 (en) | 2021-08-30 | 2023-06-13 | General Electric Company | Abradable insert with lattice structure |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7887929B2 (en) * | 2007-08-28 | 2011-02-15 | United Technologies Corporation | Oriented fiber ceramic matrix composite abradable thermal barrier coating |
| US8876458B2 (en) | 2011-01-25 | 2014-11-04 | United Technologies Corporation | Blade outer air seal assembly and support |
| CN103890220B (en) * | 2011-09-07 | 2017-05-17 | 费德罗-莫格尔公司 | Cylinder liner with a thermal barrier coating |
| US9291123B2 (en) * | 2012-07-26 | 2016-03-22 | United Technologies Corporation | Gas turbine engine exhaust duct |
| DE102013212741A1 (en) * | 2013-06-28 | 2014-12-31 | Siemens Aktiengesellschaft | Gas turbine and heat shield for a gas turbine |
| US9511436B2 (en) | 2013-11-08 | 2016-12-06 | General Electric Company | Composite composition for turbine blade tips, related articles, and methods |
| US10183894B2 (en) | 2015-02-23 | 2019-01-22 | Rolls-Royce Corporation | Aqueous braze paste |
| CN109759665B (en) * | 2019-03-22 | 2021-06-01 | 中山大学 | Preparation method of TiB whisker reinforced ceramic/metal joint with three-dimensional net distribution |
| JP7388946B2 (en) * | 2020-02-27 | 2023-11-29 | ダイハツ工業株式会社 | exhaust turbo supercharger |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5834108A (en) | 1992-12-29 | 1998-11-10 | Toshiba Ceramics Co., Ltd. | Multi-layered ceramic porous body |
| US6099671A (en) | 1998-05-20 | 2000-08-08 | Northrop Grumman Corporation | Method of adhering ceramic foams |
| US20030207155A1 (en) | 1998-03-27 | 2003-11-06 | Siemens Westinghouse Power Corporation | Hybrid ceramic material composed of insulating and structural ceramic layers |
| US20040129370A1 (en) | 2001-06-08 | 2004-07-08 | Alan Taylor | Joining material |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH482819A (en) * | 1968-03-12 | 1969-12-15 | Henkel & Cie Gmbh | Thermosetting adhesives |
| US3975165A (en) * | 1973-12-26 | 1976-08-17 | Union Carbide Corporation | Graded metal-to-ceramic structure for high temperature abradable seal applications and a method of producing said |
| US4704332A (en) * | 1982-11-01 | 1987-11-03 | United Technologies Corporation | Lightweight fiber reinforced high temperature stable glass-ceramic abradable seal |
| US5376598A (en) * | 1987-10-08 | 1994-12-27 | The Boeing Company | Fiber reinforced ceramic matrix laminate |
| US5874175A (en) * | 1988-11-29 | 1999-02-23 | Li; Chou H. | Ceramic composite |
| US5115962A (en) * | 1988-12-20 | 1992-05-26 | United Technologies Corporation | Method of attaching ceramic fiber arrays to metallic substrates |
| US5238741A (en) * | 1989-10-19 | 1993-08-24 | United Kingdom Atomic Energy Authority | Silicon carbide filaments bearing a carbon layer and a titanium carbide or titanium boride layer |
| US5064727A (en) * | 1990-01-19 | 1991-11-12 | Avco Corporation | Abradable hybrid ceramic wall structures |
| US5374161A (en) * | 1993-12-13 | 1994-12-20 | United Technologies Corporation | Blade outer air seal cooling enhanced with inter-segment film slot |
| US5901818A (en) * | 1995-05-16 | 1999-05-11 | Martino; Gerald | Brake rotors with heat-resistant ceramic coatings |
| US5582784A (en) * | 1995-08-16 | 1996-12-10 | Northrop Grumman Corporation | Method of making ceramic matrix composite/ceramic foam panels |
| US6102656A (en) * | 1995-09-26 | 2000-08-15 | United Technologies Corporation | Segmented abradable ceramic coating |
| US5674585A (en) * | 1995-11-15 | 1997-10-07 | United Technologies Corporation | Composite thermal insulation structure |
| US6835465B2 (en) * | 1996-12-10 | 2004-12-28 | Siemens Westinghouse Power Corporation | Thermal barrier layer and process for producing the same |
| GB9717245D0 (en) * | 1997-08-15 | 1997-10-22 | Rolls Royce Plc | A metallic article having a thermal barrier coaring and a method of application thereof |
| US6197424B1 (en) * | 1998-03-27 | 2001-03-06 | Siemens Westinghouse Power Corporation | Use of high temperature insulation for ceramic matrix composites in gas turbines |
| US6013592A (en) * | 1998-03-27 | 2000-01-11 | Siemens Westinghouse Power Corporation | High temperature insulation for ceramic matrix composites |
| US6368672B1 (en) * | 1999-09-28 | 2002-04-09 | General Electric Company | Method for forming a thermal barrier coating system of a turbine engine component |
| DE10104611A1 (en) * | 2001-02-02 | 2002-08-14 | Bosch Gmbh Robert | Device for the ceramic-like coating of a substrate |
| DE10121019A1 (en) * | 2001-04-28 | 2002-10-31 | Alstom Switzerland Ltd | Gas turbine seal |
| US6607852B2 (en) * | 2001-06-27 | 2003-08-19 | General Electric Company | Environmental/thermal barrier coating system with silica diffusion barrier layer |
| DE10141696A1 (en) * | 2001-08-25 | 2003-03-13 | Bosch Gmbh Robert | Process for producing a nanostructured functional coating and coating that can be produced with it |
| US7056574B2 (en) * | 2003-05-22 | 2006-06-06 | United Technologies Corporation | Bond layer for silicon containing substrate |
| US7063894B2 (en) * | 2003-05-22 | 2006-06-20 | United Technologies Corporation | Environmental barrier coating for silicon based substrates |
| US7605328B2 (en) * | 2004-02-19 | 2009-10-20 | Nanosolar, Inc. | Photovoltaic thin-film cell produced from metallic blend using high-temperature printing |
| US7097922B2 (en) * | 2004-05-03 | 2006-08-29 | General Motors Corporation | Multi-layered superhard nanocomposite coatings |
| US20050249602A1 (en) * | 2004-05-06 | 2005-11-10 | Melvin Freling | Integrated ceramic/metallic components and methods of making same |
| US7875370B2 (en) * | 2006-08-18 | 2011-01-25 | United Technologies Corporation | Thermal barrier coating with a plasma spray top layer |
| US20090053554A1 (en) * | 2007-07-11 | 2009-02-26 | Strock Christopher W | Thermal barrier coating system for thermal mechanical fatigue resistance |
-
2007
- 2007-06-19 US US11/764,888 patent/US20100021716A1/en not_active Abandoned
-
2008
- 2008-06-19 EP EP08252105.5A patent/EP2009141B1/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5834108A (en) | 1992-12-29 | 1998-11-10 | Toshiba Ceramics Co., Ltd. | Multi-layered ceramic porous body |
| US20030207155A1 (en) | 1998-03-27 | 2003-11-06 | Siemens Westinghouse Power Corporation | Hybrid ceramic material composed of insulating and structural ceramic layers |
| US6099671A (en) | 1998-05-20 | 2000-08-08 | Northrop Grumman Corporation | Method of adhering ceramic foams |
| US20040129370A1 (en) | 2001-06-08 | 2004-07-08 | Alan Taylor | Joining material |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2784268A1 (en) * | 2013-03-28 | 2014-10-01 | MTU Aero Engines GmbH | A turbine blade outer air seal comprising an abradable ceramic coating on the stator and the rotor respectively. |
| US9605554B2 (en) | 2013-03-28 | 2017-03-28 | MTU Aero Engines AG | Turbomachine |
| WO2015034636A1 (en) * | 2013-09-06 | 2015-03-12 | General Electric Company | A gas turbine laminate seal assembly comprising first and second honeycomb layer and a perforated intermediate seal plate in-between |
| EP3424893A1 (en) * | 2017-07-03 | 2019-01-09 | Tatsuta Electric Wire & Cable Co., Ltd. | Metal-ceramic base material, metal-ceramic joint structure, method for producing metal-ceramic joint structure, and mixed powder material |
| US11060192B2 (en) | 2017-07-03 | 2021-07-13 | Tatsuta Electric Wire & Cable Co., Ltd. | Metal-ceramic base material, metal-ceramic joint structure, method for producing metal-ceramic joint structure, and mixed powder material |
| EP4119774A1 (en) * | 2021-07-16 | 2023-01-18 | Raytheon Technologies Corporation | Ceramic component having silicon layer and barrier layer |
| US11781486B2 (en) | 2021-07-16 | 2023-10-10 | Rtx Corporation | Ceramic component having silicon layer and barrier layer |
| US11674396B2 (en) | 2021-07-30 | 2023-06-13 | General Electric Company | Cooling air delivery assembly |
| US11674405B2 (en) | 2021-08-30 | 2023-06-13 | General Electric Company | Abradable insert with lattice structure |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2009141A3 (en) | 2012-03-28 |
| US20100021716A1 (en) | 2010-01-28 |
| EP2009141B1 (en) | 2016-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2009141B1 (en) | Thermal barrier system and bonding method | |
| US7887929B2 (en) | Oriented fiber ceramic matrix composite abradable thermal barrier coating | |
| US9447503B2 (en) | Closed pore ceramic composite article | |
| US7968144B2 (en) | System for applying a continuous surface layer on porous substructures of turbine airfoils | |
| EP3565795B1 (en) | Slurry-based methods for forming a bond coat | |
| US7905016B2 (en) | System for forming a gas cooled airfoil for use in a turbine engine | |
| EP2113586A2 (en) | Low cost non-line-of-sight portective coatings | |
| US20200248708A1 (en) | Abradable Material | |
| US20090162556A1 (en) | Methods for making tape cast barrier coatings, components comprising the same and tapes made according to the same | |
| JP6908973B2 (en) | Manufacturing methods for thermal barrier coatings, turbine components, gas turbines, and thermal barrier coatings | |
| US10989066B2 (en) | Abradable coating made of a material having a low surface roughness | |
| EP2774754A1 (en) | Ceramic Matrix Composite Component Forming Method | |
| US11753713B2 (en) | Methods for coating a component | |
| US20240066589A1 (en) | Transplanted thermal barrier coating system | |
| EP3626850B1 (en) | Bond coat for spallation resistant ceramic coating | |
| US20230312424A1 (en) | Direct bonded environmental barrier coatings for sic/sic composites and methods for preparing the same | |
| US20240301832A1 (en) | Components having coating systems defined by tiles secured thereto, methods of producing the components, and aircraft comprising the components | |
| US20240208876A1 (en) | Components having sintering aid-free coating systems thereon and methods for producing the same | |
| CN116220832A (en) | Coated component having an environmental barrier coating containing rare earth disilicate and a second phase material | |
| CN116892422A (en) | Yttria-stabilized zirconia slurry and method of applying same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C23C 18/04 20060101AFI20120217BHEP Ipc: C23C 18/12 20060101ALI20120217BHEP Ipc: F01D 9/04 20060101ALI20120217BHEP Ipc: F01D 11/12 20060101ALI20120217BHEP Ipc: F01D 5/28 20060101ALI20120217BHEP Ipc: C04B 37/02 20060101ALI20120217BHEP |
|
| 17P | Request for examination filed |
Effective date: 20120928 |
|
| AKX | Designation fees paid |
Designated state(s): DE GB |
|
| 17Q | First examination report despatched |
Effective date: 20130130 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C04B 35/626 20060101ALI20151209BHEP Ipc: F01D 9/04 20060101ALI20151209BHEP Ipc: C23C 18/04 20060101AFI20151209BHEP Ipc: C04B 37/02 20060101ALI20151209BHEP Ipc: C04B 35/634 20060101ALI20151209BHEP Ipc: F01D 11/12 20060101ALI20151209BHEP Ipc: F01D 5/28 20060101ALI20151209BHEP Ipc: C23C 18/12 20060101ALI20151209BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160401 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602008046102 Country of ref document: DE |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: UNITED TECHNOLOGIES CORPORATION |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602008046102 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602008046102 Country of ref document: DE Representative=s name: SCHMITT-NILSON SCHRAUD WAIBEL WOHLFROM PATENTA, DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170608 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602008046102 Country of ref document: DE Owner name: RAYTHEON TECHNOLOGIES CORPORATION (N.D.GES.D.S, US Free format text: FORMER OWNER: UNITED TECHNOLOGIES CORPORATION, HARTFORD, CONN., US |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230519 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240521 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240521 Year of fee payment: 17 |