EP1531012A2 - Supplementary corrosion protection for pieces of organic pre-coated metal sheets - Google Patents
Supplementary corrosion protection for pieces of organic pre-coated metal sheets Download PDFInfo
- Publication number
- EP1531012A2 EP1531012A2 EP04022644A EP04022644A EP1531012A2 EP 1531012 A2 EP1531012 A2 EP 1531012A2 EP 04022644 A EP04022644 A EP 04022644A EP 04022644 A EP04022644 A EP 04022644A EP 1531012 A2 EP1531012 A2 EP 1531012A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- component
- organic polymers
- coating
- galvanized steel
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/51—One specific pretreatment, e.g. phosphatation, chromatation, in combination with one specific coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/52—Two layers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
- C23C22/83—Chemical after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2701/00—Coatings being able to withstand changes in the shape of the substrate or to withstand welding
Abstract
Description
Die Erfindung betrifft ein Korrosionsschutzverfahren zur Anwendung bei der Herstellung von lackierten metallischen Bauteilen aus organisch vorbeschichteten Metallblechen. Hierbei werden Stellen aus unbeschichtetem Metall, die beim Schneiden, Umformen und Zusammenfügen der vorbeschichteten Metallbleche zwangsläufig entstehen, mit einer Korrosionsschutzschicht versehen, die gleichzeitig als Haftgrund für die nachfolgende Lackierung dient.The invention relates to a corrosion protection method for use in the production of painted metallic components of organically pre-coated metal sheets. in this connection become places of uncoated metal, which when cutting, reshaping and assembling the precoated metal sheets inevitably arise, with a corrosion protection layer provided, which serves as a primer for the subsequent painting.
Aus Metallblechen zusammengefügte Bauteile wie beispielsweise Fahrzeugkarosserien, Gehäuse von Haushaltsgeräten oder metallische Möbelstücke können aus Metallblechen zusammengesetzt werden, die noch keine permanent korrosionsschützende Beschichtung aufweisen. In einer mehrere Stufen umfassenden Verfahrensfolge kann eine permanent korrosionsschützende Beschichtung bestehend aus einer Konversionsschicht und einer Lackierschicht nach dem Zusammenbau der metallischen Bauteile erzeugt werden. Ein bekanntes Beispiel hierfür ist die Verfahrensfolge Phosphatierung und Lackierung, wie sie beispielsweise im Automobilbau üblich ist. Dabei ist die eigentliche Phosphatierung nur ein Schritt in einer Behandlungsfolge, die in der Regel neben Reinigungs- und Spülstufen eine Aktivierung vor der Phosphatierung, die eigentliche Phosphatierung und häufig eine Nachpassivierung nach der Phosphatierung umfaßt. Danach schließen sich mehrere Lackierstufen an. Die Vorbehandlung vor der Lackierung erfordert also mehrere Behandlungsschritte, die wiederum eine entsprechend umfangreiche und damit kostenaufwendige Vorbehandlungsanlage erforderlich machen. Außerdem entstehen bei der Phosphatierung Schwermetall-haltige Abfälle, die kostenaufwendig entsorgt werden müssen.Components assembled from metal sheets, such as vehicle bodies, housings of household appliances or metallic pieces of furniture can be composed of metal sheets which are not yet a permanent corrosion-protective coating exhibit. In a multi-stage process sequence, a permanent corrosion-protective Coating consisting of a conversion layer and a coating layer be generated after assembly of the metallic components. A well-known Example of this is the process sequence phosphating and painting, as for example is common in the automotive industry. The actual phosphating is only one Step in a treatment sequence, which usually in addition to cleaning and rinsing a Activation before phosphating, the actual phosphating and often a Nachpassivierung after phosphating. Thereafter, close several paint stages at. Pre-treatment before painting therefore requires several treatment steps, in turn, a correspondingly extensive and therefore costly pretreatment plant make necessary. In addition, phosphating produces heavy metal-containing Waste that must be disposed of costly.
Außer einer Phosphatierung sind weitere Verfahren zum Erzeugen einer sogenannten Konversionsschicht bekannt, die das darunter liegende Metall vor Korrosion schützt und die einen Haftgrund für eine nachfolgende Lackierschicht darstellt. Dabei wird unter einer "Konversionsschicht" eine Schicht auf einer Metalloberfläche verstanden, die durch "Konversionsbehandlung" unter Einwirkung einer "Konversionslösung" gebildet wird und die sowohl Elemente aus der Metalloberfläche als auch aus der Konversionslösung enthält. Typische Beispiele sind Phosphatschichten oder Chromatierschichten. Außer Phosphatier- und Chromatierverfahren sind weitere Verfahren zur Konversionsbehandlung bekannt, beispielsweise mit Konversionslösungen auf Basis komplexer Fluoride von Bor, Silicium, Titan oder Zirkon. Meistens werden diese komplexen Fluoride zusammen mit organischen Polymeren eingesetzt. Beispiele derartiger Konversionsbehandlungen sind in DE-A-101 31 723 und der dort zitierten Literatur genannt. Jedoch konnte keines dieser alternativen Verfahren bisher die Phosphatierung als Vorbehandlung vor der Lackierung im Automobilbau verdrängen.Apart from phosphating, there are other methods for producing a so-called conversion layer known that protects the underlying metal from corrosion and the one Primer for a subsequent coating layer represents. It is under a "conversion layer" a layer on a metal surface understood by "conversion treatment" is formed under the action of a "conversion solution" and both Contains elements of the metal surface as well as from the conversion solution. typical Examples are phosphate layers or chromate layers. Except phosphating and Chromating process, other methods for conversion treatment are known, for example with conversion solutions based on complex fluorides of boron, silicon, titanium or Zircon. Most often, these complex fluorides are combined with organic polymers used. Examples of such conversion treatments are described in DE-A-101 31 723 and cited there literature called. However, none of these alternative methods have been available so far replace the phosphating as a pre-treatment before painting in the automotive industry.
Prinzipiell wäre es ökonomisch und ökologisch günstiger, metallische Bauteile aus bereits vom Hersteller der Metallbänder vorbeschichtetem Material herzustellen und nach dem Zusammenbau nur noch zu reinigen und zu lackieren. Mit der Vorbehandlung verbundener Abfall fiele dann zentralisiert bei den Herstellern der Metallbänder und nicht weit verstreut bei den Weiterverarbeitern der Metallbänder an. Dementsprechend werden vorbeschichtete Metallbänder bereits am Markt angeboten. Zum einen können diese vorphosphatiert sein, d. h. eine Phosphatschicht, aber keine weitere Beschichtung auf Basis organischer Polymere tragen. In der Automobil- und Haushaltsgeräteindustrie werden in zunehmendem Maße auch Metallbänder verarbeitet, die bereits beim Hersteller der Bänder mit einer Korrosionsschutzschicht versehen sind. Derartige Materialien sind beispielsweise unter dem Namen GranocoatR, DurasteelR, BonazincR und DurazincR bekannt. Sie tragen eine dünne organische Beschichtung über einer Konversionsschicht, beispielsweise einer Chromatier- oder Phosphatierschicht. Die organische Beschichtung besteht aus Polymersystemen wie beispielsweise Epoxy- oder Polyurethanharzen, Polyamiden und Polyacrylaten. Feste Additive wie Kieselsäuren, Zinkstaub und Ruß verbessern den Korrosionsschutz und erlauben es aufgrund ihrer elektrischen Leitfähigkeit, die mit Schichten einer Dicke von etwa 0,3 bis etwa 10 µm, vorzugsweise bis etwa 5 µm überzogenen Metallteile elektrisch zu schweißen und elektrolytisch zu lackieren. Die Beschichtung der Substratmaterialien erfolgt in der Regel in einem Zweistufenprozeß, bei dem zuerst die anorganische Konversionsschicht erzeugt und anschließend in einer zweiten Behandlungsstufe der organische Polymerfilm aufgebracht werden. Nähere Informationen hierzu können DE-A-100 22 075 und der darin zitierten Literatur entnommen werden.In principle, it would be economically and ecologically more favorable to produce metallic components from material already pre-coated by the manufacturer of the metal strips and only to clean and paint after assembly. Waste associated with the pretreatment would then be centralized by the manufacturers of the metal strips and not widely dispersed by the downstream converters of the metal strips. Accordingly, pre-coated metal strips are already offered on the market. On the one hand, these can be pre-phosphated, ie they can carry a phosphate layer but no further coating based on organic polymers. In the automotive and household appliance industry, metal strips are increasingly being processed which are already provided with a corrosion protection layer by the manufacturer of the strips. Such materials are known, for example, under the names Granocoat R , Durasteel R , Bonazinc R and Durazinc R. They carry a thin organic coating over a conversion layer, for example a chromating or phosphating layer. The organic coating consists of polymer systems such as epoxy or polyurethane resins, polyamides and polyacrylates. Solid additives such as silicic acids, zinc dust and soot improve the corrosion protection and, due to their electrical conductivity, allow the metal parts coated with layers of about 0.3 to about 10 μm, preferably up to about 5 μm, to be electrically welded and electrolytically painted. The coating of the substrate materials is generally carried out in a two-stage process, in which first the inorganic conversion layer is produced and subsequently the organic polymer film is applied in a second treatment stage. Further information can be found in DE-A-100 22 075 and in the literature cited therein.
Im Bandverfahren mit einer Beschichtung auf Basis organischer Polymere versehene Metallbleche werden also bereits teilweise beim Bau von Fahrzeugkarosserien, von Haushaltsgeräten und von Einrichtungsgegenständen eingesetzt. Dabei werden im Automobilbau die strengsten Anforderungen hinsichtlich Korrosionsschutz und Haftung eines nachträglich aufgebrachten Lacks gestellt, da Fahrzeuge den stärksten Korrosionsbeanspruchungen ausgesetzt sind. Derzeit werden noch keine Fahrzeugkarosserien ausschließlich aus organisch vorbeschichteten Metallblechen hergestellt. Vielmehr wird dieses Material allenfalls zusammen mit nicht vorbeschichteten Blechen zu den Fahrzeugkarosserien verbaut. Die zusammengebauten Karosserien durchlaufen daher derzeit noch das übliche Vorbehandlungsverfahren vor einer Lackierung, d. h. sie werden der aufwendigen Prozeßfolge der Phosphatierung unterzogen.Metal sheets provided in the strip process with a coating based on organic polymers So are already partially in the construction of vehicle bodies, household appliances and used by furnishings. In the automotive industry, the strictest requirements regarding corrosion protection and adhesion of a subsequently applied Lacks put as vehicles exposed to the strongest corrosion are. Currently, no vehicle bodies are made exclusively from organic pre-coated metal sheets produced. Rather, this material is at best together installed with non-pre-coated sheets to the vehicle bodies. The assembled Therefore, bodies are currently undergoing the usual pretreatment process before painting, d. H. They become the complex process sequence of phosphating subjected.
Prinzipiell könnte das Phosphatierverfahren durch ein weniger aufwendiges Vorbehandlungsverfahren ersetzt werden, wenn die Fahrzeugkarosserien ausschließlich aus organisch vorbeschichtetem Metallsubstrat hergestellt werden würden. Hierzu muß jedoch das Problem gelöst werden, daß beim Zusammenbau von Karosserien aus organisch vorbeschichteten Metallblechen zwangsläufig Stellen entstehen, an denen die organische Vorbeschichtung beschädigt ist oder ganz fehlt. Dies ist beispielsweise an Schnittkanten, an Schweißpunkten und an geschliffenen Stellen der Fall.In principle, the phosphating could be by a less expensive pretreatment process be replaced when the vehicle bodies made exclusively from organic precoated metal substrate would be made. However, this must be the problem be resolved that in the assembly of bodies from organically pre-coated Metal sheets inevitably arise in places where the organic precoating damaged or missing. This is for example at cut edges, at welding points and at polished places the case.
Aus Gründen der besseren Korrosionsschutzwirkung werden im Fahrzeugbau häufig solche organisch vorbeschichteten Metallsubstrate eingesetzt, bei denen als Metallsubstrat elektrolytisch verzinkter oder schmelztauchverzinkter Stahl dient. Bei derartigen organisch beschichteten Metallsubstraten sind aber die genannten Stellen mit beschädigter organischer Schicht besonders schwierig zu behandeln, da sie sich hinsichtlich ihrer elektrochemischen Potentiale und ihrer chemischen Reaktivität von den üblichen Metalloberflächen unterscheiden. An solchen beschädigten Stellen liegen in der Regel sowohl Anteile des Stahlsubstrats (also Eisen) als auch der Zinkbeschichtung bloß. Dabei kann ein hohes lokales Flächenverhältnis von Stahl (Eisen) zu Zink vorliegen, beispielsweise ein Verhältnis von > 9 : 1. Insbesondere ist dies bei Schnittkanten der Fall, die einen Querschnitt durch das beschichtete Stahlsubstrat darstellen. Die Korrosionsverhältnisse weichen an diesen Grenzbereichen, die Zink und Eisen kombinieren, von den sonstigen Verhältnissen auf der homogenen Fläche ab. Je nach dem lokalen Verhältnis von Zink zu Eisen an den freiliegenden Metallstellen stellt sich ein unterschiedliches elektrochemisches Potential zwischen den Potentialen von Zink und Eisen ein. Weiterhin entstehen bei der Bearbeitung der Karosserien geschliffene Bereiche, die spezielle Verhältnisse und damit besondere elektrochemische Potentiale aufweisen. Denn durch den Schleifvorgang entsteht eine aktivierte Grenzfläche von Stahl (Eisen) mit fein verteiltem reaktiven Zink. For reasons of better corrosion protection effect are often in vehicle organically pre-coated metal substrates used in which as the metal substrate electrolytically Galvanized or hot dip galvanized steel is used. In such organically coated However, metal substrates are the aforementioned sites with damaged organic Layer is particularly difficult to treat because of their electrochemical Differentiate potentials and their chemical reactivity from the usual metal surfaces. In such damaged areas are usually both shares of the steel substrate (ie iron) as well as the zinc coating bare. This can be a high local area ratio of steel (iron) to zinc, for example a ratio of> 9: 1 this is the case with cut edges which cross section through the coated one Represent steel substrate. The corrosion conditions give way to these border areas, the Zinc and iron combine, from the other conditions on the homogeneous surface from. Depending on the local ratio of zinc to iron at the exposed metal sites a different electrochemical potential arises between the potentials of Zinc and iron. Furthermore, when machining the bodies grounded Areas that have special conditions and thus special electrochemical potentials. Because the grinding process creates an activated interface of steel (iron) with finely divided reactive zinc.
Die Erfindung stellt sich die Aufgabe, im Rahmen eines Prozesses zur Herstellung lackierter
metallischer Bauteile, die aus mit organischen Polymeren vorbeschichteten Metallblechen,
zusammengesetzt sind, ein einfacheres Verfahren als eine Phosphatierung zur Verfügung zu
stellen, mit dem an den diskutierten Schadstellen Korrosionsschutz und Lackhaftung erzeugt
werden kann. Die vorliegende Erfindung betrifft in einem ersten Aspekt ein Verfahren zur
Herstellung eines lackierten, Metallteile aus verzinktem Stahl enthaltenden Bauteils, wobei
man
Alle Metallteile des Bauteils sollen demnach aus organisch vorbeschichtetem verzinktem Stahl bestehen. Zusätzlich zu diesen Metallteilen kann das Bauteil jedoch noch Komponenten aus Kunststoff enthalten, wie es beispielsweise im Automobilbau der Fall sein kann. Zur Herstellung beispielsweise einer Fahrzeugkarosserie können also die metallischen Bauteile aus organisch vorbeschichtetem verzinktem Stahl mit Kunststoffteilen zusammengefügt werden.All metal parts of the component should therefore be made of organically pre-coated galvanized Steel exist. In addition to these metal parts, however, the component can still components Made of plastic, as it may be the case for example in the automotive industry. to For example, manufacture of a vehicle body so can the metallic components be assembled from organic pre-coated galvanized steel with plastic parts.
Der Begriff "verzinkter Stahl" umfaßt im Schmelztauchverfahren verzinkte Stähle und elektrolytisch verzinkte Stähle. Weiterhin sind legierungsverzinkte Stähle umfaßt, bei denen die Beschichtung beispielsweise aus einer Zink-Nickel-Legierung oder einer Zink-Aluminium-Legierung bestehen kann. Die Stähle können nach der Verzinkung getempert sein, so daß sich an der Grenzschicht zwischen Stahl und Zink eine Eisen-Zink-Legierung bildet.The term "galvanized steel" includes hot dip galvanized steels and electrolytic galvanized steels. Furthermore, alloy-galvanized steels are included, in which the coating for example, a zinc-nickel alloy or a zinc-aluminum alloy can exist. The steels may be tempered after galvanizing, so that forms an iron-zinc alloy at the boundary layer between steel and zinc.
Das Zusammenfügen der Bleche zu dem Bauteil im Teilschritt a) kann nach den üblichen im Stand der Technik bekannten Methoden erfolgen, beispielsweise durch Kleben, Flanschen, Nieten, Bördeln und/oder Schweißen, insbesondere durch Elektroschweißen. Neben dem Schneiden und/oder Stanzen im Teilschritt a) führt ein Fügen durch Schweißen aufgrund der hiermit verbundenen Beschädigung der Beschichtung auf Basis organischer Polymere dazu, daß weitere Stellen an dem Bauteil entstehen, die nicht von der Beschichtung auf Basis organischer Polymere bedeckt sind. Auch diese werden im Teilschritt c) passiviert, ebenso wie blanke Metallbereiche, die durch Abschleifen entstehen.The joining of the sheets to the component in step a) can according to the usual in Known prior art methods, for example by gluing, flanges, Riveting, flanging and / or welding, in particular by arc welding. Next to the Cutting and / or punching in sub-step a) performs joining by welding due to the associated damage to the coating based on organic polymers thereto, that more places arise on the component, not from the coating based on organic Polymers are covered. These are also passivated in sub-step c), as well as bare metal areas created by grinding.
Das erfindungsgemäße Verfahren ist besonders zur Herstellung von Bauteilen mit organisch vorbeschichteten Blechen geeignet, die eine Beschichtung auf Basis organischer Polymere mit einer Dicke im Bereich von 1 bis 10 µm aufweisen, wobei die Beschichtung zusätzlich zu den organischen Polymeren elektrisch leitfähige Partikel enthält. Aufgrund dieser Merkmale der organischen Beschichtung können die Bauteile durch Elektroschweißen zusammengefügt werden. Beispiele derartiger Beschichtungen sind in DE-A-197 48 764, DE-A-199 51 113, DE-A-100 22 075 sowie in der darin jeweils zitierten Literatur enthalten. Wie einleitend erwähnt, sind Metallbänder mit derartigen Beschichtungen unter unterschiedlichen Handelsnamen kommerziell erhältlich.The inventive method is particularly suitable for the production of components with organic pre-coated sheets, which is a coating based on organic polymers having a thickness in the range of 1 to 10 microns, wherein the coating in addition to the organic polymers containing electrically conductive particles. Because of these features the organic coating, the components can be joined together by arc welding become. Examples of such coatings are described in DE-A-197 48 764, DE-A-199 51 113, DE-A-100 22 075 and in the literature cited therein. How introductory mentioned, metal strips with such coatings are under different trade names commercially available.
Die im Teilschritt c) erzeugte Passivierungsschicht soll also keine konventionelle Zinkphosphatschicht darstellen, da gemäß der vorliegenden Aufgabenstellung eine gegenüber einer Zinkphosphatierung verkürzte und damit wirtschaftlichere Verfahrensfolge verwendet werden soll. Eine Zinkphosphatschicht bildet sich nicht, wenn die Behandlungslösung nicht gleichzeitig mindestens 0,3 g/l Zinkionen und mindestens 3 g/l Phosphationen (als Phosphorsäure oder einer beliebigen Protolysestufe hiervon) enthält.The passivation layer produced in sub-step c) should therefore not be a conventional zinc phosphate layer represent, as in accordance with the present task a compared shortened zinc phosphating and thus used more economical process sequence shall be. A zinc phosphate layer does not form if the treatment solution does not simultaneously at least 0.3 g / l zinc ions and at least 3 g / l phosphate ions (as phosphoric acid or any protolysis step thereof).
Im Teilschritt c) kann man das zusammengefügte Bauteil auf unterschiedliche Weise mit der sauren wäßrigen Behandlungslösung in Kontakt bringen, beispielsweise durch Eintauchen in die Behandlungslösung oder durch Bespritzen mit der Behandlungslösung. Nach diesem Schritt kann mit Wasser gespült werden, muß aber nicht. D. h. das Verfahren kann als "rinse"- oder als "no-rinse"-Verfahren eingesetzt werden. In sub-step c) you can the assembled component in different ways with the contact acidic aqueous treatment solution, for example by immersion in the treatment solution or by spraying with the treatment solution. After this Step can be rinsed with water, but does not have to. Ie. the process can be called "rinse" or as a "no-rinse" method.
Dabei stellt die Behandlung gemäß Teilschritt c) keine Nachpassivierung einer vorausgehenden hauptsächlichen Konversionsschichtsbildung dar, sondern sie ist der einzige Behandlungsschritt nach dem Zusammenbau der Bauteile, der auf den blanken Metallstellen eine Passivierungsschicht erzeugt.The treatment according to sub-step c) does not post-passivate a previous one it is the only treatment step after assembling the components, on the bare metal parts generates a passivation layer.
Insbesondere kann die erfindungsgemäße Verfahrensfolge, bei der Herstellung von Fahrzeugkarosserien, Haushaltsgeräten, Möbelstücken, oder jeweils einem Teil hiervon eingesetzt werden.In particular, the method sequence according to the invention, in the production of vehicle bodies, Household appliances, pieces of furniture, or in each case a part thereof used become.
Die wäßrige Behandlungslösung im Teilschritt c) hat vorzugsweise einen pH-Wert von mindestens 2, insbesondere von mindestens 2,5, bis höchstens 5, insbesondere bis höchstens 4. Bei geringeren pH-Werten besteht zunehmend die Gefahr eines zu starken Beizangriffs und einer Beschädigung der Beschichtung auf Basis organischer Polymere. Bei pH-Werten oberhalb von 5 fällt der Beizangriff zunehmend zu schwach aus, so daß sich nur eine unzureichende Passivierungsschicht bildet. Selbstverständlich sind die Übergänge in der Praxis jeweils fließend.The aqueous treatment solution in sub-step c) preferably has a pH of at least 2, in particular from at least 2.5, to at most 5, in particular to at most 4. At lower pH values, there is an increasing danger of an excessive pickling attack and damage to the organic polymer based coating. At pH values above 5, the pickling attack is increasingly too weak, so that only an insufficient Passivation layer forms. Of course, the transitions are in practice each fluent.
Im Teilschritt c) können chromfreie saure wäßrige Behandlungslösungen eingesetzt werden, die im Stand der Technik zur großflächigen Behandlung unbeschichteter Metallteile oder Metallbänder bekannt sind. Vorzugsweise wird eine Behandlungslösung eingesetzt, die insgesamt mindestens 0,01 g/l, vorzugsweise mindestens 0,025 g/l, und bis zu 10 g/l, vorzugsweise bis zu 1 g/l, insbesondere bis 0,5 g/l Ti- und/oder Zr- und/oder Si-lonen sowie mindestens eine solche Menge an Fluorid enthält, dass das Atomverhältnis Ti zu F und/oder Zr zu F und/oder Si zu F im Bereich von 1 : 1 bis 1 : 6 liegt, und die zusätzlich mindestens 0,005 g/l, vorzugsweise mindestens 0,01 g/l, und bis zu 20 g/l, vorzugsweise bis zu 1 g/l organische Polymere enthält. Dabei können die genannten Ti-, Zr- und /oder Si-lonen vollständig in Form von Hexafluorokomplexen wie beispielsweise den Hexafluorosäuren oder ihrer im genannten Konzentrationsbereich wasserlöslichen Salze wie beispielsweise der Natriumsalze eingesetzt werden. In diesem Fall beträgt das Atomverhältnis 1 : 6. Es können jedoch auch Komplexverbindungen eingesetzt werden, bei denen jeweils weniger als sechs Fluoridionen mit den Zentralelementen Ti, Zr oder Si verbunden sind. Diese können sich in der Behandlungslösung von selbst bilden, wenn zu dieser sowohl Hexafluorokomplexe mindestens eines der Zentralelemente Ti, Zr oder Si als auch mindestens eine weitere Verbindung eines dieser Zentralelemente zugegeben werden. Als solche weitere Verbindungen kommen beispielsweise Nitrate, Carbonate, Hydroxide und/oder Oxide desselben oder eines anderen der drei genannten Zentralelemente in Betracht. Beispielsweise kann die Behandlungslösung Hexafluorozirkonationen sowie (vorzugsweise kolloiden) Kieselsäure (SiO2) oder deren Reaktionsprodukte enthalten. Nicht umgesetzte Kieselsäure kann in der Behandlungslösung suspendiert sein. Eine derartige Behandlungslösung lässt sich auch dadurch erhalten, dass man Flusssäure oder deren (gegebenenfalls saure) Salze zusammen mit solchen Verbindungen von Ti, Zr und/oder Si einsetzt, die hiermit Fluorokomplexe bilden können. Beispiele sind die bereits genannten Nitrate, Carbonate, Hydroxide und/oder Oxide. Vorzugsweise setzt man insgesamt eine solche Menge an Ti, Zr und/oder Si als Zentralmetall und eine solche Menge an Fluorid ein, dass das Atomverhältnis Zentralmetall zu Fluorid kleiner oder gleich 1 zu 2, insbesondere kleiner oder gleich 1 zu 3 ist. Das Atomverhältnis kann auch kleiner als 1 zu 6 werden, wenn die Behandlungslösung mehr Fluorid, beispielsweise in Form von Flusssäure oder deren Salze enthält, als stöchiometrisch zur Bildung der Hexafluorokomplexe der Zentralmetalle Ti, Zr und/oder Si erforderlich ist. Beispielsweise kann das Atomverhältnis so klein werden wie 1 zu 12 oder 1 : 18 oder noch darunter, wenn man einen entsprechenden Überschuss an Fluorid einsetzt, d.h. die zwei- oder dreifache oder noch mehrfache Menge dessen, was zur vollständigen Bildung der Hexafluorokomplexe erforderlich ist.In step c) chromium-free acidic aqueous treatment solutions can be used, which are known in the art for the large-scale treatment of uncoated metal parts or metal strips. Preferably, a treatment solution is used, the total of at least 0.01 g / l, preferably at least 0.025 g / l, and up to 10 g / l, preferably up to 1 g / l, in particular to 0.5 g / l Ti and or Zr and / or Si ions and at least one such amount of fluoride contains that the atomic ratio of Ti to F and / or Zr to F and / or Si to F in the range of 1: 1 to 1: 6, and which additionally contains at least 0.005 g / l, preferably at least 0.01 g / l, and up to 20 g / l, preferably up to 1 g / l of organic polymers. The said Ti, Zr and / or Si ions can be used completely in the form of hexafluoro complexes such as, for example, the hexafluoroacids or their salts which are soluble in water in the stated concentration range, for example the sodium salts. In this case, the atomic ratio is 1: 6. However, it is also possible to use complex compounds in which less than six fluoride ions in each case are connected to the central elements Ti, Zr or Si. These can form themselves in the treatment solution if hexafluoro complexes of at least one of the central elements Ti, Zr or Si and also at least one further compound of one of these central elements are added to it. As such further compounds are, for example, nitrates, carbonates, hydroxides and / or oxides thereof or another of the three mentioned central elements into consideration. For example, the treatment solution hexafluorozirconations and (preferably colloidal) silica (SiO 2 ) or their reaction products. Unreacted silica may be suspended in the treatment solution. Such a treatment solution can also be obtained by using hydrofluoric acid or its (optionally acidic) salts together with those compounds of Ti, Zr and / or Si which can form fluorocomplexes herewith. Examples are the already mentioned nitrates, carbonates, hydroxides and / or oxides. Preferably, a total of such an amount of Ti, Zr and / or Si as the central metal and such an amount of fluoride, that the atomic ratio of central metal to fluoride is less than or equal to 1 to 2, in particular less than or equal to 1 to 3. The atomic ratio may also become less than 1 to 6 when the treating solution contains more fluoride, for example in the form of hydrofluoric acid or its salts, than is stoichiometrically required to form the hexafluorocomplexes of the central metals Ti, Zr and / or Si. For example, the atomic ratio may become as small as 1 to 12 or 1:18, or even less, by employing a corresponding excess of fluoride, ie, two or three times or even more times what is necessary to complete formation of the hexafluoro complexes.
Dabei können Behandlungslösungen eingesetzt werden, die im Stand der Technik bekannte
Kombinationen von Inhaltsstoffen enthalten, beispielsweise gemäß US-A-5 129 967 eine
Behandlunglösung, die in Wasser mindestens folgende Komponenten enthält:
gemäß US-A-4 992 116 eine Behandlungslösung mit pH-Werten zwischen etwa 2,5 und 5, die mindestens drei Komponenten enthält:
according to US Pat. No. 4,992,116, a treatment solution with pH values between about 2.5 and 5, which contains at least three components:
Bevorzugt sind jedoch solche Behandlungslösungen, bei denen die organischen Polymere ausgewählt sind aus Homo- und Copolymeren von Vinylpyrrolidon. Derartige Behandlungslösungen sind beschrieben in DE-A-100 05 113 und DE-A-101 31 723. Sofern demgemäß im erfindungsgemäßen Verfahren eine Behandlungslösung eingesetzt wird, die Copolymere von Vinylpyrrolidon enthält, können diese Copolymere außer Vinylpyrrolidon eines oder mehrere andere Monomere enthalten. Sie können also beispielsweise als Copolymere aus 2 Komponenten oder als Copolymere aus 3 Komponenten (= Terpolymere) vorliegen. Weiterhin können Mischungen von Homo- und zweikomponentigen Copolymeren, Homo- und Terpolymeren oder zweikomponentigen Copolymeren und Terpolymeren eingesetzt werden.However, preferred are those treatment solutions in which the organic polymers are selected from homopolymers and copolymers of vinylpyrrolidone. Such treatment solutions are described in DE-A-100 05 113 and DE-A-101 31 723. Provided accordingly in method of the invention, a treatment solution is used, the copolymers of Contains vinylpyrrolidone, these copolymers except vinylpyrrolidone one or more contain other monomers. So you can, for example, as copolymers of 2 components or as copolymers of 3 components (= terpolymers). Furthermore you can Mixtures of homo- and two-component copolymers, homo- and terpolymers or two-component copolymers and terpolymers.
Als Homo- oder Copolymere von Vinylpyrrolidon kommen beispielsweise die in Tabelle 1
aufgelisteten Polymere bzw. Polymere der dort angeführten Monomere in Betracht. Copolymere
von Vinylpyrrolidon mit Monomeren, die Caprolactam- oder Imidazol-Gruppen aufweisen,
sind besonders bevorzugt.
Die vorstehend beschriebenen bevorzugten Behandlungslösungen weisen vorzugsweise eine Temperatur im Bereich von 20 bis 45 °C, insbesondere von 30 bis 40 °C auf. Diese Behandlungslösung bringt man vorzugsweise für eine Zeitdauer im Bereich von 1 bis 5 Minuten, insbesondere von 2 bis 3 Minuten mit dem gereinigten zusammengefügten Bauteil in Kontakt.The preferred treatment solutions described above are preferred a temperature in the range of 20 to 45 ° C, in particular from 30 to 40 ° C. This treatment solution preferably for a period of time in the range of 1 to 5 minutes, in particular from 2 to 3 minutes with the cleaned joined component in Contact.
Die einzusetzenden Behandlungslösungen sollen definitionsgemäß frei von Chrom sein. Dabei ist es weiterhin bevorzugt, daß die saure wäßrige Behandlungslösung außer Metallen der 4. Nebengruppe des Periodensystems (beispielsweise in Form komplexer Fluoride von Ti und/oder Zr) keine anderen Nebengruppenmetalle ("Übergangsmetalle") enthält. Hierdurch wird die Behandlung anfallender Abwässer vereinfacht.By definition, the treatment solutions to be used should be free of chromium. there it is further preferred that the acidic aqueous treatment solution except metals of the 4. subgroup of the periodic table (for example in the form of complex fluorides of Ti and / or Zr) contains no other subgroup metals ("transition metals"). hereby the treatment of wastewater is simplified.
Im Teilschritt e) kann das im Teilschritt c) vorbehandelte metallische Bauteil - mit oder ohne Zwischenspülung als Teilschritt d) - mit einem für die vorgesehene Verwendung üblichen Lack beschichtet werden. Beispielsweise kann dieser ausgewählt sein aus einem Tauchlack, einem Elektrotauchlack oder einem Pulverlack.In sub-step e), the metallic component pretreated in sub-step c) can be used with or without Intermediate rinse as sub-step d) - with a customary for the intended use Varnish to be coated. For example, this may be selected from a dip paint, an electrodeposition paint or a powder paint.
In einem zweiten Aspekt betrifft die vorliegende Erfindung ein lackiertes, Metallteile aus verzinktem Stahl enthaltendes Bauteil, das nach dem vorstehend beschriebenen Verfahren erhältlich ist. Wie vorstehend erläutert, ist hierunter zu verstehen, daß alle Metallteile des Bauteils aus organisch vorbeschichtetem verzinktem Stahl bestehen. Zusätzlich zu diesen Metallteilen kann das Bauteil jedoch noch Komponenten aus Kunststoff enthalten, wie es beispielsweise im Automobilbau der Fall sein kann.In a second aspect, the present invention relates to a painted, galvanized metal parts Steel-containing component obtainable by the method described above is. As explained above, this is understood to mean that all metal parts of the component Made of organically pre-coated galvanized steel. In addition to these metal parts However, the component may still contain plastic components, such as for example in the automotive industry may be the case.
Durch das erfindungsgemäße Verfahren lassen sich lackierte metallische Bauteile wie beispielsweise Fahrzeugkarosserien, Haushaltsgeräte, Möbel oder jeweils Teile hiervon erhalten, die alle derzeitigen Ansprüche an Aussehen, Korrosionsbeständigkeit und Lackhaftung erfüllen. Durch den ausschließlichen Einsatz von organisch vorbeschichtetem Rohmaterial kann beim Hersteller der Bauteile die erforderliche chemische Behandlung wesentlich verkürzt werden. Dies bringt für den Hersteller der Bauteile wirtschaftliche und ökologische Vorteile mit sich, da eine weniger aufwendige Vorbehandlungsanlage ausreicht und da weniger chemikalienbelastete Abwässer anfallen. The inventive method can be painted metallic components such as Vehicle bodies, household appliances, furniture or parts thereof, the current demands on appearance, corrosion resistance and paint adhesion fulfill. By the exclusive use of organically pre-coated raw material Can the manufacturer of the components significantly reduces the required chemical treatment become. This brings economic and ecological advantages for the manufacturer of the components With it, since a less expensive pretreatment plant is sufficient and less polluted wastewater.
(Die in den Beispielen genannten "Granocoat® "-Produkte sind Beschichtungssysteme für
verzinkten Stahl auf Basis von organischen Polymeren und Leitfähigkeitspigmenten, wie sie
in der vorstehenden Beschreibung näher erläutert sind. Diese Produkte sind in den Patentanmeldungen
DE-A-100 22 075 (Granocoat® ZE) und DE-A-100 22 075 (Granocoat® S) beschrieben.)
Test: SAE J 2334 Test 80 RundenTest: SAE J 2334 test 80 rounds
Test: SAE J 2334 Test 80 RundenTest: SAE J 2334 test 80 rounds
Test: SAE J 2334 Test 80 RundenTest: SAE J 2334 test 80 rounds
Test: SAE J 2334 Test 80 RundenTest: SAE J 2334 test 80 rounds
Test: SAE J 2334 Test 80 RundenTest: SAE J 2334 test 80 rounds
Test: SAE J 2334 Test 80 Runden
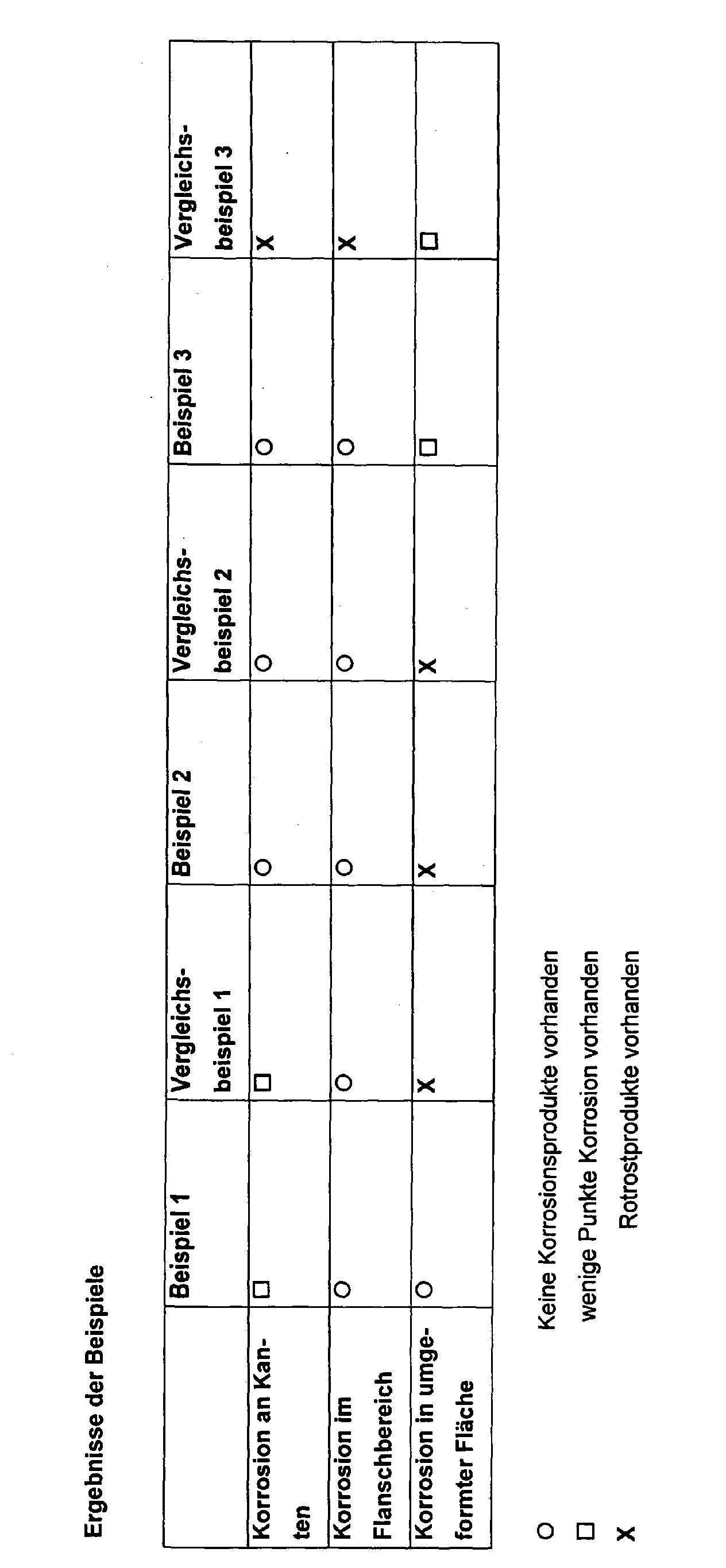
Die Testergebnisse zeigen, daß mit der erfindungsgemäßen, kürzeren Verfahrensfolge mindestens die selben Ergebnisse erzielt werden wie mit einer Zinkphosphatierung. Tendenziell sind die Ergebnisse gemäß dem erfindungsgemäßen Verfahren sogar besser als diejenigen, die man mit einer Zinkphosphatierung erzielt.The test results show that with the shorter process sequence according to the invention at least the same results as with zinc phosphating. The trend the results according to the method according to the invention are even better than those obtained by zinc phosphating.
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10353149 | 2003-11-14 | ||
| DE10353149A DE10353149A1 (en) | 2003-11-14 | 2003-11-14 | Supplementary corrosion protection for components made of pre-coated metal sheets |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1531012A2 true EP1531012A2 (en) | 2005-05-18 |
| EP1531012A3 EP1531012A3 (en) | 2006-04-05 |
| EP1531012B1 EP1531012B1 (en) | 2011-07-13 |
Family
ID=34428728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04022644A Not-in-force EP1531012B1 (en) | 2003-11-14 | 2004-09-23 | Supplementary corrosion protection for pieces of organic pre-coated metal sheets |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20050121113A1 (en) |
| EP (1) | EP1531012B1 (en) |
| AT (1) | ATE516088T1 (en) |
| DE (1) | DE10353149A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107012418A (en) * | 2017-04-07 | 2017-08-04 | 浙江梅轮电梯股份有限公司 | A kind of elevator galvanized steel plain sheet and its manufacture method |
| US10400337B2 (en) | 2012-08-29 | 2019-09-03 | Ppg Industries Ohio, Inc. | Zirconium pretreatment compositions containing lithium, associated methods for treating metal substrates, and related coated metal substrates |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9347134B2 (en) | 2010-06-04 | 2016-05-24 | Prc-Desoto International, Inc. | Corrosion resistant metallate compositions |
| IN2015DN01537A (en) | 2012-08-29 | 2015-07-03 | Ppg Ind Ohio Inc | |
| DE102015206812A1 (en) * | 2015-04-15 | 2016-10-20 | Henkel Ag & Co. Kgaa | Polymer-containing pre-rinse before a conversion treatment |
| RU2729485C1 (en) | 2016-08-24 | 2020-08-07 | Ппг Индастриз Огайо, Инк. | Iron-containing cleaner composition |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030150524A1 (en) | 2000-03-04 | 2003-08-14 | Winfried Wichelhaus | Method for providing metal surfaces with protection against corrosion |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5129967A (en) * | 1988-05-03 | 1992-07-14 | Betz Laboratories, Inc. | Composition and method for non-chromate coating of aluminum |
| US4992116A (en) * | 1989-04-21 | 1991-02-12 | Henkel Corporation | Method and composition for coating aluminum |
| DE19748764A1 (en) * | 1997-11-05 | 1999-05-06 | Henkel Kgaa | Conductive, organic coatings |
| DE10005113A1 (en) * | 2000-02-07 | 2001-08-09 | Henkel Kgaa | Corrosion inhibitor and corrosion protection method for metal surfaces |
| DE10022075A1 (en) * | 2000-05-06 | 2001-11-08 | Henkel Kgaa | Conductive and weldable corrosion protection composition for metal surfaces in coil coating comprises a conductive pigment of zinc, aluminum, graphite, molybdenum sulfide, carbon or iron phosphide. |
| DE10131723A1 (en) * | 2001-06-30 | 2003-01-16 | Henkel Kgaa | Corrosion protection agents and corrosion protection processes for metal surfaces |
-
2003
- 2003-11-14 DE DE10353149A patent/DE10353149A1/en not_active Withdrawn
-
2004
- 2004-09-23 AT AT04022644T patent/ATE516088T1/en active
- 2004-09-23 EP EP04022644A patent/EP1531012B1/en not_active Not-in-force
- 2004-11-12 US US10/987,998 patent/US20050121113A1/en not_active Abandoned
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030150524A1 (en) | 2000-03-04 | 2003-08-14 | Winfried Wichelhaus | Method for providing metal surfaces with protection against corrosion |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10400337B2 (en) | 2012-08-29 | 2019-09-03 | Ppg Industries Ohio, Inc. | Zirconium pretreatment compositions containing lithium, associated methods for treating metal substrates, and related coated metal substrates |
| CN107012418A (en) * | 2017-04-07 | 2017-08-04 | 浙江梅轮电梯股份有限公司 | A kind of elevator galvanized steel plain sheet and its manufacture method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1531012B1 (en) | 2011-07-13 |
| US20050121113A1 (en) | 2005-06-09 |
| ATE516088T1 (en) | 2011-07-15 |
| DE10353149A1 (en) | 2005-06-16 |
| EP1531012A3 (en) | 2006-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2145031B1 (en) | Preliminary metallizing treatment of zinc surfaces | |
| EP1266047B1 (en) | Method for providing metal surfaces with protection against corrosion | |
| DE10110833B4 (en) | Process for applying a phosphate coating and use of the thus phosphated metal parts | |
| DE10358310A1 (en) | Two-stage conversion treatment | |
| EP1254279B1 (en) | Anti-corrosive agents and method for protecting metal surfaces against corrosion | |
| DE19754108A1 (en) | Chromium-free anti-corrosion agent and anti-corrosion process | |
| EP1751327A1 (en) | Coloured conversion layers on metallic surfaces | |
| WO2000068458A1 (en) | Pretreatment of aluminum surfaces with chrome-free solutions | |
| EP1235949B1 (en) | Method for applying a phosphate covering and use of metal parts thus phospated | |
| WO2013124400A1 (en) | Pretreating zinc surfaces prior to a passivating process | |
| EP0359296B1 (en) | Phosphating process | |
| DE102016217507A1 (en) | Pre-treatment of aluminum surfaces with zirconium and molybdenum-containing compositions | |
| WO2003002781A1 (en) | Corrosion protection agent and corrosion protection method for metal surfaces | |
| DE10030462A1 (en) | Adhesion promoter in conversion solutions | |
| WO2001006035A1 (en) | Method for the anticorrosive treatment or post-treatment of metal surfaces | |
| EP1531012B1 (en) | Supplementary corrosion protection for pieces of organic pre-coated metal sheets | |
| EP3728693B1 (en) | Method for the corrosion protection and cleaning pretreatment of metallic components | |
| DE10358309A1 (en) | Functionalized phenol-aldehyde resin and process for treating metal surfaces | |
| DE4333894C1 (en) | Process for resin coating a metal surface |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040923 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070419 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HENKEL AG & CO. KGAA |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502004012682 Country of ref document: DE Effective date: 20110901 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110713 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111114 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111014 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| BERE | Be: lapsed |
Owner name: HENKEL A.G. & CO. KGAA Effective date: 20110930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110930 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| 26N | No opposition filed |
Effective date: 20120416 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120531 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20111013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110930 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110930 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502004012682 Country of ref document: DE Effective date: 20120416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111013 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110930 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 516088 Country of ref document: AT Kind code of ref document: T Effective date: 20110923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150922 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004012682 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170401 |