EP0962885A1 - A system and method for counting the number of boards within a stack - Google Patents
A system and method for counting the number of boards within a stack Download PDFInfo
- Publication number
- EP0962885A1 EP0962885A1 EP98304387A EP98304387A EP0962885A1 EP 0962885 A1 EP0962885 A1 EP 0962885A1 EP 98304387 A EP98304387 A EP 98304387A EP 98304387 A EP98304387 A EP 98304387A EP 0962885 A1 EP0962885 A1 EP 0962885A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- items
- stack
- imaging device
- boards
- characteristic configuration
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06M—COUNTING MECHANISMS; COUNTING OF OBJECTS NOT OTHERWISE PROVIDED FOR
- G06M9/00—Counting of objects in a stack thereof
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06M—COUNTING MECHANISMS; COUNTING OF OBJECTS NOT OTHERWISE PROVIDED FOR
- G06M1/00—Design features of general application
- G06M1/08—Design features of general application for actuating the drive
- G06M1/10—Design features of general application for actuating the drive by electric or magnetic means
- G06M1/101—Design features of general application for actuating the drive by electric or magnetic means by electro-optical means
Definitions
- the present invention relates to the manufacture of corrugated boards generally and in particular, to the accurate assessment of the number of boards, boxes or similar items within a stack,
- Corrugated boards are generally produced on an automated line in which web guiding systems are commonly used to correctly guide and tension the material on the web. Since the board material which is guided in web form is generally thin, there is a tendency for the material to wander from its correct alignment on the web. Other factors, such as material irregularity, web speed or faulty machinery, are also liable to lead to a percentage of the manufactured boards being sub-standard. Generally, these sub-standard boards are removed during the production process. Generally, the corrugated boards are stacked in piles of several hundred, commonly 400 boards per stack.
- Fig. 1 illustrates three stacks, designated 10A , 10B and 10C , of manufactured boards 12 being conveyed together along the corrugated board production line, generally designated 1 .
- Each of the sticks contains a plurality of corrugated boards 12 , laid one on top of each other.
- stack 10A contains more boards than stack 10B and stack 10C contains more boards than 10A .
- FIG.2 An enlarged detail of the top of stacks 10A and 10B is shown in Fig.2, to which reference is now made.
- the top rows of the corrugated boards are referenced 14 , 16 , 18 and 20 in stack 10A , and 22 and 24 in stack 10B .
- Stack 10A contains two extra boards, 14 and 16 .
- Boards 18 and 20 of stack 10A are aligned with boards 22 and 24 of stack 10B .
- the width of the boards may vary, as exaggerately illustrated in Fig. 2, so that board 16 is narrower than boards 14 and 18 , for example.
- each corrugated board may vary so that it is not possible to measure the total height of a stack in order to calculate the number of boards contained therein.
- each corrugated board has a characteristic but distinctive flute or "wave corrugation", it is possible to determine the number of boards in a stack by counting the number of "wave corrugations".
- One possible system illustrated in Fig. 3, utilizes a camera 30 together with a parabolic reflector 32 to "scan" a stack 34 of corrugated boards 36 .
- the camera has to be placed far away from the stack. The resultant resolution was too low to accurately determine the number of boards.
- An alternative configuration used a plurality of cameras, each of which scanned a portion of the stack. For example, it was found that to obtain a high enough resolution, each camera could only scan 40 boards. Since, the standard stack contains approximately 400 boards, ten cameras would be needed. In addition to being costly, it is difficult to ascertain where each camera begins and ends its "scan". To overcome the problem of scan overlap, a "laser pointer is additionally required.
- An object of the present invention is to provide a method and system for accurately ascertaining the number of produced corrugated boards, boxes and similar items which overcomes the limitations and disadvantages of existing systems.
- a further object of the present invention is to provide a method and system for accurately ascertaining the number of Items within a stack of items whether static or moving on a production line.
- a yet further object of the present invention is to accurately ascertaining the number of items within each of a plurality of a stack of items, adjacent to each other.
- a system for determining the number of boards within a stack of boards, each board having a characteristic configuration includes an imaging device attached to a moveable carriage, the imaging device being actuated to move to image the stack of boards and a processing unit, coupled to the imaging device, for identifying the characteristic configuration of each of the stack of boards from the scanned images.
- a system for determining the number of boards within each of a plurality of stacks of boards adjacent to each other, each board having a characteristic configuration includes an imaging device attached to a moveable carriage, the imaging device being actuated to move to image the proximate stack of boards, a processing unit, coupled to the imaging device, for identifying the characteristic configuration of each of the imaged stack of boards and a height sensor coupled to the processing unit, for determining the height of each of the plurality of stacks of boards.
- the stack of boards are moving along a production line.
- the boards are corrugated boards and the common characteristic configuration is a sine-wave.
- the movement of the imaging device is coordinated with the movement of the production line.
- the movement of the imaging device is generally perpendicular to the stack of boards.
- the height sensor is an ultrasonic sensor or a laser displacement sensor.
- the imaging device is a charge coupled device (CCD) camera.
- CCD charge coupled device
- a method for determining the number of boards within a stack of boards, each board having a common characteristic configuration includes the steps of:
- This method further includes the step of measuring the height of the imaged stack of boards.
- a method for determining the number of boards within each of a plurality of stacks of boards adjacent to each other, each board having a common characteristic configuration includes the steps of:
- the identifying step includes the steps of;
- the determining step includes the steps of:
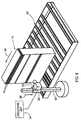
- FIG. 4 is a generally isometric illustration of a system for determining the number of corrugated boards on a moving production line, generally referenced 40 , constructed and operative according to a preferred embodiment of the present invention.
- the production line 40 comprises a stack 10 of manufactured boards.
- the stack 10 which is similar to the stack 10A , described hereinabove with respect to Fig. 1, contains a plurality of manufactured boards 12 .
- the board counting system comprises an imaging device 50 , attached to a moveable carriage 52 and a processing unit 54 coupled to the imaging device 50 .
- Production line 40 moves in a generally longitudinal direction, indicated by arrow 56 .
- the moveable carriage 52 is suitably attached to a stand 60 which allows the moveable carriage 52 to move in a generally vertical direction, indicated by arrow 58 , that is perpendicular to the movement of the boards.
- the imaging device 50 scans the boards as the production line 40 moves across (arrow 56 ) the camera's field of view.
- the imaging device 50 is initially set in line with the top of the stack 10 and as the imaging device 50 scans the stack of boards, the carriage 52 is actuated to move downwards (arrow 58 ).
- Imaging device 50 initially images the characteristic "wave" of the leftmost edge of the top board stack 10 .
- the movement of imaging device 50 is coordinated with the movement of the production line 40 , so that the imaging device 50 scans the stack of boards from top to bottom during the time it takes for the stack of boards to move across the imaging device, thereby ensuring that all the boards are scanned.
- imaging device 50 images the rightmost edge of the bottom board.
- Processing unit 54 processes the scanned data received from imaging device 50 and by identifying the waveform of the corrugated boards computes the number of boards within the stack.
- Imaging device 50 which is preferably any suitable CCD (charge coupled device) camera, known in the art, transmits the images scanned to processing unit 54 .
- CCD charge coupled device
- the processing unit 54 comprises a suitable computer arrangement, known in the art, such as a PC (personal computer) having memory, storage input and display monitor capabilities.
- a PC personal computer
- the corrugated boards 12 have a distinctive flute or waveform when viewed from the front. Each wave represents a single board 12 .
- Processing unit 54 converts the scanned waves into a number of boards. The number of boards can be displayed on the attached monitor.
- an imaging device moving at a rate of 1-2 meters per minute can scan a standard stack of approximately 400 corrugated boards (having a length of approximately 2 meters), traveling on a line moving at a rate of 1 - 2 meters per second in less than 2 seconds.
- the imaging device 50 can move in a vertical direction and is able to scan any stack height, the imaging device 50 can be located close to the production line 40 thus allowing for a high resolution scan of the image.
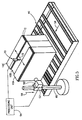
- Fig. 5 is a generally isometric illustration of a further embodiment of a system for determining the number of corrugated boards on a moving production line, constructed and operative according to a preferred embodiment of the present invention.
- the production line 40 of Fig. 5 is similar to the line, described hereinabove with respect to Fig. 1. That is, the production line 40 comprises a plurality of stacks, referenced 10A , 10B and 10C , of manufactured boards, generally designated 12 .
- stack 10A contains more boards than stack 10B and stack 10C contains more boards than 10A .
- the board counting system illustrated in Fig. 5, is similar to the elements which have been previously described hereinabove, with respect to the preferred embodiment of Fig. 4. That is, the board counting system comprises a imaging device 50 , attached to a moveable carriage 52 , and a processing unit 54 coupled to imaging device 50 .
- Production line 40 moves in a generally longitudinal direction, indicated by arrow 56 and Imaging device 50 scans the proximate stack of boards 10A as carriage 52 is actuated to move downwards (arrow 58 ) along stand 60 .
- Similar elements are similarly designated and will not be further described.
- the embodiment of Fig. 5 further comprises a height sensor, generally designated 70 , schematically shown located above the stacks 10A , 10B and 10C .
- Height sensor 70 is any suitable sensing device, known in the art, capable of high resolution and accurate measurement, to determine the difference in the heights of the stacks 10A , 10B and 10C .
- An exemplary sensor is a semiconductor laser displacement sensor, such as the LB series, manufactured by Keyence Corp. of Osaka, Japan.
- the LB laser displacement sensor also has a wide measuring range eliminating the need to reposition the sensor head for the various stacks of boards.
- the height differences between the stacks 10A , 10B and 10C may be determined by an ultrasonic sensor, such as the MIC-30I/U, manufactured by "Microsonic Gmbh” of Dortmund, Germany.
- the MIC-30I/U uses a narrow ultrasonic beam to emit short burst impulses. The time taken for the impulse to return is used to calculate the distance to the detected object
- Height sensor 70 can be actuated to move in a generally horizontal direction (indicated by arrow 72 , perpendicular to the longitudinal direction of the moving stacks (arrow 56 ).
- Fig. 6 is a flow chart illustration of the method for determining the number of boards within a stack. The method individually recognizes and identifies each board.
- step 202 a correction is made, for non-uniform Illumination to correct for non-homogeneous lighting thereby to ensure that each board receives a uniform amount of illumination.
- step 204 the start and end of the stack of boards being counted is determined.
- a statistical analysis of the properties of the boards is carried out to determine the type of board, whether single, double or triple is made (step 206).
- Non-linear filtering is used to determine the type of flute (step 208).
- the height and pitch of the flute is scanned a multitude of times (non-limiting example being at least 500 times) in order to statistically obtain an accurate indication of the type and number of boards and to overcome inaccuracies due to obscured boards, for example.
- a filter is then applied in order to reduce the flute to a single white strip. (step 210), Finally, the number of strips is counted (each strip thus representing a single board), to accurately calculate the number of boards within the stack (step 212). That is, each board in the stack is individually recognized and identified.
- the invention is applicable to any type of board having a characteristic configuration and not restricted to stacks of corrugated boards. Furthermore, the invention is applicable to boards stacked horizontally, in which case, the imaging device would scan in a generally horizontal direction to identify the characteristic configuration of the boards. Additionally, the invention is applicable to static stacks of items as well as items on a production line. A short time exposure camera can also be used to obtain the image of he stack to be counted.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Theoretical Computer Science (AREA)
- Length Measuring Devices By Optical Means (AREA)
Abstract
A system for determining the number of items within a stack of items
(10), each item (12) having a characteristic configuration, is provided.
The system includes an imaging device (50) attached to a moveable
carriage (52), the imaging device being actuated to move to image the
stack of items and a processing unit (54), coupled to the imaging
device, for identifying the characteristic configuration of each of the
stack of items from the scanned images.
Description
- The present invention relates to the manufacture of corrugated boards generally and in particular, to the accurate assessment of the number of boards, boxes or similar items within a stack,
- Corrugated boards are generally produced on an automated line in which web guiding systems are commonly used to correctly guide and tension the material on the web. Since the board material which is guided in web form is generally thin, there is a tendency for the material to wander from its correct alignment on the web. Other factors, such as material irregularity, web speed or faulty machinery, are also liable to lead to a percentage of the manufactured boards being sub-standard. Generally, these sub-standard boards are removed during the production process. Generally, the corrugated boards are stacked in piles of several hundred, commonly 400 boards per stack.
- Reference is now made to Fig. 1 which illustrates three stacks, designated 10A, 10B and 10C, of manufactured
boards 12 being conveyed together along the corrugated board production line, generally designated 1. Each of the sticks contains a plurality ofcorrugated boards 12, laid one on top of each other. In the typical example, shown in Fig. 1,stack 10A contains more boards thanstack 10B andstack 10C contains more boards than 10A. - An enlarged detail of the top of
stacks stack stack 10B. Stack 10A contains two extra boards, 14 and 16.Boards stack 10A are aligned withboards stack 10B. - During manufacture, the width of the boards may vary, as exaggerately illustrated in Fig. 2, so that
board 16 is narrower thanboards - The depth of each corrugated board may vary so that it is not possible to measure the total height of a stack in order to calculate the number of boards contained therein.
- Since sub-standard boards are removed during the production process from any or all of the stacks, the final number of boards in each stack will vary and furthermore, the manufacturer cannot easily determine their number. Since the purchaser is paying for a stack of 400, say, any shortfall is made up by the manufacturer. Usually, manufacturers add 10 - 20 extra boards to each pack to satisfy the purchaser. This over-compensation by the manufacturer is inefficient and costly.
- The applicant has realized that since each corrugated board has a characteristic but distinctive flute or "wave corrugation", it is possible to determine the number of boards in a stack by counting the number of "wave corrugations". One possible system, illustrated in Fig. 3, utilizes a
camera 30 together with aparabolic reflector 32 to "scan" astack 34 ofcorrugated boards 36. However, it was found that in order to scan the whole stack, the camera has to be placed far away from the stack. The resultant resolution was too low to accurately determine the number of boards. - An alternative configuration used a plurality of cameras, each of which scanned a portion of the stack. For example, it was found that to obtain a high enough resolution, each camera could only scan 40 boards. Since, the standard stack contains approximately 400 boards, ten cameras would be needed. In addition to being costly, it is difficult to ascertain where each camera begins and ends its "scan". To overcome the problem of scan overlap, a "laser pointer is additionally required.
- The previous embodiments have the further disadvantage in that the line must be stationary at the time the scan takes place.
- An object of the present invention is to provide a method and system for accurately ascertaining the number of produced corrugated boards, boxes and similar items which overcomes the limitations and disadvantages of existing systems.
- A further object of the present invention is to provide a method and system for accurately ascertaining the number of Items within a stack of items whether static or moving on a production line.
- A yet further object of the present invention is to accurately ascertaining the number of items within each of a plurality of a stack of items, adjacent to each other.
- There is thus provided, in accordance with a preferred embodiment of the present invention, a system for determining the number of boards within a stack of boards, each board having a characteristic configuration. The system includes an imaging device attached to a moveable carriage, the imaging device being actuated to move to image the stack of boards and a processing unit, coupled to the imaging device, for identifying the characteristic configuration of each of the stack of boards from the scanned images.
- Additionally, there is provided, in accordance with a preferred embodiment of the present invention, a system for determining the number of boards within each of a plurality of stacks of boards adjacent to each other, each board having a characteristic configuration. The system includes an imaging device attached to a moveable carriage, the imaging device being actuated to move to image the proximate stack of boards, a processing unit, coupled to the imaging device, for identifying the characteristic configuration of each of the imaged stack of boards and a height sensor coupled to the processing unit, for determining the height of each of the plurality of stacks of boards.
- Furthermore, in accordance with a preferred embodiment of the present invention, the stack of boards are moving along a production line.
- Furthermore, in accordance with a preferred embodiment of the present invention, the boards are corrugated boards and the common characteristic configuration is a sine-wave.
- Additionally, in accordance with a preferred embodiment of the present invention, the movement of the imaging device is coordinated with the movement of the production line. The movement of the imaging device is generally perpendicular to the stack of boards.
- Furthermore, in accordance with a preferred embodiment of the present invention, the height sensor is an ultrasonic sensor or a laser displacement sensor.
- Furthermore, in accordance with a preferred embodiment of the present invention, the imaging device is a charge coupled device (CCD) camera.
- Additionally, there is provided, in accordance with a preferred embodiment of the present invention, a method for determining the number of boards within a stack of boards, each board having a common characteristic configuration. The method includes the steps of:
- a) imaging the stack of boards; and
- b) identifying the characteristic configuration for each of the imaged stack of boards.
-
- This method further includes the step of measuring the height of the imaged stack of boards.
- Furthermore, there is provided, in accordance with a preferred embodiment of the present invention, a method for determining the number of boards within each of a plurality of stacks of boards adjacent to each other, each board having a common characteristic configuration. The method includes the steps of:
- a) imaging the stack of boards, proximate to the imaging device;
- b) identifying the characteristic configuration for each of the imaged stack of boards;
- c) counting the number of boards within the imaged stack of boards;
- d) measuring the height of each of the plurality of stacks of boards; and
- e) comparing the measured heights of each of the plurality of stacks of boards to count the number of boards within each of the adjacent stacks of boards.
-
- Furthermore, in accordance with a preferred embodiment of the present invention, the identifying step includes the steps of;
- a) correcting for non-uniform illumination;
- b) determining the type of sheet and type of characteristic configuration; and
- c) applying a filter to the characteristic configuration shape.
-
- The determining step includes the steps of:
- a) scanning the stack a multiplicity of times; and
- b) applying statistical analytical procedures to individually recognize and identify each of the boards.
-
- The present invention will be understood and appreciated more fully from the following detailed description taken in conjunction with the appended drawings in which:
- Fig. 1 is a schematic isometric illustration of manufactured corrugated boards;
- Fig. 2 is an enlarged detail of corrugated boards at the top of a stack of boards;
- Fig. 3 is a schematic illustration of a prior art system for scanning a plurality of corrugated boards;
- Fig. 4 is a generally isometric illustration of a system for determining the number of corrugated boards on a moving production line, constructed and operative in accordance with a preferred embodiment of the present invention;
- Fig. 5 is a generally isometric illustration of a system for determining the number of corrugated boards on a moving production line constructed and operative according to a further preferred embodiment of the present invention; and
- Fig. 6 is a flow chart illustration of the method for determining the number of boards within a stack.
-
- The applicant has realized that it is possible to accurately determine the number of corrugated boards or boxes in a stack on a moving production line by utilizing a single movable imaging device to scan the line. For the purposes of example only, reference hereinbelow is made to corrugated boards but it will be appreciated that the a description is also applicable to boxes and other similar items stored in a pile.
- Reference is now made to Fig. 4 which is a generally isometric illustration of a system for determining the number of corrugated boards on a moving production line, generally referenced 40, constructed and operative according to a preferred embodiment of the present invention.
- The
production line 40 comprises astack 10 of manufactured boards. Thestack 10, which is similar to thestack 10A, described hereinabove with respect to Fig. 1, contains a plurality of manufacturedboards 12. - The board counting system comprises an
imaging device 50, attached to amoveable carriage 52 and aprocessing unit 54 coupled to theimaging device 50.Production line 40 moves in a generally longitudinal direction, indicated byarrow 56. - The
moveable carriage 52 is suitably attached to astand 60 which allows themoveable carriage 52 to move in a generally vertical direction, indicated byarrow 58, that is perpendicular to the movement of the boards. - The
imaging device 50 scans the boards as theproduction line 40 moves across (arrow 56) the camera's field of view. Theimaging device 50 is initially set in line with the top of thestack 10 and as theimaging device 50 scans the stack of boards, thecarriage 52 is actuated to move downwards (arrow 58).Imaging device 50 initially images the characteristic "wave" of the leftmost edge of thetop board stack 10. The movement ofimaging device 50 is coordinated with the movement of theproduction line 40, so that theimaging device 50 scans the stack of boards from top to bottom during the time it takes for the stack of boards to move across the imaging device, thereby ensuring that all the boards are scanned. At the end of the scan,imaging device 50 images the rightmost edge of the bottom board. - Processing
unit 54 processes the scanned data received fromimaging device 50 and by identifying the waveform of the corrugated boards computes the number of boards within the stack. -
Imaging device 50, which is preferably any suitable CCD (charge coupled device) camera, known in the art, transmits the images scanned to processingunit 54. - The
processing unit 54 comprises a suitable computer arrangement, known in the art, such as a PC (personal computer) having memory, storage input and display monitor capabilities. - As previously described hereinabove, the
corrugated boards 12 have a distinctive flute or waveform when viewed from the front. Each wave represents asingle board 12. By vertically scanning a stack of boards, the change ins image represented by the scanning of the wave can be specifically identified. Processingunit 54 converts the scanned waves into a number of boards. The number of boards can be displayed on the attached monitor. - For the purposes of example only, and without being in any way limiting to the invention, an imaging device moving at a rate of 1-2 meters per minute can scan a standard stack of approximately 400 corrugated boards (having a length of approximately 2 meters), traveling on a line moving at a rate of 1 - 2 meters per second in less than 2 seconds.
- Since the
imaging device 50 can move in a vertical direction and is able to scan any stack height, theimaging device 50 can be located close to theproduction line 40 thus allowing for a high resolution scan of the image. - Reference is flaw made to Fig. 5 which is a generally isometric illustration of a further embodiment of a system for determining the number of corrugated boards on a moving production line, constructed and operative according to a preferred embodiment of the present invention.
- The
production line 40 of Fig. 5 is similar to the line, described hereinabove with respect to Fig. 1. That is, theproduction line 40 comprises a plurality of stacks, referenced 10A, 10B and 10C, of manufactured boards, generally designated 12. In the example of Fig. 5 (similar to Fig. 1), stack 10A, contains more boards thanstack 10B and stack 10C contains more boards than 10A. - The board counting system, illustrated in Fig. 5, is similar to the elements which have been previously described hereinabove, with respect to the preferred embodiment of Fig. 4. That is, the board counting system comprises a
imaging device 50, attached to amoveable carriage 52, and aprocessing unit 54 coupled toimaging device 50.Production line 40 moves in a generally longitudinal direction, indicated byarrow 56 andImaging device 50 scans the proximate stack ofboards 10A ascarriage 52 is actuated to move downwards (arrow 58) alongstand 60. Similar elements are similarly designated and will not be further described. - The embodiment of Fig. 5 further comprises a height sensor, generally designated 70, schematically shown located above the
stacks Height sensor 70 is any suitable sensing device, known in the art, capable of high resolution and accurate measurement, to determine the difference in the heights of thestacks - Alternatively, the height differences between the
stacks -
Height sensor 70 can be actuated to move in a generally horizontal direction (indicated byarrow 72, perpendicular to the longitudinal direction of the moving stacks (arrow 56). - Knowing the initial number of boards in
stack 10A from the imaging carried out by imagingdevice 50, and the height of a standardcorrugated board 12, it is thus possible, by reference to the differential readings for each of thestacks stacks - Reference is now made to Fig. 6 which is a flow chart illustration of the method for determining the number of boards within a stack. The method individually recognizes and identifies each board.
- In
step 202, a correction is made, for non-uniform Illumination to correct for non-homogeneous lighting thereby to ensure that each board receives a uniform amount of illumination. Instep 204, the start and end of the stack of boards being counted is determined. - A statistical analysis of the properties of the boards is carried out to determine the type of board, whether single, double or triple is made (step 206). Non-linear filtering is used to determine the type of flute (step 208). The height and pitch of the flute is scanned a multitude of times (non-limiting example being at least 500 times) in order to statistically obtain an accurate indication of the type and number of boards and to overcome inaccuracies due to obscured boards, for example.
- A filter is then applied in order to reduce the flute to a single white strip. (step 210), Finally, the number of strips is counted (each strip thus representing a single board), to accurately calculate the number of boards within the stack (step 212). That is, each board in the stack is individually recognized and identified.
- It will be appreciated by persons skilled in the art that the invention is applicable to any type of board having a characteristic configuration and not restricted to stacks of corrugated boards. Furthermore, the invention is applicable to boards stacked horizontally, in which case, the imaging device would scan in a generally horizontal direction to identify the characteristic configuration of the boards. Additionally, the invention is applicable to static stacks of items as well as items on a production line. A short time exposure camera can also be used to obtain the image of he stack to be counted.
- Furthermore, it will be appreciated by persons skilled in the art that the present invention
- It will be appreciated by persons skilled in the art that the present invention is not limited by what has been particularly shown and described herein above, Rather the scope of the invention is defined by the claims which follow:
Claims (17)
- A system for determining the number of items within a stack of items, each item having a characteristic configuration, the system comprising:a) an imaging device attached to a moveable carriage, said imaging device being actuated to move to image said stack of items; andb) a processing unit, coupled to said imaging device, for identifying the characteristic configuration of each of said stack of items from said scanned images.
- A system for determining the number of items within each of a plurality of stacks of items adjacent to each other, each item having a characteristic configuration, the system comprising:a) an imaging device attached to a moveable carriage, said imaging device being actuated to move to image a proximate stack of items:b) a processing unit, coupled to said imaging device, for identifying the characteristic configuration of each of said imaged stack of items from said scanned images; andc) a height sensor coupled to said processing unit, for determining the height of each of said plurality of stacks of items.
- A system according to claim 2 and wherein said height sensor is actuated to move in a direction, perpendicular to the direction of movement of said production line.
- A system according to any of claims 2-3 and wherein said height sensor is a laser displacement sensor or an ultrasonic sensor.
- A system according to any of claims 1-4 wherein said stack of items are moving along a production line.
- A system according to claim 4 and wherein the movement of said imaging device is coordinated with the movement of said production line.
- A system according to any of claims 1 - 6 wherein said items are corrugated boards and said common characteristic configuration is at least one sine-wave.
- A system according to any of claims 1 - 7 wherein the movement of said imaging device is generally perpendicular or parallel to the stack of items.
- A system according to any of claims 1 - 8 wherein said imaging device is a charge coupled device (CCD) camera.
- A method for determining the number of items within a stack of items, each item having a common characteristic configuration, the method comprising the steps of:imaging said stack of items; andidentifying said characteristic configuration for each of said imaged stack of items.
- A method for determining the number of items within each of a plurality of stacks of items adjacent to each other, each item having a common characteristic configuration, the method comprising the steps of:imaging said stack of items, proximate to the imaging device;identifying said characteristic configuration for each of said imaged stack of items;counting the number of items within said imaged stack of items;measuring the height of each of said plurality of stacks of items; andcomparing the measured heights of each of said plurality of stacks of items to count the number of items within each of said adjacent stacks of items.
- A method according to any of claims 10-11 and further comprising the step of coordinating the movement of the imaging device.
- A method according to any of claims 10-11 wherein said identifying step comprises the steps of:correcting for non-uniform illumination;determining the type of sheet and type of characteristic configuration; andapplying a filter to said characteristic configuration shape.
- A method according to claim 13 wherein said determining step comprises the steps of:scanning said stack a multiplicity of times; andapplying statistical analytical procedures to individually recognize and identify each of said items.
- A method according to any of claims 10-14 and further comprising the step of measuring the height of said imaged stack of items.
- A method according to any of claims 10-15 and further comprising the step of coordinating the movement of the imaging device.
- A method according to any of claims 10-16 wherein said item is any of a group including corrugated boards and boxes.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP98304387A EP0962885A1 (en) | 1998-06-03 | 1998-06-03 | A system and method for counting the number of boards within a stack |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP98304387A EP0962885A1 (en) | 1998-06-03 | 1998-06-03 | A system and method for counting the number of boards within a stack |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0962885A1 true EP0962885A1 (en) | 1999-12-08 |
Family
ID=8234857
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98304387A Withdrawn EP0962885A1 (en) | 1998-06-03 | 1998-06-03 | A system and method for counting the number of boards within a stack |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0962885A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102360449A (en) * | 2011-10-20 | 2012-02-22 | 惠州华力包装有限公司 | Counting tool for flat-plate objects |
| ITRM20130628A1 (en) * | 2013-11-14 | 2015-05-15 | Consiglio Nazionale Ricerche | SYSTEM TO VERIFY THE NUMBER OF CONTAINERS PRESENT IN A STACK OF CONTAINERS AND RELATIVE TEST METHOD. |
| CN113610465A (en) * | 2021-08-03 | 2021-11-05 | 宁波极望信息科技有限公司 | Production and manufacturing operation management system based on Internet of things technology |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3790759A (en) * | 1968-12-02 | 1974-02-05 | Spartanics | Pitch matching detecting and counting system |
| US3971918A (en) * | 1973-12-28 | 1976-07-27 | Nihon Electronic Industry Co. Ltd. | Method and apparatus for measuring the number of stacked corrugated cardboards |
| US4417351A (en) * | 1981-06-03 | 1983-11-22 | Intercontinental Data Corporation | Stacked article counting apparatus |
| WO1989004021A1 (en) * | 1987-10-20 | 1989-05-05 | William Henry Woodward | Stack counting instrument |
| WO1991010972A1 (en) * | 1990-01-12 | 1991-07-25 | Westling Bjoern Magnus | Apparatus for counting sheets lying on each other in a stack |
| EP0743616A2 (en) * | 1995-05-15 | 1996-11-20 | Eastman Kodak Company | Apparatus and method for counting sheets |
| EP0855676A1 (en) * | 1997-01-22 | 1998-07-29 | Opsigal-Control Systems Ltd. | A system and method for counting the number of boards within a stack |
-
1998
- 1998-06-03 EP EP98304387A patent/EP0962885A1/en not_active Withdrawn
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3790759A (en) * | 1968-12-02 | 1974-02-05 | Spartanics | Pitch matching detecting and counting system |
| US3971918A (en) * | 1973-12-28 | 1976-07-27 | Nihon Electronic Industry Co. Ltd. | Method and apparatus for measuring the number of stacked corrugated cardboards |
| US4417351A (en) * | 1981-06-03 | 1983-11-22 | Intercontinental Data Corporation | Stacked article counting apparatus |
| WO1989004021A1 (en) * | 1987-10-20 | 1989-05-05 | William Henry Woodward | Stack counting instrument |
| WO1991010972A1 (en) * | 1990-01-12 | 1991-07-25 | Westling Bjoern Magnus | Apparatus for counting sheets lying on each other in a stack |
| EP0743616A2 (en) * | 1995-05-15 | 1996-11-20 | Eastman Kodak Company | Apparatus and method for counting sheets |
| EP0855676A1 (en) * | 1997-01-22 | 1998-07-29 | Opsigal-Control Systems Ltd. | A system and method for counting the number of boards within a stack |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102360449A (en) * | 2011-10-20 | 2012-02-22 | 惠州华力包装有限公司 | Counting tool for flat-plate objects |
| ITRM20130628A1 (en) * | 2013-11-14 | 2015-05-15 | Consiglio Nazionale Ricerche | SYSTEM TO VERIFY THE NUMBER OF CONTAINERS PRESENT IN A STACK OF CONTAINERS AND RELATIVE TEST METHOD. |
| WO2015071921A1 (en) * | 2013-11-14 | 2015-05-21 | Consiglio Nazionale Delle Ricerche | System for verifying the number of containers present in a stack of containers and related verification method |
| CN113610465A (en) * | 2021-08-03 | 2021-11-05 | 宁波极望信息科技有限公司 | Production and manufacturing operation management system based on Internet of things technology |
| CN113610465B (en) * | 2021-08-03 | 2023-12-19 | 宁波极望信息科技有限公司 | Production manufacturing operation management system based on internet of things technology |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0178090B1 (en) | Volume determination process | |
| EP1269114B1 (en) | Apparatus and method for determining the dimensions of an object utilizing negative imaging | |
| EP1674859A1 (en) | Different-kind-of-object detector employing plane spectrometer | |
| KR101019099B1 (en) | equipment to measure length and width of steel materials using vision camera?and method to measure length and width of steel materials using the same | |
| CN111561872B (en) | Method, device and system for measuring package volume based on speckle coding structured light | |
| EP0743616A2 (en) | Apparatus and method for counting sheets | |
| US6173607B1 (en) | System and method for counting the number of items within a stack | |
| US6065357A (en) | System and method for counting the number of boards within a stack | |
| EP2101142B1 (en) | Defect detection method of corrugated fiberboard flutes | |
| JPH05212987A (en) | Method and device for assuring uniform double folding | |
| CA1322253C (en) | Method and arrangement for determining the size and/or the shape of a freely falling object | |
| EP0962885A1 (en) | A system and method for counting the number of boards within a stack | |
| JP2007163340A (en) | Plate length measuring device and method for measuring plate length | |
| JPH02278103A (en) | Method and device for three-dimensionally inspecting printed circuit substrate | |
| JPH04244942A (en) | Measuring method for determining breaking extension of tensile test piece in computer control tensile test | |
| US4641256A (en) | System and method for measuring energy transmission through a moving aperture pattern | |
| CN112461138B (en) | Cross scanning measurement method, measurement grating and application thereof | |
| WO2009066297A2 (en) | A method of verifying the contents of bundles of paper currency | |
| JP2000020673A (en) | System and device for determining number of objects included in object stack stacked with objects | |
| US6885463B2 (en) | Sensor device that provides part quality and profile information | |
| CN118067015B (en) | Width measuring system based on embedded linear array camera | |
| US5982495A (en) | Object counting method and apparatus | |
| CN220871687U (en) | Product detection device | |
| JP4032275B2 (en) | Product quantity detection device for vending machines | |
| JP2001033397A (en) | Method and apparatus for detecting surface flaw of object |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE ES FR GB IT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000419 |
|
| AKX | Designation fees paid |
Free format text: DE ES FR GB IT |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20020103 |