EP1902792B1 - Method for operating a bending press, in particular a press brake - Google Patents
Method for operating a bending press, in particular a press brake Download PDFInfo
- Publication number
- EP1902792B1 EP1902792B1 EP07018438.7A EP07018438A EP1902792B1 EP 1902792 B1 EP1902792 B1 EP 1902792B1 EP 07018438 A EP07018438 A EP 07018438A EP 1902792 B1 EP1902792 B1 EP 1902792B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- control
- drive
- determined
- adjustment
- deformation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000000034 method Methods 0.000 title claims description 55
- 238000005452 bending Methods 0.000 title claims description 28
- 238000001514 detection method Methods 0.000 claims description 19
- 230000006870 function Effects 0.000 claims description 17
- 230000008569 process Effects 0.000 claims description 14
- 230000001105 regulatory effect Effects 0.000 claims description 13
- 238000006243 chemical reaction Methods 0.000 claims description 8
- 238000005259 measurement Methods 0.000 claims description 7
- 230000009467 reduction Effects 0.000 claims description 7
- 230000001419 dependent effect Effects 0.000 claims description 5
- 230000004913 activation Effects 0.000 claims description 2
- 238000004364 calculation method Methods 0.000 claims description 2
- 239000011159 matrix material Substances 0.000 claims description 2
- 230000009471 action Effects 0.000 claims 3
- 238000011156 evaluation Methods 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000007654 immersion Methods 0.000 description 5
- 238000013500 data storage Methods 0.000 description 3
- 238000007726 management method Methods 0.000 description 3
- 238000012544 monitoring process Methods 0.000 description 3
- 238000004904 shortening Methods 0.000 description 3
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000000977 initiatory effect Effects 0.000 description 2
- 238000012549 training Methods 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000006399 behavior Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 239000010720 hydraulic oil Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000005693 optoelectronics Effects 0.000 description 1
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/16—Control arrangements for fluid-driven presses
- B30B15/18—Control arrangements for fluid-driven presses controlling the reciprocating motion of the ram
- B30B15/186—Controlling the return movement of the ram, e.g. decompression valves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/16—Control arrangements for fluid-driven presses
- B30B15/24—Control arrangements for fluid-driven presses controlling the movement of a plurality of actuating members to maintain parallel movement of the platen or press beam
Definitions
- the invention relates to a method as described in the preamble of claim 1.
- US4524582-A describes a method according to the preamble of claim 1.
- the object of the invention is to provide a method for controlling Verstellphasen the drive device, with which a minimization of the cycle time is achieved by an automatic detection of the application time of drive means for initiating a Eil Weghubes.
- the surprising advantage is that the time for the activation of the feed device for a Eil Weghub of the press bar in the upper reversing position in response to the varying Verstell member on the detection of the parameter upon reaching a predetermined target value automatically and without due to a safety time overhead Time delay occurs, whereby on the one hand a gentle operation of the press brake is secured and the cycle time is reduced for a forming process.
- the object of the invention is also achieved by the reproduced in claim 12 measures.
- the surprising advantage here is that by determining a discharge stroke from the effectively detected adjusting force of the drive means in conjunction with the stroke position easily controllable by the stroke position, another parameter for the control of the drive means is present, for example, draw for a comparison in the control method zoom is, or directly causes control functions.
- a press brake 1 which is formed from a machine frame 2, consisting of side posts 3, 4, a fixed table bar 5 and a cross-dressing 6.
- a press bar 8 in a plane formed by the table bar 5 level and relative to this adjustable, in the embodiment shown by the side posts 3, 4 immovably arranged drive means 9, 10 a Drive device 11, for example hydraulic cylinder 12 of a hydraulic system 13, is actuated, depending on a hydraulic cylinder 12 is attached to the side posts 3, 4 and hinged to opposite end portions 14 of the adjustable press bar 8 with piston rods 15 and thus two axis positions 16, 17 for the initiation of Forming adjusting forces on the press bar 8.
- Such an arrangement is often customary if shorter bending tools 21, 22 deviating from the length 23 are used, which are then positioned eccentrically with respect to a center plane 27 running perpendicular to a contact surface 26 and parallel to the side cheeks 3, 4, For example, if two or more sets of tools consisting of the bending tools 21, 22, the alternation of the press brake 1 are provided for the alternate use.
- the drive device 11 comprises in the illustrated embodiment, the hydraulic system 13 and essentially has a container 28 for a pressure medium, such as hydraulic oil, a pump unit 29, a control unit 30 and corresponding connecting lines for acting the hydraulic cylinder 12. Further, detection means 32 are provided for the regulation of the hydraulic system 13, reference being made in particular to pressure sensors 33 in the connection lines 31, which are preferably arranged directly on the hydraulic cylinders 12.
- the operation of the press brake 1 is controlled and regulated by a control and / or regulating device 34, which essentially comprises a computer 35 with data memory 36 and the correspondingly required switching and control elements 37.
- the controller 34 is powered by a power source 38, e.g. a power grid 39, fed via lines 40 with energy and is connected via lines 41 to be controlled and supplied with energy control, detection and securing means.
- the control and / or regulating device 34 comprises a path measuring device 42, by means of which the respective setting position of the adjustable press bar 8 is measured and monitored with respect to a reference position during an adjustment process and used as a variable control parameter in a control program for Verstellweg horrung.
- the Wegmessvorraum 42 is formed by an opto-electronic measuring devices which are arranged at the two opposite end portions 14 of the press bar 8 and determine the respective position of the bending beam on arranged on the fixed side walls 3, 4, known from the prior art linear scales 43 and their measurement results are transmitted to the control and / or regulating device 34 and evaluated.
- this Wegmessvorraum 42 at the opposite end portions 14 of the press bar 8 thus also allows the determination of the parallelism of the adjustment of the press bar 8 with respect to the table bar 5 and thus the opposing bending tools 21, 22, as well as the determination or monitoring of an angular position, such as it occurs at different displacement of the drive means 9, 10 or to compensate for different springing of the side stand 3, 4 - caused by asymmetric load by eccentric position of the bending tools 21, 22, and connected by different in the axle positions 16, 17 to be introduced adjusting forces - according to Arrows 44, 45 - in order to apply them as needed to these deformations.
- the path measuring device 42 may be any other device known in the art, e.g. a distance laser can be used.
- a distance laser can be used.
- the path measuring device 42 may be any other device known in the art, e.g. a distance laser can be used.
- the path measuring device 42 may be any other device known in the art, e.g. a distance laser can be used.
- the path measuring device 42 may be any other device known in the art, e.g. a distance laser can be used.
- Dehnmesssensoren 46 arranged on the side posts 3, 4 or piezo elements or laser beam measuring devices integrated in the side cheeks 3,4 are possible.
- the load state is directly from the operating state of the drive means 9, 10 and thus from the measured values of the detection means 32, e.g. derive the pressure sensors 33 or in the case of electric drives determined by current measuring means drive power, e.g. to calculate according to predetermined formulas in the computer 35 or to determine by comparison with stored in the data memory 36 models or files.
- FIG. 2 is a simplified representation of a hydraulic drive system 50 for the press bar 8 by means of the hydraulic cylinder 12 is shown, wherein the representation and description is limited to a drive side of a naturally symmetrical drive device 11 and independently of course also per drive side, based on a center plane 27, a plurality For example, four hydraulic cylinders 12 may be provided for operating the press bar 8.
- the hydraulic drive system 50 preferably forms a central reservoir 28 for the pressure medium and the controllable pump unit 29, from which a pressure line 31 leads to the control valve 30 formed by a proportional control valve 30 via which the hydraulic cylinder 12 via connecting lines 53, 54 depending on Regulation of the proportional control valve 52 in a piston pressure chamber 55 or rod pressure chamber 56 is applied to the medium.
- a return line 57 for the return of the medium from the hydraulic cylinder 12, which according to the position of the proportional control valve 52 either with the connecting line 53, which acts on the piston pressure chamber 55, or with the connecting line 54, which acts on the rod pressure chamber 56, fluidly connected.
- control components are for example a connected to the connecting line 53 for the piston pressure chamber 55 suction valve 58 with a Nachsaug effet 59 for the medium from the container 28. Further controls are in the control circuit with the connecting line 54 for the rod pressure chamber 56th provided hold-up valve 60 and a counter-valve 61st
- the pressure sensor 33 is provided on the hydraulic cylinder 12.
- the movement control of the press bar 8 is effected by the corresponding control of the control arrangement 62 described from the aforementioned valves via the control and regulating device 34.
- the valves are preferably provided with electric drives 63, which are connected via lines 64 to the control and / or regulating device 34 are and many a one-sided admission of the valves against the measures provided for in the valve spring assemblies 65 which cause a basic position takes place.
- electric drives 63 which are connected via lines 64 to the control and / or regulating device 34 are and many a one-sided admission of the valves against the measures provided for in the valve spring assemblies 65 which cause a basic position takes place.
- the working stroke - according to arrow 44 - is carried out to minimize the duty cycle in accordance with the specified safety guidelines with different speeds for express, approach and Umformzu ein, the Um Kunststoffen for the speed change by the control program depending on the assembly of the press brake 1, according to the used Bending tools and to be carried out on the workpiece forming part and be indexed via the path measuring device 42.
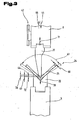
- Fig. 3 is in full lines the engagement position of the bending tools 21, 22 for forming the circuit board 25 to achieve a predetermined bending angle for the workpiece 24 67 shown. Due to a material-dependent springback behavior of the board 25 and a real thickness 68 of the board 25, and other factors such as bending radius, tool training, etc., an immersion depth 69 is to be specified, which is greater than a theoretical insertion depth 70 to achieve the bending angle 67.
- the adjustment force to be applied during the working stroke - as indicated by arrow 44 - causes a reaction force 71 on the press brake 1 and thus springing of the side cheeks 3, 4 and bending of the press bar 8 - as shown in broken lines on the press bar 8.
- This, as well as the springback of the board 24 require a correction of the travel of the press bar 8, a differential path 72 in an effective lower reversing position relative to a theoretically lower reversing position.
- This differential path 72 is equal to the dependent of the required forming force springing the side cheeks 3, 4, the bending or deformation of the table beam 5, press bar 8, bending tools 21, 22 and springing of the board and is therefore to be based on a correction of the stroke, and is preferably in a load / deformation matrix in the data memory of the control - And / or control device deposited and based on the parameter of the pressure of the pressure medium, as determined by the pressure sensor 33 during the forming process, the control of the movement of the press bar 8 basis.
- a discharge phase for reducing the return spring force of the board 25 and the restoring forces from the springing of the side cheeks. 3 , 4 and springback of the bending or deformation of the machine and tool components as already described above caused reaction force 71 controlled by pressurization of the hydraulic cylinder 12, according to a stored in the data storage 36 control function to a predetermined target value to reduce harmful load surges in the drive device 11th and the construction elements of the press brake 1 during a reversal of the drive device (11) or to act on the drive means 9, 10 to avoid.
- the control of the hydraulic cylinder 12 for pressurizing the rod pressure chamber 56 is carried out to minimize a reaction time after reaching the predetermined target value corresponding to a control ramp of the control function automatically by the permanent detection of the physical parameter by the pressure sensor 33. If this target value is reached, the reversal takes place the hydraulic cylinder 12 on Eilgurhub.
- a control process is also possible which is initiated by increasing the pressure in the rod pressure chamber 56 to system pressure, which corresponds to the maximum pressure of the hydraulic drive system 50, in order to generate the largest possible pressure in the piston pressure chamber 55.
- This pressure is necessary to a corresponding to obtain large pressure difference at the proportional control valve 63 and thereby achieve a high but controlled decompression speed.
- This process continues until, in the piston pressure chamber 55, the system pressure has been reduced via the area ratio of the rod-side annular piston surface to the piston surface. Now, the pressure in the piston pressure chamber 55 along the control ramp of the control function is lowered by means of the proportional control valve 63.
- This process is ended when the ambient pressure, preferably approximately 1 to 3 bar, above atmospheric pressure is applied to the pressure sensor 33 as a set value.
- the restoring forces arising from the deformations on the machine elements as well as on the bending part on the controlled and controlled pressure reduction in the piston pressure chamber 55 are reduced to an extent to the admission of the hydraulic cylinder 12 for a rapid return stroke with simultaneous opening of the Nachsaugventils 58 via the control and / or To make control device 34 without occurrence of shock loads.
- the control ramp determined in the control function can be linear, stepped or exponential, wherein preferably an exponential curve of the control ramp is provided.
- the method according to the invention also makes it possible to monitor or determine the unloading state by determining the load-dependent unloading stroke via the parameter of the adjusting force to be applied to the drive means 9, 10 for forming the plate 25.
- the machine-related deformation files stored in the data memory 36 are used , Bar models, etc., or determined by calculations in the computer 35 according to stored equations of the deformation, consisting of springing of the side stand 3,4, deflection of the press bar 8 and remindfederweg the board 25.
- the result thus determined is equal to the discharge stroke for reducing the reaction force and is controllable by means of the path measuring device 45 and can additionally or as a comparison value for the determination of the switching point for the Eil Weghub application.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Description
Die Erfindung betrifft ein Verfahren, wie im Oberbegriff des Anspruches 1 beschrieben.The invention relates to a method as described in the preamble of
Aus der
Aufgabe der Erfindung ist es, ein Verfahren zur Regelung von Verstellphasen der Antriebsvorrichtung anzugeben, mit dem eine Minimierung der Taktzeit durch eine automatische Erfassung des Beaufschlagungszeitpunkts von Antriebsmitteln zur Einleitung eines Eilrückhubes erreicht wird.The object of the invention is to provide a method for controlling Verstellphasen the drive device, with which a minimization of the cycle time is achieved by an automatic detection of the application time of drive means for initiating a Eilrückhubes.
Diese Aufgabe der Erfindung wird durch die im Kennzeichenteil des Anspruches 1 wiedergegebenen Maßnahmen erreicht. Der überraschende Vorteil dabei ist, dass der Zeitpunkt für die Aktivierung der Vorschubvorrichtung für einen Eilrückhub des Pressenbalkens in die obere Umkehrposition in Abhängigkeit der variierenden Verstellkräfte über die Erfassung des Parameters bei Erreichen eines vorgegebenen Soll- Wertes automatisch und ohne einer durch einen Sicherheits- Zeitzuschlag bedingten Zeitverzögerung erfolgt, wodurch einerseits ein schonender Betrieb der Abkantpresse gesichert ist und die Zykluszeit für einen Umformvorgang reduziert wird.This object of the invention is achieved by the reproduced in the characterizing part of
Vorteilhaft sind auch die Maßnahmen nach den Ansprüchen 2 und 3, wodurch die beim Umformvorgang an einem Werkteil durch die Antriebsvorrichtung aufzubringenden und für eine Verformung der maßgebenden Maschinenelemente der Abkantpresse maßgebenden Verstellkräfte als Parameter für Steuerungsmaßnahmen zur Entlastung erfasst werden.Also advantageous are the measures according to
Gemäß den in den Ansprüchen 4 und 5 genannten Maßnahmen, kann maschinenspezifisch eine geeignete Regelfunktion für einen kontrollierten Abbau der auf die Komponenten der Abkantpresse einwirkenden Verformungskräfte festgelegt werden.
Möglich sind aber auch Maßnahmen wie im Anspruch 6 gekennzeichnet, weil dadurch eine Verkürzung der Entlastungsphase und damit eine Verkürzung der Zykluszeit eines Umformvorganges erreicht wird.According to the measures mentioned in
However, measures are also possible as in claim 6, because a shortening of the discharge phase and thus a shortening of the cycle time of a forming process is achieved.
Möglich sind auch die vorteilhaften Maßnahmen nach Anspruch 7, wodurch eine Verkürzung der Rückhubzeit für den Pressenbalken erreicht wird.Also possible are the advantageous measures according to claim 7, whereby a shortening of the return stroke for the press bar is achieved.
Durch die im Anspruch 8 genannten, vorteilhaften Maßnahmen wird ohne Zeitverzögerung der Entlastungszustand detektiert.By the mentioned in
Gemäß den in den Ansprüchen 9 bis 11 genannten Maßnahmen können weitere physikalische Parameter für die Regelung einer Entlastungsphase herangezogen werden.According to the measures mentioned in claims 9 to 11 further physical parameters can be used for the regulation of a discharge phase.
Die Aufgabe der Erfindung wird aber auch durch die im Anspruch 12 wiedergegebenen Maßnahmen erreicht. Der Überraschende Vorteil dabei ist, dass durch das Bestimmen eines Entlastungshubes aus der effektiv erfassten Verstellkraft der Antriebsmittel in Verbindung mit der mittels der Wegmessvorrichtung einfach zu kontrollierende Hubposition, ein weiterer Parameter für die Ansteuerung der Antriebsmittel vorliegt der beispielsweise für einen Abgleich im Steuerungsverfahren heran zu ziehen ist, oder aber unmittelbar Steuerfunktionen bewirkt.The object of the invention is also achieved by the reproduced in
Mögliche vorteilhafte Maßnahmen beschreiben auch die Ansprüche 13 bis 18, wonach während eines Umformvorganges alle erforderlichen Daten zur Bestimmung eines Differenzweges und damit eines Entlastungshubes zwischen einer theoretischen unteren Umkehrposition und einer effektiven unteren Umkehrposition zur Verfügung stehen.Possible advantageous measures also describe
Vorteilhaft sind auch Maßnahmen nach Anspruch 19, weil dadurch das Erstellen umfangreicher Dateien entfällt und Speicherkapazität eingespart wird und die erforderlichen Ergebnisse vom Rechner rasch verfügbar sind.Also advantageous are measures according to
Gemäß den im Anspruch 20 beschriebenen Maßnahmen wird ein sehr einfacher Steuerungs- und Kontrollablauf erreicht.According to the measures described in
Vorteilhaft sind auch die Maßnahmen nach den Ansprüchen 21 bis 23, wodurch Regelvarianten, wie sie für unterschiedliche Maschinenkonfigurationen zweckmäßig erforderlich werden, zur Verfügung stehen.Also advantageous are the measures according to
Schließlich sind auch Maßnahmen nach den Ansprüchen 24 und 25 vorteilhaft, weil dadurch eine Anpassung des die Steuerfunktion "Eilrückhub" bewirkenden Ist-Wertes der Verstellkraft an die vorgangsbedingten unterschiedlichen effektiven Verstellwerte erreicht wird.Finally, measures according to
Zum besseren Verständnis der Erfindung wird diese anhand der in den Figuren gezeigten Ausführungsbeispiele näher erläutert.For a better understanding of the invention, this will be explained in more detail with reference to the embodiments shown in FIGS.
Es zeigen:
- Fig. 1
- eine erfindungsgemäße Fertigungsanlage in Ansicht zur Durchführung des Verfahrens;
- Fig. 2
- ein erfindungsgemäßes Antriebssystem der Fertigungsanlage in vereinfachter Darstellung;
- Fig. 3
- eine Detaildarstellung eines Umformvorganges an einer Platine mit in einer unteren Umkehrposition befindlichem Biegewerkzeug eines verstellbaren Pressenbalkens.
- Fig. 1
- a production plant according to the invention in view for carrying out the method;
- Fig. 2
- an inventive drive system of the manufacturing plant in a simplified representation;
- Fig. 3
- a detailed view of a forming process on a board with located in a lower reversing position bending tool of an adjustable press bar.
Einführend sei festgehalten, dass in den unterschiedlich beschriebenen Ausführungsformen gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen versehen werden, wobei die in der gesamten Beschreibung enthaltenen Offenbarungen sinngemäß auf gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen übertragen werden können. Auch sind die in der Beschreibung gewählten Lageangaben, wie z.B. oben, unten, seitlich usw. auf die unmittelbar beschriebene sowie dargestellte Figur bezogen und sind bei einer Lageänderung sinngemäß auf die neue Lage zu übertragen. Weiters können auch Einzelmerkmale oder Merkmalskombinationen aus den gezeigten und beschriebenen unterschiedlichen Ausführungsbeispielen für sich eigenständige, erfinderische oder erfindungsgemäße Lösungen darstellen.By way of introduction, it should be noted that in the differently described embodiments, the same parts are provided with the same reference numerals or the same component names, wherein the disclosures contained in the entire description can be mutatis mutandis to the same parts with the same reference numerals or component names. Also, the position information selected in the description, such as top, bottom, side, etc. related to the immediately described and illustrated figure and are to be transferred to a new position analogous to the new situation. Furthermore, individual features or combinations of features from the different exemplary embodiments shown and described can also represent independent, inventive or inventive solutions.
In der
Auf gegenüberliegenden Stirnseiten 18, 19 des Tischbalkens 5 und des verstellbaren Pressenbalkens 8 sind Werkzeugaufnahmevorrichtungen 20 angeordnet und in diesen einander gegenüberliegende Biegewerkzeuge 21, 22 oder Werkzeugsätze aus einer Aneinanderreihung einzelner Werkzeuge befestigt.On opposite end faces 18, 19 of the
Im gezeigten Ausführungsbeispiel sind die Biegewerkzeuge 21, 22, die nicht über eine gesamte Länge 23 des Tischbalkens 5 und des Pressenbalkens 8 reichen, zur Fertigung eines Werkteiles 24, z.B. durch Biegeumformung einer Platine 25, z.B. aus einem Blechzuschnitt, außermittig in Bezug auf die Länge 23 des Tischbalkens 5 und Pressenbalkens 8 positioniert.In the illustrated embodiment, the
Eine derartige Anordnung ist vielfach üblich, wenn von der Länge 23 abweichende, kürzere Biegewerkzeuge 21, 22, zur Anwendung gelangen, die dann außermittig in Bezug auf eine senkrecht zu einer Aufstandsfläche 26 und parallel zu den Seitenwangen 3, 4 verlaufenden Mittelebene 27 positioniert werden, beispielsweise dann, wenn zwei oder mehr Werkzeugsätze, bestehend aus den Biegewerkzeugen 21, 22, zur abwechselnden Nutzung die Bestückung der Abkantpresse 1 vorgesehen sind.Such an arrangement is often customary if
Die Antriebsvorrichtung 11 umfasst im gezeigten Ausführungsbeispiel die Hydraulikanlage 13 und weist im Wesentlichen einen Behälter 28 für ein Druckmedium, z.B. Hydrauliköl, ein Pumpenaggregat 29, eine Steuereinheit 30 und entsprechende Verbindungsleitungen zur Beaufschlagung der Hydraulikzylinder 12 auf. Weiter sind Erfassungsmittel 32 für die Regelung der Hydraulikanlage 13 vorgesehen, wobei im Besonderen auf Drucksensoren 33 in den Verbindungsleitungen 31 hingewiesen wird, die bevorzugt unmittelbar an den Hydraulikzylindern 12 angeordnet sind.The
Der Betrieb der Abkantpresse 1 wird von einer Steuer- und/oder Regeleinrichtung 34, die im Wesentlichen einen Rechner 35 mit Datenspeicher 36 sowie die entsprechend erforderlichen Schalt- und Kontrollelemente 37 umfasst, gesteuert und geregelt. Die Steuer- und/oder Regeleinrichtung 34 wird von einer Energiequelle 38, z.B. einem Stromnetz 39, über Leitungen 40 mit Energie angespeist und ist über Leitungen 41 mit dem anzusteuernden und mit Energie zu versorgenden Steuer-, Regel-, Erfassungs- und Sicherungsmittel verbunden. Weiters umfasst die Steuer- und/oder Regeleinrichtung 34 eine Wegmessvorrichtung 42, mittels der die jeweilige Stellposition des verstellbaren Pressenbalkens 8 in Bezug auf eine Referenzposition während eines Verstellvorganges gemessen und überwacht und als variabler Steuerungsparameter in einem Steuerungsprogramm für die Verstellwegsteuerung herangezogen wird.The operation of the
Bevorzugt ist die Wegmessvorrichtung 42 durch eine optisch- elektronische Messeinrichtungen gebildet die an den beiden entgegengesetzten Endbereichen 14 des Pressenbalkens 8 angeordnet sind und die jeweilige Position des Biegebalkens über an den feststehenden Seitenwangen 3, 4 angeordnete, aus dem Stand der Technik bekannte Linearmassstäbe 43 ermitteln und deren Messergebnisse an die Steuer- und/oder Regeleinrichtung 34 übermittelt und ausgewertet werden.Preferably, the
Die Anordnung dieser Wegmessvorrichtung 42 an den entgegengesetzten Endbereichen 14 des Pressenbalkens 8 ermöglicht somit auch die Feststellung der Parallelität der Verstellung des Pressenbalkens 8 in Bezug zum Tischbalken 5 und damit der einander gegenüberliegenden Biegewerkzeuge 21, 22, wie auch die Ermittlung oder Überwachung einer Winkellage, wie sie bei unterschiedlichen Verstellwegen der Antriebsmittel 9, 10 auftritt bzw. zum Ausgleich unterschiedlicher Auffederung der Seitenständer 3, 4 - hervorgerufen bei asymmetrischer Belastung durch exzentrische Position der Biegewerkzeuge 21, 22, und damit verbunden durch unterschiedliche in den Achspositionen 16, 17 einzuleitende Verstellkräfte - gemäß Pfeile 44, 45 - um diese bedarfsgerecht auf diese Verformungen abgestimmt aufzubringen.The arrangement of this
Selbstverständlich kann als Wegmessvorrichtung 42 auch eine andere aus dem Stand der Technik bekannte Vorrichtung, z.B. ein Abstandslaser eingesetzt werden. Zur Ermittlung der Auffederung der Seitenständer 3, 4 sind ebenfalls eine Reihe von Methoden bzw. Vorrichtungen, wie z.B. an den Seitenständern 3, 4 angeordnete Dehnmesssensoren 46, oder in den Seitenwangen 3,4 integriert angeordnete Piezoelemente oder Laserstrahlmesseinrichtungen etc. möglich.Of course, the
Für die Steuerung und damit den Betrieb der Abkantpresse 1 ist die Erfassung des Belastungszustandes und daraus abgeleitete physikalische Parameter wesentlich. Der Belastungszustand ist unmittelbar aus dem Betriebszustand der Antriebsmitteln 9, 10 und somit aus den Messwerten der Erfassungsmitteln 32, z.B. den Drucksensoren 33 oder aber im Falle elektrischer Antriebe durch Strommessmittel ermittelter Antriebsleistungen abzuleiten z.B. nach vorgegebenen Formeln im Rechner 35 zu berechnen oder durch Vergleich mit im Datenspeicher 36 hinterlegter Modelle oder Dateien zu bestimmen.For the control and thus the operation of the
Wesentlich für den Betrieb der Abkantpresse ist jedenfalls ein Fertigungsverfahren für eine präzise Fertigung der Werkteile bei einem wirtschaftlichen Einsatz der Abkantpresse, d.h. unter anderem unter Betriebsbedingungen, das einen störungsfreien Langzeitbetrieb bei minimierten Zykluszeiten gewährleist.In any case, essential for the operation of the press brake is a production method for a precise production of the workpieces in an economical use of the press brake, i. among other things under operating conditions, which guarantee trouble-free long-term operation with minimized cycle times.
Einen wesentlichen Faktor für eine Minimierung der Gesamtzykluszeit eines Umformvorganges bildet eine Entlastungsphase in der kontrolliert eine Entspannung des gesamten Systems durch Druckabbau und Verformungsrückbildung in einem Entlastungshub ausgehend einer unteren Umkehrposition (= unterer Totpunkt) des verstellbaren Pressenbalkens 8 erfolgt, bevor eine Beaufschlagung der Antriebsmittel 9, 10 für einen Eilrücklauf eingeleitet wird.An essential factor for minimizing the total cycle time of a forming operation is a relief phase in which controlled relaxation of the entire system by depressurization and deformation recovery in a discharge stroke from a lower reversing position (= bottom dead center) of the
In diesem Entlastungshub werden die in Abhängigkeit von der Verstellkraft auftretenden Rückfederkräfte der Platine 25 bzw. Werkteils sowie Rückstellkräfte aus der Auffederung der Seitenwangen 3, 4 sowie der Biegung des Pressenbalkens 8 abgebaut bevor ohne schädliche Auswirkungen für die Antriebsvorrichtung 11 und die belasteten Bauelemente der Abkantpresse 1 auf Eilrückhub umgesteuert wird. Im Falle der beschriebenen Abkantpresse 1 mit der hydraulischen Antriebsvorrichtung 11 wird der exakte Zeitpunkt zur Umsteuerung mittels der den Mediumsdruck in den Hydraulikzylindern 12 kolbenseitig als Parameter erfassenden Drucksensoren 33 automatisch ermittelt.In this unloading the occurring depending on the adjusting force return spring forces of the
In der
Im Wesentlichen bilden das hydraulische Antriebssystem 50 bevorzugt ein zentraler Behälter 28 für das Druckmedium sowie das regelbare Pumpenaggregat 29, von dem eine Druckleitung 31 zu dem durch ein Proportional-Regelventil 52 gebildete Steuerventil 30 führt über das der Hydraulikzylinder 12 über Verbindungsleitungen 53, 54 je nach Regelstellung des Proportional-Regelventils 52 in einem Kolbendruckraum 55 oder Stangendruckraum 56 mit dem Medium beaufschlagt wird. Zwischen dem Proportional-Regelventil 52 und dem Behälter 28 verläuft weiters eine Rücklaufleitung 57 für die Rückführung des Mediums aus dem Hydraulikzylinder 12, die entsprechend der Stellung des Proportional-Regelventils 52 entweder mit der Verbindungsleitung 53, die den Kolbendruckraum 55 beaufschlagt, oder mit der Verbindungsleitung 54, die den Stangendruckraum 56 beaufschlagt, strömungsverbunden ist.In essence, the
Weitere zur Steuerung der Bewegung des Pressenbalkens 8 erforderliche Steuerkomponenten sind beispielsweise ein an die Verbindungsleitung 53 für den Kolbendruckraum 55 angeschlossenes Nachsaugventil 58 mit einer Nachsaugleitung 59 für das Medium aus dem Behälter 28. Weitere Steuerelemente sind ein im Steuerkreis mit der Verbindungsleitung 54 für den Stangendruckraum 56 vorgesehenes Hochhalteventil 60 und ein Gegenhalteventil 61.Further required for controlling the movement of the
In der Verbindungsleitung 53 für die Beaufschlagung des Kolbendruckraumes 55 oder direkt eingangsseitig ist am Hydraulikzylinder 12 der Drucksensor 33 vorgesehen.In the connecting
Die Bewegungssteuerung des Pressenbalkens 8 erfolgt durch die entsprechende Ansteuerung der aus den vorgenannten Ventilen beschriebenen Steueranordnung 62 über die Steuer- und Regeleinrichtung 34. Die Ventile sind bevorzugt mit elektrischen Antrieben 63 versehen, die über Leitungen 64 mit der Steuer- und/oder Regeleinrichtung 34 verbunden sind und vielfach eine einseitige Beaufschlagung der Ventile entgegen der in den Ventilen vorgesehenen Federanordnungen 65, die eine Grundstellung bewirken, erfolgt.
Es wird vorsorglich darauf hingewiesen, dass zur Vereinfachung der Darstellung und Beschreibung nur die unmittelbar die Funktion der erfindungsgemäßen Abkantpresse 1 gewährleistenden Komponenten des Antriebssystems 50 dargestellt und beschrieben sind und darüber hinaus eine Reihe von Überwachungs- und Kontrollmittel im Antriebssystem 50 vorgesehen sein können.The movement control of the
As a precautionary measure, it is pointed out that, for simplification of the illustration and description, only the components of the
Zur Durchführung eines Arbeitshubes - gemäß Pfeil 44 - und eines Rückhubes - gemäß Pfeil 66 - wird nachfolgend ausgeführt.To carry out a working stroke - according to arrow 44 - and a return stroke - according to arrow 66 - is carried out below.
Der Arbeitshub - gemäß Pfeil 44 - erfolgt zur Minimierung des Arbeitszyklus unter Beachtung der vorgegebenen Sicherheitsrichtlinien mit unterschiedlichen Geschwindigkeiten für eine Eil-, Annäherungs- und Umformzustellung, wobei die Umsteuerpunkte für die Geschwindigkeitsänderung durch das Steuerprogramm in Abhängigkeit der Bestückung der Abkantpresse 1, entsprechend den verwendeten Biegewerkzeugen und dem am Werkteil vorzunehmenden Umformvorgang vorbestimmt und über die Wegemessvorrichtung 42 indiziert werden.The working stroke - according to arrow 44 - is carried out to minimize the duty cycle in accordance with the specified safety guidelines with different speeds for express, approach and Umformzustellung, the Umsteuerpunkte for the speed change by the control program depending on the assembly of the
In der
Weiter bewirkt die beim Arbeitshub - gemäß Pfeil 44 - aufzubringende Verstellkraft - gemäß Pfeil 70 - eine Reaktionskraft 71 auf die Abkantpresse 1 und damit eine Auffederung der Seitenwangen 3, 4 und Biegung des Pressenbalkens 8 - wie dies in unterbrochenen Linien am Pressenbalken 8 gezeigt ist. Dies, sowie die Rückfederung der Platine 24 erfordern eine Korrektur des Verfahrweges des Pressenbalkens 8, um einen Differenzweg 72 in eine effektive untere Umkehrposition gegenüber einer theoretisch unteren Umkehrposition. Dieser Differenzweg 72 ist gleichzusetzen der von der erforderlichen Umformkraft abhängigen Auffederung der Seitenwangen 3, 4, der Biegung bzw. Verformung des Tischbalkens 5, Pressenbalkens 8, Biegerwerkzeuge 21, 22 sowie Auffederung der Platine und ist damit eine Korrektur des Hubes zugrunde zu legen, und ist bevorzugt in einer Belastungs-/Verformungsmatrix im Datenspeicher der Steuer- und/oder Regeleinrichtung hinterlegt und über den Parameter des Druckes des Druckmediums, wie er vom Drucksensor 33 während des Umformvorganges ermittelt wird, der Ansteuerung der Bewegung des Pressenbalkens 8 zugrunde zu legen.Further, the adjustment force to be applied during the working stroke - as indicated by arrow 44 - causes a
Nach dem Erreichen der für den geforderten Biegewinkel 67 erforderlichen Eintauchtiefe 69 ist zur Minimierung des Arbeitszyklus eine rasche Umsteuerung des Hydraulikzylinders 12 auf einen raschen Rückhub gemäß - Pfeil 66 - anzustreben.After reaching the required for the required bending
Dazu ist nach dem erfindungsgemäßen Verfahren vorgesehen, dass nach dem Erreichen der Eintauchtiefe 69, vor der Umsteuerung des Hydraulikzylinders 12 auf Rückhub und Druckbeaufschlagung des Stangendruckraumes 56, eine Entlastungsphase zum Abbau der aus der Rückfederkraft der Platine 25 und den Rückstellkräften aus der Auffederung der Seitenwangen 3, 4 und Rückfederung der Biegung bzw. Verformung der Maschinen- und Werkzeugkomponenten wie bereits oben beschrieben bewirkten Reaktionskraft 71 kontrolliert über Druckbeaufschlagung des Hydraulikzylinders 12, entsprechend einer im Datenspeicher 36 hinterlegten Regelfunktion auf einen vorzugebenden Soll- Wert zu reduzieren um schädliche Laststöße in der Antriebsvorrichtung 11 und den Konstruktionselementen der Abkantpresse 1 bei einer Umsteuerung der Antriebsvorrichtung (11) bzw. Beaufschlagung der Antriebsmittel 9, 10 zu vermeiden.For this purpose, it is provided by the method according to the invention that after reaching the
Die Ansteuerung des Hydraulikzylinders 12 zur Druckbeaufschlagung des Stangendruckraums 56 erfolgt zur Minimierung einer Reaktionszeit nach dem Erreichen des vorgegebenen Soll-Wertes entsprechend einer Regelrampe der Regelfunktion automatisch durch die permanente Erfassung des physikalischen Parameters durch den Drucksensor 33. Ist dieser Soll-Wert erreicht erfolgt die Umsteuerung des Hydraulikzylinders 12 auf Eilrückhub.The control of the
Nach dem erfindungsgemäßen Verfahren ist aber auch ein Regelvorgang möglich der dadurch eingeleitet wird, dass der Druck im Stangendruckraum 56 auf Systemdruck, entspricht dem maximalen Druck des hydraulischen Antriebssystems 50, erhöht wird, um einen möglichst großen Druck im Kolbendruckraum 55 zu erzeugen. Dieser Druck ist notwendig, um eine entsprechend große Druckdifferenz am Proportional-Regelventil 63 zu erhalten und um dadurch eine hohe aber kontrollierte Dekompressionsgeschwindigkeit zu erreichen. Dieser Vorgang dauert so lange an, bis sich im Kolbendruckraum 55 der über das Flächenverhältnis von stangenseitiger Ringkolbenfläche zu Kolbenfläche reduzierte Systemdruck ausgebildet hat. Nun wird mittels des Proportional-Regelventils 63 der Druck im Kolbendruckraum 55 entlang der Regelrampe der Regelfunktion gesenkt. Beendet ist dieser Vorgang, wenn am Drucksensor 33 als Soll-Wert nahezu der Umgebungsdruck, bevorzugt ca. 1 bis 3 bar über Umgebungsdruck anliegt. Damit sind die durch die Verformungen an den Maschinenelementen wie auch am Biegeteil auftretenden Rückstellkräfte über den kontrollierten und geregelten Druckabbau im Kolbendruckraum 55 auf ein Maß reduziert um die Beaufschlagung des Hydraulikzylinders 12 für einen Eilrückhub unter gleichzeitiger Öffnung des Nachsaugventils 58 über die Steuer- und/oder Regeleinrichtung 34 ohne Auftreten von Stoßbelastungen vorzunehmen.However, according to the method of the invention, a control process is also possible which is initiated by increasing the pressure in the
Die in der Regelfunktion festgelegte Regelrampe kann linear, stufig oder exponentiell verlaufen wobei bevorzugt ein exponentieller Kurvenverlauf der Regelrampe vorgesehen ist.The control ramp determined in the control function can be linear, stepped or exponential, wherein preferably an exponential curve of the control ramp is provided.
Das erfindungsgemäße Verfahren ermöglicht auch weiter eine Überwachung bzw. Feststellung des Entlastungszustandes durch Bestimmung des Belastungsabhängigen Entlastungshubes über den Parameter der für eine Umformung der Platine 25 aufzubringenden Verstellkraft am Antriebsmittel 9, 10. Ausgehend von diesem Parameter wird aus den im Datenspeicher 36 hinterlegten, maschinenbezogenen Verformungsdateien, Balkenmodellen etc., oder aber durch Berechnungen im Rechner 35 nach hinterlegten Gleichungen der Verformungsweg, bestehend aus Auffederung der Seitenständer 3,4, Durchbiegung des Pressenbalkens 8 sowie Rückfederweg der Platine 25 bestimmt. Das so ermittelte Ergebnis ist gleich zu setzen dem Entlastungshub zum Abbau der Reaktionskraft und ist mittels der Wegmessvorrichtung 45 kontrollierbar und kann zusätzlich oder als Vergleichswert für die Bestimmung des Schaltpunktes für den Eilrückhub Anwendung finden.The method according to the invention also makes it possible to monitor or determine the unloading state by determining the load-dependent unloading stroke via the parameter of the adjusting force to be applied to the drive means 9, 10 for forming the
Es wird darauf verwiesen, dass die dargestellte Ausbildung der Abkantpresse nur eine mögliche Ausführung darstellt und nicht als Beschränkung für die Anwendung des erfindungsgemäßen Verfahrens aufzufassen ist. Selbstverständlich sind die beschriebenen Verfahren auch bei von der dargestellten Ausbildung abweichenden Ausbildungen erfindungsgemäß anwendbar.It should be noted that the illustrated embodiment of the press brake is only one possible embodiment and is not to be considered as a limitation for the application of the method according to the invention. Of course, the described methods are also applicable according to the invention in deviating from the illustrated embodiments training.
Insbesondere wird darauf verwiesen, dass für die detaillierte Beschreibung ein hydraulisches Antriebssystem für eine Abkantpresse heran gezogen wurde. Es ist jedoch selbstverständlich, dass dieselben belastungsabhängigen Auswirkungen auch bei einer mit anderen Antriebssystemen z.B. elektrische Antriebe, wie elektromotorisch betriebene Exzenter-, Kurbel- oder Spindeltriebe an einer Abkantpresse auftreten und das erfindungsgemäße Verfahren gleichermaßen auch bei diesen Antriebssystemen zur Anwendung gebracht werden kann und damit die Anwendung auch für derartige Lösungen unter den Schutzumfang des erfindungsgemäßen Verfahrens fällt.In particular, it should be noted that a hydraulic drive system for a press brake has been used for the detailed description. However, it is to be understood that the same load dependent effects will also occur in a drive system with other drive systems. electric drives, such as electric motor operated eccentric, crank or spindle drives occur on a press brake and the inventive method can equally be used in these drive systems for the application and thus the application also falls for such solutions under the scope of the method.
Der Ordnung halber sei abschließend darauf hingewiesen, dass zum besseren Verständnis des Aufbaus der Abkantpresse diese bzw. deren Bestandteile teilweise unmaßstäblich und/oder vergrößert und/oder verkleinert dargestellt wurden.
Claims (25)
- A method for operating a bending press, in particular a press brake (1), with a machine frame (2) consisting substantially of lateral uprights (3, 4) and a bench beam (5) and with a press beam (8) mounted adjustably relative to the bench beam (5) in a guide arrangement (7) on the lateral uprights (3, 4), and with a drive device (11), e.g. hydraulic drive system (50), or electromotive spindle drive etc., with at least one drive means (9, 10) for the press beam (8) and with a control- and/or regulating arrangement (34) with a computer (35) and data memory (36) and with a distance measurement device (42) for an adjustment travel of the press beam (8) between an upper and lower reversal position and with at least one detection means (32) for the detection at least of one physical parameter for determining the adjustment force applied on the press beam (8) by the drive device (11) or respectively the drive means (9, 10), characterized in that a reaction force (71) determined in the lower reversal position from the parameter detected by the detection means (32), brought about by spring-back forces of the lateral uprights (3, 4), press beam (8) and of a workpiece, is detected as actual value and is reduced to a predetermined desired value according to a control function deposited in data memory (36) or computer (35) with permanent detection of the physical parameter, and thereafter the drive means (9, 10) is acted upon with energy for a rapid return stroke into the upper reversal position.
- The method according to claim 1, characterized in that the physical parameter detected by the detection means (32) is a pressure of a pressure medium.
- The method according to claim 1 or 2, characterized in that as parameter, the pressure of the medium in a piston pressure chamber (55) of a hydraulic cylinder (12) is detected.
- The method according to one of the preceding claims, characterized in that the control function forms a linearly-running control ramp.
- The method according to one of the preceding claims, characterized in that the control function forms an exponentially-running control ramp.
- The method according to one of the preceding claims, characterized in that the control function for the reduction of the reaction force makes provision that the medium pressure in a rod pressure chamber (56) of the hydraulic cylinder (12) is increased to a pressure dependent on the piston speed, until a medium pressure reduced via an area ratio of ring piston area to piston area is reached in the piston pressure chamber (55), thereafter the medium pressure in the rod pressure chamber (56) is reduced to a circulation pressure and thereafter the medium pressure in the piston pressure chamber (55) is reduced according to the control function and thereafter the hydraulic cylinder (12) in the piston pressure chamber (55) is acted upon with the pressure medium for a rapid return stroke into the upper reversal position.
- The method according to one of the preceding claims, characterized in that simultaneously with the action upon the hydraulic cylinder (12) for the rapid return stroke, a suction valve (58) of the drive device (11) is opened to achieve a high adjustment speed.
- The method according to one of the preceding claims, characterized in that a permanent evaluation of the parameter detected by the detection means (32) takes place in the computer (35) of the control- and/or regulating device (34).
- The method according to claim 1, characterized in that the parameter for detection of the adjustment- or respectively reaction force is determined by a measured value of a measurement device for a deformation force, e.g. tensile force, bending force etc., on the lateral upright, press beam etc., wherein the measurement device comprises strain gauge sensors (46) arranged on the lateral uprights (3, 4), or piezo elements arranged in an integrated manner in the lateral uprights (3,4), or laser beam measurement devices.
- The method according to claim 1, characterized in that the parameter is determined by a measured value of a current measurement means measuring a current- or power consumption of an electric drive means (9, 10), e.g. electric motor of an eccentric drive, crank drive, spindle drive etc.
- The method according to claim 1, characterized in that the parameter is determined by detection of a drive power e.g. of a torque applied by the drive means (9, 10) for the adjustment of the press beam (8).
- The method according to claim 1, characterized in that during a working stroke for deformation of a plate (25) into the lower reversal position, the adjustment force applied by the drive device (11) for the adjustment of the press beam (8) is determined by the computer (35) of the control- and regulation device (34) from a physical parameter measured by the detection means (32), whereupon the deformation data of the lateral uprights (3, 4) and of the press beam (8) occurring as a function of the adjustment force and a spring-back travel of the plate (25) is determined as differential travel (72) between a theoretical and an effective lower reversal position of the press beam (8), which is established as relief stroke from the lower reversal position in the direction of the upper reversal position, which is carried out by activation of the drive means (9, 10) with energy, according to the control function deposited in the control- and/or regulation device (34) or in the data memory (36), and thereafter the action upon the drive means (9, 10) of the drive device (11) with energy takes place for a rapid return stroke.
- The method according to claim 12, characterized in that the machine data for the deformation data for a predetermined number of loading cases are deposited in a load-deformation matrix in the data memory (36).
- The method according to claim 12 or 13, characterized in that the deformation data of the bench beam (5) and/or of the press beam (8) are determined from a bench model deposited in the data memory (36).
- The method according to one of claims 12 to 14, characterized in that the spring-back travel of the plate (25) is determined by calculation from material- and deformation-specific data.
- The method according to one of claims 12 to 15, characterized in that the spring-back travel of the plate (25) is determined by models deposited in the data memory (36).
- The method according to one of claims 12 to 16, characterized in that the spring-back travel of the plate (25) is determined by test deformation at least of one plate (25).
- The method according to one of claims 12 to 17, characterized in that the deformation data of the lateral uprights (3, 4) are determined from an upright model deposited in the data memory (36).
- The method according to claim 12, characterized in that the deformation data for the resilience of the lateral uprights (3, 4) and/or for the flexion of the bench beam (5) and/or of the press beam (8) in real time are determined by a computer operation according to deposited equations, in particular FEM equations, by the computer (35) from the measured values determined by the detection means (32) for the adjustment forces of the drive means (9, 10).
- The method according to claim 12, characterized in that the relief stroke from the effective into the theoretical reversal position is monitored by the distance measurement device (42) and on reaching the theoretical reversal position, the action upon the drive means (9, 10) with energy takes place for the rapid return stroke via the control- and regulation device (34).
- The method according to one of claims 12 to 20, characterized in that the reduction of the adjustment forces during the relief stroke is regulated via the control function according to a linearly-running control ramp.
- The method according to one of claims 12 to 21, characterized in that the reduction of the adjustment forces during the relief stroke is regulated via the control function according to an exponentially-running control ramp.
- The method according to one of claims 12 to 22, characterized in that the reduction of the adjustment forces during the relief stroke is regulated via the control element (32) according to a control ramp running in a stepped manner.
- The method according to one of claims 12 to 23, characterized in that a desired value of the adjustment force after the relief stroke is approximately 2% to 30% of the actual value of the adjustment force before the relief stroke.
- The method according to claim 1 or 12, characterized in that the detection of the actual value of the reaction force and the control process for reduction of the actual value to the predetermined desired value takes place cyclically, i.e. per method cycle for a deformation process on the workpiece.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT15972006A AT503644B1 (en) | 2006-09-25 | 2006-09-25 | Method for operating bending presses uses sensors determining restoring force on press beam, uprights and drive system and reactive force of workpiece at beam reversing position and reducing to allow rapid return of ram to upper position |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1902792A2 EP1902792A2 (en) | 2008-03-26 |
| EP1902792A3 EP1902792A3 (en) | 2013-10-30 |
| EP1902792B1 true EP1902792B1 (en) | 2016-07-13 |
Family
ID=38777823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07018438.7A Not-in-force EP1902792B1 (en) | 2006-09-25 | 2007-09-20 | Method for operating a bending press, in particular a press brake |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1902792B1 (en) |
| AT (1) | AT503644B1 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112008003066A5 (en) | 2007-12-18 | 2010-08-12 | Luk Lamellen Und Kupplungsbau Beteiligungs Kg | Tab for a cradle link chain |
| AT518684B1 (en) | 2016-06-01 | 2018-05-15 | Stiwa Holding Gmbh | Method for pressing a workpiece with a predetermined pressing force |
| CN112254907A (en) * | 2020-11-18 | 2021-01-22 | 上海必通检测技术有限公司 | Elasticity performance detection equipment with high detection precision |
| JP7486441B2 (en) * | 2021-01-20 | 2024-05-17 | 株式会社アマダ | Bending method |
| CN113319159A (en) * | 2021-05-28 | 2021-08-31 | 沈阳市超光科技有限公司 | Braking and rod withdrawing traction device for blank rod after bending and using method thereof |
| EP4140611A1 (en) * | 2021-08-23 | 2023-03-01 | Bystronic Laser AG | Bending machine, in particular bending press, with a length measuring system |
| CN113579014B (en) * | 2021-09-07 | 2024-04-09 | 济南亿乾通风设备安装工程有限公司 | Pneumatic bending machine with controllable angle and working method |
| CN114311789B (en) * | 2021-12-16 | 2024-03-26 | 湖南领湃达志科技股份有限公司 | Lithium battery Battery cell electrode processing device |
| AT526048A1 (en) * | 2022-04-05 | 2023-10-15 | Trumpf Maschinen Austria Gmbh & Co Kg | Forming machine for forming workpieces and a method for this |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4524582A (en) * | 1983-03-31 | 1985-06-25 | Cincinnati Incorporated | Control system for hydraulic presses |
| US4907435A (en) * | 1986-08-20 | 1990-03-13 | Eckehart Schulze | System for monitoring the position of a machine component |
| US4819467A (en) * | 1986-09-17 | 1989-04-11 | Cincinnati Incorporated | Adaptive control system for hydraulic press brake |
| DE3734312A1 (en) * | 1987-10-10 | 1989-04-27 | Bosch Gmbh Robert | SOUND-INSULATING COVER ELEMENT |
| DE9218312U1 (en) * | 1992-08-13 | 1994-06-23 | Mannesmann Rexroth Gmbh, 97816 Lohr | Hydraulic pressure control of a consumer |
| US5913956A (en) * | 1995-06-07 | 1999-06-22 | Capps; David F. | Apparatus and method for progressive fracture of work pieces in mechanical presses |
| US5644915A (en) * | 1996-04-25 | 1997-07-08 | Cincinnati, Incorporated | Control system for a hydraulic press brake |
| JP3565679B2 (en) * | 1997-03-26 | 2004-09-15 | アイダエンジニアリング株式会社 | Hydraulic press machine for sheet metal forming |
| KR100478111B1 (en) * | 1999-11-05 | 2005-03-28 | 가부시키가이샤 아마다 | Press brake and method of controlling bidirectional fluid pump of hydraulic cylinder of press brake |
| AT501264B8 (en) * | 2004-09-10 | 2007-02-15 | Trumpf Maschinen Austria Gmbh | METHOD FOR PRODUCING A WORKING PART THROUGH BENDING FORMING |
-
2006
- 2006-09-25 AT AT15972006A patent/AT503644B1/en not_active IP Right Cessation
-
2007
- 2007-09-20 EP EP07018438.7A patent/EP1902792B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| AT503644B1 (en) | 2007-12-15 |
| EP1902792A2 (en) | 2008-03-26 |
| EP1902792A3 (en) | 2013-10-30 |
| AT503644A4 (en) | 2007-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1902792B1 (en) | Method for operating a bending press, in particular a press brake | |
| EP1793946B1 (en) | Method for producing a workpiece by forming under bending conditions | |
| EP2670586B1 (en) | Press for pressing workpieces | |
| EP1714764B1 (en) | Hydraulic mold closing unit | |
| EP0615837B1 (en) | Drive control method for a hydraulic press and apparatus for carrying out the method | |
| EP3174650B1 (en) | Punching device and method for punching a workpiece | |
| AT509239B1 (en) | DRIVE DEVICE FOR A BEND PRESS | |
| EP2694230B1 (en) | Radial press | |
| EP1274526B1 (en) | Method and drive system for the control/regulation of linear pressure/cast movement | |
| DE60022383T2 (en) | BEND PRESSURE AND METHOD FOR CONTROLLING A BIDIRECTIONAL FLUID PUMP OF A HYDRAULIC CYLINDER OF A BENDING PED | |
| EP2848329B1 (en) | Method and device for precision cutting of workpieces in a press | |
| EP1309414B1 (en) | Method for operating a bending press and bending press, especially a folding bending press | |
| DE2344416C2 (en) | Press brake | |
| AT518646B1 (en) | Vertical clamping unit and method of operating the same | |
| EP3115190B1 (en) | Device and method for controlling the principal drive of a precision cutting press | |
| EP2712688B1 (en) | Die cushion drive and method for operating a die cushion drive | |
| DE2544794B2 (en) | Drive a hydraulic press | |
| EP3056291B1 (en) | Press with cutting shock damping | |
| DE102014101616B4 (en) | Hydraulic drawing pad of a drawing press and method of operating the hydraulic drawing pad | |
| DE10339004B4 (en) | Hydraulic press | |
| DE2432774B2 (en) | Press, especially fine blanking press | |
| WO1999054123A1 (en) | Method for operating a hydraulic press | |
| DE202012001836U1 (en) | Drive device for a processing machine | |
| DE19643396A1 (en) | Hydraulic control system for fast-acting load change of hydraulic press | |
| DE102020000862A1 (en) | Compact, energy-efficient press without an upper crosshead with a stable slide guide |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B30B 15/18 20060101ALI20130924BHEP Ipc: B21D 5/02 20060101AFI20130924BHEP Ipc: B30B 15/24 20060101ALI20130924BHEP |
|
| 17P | Request for examination filed |
Effective date: 20140429 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20151007 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: FISCHEREDER, BERNHARD |
|
| INTG | Intention to grant announced |
Effective date: 20160202 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 811871 Country of ref document: AT Kind code of ref document: T Effective date: 20160715 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007014933 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161114 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161014 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 22553 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007014933 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20161012 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161013 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20160819 Year of fee payment: 10 Ref country code: CZ Payment date: 20160620 Year of fee payment: 10 |
|
| 26N | No opposition filed |
Effective date: 20170418 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20161013 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161013 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160920 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20170510 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 811871 Country of ref document: AT Kind code of ref document: T Effective date: 20160920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20070920 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 22553 Country of ref document: SK Effective date: 20170920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160713 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502007014933 Country of ref document: DE Representative=s name: ABP BURGER RECHTSANWALTSGESELLSCHAFT MBH, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180920 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190613 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20190613 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190708 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20201001 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170920 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220916 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007014933 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240403 |