EP1915225B1 - Method for producing internal and external toothings on thin-walled, cylindrical hollow parts - Google Patents
Method for producing internal and external toothings on thin-walled, cylindrical hollow parts Download PDFInfo
- Publication number
- EP1915225B1 EP1915225B1 EP05758521.8A EP05758521A EP1915225B1 EP 1915225 B1 EP1915225 B1 EP 1915225B1 EP 05758521 A EP05758521 A EP 05758521A EP 1915225 B1 EP1915225 B1 EP 1915225B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- profiling
- mandrel
- profiling tool
- hollow
- hollow workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/12—Forming profiles on internal or external surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D15/00—Corrugating tubes
- B21D15/02—Corrugating tubes longitudinally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/26—Making other particular articles wheels or the like
- B21D53/28—Making other particular articles wheels or the like gear wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J7/00—Hammers; Forging machines with hammers or die jaws acting by impact
- B21J7/02—Special design or construction
- B21J7/14—Forging machines working with several hammers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/28—Making machine elements wheels; discs
- B21K1/30—Making machine elements wheels; discs with gear-teeth
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49462—Gear making
- Y10T29/49467—Gear shaping
- Y10T29/49474—Die-press shaping
Definitions
- the present invention relates to a method according to the preamble of claim 1, a device for its implementation, and its use, see for example the GB-A-1 324 090 ,
- an axial profiling of a thin-walled, cylindrical hollow part can be done for example by means of cold rolling.
- procedures are off US 5,355,706 in which profile rollers are radially brought as tools on a circular path on the workpiece in striking engagement and produce by axial feed of the workpiece relative to the profile rollers, the desired profiling using a toothed mandrel tool inside and outside.
- arcuate longitudinal contours are generated, which depending on the size of the web diameter have a larger or smaller radius, but are always present.
- a disadvantage of this cold forming process by means of profile rollers is that the teeth on a cylindrical workpiece with shoulder can not be executed close to this shoulder zoom.
- the object of the present invention was to find a method and an apparatus which a accurate profiling of thin-walled, cylindrical hollow bodies with a defined profile geometry, even close to a shoulder area zoom.
- a cold-forming profiling of cylindrical, thin-walled hollow parts is carried out, with substantially parallel to the longitudinal axis of the hollow part extending profiles, wherein radially to the longitudinal axis of the hollow part on the hollow part from the outside at least one profiling tool is suddenly hammered acting, wherein the profiling tool is brought in each case in an essentially vertical direction oscillating on the surface of the hollow part to act. Furthermore, the profiling tool is displaced axially relative to the hollow part at a constant radial infeed depth until the desired profile length has been reached.
- the profile can be completely generated in its entire length, wherein the entire forming work is divided into a plurality of individual steps.
- the forming forces of each individual step can be kept relatively small. This leads to a high accuracy of the profile produced, both as an inner or outer profile, as well as an excellent Profilausformung.
- the method can be relatively small profile radii are generated, which significantly increases the load-bearing flank share compared to identical profile dimensions.
- the profiling tool can be positioned close to a possible shoulder of the hollow part thanks to substantially vertical oscillating movement with respect to the surface of the hollow part, thus profiling up to close to this shoulder. This means that the profiling tool performs virtually no movement in the axial direction and thus also does not require any free movement space in the axial direction in the machining area of the hollow part.
- the profiling tool is delivered radially to the longitudinal axis of the hollow part up to a predefined feed depth for axial displacement. Because the resp. the profiling tools are arranged radially before the actual machining operation in a remote position from the hollow part, the hollow part can be arranged with sufficient free space in the processing device resp. be connected with a workpiece holder.
- a change of direction of the axial displacement between profiling tool and hollow part is performed at least once, in particular after reaching the desired profile length back to the original relative starting position between profiling tool and hollow part. This allows very high demands on the accuracy and surface quality of the profiling can be met. It is even conceivable a multiple axially parallel back and forth move the hollow part with respect to the profiling tool to achieve the desired surface quality.
- the profiling tool For example, respectively after completion of the axial relative displacement resp. Move the profiling tool radially out of the profile of the hollow part.
- the finished molded hollow part can be easily removed from the processing device and insert a new blank.
- a defined profiling such as a toothing with a defined pitch, can be generated.
- the oscillating stroke movement of the profiling tools is chosen to be greater than the maximum radial insertion depth of the profiling tools into the hollow part.
- the hollow part for example, intermittently, synchronized with the oscillating stroke movement rotates about its axis, for example, in each case by the pitch of the profiling to be generated.
- the profiling tool may be operated at over 1000 beats per minute, for example at over 1500 beats per minute. This allows very high production rates to be achieved, which is of great advantage, especially for mass production in the automotive industry.
- the hollow part is placed on a profiled mandrel for machining, which is displaceable relative to the profiling tool along the longitudinal axis.
- This will be the outdoor as well as the Inner profile of the hollow body made according to the specifications of the shape quickly and very accurate.
- the profiling of the mandrel ranges from its free end to a radially outwardly projecting shoulder and it is placed a hollow part, which is pot-shaped and also a shoulder resp. has an edge.
- Such hollow parts are used for example in gearbox application, as for the transmission of rotation and torque in automatic transmissions.
- the profiles must be executed as exact internal and external teeth to close to the outwardly projecting edge of the hollow part resp. be made.
- the profiling tool for the first process section in the region of the shoulder of the mandrel resp. brought radially to the action in the region of the edge of the hollow part and in the second process section the mandrel is axially displaced away from the profiling tool.
- either the profiling tool or the hollow part can be moved in the machine to produce the axial relative movement between the hollow part and profiling tool. This movement is carried out, for example, in such a length until the profiling tool no longer comes to act on the hollow part. This movement is referred to as a pulling movement, since the profiling tool moves practically after the piercing process to the base of the profile pulling relative to the hollow part and thus the entire length of the profiling is generated.
- the profiling tool is first in the region of the free end of the hollow part resp. the mandrel radially delivered and then the mandrel resp. the hollow part axially with respect to the profiling tool to the shoulder resp. moved to the edge, for example, until the profiling tool close to the shoulder of the mandrel resp. the edge of the hollow part is in action.
- the relative movement between Profiltechnikstechnikmaschine and hollow part in the machine can be accomplished by axial displacement of the hollow part. This movement is referred to as an abutting movement, since the profiling tool primarily shapes and completes the profile against the edge of the hollow part.
- the tool can be delivered outside the free end to the predefined feed depth and only then brought to the hollow part to act.
- at least two profiling tools arranged radially opposite one another are used which, for example, are driven synchronized with one another with respect to their radial infeed and their oscillatory movement. This ensures optimal force distribution and introduction.
- the profiling tool is delivered radially in relation to the workpiece continuously or in discrete, adjustable steps until the final profile depth of the hollow part is reached.
- the device for carrying out the claimed method at least one operatively connected to an eccentric tool holder for a profiling tool, a relative to the tool holder along its longitudinal axis slidably formed mandrel resp. Workpiece holder for a hollow part, a drive for rotating the mandrel resp. Workpiece holder about its longitudinal axis, and at least one profiling tool designed as a stamp.
- the stamp on a work profile that corresponds to the profile shape to be generated on the outside of the hollow part, wherein the working profile axis resp.
- Work surface is aligned at an acute angle to the longitudinal axis, with the exception of a region which has the shortest distance radially to the surface of the hollow body, which is aligned as a calibration zone parallel to the longitudinal axis.
- the calibration zone first engages in the surface of the hollow body, since this zone is closest to the surface of the hollow body in the machining direction of the stamp. After the penetration of the calibration zone, the remainder of the working surface of the stamp can penetrate into the surface, in particular when the hollow body is pulled, and a first pre-deformation of the hollow body can take place.
- the calibration zone In the second stage of the procedure, when the punch is moved axially with respect to the hollow body with constant radial infeed, the calibration zone then only needs to carry out the final deformation of the profile.
- the length of the stamp resp. the length of the working profile longer than the length of the profile to be generated in the hollow body.
- the profile is preformed.
- the length of the calibration zone is only a fraction of the total length of the stamp res. the length of the working profile.
- This calibration zone is ultimately decisive for the shaping and accuracy of the profiling, since only this calibration zone is in contact with the hollow part at the end of the radial infeed.
- the stamp will be made of a high-strength material resp. a corresponding
- the device has at least two profiling tools arranged opposite each other with respect to the longitudinal axis of the hollow body.
- the forces in the device itself can be optimally absorbed and distributed.
- Conceivable of course, other arrangements, for example, each symmetrical arrangements of profiling tools.
- FIG. 1 schematically shows the basic structure of a conventional impact rolling device for generating internal and external teeth on a cylindrical hollow body 1.
- the hollow body 1 is formed as a thin-walled pot, which on a profiled mandrel. 2 is postponed and processed from outside by means of arranged on a circular path K profile rollers 3 beating.
- the profile rollers 3 are thereby delivered radially against the axis A of the hollow body until the desired tread depth has been achieved on the hollow body 1.
- the profiles 4 are produced on the hollow body 1 at the front end with a straight end, while the profile ends tapering, with a radius corresponding to the shape of the circular path K ends. Now, if the profiles 4 must be formed close to a protruding radially outwardly of the hollow body 1 shoulder, so this process can be resp. do not use this device.
- FIG. 2 is now also schematically illustrated the basic structure of a device for machining cylindrical, thin-walled hollow bodies.
- a profiled mandrel 2 is used, on which the hollow body 1 to be profiled is placed.
- the hollow body 1 here now has an outwardly projecting shoulder 1 '.
- the profiles 4 should now be carried out from the front side to close to the shoulder.
- profiling tools 5 are now used, which can be delivered radially with respect to the axis A of the hollow body 1.
- the profiling tools 5 are driven by means of an eccentric drive (not shown for clarity) in a linear oscillating movement exactly radially to the axis A.
- FIG. 3 the longitudinal section through the mandrel 2 is shown with attached hollow body 1, wherein the profiling tool 5 is in the starting position for the processing of the shoulder 1 'of the hollow body 1.
- the hollow body 1 is pressed firmly against the mandrel 2 in the axial direction.
- the mandrel 2 has in particular a toothing resp. Longitudinal profiling on which the hollow body 1 rests with its inner side before machining.
- the mandrel 2 a shoulder 2 'on.
- the profiling tools 5 are now placed in the first process section in a sudden hammering action on the surface of the hollow body 1. Simultaneously with this oscillating movement of the profiling tools 5, these are now in the first process section radially against the axis A of the hollow body 1 to a previously defined resp. set depth, as shown in the longitudinal section FIG. 4 evident. At the end of this first process section, the profile is now formed in the region of the shoulder 1 ', while it is first preformed to the left to the front edge of the hollow body 1, but not yet fully formed.
- the profiling tools 5 may be operated at a speed of over 1000 beats per minute, for example even over 1500 beats per minute.
- the profiling tools 5 can be delivered in each case for each complete hollow body revolution in the radial direction in each case by at least about 0.1 mm until the desired tread depth is reached.
- FIG. 6 the longitudinal section through a hollow body 1 is analogous to FIG. 3 shown, in which case the profiling tool 5 is shown in its alternative starting position for processing.
- the profiling tool 5 is located axially in front of the end face of the hollow body 1, and is delivered radially in the predefined feed depth.
- the profiling tool 5 is now pushed axially in the direction of the shoulder 1 'of the hollow body 1 until reaching the desired profile length.
- the hollow body 1 is for example close to the end face of the mandrel 2, and the shoulder 1 'has against the shoulder 2' of the mandrel 2 on a small game.
- the material of the hollow body 1 during processing in the direction of this shoulder 2 'expand it is clear to the skilled person that this relative movement in the device itself by displacement of the hollow body 1, respectively. of the mandrel 2 relative to the profiling tool 5 can take place.
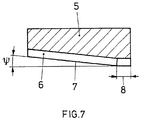
- FIG. 7 is still the longitudinal section of a profiling tool 5 shown, as it can be used for example for the claimed method.
- the profiling tool 5 is designed as a punch and has on its machining side 6 a cross-section to the profile 4 to be generated of the hollow body 1 corresponding shape, for example, a trapezoidal shape.
- the lower edge 7 of the machining side 6 is thereby arranged in relation to the axis A of the hollow body at an acute angle ⁇ . Depending on the shape and depth of the profile 4 to be produced, this angle is between 0.5 ° and 10 °.
- the lower edge 7 extends for example straight, but may also have a slight curvature.
- a calibration zone 8 is formed at the right end of the profiling tool 5 after FIG. 7 .
- the lower edge 7 is aligned parallel to the axis A of the hollow body 1, and the contour of the machining side 6 corresponds to the cross section of the profile to be produced on the outside of the hollow body 1.
- the lower edge 7 extends from the calibration zone 8 at an angle or possibly in an arc to the opposite end of the profiling tool 5. This angle resp. Arc corresponds to the contour of the preforming region of the profile 4 to be produced. It has been found that it can be advantageous if the length of the calibration zone 8 is only one Fraction of the total length of the profiling tool 5 corresponds.
- the axial feed of the hollow body 1 resp. of the mandrel 2 is to be tuned, for example, to the length of the calibration zone 8 and is when using two radially opposite profiling tools 5, for example, a maximum of twice this length in a full revolution of the hollow body.
- the stroke of the profiling tools 5 of the oscillating movement is dimensioned such that it is greater than the maximum radial infeed depth of the first method section.
- the profiling tools 5 arrive at each stroke once outside the contour of the surface of the hollow body 1.
- the hollow body respectively. the mandrel 2 in the same frequency as the oscillation of the profiling tool and synchronized to this movement, for example, intermittently rotated.
- the rotational movement is carried out, for example, exactly by a pitching step of the profiling, so that successive abrupt actions of the profiling tools 5 in adjacent profiles 4 of the hollow body 1 take place.
- a very precise and uniform profiling can be generated on the entire circumference of the hollow body 1.
- Very high production rates can be achieved by the already mentioned high rate of impact, which is particularly advantageous for mass production, for example in the automotive industry.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Turning (AREA)
- Dental Prosthetics (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
Die vorliegende Erfindung betrifft ein Verfahren nach dem Oberbegriff des Anspruchs 1, eine Vorrichtung zu seiner Durchführung, sowie seine Verwendung, siehe z.B. die
Die Herstellung einer axialen Profilierung eines dünnwandigen, zylindrischen Hohlteiles kann beispielsweise mittels Kaltwalzverfahren erfolgen. So sind Verfahren z.B. aus
Diese Aufgabe wird mit dem Verfahren mit den Merkmalen nach Anspruch 1 gelöst. Weitere Ausführungsformen ergeben sich aus den Merkmalen der weiteren Ansprüche 2 bis 9.This object is achieved by the method having the features of
Insbesondere wird beim beanspruchten Verfahren ein kaltumformendes Profilieren von zylindrischen, dünnwandigen Hohlteilen durchgeführt, mit im Wesentlichen parallel zur Längsachse des Hohlteiles verlaufenden Profilen, wobei radial zur Längsachse des Hohlteiles auf das Hohlteil von Aussen mindestens ein Profilierungswerkzeug schlagartig hämmernd zur Einwirkung gebracht wird, wobei das Profilierungswerkzeug jeweils in einer im Wesentlichen senkrechten Richtung oszillierend auf die Oberfläche des Hohlteils zur Einwirkung gebracht wird. Weiter wird das Profilierungswerkzeug bei gleich bleibender radialer Zustelltiefe axial relativ gegenüber dem Hohlteil verschoben, bis die gewünschte Profillänge erreicht ist. Damit kann in einem Arbeitsgang das Profil in seiner gesamten Länge vollständig erzeugt werden, wobei die gesamte Umformarbeit in eine Vielzahl von Einzelschritten aufgeteilt wird. Dadurch können die Umformkräfte jedes Einzelschrittes verhältnismässig klein gehalten werden. Dies führt zu einer hohen Genauigkeit des erzeugten Profils, sowohl als Innen- oder Aussenprofil, sowie zu einer hervorragenden Profilausformung. Insbesondere können mit dem Verfahren verhältnismässig kleine Profilradien erzeugt werden, was den tragenden Flankenanteil im Vergleich zu identischen Profildimensionen massgeblich vergrössert. Weiter kann dabei das Profilierungswerkzeug dank im Wesentlichen senkrechter oszillierender Bewegung in Bezug auf die Oberfläche des Hohlteils bis dicht an eine allfällige Schulter des Hohlteiles positioniert werden und damit eine Profilierung bis dicht an diese Schulter heran ausgeführt werden. D.h. dass das Profilierungswerkzeug praktisch keine Bewegung in axialer Richtung ausführt und damit auch keinen freien Bewegungsraum in axialer Richtung im Bearbeitungsbereich des Hohlteils benötigt.In particular, in the claimed method a cold-forming profiling of cylindrical, thin-walled hollow parts is carried out, with substantially parallel to the longitudinal axis of the hollow part extending profiles, wherein radially to the longitudinal axis of the hollow part on the hollow part from the outside at least one profiling tool is suddenly hammered acting, wherein the profiling tool is brought in each case in an essentially vertical direction oscillating on the surface of the hollow part to act. Furthermore, the profiling tool is displaced axially relative to the hollow part at a constant radial infeed depth until the desired profile length has been reached. Thus, in one operation, the profile can be completely generated in its entire length, wherein the entire forming work is divided into a plurality of individual steps. As a result, the forming forces of each individual step can be kept relatively small. This leads to a high accuracy of the profile produced, both as an inner or outer profile, as well as an excellent Profilausformung. In particular, with the method can be relatively small profile radii are generated, which significantly increases the load-bearing flank share compared to identical profile dimensions. Furthermore, the profiling tool can be positioned close to a possible shoulder of the hollow part thanks to substantially vertical oscillating movement with respect to the surface of the hollow part, thus profiling up to close to this shoulder. This means that the profiling tool performs virtually no movement in the axial direction and thus also does not require any free movement space in the axial direction in the machining area of the hollow part.
Beispielsweise wird vorgängig zur axialen Verschiebung das Profilierungswerkzeug radial zur Längsachse des Hohlteils bis zu einer vordefinierten Zustelltiefe zugestellt. Dadurch, dass das resp. die Profilierungswerkzeuge vor dem eigentlichen Bearbeitungsvorgang radial in einer entfernten Position vom Hohlteil angeordnet sind, kann das Hohlteil mit genügend freiem Raum in der Bearbeitungsvorrichtung angeordnet resp. mit einem Werkstückhalter verbunden werden.For example, the profiling tool is delivered radially to the longitudinal axis of the hollow part up to a predefined feed depth for axial displacement. Because the resp. the profiling tools are arranged radially before the actual machining operation in a remote position from the hollow part, the hollow part can be arranged with sufficient free space in the processing device resp. be connected with a workpiece holder.
Zum Beispiel wird mindestens einmal ein Richtungswechsel der axialen Verschiebung zwischen Profilierungswerkzeug und Hohlteil ausgeführt, insbesondere nach dem Erreichen der gewünschten Profillänge zurück zur ursprünglichen relativen Ausgangsposition zwischen Profilierungswerkzeug und Hohlteil. Damit können sehr hohe Anforderungen an die Genauigkeit und Oberflächenbeschaffenheit der Profilierung erfüllt werden. Denkbar ist sogar ein mehrfaches achsparalleles hin und her verschieben des Hohlteiles bezüglich dem Profilierungswerkzeug, um die gewünschte Oberflächenqualität zu erreichen.For example, a change of direction of the axial displacement between profiling tool and hollow part is performed at least once, in particular after reaching the desired profile length back to the original relative starting position between profiling tool and hollow part. This allows very high demands on the accuracy and surface quality of the profiling can be met. It is even conceivable a multiple axially parallel back and forth move the hollow part with respect to the profiling tool to achieve the desired surface quality.
Beispielsweise wird jeweils nach Abschluss der axialen relativen Verschiebung resp. Bewegung das Profilierungswerkzeug radial aus dem Profil des Hohlteiles herausgefahren. Damit lässt sich das fertig geformte Hohlteil einfach aus der Bearbeitungsvorrichtung entfernen und ein neues Rohteil einsetzen. Mit dem beanspruchten Verfahren kann zum Beispiel eine definierte Profilierung, wie beispielsweise eine Verzahnung mit definierter Teilung, erzeugt werden.For example, respectively after completion of the axial relative displacement resp. Move the profiling tool radially out of the profile of the hollow part. Thus, the finished molded hollow part can be easily removed from the processing device and insert a new blank. With the claimed method, for example, a defined profiling, such as a toothing with a defined pitch, can be generated.
Anspruchsgemäss ist die oszillierende Hubbewegung der Profilierungswerkzeuge grösser gewählt als die maximale radiale Eintauchtiefe der Profilierungswerkzeuge in das Hohlteil. Dabei wird das Hohlteil beispielsweise intermittierend, mit der oszillierenden Hubbewegung synchronisiert um seine Achse rotiert, zum Beispiel jeweils um den Teilungsabstand der zu erzeugenden Profilierung. Beispielsweise kann das Profilierungswerkzeug mit über 1000 Schlägen pro Minute, zum Beispiel mit über 1500 Schlägen pro Minute, betrieben werden. Damit können sehr hohe Produktionsraten erzielt werden, was gerade für die Massenproduktion in der Automobilindustrie von grossem Vorteil ist.According to the claim, the oscillating stroke movement of the profiling tools is chosen to be greater than the maximum radial insertion depth of the profiling tools into the hollow part. In this case, the hollow part, for example, intermittently, synchronized with the oscillating stroke movement rotates about its axis, for example, in each case by the pitch of the profiling to be generated. For example, the profiling tool may be operated at over 1000 beats per minute, for example at over 1500 beats per minute. This allows very high production rates to be achieved, which is of great advantage, especially for mass production in the automotive industry.
Anspruchsgemäss wird das Hohlteil zur Bearbeitung auf einen profilierten Dorn aufgesetzt, welcher gegenüber dem Profilierungswerkzeug entlang der Längsachse verschiebbar angeordnet ist. Damit wird sowohl das Aussen- wie auch das Innenprofil des Hohlkörpers entsprechend den Vorgaben an die Formgebung schnell und besonders genau gefertigt.According to the claim, the hollow part is placed on a profiled mandrel for machining, which is displaceable relative to the profiling tool along the longitudinal axis. This will be the outdoor as well as the Inner profile of the hollow body made according to the specifications of the shape quickly and very accurate.
Beispielsweise reicht die Profilierung des Dorns von seinem freien Ende bis zu einer radial nach Aussen abstehenden Schulter und es wird ein Hohlteil aufgesetzt, welches topfartig ausgebildet ist und ebenfalls eine Schulter resp. einen Rand aufweist. Derartige Hohlteile finden beispielsweise im Getriebebau Anwendung, wie für die Übertragung von Rotation und Drehmoment in automatischen Getrieben. Dabei müssen häufig die Profile als exakte Innen- und Aussenverzahnung bis dicht an den nach Aussen abstehenden Rand des Hohlteiles ausgeführt resp. gefertigt werden.For example, the profiling of the mandrel ranges from its free end to a radially outwardly projecting shoulder and it is placed a hollow part, which is pot-shaped and also a shoulder resp. has an edge. Such hollow parts are used for example in gearbox application, as for the transmission of rotation and torque in automatic transmissions. Frequently, the profiles must be executed as exact internal and external teeth to close to the outwardly projecting edge of the hollow part resp. be made.
Beispielsweise wird das Profilierungswerkzeug für den ersten Verfahrensabschnitt im Bereich der Schulter des Dorns resp. im Bereich des Randes des Hohlteiles radial zur Einwirkung gebracht und im zweiten Verfahrensabschnitt wird der Dorn axial vom Profilierungswerkzeug weg verschoben. Dabei kann entweder das Profilierungswerkzeug oder das Hohlteil in der Maschine verschoben werden, um die axiale Relativbewegung zwischen Hohlteil und Profilierungswerkzeug zu erzeugen. Diese Bewegung wird zum Beispiel in einer solchen Länge ausgeführt, bis das Profilierungswerkzeug nicht mehr zur Einwirkung auf das Hohlteil gelangt. Diese Bewegung wird als ziehende Bewegung bezeichnet, da das Profilierungswerkzeug praktisch nach dem Einstechvorgang bis auf den Profilgrund relativ zum Hohlteil ziehend bewegt und damit die gesamte Länge der Profilierung erzeugt wird.For example, the profiling tool for the first process section in the region of the shoulder of the mandrel resp. brought radially to the action in the region of the edge of the hollow part and in the second process section, the mandrel is axially displaced away from the profiling tool. In this case, either the profiling tool or the hollow part can be moved in the machine to produce the axial relative movement between the hollow part and profiling tool. This movement is carried out, for example, in such a length until the profiling tool no longer comes to act on the hollow part. This movement is referred to as a pulling movement, since the profiling tool moves practically after the piercing process to the base of the profile pulling relative to the hollow part and thus the entire length of the profiling is generated.
Beispielsweise wird das Profilierungswerkzeug zuerst im Bereich des freien Endes des Hohlteiles resp. des Dornes radial zugestellt und danach wird der Dorn resp. das Hohlteil axial in Bezug auf das Profilierungswerkzeug zur Schulter resp. dem Rand hin verschoben, zum Beispiel bis das Profilierungswerkzeug dicht an die Schulter des Dorns resp. den Rand des Hohlteiles in Einwirkung steht. Auch hier kann selbstverständlich die relative Bewegung zwischen Profilierungswerkzeug und Hohlteil in der Maschine durch axiale Verschiebung des Hohlteiles bewerkstelligt werden. Diese Bewegung wird als stossende Bewegung bezeichnet, da das Profilierungswerkzeug primär das Profil gegen den Rand des Hohlteiles hin formt und fertig stellt. Dabei kann beispielsweise das Werkzeug ausserhalb des freien Endes auf die vordefinierte Zustelltiefe zugestellt werden und erst danach auf das Hohlteil zur Einwirkung gebracht werden. Beispielsweise werden jeweils mindestens zwei einander radial gegenüberliegend angeordnete Profilierungswerkzeuge eingesetzt, welche zum Beispiel miteinander in Bezug auf ihre radiale Zustellung und ihre Oszillationsbewegung synchronisiert angetrieben sind. Damit kann eine optimale Kraftverteilung und -einleitung gewährleistet werden. Beispielsweise wird das Profilierungswerkzeug radial in Bezug auf das Werkstück kontinuierlich oder in diskreten, einstellbaren Schritten zugestellt, bis die endgültige Profiltiefe des Hohlteiles erreicht ist.For example, the profiling tool is first in the region of the free end of the hollow part resp. the mandrel radially delivered and then the mandrel resp. the hollow part axially with respect to the profiling tool to the shoulder resp. moved to the edge, for example, until the profiling tool close to the shoulder of the mandrel resp. the edge of the hollow part is in action. Again, of course, the relative movement between Profilierungswerkzeug and hollow part in the machine can be accomplished by axial displacement of the hollow part. This movement is referred to as an abutting movement, since the profiling tool primarily shapes and completes the profile against the edge of the hollow part. In this case, for example, the tool can be delivered outside the free end to the predefined feed depth and only then brought to the hollow part to act. For example, in each case at least two profiling tools arranged radially opposite one another are used which, for example, are driven synchronized with one another with respect to their radial infeed and their oscillatory movement. This ensures optimal force distribution and introduction. For example, the profiling tool is delivered radially in relation to the workpiece continuously or in discrete, adjustable steps until the final profile depth of the hollow part is reached.
Weiter wird die Aufgabe durch eine Vorrichtung mit den Merkmalen nach Anspruch 10 gelöst.Further, the object is achieved by a device having the features of claim 10.
Weitere Ausführungsformen der Vorrichtung ergeben sich aus den Merkmalen der weiteren Ansprüche 11 bis 18.Further embodiments of the device result from the features of further claims 11 to 18.
Anspruchsgemäss weist die Vorrichtung zur Durchführung des beanspruchten Verfahrens mindestens einen mit einem Exzenterantrieb wirkverbundenen Werkzeughalter für ein Profilierungswerkzeug, einen gegenüber dem Werkzeughalter entlang seiner Längsachse verschiebbar ausgebildeten Dorn resp. Werkstückhalter für ein Hohlteil, einen Antrieb zur Rotation des Dornes resp. Werkstückhalters um seine Längsachse, und mindestens ein als Stempel ausgebildetes Profilierungswerkzeug auf. Dabei weist der Stempel ein Arbeitsprofil auf, das der zu erzeugenden Profilform der Aussenseite des Hohlteils entspricht, wobei die Arbeitsprofilachse resp. Arbeitsoberfläche in einem spitzen Winkel zur Längsachse ausgerichtet ist, mit Ausnahme eines Bereiches der radial den kürzesten Abstand zur Oberfläche des Hohlkörpers aufweist, der als Kalibrierzone parallel zur Längsachse ausgerichtet ist. Damit greift jeweils die Kalibrierzone zuerst in die Oberfläche des Hohlkörpers ein, da diese Zone der Oberfläche des Hohlkörpers in Bearbeitungsrichtung des Stempels am nächsten liegt. Nach dem Eindringen der Kalibrierzone kann insbesondere bei ziehender Bearbeitung des Hohlkörpers jeweils auch der Rest Arbeitsoberfläche des Stempels in die Oberfläche eindringen und eine erste Vorverformung des Hohlkörpers ausführen. Im zweiten Verfahrensabschnitt, wenn der Stempel bei konstanter radialer Zustellung axial gegenüber dem Hohlkörper bewegt wird, brauch dann die Kalibrierzone lediglich noch die Endverformung des Profils vorzunehmen. Beispielsweise ist die Länge des Stempels resp. die Länge des Arbeitsprofils länger als die Länge des zu erzeugenden Profils im Hohlkörper. Damit wird beispielsweise bei der ziehenden Bearbeitung des Hohlkörpers bereits auf der gesamten Länge des Profils beim radialen Zustellen das Profil vorgeformt.According to the claim, the device for carrying out the claimed method at least one operatively connected to an eccentric tool holder for a profiling tool, a relative to the tool holder along its longitudinal axis slidably formed mandrel resp. Workpiece holder for a hollow part, a drive for rotating the mandrel resp. Workpiece holder about its longitudinal axis, and at least one profiling tool designed as a stamp. In this case, the stamp on a work profile that corresponds to the profile shape to be generated on the outside of the hollow part, wherein the working profile axis resp. Work surface is aligned at an acute angle to the longitudinal axis, with the exception of a region which has the shortest distance radially to the surface of the hollow body, which is aligned as a calibration zone parallel to the longitudinal axis. In each case, the calibration zone first engages in the surface of the hollow body, since this zone is closest to the surface of the hollow body in the machining direction of the stamp. After the penetration of the calibration zone, the remainder of the working surface of the stamp can penetrate into the surface, in particular when the hollow body is pulled, and a first pre-deformation of the hollow body can take place. In the second stage of the procedure, when the punch is moved axially with respect to the hollow body with constant radial infeed, the calibration zone then only needs to carry out the final deformation of the profile. For example, the length of the stamp resp. the length of the working profile longer than the length of the profile to be generated in the hollow body. Thus, for example, in the pulling processing of the hollow body over the entire length of the profile during radial infeed the profile is preformed.
Beispielsweise beträgt die Länge der Kalibrierzone nur einen Bruchteil der Gesamtlänge des Stempels res. der Länge des Arbeitsprofils. Diese Kalibrierzone ist letztlich für die Formgebung und Genauigkeit der Profilierung massgebend, da am Ende der radialen Zustellung nur noch diese Kalibrierzone mit dem Hohlteil in Kontakt steht.For example, the length of the calibration zone is only a fraction of the total length of the stamp res. the length of the working profile. This calibration zone is ultimately decisive for the shaping and accuracy of the profiling, since only this calibration zone is in contact with the hollow part at the end of the radial infeed.
Zum Beispiel wird der Stempel aus einem hochfesten Werkstoff gefertigt sein resp. eine entsprechendeFor example, the stamp will be made of a high-strength material resp. a corresponding
Oberflächenbehandlung aufweisen, um eine möglichst lange Standzeit zu erreichen und damit eine hohe Genauigkeit der erstellten Profilierungen auch über einen längeren Herstellungszeitraum zu gewährleisten.Have surface treatment in order to achieve the longest possible service life and thus to ensure a high accuracy of the profiling created over a longer production period.
Beispielsweise weist die Vorrichtung mindestens zwei, einander in Bezug auf die Längsachse des Hohlkörpers gegenüberliegend angeordnete Profilierungswerkzeuge auf. Damit wird eine optimale Krafteinleitung- und -verteilung auf das Hohlteil gewährleistet, und auch die Kräfte in der Vorrichtung selbst können optimal aufgenommen und verteilt werden. Denkbar sind natürlich auch andere Anordnungen, zum Beispiel jeweils symmetrische Anordnungen der Profilierungswerkzeuge.For example, the device has at least two profiling tools arranged opposite each other with respect to the longitudinal axis of the hollow body. In order for an optimal force introduction and distribution is ensured on the hollow part, and also the forces in the device itself can be optimally absorbed and distributed. Conceivable, of course, other arrangements, for example, each symmetrical arrangements of profiling tools.
Ein Ausführungsbeispiel der vorliegenden Erfindung werden nachstehend anhand von Figuren noch näher erläutert. Es zeigen
-
Fig. 1 schematisch den prinzipiellen Aufbau einer herkömmlichen Schlagwalzvorrichtung mit auf einer Kreisbahn umlaufenden Profilierungsrollen; -
Fig. 2 schematisch den prinzipiellen Aufbau einer Vorrichtung zur Durchführung des Verfahrens; -
Fig. 3 den Längsschnitt durch einen auf einem Dorn aufgesetzten topfförmigen Hohlkörper vor der Bearbeitung mit einem Profilierungswerkzeug; -
Fig. 4 denLängsschnitt von Figur 3 nach dem ersten Verfahrensabschnitt der Verfahrens; -
Fig. 5 den Querschnitt durch den Bearbeitungsbereich desLängsschnittes von Figur 4 ; -
Fig. 6 den Längsschnitt durch einen auf einem Dorn aufgesetzten topfförmigen Hohlkörper vor der alternativen Bearbeitung mit einem Profilierungswerkzeug; und -
Fig. 7 den Längsschnitt eines Profilierungswerkzeuges.
-
Fig. 1 schematically shows the basic structure of a conventional impact rolling device with circulating on a circular path profiling rollers; -
Fig. 2 schematically the basic structure of a device for carrying out the method; -
Fig. 3 the longitudinal section through a cup-shaped hollow body placed on a mandrel prior to machining with a profiling tool; -
Fig. 4 the longitudinal section ofFIG. 3 after the first stage of the process; -
Fig. 5 the cross section through the processing area of the longitudinal section ofFIG. 4 ; -
Fig. 6 the longitudinal section through a cup-shaped hollow body placed on a mandrel before the alternative machining with a profiling tool; and -
Fig. 7 the longitudinal section of a profiling tool.
In
In
Die Profilierungswerkzeuge 5 werden nun im ersten Verfahrensabschnitt in eine schlagartige hämmernde Einwirkung auf die Oberfläche des Hohlkörpers 1 gebracht. Gleichzeitig zu dieser oszillierenden Bewegung der Profilierungswerkzeuge 5 werden diese nun im ersten Verfahrensabschnitt radial gegen die Achse A des Hohlkörpers 1 bis in eine vorgängig definierte resp. eingestellte Tiefe zugestellt, wie aus dem Längsschnitt nach
Durch eine axiale Relativverschiebung des Hohlkörpers 1 in Bezug auf das Profilierungswerkzeug 5 im zweiten Verfahrensabschnitt, bei welchem das Profilierungswerkzeug 5 bei konstanter Zustelltiefe quasi aus den Hohlkörper 1 herausgezogen wird, wird das Profil 4 nun auf seiner gesamten Länge fertig geformt. In
Typischerweise können die Profilierungswerkzeuge 5 mit einer Schlaggeschwindigkeit von über 1000 Schlägen pro Minute betrieben werden, beispielsweise sogar mit über 1500 Schlägen pro Minute. Dabei können die Profilierungswerkzeuge 5 beispielsweise bei jeder vollständigen Hohlkörperumdrehung in radialer Richtung jeweils um mindestens etwa 0.1 mm zugestellt werden, bis die gewünschte Profiltiefe erreicht ist.Typically, the
In
In
Die untere Kante 7 verläuft dabei beispielsweise gerade, kann aber auch eine leichte Krümmung aufweisen. Am rechten Ende des Profilierungswerkzeuges 5 nach
Der Axialvorschub des Hohlkörpers 1 resp. des Dorns 2 ist beispielsweise auf die Länge der Kalibrierzone 8 abzustimmen und beträgt beim Einsatz von zwei einander radial gegenüberliegenden Profilierungswerkzeugen 5 zum Beispiel maximal das Doppelte dieser Länge bei einer vollen Umdrehung des Hohlkörpers 1.The axial feed of the
Der Hub der Profilierungswerkzeuge 5 der oszillierenden Bewegung wird derart bemessen, dass er grösser ist als die maximale radiale Zustelltiefe des ersten Verfahrensabschnittes. Damit gelangen die Profilierungswerkzeuge 5 bei jedem Hub einmal ausserhalb der Kontur der Oberfläche des Hohlkörpers 1. Sodann wird der Hohlkörper 1 resp. der Dorn 2 in der gleichen Frequenz wie die Oszillation des Profilierungswerkzeuges und synchronisiert zu dieser Bewegung beispielsweise intermittierend rotiert werden. Dabei wird die Rotationsbewegung jeweils beispielsweise genau um einen Teilungsschritt der Profilierung ausgeführt, so dass jeweils aufeinander folgende schlagartige Einwirkungen der Profilierungswerkzeuge 5 in benachbarten Profilen 4 des Hohlkörpers 1 erfolgen. Damit kann eine sehr präzise und gleichförmige Profilierung am gesamten Umfang des Hohlkörpers 1 erzeugt werden.The stroke of the
Durch die bereits erwähnte hohe Schlagzahl können sehr hohe Produktionsraten erzielt werden, was besonders für die Massenproduktion beispielsweise in der Automobilindustrie von grossem Vorteil ist.Very high production rates can be achieved by the already mentioned high rate of impact, which is particularly advantageous for mass production, for example in the automotive industry.
Claims (19)
- A method for profiling of cylindrical, thin-walled, hollow workpieces (1) by cold-forming, for producing inner and outer toothings in the hollow workpieces having profiles running essentially parallel to a longitudinal axis (A) of the hollow workpiece, characterized in that- for being worked on, the hollow workpiece (1) is placed onto a mandrel having a profiling, the mandrel being movable along the longitudinal axis (A) of the workpiece (1) relative to the profiling tool (5),- a profiling tool (5) which is operationally connected to an eccentric drive produces, in a direction radial to said longitudinal axis (A), hammering impacts from the outside against the hollow workpiece (1),- the profiling tool (5) acts on the surface of the hollow workpiece (1) in an oscillating fashion solely in an essentially perpendicular direction,- the oscillating thrust motion of the profiling tool (5) is selected to be greater than the maximum radial depth of impression of the profiling tool (5) into the hollow workpiece (1),- the hollow workpiece (1) is intermittently rotated about said longitudinal axis (A), wherein said intermittent rotation of the hollow workpiece (1) is synchronized with the oscillating thrust motion of the profiling tool (5), in particular each time by an amount corresponding to a pitch of the profiling to be made, and- the profiling tool (5), while operating in a uniform radial depth oscillation, is caused to move axially relative to the hollow workpiece (1), until a desired length of the profiling is achieved,wherein the profiling tool (5) is designed as a metal working die comprising an active operational side (6) and has at its active operational side (6) a shape corresponding in a cross-section to the contour of the profile of the hollow workpiece (1) to be created, and wherein the active operational side (6) has a lower edge (7) which in a longitudinal section is inclined at an acute angle relative to said longitudinal axis (A), except for a calibration zone (8) forming an end portion of the profiling tool (5), wherein said lower edge (7), in a longitudinal section, is in the range of the calibration zone (8) aligned parallel to the longitudinal axis (A), and wherein, in a cross-section, a contour of the operational side (6) corresponds to the profile to be created in the external surface of the hollow workpiece (1), and wherein in the calibration zone (8) the lower edge (7) is located closest to the surface of the hollow workpiece (1).
- The method according to claim 1, wherein previous to the axial movement, the profiling tool (5) is adjusted to a predetermined profiling depth setting radial to the longitudinal axis (A) of the hollow workpiece (1).
- The method according to claim 1 or claim 2, wherein at least once a change of direction of said axial movement of said profiling tool (5) relative to said hollow workpiece (1) takes place, for example back to an initial position after achieving a desired length of the profile.
- The method according to one of claims 1 to 3, wherein after a respective completion of said axial relative movement of said profiling tool (5), the profiling tool (5) is retracted out of the profile (4) in the hollow workpiece (1).
- The method according to one of claims 1 to 4, wherein the profiling of the mandrel (2) extends from a free end of the mandrel up to a shoulder (2') of the mandrel protruding radially outward, and wherein a hollow workpiece (1) is placed onto the mandrel which is pot- or jar-like and has a rim or a shoulder (1').
- The method according to claim 5, wherein firstly, the profiling tool (1) is radially engaged in a region of the shoulder (2') of the mandrel (2) and a region of the rim (1') of the hollow workpiece (1), respectively, and thereafter, the mandrel (2) and the hollow workpiece (1), respectively, are axially moved relative to the profiling tool (5) in a direction pointing away from the shoulder (2') and from the rim (1'), respectively, for example until the profiling tool (5) can no longer operate on the workpiece.
- The method according to claim 5, wherein firstly, in a region of said free end of the of the hollow workpiece (1) and of the mandrel (2), respectively, the profiling tool (5) is radially adjusted to a predetermined profiling depth setting, and thereafter, the mandrel (2) is axially moved relative to said profiling tool (5), for example until the profiling tool (5) is engaged in proximity of the shoulder (2') of the mandrel (2) and of the rim (1') of the hollow workpiece (1), respectively.
- The method according to one of claims 1 to 7, wherein at least two profiling tools (5) are used which lie radially opposite to one another, for example wherein they are driven in a mutually synchronized manner with respect to their radial profiling depth setting and with respect to their oscillating movement.
- The method according to one of claims 1 to 8, wherein an adjustment of the profiling depth setting of the profiling tool (5) radial to the hollow workpiece (1) is carried out continuously or in discrete adjustable steps, until the specified depth of the profile (4) of the hollow workpiece (1) is reached.
- An apparatus for carrying out a method according to one of claims 1 to 9, comprising- at least one eccentrically operated drive and- at least one profiling tool (5) operationally connected to said at least one eccentrically operated drive for producing the oscillating thrust motion, and- a workpiece holder in the form of a mandrel (2) for a hollow workpiece (1), said workpiece holder being movable relative to said profiling tool (5) along a longitudinal axis (A) of the mandrel;- a drive for intermittently rotating said mandrel (2) about its longitudinal axis (A), in a fashion synchronized with the oscillatory thrust motion,wherein- the profiling tool (5) is designed as a metal working die comprising an active operational side (6) and has at its active operational side (6) a shape corresponding in a cross-section to the contour of the profile of the hollow workpiece (1) to be created,- the active operational side (6) has a lower edge (7) which in a longitudinal section is inclined at an acute angle relative to said longitudinal axis (A), except for a calibration zone (8) forming an end portion of the profiling tool (5), wherein said lower edge (7), in a longitudinal section, is in the range of the calibration zone (8) aligned parallel to the longitudinal axis (A), and wherein, in a cross-section, a contour of the operational side (6) corresponds to the profile to be created on the outside of the hollow workpiece (1), and wherein in the calibration zone (8) the lower edge (7) is located closest to the longitudinal axis (A).
- The apparatus according to claim 10, wherein the length of the die (5) and a length of the working profile, respectively, is longer than the length of the profile (4) to be created in the hollow workpiece (1).
- The apparatus according to claim 10 or 11, wherein the length of the calibration zone (8) is only a fraction of the length of the die and of the length of the produced profile, respectively.
- The apparatus according to one of claims 10 to 12, comprising at least two profiling tools (5), wherein said tools lie, with respect to the longitudinal axis (5) of the hollow workpiece (1), opposite to one another.
- The apparatus according to claim 10, wherein the profiling of the mandrel (2) extends from a free end of the mandrel up to a shoulder (2') of the mandrel protruding radially outward.
- The apparatus according to claim 14, wherein the mandrel (2) is designed such that a hollow workpiece (1) can be placed onto it which is pot- or jar-like and has a rim or a shoulder (1').
- The apparatus according to claim 10, wherein the acute angle amounts to between 0.5° and 10°, depending on form and depth of the profile (4) to be produced.
- The apparatus according to claim 10, wherein the lower edge (7) runs in an angle or along an arc from the calibration zone (8) to the opposite end of the profiling tool (5).
- The apparatus according to claim 17, wherein this angle and this arc, respectively, corresponds to a contour of a pre-shaping area for the profile (4) to be produced.
- Use of a method according to claim 5 or of an apparatus according to claim 14, for profiling of cylindrical, thin-walled, hollow workpieces (1) by cold-forming, for producing inner and outer toothings in the hollow workpieces having profiles running essentially parallel to a longitudinal axis (A) of the hollow workpiece (1), wherein the hollow workpieces (1) are pot- or jar-like and have a shoulder or a rim and are hollow workpieces which find application in transmission manufacturing, serving for the transfer of rotary motion and torque in automatic transmissions.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/CH2005/000406 WO2007009267A1 (en) | 2005-07-15 | 2005-07-15 | Method for producing internal and external toothings on thin-walled, cylindrical hollow parts |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1915225A1 EP1915225A1 (en) | 2008-04-30 |
| EP1915225B1 true EP1915225B1 (en) | 2017-11-01 |
Family
ID=35735096
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05758521.8A Active EP1915225B1 (en) | 2005-07-15 | 2005-07-15 | Method for producing internal and external toothings on thin-walled, cylindrical hollow parts |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8117884B2 (en) |
| EP (1) | EP1915225B1 (en) |
| JP (1) | JP4873661B2 (en) |
| KR (1) | KR101292287B1 (en) |
| CN (1) | CN101198425B (en) |
| CA (1) | CA2615220C (en) |
| ES (1) | ES2676420T3 (en) |
| WO (1) | WO2007009267A1 (en) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH706436A1 (en) * | 2012-04-25 | 2013-10-31 | Grob Ernst Fa | Method and apparatus for producing provided with an internal toothing thick-walled hollow wheel gears. |
| CN102990472B (en) * | 2012-11-17 | 2016-06-22 | 山东省青岛生建机械厂 | High-speed intermittent dividing mechanism |
| AT514020B1 (en) * | 2013-03-07 | 2015-05-15 | Steyr Mannlicher Gmbh | Method for producing a run with troughs |
| JP6370791B2 (en) | 2013-09-04 | 2018-08-08 | 出光興産株式会社 | Carbazole derivative, material for organic electroluminescence device using the same, and organic electroluminescence device and electronic equipment using the same |
| CN105874235B (en) * | 2013-10-23 | 2019-03-26 | 厄恩斯特·格罗布股份公司 | Composite brake disc and method and apparatus for manufacturing the composite brake disc |
| EP2982456B1 (en) * | 2014-08-05 | 2016-11-30 | Feintool International Holding AG | Device and method for the production of coupling bodies with teeth and tooth sections suitable for synchronisation systems |
| CN105436327B (en) * | 2014-08-12 | 2018-02-02 | 博世华域转向系统(烟台)有限公司 | A kind of lower steering spindle spline riveting device of steering column |
| US9890808B2 (en) | 2015-04-22 | 2018-02-13 | American Axle & Manufacturing, Inc. | Telescoping propshaft |
| DE102016103946A1 (en) * | 2016-03-04 | 2017-09-07 | Leifeld Metal Spinning Ag | Method and device for forming a workpiece with drum-shaped peripheral wall |
| US10837072B2 (en) * | 2016-08-29 | 2020-11-17 | Magna Powertrain Inc. | Splined power transmission components made using heat-assisted calibration process and method of forming such splined power transmission components |
| CN108246917B (en) * | 2018-02-05 | 2020-02-07 | 吉林大学 | Clutch hub tooth-shaped rolling forming device and machining process |
| CH714660A1 (en) | 2018-02-16 | 2019-08-30 | Grob Ernst Fa | Apparatus and method for producing a ring gear with internal and external teeth and ring gear. |
| CH714772A1 (en) | 2018-11-15 | 2019-09-13 | Grob Ernst Fa | Device and method for cold forming profiling of workpieces. |
| EP3670018A1 (en) * | 2018-12-20 | 2020-06-24 | Leifeld Metal Spinning AG | Method and reforming assembly for producing a drum-shaped gearing part |
| EP3711707B1 (en) * | 2019-03-21 | 2022-01-19 | SIRONA Dental Systems GmbH | Relative orientation between coupled processing tools and blank bodies |
| CN111014392B (en) * | 2019-12-06 | 2021-08-27 | 吉林大学 | Clutch hub tooth form axial multipoint roll forming device |
| CN111842754B (en) * | 2020-07-08 | 2021-08-27 | 西安交通大学 | Progressive radial forging device and process for arc-shaped tooth-bottom non-involute tooth-shaped four-hammer head |
| CH718706A1 (en) * | 2021-06-04 | 2022-12-15 | Grob Ernst Fa | Device and method for cold-forming profiling of workpieces. |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1324090A (en) * | 1915-10-19 | 1919-12-09 | Lorillard Co P | Bale-band tightener. |
| DE1280198B (en) * | 1961-07-07 | 1968-10-17 | Grob Ernst Fa | Process for non-cutting profiling, preferably toothing, of cylindrical metallic workpieces and device for carrying out the process |
| US3352138A (en) * | 1965-10-23 | 1967-11-14 | Barber Colman Co | Tool for forming toothed parts |
| DE2401671A1 (en) * | 1974-01-15 | 1975-07-24 | Rueggeberg August Fa | METHOD OF MANUFACTURING A FILE FROM A THIN-WALLED PIPE |
| JP3089369B2 (en) * | 1992-02-04 | 2000-09-18 | 本田技研工業株式会社 | Molding device for cup-shaped products with splines having snap ring grooves |
| JPH0679390A (en) * | 1992-09-04 | 1994-03-22 | Mitsubishi Heavy Ind Ltd | Forging method of bar stock |
| JPH07265990A (en) * | 1994-03-28 | 1995-10-17 | Mazda Motor Corp | Formation of cylindrical parts and device thereof |
| JP3281175B2 (en) * | 1994-04-18 | 2002-05-13 | 株式会社東芝 | Press forming equipment |
| FR2755042B1 (en) * | 1996-10-24 | 1998-12-24 | Lemforder Nacam Sa | PROCESS FOR OBTAINING SPLINES ON A TREE |
-
2005
- 2005-07-15 EP EP05758521.8A patent/EP1915225B1/en active Active
- 2005-07-15 JP JP2008520686A patent/JP4873661B2/en not_active Expired - Fee Related
- 2005-07-15 US US11/994,376 patent/US8117884B2/en active Active
- 2005-07-15 WO PCT/CH2005/000406 patent/WO2007009267A1/en active Application Filing
- 2005-07-15 ES ES05758521.8T patent/ES2676420T3/en active Active
- 2005-07-15 KR KR1020087002571A patent/KR101292287B1/en active IP Right Grant
- 2005-07-15 CA CA2615220A patent/CA2615220C/en not_active Expired - Fee Related
- 2005-07-15 CN CN200580050082XA patent/CN101198425B/en not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| US8117884B2 (en) | 2012-02-21 |
| CA2615220C (en) | 2013-01-08 |
| ES2676420T3 (en) | 2018-07-19 |
| JP4873661B2 (en) | 2012-02-08 |
| CN101198425A (en) | 2008-06-11 |
| CA2615220A1 (en) | 2007-01-25 |
| CN101198425B (en) | 2011-06-08 |
| JP2009500179A (en) | 2009-01-08 |
| EP1915225A1 (en) | 2008-04-30 |
| WO2007009267A1 (en) | 2007-01-25 |
| KR101292287B1 (en) | 2013-08-01 |
| US20100126020A1 (en) | 2010-05-27 |
| KR20080030071A (en) | 2008-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1915225B1 (en) | Method for producing internal and external toothings on thin-walled, cylindrical hollow parts | |
| DE102006026992B4 (en) | Method for producing a thread in at least two steps | |
| DE102012017525B4 (en) | Method for the forming production of a gear wheel with external teeth, as well as a gear wheel with external teeth that can be produced by this method | |
| EP0921879B1 (en) | Process and device for manufacturing a gear part with outer teeth | |
| EP1629919A2 (en) | Tool and use of the same for producing threads | |
| DE102013112123B4 (en) | Metal sleeve and method for its production | |
| EP2794167B1 (en) | Combination tool and method for producing a surface structure with undercuts in a surface of a workpiece | |
| EP0955110B1 (en) | Method and device for flow-turning | |
| DE19723073C2 (en) | Process for producing a rotationally symmetrical workpiece | |
| DE3736453A1 (en) | METHOD FOR PRODUCING A CAMSHAFT | |
| EP3670018A1 (en) | Method and reforming assembly for producing a drum-shaped gearing part | |
| DE3879712T2 (en) | METHOD FOR PROCESSING AN LONG-TERM WORKPIECE AND DEVICE THEREFOR. | |
| DE102011102288B4 (en) | Device and method for producing a spur gear with a helical toothing | |
| EP2841218B1 (en) | Device and method for producing thick-walled ring gears provided with internally toothed sections for driving pinions | |
| EP3246104B1 (en) | Method and device for manufacturing a formed element | |
| DE102004010444B4 (en) | Method for producing an inner contour with an inner mandrel acting on the inner wall of a pot-shaped or annular rotationally symmetrical workpiece | |
| EP0808678A1 (en) | Method and apparatus for making a poly-v-pulley | |
| DE19629738C2 (en) | Process for producing rotationally symmetrical bodies with a hub | |
| DE102009058178B4 (en) | Method and tool for surface treatment | |
| DE4321779B4 (en) | Method for producing a starter ring gear from sheet metal and starter ring gear produced by the method | |
| WO2005075125A1 (en) | Device and method for producing tooth-like profiled sections on workpieces | |
| EP1710035B1 (en) | Device and method of machining with reduced burrs | |
| DE102006015367A1 (en) | Rotary drive tool for manufacturing internal screw thread, has pressure drives respectively formed on rod-shaped body, which is made of high strength cutting material and is inserted in form head | |
| DE102017116895A1 (en) | Method and device for producing a toothing on a cylindrical workpiece | |
| DE102017212054A1 (en) | Method for producing a cutting head and cutting head |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20070601 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20080520 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20161125 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20170606 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 941554 Country of ref document: AT Kind code of ref document: T Effective date: 20171115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502005015736 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: FREI PATENTANWALTSBUERO AG, CH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20171101 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180202 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180301 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180201 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2676420 Country of ref document: ES Kind code of ref document: T3 Effective date: 20180719 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502005015736 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20180802 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20180829 Year of fee payment: 14 Ref country code: IT Payment date: 20180724 Year of fee payment: 14 Ref country code: FR Payment date: 20180725 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: POSTFACH, 8032 ZUERICH (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20180719 Year of fee payment: 14 Ref country code: TR Payment date: 20180712 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180715 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180731 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 941554 Country of ref document: AT Kind code of ref document: T Effective date: 20180715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180715 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171101 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20050715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190715 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20201130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190716 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210721 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190715 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005015736 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20230801 Year of fee payment: 19 |