EP0960018B1 - Apparatus and method for manufacturing paper board - Google Patents
Apparatus and method for manufacturing paper board Download PDFInfo
- Publication number
- EP0960018B1 EP0960018B1 EP98922939A EP98922939A EP0960018B1 EP 0960018 B1 EP0960018 B1 EP 0960018B1 EP 98922939 A EP98922939 A EP 98922939A EP 98922939 A EP98922939 A EP 98922939A EP 0960018 B1 EP0960018 B1 EP 0960018B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- heating section
- cover sheet
- faced
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2845—Details, e.g. provisions for drying, moistening, pressing
- B31F1/2877—Pressing means for bringing facer sheet and corrugated webs into contact or keeping them in contact, e.g. rolls, belts
- B31F1/2881—Pressing means for bringing facer sheet and corrugated webs into contact or keeping them in contact, e.g. rolls, belts for bringing a second facer sheet into contact with an already single faced corrugated web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2845—Details, e.g. provisions for drying, moistening, pressing
- B31F1/285—Heating or drying equipment
Definitions
- the present invention relates to an apparatus for, and method of, manufacturing corrugated paper board, and also relates to a transport assembly for moving a continuous paper sheet in a board making apparatus.
- Corrugated paper board is normally used as a material for making containers or other packaging or protecting applications and conventionally consists of two opposing cover sheets or liners and an intermediate sheet which is fluted or corrugated, the three layers being secured together by adhesive.
- the manufacturing process includes corrugating a fluting sheet; gluing this to a first cover sheet; and then gluing a second cover sheet to the single faced board already produced. Sometimes two or more fluted layers are included, interspersed with cover sheets.
- EP-A-O 623 459 (Interfic Developments Incorporated) there is disclosed apparatus for making paper board including a conventional arrangement for drawing a cover sheet through a heating section of the apparatus.
- a conventional traction section of the apparatus positioned after the heating section, and containing an overhead conveyor belt and a lower traction belt, the paper board passing between the two and being propelled by the two conveyor belts.
- the upper conveyor belt extends rearwardly so as to provide a lower run passing above a series of heating surfaces of the heating section.
- the unglued cover sheet is fed into the beginning of the heating section and is then drawn through the heating section by the lower run of the overhead conveyor belt, until it reaches the traction section, whereupon it is pulled through the heating section by being sandwiched between the upper and lower conveyor belts in the traction section.
- the lower run of the overhead conveyor in the heating section serves two purposes.
- the overhead conveyor pulls the cover sheet through the heating section to the traction section.
- the lower run of the overhead conveyor is urged downwardly by pressing means so as to press the components of the paper board onto the heating surfaces of the heating section.
- the pressing means comprises a series of transverse rolls which press downwardly on the upper surface of the lower run of the conveyor belt.
- EP-A-O 623 459 the application rolls are replaced by shoes biased to press downwardly on the upper surface of the lower run of the conveyor belt.
- the pressing shoes are arranged in a series of arrays spaced apart across the heating section, each pressing shoe being suspended from a transverse bar known as a thermo bar, and being biased downwardly by a spring acting between the shoe and the thermo bar.
- EP-A-O 750 986 discloses a conventional double facer where the conventional driven hold-down belt is replaced by a series of flexible parallel strips extending over the web in the direction of web travel. There is provided means for drawing the bottom liner through the heating section at start up. Above the heating units are a series of flexible cables which are laterally spaced across the width of the web and entrained around a driven downstream head pulley and an upstream pulley, generally in the manner of a conventional conveyor. During normal operation the steel cables rest on top of the single face web and press it down with the liner onto the heating units. In normal operation the cables are not rotated round the pulleys, but merely hang and press down on the web.
- An upper run of the cable is coated with high friction coating.
- the head pulley is rotated bringing the coating down into contact with the web being fed into the heating section. Further rotation of the head pulley draws the web through the heating section and feeds it to the subsequent traction section having drive conveyor.
- the head pulley is stopped when the high friction coating reaches the upper run position, and thereafter the traction section pulls the web through the heating section, the uncoated cables merely fulfilling their function of pressing the web into contact with the heating units.
- US-A-4 580 710 (Ledgerwood) there is described such a machine.
- US-A-4 580 710 (Ledgerwood) is not concerned directly with a corrugated paper double facer, but is a generalised description of a stock feeder for repetitively feeding uniform segments of a continuous web of stock material from a roll to production machine.
- the apparatus includes moveable feed block means for advancing the stock material and including a pair of laterally opposed feed clamp means mounted on the feed block means for engaging stock material at the beginning of a feed cycle and for releasing the stock material after advancement thereof.
- Feedblock guide means are disposed between the front and rear portions of a frame for guiding the feedblock means along a predetermined path.
- Drive means are coupled with the frame for moving the feedblock means along the feedblock guide means, and control means effect gripping of the stock material and movement of the stock material from a rearward position of the frame to a forward position of the frame.
- the feedblock carries a pair of laterally adjustable gripper assemblies, which in their slots include a pneumatically operated piston to clamp a sheet of stock material thereby to pull it, upon movement of the feedblock, towards the front portion of the frame.
- apparatus for manufacturing corrugated paper board comprising a single-facer assembly for supplying a continuous single-faced corrugated-paper sheet comprising a fluted sheet and a first cover sheet on one side of the fluted sheet; means for supplying a continuous second cover sheet for facing the other side of the fluted sheet; a gluing machine for applying glue to the tips of the non-faced flutes of the single-faced sheet; and a double-facer assembly for combining the single-faced sheet and the second cover sheet, the double-facer assembly comprising a heating section through which the single faced sheet and second cover sheet are transported in contact with each other to bond together to form a double-faced corrugated-paper board; a traction section for pulling the continuous double faced board through the heating section during continuous manufacture of the board; and a transport assembly for pulling the second cover sheet through the heating section to the traction section at start-up or restart of the manufacturing process; in which the transport assembly comprises an elongate guide structure, a
- the transport assembly may include control means for operating the assembly to move the shuttle component along the elongate guide structure in a first direction from the end of the heating section to the beginning of the heating section and there to grip the second cover sheet by the gripping device, and in a second direction away from the beginning of the heating section towards the end of the heating section to transport the second cover sheet gripped by the gripping device.
- the gripping device is operable by compressed air and the drive means includes air hoses for supplying pressurised air to the gripping device, and motor means for pulling the shuttle component by means of the air hoses.
- the gripping device comprises first and second gripping members positioned in operation one on each side of the second cover sheet and moveable towards each other to grip the second cover sheet between the gripping members.
- the gripping device comprises a pair of elongate fingers moveable towards each other to grip the second cover sheet between the fingers.
- the fingers are parallel to each other and transverse to the direction of the elongate guide structure, when gripping the cover sheet.
- the fingers are moveable relative to the shuttle component between a first position in which the fingers are aligned along the length of the elongate guide structure and a second position in which the fingers are transverse to the direction of the elongate guide structure, the fingers being operable to grip the second cover sheet when in the second position.
- the heating section includes a heating surface over which the single faced sheet and second cover sheet are transported, the heating section including a plurality of pressing shoes biased towards the heating surface for exerting a force on the sheets passing through the heating section to press the sheets against the heating surface, and a shoe lifting device for lifting the shoes away from the heating surface to a raised position in which no pressure is exerted on the sheets by the shoes against the heating surface, the transport assembly being arranged to pull the second cover sheet through the heating section to the traction section at start-up or re-start of the manufacturing process while the pressing shoes are in the raised position.
- the heating section includes a paper lift assembly comprising a plurality of lift elements extending transversely across the heating section, and a paper lifting device for lifting the elements from a first position in which the sheets can pass over the elements in normal production, to a second position at a level higher than the first level so as to lift the sheets away from the heating surface in the event of breakage of one or more sheets.
- a paper lift assembly comprising a plurality of lift elements extending transversely across the heating section, and a paper lifting device for lifting the elements from a first position in which the sheets can pass over the elements in normal production, to a second position at a level higher than the first level so as to lift the sheets away from the heating surface in the event of breakage of one or more sheets.
- the apparatus includes lift control means for use in the event of breakage of one or both sheets being combined, the lift control means being responsive to a stop signal to effect automatic operation of the shoe lifting device, and the paper lifting device where provided, and also automatic stopping of the other operational components which produce movement of the sheets through the apparatus.
- the stop signal may be produced by action by a human operator, or the stop signal may be produced automatically in response to an output from a detector for detecting breakage.
- the detector may consist of a photo cell detector positioned opposite a source of light obscured by the relevant sheet during normal operation. When a breakage occurs the removal of the sheet triggers the photo cell.
- a method of manufacturing corrugated paper board comprising supplying a continuous single-faced corrugated paper sheet comprising a fluted sheet and a first cover sheet on one side of the fluted sheet; supplying a continuous second cover sheet for facing the other side of the fluted sheet; applying glue to the tips of the non-faced flutes of the single-faced sheet; and combining the single-faced sheet and the second cover sheet in a double-facer assembly by transporting the single faced sheet and the second cover sheet through a heating section of the double-facer assembly in contact with each other to bond together to form a double-faced board; pulling the continuous double-faced board through the heating section during continuous manufacture by means of a traction section of the double-facer assembly positioned downstream of the heating section; and at start-up of the manufacturing process, or at re-start, pulling the second cover sheet through the heating section to the traction section by means of a transport assembly comprising an elongate guide structure, a shuttle component moveable along
- the method includes the steps of operating the gripping device by compressed air supplied by air hoses, and pulling the shuttle component by means of the air hoses.
- the step of combining the single-faced sheet and the second cover sheet in the double-facer assembly includes pressing the sheets against a heating surface in the heating section to bond the sheets together; and in which the step of pulling the second cover sheet through the heating section at start-up of the manufacturing process, or at re-start, comprises pulling the second cover sheet through the heating section to the traction section by means of the transport assembly without pressing the sheets against the heating surface.
- the heating section includes a plurality of pressing shoes biased towards the heating surface for exerting a force on the sheets passing through the heating section to press the sheets against the heating surface during normal production
- the method includes lifting the shoes away from the heating surface to a raised position in which no pressure is exerted on the sheets by the shoes towards the heating surface, and gripping the second cover sheet and pulling the sheet through the heating section while the shoes are in the raised position.
- the heating section includes a paper lift assembly comprising a plurality of lift elements extending transversely across the heating section, and the method includes lifting the elements from a first position in which the sheets can pass over the elements in normal production, to a second position at a level higher than the first level so as to lift the sheets away from the heating surface in the event of breakage of one or more sheets.
- corrugated paper board is constructed of two opposing paper sheets and an intervening fluted sheet, secured together using an adhesive.
- the adhesive is typically a starch-based adhesive applied as a liquid. Heat is applied to the adhesive during manufacture of the corrugated paper board.
- the process typically starts with a single sheet of paper referred to as a cover sheet or liner. To this cover sheet is added a fluted sheet of paper, by the use of adhesive, thereby forming a single-faced sheet of corrugated paper board. A second opposing cover sheet is then applied to the flute tips of the single-faced corrugated sheet to form the double-faced corrugated paper board.
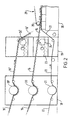
- a source 12 of a first cover sheet or liner 13, and a source 9 of a fluting sheet 10 feed the liner 13 and fluting sheet 10 to be combined in a machine 14 which effects the steps of corrugating the fluting sheet 10, to form a corrugated sheet 15 and gluing to it the liner 13.
- the machine 14 is called a single-facer and produces at its output a single- faced sheet of corrugated paper board 16 which is fed onto a conveyor belt 17.
- These components are usually known as the "B" assembly.
- Figure 1 also shows a second single-facer 14', usually known as the "C” assembly, for producing a similar single-faced sheet of corrugated paper board 16' supplied to a second conveyor 17'.
- the side of the board 16 having the liner 13 is referred to as the manufacturing side of the corrugated board.
- the single-faced sheet 16 is produced from one liner or cover sheet and one fluting sheet.
- the source 12 is shown as having two supply rolls, and the same is shown for source 9. One roll is used at a time in each source. When one roll expires the second roll is spliced in to provide a continuous sheet.
- the fluting sheet 10 is fed into the nip of heated corrugating rolls (not shown).
- a corn based starch reservoir applies glue to the tip of the flutes of the newly formed fluted paper which is combined with the liner sheets 13 and the various sheets are stuck together by the adhesive.
- the newly formed single-faced web 16 is then transferred to the overhead conveyor 17 from whence it is passed to a preheating and gluing section shown in Figure 2.
- the single faced web 16 is passed to a triplex pre-heater 18, thence to a duplex glue machine 19, and thence to a heating section shown in Figure 3.
- the triplex pre-heater 18 has three drums 20 and 20', and 21.
- the single-faced web 16 is passed around the underside of the drum 20 and pre-heated prior to passing to the glue machine 19.
- a second cover sheet or liner 22 from a source (not shown) of continuous liner sheet passes into the pre-heater 18 and around the underside of the drum 21, and thence to the glue machine 19.
- the second single-faced web 16' passes in similar manner around the drum 20'.
- a reservoir of glue 23 is applied by a glue roll 24 to the single-faced web 16.
- the second liner or cover sheet 22 merely passes through the bottom of the glue machine 19 without being glued, and is then joined to the single-faced web 16 in the heating section of the double-facer to be described with reference to Figure 3.
- FIG 3 the first part of an assembly 25 known as a double-facer, which part is the heating section 30 thereof having a main frame 32.
- the second, traction, section 31 is shown in Figure 4.
- a roll 26, opposed by a pressure platen receives between the two the single faced corrugated paper board sheet 16 and the second cover sheet 22.
- the sheets 16 and 22 are compressed together and glued by the adhesive which has been applied to the tips of the flutes of the sheet 16 by the glue roll 24.
- the sheets 16 and 22 are combined together to form a double faced corrugated paper board sheet 27 which is then passed through the heating section 30 of the double facer 25, consisting in this example of eighteen thermo bars 28 mounted on a supporting frame 29.
- the double facer 25 includes a series of steam heated tables 34 over which the lower cover 22 and single faced web 16 are passed.
- the heat at approximately 180° gels the glue and causes a bond that sticks the single faced web 16 to the lower cover sheet 22.
- the web is transferred to a traction section 31 shown in Figure 4.
- the traction section has a main frame 33.
- the double-faced sheet 27 was moved through the double-facer 25 by the effect of upper and lower endless conveyor belts 62 and 63.
- the final board in the traction section ( Figure 4) was driven by two large drums 60 and 61 and upper and lower conveyor belts 62 and 63.
- the upper belt passed over the machine supported by rolls (of which one is shown at 64), around the roll 26 at the entrance to the double facer and along the surface of the steam tables 34 and around the rear drive drum 60 to complete the loop.
- a lower belt 63 was driven by the lower drum 61, passed over a series of support rolls to a driver pulley 65 at the end of the heating tables 34, under the rolls and around the lower drive drum 61 to complete the loop.
- On top of the inside lower surface of the upper belt 62 were placed either weight rolls or traction bars. This caused a sandwich of conveyor belts and double faced board in the traction section 31, consequently pulling the board through the unit and delivering it to the various cutters.
- the problem addressed by the present invention is as follows. In previous machines, the operator, on start up, had to feed the lower liner 22 into the entrance of the double facer assembly between the first steam table 34 and the upper belt 62 passing around the roll 26 at the entrance. The pull of the upper belt 62 then transported the paper through the machine to the traction section 31 with the rolls 60, 61.
- the upper and lower conveyor belts 62, 63 are made of cotton or a synthetic material, which retain moisture from contact with the paper board sheet 27. At the higher speeds now required, the paper board sheet passing between the conveyor belts 62 and 63 does not have sufficient time to evaporate the water introduced in the manufacturing process. Consequently the conveyor belt 62 or both belts retain too much moisture from the drying or heating sections of the manufacturing apparatus. This water retention of the conveying belt or belts caused delamination, crushing and warp, and generally reduced the quality of the board.
- Figures 1 to 4 show the overall apparatus for manufacturing corrugated paper board, whether in known form, or with modification to embody the present invention.
- the components to be described with reference to Figures 5 to 11, may be incorporated in the apparatus shown in Figures 1 to 4 in order to provide embodiments of the invention.
- Such modification is shown in Figures 3(a), (b), (c) and (d), and 4(a) and (b), where the upper conveyor belt 62 is re-routed so as to return over an upper driven pulley 66 at the end of the heating section rather then over the roll 26 at the beginning of the heating section.
- No conveyor belt is provided in the heating section, thus allowing better evaporation of moisture from the board.
- the upper and lower drive pulleys 60 and 61 are driven by motor means 67.
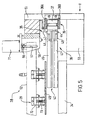
- Figure 5 is a view (partly in section) taken along the direction of movement of the double faced corrugated paper board 27, and is a diagrammatic cross sectional view approximately taken along the lines V-V in Figure 3(a). (Some components shown in Figure 5 are shown at a different stage in the operating cycle than the stage illustrated in Figure 3(a).)
- Figure 5 shows a transport assembly 35 embodying the present invention for moving the second cover sheet 22 (not shown) through the heating section of the double-facer 25, at start up, or at re-start if the cover sheet 22 breaks during manufacture.
- the transport assembly 35 is shown in the position ready for use at start up.
- the transport assembly 35 comprises a guide rail 36 having upper and lower components 36A and 36B, a shuttle 37 movable along the guide rail, and a gripping device 38 mounted on the shuttle for gripping the second cover sheet 22 (not shown in Figure 5). Also provided are drive means 68, 69 (shown in Figures 3(a), (b) and (c)) for moving the shuttle along the guide rail, and control means 40 (shown in Figure 4(a)), for moving the shuttle along the guide rail in a predetermined sequence to be described hereinafter.
- the gripping device 38 comprises an actuating mechanism operated by pressured air, and known generally as an air chuck, indicated at 44, together with a pair of elongate fingers indicated generally at 42 mounted on jaws 46 and 48 of the air chuck 44.
- the fingers 42 comprise an upper finger extension 45 mounted on a jaw 46, and a lower finger extension 47 mounted on a jaw 48.
- the jaws 46 and 48 form part of the air chuck 44 and are pivotable in two orthogonal directions about a vertical axis 50 shown in Figure 8, and a horizontal axis indicated at 70 in Figures 6 and 8. As shown in Figure 8, the fingers are pivotable about the vertical axis 50 between an operating position shown in full lines and a parked position shown in broken lines.
- the finger extensions 45 and 47 extend into the intended path of the paper board, and in the parked position the finger extensions are clear of the path of the paper board.
- the fingers are also moveable relative to each other in a horizontal plane, so as to grip or release material based between the finger extensions 45 and 47.
- the air chuck 44 is operated by pressurised air supplied along air hoses or pipes 41, secured to the shuttle at a flange 39 with air couplings 43 leading to the chuck 44.
- the shuttle 37 is moveable along the rail 36 by being pulled by the air hoses 41.
- Motor means 68, 69 (shown in Figure 3(a)) include a reel around which the air hose passes, to effect the required movement.
- the rail components 36A and B are mounted on rail supports 51 and the rail 36 runs along the length of the heating section of the double facer, from the entrance to the steam chest section until the entrance to the traction section.
- On the operating side frames or rail supports 51 are mounted the two motors 68, 69.
- On the shaft of each motor is mounted a purpose made pneumatic hose reel.
- the hoses 41 are connected to each end of the shuttle.
- the air hoses have a dual purpose to supply air to the air chuck gripping device and also to pull the shuttle and cover sheet from the entrance of the heating section to the end of the heating section and the entrance of the traction section.
- the operation of the device is as follows. Firstly the operator feeds the lower cover sheet 22 into the gripping fingers 42 of the air chuck, which are positioned at rest at the entrance to the heating section 30. The operator then starts the motor 68 positioned at the end of the heating section 30, and at the same time the motor 69 at the entrance of the heating section 30 is made inoperative. The shuttle 37 is then moved at a slow walking pace along the guide rail 36, dragging with it the lower cover sheet 22. The air hose 41 attached to the shuttle pulls the shuttle until it reaches the end of the heating section 30 and the beginning of the traction section 31. When the shuttle reaches the end of the heating section a striker (not shown) attached to the shuttle strikes a pneumatically operating limit switch (not shown). This limit switch exhausts the air chuck gripping means and stops the motor at the traction section end of the heating section.
- the lower cover sheet or liner is fed through the glue machine, the heating section, and into the traction section.
- the single faced sheet is fed through the glue machine and into the heating section.
- the single faced sheet is then carried through the heating section by the lower cover sheet or liner which is pulled by the traction section.
- the overall machine is then in production mode with the completed board pulled by the traction section.
- the shuttle is then parked at this position while the overall machine is in production operation, the fingers 42 being parked in the position shown in Figure 7.
- thermo bars 28 shown in more detail in Figure 5 and Figure 3(d).
- Each thermo bar consists of a transverse frame member 52 on which are mounted a plurality of pressing shoes 49 suspended by parallel pivotal arms 72 in a parallelogram configuration. This allows individual movement of a pressing shoe 49 upwardly and downwardly by pivoting of the arms 72.
- Each pressing shoe 49 is biased downwardly by an individual spring 73 acting between the transverse frame member 52 and the pressing shoe 49.
- the entire frame member 52 may be raised rapidly in the event of web breakage, by means of a pair of pneumatic cylinders 71 positioned one on each side of the thermo bar 28, one of the pistons 71 being shown in Figure 5 and Figure 10b.
- the frame member 52 is shown at its most upward position, to allow the finger extensions 42 to pass easily between the underside of the pressing shoes 49 and the upper surface of the steam tables 34.
- the pistons 71 When the frame member 52 is lowered and raised by the pistons 71, the movement is guided by movement of a stud 56 fixed to the frame member 52, in an elongate aperture 57 in a flange 58 fixed relative to the rail support 51.
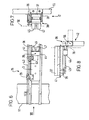
- FIGs 10(a) and 10(b) the means for moving the shuttle is shown in more detail in Figures 10(a) and 10(b).
- Figure 10(b) the arrangement of the air hose 41 is shown, being wound about a capstan or reel 55 or 54 driven by an air motor 69 or 68.
- Each motor 68, 69 has a sprag clutch which when engaged allows the motor to drive through a gear box to draw the air hose in the required direction. When the sprag clutch is disconnected the drive pulley runs in the opposite direction and no drive is returned through the gear box to the motor.
- the control means 40 consists of an assembly of pneumatic valves which operates in combination with pneumatic limit switches. Initially at start up or at restart, the operator presses a single switch which opens a valve to drive the shuttle from the parked position at the far end of the heating section back to the entrance of the heating section. The shuttle hits a limit switch at the entrance of the heating section which automatically stops the drive to the front pneumatic motor. The fingers are moved to the position where they extend into the path of the paper over the heating section. This can be done before movement of the shuttle or after movement of the shuttle. The fingers are already in the open position and the operator then manually feeds the web into the space between the fingers.
- Another pneumatic switch is then operated to close the fingers onto the paper web and after this the movement of the shuttle component starts automatically at walking pace towards the far end of the heating section.
- the shuttle component Upon arrival the shuttle component strikes a second pneumatic limit switch which automatically stops the far drive motor and opens the fingers of the shuttle component. Finally the fingers are rotated to the park position where they are aligned along the direction of movement of the machine.
- the operator operates a further switch on the control means 40, to send the shuttle 37 back to the entrance of the heating section 30.
- the motor 68 at the traction section end is made inoperable and the motor 69 at the entrance to the heating section 30 is put into operation.
- the shuttle 37 is then moved to the required position at the entrance of the heating section 30 and further operated to close the finger extensions 45 onto a fresh portion of the paper 22.
- the operator then repeats the earlier cycle of dragging the cover sheet 22 through the heating section 30 to the traction section 31.
- the upper web comprising the single faced sheet 16 breaks, but the lower liner 22 does not break, the same procedure is followed in that the pressing shoes 49 and the paper lift bars 52A are rapidly raised by the pneumatic cylinders 53.
- the purpose in quickly lifting the intact lower web 22, is to prevent the lower liner 22 being pressed into contact with the heated surfaces 34 alone, which would cause damage to the lower liner and product wastage.
- the upper web 16 is fed through the preheater 18 and the gluing machine 19 by hand and is brought to the entrance of the double facer at the guide roll 26.
- the upper web 16 is fed in over the first two steam chests and then the first thermo bar is lowered along with the paper lift bars.
- the main motor starts and the traction section pulls the whole assembly through the heating section and normal production commences. In this situation, because the lower web has not broken, there is no need to use the shuttle 37 and fingers 42 to pull the lower sheet through the heating section.
- Detectors can be positioned in these areas consisting for example of a photo cell and light beam arrangement which is interrupted in normal production by the web. If the web breaks, the interruption of the light beam ceases and the photo cell produces a warning signal of breakage.
- thermo bar shoes independent of the shuttle, allows rapid raising of the thermo bars when breakage of the liner is sensed.
- the thermo bars can remain out of operation and lifted up, while the cover sheet is pulled through by the shuttle. This is not possible with known systems since pull-through is achieved by a conveyor belt pressing down towards the heated plates.
- a major advantage of the invention is that it allows the removal entirely of the known overhead conveyor in the heating section. This allows better evaporation giving less water retention in the board.
- a safety feature is that the gripping fingers can be parked out of the way of the main throughput of the product.
- the shuttle assembly is positioned outside the main operational area of the machine for safety and convenience.
- a further advantage of the shuttle and finger mechanism is that it allows feed-through of the lower liner very safely when a narrow width of paper is being fed through a standard width machine.
- a standard machine will commonly be capable of accommodating a width of 2 metres 45mm, and it may be required to run it with a paper of width 1 metre. With conventional machines this involves the operator leaning across the heated steam chests when pulling the lower liner through manually with consequent safety risks.
- the shuttle With the shuttle the operator can pull the one metre paper off centre to the side where the shuttle is and then pull the lower liner through by the shuttle to the traction section. Once the paper has been released at the traction section, the lower liner is fed into the traction section and pulled through the traction section without an upper web on it.
- the narrow width lower liner When thus pulled, the narrow width lower liner will automatically be centred on the machine, and then the upper glued web can be fed into the entrance to the heating section to be bonded to the lower liner and carried through the heating section by the pull on the lower liner produced by the traction section. Production then commences.
- the transport assembly eg the shuttle and gripping device
- the transport assembly need only be provided on one side of the heating section. This makes for a simple and inexpensive mechanism to pull the paper lower liner through, and also allows easy access to the steam chests from the side of the heating section opposite to the side on which the shuttle is positioned.
- Another feature of the preferred embodiment of the invention is that all the drive mechanisms and control mechanisms are pneumatically operated.
- One aspect of using air throughout is safety.
- the air chuck is operated by air pressure through the hoses.
- the hoses themselves are used to draw the shuttle along the rails.
- the motors which draw the air hoses are air motors. This has an advantage over electric motors in that if any obstruction occurs for example an operators hand being caught in the machinery, the motors will easily stall rather than having to be stopped after a delay which may be damaging to the obstruction.
- a general safety factor in using pneumatic operation is that pneumatic timers are included in the control means so as to operate the various components with preset delays between different stages. For example after arrival of the shuttle at the entrance to the heating section, the operator manually feeds the paper into the fingers and then operates a switch to commence the shuttle movement. When the switch is operated the fingers close immediately but there is a time to delay of five seconds for example before the shuttle component begins to move along the heating section. This is done for safety reasons to allow time for the operator to be well clear of the mechanism before movement starts. Similarly at the far end when the shuttle mechanism strikes the limit switch and the operation of the motor is stopped, there is a timed delay before the fingers open to release the paper.
- a time delay is introduced between the striking of the limit switch and the opening of the fingers, to allow time for the operator to check the mechanism generally and to be present for the release. Thereafter the fingers are folded to the park position and production is ready to commence, upon operation of a further start switch sequence.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Making Paper Articles (AREA)
Abstract
Description
Claims (10)
- Apparatus for manufacturing corrugated paper board, comprising:characterised in that the transport assembly (35) comprises an elongate guide structure (36), a shuttle component (37) moveable along the elongate guide structure, a gripping device (38) mounted on the shuttle component for gripping the second cover sheet (22), and drive means (68, 69) for moving the shuttle component along the elongate guide structure.a single-facer assembly (14) for supplying a continuous single-faced corrugated-paper sheet (16) comprising a fluted sheet (15) and a first cover sheet (13) on one side of the fluted sheet;means for supplying a continuous second cover sheet (22) for facing the other side of the fluted sheet;a gluing machine (19) for applying glue to the tips of the non-faced flutes of the single-faced sheet (16); anda double-facer assembly (25) for combining the single-faced sheet (16) and the second cover sheet (22), the double-facer assembly comprising:a heating section (30) through which the single faced sheet (16) and second cover sheet (13) are transported in contact with each other to bond together to form a double-faced corrugated-paper board (27);a traction section (31) for pulling the continuous double faced board (27) through the heating section (30) during continuous manufacture of the board; anda transport assembly (35) for pulling the second cover sheet through the heating section to the traction section at start-up or re-start of the manufacturing process;
- Apparatus according to Claim 1 in which the transport assembly includes control means (40) for operating the assembly to move the shuttle component along the elongate guide structure in a first direction from the end of the heating section to the beginning of the heating section (30) and there to grip the second cover sheet (22) by the gripping device (38), and in a second direction away from the beginning of the heating section towards the end of the heating section to transport the second cover sheet gripped by the gripping device.
- Apparatus according to Claim 1 or 2 in which the gripping device (38) is operated by compressed air and the drive means (68, 69) includes air hoses (41) for supplying pressurised air to the gripping device, and motor means for pulling the shuttle component by means of the air hoses.
- Apparatus according to Claim 1, 2 or 3 in which the gripping device (38) comprises first and second gripping members (42) positioned in operation one on each side of the second cover sheet (22) and moveable towards each other to grip the second cover sheet between the gripping members.
- Apparatus according to any preceding claim in which the heating section (30) includes a heating surface (34) over which the single faced sheet (16) and second cover sheet (13) are transported, the heating section (30) including a plurality of pressing shoes (49) biased towards the heating surface for exerting a force on the sheets passing through the heating section to press the sheets against the heating surface, and a shoe lifting device (71) for lifting the shoes away from the heating surface to a raised position in which no pressure is exerted on the sheets by the shoes against the heating surface, the transport assembly (35) being arranged to pull the second cover sheet (22) through the heating section (30) to the traction section at start-up or re-start of the manufacturing process while the pressing shoes (49) are in the raised position.
- Apparatus according to Claim 5 in which the heating section (30) includes a paper lift assembly comprising a plurality of lift elements (52A) extending transversely across the heating section, and a paper lifting device (53) for lifting the elements (52A) from a first position in which the sheets can pass over the elements in normal production, to a second position at a level higher than the first level so as to lift the sheets away from the heating surface (34) in the event of breakage of one or more sheets.
- A method of manufacturing corrugated paper board comprisingcharacterised bysupplying a continuous single-faced corrugated paper sheet (16) comprising a fluted sheet (15) and a first cover sheet (13) on one side of the fluted sheet;supplying a continuous second cover sheet (22) for facing the other side of the fluted sheet (15);applying glue to the tips of the non-faced flutes of the single-faced sheet (16);combining the single-faced sheet (16) and the second cover sheet (22) in a double-facer assembly (25) by transporting the single faced sheet (16) and the second cover sheet (22) through a heating section (30) of the double-facer assembly in contact with each other to bond together to form a double-faced board (27);pulling the continuous double-faced board (27) through the heating section during continuous manufacture by means of a traction section of the double-facer assembly positioned downstream of the heating section; and
at start-up of the manufacturing process, or at re-start, pulling the second cover sheet (22) through the heating section to the traction section by means of a transport assembly (35) comprising an elongate guide structure (36), a shuttle component (37) moveable along the elongate guide structure, and a gripping device (38) mounted on the shuttle component for gripping the second cover sheet (22);
the method including operating the assembly to move the shuttle component (37) along the elongate guide structure in a first direction from the end of the heating section to the beginning of the heating section and there to grip the second cover sheet (22) by the gripping device (38), and in a second direction away from the beginning of the heating section towards the end of the heating section to transport the second cover sheet gripped by the gripping device. - A method according to Claim 7 including the steps of operating the gripping device by compressed air supplied by air hoses (41), and pulling the shuttle component by means of the air hoses.
- A method according to Claim 7 or 8 in which the step of combining the single-faced sheet (16) and the second cover sheet (22) in the double-facer assembly (25) includes pressing the sheets against a heating surface in the heating section (30) to bond the sheets together; and in which the step of pulling the second cover sheet (22) through the heating section at start-up of the manufacturing process, or at re-start, comprises pulling the second cover sheet (22) through the heating section to the traction section by means of the transport assembly without pressing the sheets against the heating surface.
- A method according to Claim 9 in which the heating section includes a plurality of pressing shoes (49) biased towards the heating surface (34) for exerting a force on the sheets passing through the heating section (30) to press the sheets against the heating surface during normal production, the method including lifting the shoes (49) away from the heating surface to a raised position in which no pressure is exerted on the sheets by the shoes towards the heating surface, and gripping the second cover sheet (22) and pulling the sheet through the heating section while the shoes (49) are in the raised position.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB9726358 | 1997-12-12 | ||
| GBGB9726358.6A GB9726358D0 (en) | 1997-12-12 | 1997-12-12 | Apparatus and method for manufacturing paper board |
| PCT/GB1998/001482 WO1999030898A1 (en) | 1997-12-12 | 1998-05-22 | Apparatus and method for manufacturing paper board |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0960018A1 EP0960018A1 (en) | 1999-12-01 |
| EP0960018B1 true EP0960018B1 (en) | 2003-08-06 |
Family
ID=10823561
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98922939A Expired - Lifetime EP0960018B1 (en) | 1997-12-12 | 1998-05-22 | Apparatus and method for manufacturing paper board |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0960018B1 (en) |
| AT (1) | ATE246597T1 (en) |
| AU (1) | AU7539998A (en) |
| DE (1) | DE69816970T2 (en) |
| GB (1) | GB9726358D0 (en) |
| WO (1) | WO1999030898A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005060216A1 (en) * | 2005-12-16 | 2007-06-21 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | Corrugated cardboard production assembly applies a mark to the corrugated web, laminated on one side, for detection to activate a lateral cutter to give matching overlaid web lengths |
| CN114193838B (en) * | 2021-12-17 | 2022-09-27 | 连云港赣榆强盛纸业有限公司 | Plate turnover device and method for corrugated paper production hot-pressing treatment |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2172530A5 (en) * | 1972-02-16 | 1973-09-28 | Etienne Francine | Film transport mechanism - using a single motor for synchronised transfer, welding and cutting operations |
| US3963161A (en) * | 1975-02-10 | 1976-06-15 | Mts Systems Corporation | Sheet feeder for cupping press |
| AT354390B (en) * | 1977-12-20 | 1980-01-10 | Voest Ag | PULL-IN DEVICE FOR A TAPE MACHINING SYSTEM |
| US4580710A (en) * | 1982-08-10 | 1986-04-08 | Plessey Incorporated | Stock feeder with hydraulic shock absorber |
| DE3530630A1 (en) * | 1985-08-28 | 1987-03-05 | Babcock Textilmasch | Device for drawing webs of material into treatment units |
| JPH0787955B2 (en) * | 1990-08-23 | 1995-09-27 | 三菱電機株式会社 | Transport mechanism for thin plate frame |
| US5746010A (en) * | 1995-06-26 | 1998-05-05 | Marquip, Inc. | Web holddown and drive for corrugator double backer |
-
1997
- 1997-12-12 GB GBGB9726358.6A patent/GB9726358D0/en not_active Ceased
-
1998
- 1998-05-22 AT AT98922939T patent/ATE246597T1/en not_active IP Right Cessation
- 1998-05-22 AU AU75399/98A patent/AU7539998A/en not_active Abandoned
- 1998-05-22 DE DE69816970T patent/DE69816970T2/en not_active Expired - Fee Related
- 1998-05-22 EP EP98922939A patent/EP0960018B1/en not_active Expired - Lifetime
- 1998-05-22 WO PCT/GB1998/001482 patent/WO1999030898A1/en active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| WO1999030898A1 (en) | 1999-06-24 |
| GB9726358D0 (en) | 1998-02-11 |
| DE69816970D1 (en) | 2003-09-11 |
| EP0960018A1 (en) | 1999-12-01 |
| DE69816970T2 (en) | 2004-07-22 |
| ATE246597T1 (en) | 2003-08-15 |
| AU7539998A (en) | 1999-07-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4288273A (en) | Method and apparatus for making corrugated board | |
| US4620409A (en) | Packaging film feed with parallelogram belt support | |
| CA2055403C (en) | Assembling device for weblike workpieces consisting of superposed and glued layers designed for being used with a double-facer of a machine producing corrugated board | |
| US4452837A (en) | Web reinforced with string-type adhesive and method of manufacturing same | |
| US5679195A (en) | Web splicing apparatus | |
| US4243465A (en) | Apparatus for joining pieces of laminar material and in particular plywood core strips | |
| US4729522A (en) | Web handling apparatus | |
| JP3871974B2 (en) | Veneer veneer joining method and joining apparatus | |
| US4309830A (en) | Apparatus for threading a float web dryer | |
| US4564413A (en) | Sheet splicer | |
| US5993587A (en) | Double facer with threading means | |
| CN107932991B (en) | A kind of processing method of high-strength corrugated board | |
| EP0960018B1 (en) | Apparatus and method for manufacturing paper board | |
| GB2321652A (en) | Making double-faced paper board: heating: start-up | |
| US11738962B2 (en) | Apparatus and method for splicing a web of material | |
| US2930427A (en) | Device for splicing ends of webs by means of a plurality of longitudinal tapes | |
| US11472656B2 (en) | Conveyor device for a corrugated web, corrugated board manufacturing line including the conveyor device, and method | |
| WO2001058679A1 (en) | Lateral corrugator | |
| EP1190843B1 (en) | Tension fluctuation absorbing device for cardboard sheet manufacturing apparatus | |
| US4729519A (en) | Web handling apparatus | |
| US3325334A (en) | Apparatus for bonding plywood veneers | |
| US6309506B1 (en) | Method and device for joining preferably flexible surface structures | |
| US2521554A (en) | Method of making paper-covered veneer | |
| WO2006040575A1 (en) | Heat transfer system | |
| US6338771B1 (en) | Method and device for removing lamination |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19990810 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR IE IT LI NL PT SE |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE DK ES FI FR IE IT LI NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030806 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20030806 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030806 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030806 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030806 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 69816970 Country of ref document: DE Date of ref document: 20030911 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031106 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031117 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATMED AG |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040106 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040524 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040527 Year of fee payment: 7 Ref country code: DE Payment date: 20040527 Year of fee payment: 7 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040507 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20040825 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051201 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060131 |