EP1060802A1 - Piercing mill - Google Patents
Piercing mill Download PDFInfo
- Publication number
- EP1060802A1 EP1060802A1 EP98947808A EP98947808A EP1060802A1 EP 1060802 A1 EP1060802 A1 EP 1060802A1 EP 98947808 A EP98947808 A EP 98947808A EP 98947808 A EP98947808 A EP 98947808A EP 1060802 A1 EP1060802 A1 EP 1060802A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- piercing
- mill
- disposed
- spindle
- main motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 claims abstract description 22
- 230000007246 mechanism Effects 0.000 claims abstract description 22
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 12
- 239000010959 steel Substances 0.000 claims abstract description 12
- 239000000463 material Substances 0.000 claims description 5
- 230000003292 diminished effect Effects 0.000 abstract description 4
- 238000010276 construction Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 230000002265 prevention Effects 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 235000001270 Allium sibiricum Nutrition 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 230000001012 protector Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B19/00—Tube-rolling by rollers arranged outside the work and having their axes not perpendicular to the axis of the work
- B21B19/02—Tube-rolling by rollers arranged outside the work and having their axes not perpendicular to the axis of the work the axes of the rollers being arranged essentially diagonally to the axis of the work, e.g. "cross" tube-rolling ; Diescher mills, Stiefel disc piercers or Stiefel rotary piercers
- B21B19/04—Rolling basic material of solid, i.e. non-hollow, structure; Piercing, e.g. rotary piercing mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B35/00—Drives for metal-rolling mills, e.g. hydraulic drives
- B21B35/06—Drives for metal-rolling mills, e.g. hydraulic drives for non-continuously-operating mills or for single stands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B35/00—Drives for metal-rolling mills, e.g. hydraulic drives
- B21B35/14—Couplings, driving spindles, or spindle carriers specially adapted for, or specially arranged in, metal-rolling mills
Definitions
- the present invention relates to a piercing mill for the manufacture of seamless steel tube, and more particularly to a piercing mill which adopts an appropriate arrangement of drive units each including a main motor, thereby enabling compact arrangement of drive units.
- the Mannesmann tube-making process is widely employed.
- a round billet heated to a high temperature is fed as a material to be rolled into a piercing mill (a so-called "piercer"), which pierces the axial center portion of the round billet to obtain a hollow shell.
- the thus-obtained hollow shell is fed, directly or as needed after undergoing an expansion or wall-thinning process in an elongator having the same structure as that of the piercing mill, into a subsequent elongating mill such as a plug mill, a mandrel mill, or the like so as to be elongated.
- the thus-elongated tube undergoes a finishing process provided by a stretch reducer for shape correction, a reeler for polishing, and a sizer for sizing, thereby becoming a seamless steel tube product.
- FIG. 1 schematically illustrates the arrangement of piercing rolls used in a piercing mill
- FIG. 2 illustrates the arrangement of piercing rolls as seen in the direction of arrow A-A in FIG. 1.
- piercing rolls 1 are disposed symmetrically with respect to a pass line X-X such that their axes each form a cross angle of ⁇ relative to the pass line X-X.
- the pass line X-X serves as an axis of movement along which a round billet 3 serving as a material to be rolled moves while being rolled.
- one of the piercing rolls 1 is disposed so as to form a feed angle of ⁇ relative to the pass line X-X.
- the other piercing roll 1 not shown in FIG. 2 is disposed opposite the one piercing roll with respect to the pass line X-X such that the other piercing roll 1 is inclined in the opposite direction at a feed angle of ⁇ .
- the round billet 3 is fed along the pass line X-X in the direction of a white arrow and is nipped between the piercing rolls 1, then moves along the pass line while being rolled.
- the billet 3 thus moving along the pass line is pierced axially by means of a plug 2.
- a hollow shell is obtained.
- the plug 2 is supported by a mandrel of a mandrel support device.
- each drive unit 4 is usually composed of a spindle, a reduction mechanism, and a main motor.
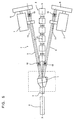
- FIG. 3 is a schematic plan view showing an arrangement of drive unit components of a conventional piercing mill
- FIG. 4 is a schematic elevation thereof.
- the piercing rolls are inclined in directions opposite to each other with respect to a pass line each at a feed angle of ⁇ .
- spindles 5, which are directly connected to the piercing rolls 1, respectively are arranged in such a manner that the distance thereof from a conveying device 8 in the piercing mill; namely, a distance from the pass line X-X, becomes longer with increasing distance from the main frame of the piercing mill. Consequently, at end portions of the drive units 4, a large space must be provided on either side of the conveying device 8.
- FIG. 4 which illustrates an equipment arrangement in the vertical direction
- the drive units 4 of a conventional piercing mill each require a large space in the vertical direction; namely, a large difference in height.
- the spindle 5 connected directly to one piercing roll is disposed above the pass line, while the spindle connected directly to the other piercing roll is disposed below the pass line.
- the distance from the main frame of the piercing mill increases, the distance from the pass line to each of the spindles 5 increases.
- the height difference between the drive units i.e., the sum of upper-side and lower-side separation distance with respect to the conveying device 8
- the height difference between the drive units becomes considerably large at end portions of the drive units, thus giving rise to the necessity that a base for one main motor be disposed higher than the floor, whereas the base for the other main motor must be disposed a considerable distance below the floor (i.e., through digging deep below the floor).
- the drive units 4 in the piercing mill are each composed of the spindle 5, a reduction mechanism 6, and a main motor 7, which are usually arranged in series for a reason to be stated later. More particularly, the spindle 5 is disposed in direct connection with the associated piercing roll 1, and the main motor 7 is disposed on an extension of the spindle 5 via the reduction mechanism 6. Consequently, the respective main motors 7 at end portions of the drive units 4 are separated from the main frame of the piercing mill by a long distance, and the distance and height difference between the two main motors become greater.
- the conventional piercing mill constructed in such an arrangement not only a large two-dimensional space, but also a large three-dimensional space must be sacrificed, thus giving rise to the problem that the construction cost increases.
- the main motor and the spindle are disposed in parallel with each other, there arises a fear that accidental breakage of the spindle may lead to a breakage failure of the main motor. Failure of the main motor would lead to long-term suspension of the rolling mill. Therefore, the premise that the drive unit components are arranged in series is also based avoiding breakage failure of the main motor.
- An object of the present invention is to reconsider the premised arrangement of the components of the drive units in the conventional piercing mill, to thereby improve the arrangement of drive unit components and to provide a piercing mill suitable for highly efficient production of seamless steel tube.
- the gist of the present invention resides in the below-described piercing mill for the manufacture of seamless steel tube, as shown in FIG. 5 and 6:
- a piercing mill for the manufacture of seamless steel tube comprises a pair of piercing rolls 1 disposed opposite each other with respect to a pass line along which a material to be rolled 3 moves while being rolled, a plug (not shown) disposed along the pass line so as to be positioned between the piercing rolls 1, and drive units 4 for imparting a rotative drive force to the piercing rolls, the improvement characterized in that the drive units 4 each comprise a spindle 5, a reduction mechanism 6, and a main motor 7, the main motor 7 being disposed on the piercing roll side relative to the reduction mechanism 6 and in parallel with the spindle 5.
- the drive units are preferably disposed on an outlet side of the piercing mill.
- Each main motor may optionally be disposed on the pass line side or on the side opposite the pass line, relative to the spindle, so long as the main motor is disposed on the piercing roll side relative to the reduction mechanism.
- the piercing mill of the present invention is characterized by abandoning the conventional premise of arranging drive unit components in series and disposing a main motor on the piercing roll side relative to a reduction mechanism and in parallel with a spindle.
- each reduction mechanism used in the piercing mill of the invention is designed so as to ensure an appropriate center-to-center distance between a main motor and a spindle.
- the main motor can be disposed on the piercing roll side relative to the reduction mechanism and in parallel with the spindle, whereby the overall length of each drive unit is considerably shortened. Consequently, space occupied by the drive units in the piercing mill can be diminished to a remarkable extent and the construction cost can be reduced.
- the spindle whirls about a fulcrum, which may be a connection portion between the spindle and the associated piercing roll or a connection portion between the spindle and the reduction mechanism.
- the spindle strikes the main motor adjacent thereto sideways, causing damage to the main motor.
- even such damage to the main motor caused by the spindle can be avoided by providing the main motor with protector means.
- the space occupied by drive units can be greatly reduced when the foregoing construction is adopted. Therefore, when an additional facility such as a mandrel mill is disposed adjacent to the piercing mill in order to realize a continuous tube manufacturing facility, the additional facility can be disposed in proximity to the piercing mill in order to make the overall layout compact. Also, a piercer plug exchanger and a mandrel exchanger can be arranged in mutual proximity, whereby the mandrel length and the travel distance of a thrust block can be shortened.
- drive units are preferably disposed on an outlet side of the piercing mill.
- the cannon exchanging work in the piercing mill must be automated and the time required for the same must be shortened. Ensuring a sufficient space on an inlet side of the piercing mill is an effective measure for fulfilling this purpose.
- provision of drive units on the outlet side of the piercing mill facilitates highly efficient production of seamless steel tube.
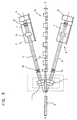
- FIG. 5 is a schematic plan view showing an arrangement of drive unit components used in the piercing mill embodying the invention
- FIG. 6 is a schematic elevation thereof.
- piercing rolls 1 are disposed such that they incline in opposite directions at a feed angle of ⁇ and are positioned axisymmetrically such that their respective axes intersect with the pass line X-X at a cross angle of ⁇ .
- one end of each spindle 5 is directly connected to the piercing roll 1, and the other end is directly connected to the corresponding reduction mechanism 6 via a cross pin 10.
- the drive units 4 are arranged in such a manner that the spindles 5 connected directly to the piercing rolls 1 are spaced further away from a conveying device 8 as the distance from the main frame of piercing mill becomes longer, in order to ensure the feed angle ⁇ of each piercing roll.
- the drive unit 4 for the upper roll is disposed above the pass line X-X, while the drive unit 4 for the lower roll is disposed below the pass line. Consequently, the height difference becomes great at the end portions of the drive units 4.
- the main motor 7 in each drive unit 4 is disposed on the piercing roll side relative to the reduction unit 6 and in parallel with the spindle 5. Therefore, as shown in FIG. 5, the position of the drive unit is never extended beyond the position of the reduction mechanism 6, nor is there any fear of producing a height difference greater than the height difference between the reduction mechanisms 6.
- the transverse distance and the height difference can be diminished by an amount corresponding to the length of each main motor 7. Further, the overall equipment length can be shortened. This leads to space saving by the piercing mill and is further advantageous in that when a continuous tube manufacturing facility is to be realized an additional machine can be disposed in proximity to the piercing mill and that the overall tube manufacturing line can be made compact.
- breakage of the spindle 5 during the material piercing work takes the form of breakage of the cross pin 10.
- the spindle motor 5 whirls about the cross pin 10, which is a connection point on the piercing roll side, and violently strikes the main motor 7 located at the same height.
- a gate-like guide 11 is provided as breakage prevention means at a position opposite the main motor 7.
- FIG.7 illustrates such a gate-like guide 11 used for preventing damage to the main motor in the event of breakage of the spindle in the piercing mill of the present invention.
- the spindle 5 merely rotates within the gate-like guide 11 and does not strike the main motor 7.
- the gate-like guide shown in FIG. 7 is one example, use of such a breakage prevention means prevents the occurrence of a problem even in the case where the main motor 7 and the spindle 5 are arranged in parallel.
- an effective measure for preventing breakage of the spindle itself is to use a carrier (not shown) or the like which bears the weight of the spindle and absorbs deflection of the spindle.
- the main motor in each drive unit is disposed on the side opposite the pass line with respect to the spindle, the main motor may be disposed on the pass line side if space permits.
- the drive units used in the invention may be disposed either on the inlet side or the outlet side of the piercing mill. However, the drive units are preferably disposed on the outlet side of the piercing mill as in the above embodiment, in order to utilize the inlet side of the piercing mill effectively.
- the drive unit components can be arranged compactly, and when a continuous tube manufacturing process is to be realized, an additional mill or machine can be disposed in proximity to the piercing mill, whereby the overall layout can be made compact.
- the present invention facilitates automation of cannon exchanging work in the piercing mill and shortening of the time required for the same work, thus leading to still more efficient production of seamless steel tube.
- the piercing mill of the present invention can be utilized widely in the field of seamless steel tubes, and can realize efficient production thereof.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
Abstract
Description
- The present invention relates to a piercing mill for the manufacture of seamless steel tube, and more particularly to a piercing mill which adopts an appropriate arrangement of drive units each including a main motor, thereby enabling compact arrangement of drive units.
- As a method of manufacturing seamless steel tubes under hot working conditions, the Mannesmann tube-making process is widely employed. In this tube-making process, a round billet heated to a high temperature is fed as a material to be rolled into a piercing mill (a so-called "piercer"), which pierces the axial center portion of the round billet to obtain a hollow shell. The thus-obtained hollow shell is fed, directly or as needed after undergoing an expansion or wall-thinning process in an elongator having the same structure as that of the piercing mill, into a subsequent elongating mill such as a plug mill, a mandrel mill, or the like so as to be elongated. Subsequently, the thus-elongated tube undergoes a finishing process provided by a stretch reducer for shape correction, a reeler for polishing, and a sizer for sizing, thereby becoming a seamless steel tube product.
- FIG. 1 schematically illustrates the arrangement of piercing rolls used in a piercing mill, and FIG. 2 illustrates the arrangement of piercing rolls as seen in the direction of arrow A-A in FIG. 1. As shown in FIG. 1,
piercing rolls 1 are disposed symmetrically with respect to a pass line X-X such that their axes each form a cross angle of γ relative to the pass line X-X. The pass line X-X serves as an axis of movement along which around billet 3 serving as a material to be rolled moves while being rolled. As shown in FIG. 2, one of thepiercing rolls 1 is disposed so as to form a feed angle of β relative to the pass line X-X. Theother piercing roll 1 not shown in FIG. 2 is disposed opposite the one piercing roll with respect to the pass line X-X such that theother piercing roll 1 is inclined in the opposite direction at a feed angle of β. - In the piercing mill constructed as above, the
round billet 3 is fed along the pass line X-X in the direction of a white arrow and is nipped between thepiercing rolls 1, then moves along the pass line while being rolled. Thebillet 3 thus moving along the pass line is pierced axially by means of aplug 2. In this manner, a hollow shell is obtained. During this operation theplug 2 is supported by a mandrel of a mandrel support device. - The
piercing rolls 1, which imp art a rotating motion to theround billet 3, are directly connected to driveunits 4, respectively, whereby the piercing rolls can rotate about their respective axes while independently ensuring the cross angle γ and the feed angle β. In the piercing mill, eachdrive unit 4 is usually composed of a spindle, a reduction mechanism, and a main motor. - FIG. 3 is a schematic plan view showing an arrangement of drive unit components of a conventional piercing mill, and FIG. 4 is a schematic elevation thereof. As shown in FIG. 3, the piercing rolls are inclined in directions opposite to each other with respect to a pass line each at a feed angle of β. As shown in FIG. 3, therefore, in order to ensure the feed angle β of each piercing roll in plan view,
spindles 5, which are directly connected to thepiercing rolls 1, respectively, are arranged in such a manner that the distance thereof from aconveying device 8 in the piercing mill; namely, a distance from the pass line X-X, becomes longer with increasing distance from the main frame of the piercing mill. Consequently, at end portions of thedrive units 4, a large space must be provided on either side of theconveying device 8. - As is apparent from FIG. 4, which illustrates an equipment arrangement in the vertical direction, the
drive units 4 of a conventional piercing mill each require a large space in the vertical direction; namely, a large difference in height. As shown in FIG. 4, in order to maintain the cross angle γ of eachpiercing roll 1 relative to the pass line X-X, thespindle 5 connected directly to one piercing roll is disposed above the pass line, while the spindle connected directly to the other piercing roll is disposed below the pass line. Also, as the distance from the main frame of the piercing mill increases, the distance from the pass line to each of thespindles 5 increases. Consequently, the height difference between the drive units (i.e., the sum of upper-side and lower-side separation distance with respect to the conveying device 8) becomes considerably large at end portions of the drive units, thus giving rise to the necessity that a base for one main motor be disposed higher than the floor, whereas the base for the other main motor must be disposed a considerable distance below the floor (i.e., through digging deep below the floor). - As noted previously, the
drive units 4 in the piercing mill are each composed of thespindle 5, areduction mechanism 6, and amain motor 7, which are usually arranged in series for a reason to be stated later. More particularly, thespindle 5 is disposed in direct connection with the associatedpiercing roll 1, and themain motor 7 is disposed on an extension of thespindle 5 via thereduction mechanism 6. Consequently, the respectivemain motors 7 at end portions of thedrive units 4 are separated from the main frame of the piercing mill by a long distance, and the distance and height difference between the two main motors become greater. Thus, in the conventional piercing mill constructed in such an arrangement, not only a large two-dimensional space, but also a large three-dimensional space must be sacrificed, thus giving rise to the problem that the construction cost increases. - In recent years, studies have been made in an effort to realize a continuous manufacturing process in a Mannesmann tube manufacturing facility and to automate and shorten the time of setup for tube production, with a view toward attaining highly efficient production of seamless steel tube, with consequent demand for space saving in each rolling mill. Also, in relation to the piercing mill, reduction in the space occupied by drive units is strongly desired.
- Conventional piercing mills are designed on the premise that chive unit components are arranged in series in order to make the reduction mechanism compact and to protect the main motors. That is, according to the conventional design concept, in order to simplify the facility, priority has been given to making the reduction mechanism compact while reliably reducing the motor speed in order to effect optimum revolution control for the piercing rolls. In order to make the reduction mechanism compact, the series arrangement of drive unit components may be abandoned, and each main motor may be disposed within the associated reduction mechanism. However, in this case, a sufficient center-to-center distance cannot be secured between the main motor and the spindle, with resultant impossibility of disposing the main motor and the spindle in parallel with each other. Additionally, if the main motor and the spindle are disposed in parallel with each other, there arises a fear that accidental breakage of the spindle may lead to a breakage failure of the main motor. Failure of the main motor would lead to long-term suspension of the rolling mill. Therefore, the premise that the drive unit components are arranged in series is also based avoiding breakage failure of the main motor.
- An object of the present invention is to reconsider the premised arrangement of the components of the drive units in the conventional piercing mill, to thereby improve the arrangement of drive unit components and to provide a piercing mill suitable for highly efficient production of seamless steel tube.
- The gist of the present invention resides in the below-described piercing mill for the manufacture of seamless steel tube, as shown in FIG. 5 and 6:
- A piercing mill for the manufacture of seamless steel tube comprises a pair of
piercing rolls 1 disposed opposite each other with respect to a pass line along which a material to be rolled 3 moves while being rolled, a plug (not shown) disposed along the pass line so as to be positioned between thepiercing rolls 1, and driveunits 4 for imparting a rotative drive force to the piercing rolls, the improvement characterized in that thedrive units 4 each comprise aspindle 5, areduction mechanism 6, and amain motor 7, themain motor 7 being disposed on the piercing roll side relative to thereduction mechanism 6 and in parallel with thespindle 5. - In the above piercing mill, the drive units are preferably disposed on an outlet side of the piercing mill. Each main motor may optionally be disposed on the pass line side or on the side opposite the pass line, relative to the spindle, so long as the main motor is disposed on the piercing roll side relative to the reduction mechanism.
-
- FIG. 1 is a schematic plan view showing the arrangement of piercing rolls used in a piercing mill.
- FIG. 2 is a sectional view as seen in the direction of arrow A-A in FIG. 1.
- FIG. 3 is a schematic plan view showing an arrangement of drive unit components used in a conventional piercing mill.
- FIG. 4 is a schematic elevation of the drive unit components shown in FIG. 3.
- FIG. 5 is a schematic plan view showing an arrangement of drive unit components used in a piercing mill according to an embodiment of the present invention.
- FIG. 6 is a schematic elevation of the drive unit components shown in FIG. 5.
- FIG. 7 is a diagram explaining a gate-like guide which prevents a main motor from being damaged, which would otherwise occur due to breakage of a spindle used in the piercing mill according to the embodiment of the present invention.
-
- The piercing mill of the present invention is characterized by abandoning the conventional premise of arranging drive unit components in series and disposing a main motor on the piercing roll side relative to a reduction mechanism and in parallel with a spindle. According to the present invention, in order to realize this arrangement, each reduction mechanism used in the piercing mill of the invention is designed so as to ensure an appropriate center-to-center distance between a main motor and a spindle. According to such a design concept, the main motor can be disposed on the piercing roll side relative to the reduction mechanism and in parallel with the spindle, whereby the overall length of each drive unit is considerably shortened. Consequently, space occupied by the drive units in the piercing mill can be diminished to a remarkable extent and the construction cost can be reduced.
- As noted previously, if the main motor and the spindle are arranged side by side, accidental breakage of the spindle may lead to breakage and failure of the main motor. Usually, upon occurrence of breakage of the spindle, the spindle whirls about a fulcrum, which may be a connection portion between the spindle and the associated piercing roll or a connection portion between the spindle and the reduction mechanism. In this case, the spindle strikes the main motor adjacent thereto sideways, causing damage to the main motor. However, even such damage to the main motor caused by the spindle can be avoided by providing the main motor with protector means.
- In the piercing mill of the present invention, the space occupied by drive units can be greatly reduced when the foregoing construction is adopted. Therefore, when an additional facility such as a mandrel mill is disposed adjacent to the piercing mill in order to realize a continuous tube manufacturing facility, the additional facility can be disposed in proximity to the piercing mill in order to make the overall layout compact. Also, a piercer plug exchanger and a mandrel exchanger can be arranged in mutual proximity, whereby the mandrel length and the travel distance of a thrust block can be shortened.
- In the piercing mill of the present invention, drive units are preferably disposed on an outlet side of the piercing mill. In the case where efficient production is to be attained in addition to continuous manufacture of tube, the cannon exchanging work in the piercing mill must be automated and the time required for the same must be shortened. Ensuring a sufficient space on an inlet side of the piercing mill is an effective measure for fulfilling this purpose. In other words, provision of drive units on the outlet side of the piercing mill facilitates highly efficient production of seamless steel tube.
- The piercing mill of the present invention will next be described in detail with reference to an embodiment thereof as shown by the drawings.
- FIG. 5 is a schematic plan view showing an arrangement of drive unit components used in the piercing mill embodying the invention, and FIG. 6 is a schematic elevation thereof.
- As is apparent from both figures, priority is given to ensuring a sufficient center-to-center distance between a
main motor 7 and aspindle 5, and themain motor 7 is disposed on the piercing roll side relative to areduction mechanism 6 and in parallel with thespindle 5. Detailed operation ofdrive units 4 used in the piercing mill proceeds as follows. - As mentioned previously, piercing
rolls 1 are disposed such that they incline in opposite directions at a feed angle of β and are positioned axisymmetrically such that their respective axes intersect with the pass line X-X at a cross angle of γ. In order to transfer rotation power to each piercingroll 1, one end of eachspindle 5, is directly connected to the piercingroll 1, and the other end is directly connected to thecorresponding reduction mechanism 6 via across pin 10. In a plan view of the piercing mill, thedrive units 4 are arranged in such a manner that thespindles 5 connected directly to the piercing rolls 1 are spaced further away from a conveyingdevice 8 as the distance from the main frame of piercing mill becomes longer, in order to ensure the feed angle β of each piercing roll. In contrast, as shown in FIG. 6, in order to ensure the cross angle γ of each piercingroll 1, thedrive unit 4 for the upper roll is disposed above the pass line X-X, while thedrive unit 4 for the lower roll is disposed below the pass line. Consequently, the height difference becomes great at the end portions of thedrive units 4. - In the piercing mill of the present invention, however, the
main motor 7 in eachdrive unit 4 is disposed on the piercing roll side relative to thereduction unit 6 and in parallel with thespindle 5. Therefore, as shown in FIG. 5, the position of the drive unit is never extended beyond the position of thereduction mechanism 6, nor is there any fear of producing a height difference greater than the height difference between thereduction mechanisms 6. - More specifically, as compared with the case of conventional arrangement of drive unit components, the transverse distance and the height difference can be diminished by an amount corresponding to the length of each
main motor 7. Further, the overall equipment length can be shortened. This leads to space saving by the piercing mill and is further advantageous in that when a continuous tube manufacturing facility is to be realized an additional machine can be disposed in proximity to the piercing mill and that the overall tube manufacturing line can be made compact. - When the
main motor 7 is to be arranged in parallel with thespindle 5, a study must be conducted with regard to measures for preventing damage to the main motor caused by accidental breakage of the spindle. Usually, breakage of thespindle 5 during the material piercing work takes the form of breakage of thecross pin 10. For example, in the event of breakage of thecross pin 10 located on the main motor side, thespindle motor 5 whirls about thecross pin 10, which is a connection point on the piercing roll side, and violently strikes themain motor 7 located at the same height. As a measure to prevent this, a gate-like guide 11, for example, is provided as breakage prevention means at a position opposite themain motor 7. - FIG.7 illustrates such a gate-
like guide 11 used for preventing damage to the main motor in the event of breakage of the spindle in the piercing mill of the present invention. As is seen in the same figure, after having been broken, thespindle 5 merely rotates within the gate-like guide 11 and does not strike themain motor 7. Although the gate-like guide shown in FIG. 7 is one example, use of such a breakage prevention means prevents the occurrence of a problem even in the case where themain motor 7 and thespindle 5 are arranged in parallel. Further, an effective measure for preventing breakage of the spindle itself is to use a carrier (not shown) or the like which bears the weight of the spindle and absorbs deflection of the spindle. - Although in the above embodiment the main motor in each drive unit is disposed on the side opposite the pass line with respect to the spindle, the main motor may be disposed on the pass line side if space permits.
- The drive units used in the invention may be disposed either on the inlet side or the outlet side of the piercing mill. However, the drive units are preferably disposed on the outlet side of the piercing mill as in the above embodiment, in order to utilize the inlet side of the piercing mill effectively.
- According to the piercing mill of the present invention, since the space occupied by the drive units can be diminished, the drive unit components can be arranged compactly, and when a continuous tube manufacturing process is to be realized, an additional mill or machine can be disposed in proximity to the piercing mill, whereby the overall layout can be made compact. Also, the present invention facilitates automation of cannon exchanging work in the piercing mill and shortening of the time required for the same work, thus leading to still more efficient production of seamless steel tube.
- Thus, the piercing mill of the present invention can be utilized widely in the field of seamless steel tubes, and can realize efficient production thereof.
Claims (2)
- A piercing mill for the manufacture of seamless steel tube, comprising a pair of piercing rolls disposed opposite each other with respect to a pass line along which material to be rolled moves while being rolled; a plug disposed along said pass line so as to be positioned between said piercing rolls; and drive units for imparting a rotative drive force to the piercing rolls, characterized in that said drive units each comprise a spindle, a reduction mechanism, and a main motor, said main motor being disposed on the piercing roll side relative to said reduction mechanism and in parallel with said spindle.
- A piercing mill according to claim 1, characterized in that said drive units are disposed on an outlet side of the piercing mill.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27864797 | 1997-10-13 | ||
| JP27864797 | 1997-10-13 | ||
| PCT/JP1998/004571 WO1999019089A1 (en) | 1997-10-13 | 1998-10-09 | Piercing mill |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1060802A1 true EP1060802A1 (en) | 2000-12-20 |
| EP1060802A4 EP1060802A4 (en) | 2009-04-22 |
| EP1060802B1 EP1060802B1 (en) | 2012-02-08 |
Family
ID=17600203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98947808A Expired - Lifetime EP1060802B1 (en) | 1997-10-13 | 1998-10-09 | Piercing mill |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1060802B1 (en) |
| JP (1) | JP3239894B2 (en) |
| WO (1) | WO1999019089A1 (en) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5142893A (en) * | 1991-05-17 | 1992-09-01 | Italimpianti Of America, Inc. | Tube mill |
| US5295379A (en) * | 1993-03-05 | 1994-03-22 | Italimpianti Of America, Inc. | Vertical piercer mill |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0718405Y2 (en) * | 1988-12-23 | 1995-05-01 | 住友重機械工業株式会社 | Exit table device in steel pipe drilling equipment |
-
1998
- 1998-10-09 JP JP2000515708A patent/JP3239894B2/en not_active Expired - Fee Related
- 1998-10-09 EP EP98947808A patent/EP1060802B1/en not_active Expired - Lifetime
- 1998-10-09 WO PCT/JP1998/004571 patent/WO1999019089A1/en active Application Filing
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5142893A (en) * | 1991-05-17 | 1992-09-01 | Italimpianti Of America, Inc. | Tube mill |
| US5295379A (en) * | 1993-03-05 | 1994-03-22 | Italimpianti Of America, Inc. | Vertical piercer mill |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO9919089A1 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1060802A4 (en) | 2009-04-22 |
| EP1060802B1 (en) | 2012-02-08 |
| JP3239894B2 (en) | 2001-12-17 |
| WO1999019089A1 (en) | 1999-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1679133B1 (en) | Plate reduction press apparatus | |
| US5765423A (en) | Rolling unit for rolling rod-shaped or tubular bodies | |
| CN106862273A (en) | A kind of milling method of cold rolled tube | |
| US8601844B2 (en) | Multi-roll mandrel mill and method of producing seamless tubes | |
| US4416134A (en) | Process for manufacturing seamless metal tubes | |
| US4574606A (en) | Adjusting the rolls in a rolling mill with obliquely oriented, conically contoured rolls | |
| US3930395A (en) | Rolling mill | |
| EP1060802B1 (en) | Piercing mill | |
| CN110038921A (en) | A kind of welded still pipe sizing straightening process | |
| CN113198836A (en) | Process for rolling small-specification deformed steel bar at high speed | |
| JPS5970409A (en) | Rolling facility manufacturing thin seamless pipe | |
| EP1060803B1 (en) | Apparatus and method for changing disc roll of vertical piercing mill | |
| JP3202623B2 (en) | Hot rolling method and equipment | |
| US4803861A (en) | Guide structure for pierced hollows | |
| CN218395319U (en) | Three-roller/two-roller integrated oblique tube rolling unit for hot rolling seamless steel tube | |
| JP4123550B2 (en) | Rolling mill guide changer and its change method | |
| US4449386A (en) | Steel pipe rolling mill | |
| CN216264999U (en) | Blanking mechanism for seamless steel tube internal finishing mill | |
| CN111940518A (en) | Cold rolling pipe manufacturing method for improving roughness quality of inner wall of stainless steel seamless pipe for power station boiler | |
| JPH03153923A (en) | Universal joint of close rotation axis | |
| CN106270039A (en) | A kind of Double curve degree plate roll forming device | |
| JP3239819B2 (en) | Rolling device and rolling method of rolling mill | |
| US20020023471A1 (en) | Reversible guideless rolling mill | |
| US1800891A (en) | Tube-rolling mill | |
| CN218108856U (en) | Equipment for producing hot-rolled seamless steel pipe by double-mandrel three-roller skew rolling mill |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000504 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20090319 |
|
| 17Q | First examination report despatched |
Effective date: 20091006 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 69842592 Country of ref document: DE Effective date: 20120412 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20121109 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 69842592 Country of ref document: DE Effective date: 20121109 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69842592 Country of ref document: DE Representative=s name: TER MEER STEINMEISTER & PARTNER PATENTANWAELTE, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69842592 Country of ref document: DE Representative=s name: TER MEER STEINMEISTER & PARTNER PATENTANWAELTE, DE Effective date: 20140402 Ref country code: DE Ref legal event code: R081 Ref document number: 69842592 Country of ref document: DE Owner name: NIPPON STEEL & SUMITOMO METAL CORPORATION, JP Free format text: FORMER OWNER: SUMITOMO METAL INDUSTRIES, LTD., OSAKA, JP Effective date: 20140402 Ref country code: DE Ref legal event code: R081 Ref document number: 69842592 Country of ref document: DE Owner name: NIPPON STEEL & SUMITOMO METAL CORPORATION, JP Free format text: FORMER OWNER: SUMITOMO METAL INDUSTRIES, LTD., OSAKA, JP Effective date: 20120216 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20171004 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69842592 Country of ref document: DE |